Surface Morphology Analysis of Metallic Structures Formed on Flexible Textile Composite Substrates

 ,
,  , ,
, ,
Abstract
1. Introduction
2. Materials and Methods
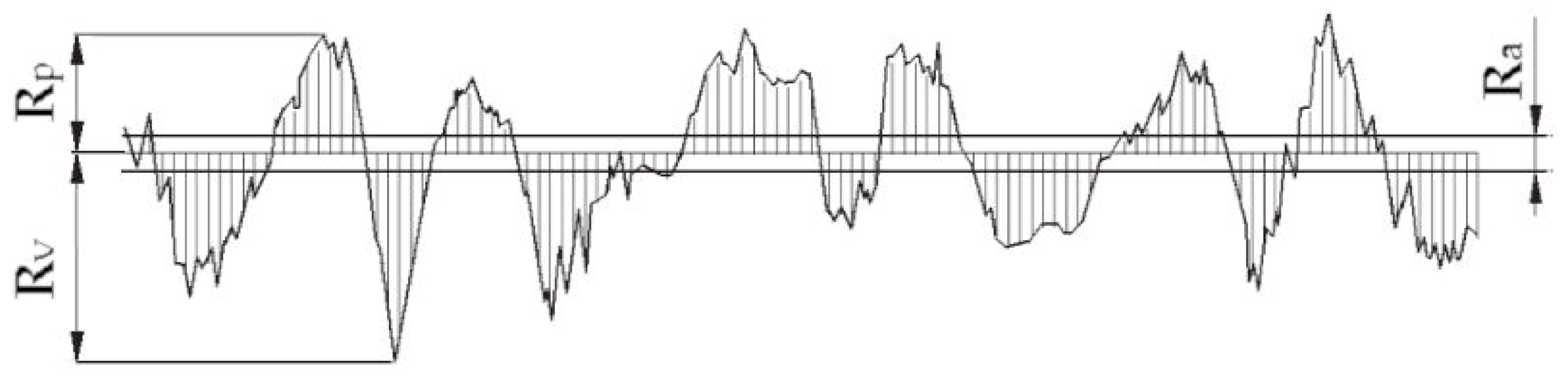
- —arithmetic mean roughness deviation. This is the value of the arithmetic mean deviation of the residual surface roughness (absolute ordinate values of Z(x)) within the measuring surface inside the elementary segment lr.
- —the maximum height of the surface. This is the distance between the highest point and the mean plane inside the elementary segment.
- —maximum depth of surface depression, defined as the distance between the lowest point and the mean plane inside the elementary segment.
- —distance between the maximum height and the minimum depression of the surface.
- —mean square deviation of surface roughness. This is the square root value of the surface roughness deviation within the sampling area within the elemental segment.
- —arithmetic average surface height , i.e., the arithmetic average surface deviation from the average surface, being the arithmetic mean of the absolute deviations of the surface height from the average surface. This parameter is defined by the relationship:
- —arithmetic average of the maximum local surface heights in the area.
- —arithmetic average of the maximum local depths of the surface of the surface, defined as the distance between the lowest points and the mean plane in the studied area.
- —mean square height, i.e., the mean square deviation of the surface, defined analogously to as the standard deviation of the height of the surface irregularity. It is determined from the reference surface, using the formula:
2.1. Samples
- Initial vacuum—5 × 10−5 mbar;
- Time of metal deposition—5 min;
- Deposited metal—Ag with 99.99% purity (guaranteed by Mint of Poland Ltd.) (boiling point 2162 °C), evaporated from the tungsten boat (melting point 3410 °C);
- Distance between the source of silver particles and the substrate—6 cm;
- Time of initial conditioning—2 h;
- Humidity of conditioning—55%;
- Temperature of conditioning—22 °C.
