
Understanding Powder Behavior in Continuous Feeding: Powder Densification and Screw Layering

 , , ,
, , ,  and
and
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Material Characteristics
2.2.1. Particle Size Distribution Measurements
2.2.2. Bulk and Tapped Density Measurements
2.2.3. Ring Shear Testing
2.3. Blend Preparation
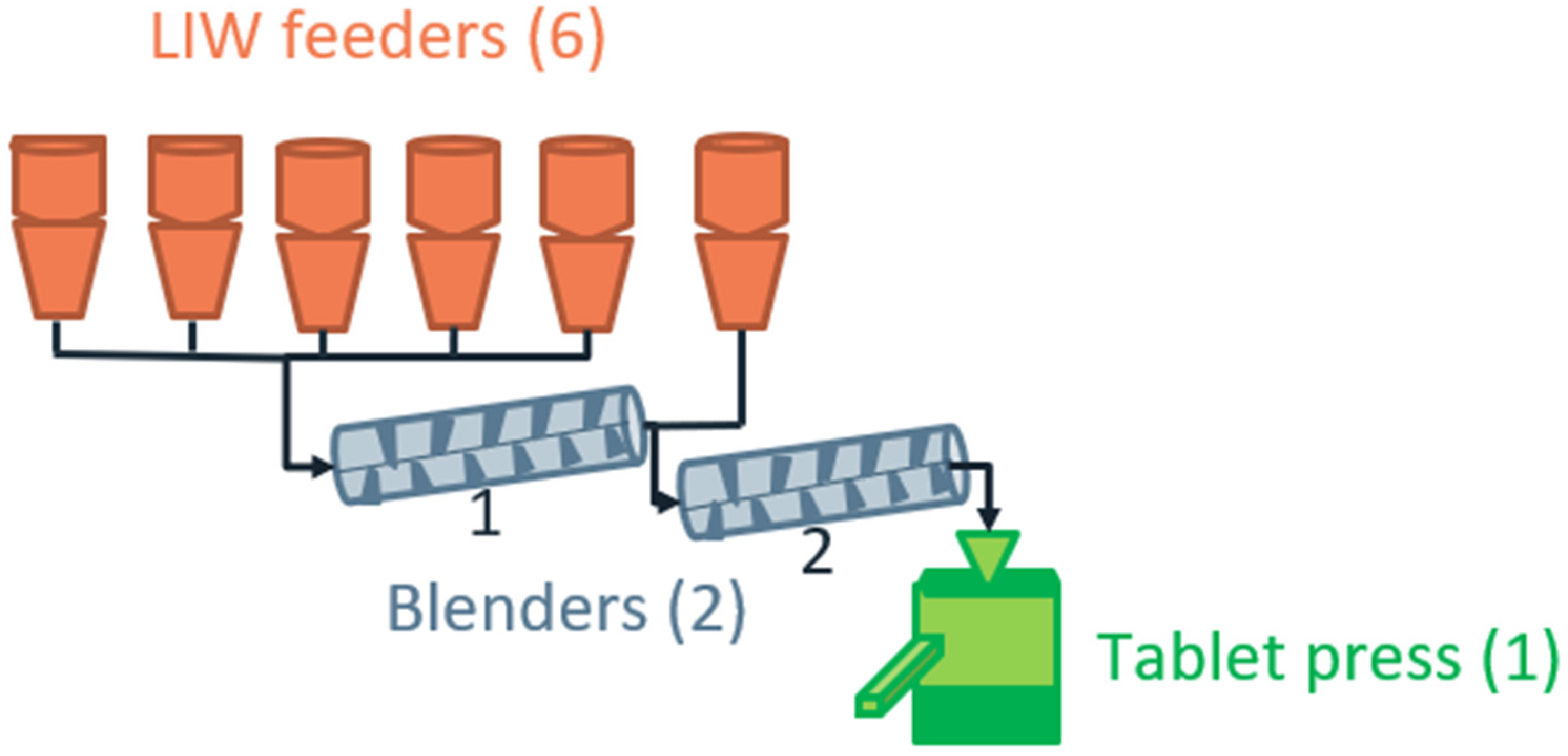
2.4. Equipment
2.5. Loss-in-Weight Feeder: GEA® Twin Screw Feeder
2.6. Experimental Plan, Data Collection and Processing
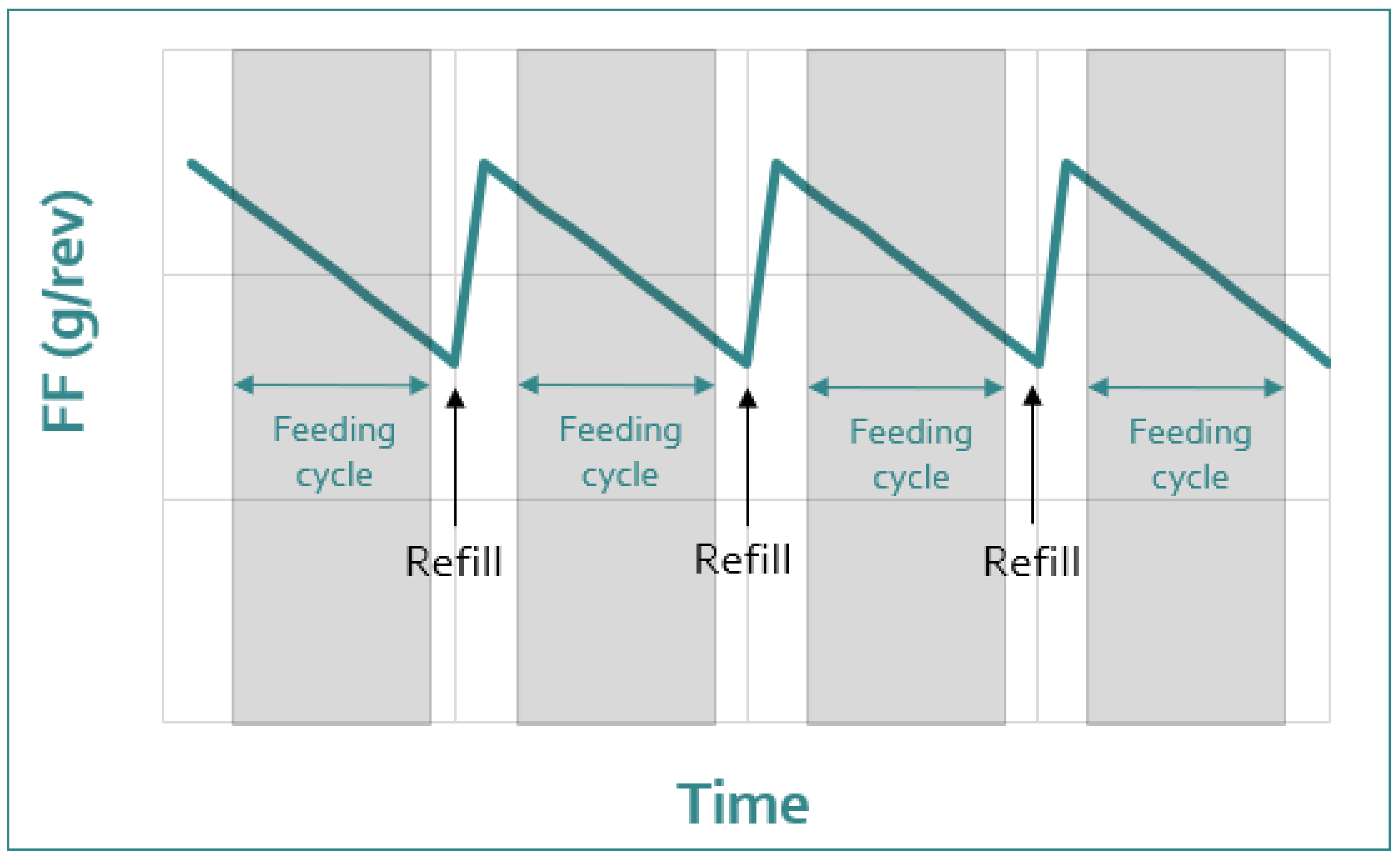
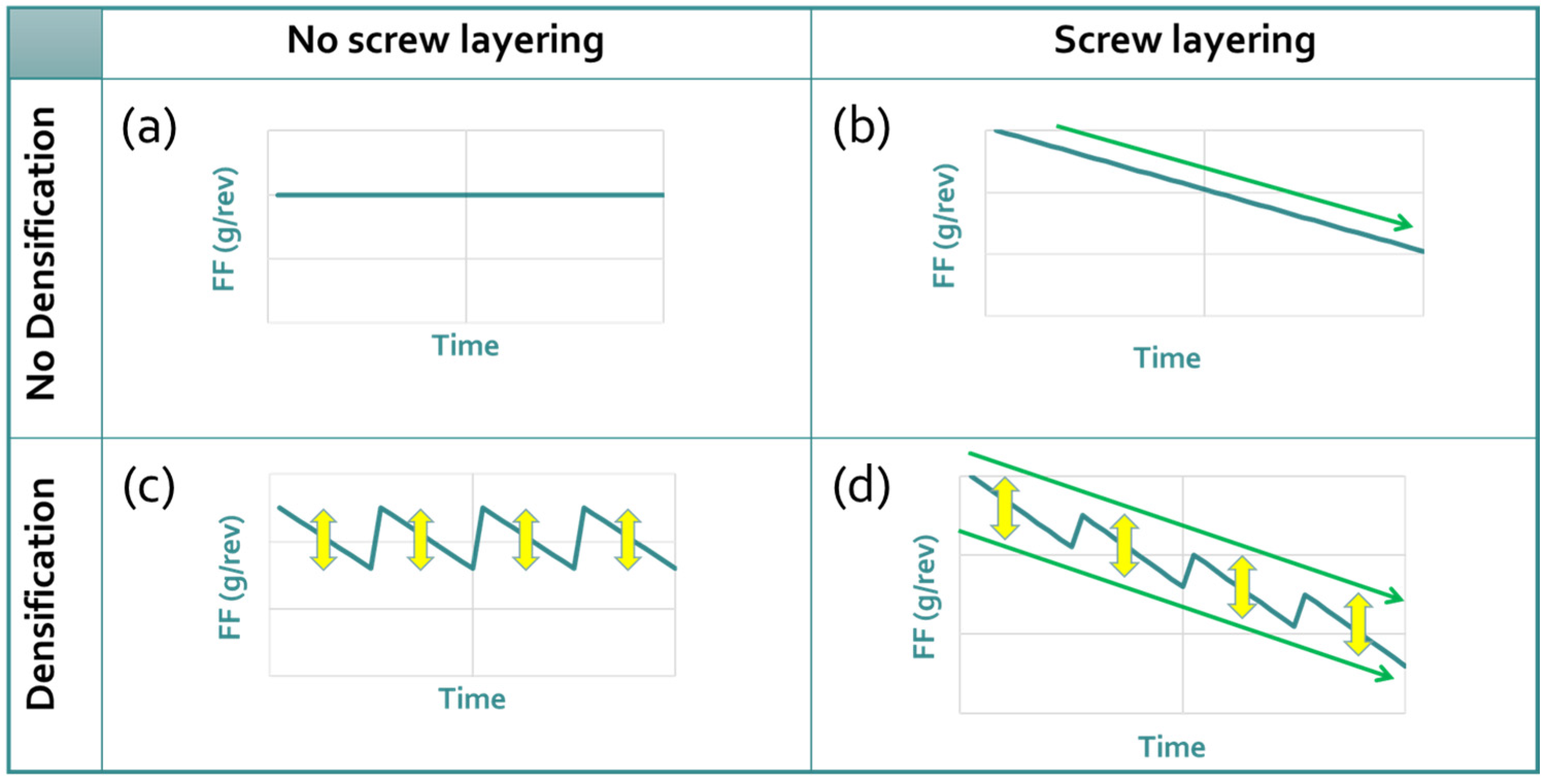
2.6.1. Quantifying Densification and Screw Layering
