
Optimization of Biomass Delignification by Extrusion and Analysis of Extrudate Characteristics

 ,
, 
 , ,
, ,  and
and
Abstract
1. Introduction
2. Materials and Methods
2.1. Raw Biomasses and Characterization
2.2. Parameter Screening
2.3. Reactive Extrusion
2.4. Experimental Plan
2.5. Preparation of Biomass
2.6. Moisture Content
2.7. Particle Size and Specific Surface Area
2.8. Delignification Percentage
2.9. Optimization
2.10. Scanning Electron Microscopy (SEM)
2.11. Fourier Transformed Infrared Spectroscopy (FTIR) Analysis
2.12. Gas Chromatography/Mass Spectrometry (GC/MS)
3. Results and Discussion
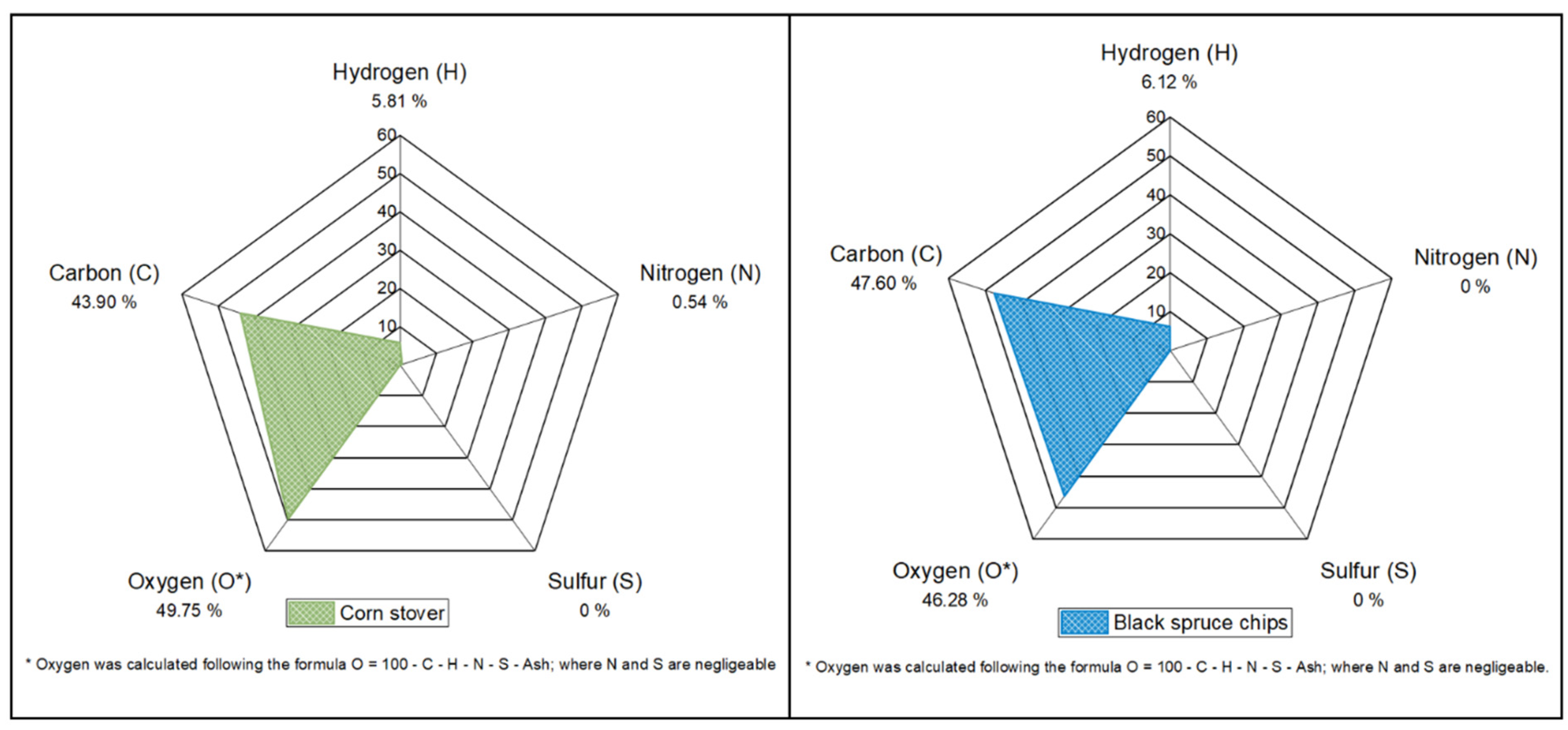
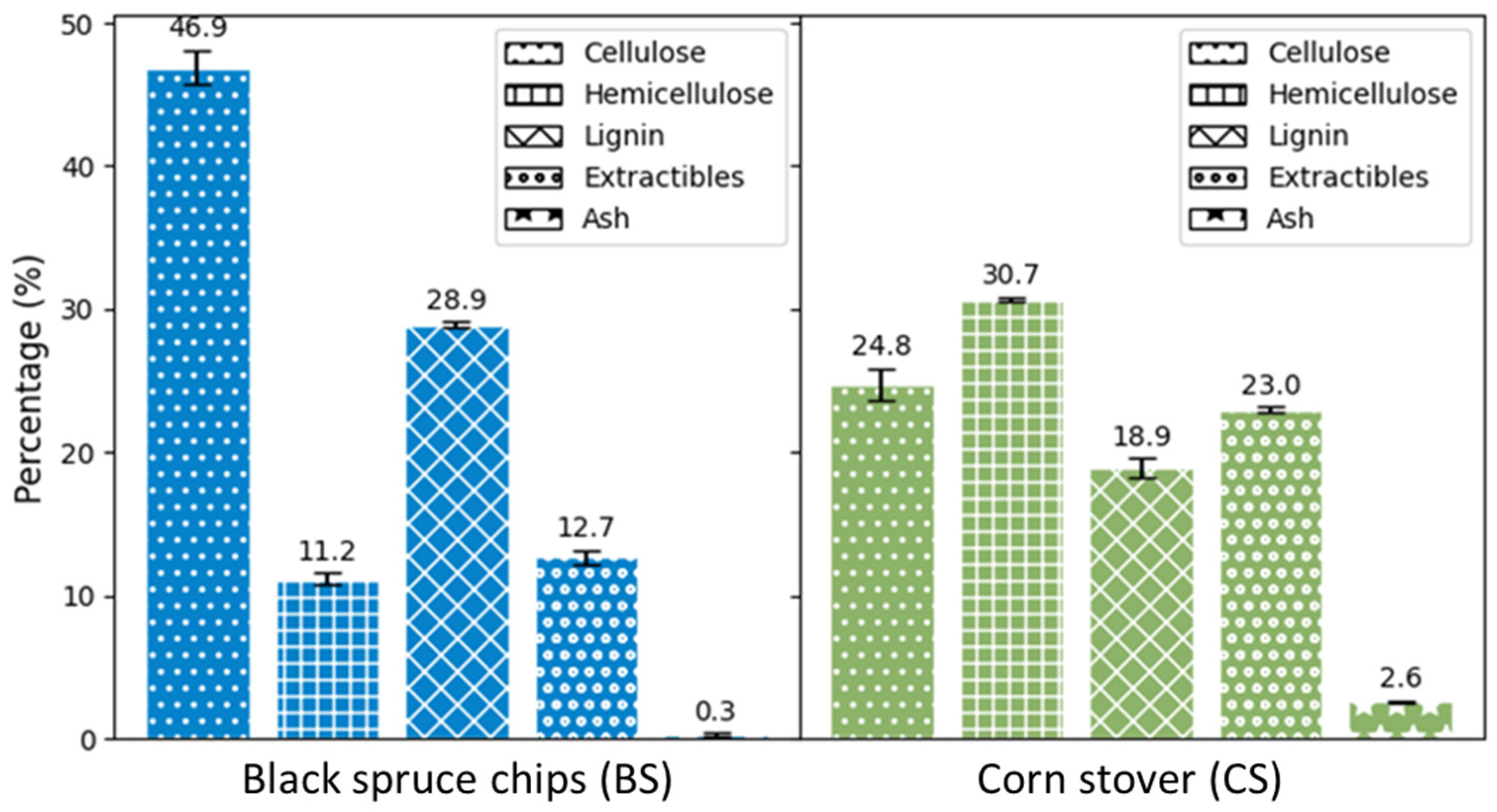
3.1. Biomass Characteristics
3.2. Extrusion Conditions
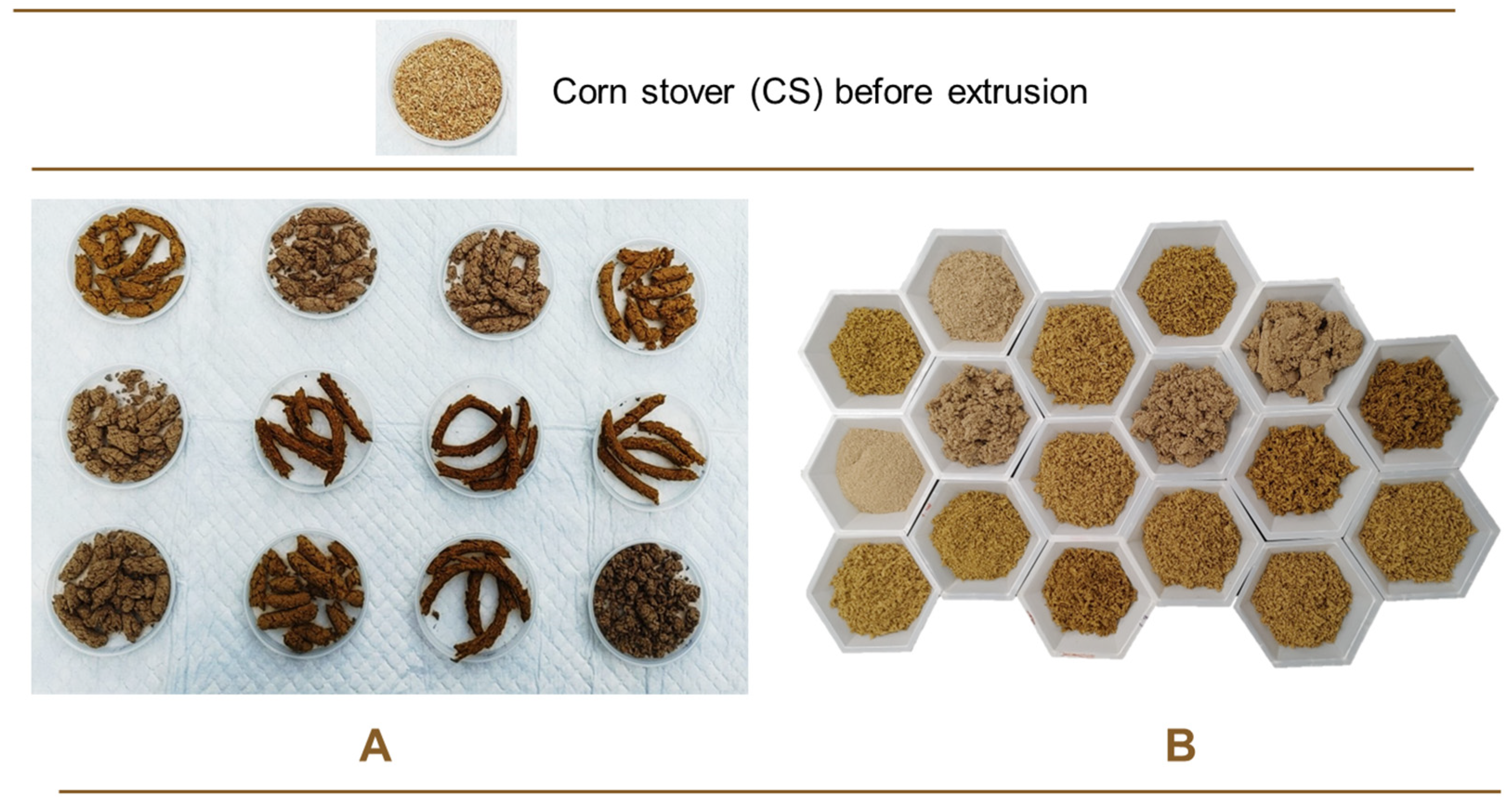
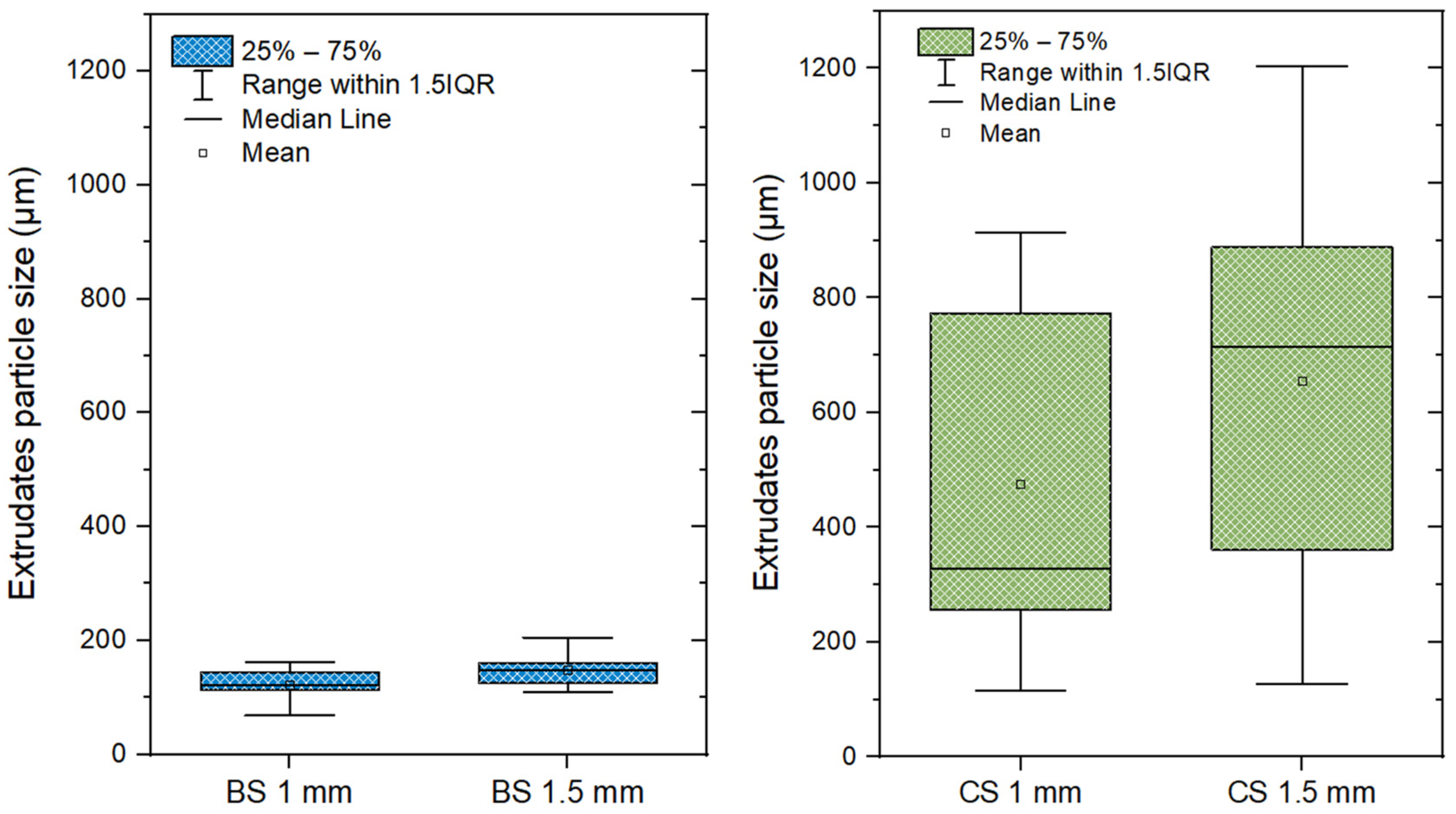
3.3. Extrudate Characteristics
3.4. Statistical Analysis
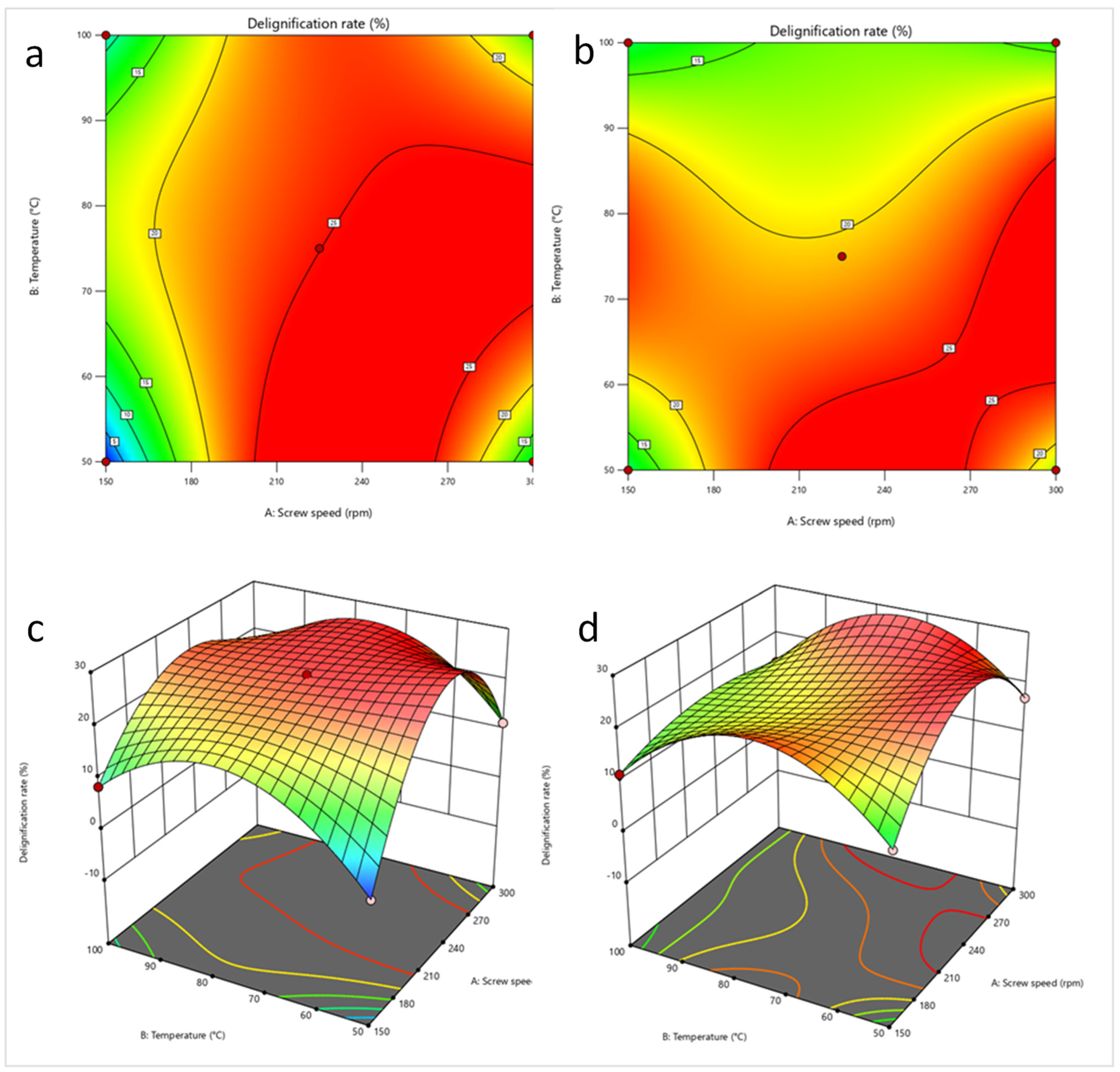
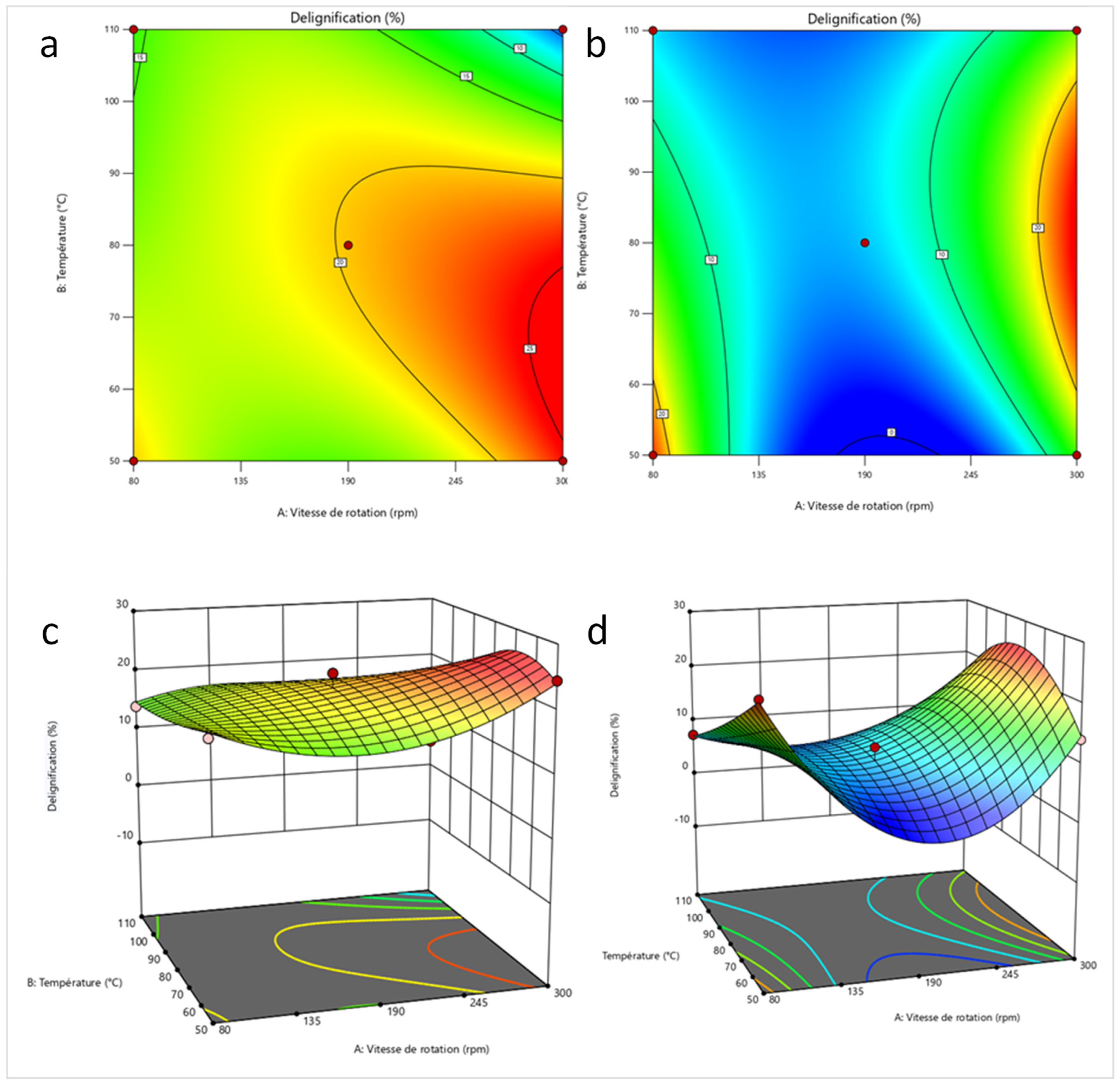
3.5. Effect of the Parameters on Delignification Percentage
3.6. Response Optimization
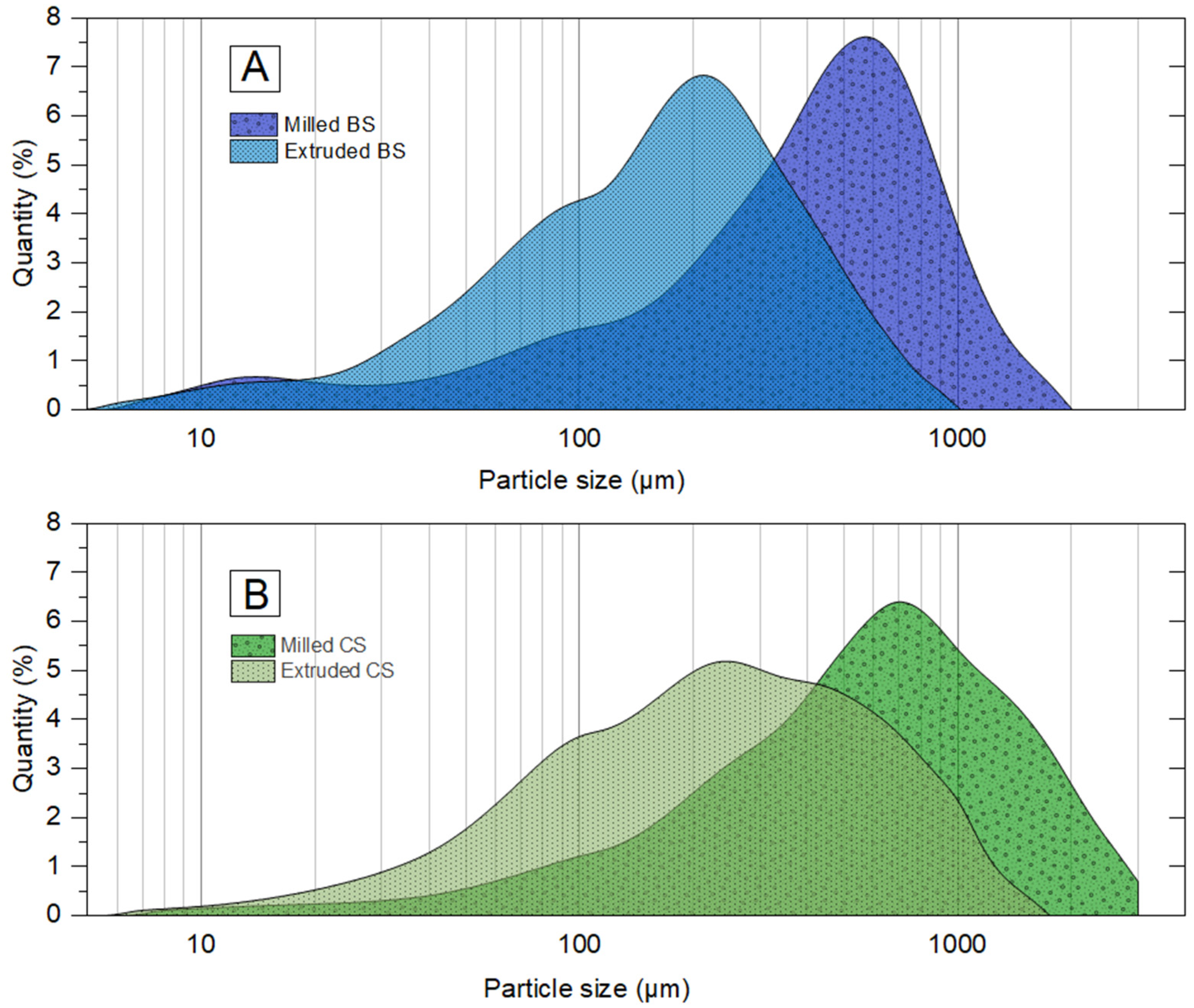
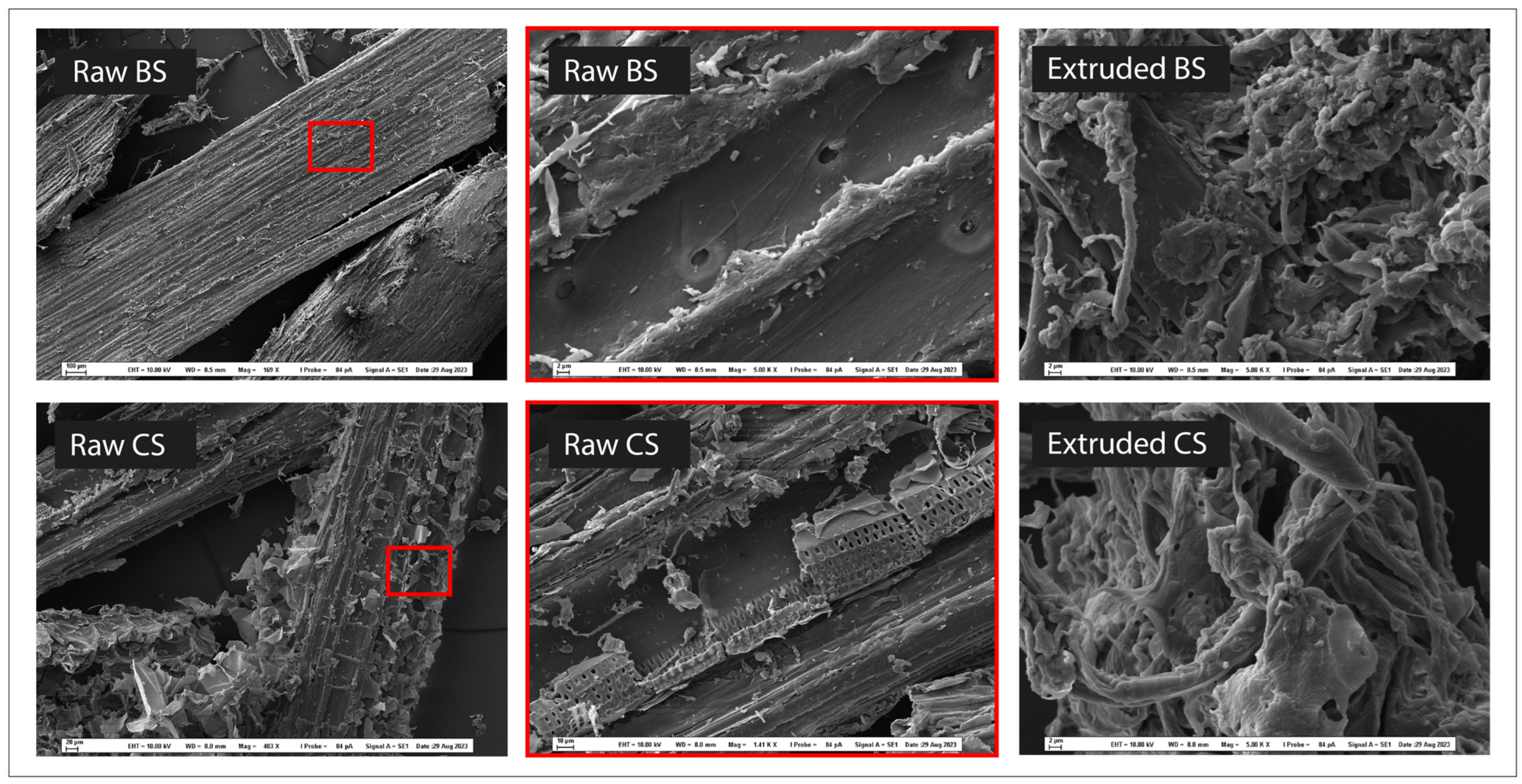
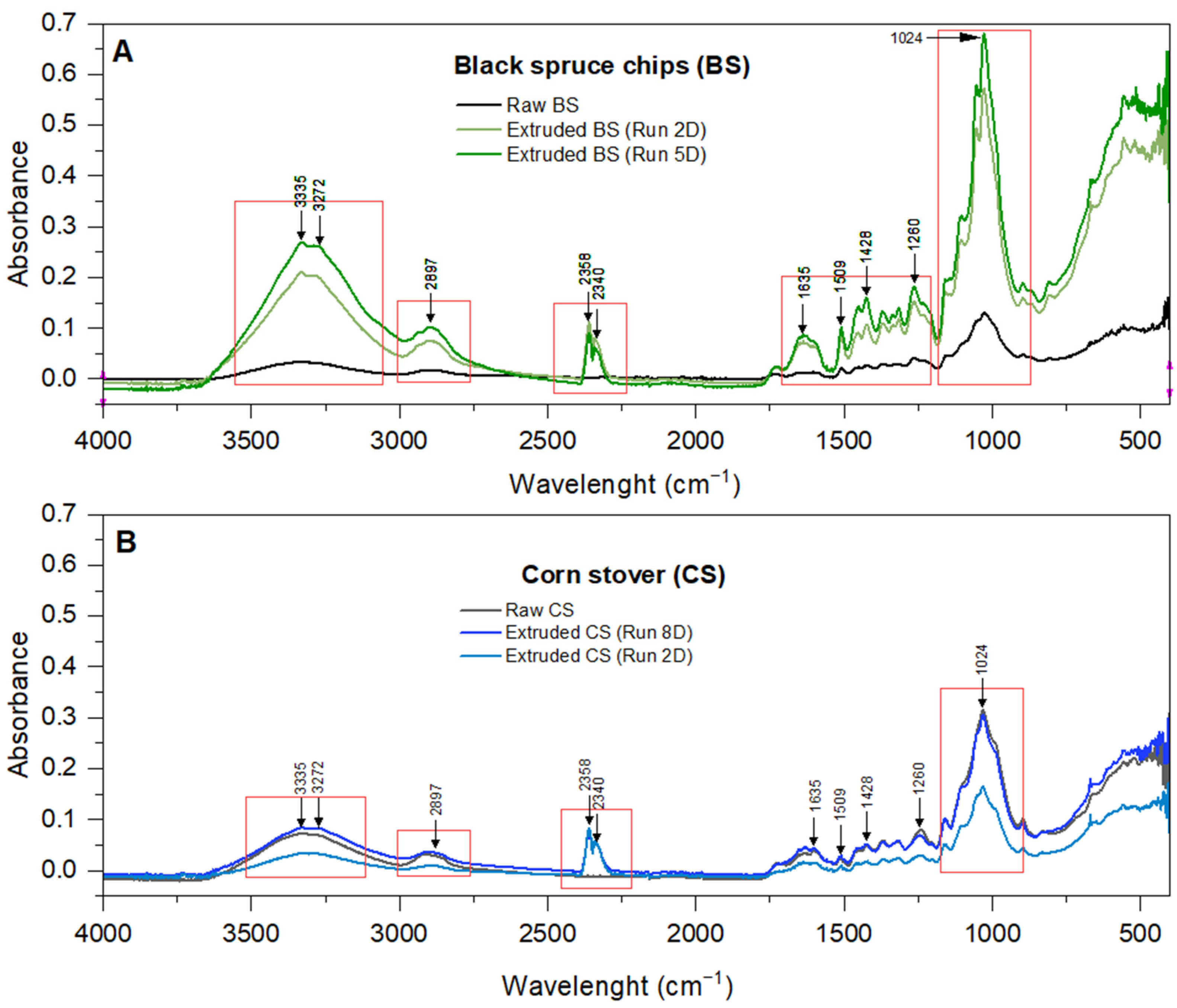
3.7. Effect of Extrusion on the Biomass Structure
3.8. Energy Consumption and Pretreatment Cost
3.9. Perspective for Future Work
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Appendix A. Gas Chromatography/Mass Spectrometry (GC/MS) Results of Black Spruce Extrudate
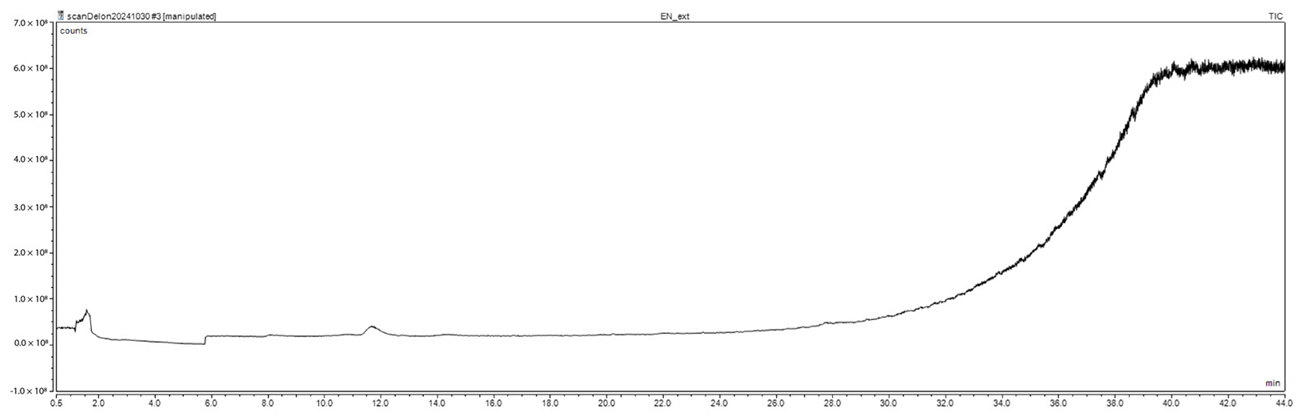
| Peak | Ret. Time | 1st Hit | Library Compound | Area | CAS Number |
| No. | min | SI | counts*min | ||
| TIC | TIC | TIC | TIC | TIC | TIC |
| 1 | - | - | - | - | - |
Appendix B. Gas Chromatography/Mass Spectrometry (GC/MS) Results of Corn Stover Extrudate
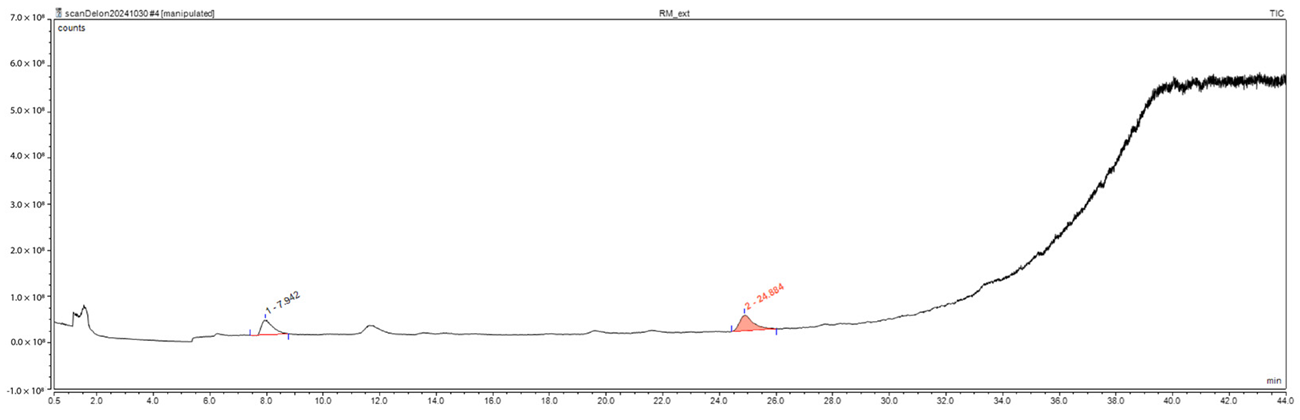
| Peak | Ret. Time | 1st Hit | Library Compound | Area | CAS Number |
| No. | min | SI | counts*min | ||
| TIC | TIC | TIC | TIC | TIC | TIC |
| 1 | 7.94 | 948 | Acetic acid | 14,845,990.4 | 64-19-7 |