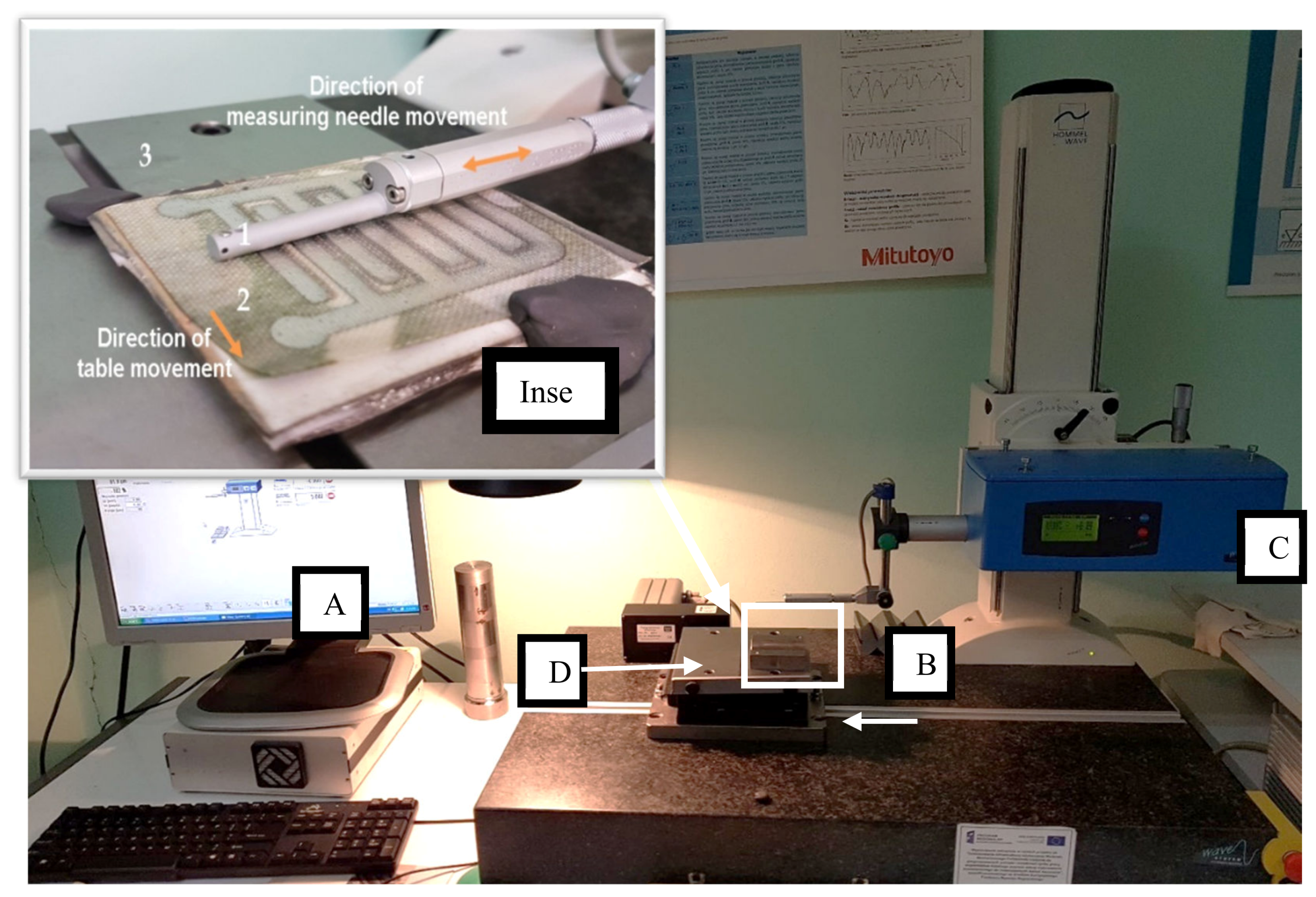
2.2. Surface Topography Measurement by the Contact Method
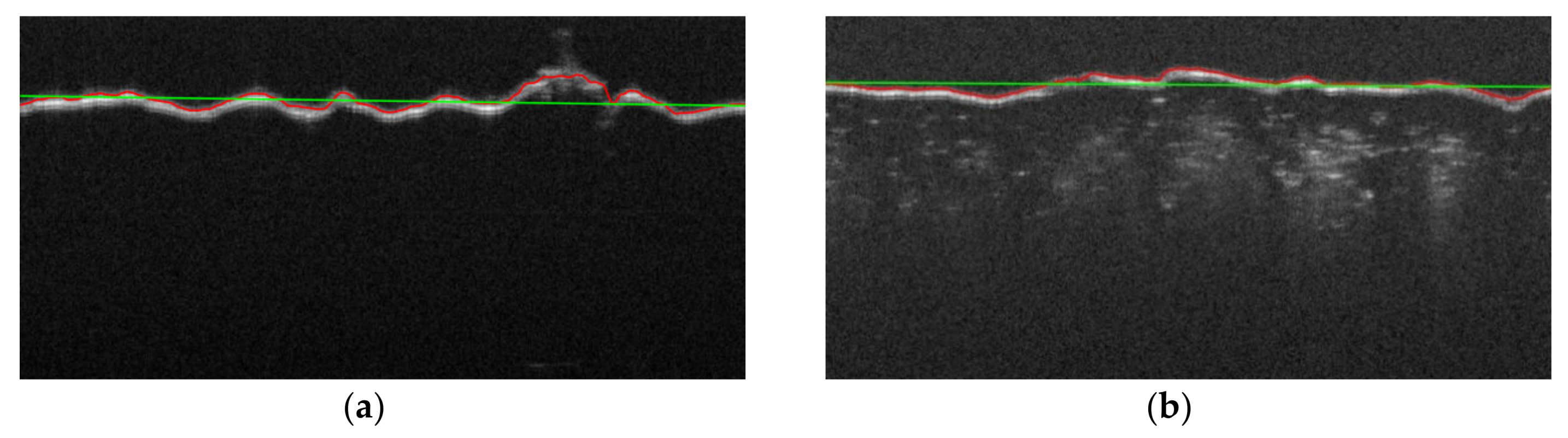
