
Combined Decarbonizing Technologies for Treatment of Bauxite Residues


 ,
,  , , ,
, , , 

Abstract
1. Introduction
2. Materials and Methods
2.1. Methods
Characterization
2.2. Materials
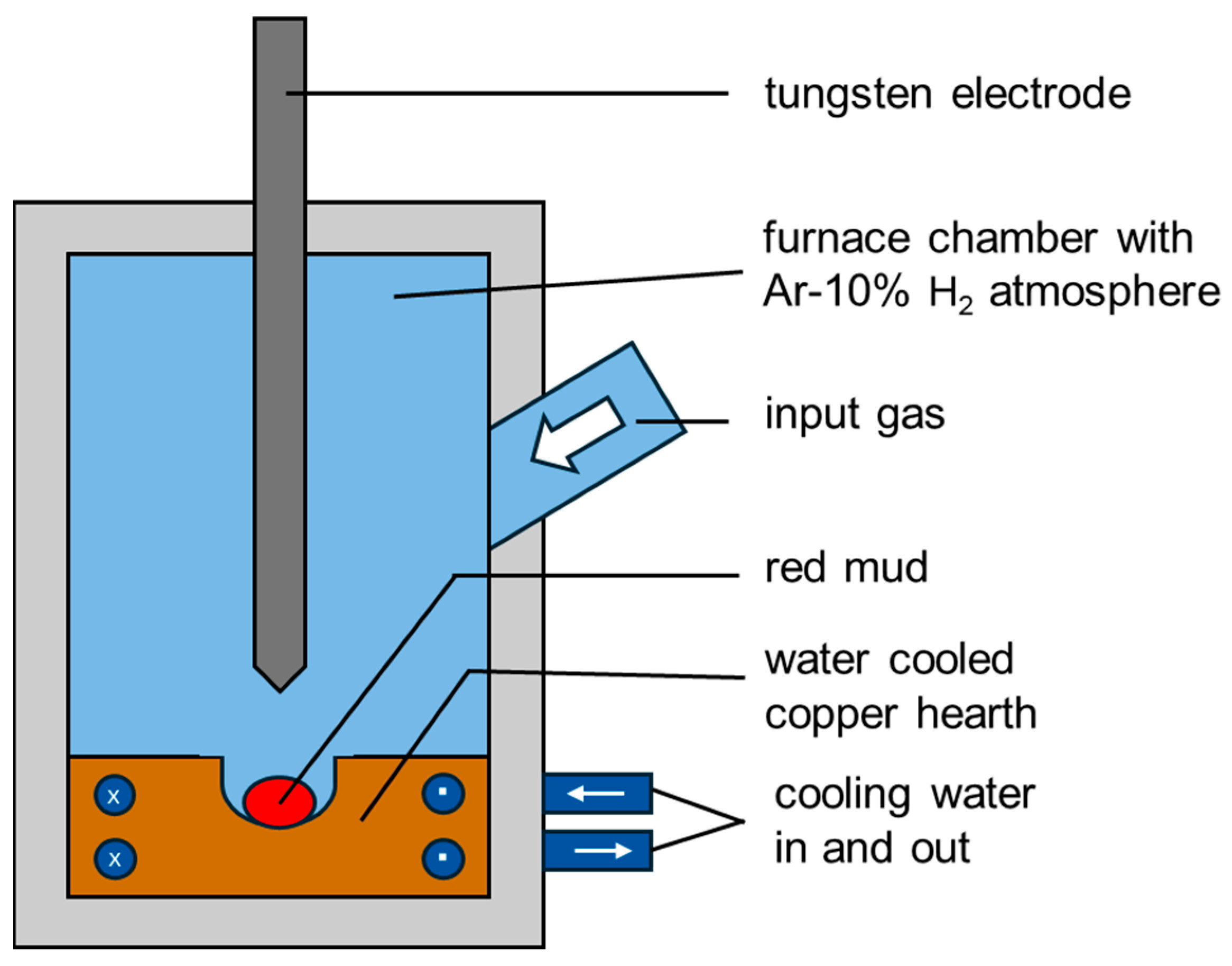