| 2 | 24.88 | 738 | Benzofuran, 2,3-dihydro- | 19,141,586.9 | 496-16-2 |
References
- Ab Rasid, N.S.; Shamjuddin, A.; Abdul, R.A.Z.; Amin, N.A.S. Recent advances in green pre-treatment methods of lignocellulosic biomass for enhanced biofuel production. J. Clean. Prod. 2021, 321, 129038. [Google Scholar] [CrossRef]
- Chakraborty, P.; Kumar, R.; Chakrabortty, S.; Saha, S.; Chattaraj, S.; Roy, S.; Banerjee, A.; Tripathy, S.K.; Kumar Ghosh, A.; Jeon, B.-H. Technological advancements in the pretreatment of lignocellulosic biomass for effective valorization: A review of challenges and prospects. J. Ind. Eng. Chem. 2024, 137, 29–60. [Google Scholar] [CrossRef]
- Audibert, E.; Floret, J.; Quintero, A.; Martel, F.; Rémond, C.; Paës, G. Determination of trade-offs between 2G bioethanol production yields and pretreatment costs for industrially steam exploded woody biomass. Appl. Energy 2025, 380, 125028. [Google Scholar] [CrossRef]
- Kordala, N.; Walter, M.; Brzozowski, B.; Lewandowska, M. 2G-biofuel ethanol: An overview of crucial operations, advances and limitations. Biomass Convers. Biorefinery 2024, 14, 2983–3006. [Google Scholar] [CrossRef]
- Delmer, D.; Dixon, R.A.; Keegstra, K.; Mohnen, D. The plant cell wall—Dynamic, strong, and adaptable—Is a natural shapeshifter. Plant Cell 2024, 36, 1257–1311. [Google Scholar] [CrossRef]
- Wang, M.; Zhao, J. Are renewable energy policies climate friendly? The role of capacity constraints and market power. J. Environ. Econ. Manag. 2018, 90, 41–60. [Google Scholar] [CrossRef]
- Watson, M.J.; Machado, P.G.; da Silva, A.V.; Saltar, Y.; Ribeiro, C.O.; Nascimento, C.A.O.; Dowling, A.W. Sustainable aviation fuel technologies, costs, emissions, policies, and markets: A critical review. J. Clean. Prod. 2024, 449, 141472. [Google Scholar] [CrossRef]
- Iram, A.; Cekmecelioglu, D.; Demirci, A. Integrating 1G with 2G Bioethanol Production by Using Distillers’ Dried Grains with Solubles (DDGS) as the Feedstock for Lignocellulolytic Enzyme Production. Fermentation 2022, 8, 705. [Google Scholar] [CrossRef]