2.3. Topography Measurement Using the OCT Method
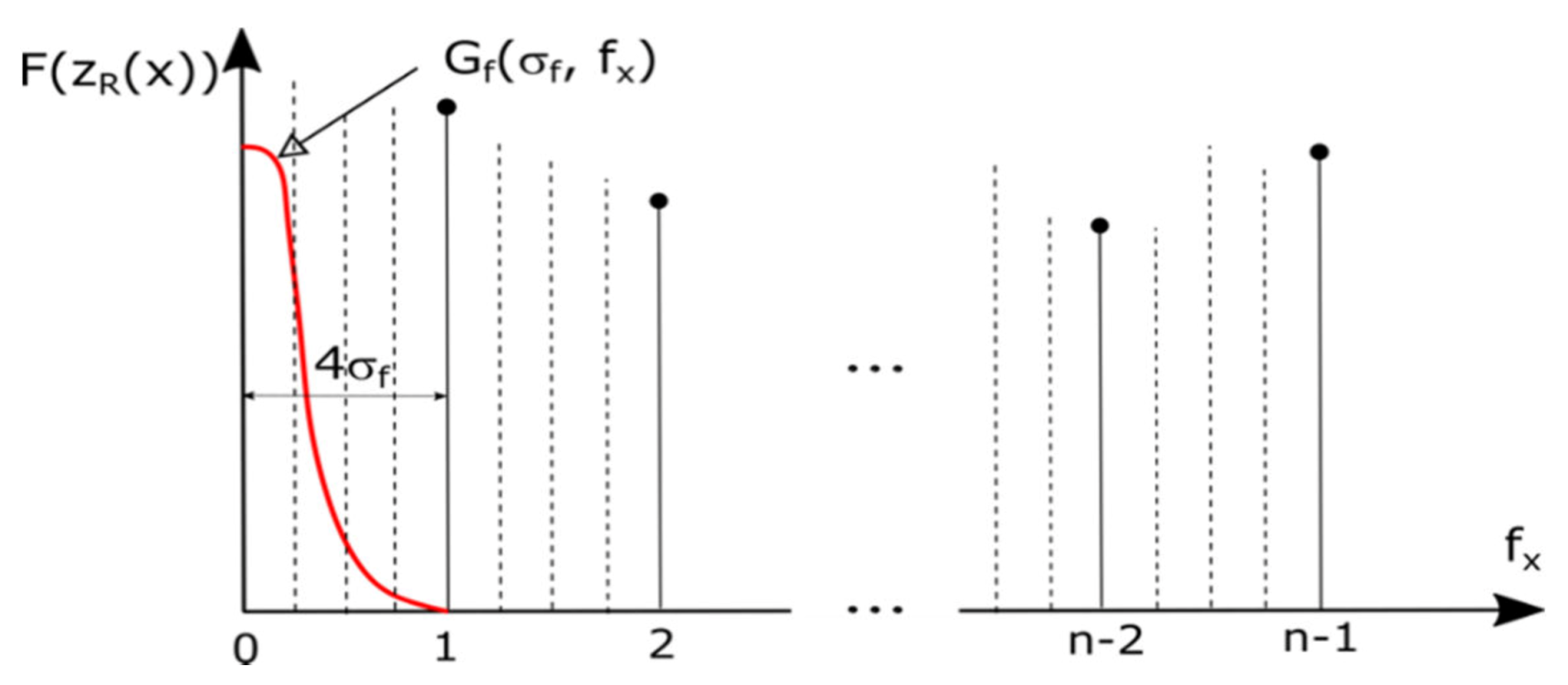
- Reduction of built-in speckle noise by diffusion filtering in the OCT image space.
