
An Exergoeconomic Analysis of a Gas-Type Industrial Drying System of Black Tea



 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
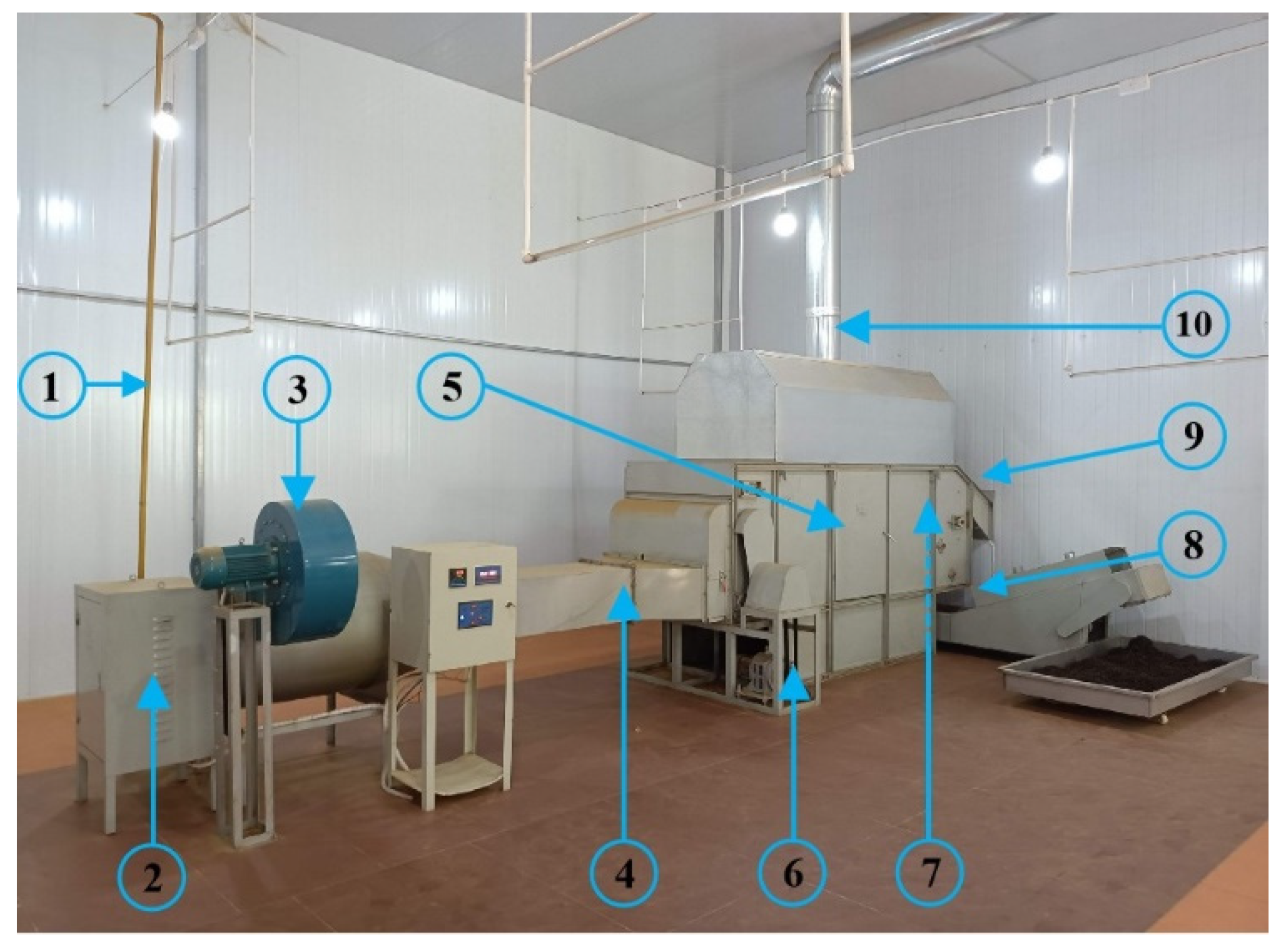
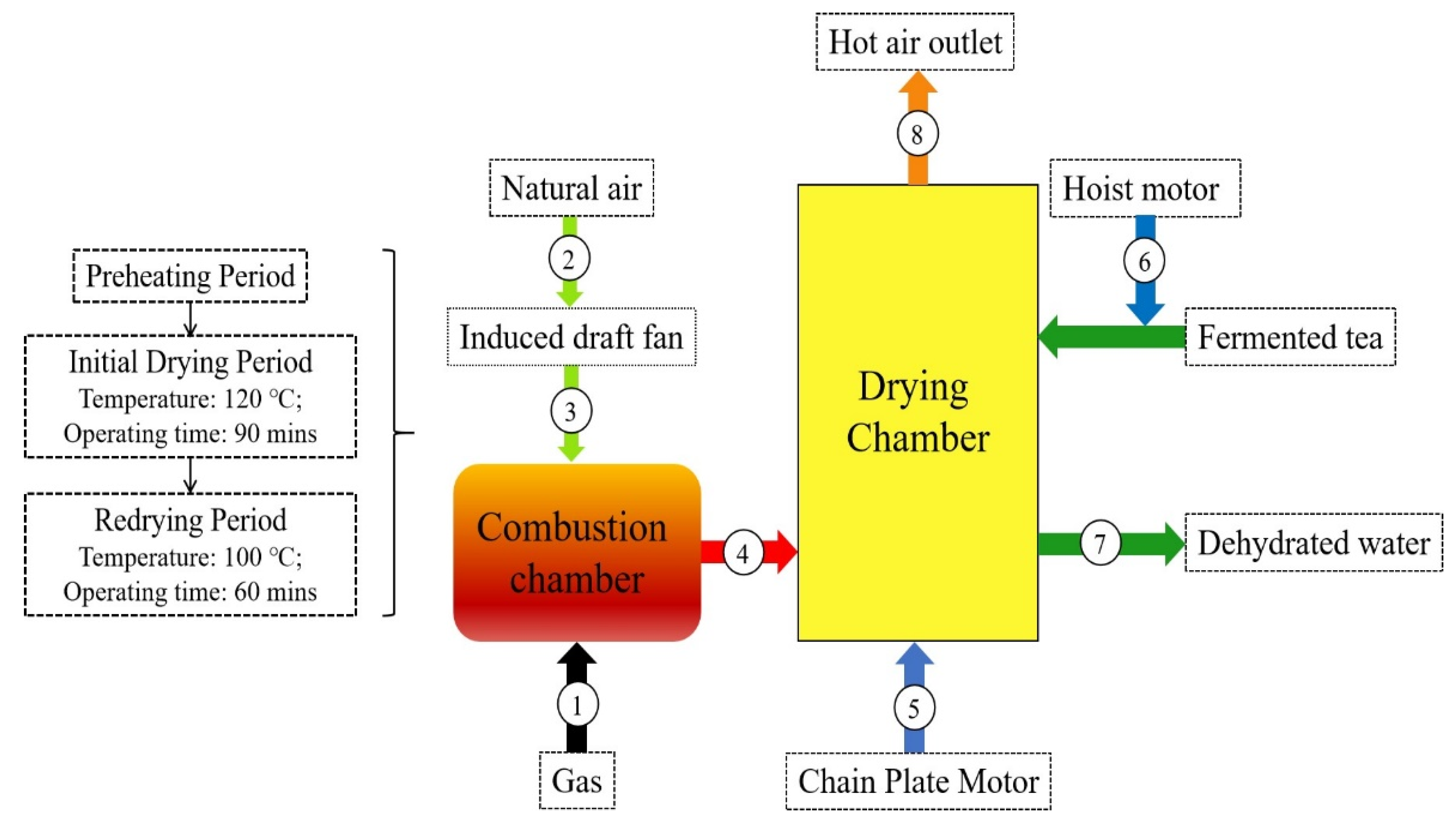
2.2. Description and Working Principle of the Drying System
2.3. Data Record
2.4. Drying Kinetics
2.5. Uncertainty Analysis
2.6. Theoretical Hypothesis
- The system was considered to be a stabilization system;
- The ambient temperature and humidity were considered in a stable state;
- The heat loss caused by heat conduction on the wall of the drying system was ignored;
- The temperature and humidity gradient of the material in the drying process was ignored;
- The energy loss caused by the differential pressure of the gas supply pipeline was ignored.
2.7. Energy–Exergy Analysis
2.8. Exergoeconomic Analysis
3. Results and Discussions
3.1. Analysis of Drying Kinetics
3.2. Analysis of the Exergetic Performance
3.3. Analysis of the Exergoeconomic Performance
4. Conclusions
- The drying rate of tea varied from the maximum value of 3.48 gwater/gdry matter h to the minimum value of 0.18 gwater/gdry matter h. More specifically, in the first 10 min of the initial drying period, the moisture content of the material was high and the temperature rapidly rose, resulting in the water removal rate to accelerate to obtain the highest drying rate with the value of 3.48 gwater/gdry matter h in the system.