- Stafford, W.H.L.; Lotter, G.A.; von Maltitz, G.P.; Brent, A.C. Biofuels technology development in Southern Africa. Dev. S. Afr. 2019, 36, 155–174. [Google Scholar] [CrossRef]
- Sharma, B.; Larroche, C.; Dussap, C.-G. Comprehensive assessment of 2G bioethanol production. Bioresour. Technol. 2020, 313, 123630. [Google Scholar] [CrossRef]
- Ong, V.Z.; Wu, T.Y. An application of ultrasonication in lignocellulosic biomass valorisation into bio-energy and bio-based products. Renew. Sustain. Energy Rev. 2020, 132, 109924. [Google Scholar] [CrossRef]
- Caporusso, A.; Giuliano, A.; Liuzzi, F.; De Bari, I. Techno-economic analysis of a lignocellulosic biorefinery producing microbial oils by oleaginous yeasts. Chem. Eng. Trans. 2022, 92, 637–642. [Google Scholar] [CrossRef]
- Gallego-García, M.; Moreno, A.D.; Manzanares, P.; Negro, M.J.; Duque, A. Recent advances on physical technologies for the pretreatment of food waste and lignocellulosic residues. Bioresour. Technol. 2023, 369, 128397. [Google Scholar] [CrossRef]
- Guiao, K.S.; Gupta, A.; Tzoganakis, C.; Mekonnen, T.H. Reactive extrusion as a sustainable alternative for the processing and valorization of biomass components. J. Clean. Prod. 2022, 355, 131840. [Google Scholar] [CrossRef]
- Han, S.-Y.; Park, C.-W.; Endo, T.; Febrianto, F.; Kim, N.-H.; Lee, S.-H. Extrusion process to enhance the pretreatment effect of ionic liquid for improving enzymatic hydrolysis of lignocellulosic biomass. Wood Sci. Technol. 2020, 54, 599–613. [Google Scholar] [CrossRef]
- Chevalier, A.; Evon, P.; Monlau, F.; Vandenbossche, V.; Sambusiti, C. Twin-Screw Extrusion Mechanical Pretreatment for Enhancing Biomethane Production from Agro-Industrial, Agricultural and Catch Crop Biomasses. Waste 2023, 1, 497–514. [Google Scholar] [CrossRef]
- Akobi, C.; Yeo, H.; Hafez, H.; Nakhla, G. Single-stage and two-stage anaerobic digestion of extruded lignocellulosic biomass. Appl. Energy 2016, 184, 548–559. [Google Scholar] [CrossRef]