3. Results and Discussion
3.1. Material Properties
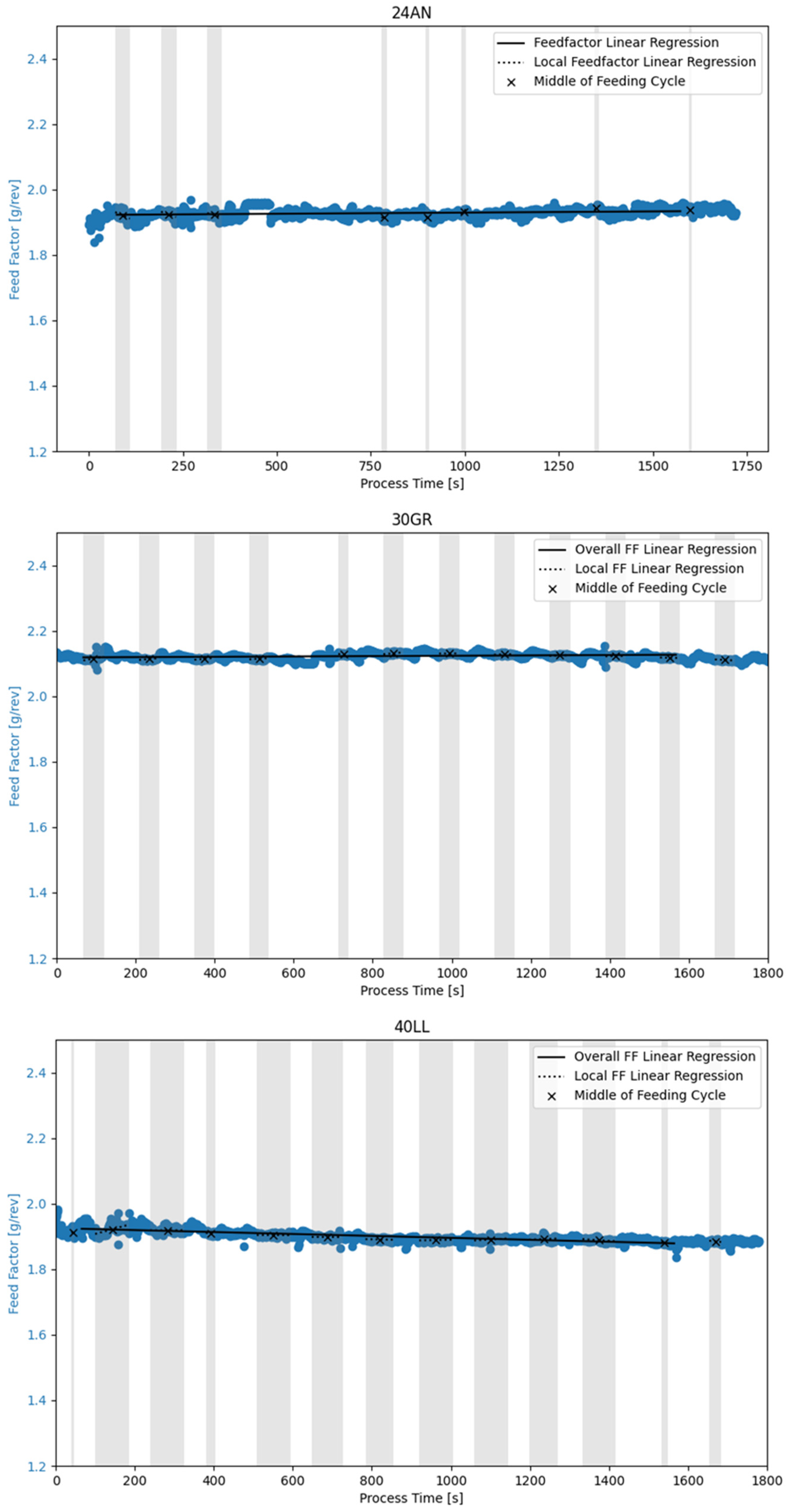
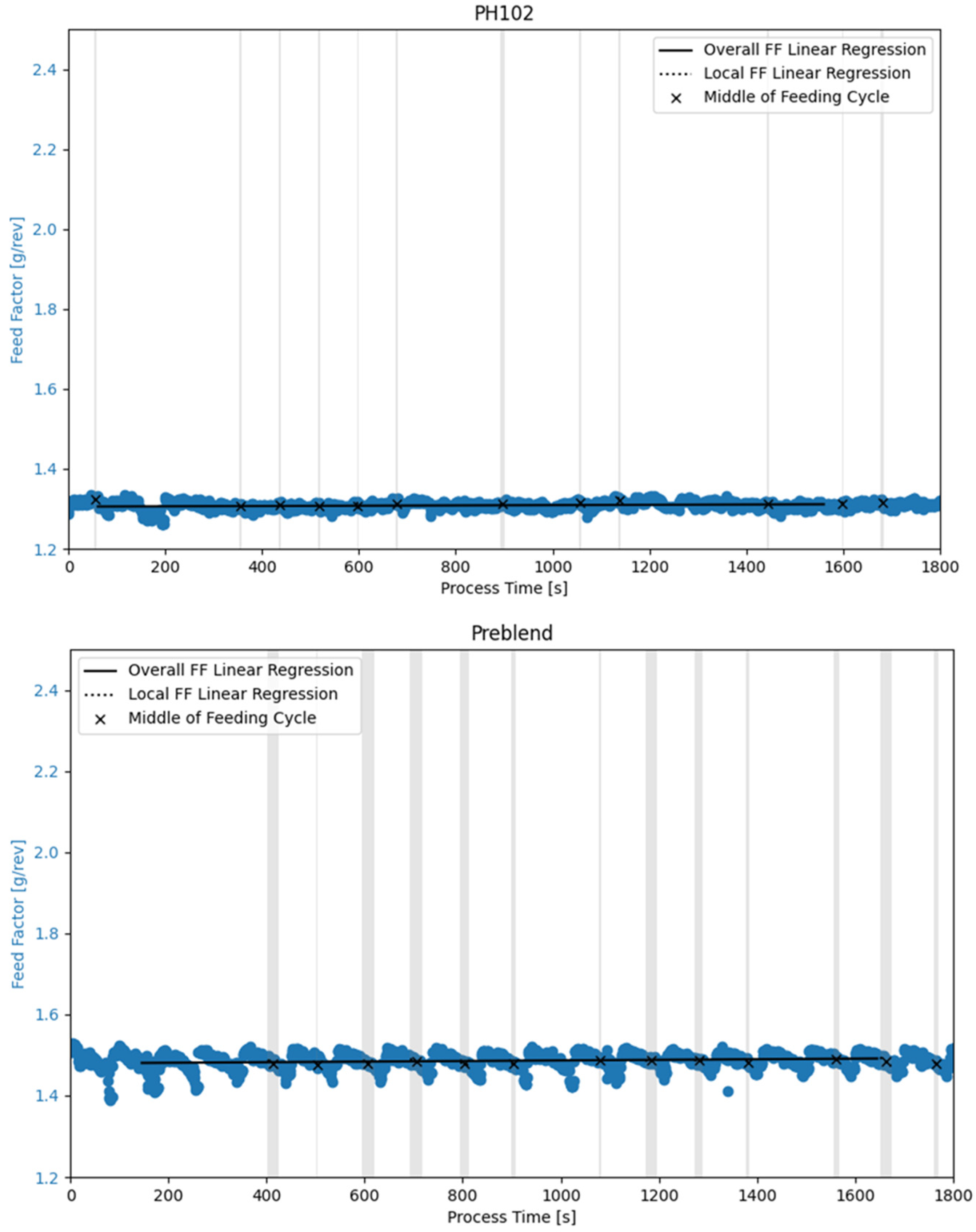
3.2. Feeding Performance
3.3. Detection of Screw Layering and Densification
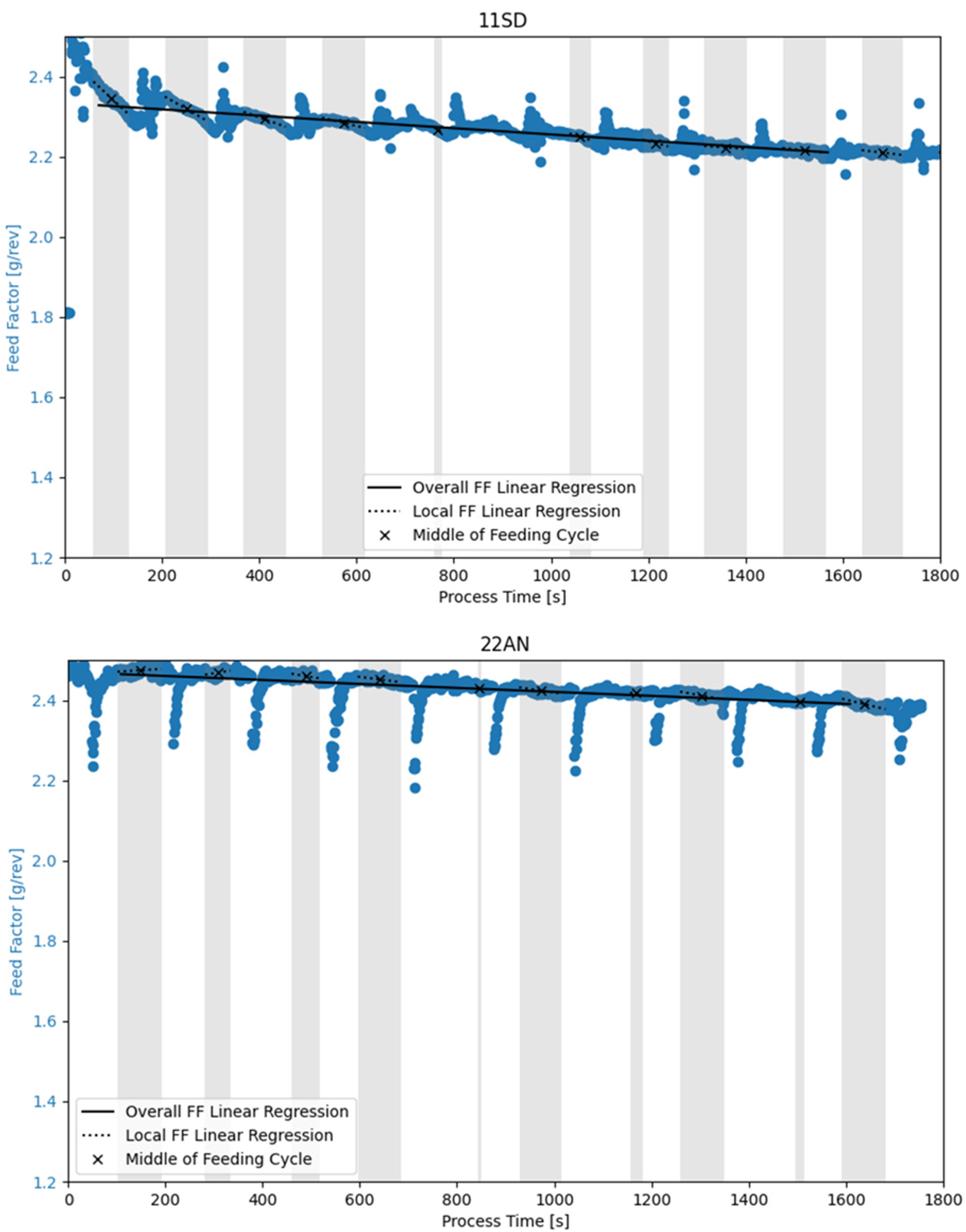
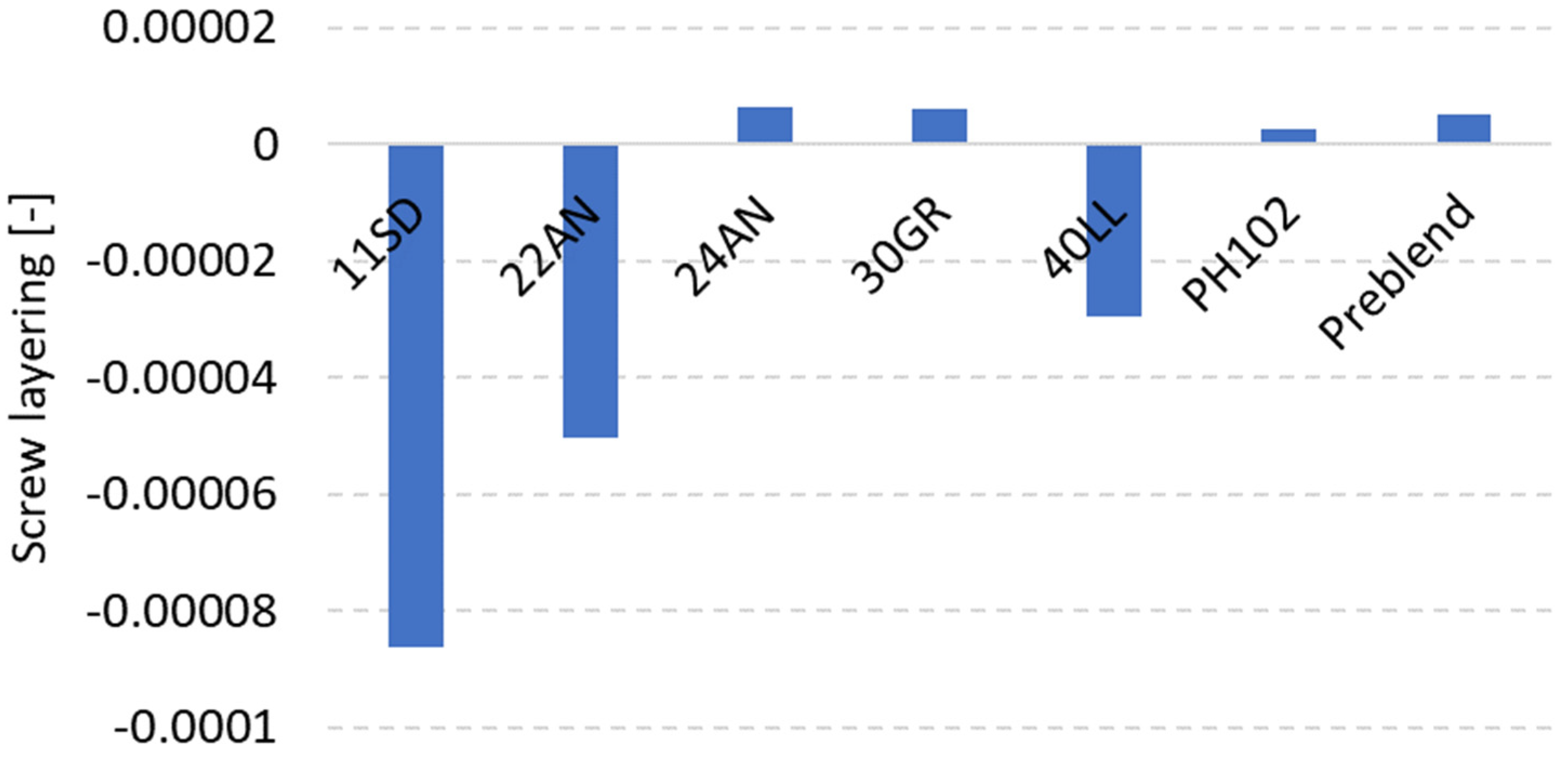
3.4. Quantification of Screw Layering and Densification
4. Summary and Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- FDA. Quality Considerations for Continuous Manufacturing Guidance for Industry. 2019; pp. 1–27. Available online: https://www.fda.gov/Drugs/GuidanceComplianceRegulatoryInformation/Guidances/default.htm (accessed on 1 August 2024).
- FDA. Advancement of Emerging Technology Applications for Pharmaceutical Innovation and Modernization Guidance for Industry. 2017; pp. 1–8. Available online: http://www.fda.gov/Drugs/GuidanceComplianceRegulatoryInformation/Guidances/default.htm (accessed on 1 August 2024).