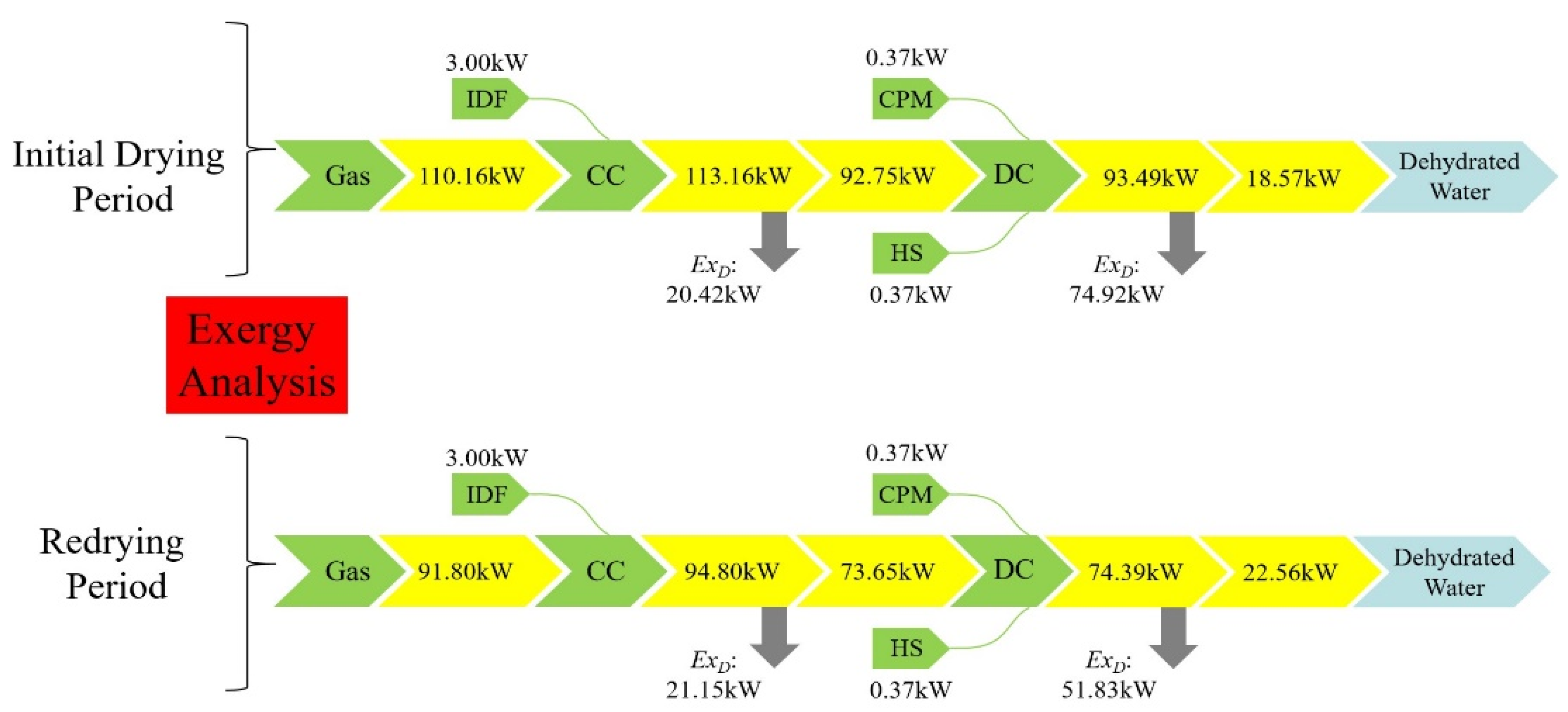
- In the initial drying system, the exergy destruction mainly occurred in the CC and DC, the values of the exergy destruction rates of the CC and DC were 20.42 kW and 74.92 kW and the exergy efficiency values were 81.96% and 19.87%; whereas, in the redrying period, the values of the exergy destruction rates were 21.15 kW and 51.83 kW, and the exergy efficiency values were 77.69% and 30.33%.
- From the perspective of exergoeconomics: The DC had the highest values for the cost of the exergy destruction rate (18.497 USD/h) for the initial drying period and 12.796 USD/h for the redrying period; followed by the CC with the values of 5.041 USD/h for the initial drying period and 5.222 USD/h for the redrying period.
- The DC was determined to have the highest exergoeconomic importance based on the total capital investment and exergy destruction cost rate. A comprehensive analysis of the exergy and exergoeconomics factors was conducted, in order to obtain a cost-effective system; the order of the optimal performance of each component of the drying system ranked from low to high was IDF, CPM, HS, CC and DC; therefore, the DC is considered to improve firstly, followed by the CC, HS, CPM and IDF.