- Shukla, A.; Kumar, D.; Girdhar, M.; Kumar, A.; Goyal, A.; Malik, T.; Mohan, A. Strategies of pretreatment of feedstocks for optimized bioethanol production: Distinct and integrated approaches. Biotechnol. Biofuels Bioprod. 2023, 16, 44. [Google Scholar] [CrossRef]
- Konan, D.; Koffi, E.; Ndao, A.; Peterson, E.C.; Rodrigue, D.; Adjallé, K. An Overview of Extrusion as a Pretreatment Method of Lignocellulosic Biomass. Energies 2022, 15, 3002. [Google Scholar] [CrossRef]
- WSP. Inventaire de la Biomasse Disponible Pour Produire de la Bioénergie et Portrait de la Production de la Bioénergie sur le Territoire Québécois; Rapport Réalisé par WSP Canada Inc., pour le Compte du Ministère de l’Énergie et des Ressources Naturelles; Ministère de l’énergie et des Ressources Naturelles: Québec City, QC, Canada, 2021; p. 277. [Google Scholar]
- Van Soest, P.v.; Robertson, J.B.; Lewis, B.A. Methods for dietary fiber, neutral detergent fiber, and nonstarch polysaccharides in relation to animal nutrition. J. Dairy Sci. 1991, 74, 3583–3597. [Google Scholar] [CrossRef]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. Determination of structural carbohydrates and lignin in biomass. Lab. Anal. Proced. 2008, 1617, 1–16. [Google Scholar]
- Konan, D.; Rodrigue, D.; Koffi, E.; Elkoun, S.; Ndao, A.; Adjallé, K. Combination of Technologies for Biomass Pretreatment: A Focus on Extrusion. Waste Biomass Valorization 2024, 15, 4519–4540. [Google Scholar] [CrossRef]
- Sheng, C.; Azevedo, J.L.T. Estimating the higher heating value of biomass fuels from basic analysis data. Biomass Bioenergy 2005, 28, 499–507. [Google Scholar] [CrossRef]
- Liu, K.-X.; Li, H.-Q.; Zhang, J.; Zhang, Z.-G.; Xu, J. The effect of non-structural components and lignin on hemicellulose extraction. Bioresour. Technol. 2016, 214, 755–760. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, Y.-H.; Qu, Y.-S.; Wei, Q.-Y.; Li, H.-Q. Effect of the organizational difference of corn stalk on hemicellulose extraction and enzymatic hydrolysis. Ind. Crops Prod. 2018, 112, 698–704. [Google Scholar] [CrossRef]