- FDA. Guidance for Industry, PAT—A Framework for Innovative Pharmaceutical Development, Manufacturing and Quality Assurance. 2004. Available online: http://www.fda.gov/downloads/Drugs/GuidanceComplianceRegulatoryInformation/Guidances/ucm070305.pdf (accessed on 1 August 2024).
- Fisher, A.C.; Liu, W.; Schick, A.; Ramanadham, M.; Chatterjee, S.; Brykman, R.; Lee, S.L.; Kozlowski, S.; Boam, A.B.; Tsinontides, S.C.; et al. An audit of pharmaceutical continuous manufacturing regulatory submissions and outcomes in the US. Int. J. Pharm. 2022, 622, 121778. [Google Scholar] [CrossRef] [PubMed]
- Lee, S.L.; O’Connor, T.F.; Yang, X.; Cruz, C.N.; Chatterjee, S.; Madurawe, R.D.; Moore, C.M.V.; Yu, L.X. Modernizing Pharmaceutical Manufacturing: From Batch to Continuous Production. J. Pharm. Innov. 2015, 10, 191–199. [Google Scholar] [CrossRef]
- Rossi, C.V. A Comparative Investment Analysis of Batch Versus Continuous Pharmaceutical Manufacturing Technologies. J. Pharm. Innov. 2022, 17, 1373–1391. [Google Scholar] [CrossRef]
- Badman, C.; Cooney, C.L.; Florence, A.; Konstantinov, K.; Krumme, M.; Mascia, S.; Nasr, M.; Trout, B.L. Why We Need Continuous Pharmaceutical Manufacturing and How to Make It Happen. J. Pharm. Sci. 2019, 108, 3521–3523. [Google Scholar] [CrossRef] [PubMed]
- Markl, D.; Warman, M.; Dumarey, M.; Bergman, E.L.; Folestad, S.; Shi, Z.; Manley, L.F.; Goodwin, D.J.; Zeitler, J.A. Review of real-time release testing of pharmaceutical tablets: State-of-the art, challenges and future perspective. Int. J. Pharm. 2020, 582, 119353. [Google Scholar] [CrossRef] [PubMed]
- PA. Technology. Guideline on Real Time Release Testing (Formerly Guideline on Parametric Release) Guideline on Real Time Release Testing (Formerly Guideline on Parametric Release) Table of Contents. 2012, Volume 44, pp. 1–10. Available online: https://www.gmp-compliance.org/ (accessed on 1 August 2024).
- Kim, E.J.; Kim, J.H.; Kim, M.; Jeong, S.H.; Choi, D.H. Process Analytical Technology Tools for Monitoring Pharmaceutical Unit Operations: A Control Strategy for Continuous Process Verification. Pharmaceutics 2021, 13, 919. [Google Scholar] [CrossRef]
- Panzitta, M.; Calamassi, N.; Sabatini, C.; Grassi, M.; Spagnoli, C.; Vizzini, V.; Ricchiuto, E.; Venturini, A.; Brogi, A.; Brassier Font, J.; et al. Spectrophotometry and pharmaceutical PAT/RTRT: Practical challenges and regulatory landscape from development to product lifecycle. Int. J. Pharm. 2021, 601, 120551. [Google Scholar] [CrossRef] [PubMed]
- Schaber, S.D.; Gerogiorgis, D.I.; Ramachandran, R.; Evans, J.M.B.; Barton, I.; Trout, B.L. Economic analysis of integrated continuous and batch pharmaceutical manufacturing: A case study. Ind. Eng. Chem. Res. 2011, 50, 10083–10092. [Google Scholar] [CrossRef]
- Nasr, M.M.; Krumme, M.; Matsuda, Y.; Trout, B.L.; Badman, C.; Mascia, S.; Cooney, C.L.; Jensen, K.D.; Florence, A.; Johnston, C.; et al. Regulatory Perspectives on Continuous Pharmaceutical Manufacturing: Moving from Theory to Practice: September 26–27, 2016, International Symposium on the Continuous Manufacturing of Pharmaceuticals. J. Pharm. Sci. 2017, 106, 3199–3206. [Google Scholar] [CrossRef]
- Fathollahi, S.; Faulhammer, E.; Glasser, B.J.; Khinast, J.G. Impact of powder composition on processing-relevant properties of pharmaceutical materials: An experimental study. Adv. Powder Technol. 2020, 31, 2991–3003. [Google Scholar] [CrossRef]
- Fathollahi, S.; Kruisz, J.; Sacher, S.; Rehrl, J.; Escotet-Espinoza, M.S.; DiNunzio, J.; Glasser, B.J.; Khinast, J.G. Development of a Controlled Continuous Low-Dose Feeding Process. AAPS PharmSciTech 2021, 22, 247. [Google Scholar] [CrossRef] [PubMed]
- Moghtadernejad, S.; Escotet-Espinoza, M.S.; Oka, S.; Singh, R.; Liu, Z.; Román-Ospino, A.D.; Li, T.; Razavi, S.; Panikar, S.; Scicolone, J.; et al. A Training on: Continuous Manufacturing (Direct Compaction) of Solid Dose Pharmaceutical Products. J. Pharm. Innov. 2018, 13, 155–187. [Google Scholar] [CrossRef]
- Fathollahi, S.; Sacher, S.; Escotet-espinoza, M.S.; Dinunzio, J.; Khinast, J.G. Performance Evaluation of a High-Precision Low-Dose Powder Feeder. AAPS PharmSciTech 2020, 21, 301. [Google Scholar] [CrossRef]
- Blackshields, C.A.; Crean, A.M. Continuous powder feeding for pharmaceutical solid dosage form manufacture: A short review. Pharm. Dev. Technol. 2018, 23, 554–560. [Google Scholar] [CrossRef]