- The unit exergy rate consumed by the drying system to remove water was determined with the value of 18.57 kW in the initial drying period and 22.56 kW in the redrying period; in addition, the values of the unit drying cost of the drying system were determined as 29.162 USD/h in the initial drying section and 24.629 USD/h in the redrying section.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| MCwb | Moisture-content wet basis (%) |
| DR | Drying rate (gwater/gmatter*h) |
| mwet | Mass of wet material (g) |
| md | Mass of dry material (g) |
| mg,a | Mass flow rate of air (kg·s−1) |
| t | Time (min) |
| Qgas | Heat of gas (J) |
| Vgas | Unit volume of natural gas (m3) |
| qgas | Calorific value of gas (J/m3) |
| mg,a | Mass flow of air (kg/s) |
| cp,a | Specific heat of air (J kg−1 °C−1) |
| Exsys,in | Inlet exergy of drying system (kW) |
| Exsys,out | Outlet exergy of drying system (kW) |
| Exsys,des | Exergy dissipation of drying system (kW) |
| Exgas | Exergy of gas (kW) |
| Exfan | Exergy of fan (kW) |
| ηex | Exergy efficiency |
| Ri,D | Exergy destruction ratio |
| SI | Exergetic sustainability index |
| T1 | Temperature of inlet ( °C) |
| T2 | Temperature of outlet ( °C) |
| T0 | Temperature of ambient ( °C) |
| Qa | Air heating (J) |
| Qloss | Heated air heat loss (J) |
| Pfan | Power of fan (kW) |
| Wfan | Work of fan (kJ) |
| CC | Combustion chamber |
| IDF | Induced draft fan |
| DC | Drying chamber |
| HS | Hoist motor |
| CPM | Chain plate motor |
| PP | Preheating period |
| IDP | Initial drying period |
| RP | Redrying period |
References
- El-Mesery, H.S.; El-Seesy, A.I.; Hu, Z.; Li, Y. Recent developments in solar drying technology of food and agricultural products: A review. Renew. Sustain. Energy Rev. 2022, 157, 112070. [Google Scholar] [CrossRef]
- Mujumdar, A.S. Handbook of Industrial Drying, 3rd ed.; Taylor & Francis Group LLC: New York, NY, USA; CRC Press: Boca Raton, FA, USA, 2006. [Google Scholar]
- Chua, K.J.; Mujumdar, A.S.; Hawlader, M.N.A.; Chou, S.K.; Ho, J.C. Convective Drying of Agricultural Products. Effect of Continuous and Stepwise Change in Drying Air Temperature. Dry. Technol. 2001, 19, 1949–1960. [Google Scholar] [CrossRef]
- Soysal, Y.; Öztekin, S.; Eren, Ö. Microwave Drying of Parsley: Modelling, Kinetics, and Energy Aspects. Biosyst. Eng. 2006, 93, 403–413. [Google Scholar] [CrossRef]
- Dadak, A.; Aghbashlo, M.; Tabatabaei, M.; Younesi, H.; Najafpour, G. Exergy-based sustainability assessment of continuous photobiological hydrogen production using anaerobic bacterium Rhodospirillum rubrum. J. Clean. Prod. 2016, 139, 157–166. [Google Scholar] [CrossRef]
- Esen, H.; Inalli, M.; Esen, M. Technoeconomic appraisal of a ground source heat pump system for a heating season in east-ern Turkey. Energy Convers. Manag. 2006, 47, 1281–1297. [Google Scholar] [CrossRef]
- Soufiyan, M.M.; Dadak, A.; Hosseini, S.S.; Nasiri, F.; Dowlati, M.; Tahmasebi, M.; Aghbashlo, M. Comprehensive exergy analysis of a commercial tomato paste plant with a double-effect evaporator. Energy 2016, 111, 910–922. [Google Scholar] [CrossRef]
- Wark, K.; Richards, E. Thermodynamics, 6th ed.; McGraw-Hill Book Company: New York, NY, USA, 1999. [Google Scholar]
- Kapicioglu, A. Energy and exergy analysis of a ground source heat pump system with a slinky ground heat exchanger supported by nanofluid. J. Therm. Anal. Calorim. 2021, 147, 1455–1468. [Google Scholar] [CrossRef]
- Aghbashlo, M.; Rosen, M.A. Exergoeconoenvironmental analysis as a new concept for developing thermodynamically, economically, and environmentally sound energy conversion systems. J. Clean. Prod. 2018, 187, 190–204. [Google Scholar] [CrossRef] [Green Version]
- Li, B.; Li, C.; Huang, J.; Li, C. Exergoeconomic Analysis of Corn Drying in a Novel Industrial Drying System. Entropy 2020, 22, 689. [Google Scholar] [CrossRef]