2.2.1. Hydrogen Plasma Reduction
2.2.2. Leaching of the Slag Using Unconventional Methods
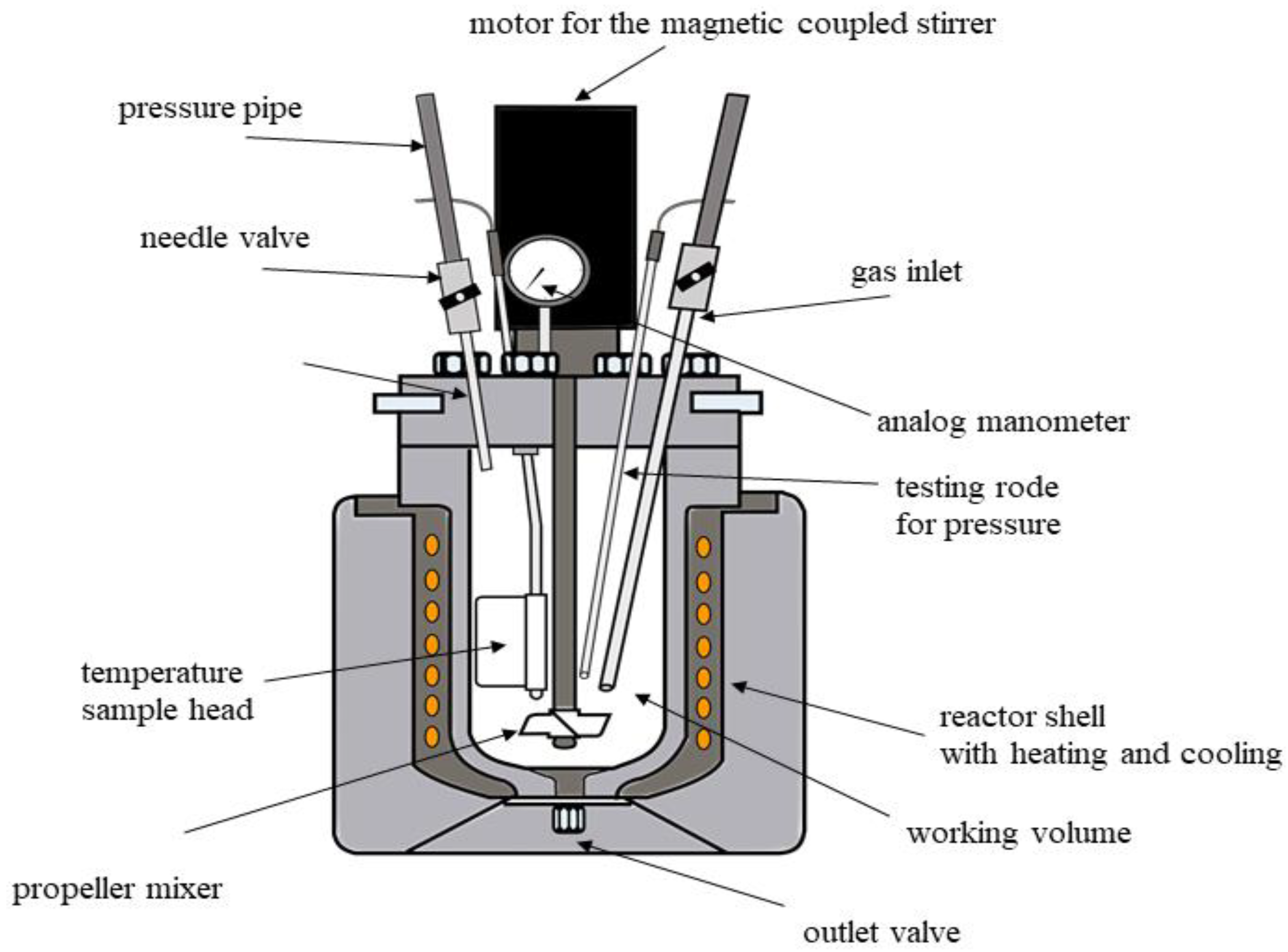
High Pressure Leaching Method in an Autoclave
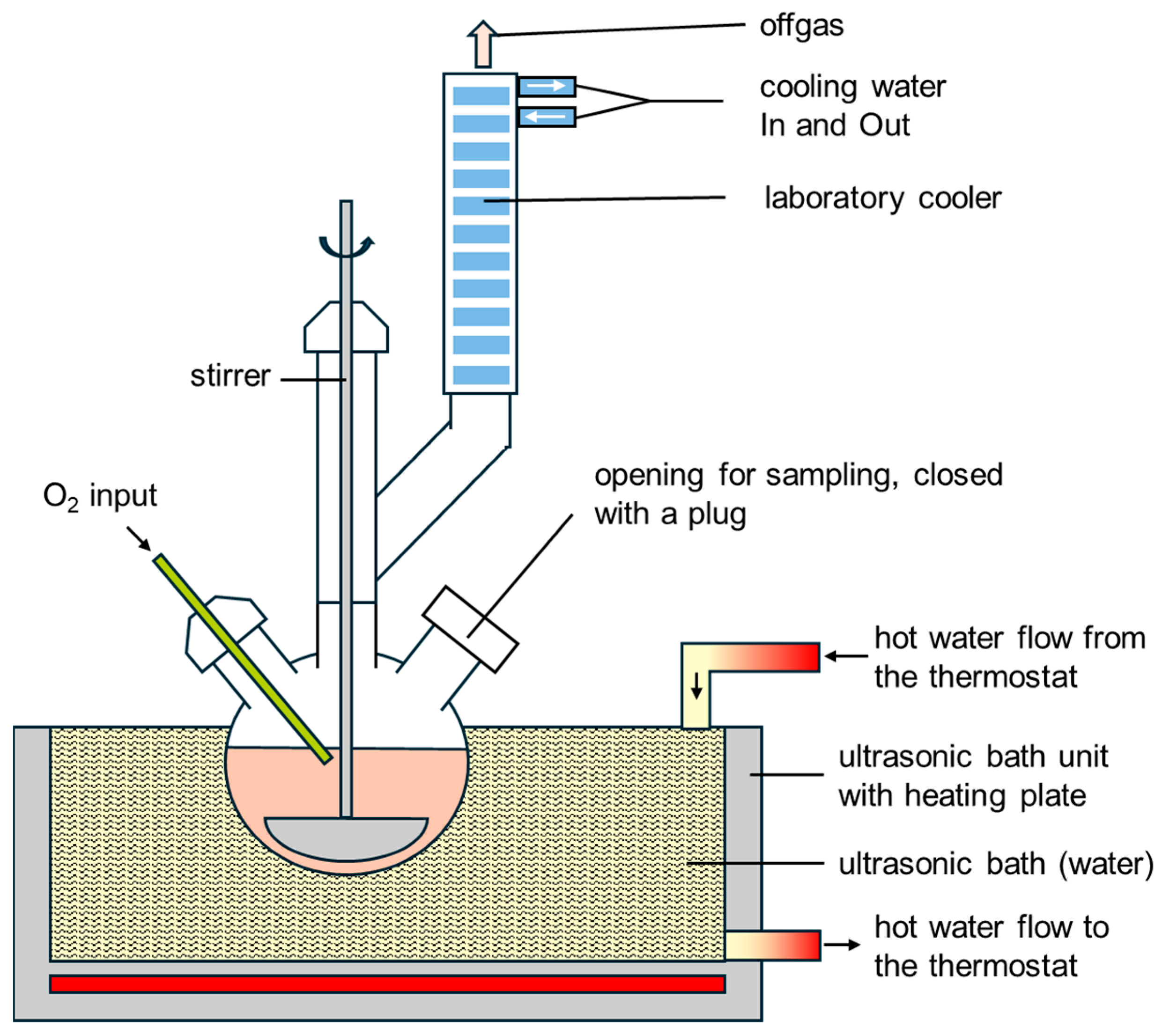
Ulltrasound Assisted Leaching Method