- Detection of the surface edge voxels following global image thresholding.
- Completion of missing edge voxels by spline approximation.
- Identification of the surface base plane approximated by completed edge voxels.
- Elimination of outlying edge voxels on the material surface.
- Approximation of the material surface edge by splines.
- Evaluation of the basic roughness parameters inside five square windows, adjacent to each other horizontally on the XY image plane, each with an area of .
3. Results and Discussion
3.1. Control Measurement
3.2. Measurement with a Profilometer
3.3. OCT Results
3.4. Result Comparison
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Korzeniewska, E.; Walczak, M.; Rymaszewski, J. Elements of elastic electronics created on textile substrate. In Proceedings of the 2017 24th International Conference on Mixed Design of Integrated Circuits and Systems, MIXDES, Bydgoszcz, Poland, 22–24 June 2017; pp. 447–450. [Google Scholar]
- Korzeniewska, E.; Szczesny, A.; Krawczyk, A.; Murawski, P.; Mróz, J.; Seme, S. Temperature distribution around thin electroconductive layers created on composite textile substrates. Open Phys. 2018, 16, 37–41. [Google Scholar] [CrossRef]
- Ahmed, Z.; Torah, R.; Yang, K.; Beeby, S.; Tudor, J. Investigation and improvement of the dispenser printing of electrical interconnections for smart fabric applications. Smart Mater. Struct. 2016, 25, 105021. [Google Scholar] [CrossRef]
- Barreau, V.; Hensel, R.; Guimard, N.K.; Ghatak, A.; McMeeking, R.M.; Arzt, E. Fibrillar elastomeric micropatterns create tunable adhesion even to rough surfaces. Adv. Funct. Mater. Mater. 2016, 26, 4687–4694. [Google Scholar] [CrossRef]
- Persson, B.N.J.; Albohr, O.; Tartaglino, U.; Volokitin, A.I.; Tosatti, E. On the nature of surface roughness with application to contact mechanics, sealing, rubber friction and adhesion. J. Phys. Condens. Matter 2005, 17, R1. [Google Scholar] [CrossRef] [PubMed]
- Fischer, S.C.L.; Boyadzhieva, S.; Hensel, R.; Kruttwig, K.; Arzt, E. Adhesion and relaxation of a soft elastomer on surfaces with skin like roughness. J. Mech. Behav. Biomed. Mater. 2018, 80, 303–310. [Google Scholar] [CrossRef]
- Fischer, S.C.L.; Arzt, E.; Hensel, R. Composite pillars with a tunable interface for adhesion to rough substrates. ACS Appl. Mater. Interfaces 2017, 9, 1036–1044. [Google Scholar] [CrossRef]
- Kim, T.; Park, J.; Sohn, J.; Cho, D.; Jeon, S. Bioinspired, highly Stretchable, and conductive dry adhesives based on 1D–2D hybrid carbon nanocomposites for all-in-one ECG electrodes. ACS Nano 2016, 10, 4770–4778. [Google Scholar] [CrossRef]
- Laulicht, B.; Langer, R.; Karp, J.M. Quick-release medical tape. Proc. Natl. Acad. Sci. USA 2012, 109, 18803–18808. [Google Scholar] [CrossRef]
- Sreenilayam, S.P.; Uhad, I.U.; Nicolosi, V.; Garzon, V.A.; Brabazon, D. Advanced materials of printed wearables for physiological parameter monitoring. Mater. Today 2019. [Google Scholar] [CrossRef]
- Zion Market Research. Available online: www.zionmarketresearch.com/report/wireless-sensors-market (accessed on 25 March 2020).