- Dincer, R.I. Exergy as the confluence of energy, environment and sustainable development. Exergy Int. J. 2001, 1, 3–13. [Google Scholar]
- Dincer, I.; Rosen, M.A. Thermodynamic aspects of renewables and sustainable development. Renew. Sustain. Energy Rev. 2005, 9, 169–189. [Google Scholar] [CrossRef]
- Aviara, N.A.; Onuoha, L.N.; Falola, O.E.; Igbeka, J.C. Energy and exergy analyses of native cassava starch drying in a tray dryer. Energy 2014, 73, 809–817. [Google Scholar] [CrossRef]
- Khanali, M.; Rafiee, S. Investigation of Hydrodynamics, Kinetics, Energetic and Exergetic Aspects of Fluidized Bed Drying of Rough Rice. Int. J. Food Eng. 2014, 10, 39–50. [Google Scholar] [CrossRef]
- Lingayat, A.; Chandramohan, V.P.; Raju, V.R.K. Energy and Exergy Analysis on Drying of Banana Using Indirect Type Natural Convection Solar Dryer. Heat Transf. Eng. 2019, 41, 551–561. [Google Scholar] [CrossRef]
- Argo, B.D.; Ubaidillah, U. Thin-layer drying of cassava chips in multipurpose convective tray dryer: Energy and exergy analyses. J. Mech. Sci. Technol. 2020, 34, 435–442. [Google Scholar] [CrossRef]
- Lakshmi, D.V.; Muthukumar, P.; Layek, A.; Nayak, P.K. Performance analyses of mixed mode forced convection solar dryer for drying of stevia leaves. Sol. Energy 2019, 188, 507–518. [Google Scholar] [CrossRef]
- Aghbashlo, M.; Tabatabaei, M.; Hosseinpour, S.; Khounani, Z.; Hosseini, S.S. Exergy-based sustainability analysis of a low power, high frequency piezo-based ultrasound reactor for rapid biodiesel production. Energy Convers. Manag. 2017, 148, 759–769. [Google Scholar] [CrossRef]
- Barati, M.R.; Aghbashlo, M.; Ghanavati, H.; Tabatabaei, M.; Sharifi, M.; Javadirad, G.; Dadak, A.; Soufiyan, M.M. Comprehensive exergy analysis of a gas engine-equipped anaerobic digestion plant producing electricity and biofertilizer from organic fraction of municipal solid waste—ScienceDirect. Energy Convers. Manag. 2017, 151, 753–763. [Google Scholar] [CrossRef]
- Aghbashlo, M.; Tabatabaei, M.; Hosseinpour, S. On the exergoeconomic and exergoenvironmental evaluation and optimization of biodiesel synthesis from waste cooking oil (WCO) using a low power, high frequency ultrasonic reactor. Energy Convers. Manag. 2018, 164, 385–398. [Google Scholar] [CrossRef]
- Aghbashlo, M.; Rosen, M.A. Consolidating exergoeconomic and exergoenvironmental analyses using the emergy concept for better understanding energy conversion systems. J. Clean. Prod. 2018, 172 (Pt. 1), 696–708. [Google Scholar] [CrossRef]
- Evans, R.B. Thermoeconomic isolation and essergy analysis. Energy 1980, 5, 804–821. [Google Scholar] [CrossRef]
- Sorin, M.; Hammache, A.; Diallo, O. Exergy based approach for process synthesis. Energy 2000, 25, 105–129. [Google Scholar] [CrossRef]
- Frangopoulos, C.A. Optimal Synthesis and Operation of Thermal Systems by the Thermoeconomic Functional Approach. J. Eng. Gas Turbines Power 1992, 114, 707–714. [Google Scholar] [CrossRef]
- Bejan, A. Advanced Engineering Thermodynamics, 1st ed.; John Wiley & Sons: Hoboken, NJ, USA, 1988. [Google Scholar]
- Cheng, X.; Gang, X.; Zhu, M.; Wei, D.; Zhang, D. Thermodynamic analysis and economic evaluation of a 1000MW bituminous coal fired power plant incorporating low-temperature pre-drying (LTPD). Appl. Therm. Eng. 2016, 96, 613–622. [Google Scholar]
- Ansari, A.A.; Goyal, V.; Yahya, S.M.; Hussain, T. Experimental investigation for performance enhancement of a vapor compression refrigeration system by employing several types of water-cooled condenser. Sci. Technol. Built Environ. 2018, 24, 793–802. [Google Scholar] [CrossRef]
- Li, B.; Li, C.; Li, T.; Zeng, Z.; Ou, W.; Li, C. Exergetic, Energetic, and Quality Performance Evaluation of Paddy Drying in a Novel Industrial Multi-Field Synergistic Dryer. Energies 2019, 12, 4588. [Google Scholar] [CrossRef] [Green Version]