3. Results and Discussion
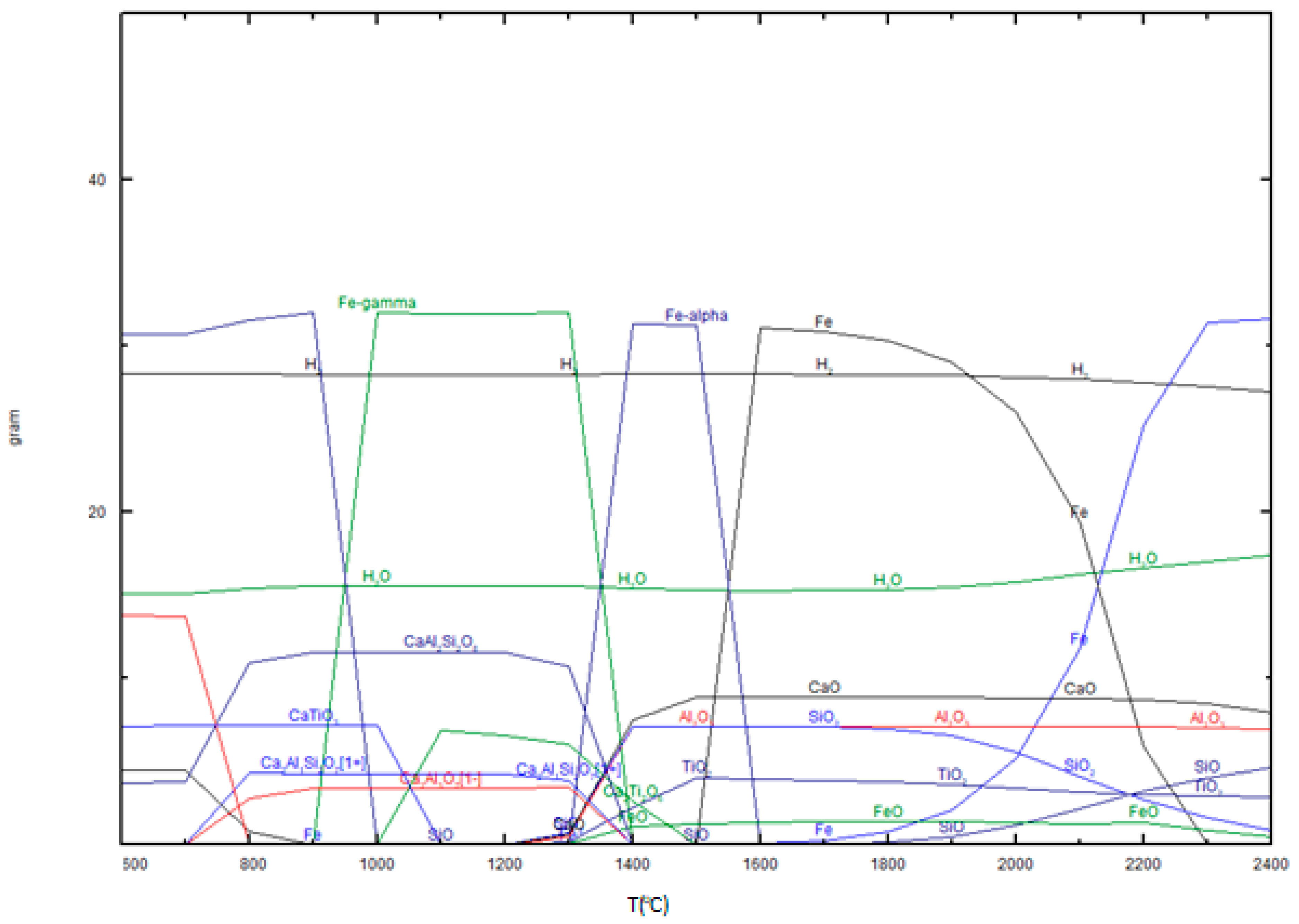
3.1. Thermochemical Calculation
Thermochemical Analysis of Hydrogen Reduction
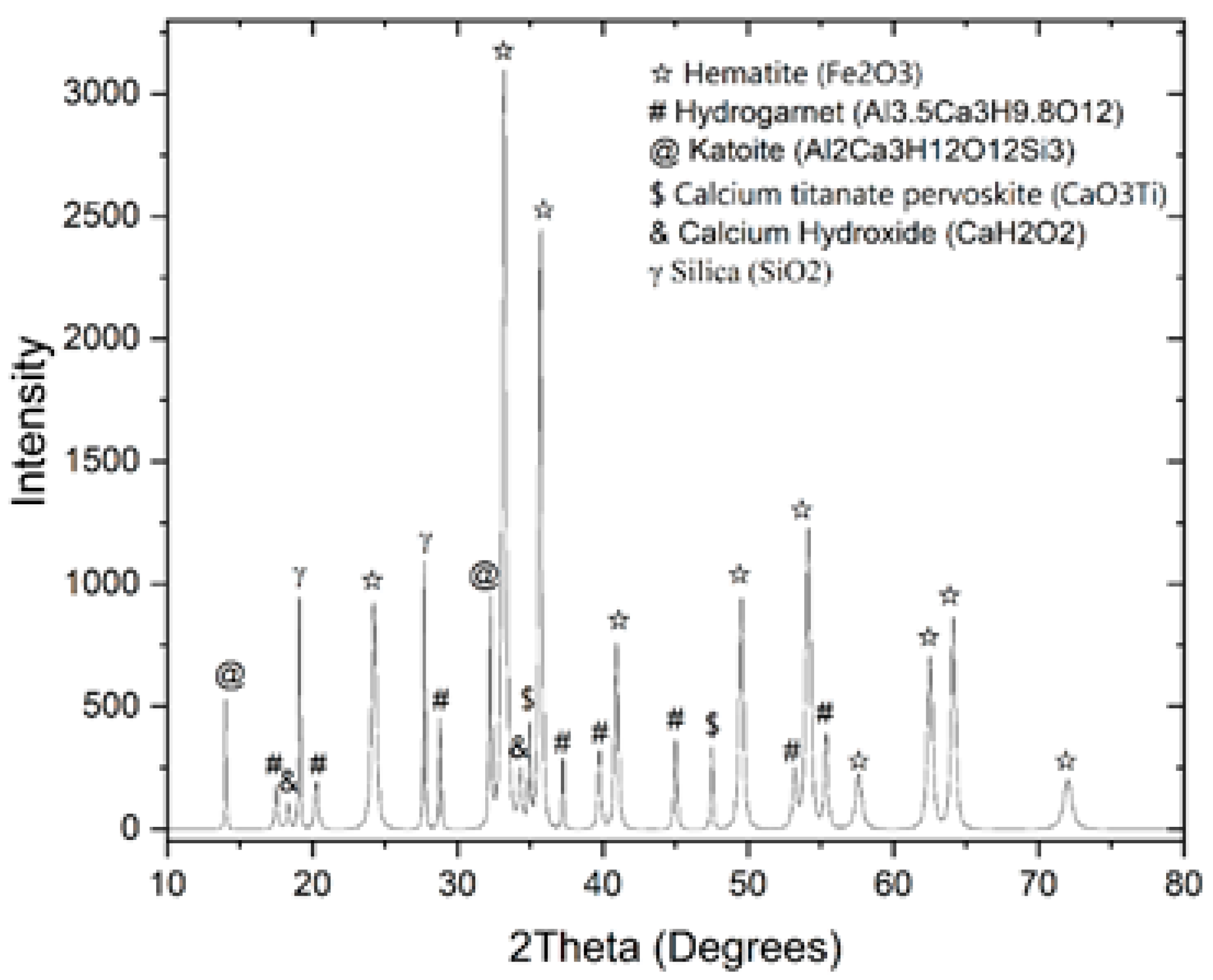
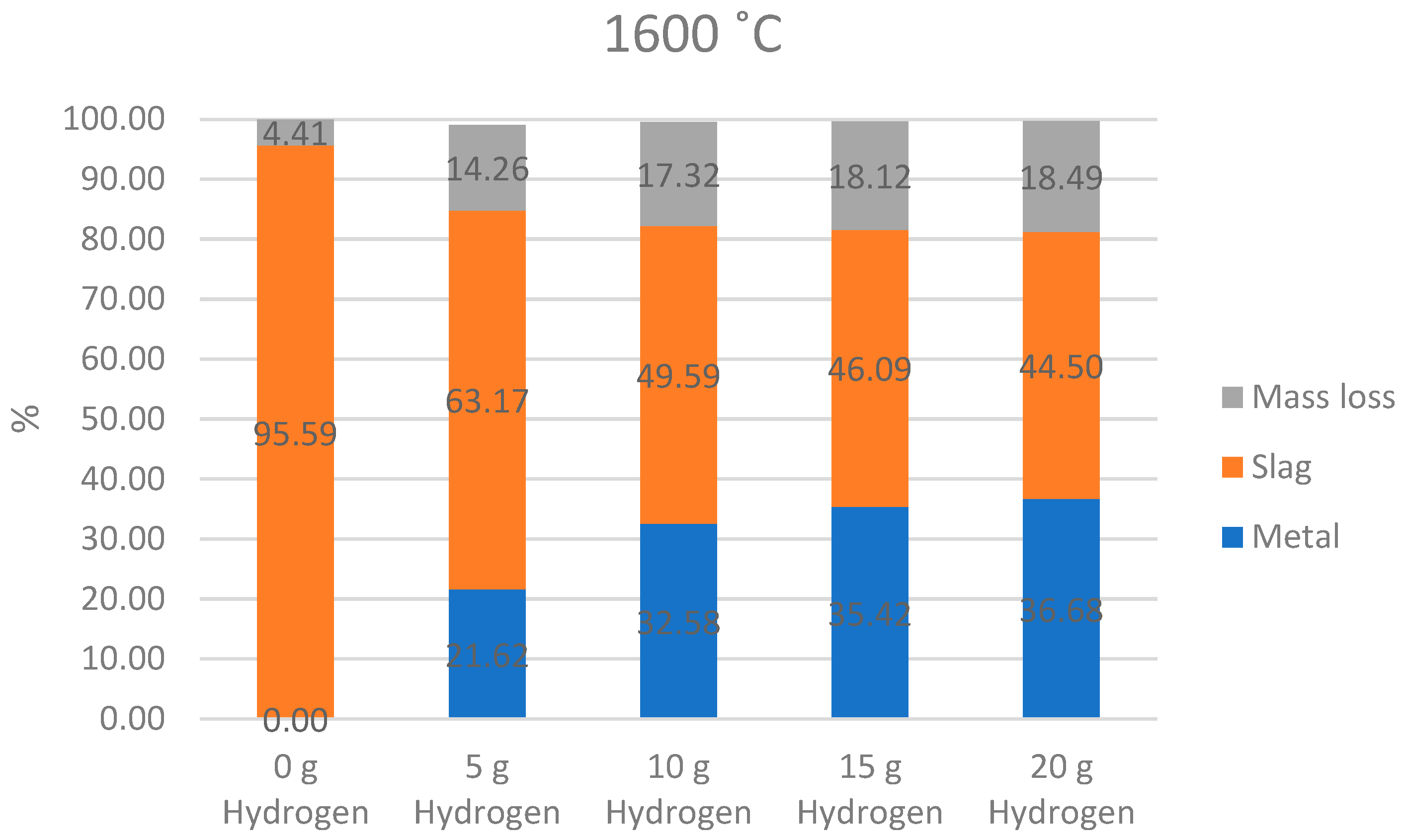
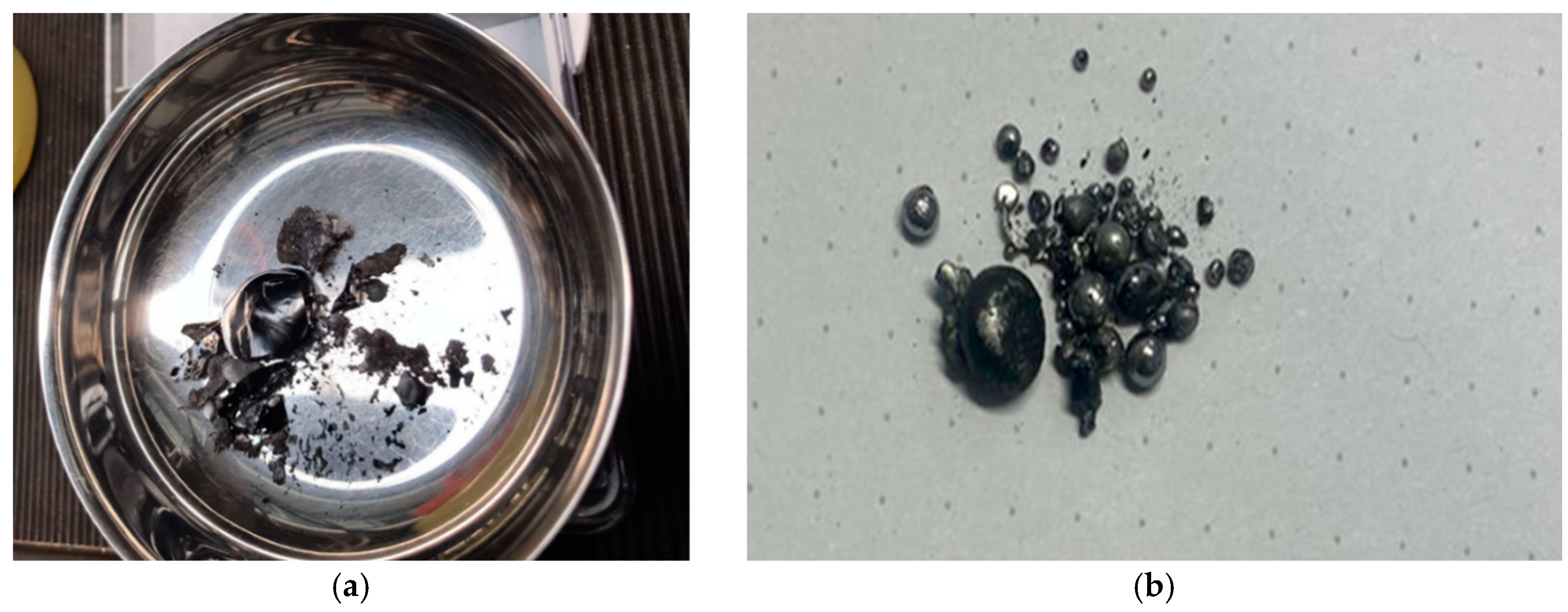