- Mustafa, A.F.; Hassanat, F.; Berthiaume, R.R. In situ forestomach and intestinal nutrient digestibilities of sweet corn residues. Anim. Feed. Sci. Technol. 2004, 114, 287–293. [Google Scholar] [CrossRef]
- Zhang, R.; Ma, S.; Li, L.; Zhang, M.; Tian, S.; Wang, D.; Liu, K.; Liu, H.; Zhu, W.; Wang, X. Comprehensive utilization of corn starch processing by-products: A review. Grain Oil Sci. Technol. 2021, 4, 89–107. [Google Scholar] [CrossRef]
- Fang, H.; Deng, J.; Zhang, T. Dilute Acid Pretreatment of Black Spruce Using Continuous Steam Explosion System. Appl. Biochem. Biotechnol. 2011, 163, 547–557. [Google Scholar] [CrossRef]
- Zheng, J.; Choo, K.; Rehmann, L. The effects of screw elements on enzymatic digestibility of corncobs after pretreatment in a twin-screw extruder. Biomass Bioenergy 2015, 74, 224–232. [Google Scholar] [CrossRef]
- Long, J.; Xu, Y.; Wang, T.; Yuan, Z.; Shu, R.; Zhang, Q.; Ma, L. Efficient base-catalyzed decomposition and in situ hydrogenolysis process for lignin depolymerization and char elimination. Appl. Energy 2015, 141, 70–79. [Google Scholar] [CrossRef]
- Velasco, S.; Román, F.L.; White, J.A. On the Clausius–Clapeyron Vapor Pressure Equation. J. Chem. Educ. 2009, 86, 106. [Google Scholar] [CrossRef]
- Gu, B.J.; Dhumal, G.S.; Wolcott, M.P.; Ganjyal, G.M. Disruption of lignocellulosic biomass along the length of the screws with different screw elements in a twin-screw extruder. Bioresour. Technol. 2019, 275, 266–271. [Google Scholar] [CrossRef] [PubMed]
- Chang, Y.H.; Ng, P.K.W. Effects of Extrusion Process Variables on Quality Properties of Wheat-Ginseng Extrudates. Int. J. Food Prop. 2011, 14, 914–925. [Google Scholar] [CrossRef]
- Román-Ramírez, L.A.; Marco, J. Design of experiments applied to lithium-ion batteries: A literature review. Appl. Energy 2022, 320, 119305. [Google Scholar] [CrossRef]
- NIST. Engineering Statistics Handbook. 2024. Available online: https://www.itl.nist.gov/div898/handbook/pri/pri.htm (accessed on 31 October 2024).