- Stempień, Z.; Kozicki, M.; Pawlak, R.; Korzeniewska, E.; Owczarek, G.; Pościk, A.; Sajna, D. Ammonia gas sensors ink-jet printed on textile substrates. IEEE Sens. 2016. [Google Scholar] [CrossRef]
- Lee, J.; Kwon, H.; Seo, J.; Shin, S.; Hoon Koo, J.; Pang, C.; Son, S.; Hyung Kim, J.; Hoon Jang, Y.; Eun Kim, D.; et al. Conductive fiber-based ultrasensitive textile pressure sensor for wearable electronics. Adv. Mater. 2015, 27, 2433–2439. [Google Scholar] [CrossRef] [PubMed]
- Mattmann, C.; Clemens, F.; Tröster, G. Sensor for measuring strain in textile. Sensors 2008, 8, 3719–3732. [Google Scholar] [CrossRef] [PubMed]
- Ali, S.; Bae, J.; Bermak, A. A flexible differential temperature sensor for wearable electronics applications. In Proceedings of the 2019 IEEE International Conference on Flexible and Printable Sensors and Systems (FLEPS), Glasgow, UK, 7–10 July 2019; pp. 1–3. [Google Scholar]
- Meyer, J.; Arnrich, B.; Schumm, J.; Troster, G.P. Design and modeling of a textile pressure sensor for sitting posture classification. IEEE Sens. J. 2010, 10, 1391–1398. [Google Scholar] [CrossRef]
- Khattab, T.A.; Fouda MM, G.; Abdelrahman, M.S.; Othman SI Bin-Jumah, M.; Alqaraawi, M.A.; Fassam, H.A.; Allamd, A.A. Co-encapsulation of enzyme and tricyanofuran hydrazone into alginate microcapsules incorporated onto cotton fabric as a biosensor for colorimetric recognition of urea. React. Funct. Polym. 2019, 142, 199–206. [Google Scholar] [CrossRef]
- Peressadko, A.G.; Hosoda, N.; Persson, B.N.J. Influence of Surface Roughness on Adhesion between Elastic Bodies. Phys. Rev. Lett. 2005, 95, 124301. [Google Scholar] [CrossRef]
- Dapp, W.B.; Lücke, A.; Persson, B.N.J.; Müser, M.H. Self-affine elastic contacts: Percolation and leakage. Phys. Rev. Lett. 2012, 108, 1–4. [Google Scholar] [CrossRef]
- Putignano, C.; Carbone, G.; Dini, D. Mechanics of rough contacts in elastic and viscoelastic thin layers. Int. J. Solids Struct. 2015, 69–70, 507–517. [Google Scholar] [CrossRef]
- Pawłowski, S.; Plewako, J.; Korzeniewska, E. Field Modeling the Impact of Cracks on the Electroconductivity of Thin-Film Textronic Structures. Electronics 2020, 9, 402. [Google Scholar] [CrossRef]
- Oczoś, K.; Liubimov, V. Geometric Surface Structure; Rzeszow University of Technology: Rzeszów, Poland, 2003. [Google Scholar]
- Posmyk, A.; Chmielik, P. The impact of the method of measuring the composite materials roughness on the surface assessment. Kompozyty 2010, 10, 229–234. (In Polish) [Google Scholar]
- Pawlus, P. Surface Topography; Rzeszow University of Technology: Rzeszów, Poland, 2005. (In Polish) [Google Scholar]
- Kapłonek, W.; Nadolny, K. Laser methods based on an analysis of scattered light for automated, in-process Fang inspection of machined surfaces: A review. Optik 2015, 126, 2764–2770. [Google Scholar] [CrossRef]
- Wang, Y.; Xie, F.; Ma, S.; Dong, L. Review of surface profile measurement techniques based on optical interferometry. Opt. Lasers Eng. 2017, 93, 164–170. [Google Scholar] [CrossRef]
- Zhong, M.; Chen, F.; Xiao, C.; Wei, Y. 3-D surface profilometry based on modulation measurement by applying wavelet transform method. Opt. Lasers Eng. 2017, 88, 243–254. [Google Scholar] [CrossRef]