- Orhan, M.F.; Dincer, I.; Rosen, M.A. Exergoeconomic analysis of a thermochemical copper–chlorine cycle for hydrogen production using specific exergy cost (SPECO) method. Thermochim. Acta 2010, 497, 60–66. [Google Scholar] [CrossRef]
- Orhan, M.F.; Dincer, I.; Rosen, M.A. An exergy–cost–energy–mass analysis of a hybrid copper–chlorine thermochemical cycle for hydrogen production. Int. J. Hydrog. Energy 2010, 35, 4831–4838. [Google Scholar] [CrossRef]
- Ozturk, M.; Dincer, I. Exergoeconomic analysis of a solar assisted tea drying system. Dry. Technol. 2020, 38, 655–662. [Google Scholar] [CrossRef]
- Singh, A.; Sarkar, J.; Sahoo, R.R. Experiment on waste heat recovery-assisted heat pump drying of food chips: Performance, economic, and exergoeconomic analyses. J. Food Process. Preserv. 2020, 44, e14699. [Google Scholar] [CrossRef]
- Fatih, Ü.; Galip, T.; Hasan, K. Energy, exergy and exergoeconomic analysis of solar-assisted vertical ground source heat pump system for heating season. J. Mech. Sci. Technol. 2018, 32, 3929–3942. [Google Scholar]
- Bai, G.; Han, D.; Yao, Y.; Faizan, A. Thermodynamic analysis of wood drying process based on self-heat recuperation technology. Energy Chem. Ind. 2017, 29, 105–110. [Google Scholar]
- Baldinelli, A.; Barelli, L.; Bidini, G. Upgrading versus reforming: An energy and exergy analysis of two Solid Oxide Fuel Cell-based systems for a convenient biogas-to-electricity conversion. Energy Convers. Manag. 2017, 138, 360–374. [Google Scholar] [CrossRef]
- Holman, J.P. Analysis of experimental data. In Experimental Methods for Engineers; McGraw Hill: Singapore, 2001; pp. 48–143. [Google Scholar]
- Aghbashlo, M.; Tabatabaei, M.; Jazini, H. Exergoeconomic and exergoenvironmental co-optimization of continuous fuel additives (acetins) synthesis from glycerol esterification with acetic acid using Amberlyst 36 catalyst. Energy Convers. Manag. 2018, 65, 183–194. [Google Scholar] [CrossRef]
- Yahya, M.; Fahmi, H.; Fudholi, A.; Sopian, K. Performance and economic analyses on solar-assisted heat pump fluidised bed dryer integrated with biomass furnace for rice drying. Sol. Energy 2018, 174, 1058–1067. [Google Scholar] [CrossRef]
- Firouzi, S.; Alizadeh, M.R.; Haghtalab, D. Energy consumption and rice milling quality upon drying paddy with a newly-designed horizontal rotary dryer. Energy 2016, 119, 629–636. [Google Scholar] [CrossRef]
- Motevali, A.; Minaei, S.; Banakar, A.; Ghobadian, B.; Khoshtaghaza, M.H. Comparison of energy parameters in various dryers. Energy Convers. Manag. 2014, 87, 711–725. [Google Scholar] [CrossRef]
- Yildirim, N.; Genc, S. Energy and exergy analysis of a milk powder production system. Energy Convers. Manag. 2017, 149, 698–705. [Google Scholar] [CrossRef]
- Aghbashlo, M.; Tabatabaei, M.; Soltanian, S.; Ghanavati, H.; Dadak, A. Comprehensive exergoeconomic analysis of a municipal solid waste digestion plant equipped with a biogas genset. Waste Manag. 2019, 87, 485–498. [Google Scholar] [CrossRef]
- Kim, S.-M.; Oh, S.-D.; Kwon, Y.-H.; Kwak, H.-Y. An Approach of Exergoeconomic Analysis of Thermal Systems. Energy 1998, 23, 393–406. [Google Scholar] [CrossRef]
- Ozdemir, K.; Hepbasli, A.; Eskin, N. Exergoeconomic analysis of a fluidized-bed coal combustor (FBCC) steam power plant. Appl. Therm. Eng. 2010, 30, 1621–1631. [Google Scholar] [CrossRef]
- Singh, A.; Sarkar, J.; Sahoo, R.R. Experimental energy, exergy, economic and exergoeconomic analyses of batch-type so-lar-assisted heat pump dryer. Renew. Energy 2020, 156, 1107–1116. [Google Scholar] [CrossRef]
- Dincer, I.; Rosen, M.A. Exergoeconomic Analysis of Thermal Systems. Exergy 2013, 23, 393–423. [Google Scholar] [CrossRef]