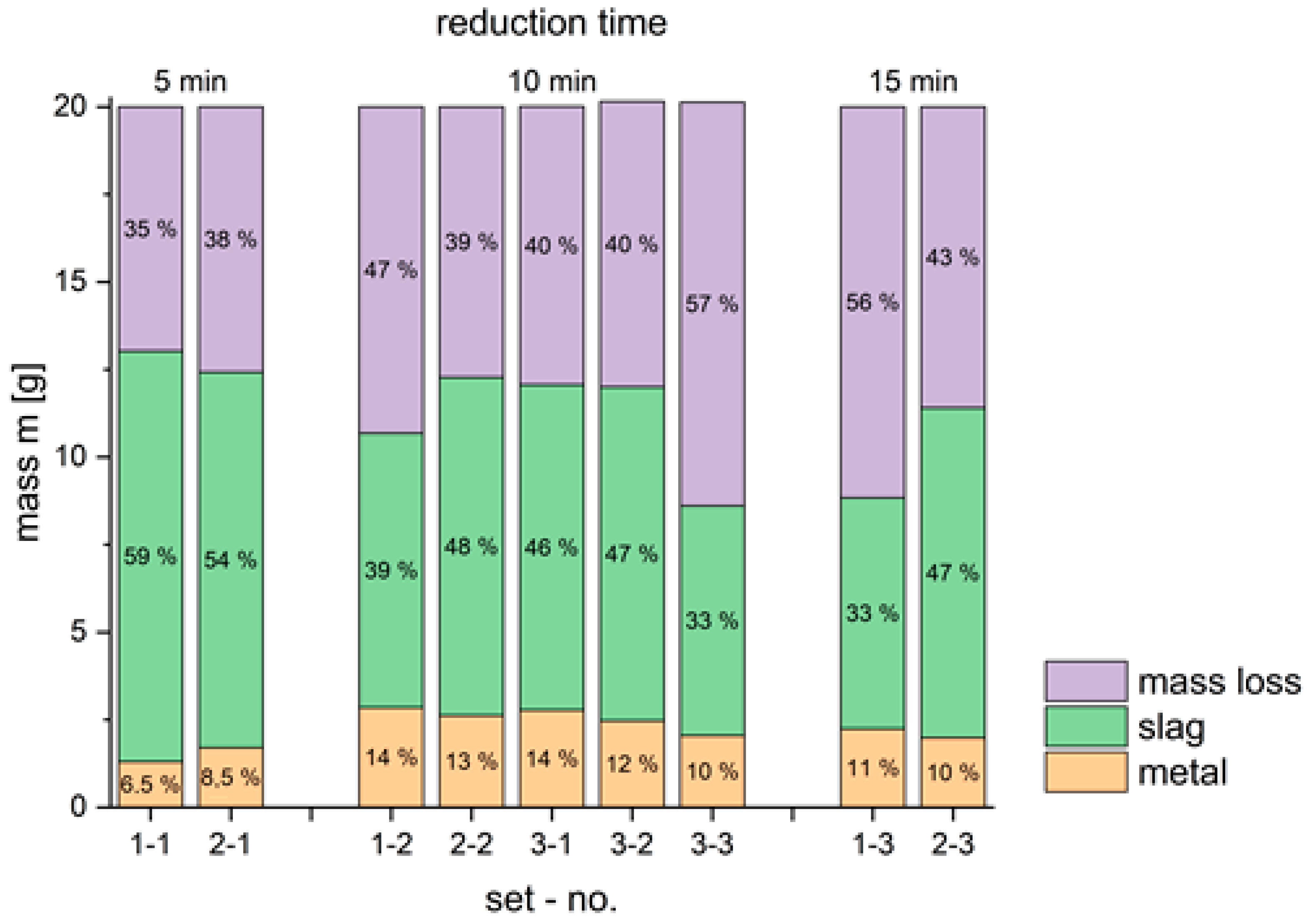
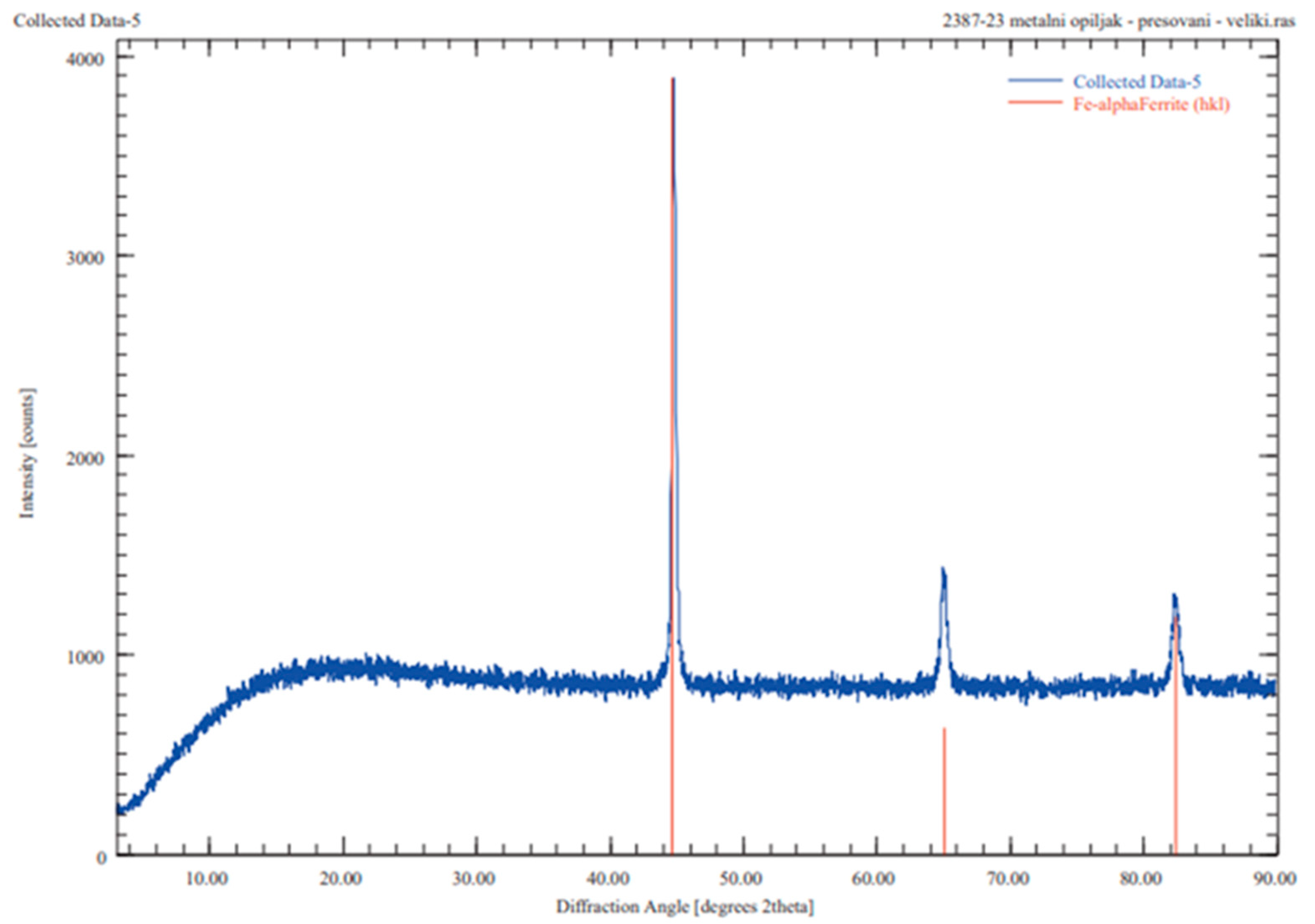
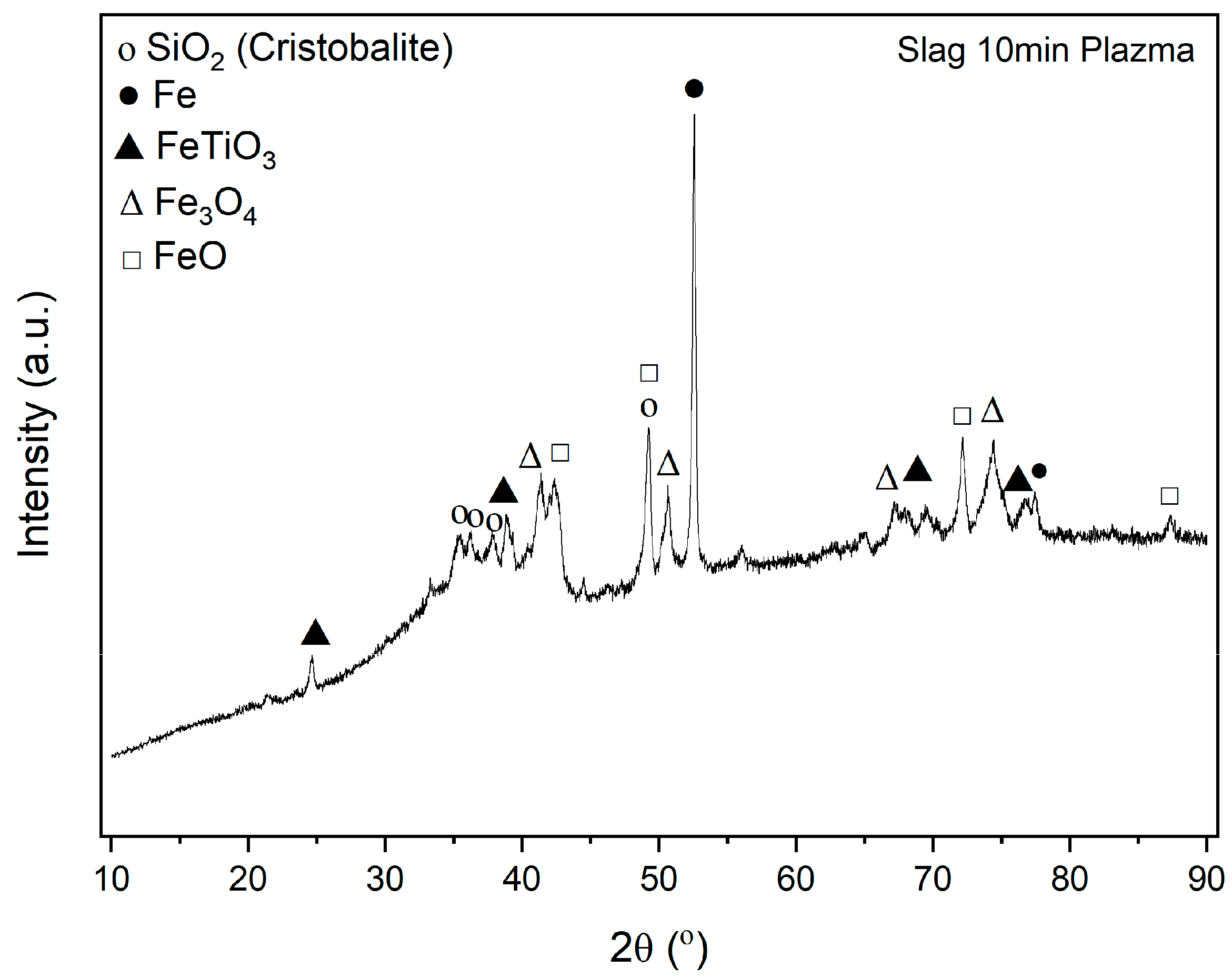
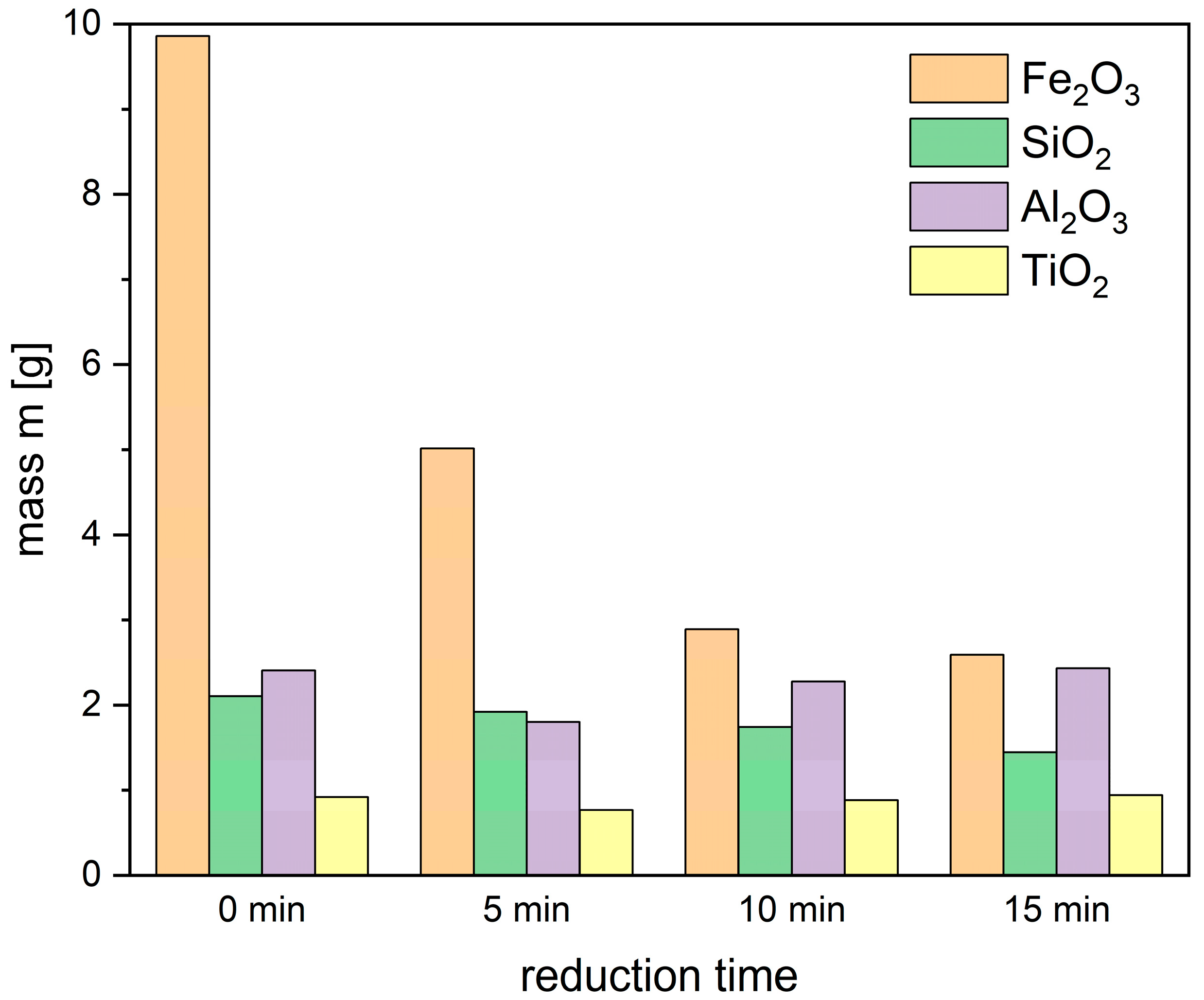
3.2. Hydrogen Plasma Reduction of BR
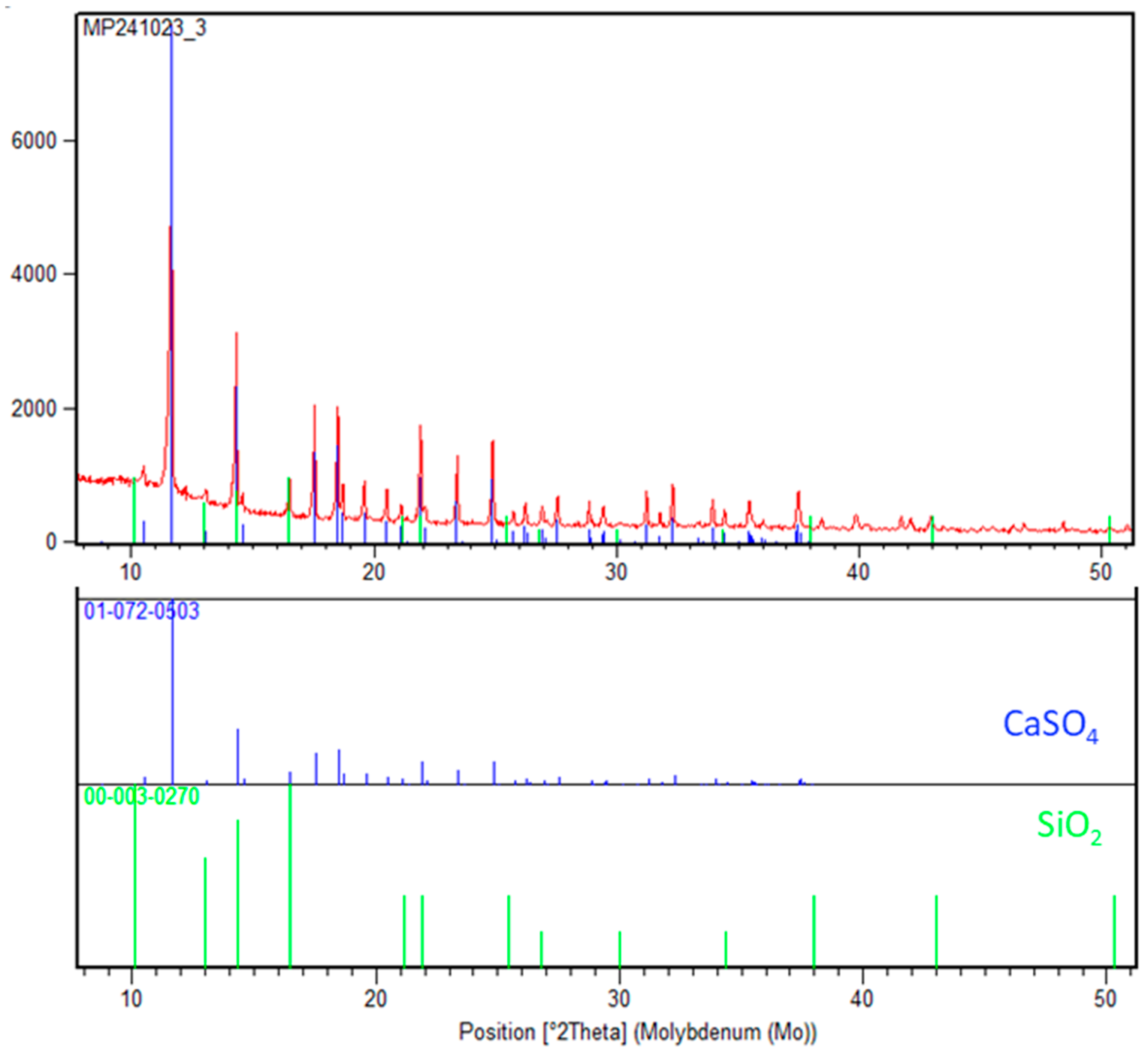