- Syam, W.P.; Rybalcenko, K.; Gaio, A.; Crabtree, J.; Leach, R.K. Methodology for the development of in-line optical surface measuring instruments with a case study for additive surface finishing. Opt. Lasers Eng. 2019, 121, 271–288. [Google Scholar] [CrossRef]
- Wieczorowski, M. Three dimensional analysis of surface asperities. Stal Met. Nowe Technol. 2014, 7–8, 22–25. (In Polish) [Google Scholar]
- Alarousu, E.; AlSaggaf, A.; Jabbour, G.E. Online monitoring of printed electronics by Spectral-Domain Optical Coherence Tomography. Sci. Rep. 2013, 3, 1562. [Google Scholar] [CrossRef] [PubMed]
- Fercher, A.F. Optical coherence tomography—Development, principles, applications. Z. Med. Phys. 2010, 20, 251–276. [Google Scholar] [CrossRef] [PubMed]
- Prykäri, T.; Czajkowski, J.; Alarousu, E.; Myllylä, R. Optical coherence tomography as an accurate inspection and quality evaluation technique in paper industry. Opt. Rev. 2010, 17, 218–222. [Google Scholar] [CrossRef]
- Serrels, K.A.; Renner, M.K.; Reid, D.T. Optical coherence tomography for non- destructive investigation of silicon integrated-circuits. Microelectron. Eng. 2010, 87, 1785–1791. [Google Scholar] [CrossRef]
- Stifter, D. Beyond biomedicine: A review of alternative applications and developments for optical coherence tomography. Appl. Phys. B 2007, 8, 337–357. [Google Scholar] [CrossRef]
- Braz, A.K.; Kyotoku, B.B.; Braz, R.; Gomes, A.S. Evaluation of crack propagation in dental composites by optical coherence tomography. Dent. Mater. 2009, 25, 74–79. [Google Scholar] [CrossRef]
- Markl, D.; Zettl, M.; Hannesschläger, G.; Sacher, S.; Leitner, M.; Buchsbaum, A.; Khinast, J.G. Calibration-freein-line monitoring of pellet coating processes via optical coherence tomography. Chem. Eng. Sci. 2015, 125, 200–208. [Google Scholar] [CrossRef]
- Cho, N.H.; Jung, U.; Kim, S.; Kim, J. Non-Destructive Inspection Methods for LEDs Using Real-Time Displaying Optical Coherence Tomography. Sensors 2012, 12, 10395–10406. [Google Scholar] [CrossRef] [PubMed]
- Fabritius, T.; Myllylä, R.; Makita, S.; Yasuno, Y. Wettability characterization method based on optical coherence tomography imaging. Opt. Express 2010, 18, 22859. [Google Scholar] [CrossRef] [PubMed]
- Gocławski, J.; Sekulska-Nalewajko, J.; Strzelecki, B.; Romanowska, I. Wettability analysis method for assessing the effect of chemical pretreatment on brown coal biosolubilization by Gordonia alkanivorans S7. Fuel 2019, 256, 115927. [Google Scholar] [CrossRef]
- Czajkowski, J.; Prykäri, T.; Alarousu, E.; Palosaari, J.; Myllylä, R. Optical coherence tomography as a method of quality inspection for printed electronics products. Opt. Rev. 2010, 17, 257–262. [Google Scholar] [CrossRef]
- Czajkowski, J.; Fabritius, T.; Ulanski, J.; Marszalek, T.; Gazicki-Lipman, M.; Nosal, A.; Sliz, R.; Alarousu, E.; Prykari, T.; Myllyla, R. Ultra-high resolution optical coherence tomography for encapsulation quality inspection. Appl. Phys. B 2011, 105, 649–657. [Google Scholar] [CrossRef]
- Thrane, L.; Jorgensen, T.M.; Jorgensen, M.; Krebs, F.C. Application of optical coherence tomography (OCT) as a 3-dimensional imaging technique for roll-to-roll coated polymer solar cells. Sol. Energ. Mat. Sol. C 2012, 97, 181–185. [Google Scholar] [CrossRef]