- Jung, W.; Savithri, D.; Sharma-Shivappa, R.; Kolar, P. Changes in Lignin Chemistry of Switchgrass due to Delignification by Sodium Hydroxide Pretreatment. Energies 2018, 11, 376. [Google Scholar] [CrossRef]
- Augustina, S.; Wahyudi, I.; Dwianto, W.; Darmawan, T. Effect of Sodium Hydroxide, Succinic Acid and Their Combination on Densified Wood Properties. Forests 2022, 13, 293. [Google Scholar] [CrossRef]
- Yang, J.; Sun, M.; Jiao, L.; Dai, H. Molecular Weight Distribution and Dissolution Behavior of Lignin in Alkaline Solutions. Polymers 2021, 13, 4166. [Google Scholar] [CrossRef]
- Komatsu, T.; Yokoyama, T. Revisiting the condensation reaction of lignin in alkaline pulping with quantitativity part I: The simplest condensation between vanillyl alcohol and creosol under soda cooking conditions. J. Wood Sci. 2021, 67, 45. [Google Scholar] [CrossRef]
- Huang, Y.L.; Ma, Y.S. Optimization of the extrusion process for preparation of soluble dietary fiber-enriched calamondin pomace and its influence on the properties of bread. J. Food Sci. Technol. 2019, 56, 5444–5453. [Google Scholar] [CrossRef]
- Calcio Gaudino, E.; Grillo, G.; Manzoli, M.; Tabasso, S.; Maccagnan, S.; Cravotto, G. Mechanochemical Applications of Reactive Extrusion from Organic Synthesis to Catalytic and Active Materials. Molecules 2022, 27, 449. [Google Scholar] [CrossRef]
- Feng, J.Q.; Hays, D.A. Relative importance of electrostatic forces on powder particles. Powder Technol. 2003, 135–136, 65–75. [Google Scholar] [CrossRef]
- Mosier, N.; Hendrickson, R.; Ho, N.; Sedlak, M.; Ladisch, M.R. Optimization of pH controlled liquid hot water pretreatment of corn stover. Bioresour. Technol. 2005, 96, 1986–1993. [Google Scholar] [CrossRef] [PubMed]
- Goncalves, D.; Orišková, S.; Matos, S.; Machado, H.; Vieira, S.; Bastos, D.; Gaspar, D.; Paiva, R.; Bordado, J.C.; Rodrigues, A.; et al. Thermochemical Liquefaction as a Cleaner and Efficient Route for Valuing Pinewood Residues from Forest Fires. Molecules 2021, 26, 7156. [Google Scholar] [CrossRef]
- Ahmed, A.; Bakar, M.S.A.; Razzaq, A.; Hidayat, S.; Jamil, F.; Amin, M.N.; Sukri, R.S.; Shah, N.S.; Park, Y.-K. Characterization and Thermal Behavior Study of Biomass from Invasive Acacia mangium Species in Brunei Preceding Thermochemical Conversion. Sustainability 2021, 13, 5249. [Google Scholar] [CrossRef]
- Kurian, J.K.; Gariepy, Y.; Orsat, V.; Raghavan, G.S.V. Microwave-assisted lime treatment and recovery of lignin from hydrothermally treated sweet sorghum bagasse. Biofuels 2015, 6, 341–355. [Google Scholar] [CrossRef]
- Silvestre, W.P.; Galafassi, P.L.; Ferreira, S.D.; Godinho, M.; Pauletti, G.F.; Baldasso, C. Fodder radish seed cake biochar for soil amendment. Environ. Sci. Pollut. Res. 2018, 25, 25143–25154. [Google Scholar] [CrossRef]
- Koopman, F.; Wierckx, N.; de Winde, J.H.; Ruijssenaars, H.J. Identification and characterization of the furfural and 5-(hydroxymethyl) furfural degradation pathways of Cupriavidus basilensis HMF14. Proc. Natl. Acad. Sci. USA 2010, 107, 4919–4924. [Google Scholar] [CrossRef]
- Mittal, A.; Pilath, H.M.; Johnson, D.K. Direct Conversion of Biomass Carbohydrates to Platform Chemicals: 5-Hydroxymethylfurfural (HMF) and Furfural. Energy Fuels 2020, 34, 3284–3293. [Google Scholar] [CrossRef]
- Yong, K.J.; Wu, T.Y.; Lee, C.B.T.L.; Lee, Z.J.; Liu, Q.; Jahim, J.M.; Zhou, Q.; Zhang, L. Furfural production from biomass residues: Current technologies, challenges and future prospects. Biomass Bioenergy 2022, 161, 106458. [Google Scholar] [CrossRef]
- Behera, S.; Arora, R.; Nandhagopal, N.; Kumar, S. Importance of chemical pretreatment for bioconversion of lignocellulosic biomass. Renew. Sustain. Energy Rev. 2014, 36, 91–106. [Google Scholar] [CrossRef]
- Ilanidis, D.; Stagge, S.; Jönsson, L.J.; Martín, C. Hydrothermal Pretreatment of Wheat Straw: Effects of Temperature and Acidity on Byproduct Formation and Inhibition of Enzymatic Hydrolysis and Ethanolic Fermentation. Agronomy 2021, 11, 487. [Google Scholar] [CrossRef]
- Ko, J.K.; Um, Y.; Park, Y.-C.; Seo, J.-H.; Kim, K.H. Compounds inhibiting the bioconversion of hydrothermally pretreated lignocellulose. Appl. Microbiol. Biotechnol. 2015, 99, 4201–4212. [Google Scholar] [CrossRef] [PubMed]
- Jing, X.; Zhang, X.; Bao, J. Inhibition Performance of Lignocellulose Degradation Products on Industrial Cellulase Enzymes During Cellulose Hydrolysis. Appl. Biochem. Biotechnol. 2009, 159, 696–707. [Google Scholar] [CrossRef]
- Narendranath, N.V.; Thomas, K.C.; Ingledew, W.M. Effects of acetic acid and lactic acid on the growth of Saccharomyces cerevisiae in a minimal medium. J. Ind. Microbiol. Biotechnol. 2001, 26, 171–177. [Google Scholar] [CrossRef]
- Kumar, V.; Yadav, S.K.; Kumar, J.; Ahluwalia, V. A critical review on current strategies and trends employed for removal of inhibitors and toxic materials generated during biomass pretreatment. Bioresour. Technol. 2020, 299, 122633. [Google Scholar] [CrossRef]
- Wimalasena, T.T.; Greetham, D.; Marvin, M.E.; Liti, G.; Chandelia, Y.; Hart, A.; Louis, E.J.; Phister, T.G.; Tucker, G.A.; Smart, K.A. Phenotypic characterisation of Saccharomyces spp. yeast for tolerance to stresses encountered during fermentation of lignocellulosic residues to produce bioethanol. Microb. Cell Factories 2014, 13, 47. [Google Scholar] [CrossRef]
- Khan, M.A.K.M.A.; Panakkal, E.J.; Sriariyanun, M.; Gundupalli, M.P.; Roddecha, S.; Katam, K.; Jayaprakash, J.; Cheenkachorn, K. Dewaxing and Post-Pretreatment Washing: Impact on Sugar and Ethanol Yields from Tobacco Residue. Appl. Sci. Eng. Prog. 2024, 17, 7495. [Google Scholar] [CrossRef]
- Sidana, A.; Yadav, S.K. Recent developments in lignocellulosic biomass pretreatment with a focus on eco-friendly, non-conventional methods. J. Clean. Prod. 2022, 335, 130286. [Google Scholar] [CrossRef]
- HydroQuébec. 2024 Tarif D’électricité, En Vigeur le 1er Avril 2024; Bibliothèque et Archives Nationales du Québec: Québec, QC, Canada, 2024; pp. 1–220. Available online: https://www.hydroquebec.com/data/documents-donnees/pdf/tarifs-electricite.pdf?v=20230401 (accessed on 31 October 2024).