3.3. Leaching of the Slag
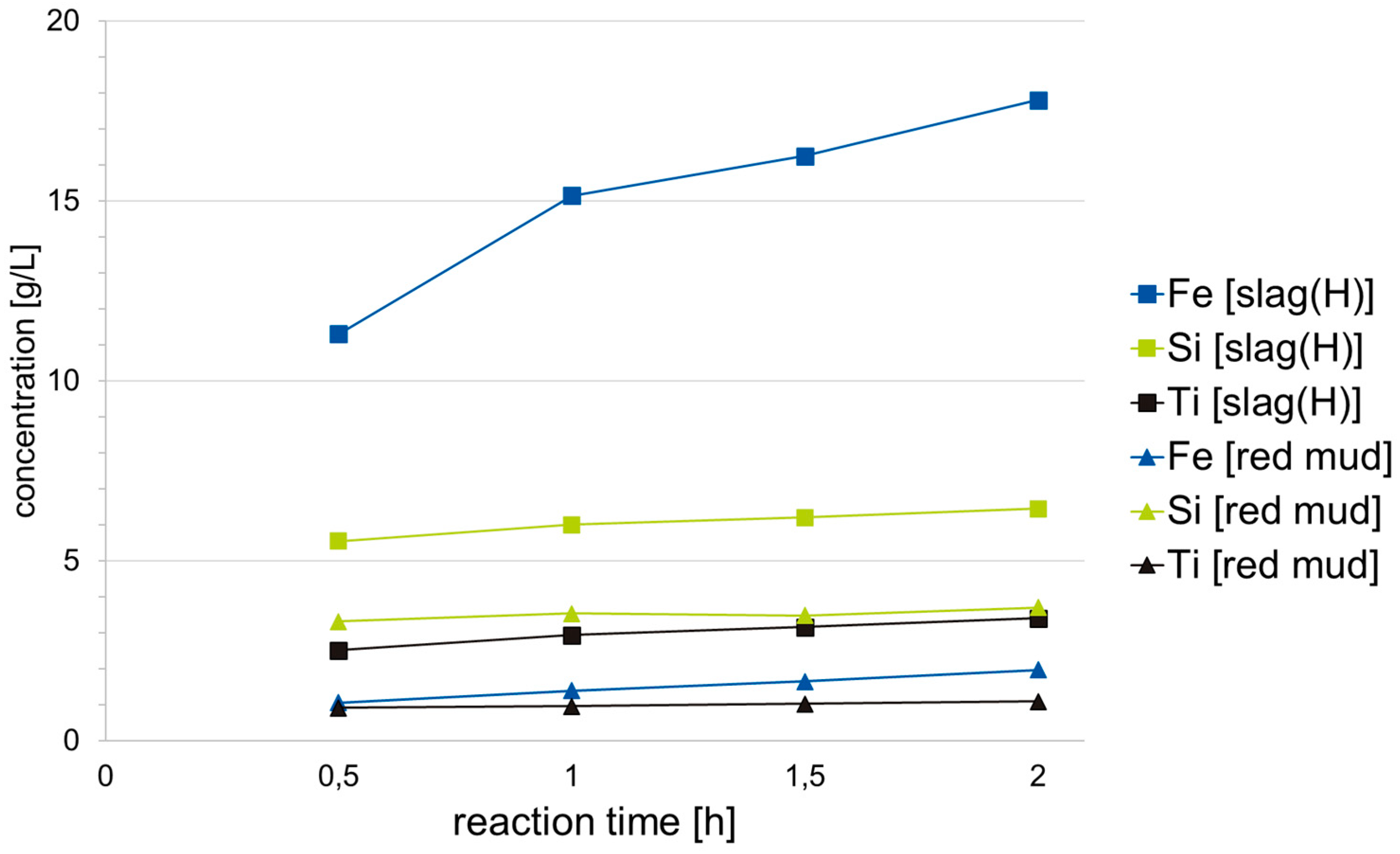
3.3.1. Leaching in an Autoclave
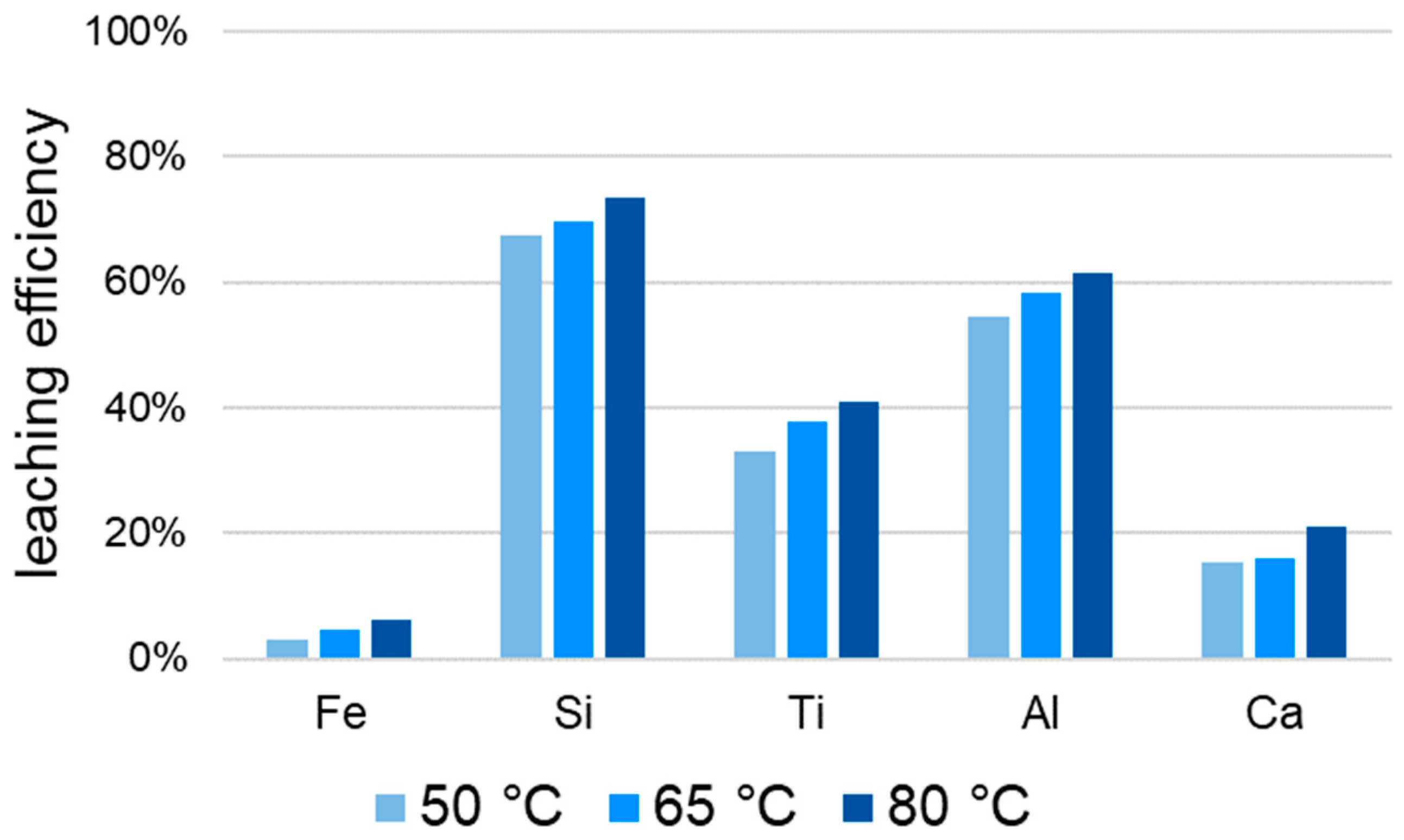
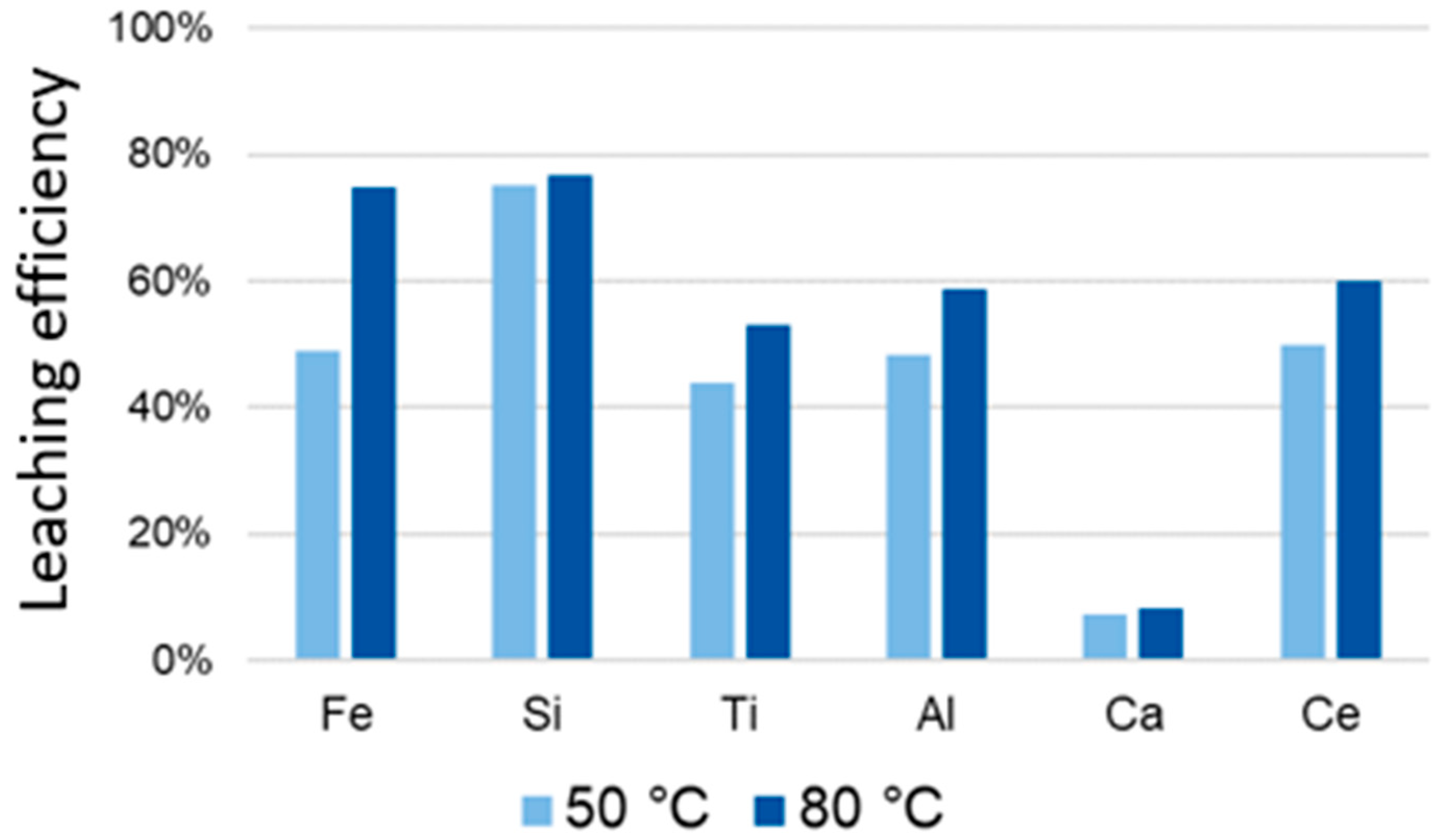
3.3.2. Ultrasound Assisted Leaching of Slag
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Živković, Ž.; Vračar, R. Ekstraktivna Metalurgija Aluminijuma. Available online: https://www.knjizara.com/Ekstraktivna-metalurgija-aluminijuma-Zivan-Zivkovic-3434 (accessed on 27 December 2024).