- Wieczorkowski, M. Theoretical basis of spatial analysis of surface unevenness. Inżynieria Masz. 2013, 3, 7–34. (In Polish) [Google Scholar]
- Gocławski, J.; Korzeniewska, E.; Sekulska-Nalewajko, J.; Sankowski, D.; Pawlak, R. Extraction of the Polyurethane Layer in Textile Composites for Textronics Applications Using Optical Coherence Tomography. Polymers 2018, 10, 469. [Google Scholar] [CrossRef]
- ISO. Geometrical Product Specification GPS—Surface Texture: Profile Method—Rules and Procedures for the Assessment of Surface Texture; ISO 4288:1996; ISO: Geneva, Switzerland, 1996. [Google Scholar]
- Łęchota, A.; Miller, T.; Gajda, K. Gaussian Filter and Morphological Filter: The Differences in Filtration Parameters Selection. Int. J. Automot. Mech. Eng. 2014, 1, 253–258. [Google Scholar]
- Łętocha, A. Study the influence of selected new filtration methods on roughness of standard surfaces. Mechanik 2017, 3, 224–228. (In Polish) [Google Scholar] [CrossRef][Green Version]
- PN-EN ISO 4287:1999—Product Geometry Specifications—Surface Geometric Structure: Profile Method-Terminology, Definitions and Parameters of the Surface Geometric Structure; Polish Committee for Standardization: Warszawa, Poland, 2010.
- Wasatch Photonics, WP OCT 800-nm High Resolution Imaging. 2018. Available online: https://wasatchphotonics.com/product-category/optical-coherence-tomography/wp-oct-800/ (accessed on 20 November 2018).
- The MathWorks, Inc. Image Processing Toolbox. 2018. Available online: http://www.mathworks.com/help/images/ (accessed on 20 November 2018).
- Schmitt, J.; Xiang, S.; Yung, K. Speckle in optical coherence tomography. J. Biomed. Opt. 1999, 4, 95–105. [Google Scholar] [CrossRef] [PubMed]
- Gocławski, J.; Sekulska-Nalewajko, J. A new idea of fast three-dimensional median filtering for despeclinkg of optical coherence tomography images. Image Process. Commun. 2015, 20, 25–34. [Google Scholar] [CrossRef]
- Zgou, Z.; Guo, Z.; Dong, G.; Sun, J.; Zhang, D.; Wu, B. A doubly degenerate diffusion model based on the gray level indicator for multiplicative noise removal. IEEE Trans. Image Process. 2015, 24, 249–258. [Google Scholar]
- ITK-Get the Software. 2018. Available online: https://itk.org/ITK/resources/software.html (accessed on 20 November 2018).
- ITK 5.0—Insight Segmentation and Registration Toolkit, Curvature Anisotropic Diffusion Image Filter. 2018. Available online: https://itk.org/Doxygen/html/classitk_1_1CurvatureAnisotropicDiffusionImageFilter.html (accessed on 20 November 2018).
- Chu, V. MATITK. Call ITK from MATLAB, MathWorks, File Exchange. 2006. Available online: https://www.mathworks.com/matlabcentral/fileexchange/12297-matitk (accessed on 20 November 2018).
- Chu, V.; Hamarneh, G. MATLAB-ITK Interface for Medical Image Filtering, Segmentation, and Registration. 2006. Available online: http://www.cs.sfu.ca/~hamarneh/ecopy/spiemi2006a.pdf (accessed on 20 November 2018).
- MIT—Massachusetts Institute of Technology. Stability of Finite Difference Methods—MIT. 2017. Available online: http://www.web.mit.edu/16.90/BackUp/www/pdfs/Chapter14.pdf (accessed on 5 March 2020).