- Janssen, P.H.M.; Fathollahi, S.; Bekaert, B.; Vanderroost, D.; Roelofs, T.; Vanhoorne, V.; Vervaet, C.; Dickhoff, B.H.J. Impact of material properties and process parameters on tablet quality in a continuous direct compression line. Powder Technol. 2023, 424, 118520. [Google Scholar] [CrossRef]
- Bekaert, B.; Janssen, P.H.M.; Fathollahi, S.; Vanderroost, D.; Roelofs, T.; Dickhoff, B.H.J.; Vervaet, C.; Vanhoorne, V. Batch vs. continuous direct compression—A comparison of material processability and final tablet quality. Int. J. Pharm. 2024, 2023, 100226. [Google Scholar] [CrossRef]
- Janssen, P.H.M.; Kulkarni, S.S.; Torrecillas, C.M.; Tegel, F.; Weinekötter, R.; Meir, B.; Bastiaan, H.J. Dickhoff. Effect of batch-to-batch variation of spray dried lactose on the performance of feeders. Powder Technol. 2022, 409, 117776. [Google Scholar] [CrossRef]
- Engisch, W.E.; Muzzio, F.J. Method for characterization of loss-in-weight feeder equipment. Powder Technol. 2012, 228, 395–403. [Google Scholar] [CrossRef]
- Bekaert, B.; Penne, L.; Grymonpré, W.; Van Snick, B.; Dhondt, J.; Boeckx, J.; Vogeleer, J.; De Beer, T.; Vervaet, C.; Vanhoorne, V. Determination of a quantitative relationship between material properties, process settings and screw feeding behavior via multivariate data-analysis. Int. J. Pharm. 2021, 602, 120603. [Google Scholar] [CrossRef]
- Van Snick, B.; Kumar, A.; Verstraeten, M.; Pandelaere, K.; Dhondt, J.; Di Pretoro, G.; De Beer, T.; Vervaet, C.; Vanhoorne, V. Impact of material properties and process variables on the residence time distribution in twin screw feeding equipment. Int. J. Pharm. 2019, 556, 200–216. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Li, T.; Muzzio, F.J.; Glasser, B.J. Predicting feeder performance based on material flow properties. Powder Technol. 2017, 308, 135–148. [Google Scholar] [CrossRef]
- Menth, J.; Maus, M.; Wagner, K.G. Continuous twin screw granulation and fluid bed drying: A mechanistic scaling approach focusing optimal tablet properties. Int. J. Pharm. 2020, 586, 119509. [Google Scholar] [CrossRef] [PubMed]
- Hsiao, W.K.; Hörmann, T.R.; Toson, P.; Paudel, A.; Ghiotti, P.; Stauffer, F.; Bauer, F.; Lakio, S.; Behrend, O.; Maurer, R.; et al. Feeding of particle-based materials in continuous solid dosage manufacturing: A material science perspective. Drug Discov. Today 2020, 25, 800–806. [Google Scholar] [CrossRef]
- Hörmann-Kincses, T.R.; Beretta, M.; Kruisz, J.; Stauffer, F.; Birk, G.; Piccione, P.M.; Holman, J.; Khinast, J.G. Predicting powder feedability: A workflow for assessing the risk of flow stagnation and defining the operating space for different powder-feeder combinations. Int. J. Pharm. 2022, 629, 122364. [Google Scholar] [CrossRef]
- Beretta, M.; Kruisz, J.; Hörmann, T.R.; Viktoria, K.; Meishan, M.; Majid, G. Assessment of Tribo—Charging and Continuous Feeding Performance of Direct Compression Grades of Isomalt and Mannitol Powders. AAPS PharmSciTech 2023, 24, 91. [Google Scholar] [CrossRef] [PubMed]
- Beretta, M.; Hörmann, T.R.; Hainz; Hsiao, W.K.; Paudel, A. Investigation into powder tribo-charging of pharmaceuticals. Part I: Process-induced charge via twin-screw feeding. Int. J. Pharm. 2020, 591, 120014. [Google Scholar] [CrossRef] [PubMed]
- Bekaert, B.; Van Snick, B.; Pandelaere, K.; Dhondt, J.; Di Pretoro, G.; De Beer, T.; Vervaet, C.; Vanhoorne, V. In-depth analysis of the long-term processability of materials during continuous feeding. Int. J. Pharm. 2022, 614, 121454. [Google Scholar] [CrossRef]
- Bostijn, N.; Dhondt, J.; Ryckaert, A.; Szabó, E.; Dhondt, W.; Van Snick, B.; Vanhoorne, V.; Vervaet, C.; De Beer, T. A multivariate approach to predict the volumetric and gravimetric feeding behavior of a low feed rate feeder based on raw material properties. Int. J. Pharm. 2019, 557, 342–353. [Google Scholar] [CrossRef]
- Engisch, W.E.; Muzzio, F.J. Feedrate deviations caused by hopper refill of loss-in-weight feeders. Powder Technol. 2015, 283, 389–400. [Google Scholar] [CrossRef]
- Engisch, W.E.; Muzzio, F.J. Loss-in-Weight Feeding Trials Case Study: Pharmaceutical Formulation. J. Pharm. Innov. 2014, 10, 56–75. [Google Scholar] [CrossRef]
- Jones-Salkey, O.; Chu, Z.; Ingram, A.; Windows-Yule, C.R.K. Reviewing the Impact of Powder Cohesion on Continuous Direct Compression (CDC) Performance. Pharmaceutics 2023, 15, 1587. [Google Scholar] [CrossRef]
- Johanson, J. Modular Mass-Flow Bin. U.S. Patent 4,958,741, 25 September 1990. Available online: https://patents.google.com/patent/US4958741A/en (accessed on 19 August 2024).