- Šajn, R.; Ristović, I.; Čeplak, B. Mining and Metallurgical Waste as Potential Secondary Sources of Metals—A Case Study for the West Balkan Region. Minerals 2022, 12, 547. [Google Scholar] [CrossRef]
- Alijagic, J.; Šajn, R.; Rokavec, D. Impact Assessment of Mining and Metallurgical Activities on the Distribution of Trace Elements in the Stavnja Valley. Int. J. Energy Environ. Econ. 2015, 23, 351–412. [Google Scholar]
- Paçarizi, M.; Stafilov, T.; Šajn, R.; Tašev, K.; Sopaj, F. Estimation of Elements’ Concentration in Air in Kosovo through Mosses as Biomonitors. Atmosphere 2021, 12, 415. [Google Scholar] [CrossRef]
- Piga, L.; Pochetti, F.; Stoppa, L. Recovering Metals from Red Mud Generated during Alumina Production. JOM 1993, 45, 54–59. [Google Scholar] [CrossRef]
- Bogatyrev, B.A.; Zhukov, V.V.; Tsekhovsky, Y.G. Formation Conditions and Regularities of the Distribution of Large and Superlarge Bauxite Deposits. Lithol. Miner. Resour. 2009, 44, 135–151. [Google Scholar] [CrossRef]
- Agatzini-Leonardou, S.; Oustadakis, P.; Tsakiridis, P.E.; Markopoulos, C. Titanium Leaching from Red Mud by Diluted Sulfuric Acid at Atmospheric Pressure. J. Hazard. Mater. 2008, 157, 579–586. [Google Scholar] [CrossRef]
- Kounalakis, P.; Aravossis, K.; Karayianni, C.H.S. Feasibility Study for an Innovative Industrial Red Mud Utilisation Method. Waste Manag. Res. 2016, 34, 171–175. [Google Scholar] [CrossRef]
- Agrawal, S.; Dhawan, N. Evaluation of Red Mud as a Polymetallic Source—A Review. Miner. Eng. 2021, 171, 107084. [Google Scholar] [CrossRef]
- Zinoveev, D.V.; Grudinskii, P.I.; Dyubanov, V.G.; Kovalenko, L.V.; Leont’ev, L.I. Oбзop Mиpoвoй Пpaктики Пepepaбoтки Kpacныx Шлaмoв. Чacть 1. Пиpoмeтaллуpгичecкиe Спocoбы. Изbecmuя Bыcmux Учeбных Зabeдeний. Чepнaя Meтaллуpгия 2018, 61, 843–858. [Google Scholar] [CrossRef]
- Park, N.K.; Choi, H.Y.; Kim, D.H.; Lee, T.J.; Kang, M.; Lee, W.G.; Kim, H.D.; Park, J.W. Purification of Al(OH)3 Synthesized by Bayer Process for Preparation of High Purity Alumina as Sapphire Raw Material. J. Cryst. Growth 2013, 373, 88–91. [Google Scholar] [CrossRef]
- Damjanovic, V.; Filipovic, R.; Obrenovic, Z.; Perusic, M.; Kostic, D.; Smiljanic, S.; Stopic, S. Influence of Process Parameters in Three-Stage Purification of Aluminate Solution and Aluminum Hydroxide. Metals 2023, 13, 1816. [Google Scholar] [CrossRef]
- Svobodova-Sedlackova, A.; Calderón, A.; Fernandez, A.I.; Chimenos, J.M.; Berlanga, C.; Yücel, O.; Barreneche, C.; Rodriguez, R. Mapping the Research Landscape of Bauxite By-Products (Red Mud): An Evolutionary Perspective from 1995 to 2022. Heliyon 2024, 10, e24943. [Google Scholar] [CrossRef] [PubMed]
- Castaldi, P.; Silvetti, M.; Santona, L.; Enzo, S.; Melis, P. XRD, FTIR, and Thermal Analysis of Bauxite Ore-Processing Waste (Red Mud) Exchanged with Heavy Metals. Clays Clay Miner. 2008, 56, 461–469. [Google Scholar] [CrossRef]
- Samouhos, M.; Taxiarchou, M.; Tsakiridis, P.E.; Potiriadis, K. Greek “Red Mud” Residue: A Study of Microwave Reductive Roasting Followed by Magnetic Separation for a Metallic Iron Recovery Process. J. Hazard. Mater. 2013, 254–255, 193–205. [Google Scholar] [CrossRef]
- Lazou, A.; van der Eijk, C.; Balomenos, E.; Kolbeinsen, L.; Safarian, J. On the Direct Reduction Phenomena of Bauxite Ore Using H2 Gas in a Fixed Bed Reactor. J. Sustain. Metall. 2020, 6, 227–238. [Google Scholar] [CrossRef]
- Xakalashe, B.; Friedrich, B. Combined Carbothermic Reduction of Bauxite Residue and Basic Oxygen Furnace Slag for Enhanced Recovery of Fe and Slag Conditioning. In Proceedings of the 2nd Conference of Bauxite Residue Valorisation and Best Practices, Athens, Greece, 7–10 May 2018. [Google Scholar]
- Davris, P.; Stopic, S.; Balomenos, E.; Panias, D.; Paspaliaris, I.; Friedrich, B. Leaching of Rare Earth Elements from Eudialyte Concentrate by Suppressing Silica Gel Formation. Miner. Eng. 2017, 108, 115–122. [Google Scholar] [CrossRef]
- Yagmurlu, B.; Alkan, G.; Xakalashe, B.; Schier, C.; Gronen, L.; Koiwa, I.; Dittrich, C.; Friedrich, B. Synthesis of Scandium Phosphate after Peroxide Assisted Leaching of Iron Depleted Bauxite Residue (Red Mud) Slags. Sci. Rep. 2019, 9, 11803. [Google Scholar] [CrossRef]
- Binnemans, K.; Jones, P.T.; Blanpain, B.; Van Gerven, T.; Pontikes, Y. Towards Zero-Waste Valorisation of Rare-Earth-Containing Industrial Process Residues: A Critical Review. J. Clean. Prod. 2015, 99, 17–38. [Google Scholar] [CrossRef]
- Rivera, R.M.; Ulenaers, B.; Ounoughene, G.; Binnemans, K.; Gerven, T.V. Behaviour of Silica during Metal Recovery from Bauxite Residue by Acidic Leaching. In Proceedings of the International Committee for Study of Bauxite, Alumina & Aluminium, ICSOBA, Hamburg, Germany, 2–5 October 2017. [Google Scholar]
- Alkan, G.; Yagmurlu, B.; Cakmakoglu, S.; Hertel, T.; Kaya, Ş.; Gronen, L.; Stopic, S.; Friedrich, B. Novel Approach for Enhanced Scandium and Titanium Leaching Efficiency from Bauxite Residue with Suppressed Silica Gel Formation. Sci. Rep. 2018, 8, 5676. [Google Scholar] [CrossRef]
- Yagmurlu, B.; Alkan, G.; Xakalashe, B.; Friedrich, B.; Stopic, S.; Dittrich, C. Combined SAF Smelting and Hydrometallurgical Treatment of Bauxite Residue for Enhanced Valuable Metal Recovery. In Proceedings of the Travaux 46, Proceedings of 35th International ICSOBA Conference, Hamburg, Germany, 3 October 2017. [Google Scholar]
- Borra, C.R.; Blanpain, B.; Pontikes, Y.; Binnemans, K.; Van Gerven, T. Recovery of Rare Earths and Other Valuable Metals From Bauxite Residue (Red Mud): A Review. J. Sustain. Metall. 2016, 2, 365–386. [Google Scholar] [CrossRef]
- Alkan, G.; Stopić, S. Titanium Extraction from Red Mud via Hydrometallurgical Treatment. In Proceedings of the European Metallurgical Conference, Leipzig, Germany, 25–28 June 2017. [Google Scholar]
- Alkan, G.; Schier, C.; Gronen, L.; Stopic, S.; Friedrich, B. A Mineralogical Assessment on Residues after Acidic Leaching of Bauxite Residue (Red Mud) for Titanium Recovery. Metals 2017, 7, 458. [Google Scholar] [CrossRef]
- Şayan, E.; Bayramoǧlu, M. Statistical Modeling of Sulfuric Acid Leaching of TiO2 from Red Mud. Hydrometallurgy 2000, 57, 181–186. [Google Scholar] [CrossRef]
- Rao, M.; Xia, H.; Xu, Y.; Jiang, G.; Zhang, Q.; Yuan, Y.; Zhang, L. Study on Ultrasonic Assisted Intensive Leaching of Germanium from Germanium Concentrate Using HCl/NaOCl. Hydrometallurgy 2024, 230, 106385. [Google Scholar] [CrossRef]
- Bao, S.; Chen, B.; Zhang, Y.; Ren, L.; Xin, C.; Ding, W.; Yang, S.; Zhang, W. A Comprehensive Review on the Ultrasound-Enhanced Leaching Recovery of Valuable Metals: Applications, Mechanisms and Prospects. Ultrason. Sonochem. 2023, 98, 106525. [Google Scholar] [CrossRef]
- Lucas, H.; Stopic, S.; Xakalashe, B.; Ndlovu, S.; Friedrich, B. Synergism Red Mud-Acid Mine Drainage as a Sustainable Solution for Neutralizing and Immobilizing Hazardous Elements. Metals 2021, 11, 620. [Google Scholar] [CrossRef]
- Liu, Y.; Naidu, R. Hidden Values in Bauxite Residue (Red Mud): Recovery of Metals. Waste Manag. 2014, 34, 2662–2673. [Google Scholar] [CrossRef]