- Garcia, D. Robust smoothing of gridded data in one and higher dimensions with missing values. Comp. Stat. Data Anal. 2010, 54, 1167–1178. [Google Scholar] [CrossRef] [PubMed]
- Garcia, D. MathWorks, File Exchange. Available online: www.mathworks.com/matlabcentral/fileexchange/2018.25634-smoothn (accessed on 20 November 2018).
- D’Errico, J. MathWorks, File Exchange, Polyfitn. 2016. Available online: https://www.mathworks.com/matlabcentral/fileexchange/34765-polyfitn (accessed on 20 November 2018).
- Boryczko, A. Distribution of Roughness and Waviness Components of Turned Surface Profiles. Metrol. Meas. Syst. 2010, 17, 611–620. [Google Scholar] [CrossRef]
- ISO 25178-2:2012(en). Height Parameters. 2018. Available online: www.iso.org/obp/ui/#iso:std:42785:en (accessed on 20 November 2018).
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Advantages | Disadvantages | |
|---|---|---|
| Contact method |
|
|
| ||
| OCT optical method |
|
|
|
| |
|
| |
|
| Characteristic | Cordura without Modification img1–img4 | Cordura with Ag Layer img5–img8 | |
|---|---|---|---|
| Image size (x × y × z) | [px × px × px] | 1024 × 1024 × 512 | |
| Lateral resolution (x axis) | [µm/px] | 5.30 | 5.14–5.30 |
| Lateral resolution (y axis) | [µm/px] | 5.20–5.22 | 5.03–5.30 |
| Axial resolution (z axis) | [µm/px] | 1.79 | |
| Measurement Method | ||
|---|---|---|
| Reference data | 2.94 | 9.3 |
| Contact method (profilometer) | 2.92 | 9.3 |
| Contactless method (OCT) | 2.87 | 10.2 |
| Parameter | Clean Substrate [µm] | SD | with Deposited Metallic Layer [µm] | SD |
|---|---|---|---|---|
| 38.10 | 6.82 | 27.10 | 3.82 | |
| 58.00 | 18.54 | 19.10 | 5.35 | |
| 9.14 | 2.1 | 3.77 | 1.24 | |
| 6.81 | 1.58 | 2.55 | 0.84 |
| Parameter | Clean Substrate [µm] | SD | with Deposited Metallic Layer [µm] | SD |
|---|---|---|---|---|
| 77.15 | 30.37 | 46.08 | 10.49 | |
| 59.30 | 11.08 | 44.40 | 10.16 | |
| 24.57 | 6.17 | 16.96 | 2.23 | |
| 20.02 | 4.95 | 13.66 | 1.72 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Korzeniewska, E.; Sekulska-Nalewajko, J.; Gocławski, J.; Rosik, R.; Szczęsny, A.; Starowicz, Z. Surface Morphology Analysis of Metallic Structures Formed on Flexible Textile Composite Substrates. Sensors 2020, 20, 2128. https://doi.org/10.3390/s20072128
Korzeniewska E, Sekulska-Nalewajko J, Gocławski J, Rosik R, Szczęsny A, Starowicz Z. Surface Morphology Analysis of Metallic Structures Formed on Flexible Textile Composite Substrates. Sensors. 2020; 20(7):2128. https://doi.org/10.3390/s20072128
Chicago/Turabian StyleKorzeniewska, Ewa, Joanna Sekulska-Nalewajko, Jarosław Gocławski, Radosław Rosik, Artur Szczęsny, and Zbigniew Starowicz. 2020. "Surface Morphology Analysis of Metallic Structures Formed on Flexible Textile Composite Substrates" Sensors 20, no. 7: 2128. https://doi.org/10.3390/s20072128
APA StyleKorzeniewska, E., Sekulska-Nalewajko, J., Gocławski, J., Rosik, R., Szczęsny, A., & Starowicz, Z. (2020). Surface Morphology Analysis of Metallic Structures Formed on Flexible Textile Composite Substrates. Sensors, 20(7), 2128. https://doi.org/10.3390/s20072128