- Hjorth, M.; Gränitz, K.; Adamsen, A.P.S.; Møller, H.B. Extrusion as a pretreatment to increase biogas production. Bioresour. Technol. 2011, 102, 4989–4994. [Google Scholar] [CrossRef]
- Duque, A.; Manzanares, P.; Ballesteros, M. Extrusion as a pretreatment for lignocellulosic biomass: Fundamentals and applications. Renew. Energy 2017, 114, 1427–1441. [Google Scholar] [CrossRef]
- Allen, L.V., Jr. Quality Control: Water Activity Considerations for Beyond-use Dates. Int. J. Pharm. Compd. 2018, 22, 288–293. [Google Scholar] [PubMed]
- Sala, A.; Barrena, R.; Artola, A.; Sánchez, A. Current developments in the production of fungal biological control agents by solid-state fermentation using organic solid waste. Crit. Rev. Environ. Sci. Technol. 2019, 49, 655–694. [Google Scholar] [CrossRef]
- Montoya, S.; Patiño, A.; Sánchez, Ó.J. Production of Lignocellulolytic Enzymes and Biomass of Trametes versicolor from Agro-Industrial Residues in a Novel Fixed-Bed Bioreactor with Natural Convection and Forced Aeration at Pilot Scale. Processes 2021, 9, 397. [Google Scholar] [CrossRef]
- Millati, R.; Syamsiah, S.; Niklasson, C.; Cahyanto, M.N.; Ludquist, K.; Taherzadeh, M.J. Biological pretreatment of lignocelluloses with white-rot fungi and its applications: A review. BioResources 2011, 6, 5224–5259. [Google Scholar] [CrossRef]
- Machado de Castro, A.; Fragoso dos Santos, A.; Kachrimanidou, V.; Koutinas, A.A.; Freire, D.M.G. Chapter 10—Solid-State Fermentation for the Production of Proteases and Amylases and Their Application in Nutrient Medium Production. In Current Developments in Biotechnology and Bioengineering; Pandey, A., Larroche, C., Soccol, C.R., Eds.; Elsevier: Amsterdam, The Netherlands, 2018; pp. 185–210. [Google Scholar] [CrossRef]
- Senturk-Ozer, S.; Gevgilili, H.; Kalyon, D.M. Biomass pretreatment strategies via control of rheological behavior of biomass suspensions and reactive twin screw extrusion processing. Bioresour. Technol. 2011, 102, 9068–9075. [Google Scholar] [CrossRef]
- Kelly, A.L.; Brown, E.C.; Coates, P.D. The effect of screw geometry on melt temperature profile in single screw extrusion. Polym. Eng. Sci. 2006, 46, 1706–1714. [Google Scholar] [CrossRef]
- Gatt, E.; Rigal, L.; Vandenbossche, V. Biomass pretreatment with reactive extrusion using enzymes: A review. Ind. Crops Prod. 2018, 122, 329–339. [Google Scholar] [CrossRef]
- Shah, A.; Gupta, M. Comparision of the flow in co-rotating and counter-rotating twinscrew extruders. ANTEC 2004, 1, 443–447. [Google Scholar]
- Vandenbossche, V.; Brault, J.; Vilarem, G.; Hernández-Meléndez, O.; Vivaldo-Lima, E.; Hernández-Luna, M.; Barzana, E.; Duque, A.; Manzanares, P.; Ballesteros, M.; et al. A new lignocellulosic biomass deconstruction process combining thermo-mechano chemical action and bio-catalytic enzymatic hydrolysis in a twin-screw extruder. Ind. Crops Prod. 2014, 55, 258–266. [Google Scholar] [CrossRef]
- Liu, C.; Van Der Heide, E.; Wang, H.; Li, B.; Yu, G.; Mu, X. Alkaline twin-screw extrusion pretreatment for fermentable sugar production. Biotechnol. Biofuels 2013, 6, 97. [Google Scholar] [CrossRef]
- Zheng, J.; Choo, K.; Rehmann, L. Xylose removal from lignocellulosic biomass via a twin-screw extruder: The effects of screw configurations and operating conditions. Biomass Bioenergy 2016, 88, 10–16. [Google Scholar] [CrossRef]
- Duque, A.; Manzanares, P.; Ballesteros, I.; Negro, M.J.; Oliva, J.M.; Gonzalez, A.; Ballesteros, M. Sugar production from barley straw biomass pretreated by combined alkali and enzymatic extrusion. Bioresour. Technol. 2014, 158, 262–268. [Google Scholar] [CrossRef] [PubMed]
- Wahid, R.; Hjorth, M.; Kristensen, S.; Møller, H.B. Extrusion as Pretreatment for Boosting Methane Production: Effect of Screw Configurations. Energy Fuels 2015, 29, 4030–4037. [Google Scholar] [CrossRef]
- Negro, M.J.; Duque, A.; Manzanares, P.; Sáez, F.; Oliva, J.M.; Ballesteros, I.; Ballesteros, M. Alkaline twin-screw extrusion fractionation of olive-tree pruning biomass. Ind. Crops Prod. 2015, 74, 336–341. [Google Scholar] [CrossRef]
- Kuster Moro, M.; Sposina Sobral Teixeira, R.; Sant’Ana da Silva, A.; Duarte Fujimoto, M.; Albuquerque Melo, P.; Resende Secchi, A.; Pinto da Silva Bon, E. Continuous pretreatment of sugarcane biomass using a twin-screw extruder. Ind. Crops Prod. 2017, 97, 509–517. [Google Scholar] [CrossRef]
- Merci, A.; Urbano, A.; Grossmann, M.V.E.; Tischer, C.A.; Mali, S. Properties of microcrystalline cellulose extracted from soybean hulls by reactive extrusion. Food Res. Int. 2015, 73, 38–43. [Google Scholar] [CrossRef]
- Karunanithy, C.; Muthukumarappan, K.; Gibbons, W.R. Extrusion pretreatment of pine wood chips. Appl. Biochem. Biotechnol. 2012, 167, 81–99. [Google Scholar] [CrossRef]
- Karunanithy, C.; Muthukumarappan, K. Optimization of switchgrass and extruder parameters for enzymatic hydrolysis using response surface methodology. Ind. Crops Prod. 2011, 33, 188–199. [Google Scholar] [CrossRef]
- Kim, S.K.; Park, P.J.; Kim, J.B.; Shahidi, F. Purification and characterization of a collagenolytic protease from the filefish, Novoden modestrus. J. Biochem. Mol. Biol. 2002, 35, 165–171. [Google Scholar] [CrossRef]
- Chundawat, S.P.; Venkatesh, B.; Dale, B.E. Effect of particle size based separation of milled corn stover on AFEX pretreatment and enzymatic digestibility. Biotechnol. Bioeng. 2007, 96, 219–231. [Google Scholar] [CrossRef]
- Yang, C.; Shen, Z.; Yu, G.; Wang, J. Effect and aftereffect of gamma radiation pretreatment on enzymatic hydrolysis of wheat straw. Bioresour. Technol. 2008, 99, 6240–6245. [Google Scholar] [CrossRef] [PubMed]
- Choi, C.H.; Oh, K.K. Application of a continuous twin screw-driven process for dilute acid pretreatment of rape straw. Bioresour. Technol. 2012, 110, 349–354. [Google Scholar] [CrossRef] [PubMed]
- Montiel, C.; Hernández-Meléndez, O.; Vivaldo-Lima, E.; Hernández-Luna, M.; Bárzana, E. Enhanced Bioethanol Production from Blue Agave Bagasse in a Combined Extrusion–Saccharification Process. BioEnergy Res. 2016, 9, 1005–1014. [Google Scholar] [CrossRef]
- Zhang, S.; Keshwani, D.R.; Xu, Y.; Hanna, M.A. Alkali combined extrusion pretreatment of corn stover to enhance enzyme saccharification. Ind. Crops Prod. 2012, 37, 352–357. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Black Spruce Chips (BS) | Corn Stover (CS) | |||||||
|---|---|---|---|---|---|---|---|---|
| Screw Speed | Temp | NaOH | Particle Size | Screw Speed | Temp | NaOH | Particle Size | |
| Type | Numeric | Numeric | Numeric | Categoric | Numeric | Numeric | Numeric | Categoric |
| Unit | rpm | °C | % | mm | rpm | °C | % | mm |
| Low level (−1) | 150 | 50 | 0 | 1 | 80 | 40 | 0 | 1 |
| High level (+1) | 300 | 100 | 15 | 1.5 | 300 | 110 | 15 | 1.5 |
| − alpha | 150 | 50 | 0 | 1 | 80 | 40 | 0 | 1 |