- Cavaliere, P. Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions Abatement. In Clean Ironmaking and Steelmaking Processes; Springer: Cham, Switzerland, 2019; pp. 1–37. [Google Scholar] [CrossRef]
- Rukini, A.; Rhamdhani, M.A.; Brooks, G.A.; Van den Bulck, A. Metals Production and Metal Oxides Reduction Using Hydrogen: A Review. J. Sustain. Metall. 2022, 8, 1–24. [Google Scholar] [CrossRef]
- Khanna, R.; Konyukhov, Y.; Zinoveev, D.; Jayasankar, K.; Burmistrov, I.; Kravchenko, M.; Mukherjee, P.S. Red Mud as a Secondary Resource of Low-Grade Iron: A Global Perspective. Sustainability 2022, 14, 1258. [Google Scholar] [CrossRef]
- Teplov, O.A.; Lainer, Y.A. Rate of the Reduction of the Iron Oxides in Red Mud by Hydrogen and Converted Gas. Russ. Metall. 2013, 2013, 25–32. [Google Scholar] [CrossRef]
- Kapelari, S.; Gamaletsos, P.N.; Van Der Donck, T.; Pontikes, Y.; Blanpain, B. H2-Based Processes for Fe and Al Recovery from Bauxite Residue (Red Mud): Comparing the Options. Mater. Proc. 2021, 5, 45. [Google Scholar] [CrossRef]
- Pilla, G.; Kapelari, S.V.; Hertel, T.; Blanpain, B.; Pontikes, Y. Hydrogen Reduction of Bauxite Residue and Selective Metal Recovery. Mater. Today Proc. 2022, 57, 705–710. [Google Scholar] [CrossRef]
- Ma, Y.; Souza Filho, I.R.; Bai, Y.; Schenk, J.; Patisson, F.; Beck, A.; van Bokhoven, J.A.; Willinger, M.G.; Li, K.; Xie, D.; et al. Hierarchical Nature of Hydrogen-Based Direct Reduction of Iron Oxides. Scr. Mater. 2022, 213, 114571. [Google Scholar] [CrossRef]
- Patterer, L.; Mayer, E.B.; Mráz, S.; Pöllmann, P.J.; Hans, M.; Primetzhofer, D.; Souza Filho, I.R.; Springer, H.J.; Schneider, J.M. Effect of Si on the Hydrogen-Based Direct Reduction of Fe2O3 Studied by XPS of Sputter-Deposited Thin-Film Model Systems. Scr. Mater. 2023, 233, 115515. [Google Scholar] [CrossRef]
- Jovičević-Klug, M.; Souza Filho, I.R.; Springer, H.; Adam, C.; Raabe, D. Green Steel from Red Mud through Climate-Neutral Hydrogen Plasma Reduction. Nature 2024, 625, 703–709. [Google Scholar] [CrossRef]
- Chen, G.; Tu, X.; Homm, G.; Weidenkaff, A. Plasma Pyrolysis for a Sustainable Hydrogen Economy. Nat. Rev. Mater. 2022, 7, 333–334. [Google Scholar] [CrossRef]
- Gardner, R. The kinetics of silica reduction in hydrogen. J. Solid State Chem. 1974, 9, 336–344. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, Y.; Ding, W.; Ding, W.; Lu, X.; Lu, X.; Guo, S.; Guo, S.; Xu, K.; Xu, K. Reduction of TiO2 with Hydrogen Cold Plasma in DC Pulsed Glow Discharge. Trans. Nonferrous Met. Soc. China 2005, 15, 594–599. [Google Scholar]
- Souza Filho, I.R.; da Silva, A.K.; Büyükuslu, Ö.K.; Raabe, D.; Springer, H. Sustainable Ironmaking Toward a Future Circular Steel Economy: Exploiting a Critical Oxygen Concentration for Metallurgical Cu Removal from Scrap-Based Melts. Steel Res. Int. 2024, 95, 2300785. [Google Scholar] [CrossRef]
- Souza Filho, I.R.; Ma, Y.; Raabe, D.; Springer, H. Fundamentals of Green Steel Production: On the Role of Gas Pressure During Hydrogen Reduction of Iron Ores. JOM 2023, 75, 2274–2286. [Google Scholar] [CrossRef]
- Souza Filho, I.R.; Ma, Y.; Kulse, M.; Ponge, D.; Gault, B.; Springer, H.; Raabe, D. Sustainable Steel through Hydrogen Plasma Reduction of Iron Ore: Process, Kinetics, Microstructure, Chemistry. Acta Mater. 2021, 213, 116971. [Google Scholar] [CrossRef]
- Stopic, S.; Kostić, D.; Schneider, R.; Sievers, M.; Wegmann, F.; Emil Kaya, E.; Perušić, M.; Friedrich, B. Recovery of Titanium from Red Mud Using Carbothermic Reduction and High Pressure Leaching of the Slag in an Autoclave. Minerals 2024, 14, 1151. [Google Scholar] [CrossRef]
- Pineau, A.; Kanari, N.; Gaballah, I. Kinetics of Reduction of Iron Oxides by H2: Part I: Low Temperature Reduction of Hematite. Thermochim Acta 2006, 447, 89–100. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | Leaching Efficiency (%) | Used Material with Ti-Content | Acid | Conc. | Solid to Liquid Ratio S/L | T | |
|---|---|---|---|---|---|---|---|
| Material | Ti (wt.%) | [mol/L] | °C | ||||
| [23] | 38 | Slag (Reduction with C) | 12.8 | H2SO4 | 3 | 1/10 | 90 |
| [24] | <70 | Slag (Reduction with C) | 4.1 | H2SO4 | 1.5 | 1/50 | 90 |
| <70 | Slag (Reduction with C) | 4,1 | HNO3 | 3 | 1/50 | 90 | |
| <70 | Slag (Reduction with C) | 4.1 | HCl | 3 | 1/50 | 90 | |
| [7] | 64.5 | Bauxite residue | 4.3 | H2SO4 | 3 | 1/20 | 60 |
| [25] | 69.0 | Bauxite residue | 3.4 | H2SO4 | 4 | 1/50 | 70 |
| [22] | 91.0 | Bauxite residue | 2.6 | H2SO4 H2O2 | 2.5 2.5 | 1/10 | 90 |
| [26] | 59.8 | Bauxite residue | 2.6 | HCl | 4 | 1/50 | 70 |
| 67.3 | Bauxite residue | 2.6 | H2SO4 | 4 | 1/50 | 70 | |
| [27] | 96.3 | Bauxite residue | 2.9 | H2SO4 | 2 | 1/25 | 90 |
| Percent (%) | Fe2O3 | Al2O3 | CaO | SiO2 | TiO2 | Na2O | Cr2O3 | Sc (ppm) |
|---|---|---|---|---|---|---|---|---|
| Germany | 35.3 | 15.7 | 6.7 | 14.0 | 11.4 | 8.9 | 0.2 | 86 |
| Greece | 44.0 | 23.0 | 10.2 | 5.5 | 5.6 | 1.8 | 0.3 | 122 |
| Republic of Srpska (B&H) | 49.3 | 12.0 | 8.2 | 10.5 | 4.6 | 2.5 | 0.13 | 76 |
| Compounds | % | Compounds | % |
|---|---|---|---|
| Ignition loss at 1000 °C | 8.32 | Ga2O3 | 0.225 |
| SiO2 | 10.52 | CuO | 0.007 |
| Fe2O3 | 49.29 | K2O | 0.159 |
| Na2O | 2.45 | Tl2O3 | 0.088 |
| TiO2 | 4.59 | MnO | 0.145 |
| CaO | 8.23 | MgO | 0.627 |
| Al2O3 | 12.03 | NiO | 0.034 |
| Ag2O | 0.001 | PbO | 0.019 |
| BaO | 0.014 | P2O5 | 0.930 |
| Cr2O3 | 0.133 | ZnO | 0.016 |
| Sc2O3 | 0.011 | V2O5 | 0.135 |
| Co2O3 | 0.012 | SrO | 0.075 |
| Content | Pr | Sc | Y | La | Ce | Nd | Total |
|---|---|---|---|---|---|---|---|
| ppm | 12 | 76 | 133 | 114 | 250 | 96 | 700 |
| Content (ppm) | Al | Co | Ga | Ti |
|---|---|---|---|---|
| 5 min | 218 | 264 | 89 | 68 |
| 10 min | 2200 | 287 | 106 | 954 |
| 15 min | 4000 | 244 | 112 | 1800 |
| Content ppm | Pr | Sc | Y | La | Ce | Nd |
| BR | 12 | 76 | 113 | 114 | 250 | 96 |
| Slag | 129 | 150 | 317 | 330 | 600 | 224 |
| Metal | 135 | <50 | <50 | <50 | <50 | 335 |
| Weigth% | Fe | Al | Si | Ti | Ca | Na | V | Mg |
|---|---|---|---|---|---|---|---|---|
| Red mud | 34.50 | 6.36 | 4.9 | 2.75 | 5.89 | 1.81 | 0.075 | 0.38 |
| Slag | 23.1 | 12.2 | 7.38 | 5.76 | 13.9 | 1.91 | 0.14 | 0.69 |
| Metal | 99.5 | 0.22 | 0.34 | 0.10 | 0.20 | 0.16 | 0.0008 | 0.06 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stopic, S.; Schneider, R.; Kostić, D.; Filho, I.R.S.; Perušić, M.; Emil-Kaya, E.; Friedrich, B. Combined Decarbonizing Technologies for Treatment of Bauxite Residues. Waste 2025, 3, 11. https://doi.org/10.3390/waste3020011
Stopic S, Schneider R, Kostić D, Filho IRS, Perušić M, Emil-Kaya E, Friedrich B. Combined Decarbonizing Technologies for Treatment of Bauxite Residues. Waste. 2025; 3(2):11. https://doi.org/10.3390/waste3020011
Chicago/Turabian StyleStopic, Srecko, Richard Schneider, Duško Kostić, Isnaldi R. Souza Filho, Mitar Perušić, Elif Emil-Kaya, and Bernd Friedrich. 2025. "Combined Decarbonizing Technologies for Treatment of Bauxite Residues" Waste 3, no. 2: 11. https://doi.org/10.3390/waste3020011
APA StyleStopic, S., Schneider, R., Kostić, D., Filho, I. R. S., Perušić, M., Emil-Kaya, E., & Friedrich, B. (2025). Combined Decarbonizing Technologies for Treatment of Bauxite Residues. Waste, 3(2), 11. https://doi.org/10.3390/waste3020011