- Uysal, C.; Kwak, H.-Y. Role of Waste Cost in Thermoeconomic Analysis. Entropy 2020, 22, 289. [Google Scholar] [CrossRef] [Green Version]
- Kwak, H.Y.; Kim, D.J.; Jeon, J.S. Exergetic and thermoeconomic analyses of power plants. Energy 2003, 28, 343–360. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, Z.; Zhu, M.; Cheng, F.; Zhang, D. Decomposition of key minerals in coal gangues during combustion in O2/N2 and O2/CO2 atmospheres. Appl. Therm. Eng. 2018, 148, 977–983. [Google Scholar] [CrossRef]
- Detchusananard, T.; Prasertcharoensuk, P.; Patcharavorachot, Y.; Maréchal, F.; Arpornwichanop, A. Exergy and exergoeconomic assessment of sustainable light olefins production from an integrated methanol to olefins system. J. Clean. Prod. 2022, 347, 131209. [Google Scholar] [CrossRef]
- Baghernejad, A.; Yaghoubi, M. Exergoeconomic analysis and optimization of an Integrated Solar Combined Cycle System (ISCCS) using genetic algorithm. Energy Convers. Manag. 2011, 52, 2193–2203. [Google Scholar] [CrossRef]
- Vaithilingam, S.; Muthu, V.; Athikesavan, M.M.; Afzal, A.; Sathyamurthy, R. Energy and exergy analysis of conventional acrylic solar still with and without copper fins. Environ. Sci. Pollut. Res. 2021, 29, 6194–6204. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Agr. Product | Drying System | Main Conclusions | References |
|---|---|---|---|
| Cassava starch | Tray dryer | Energy efficiency increased from 16.036 to 30.645%, and exergy inflow, outflow and losses increased from 0.399 to 2.686, 0.055 to 0.555 and 0.344 to 2.131 J/s, respectively, in the above temperature range. | [14] |
| Rough rice | Fluidized bed | The energy and the exergy efficiencies increased with increasing the drying air temperature and solid holdup, whereas they decreased with the increase in superficial fluidization velocity. | [15] |
| Banana | Indirect-type natural convection solar dryer | The exergy losses varied from 3.36 to 25.21 kJ/kg. In particular, the exergy efficiency values varied from 7.4 to 45.32%. | [16] |
| Cassava chips | Multipurpose convective tray dryer | The energy utilization, exergy inflow, exergy outflow and exergy efficiency increased in the ranges of 9.53–24.66 kJ/s, 5.67–11.34 kJ/s, 2.21–8.04 kJ/s and 38.90–270.86%. | [17] |
| Stevia leaves | Forced convection solar dryer | The overall dryer and average exergy efficiencies of the MFSCD were 33.5% and 59.1%. | [18] |
| Project | Values |
|---|---|
| Tea-drying month for a year (month/year) | 9 |
| Machine running time (hours/month) | 40 |
| Economic life (year) | 20 |
| Annual output of dry tea (kg/year) | 9000 |
| Local market price of dry tea (USD/kg) | 157 |
| Price of natural gas (USD/t) | 2523 |
| Electricity price for industrial production (USD/kWh) | 0.103 |
| Currency exchange rate: 6.34 RMB = USD 1 | |
| Instrument | Type | Measurement | Instrument |
|---|---|---|---|
| Thermal resistance | PT100 | −200–450 °C | ±0.1 °C |
| Temperature and humidity sensors | AM2301 | 0–100%/−40–80 °C | ±3%/±0.5 °C |
| Paperless recorder | GTM302C | −250–600 °C | ±0.1 °C |
| Electronic scale | ABJ 320-4NM | 0–380 g | ±0.01 g |
| Constant-temperature drying box | DGG-9070A | 105 °C | ±0.1 °C |
| Components | Fuel Exergy | Product Exergy | Exergy Dissipation | Exergy Efficiency |
|---|---|---|---|---|
| IDF | Exfan + Ex2 | Ex3 | Exfan + Ex2 − Ex3 | Ex3/(Exfan + Ex2) |
| CC | Ex1 + Ex3 | Ex4 | Ex1 + Ex3 − Ex4 | Ex4/(Ex1 + Ex3) |
| DC | Ex4 + Ex5 + Ex6 | Ex7 | Ex4 + Ex5 + Ex6 − Ex7 − Ex8 | Ex7/(Ex4 + Ex5 + Ex6 − Ex8) |
| CPM | Excpm | Ex5 | Excpm − Ex5 | Ex5/Excpm |
| HS | Exhm | Ex6 | Exhm − Ex6 | Ex6/Exhm |
| Subsystem | Zic (USD) | Total Non-Energy Cost (USD/h) | |||
|---|---|---|---|---|---|
| IDF | 195.27 | 2.71 × 10−2 | 2.71 × 10−3 | 5.42 × 10−4 | 3.04 × 10−2 |