| + alpha | 300 | 100 | 15 | 1.5 | 300 | 110 | 15 | 1.5 |
| Black Spruce Chips | Corn Stover | |||||||
|---|---|---|---|---|---|---|---|---|
| Run | Screw Speed (rpm) | Temp (°C) | NaOH 1 (%) | Particle Size (mm) | Screw Speed (rpm) | Temp (°C) | NaOH (%) | Particle Size (mm) |
| 1 | 300 | 100 | 0 | 1 | 190 | 80 | 7.5 | 1.5 |
| 2 | 225 | 50 | 7.5 | 1 | 190 | 80 | 15 | 1.5 |
| 3 | 150 | 100 | 0 | 1.5 | 190 | 80 | 15 | 1 |
| 4 | 300 | 50 | 0 | 1.5 | 80 | 110 | 0 | 1.5 |
| 5 | 150 | 50 | 15 | 1.5 | 300 | 50 | 0 | 1.5 |
| 6 | 300 | 75 | 7.5 | 1.5 | 190 | 80 | 0 | 1 |
| 7 | 150 | 75 | 7.5 | 1 | 80 | 80 | 7.5 | 1.5 |
| 8 | 225 | 50 | 7.5 | 1.5 | 80 | 110 | 0 | 1 |
| 9 | 150 | 50 | 0 | 1 | 190 | 80 | 7.5 | 1 |
| 10 | 300 | 100 | 0 | 1.5 | 80 | 80 | 7.5 | 1 |
| 11 | 225 | 75 | 7.5 | 1 | 300 | 80 | 7.5 | 1 |
| 12 | 300 | 50 | 0 | 1 | 80 | 50 | 15 | 1.5 |
| 13 | 225 | 75 | 7.5 | 1 | 80 | 50 | 15 | 1 |
| 14 | 150 | 50 | 15 | 1 | 300 | 50 | 0 | 1 |
| 15 | 150 | 100 | 0 | 1 | 190 | 50 | 7.5 | 1.5 |
| 16 | 225 | 75 | 7.5 | 1.5 | 190 | 110 | 7.5 | 1.5 |
| 17 | 300 | 50 | 15 | 1 | 300 | 110 | 15 | 1 |
| 18 | 225 | 100 | 7.5 | 1 | 190 | 80 | 7.5 | 1 |
| 19 | 300 | 100 | 15 | 1.5 | 80 | 110 | 15 | 1 |
| 20 | 300 | 50 | 15 | 1.5 | 300 | 110 | 0 | 1.5 |
| 21 | 225 | 75 | 0 | 1 | 80 | 50 | 0 | 1.5 |
| 22 | 300 | 100 | 15 | 1 | 190 | 80 | 7.5 | 1.5 |
| 23 | 225 | 75 | 0 | 1.5 | 300 | 110 | 15 | 1.5 |
| 24 | 300 | 75 | 7.5 | 1 | 300 | 50 | 15 | 1 |
| 25 | 150 | 100 | 15 | 1.5 | 300 | 110 | 0 | 1 |
| 26 | 225 | 75 | 15 | 1.5 | 190 | 80 | 7.5 | 1.5 |
| 27 | 225 | 75 | 7.5 | 1.5 | 300 | 50 | 15 | 1.5 |
| 28 | 150 | 50 | 0 | 1.5 | 190 | 50 | 7.5 | 1 |
| 29 | 225 | 75 | 7.5 | 1 | 80 | 50 | 0 | 1 |
| 30 | 150 | 75 | 7.5 | 1.5 | 190 | 80 | 7.5 | 1 |
| 31 | 225 | 75 | 15 | 1 | 80 | 110 | 15 | 1.5 |
| 32 | 150 | 100 | 15 | 1 | 190 | 80 | 0 | 1.5 |
| 33 | 225 | 75 | 7.5 | 1.5 | 190 | 110 | 7.5 | 1 |
| 34 | 225 | 100 | 7.5 | 1.5 | 300 | 80 | 7.5 | 1.5 |
| Parameters | Black Spruce Chips | Corn Stover | ||
|---|---|---|---|---|
| Low Level (−1) | High Level (+1) | Low Level (−1) | High Level (+1) | |
| Screw speed (rpm) | 150 | 300 | 80 | 300 |
| Temperature (°C) | 50 | 100 | 40 | 110 |
| NaOH (% w/w) | 0 | 15 | 0 | 15 |
| Particle size (mm) | 1 | 1.5 | 1 | 1.5 |
| Corn stover | ||||||||
| S.S | T °C | [NaOH] | P.S + | D % | M % | S.S.A | E.P.S | |
| Screw speed (S.S) | 1.000 | 0.000 | 0.000 | n.a | 0.037 | 0.027 | −0.007 | 0.022 |
| Temperature (T °C) | 1.000 | 0.000 | n.a | −0.144 | −0.719 * | 0.298 | −0.145 | |
| [NaOH] | 1.000 | n.a | 0.070 | 0.078 | −0.312 | 0.577 * | ||
| Particle size (P.S) | n.a | n.a | n.a | n.a | n.a | |||
| Delignification (D %) | 1.000 | −0.029 | 0.134 | −0.013 | ||||
| Moisture (M %) | 1.000 | −0.753 * | 0.548 * | |||||
| Specific surface area (S.S.A) | 1.000 | −0.849 * | ||||||
| Extrudate particle size (E.P.S) | 1.000 | |||||||
| Black spruce | ||||||||
| S.S | T °C | [NaOH] | P.S | D % | M % | S.S.A | E.P.S | |
| Screw speed (S.S) | 1.00 | 0.00 | 0.000 | n.a + | 0.302 | −0.021 | −0.285 | 0.285 |
| Temperature (T °C) | 1.00 | 0.000 | n.a | −0.015 | −0.283 | −0.027 | −0.053 | |
| [NaOH] | 1.000 | n.a | 0.314 | −0.349 * | −0.106 | 0.200 | ||
| Particle size (P.S) | n.a | n.a | n.a | n.a | n.a | |||
| Delignification (D %) | 1.00 | −0.105 | −0.076 | 0.191 | ||||
| Moisture (M %) | 1.00 | 0.120 | −0.190 | |||||
| Specific surface area (S.S.A) | 1.00 | −0.957 * | ||||||
| Extrudate particle size (E.P.S) | 1.00 | |||||||
| Response | Parameter | Units | Observations | Minimum | Maximum | Mean | Std. Dev. | Ratio |
|---|---|---|---|---|---|---|---|---|
| Corn Stover Extrudates (CSE) | ||||||||
| R1 | Delignification | % | 34 | 2.2 | 24.4 | 12.7 | 6.1 | 10.9 |
| R2 | Moisture | % | 34 | 5.4 | 34.8 | 25.1 | 8.3 | 6.4 |
| R3 | Particle size | µm | 34 | 115 | 1203 | 565 | 324 | 10.4 |
| R4 | Specific surface area | cm2/cm3 | 34 | 174 | 1183 | 462 | 271 | 6.8 |
| Black Spruce Extrudates (BSE) | ||||||||
| S1 | Delignification | % | 34 | 0.9 | 25.2 | 12.6 | 4.5 | 25.8 |
| S2 | Moisture | % | 34 | 23.6 | 59.2 | 31.8 | 5.6 | 2.5 |
| S3 | Particle size | µm | 34 | 68.2 | 204 | 135 | 29 | 3.0 |
| S4 | Specific surface area | cm2/cm3 | 34 | 646 | 1569 | 955 | 203 | 2.4 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | Significance |
|---|---|---|---|---|---|---|
| Black spruce chips | ||||||
| Model | 679.35 | 19 | 35.76 | 53.87 | <0.0001 | Significant |
| Residual | 9.29 | 14 | 0.6637 | |||
| Lack of Fit | 6.43 | 10 | 0.6426 | 0.8972 | 0.5977 | Not significant |
| Pure Error | 2.86 | 4 | 0.7162 | |||
| Cor Total | 688.64 | 33 | ||||
| Corn stover | ||||||
| Model | 1206.48 | 20 | 60.32 | 18.49 | <0.0001 | Significant |
| Residual | 42.40 | 13 | 3.26 | |||
| Lack of Fit | 38.03 | 9 | 4.23 | 3.87 | 0.1028 | Not significant |
| Pure Error | 4.37 | 4 | 1.09 | |||
| Cor Total | 1248.88 | 33 | ||||
| Criteria | Unit | Limit | Goal | Relative Importance (1 to 5) |
|---|---|---|---|---|
| Particle size | mm | 1–1.5 | Minimize | +++ (3) |
| Screw rotation speed | rpm | 190–300 | Minimize | + (1) |
| NaOH concentration | w/w | 0–15 | Minimize | ++ (2) |
| Temperature | °C | 50–90 | Minimize | + (1) |
| Delignification | % (w/w) | >20 | Maximize | +++++ (5) |
| Wavelength (cm−1) | Functional Group |
|---|---|
| 838 | Aromatic C-H out-of-plane bending vibration |
| 896 | C-O, C=C, and C-C-O in hemicellulose |
| 1024 | C-O stretching in hemicellulose, C=C, C-C-O vibrational stretching |
| 1260 | C-O of guaiacyl rings in lignin |
| 1428 | Aromatic C-C stretching, deformation of C-H, CH2 scissoring in cellulose |
| 1509 | Aromatic skeletal vibration |
| 1635 | C=O stretching in lignin |
| 2340–2358 | CO2 stretching |
| 2897 | Alkanes/primary amines or alkanes and acids/aliphatic H-C-H stretching cellulose |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Konan, D.; Ndao, A.; Koffi, E.; Elkoun, S.; Robert, M.; Rodrigue, D.; Adjallé, K. Optimization of Biomass Delignification by Extrusion and Analysis of Extrudate Characteristics. Waste 2025, 3, 12. https://doi.org/10.3390/waste3020012
Konan D, Ndao A, Koffi E, Elkoun S, Robert M, Rodrigue D, Adjallé K. Optimization of Biomass Delignification by Extrusion and Analysis of Extrudate Characteristics. Waste. 2025; 3(2):12. https://doi.org/10.3390/waste3020012
Chicago/Turabian StyleKonan, Delon, Adama Ndao, Ekoun Koffi, Saïd Elkoun, Mathieu Robert, Denis Rodrigue, and Kokou Adjallé. 2025. "Optimization of Biomass Delignification by Extrusion and Analysis of Extrudate Characteristics" Waste 3, no. 2: 12. https://doi.org/10.3390/waste3020012
APA StyleKonan, D., Ndao, A., Koffi, E., Elkoun, S., Robert, M., Rodrigue, D., & Adjallé, K. (2025). Optimization of Biomass Delignification by Extrusion and Analysis of Extrudate Characteristics. Waste, 3(2), 12. https://doi.org/10.3390/waste3020012