| CC | 1110.09 | 1.54 × 10−1 | 1.54 × 10−2 | 3.08 × 10−3 | 1.72 × 10−1 |
| DC | 6940.06 | 9.64 × 10−1 | 9.64 × 10−2 | 1.93 × 10−2 | 1.08 |
| CPM | 102.52 | 1.42 × 10−2 | 1.42 × 10−3 | 2.84 × 10−4 | 1.59 × 10−2 |
| HS | 1813.88 | 2.52 × 10−1 | 2.52 × 10−2 | 5.04 × 10−3 | 2.82 × 10−1 |
| Whole system | 10161.82 | 1.41 | 1.41 × 10−1 | 2.82 × 10−2 | 1.58 |
| Currency exchange rate: 6.34 RMB = 1 USD | |||||
| Components | Cost Balance | Unit Exergoeconomic Cost |
|---|---|---|
| IDF | cfanExfan + c2Ex2 − c3Ex3 − crExD,fan + Zfan = 0 | cfan = c3 = 28.61 USD/GJ; c2 = 0; |
| CC | c1Ex1 + c3Ex3 − c4Ex4 − crExD,CC + ZCC = 0 | c1 = 68.58 USD/GJ; c4 = c8(F-rule) |
| DC | c4Ex4 + c5Ex5 + c6Ex6 − c7Ex7 − c8Ex8 − crExD,DC + ZDC = 0 | c5 = c6 = 28.61 USD/GJ; c7 = (final product exergy cost); |
| CPM | ccpmExcpm − c5Ex5 − crExD,cpm + Zcpm = 0 | ccpm = c5 |
| HS | chmExhm − c6Ex6 − crExD,hm + Zhm = 0 | chm = c6 |
| Currency exchange rate: 6.34 RMB = 1 USD | ||
| Drying Section | Time | Layer | Mass |
|---|---|---|---|
| mins | g | ||
| Initial drying period (120 °C) | 0 | Initial | 42.69 |
| 1.5 | L4 | 35.31 | |
| 4.5 | L3 | 27.35 | |
| 7.5 | L2 | 21.87 | |
| 10.5 | L1 | 20.88 | |
| 12 | Initial dried tea | 20.41 | |
| Redrying period (100 °C) | 14.5 | L4 | 20.25 |
| 19.5 | L3 | 19.90 | |
| 24.5 | L2 | 19.34 | |
| 29.5 | L1 | 19.04 | |
| 32 | Re-dried tea | 18.65 |
| Drying Section | Components | Exsys,in (kW) | Exsys,out (kW) | ExD (kW) | SI | RD (%) | Improvement Priority | |
|---|---|---|---|---|---|---|---|---|
| Initial drying period (120 °C) | IDF | 3 | 3 | 0 | 100 | / | 0 | 3 |
| CC | 113.16 | 92.75 | 20.42 | 81.96 | 5.54 | 22.11 | 2 | |
| DC | 93.49 | 18.57 | 74.92 | 19.87 | 1.25 | 77.89 | 1 | |
| CPM | 0.37 | 0.37 | 0 | 100 | / | 0 | 3 | |
| HS | 0.37 | 0.37 | 0 | 100 | / | 0 | 3 | |
| Redrying period (100 °C) | IDF | 3 | 3 | 0 | 100 | / | 0 | 3 |
| CC | 94.80 | 73.65 | 21.15 | 77.69 | 4.48 | 28.98 | 2 | |
| DC | 74.39 | 22.56 | 51.83 | 30.33 | 1.44 | 71.02 | 1 | |
| CPM | 0.37 | 0.37 | 0 | 100 | / | 0 | 3 | |
| HS | 0.37 | 0.37 | 0 | 100 | / | 0 | 3 |
| Drying Section | Components | Zi (USD/h) | cf,I (USD/GJ) | cp,I (USD/GJ) | rc,I (%) | fc,I (%) | Improvement Priority |
|---|---|---|---|---|---|---|---|
| Initial drying period (120 °C) | IDF | 3.04 × 10−2 | 0 | 28.61 | / | 100 | 1 |
| CC | 1.72 × 10−1 | 68.58 | 97.19 | 41.72 | 3.30 | 5 | |
| DC | 1.08 | 68.58 | 154.41 | 125.15 | 5.52 | 4 | |
| CPM | 1.59 × 10−2 | 0 | 28.61 | / | 100 | 1 | |
| HS | 2.82 × 10−1 | 0 | 28.61 | / | 100 | 1 | |
| Redrying period (100 °C) | IDF | 3.04 × 10−2 | 0 | 28.61 | / | 100 | 1 |
| CC | 1.72 × 10−1 | 68.58 | 97.19 | 41.72 | 3.19 | 5 | |
| DC | 1.08 | 68.58 | 154.41 | 125.15 | 7.78 | 4 | |
| CPM | 1.59 × 10−2 | 0 | 28.61 | / | 100 | 1 | |
| HS | 2.82 × 10−1 | 0 | 28.61 | / | 100 | 1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zeng, Z.; Li, B.; Han, C.; Wu, W.; Wang, X.; Xu, J.; Zheng, Z.; Ma, B.; Hu, Z. An Exergoeconomic Analysis of a Gas-Type Industrial Drying System of Black Tea. Entropy 2022, 24, 655. https://doi.org/10.3390/e24050655
Zeng Z, Li B, Han C, Wu W, Wang X, Xu J, Zheng Z, Ma B, Hu Z. An Exergoeconomic Analysis of a Gas-Type Industrial Drying System of Black Tea. Entropy. 2022; 24(5):655. https://doi.org/10.3390/e24050655
Chicago/Turabian StyleZeng, Zhiheng, Bin Li, Chongyang Han, Weibin Wu, Xiaoming Wang, Jian Xu, Zefeng Zheng, Baoqi Ma, and Zhibiao Hu. 2022. "An Exergoeconomic Analysis of a Gas-Type Industrial Drying System of Black Tea" Entropy 24, no. 5: 655. https://doi.org/10.3390/e24050655
APA StyleZeng, Z., Li, B., Han, C., Wu, W., Wang, X., Xu, J., Zheng, Z., Ma, B., & Hu, Z. (2022). An Exergoeconomic Analysis of a Gas-Type Industrial Drying System of Black Tea. Entropy, 24(5), 655. https://doi.org/10.3390/e24050655