- Fernandez, J.W.; Cleary, W.; McBride, W. Effect of screw design on hopper drawdown of spherical particles in a horizontal screw feeder. Chem. Eng. Sci 2011, 66, 5585–5601. [Google Scholar] [CrossRef]
- Li, X.; Hou, Q.; Dong, K.; Zou, R.; Yu, A. Promote cohesive solid flow in a screw feeder with new screw designs. Powder Technol. 2020, 361, 248–257. [Google Scholar] [CrossRef]
- Motaln, M.; Lerher, T. Innovative Approaches to Wear Reduction in Horizontal Powder Screw Conveyors: A Design of Experiments-Guided Numerical Study. Appl. Sci. 2024, 14, 3064. [Google Scholar] [CrossRef]
- Fathollahi, S.; Demiri, V.; Hörmann-Kincses, T.; Maljuric, S.; Massoner, J.; Mehos, G.; Khinast, J.G. Improving Continuous Loss-in-weight Feeding Accuracy by a Novel Hopper Design. J. Pharm. Innov. 2024, 19, 57. [Google Scholar] [CrossRef]
- Eilbeck, J.; Rowley, G.; Carter, A.; Fletcher, E.J. Effect of contamination of pharmaceutical equipment on powder triboelectrification. Int. J. Pharm. 2000, 195, 7–11. [Google Scholar] [CrossRef]
- Holman, J.; Tantuccio, A.; Palmer, J.; Van Doninck, T.; Meyer, R. A very boring 120 h: 15 million tablets under a continuous state of control. Powder Technol. 2021, 382, 208–231. [Google Scholar] [CrossRef]
- Yadav, I.K.; Holman, J.; Meehan, E.; Tahir, F.; Khoo, J.; Taylor, J.; Benedetti, A.; Aderinto, O.; Bajwa, G. Influence of material properties and equipment configuration on loss-in- weight feeder performance for drug product continuous manufacture. Powder Technol. 2019, 348, 126–137. [Google Scholar] [CrossRef]
- Tahir, F.; Palmer, J.; Khoo, J.; Holman, J.; Yadav, I.K.; Reynolds, G.; Meehan, E.; Mitchell, A.; Bajwa, G. Development of feed factor prediction models for loss-in-weight powder feeders. Powder Technol. 2019, 364, 1025–1038. [Google Scholar] [CrossRef]
- Bisong, E. NumPy. In Building Machine Learning and Deep Learning Models on Google Cloud Platform; Apress: Berkeley, CA, USA, 2019. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Excipient Name | Manufacturer | Material Type | Abbreviation |
|---|---|---|---|
| SuperTab® 11SD | DFE Pharma (Germany) | Spray-dried lactose | 11SD |
| SuperTab® 22AN | DFE Pharma (Germany) | Anhydrous lactose | 22AN |
| SuperTab® 24AN | DFE Pharma (Germany) | Granulated anhydrous lactose | 24AN |
| SuperTab® 30GR | DFE Pharma (Germany) | Granulated lactose monohydrate | 30GR |
| SuperTab® 40LL | DFE Pharma (Germany) | Co-processed lactose-lactitol | 40LL |
| Pharmacel® 102 | DFE Pharma (Germany) | Microcrystalline cellulose | PH102 |
| Material | d10 (µm) | d50 (µm) | d90 (µm) | Bulk (Poured) Density (g/cm3) | Tapped Density (g/cm3) | Hausner Ratio (-) | ffc @4 kPa (-) | Moisture Content (% w/w) * |
|---|---|---|---|---|---|---|---|---|
| 11SD | 44 | 119 | 223 | 0.63 | 0.75 | 1.19 | 17 | 0.2 |
| 22AN | 47 | 203 | 395 | 0.68 | 0.80 | 1.17 | 15 | 0.1 |
| 24AN | 37 | 121 | 298 | 0.54 | 0.68 | 1.25 | 13 | 0.1 |
| 30GR | 38 | 126 | 297 | 0.63 | 0.78 | 1.24 | 17 | 0.1 |
| 40LL | 80 | 180 | 350 | 0.54 | 0.65 | 1.20 | 16 | 0.0 |
| PH102 | 30 | 87 | 200 | 0.33 | 0.46 | 1.39 | 7 | 4.0 |
| Material | Overall Average MF (kg/h) | Overall Average MF RSD (%) | Overall Average FF (g/rev) | Overall Average FFRSD (%) |
|---|---|---|---|---|
| 11SD | 18.8 | 1.1 | 2.3 | 1.9 |
| 22AN | 18.8 | 1.2 | 2.4 | 1.6 |
| 24AN | 18.8 | 0.9 | 1.9 | 0.6 |
| 30GR | 18.8 | 0.3 | 2.1 | 0.4 |
| 40LL | 18.8 | 0.9 | 1.9 | 0.9 |
| PH102 | 18.8 | 1.0 | 1.3 | 0.7 |
| Preblend | 18.8 | 1.3 | 1.5 | 1.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fathollahi, S.; Janssen, P.H.M.; Bekaert, B.; Vanderroost, D.; Vanhoorne, V.; Dickhoff, B.H.J. Understanding Powder Behavior in Continuous Feeding: Powder Densification and Screw Layering. Powders 2024, 3, 482-499. https://doi.org/10.3390/powders3040026
Fathollahi S, Janssen PHM, Bekaert B, Vanderroost D, Vanhoorne V, Dickhoff BHJ. Understanding Powder Behavior in Continuous Feeding: Powder Densification and Screw Layering. Powders. 2024; 3(4):482-499. https://doi.org/10.3390/powders3040026
Chicago/Turabian StyleFathollahi, Sara, Pauline H. M. Janssen, Bram Bekaert, Dirk Vanderroost, Valerie Vanhoorne, and Bastiaan H. J. Dickhoff. 2024. "Understanding Powder Behavior in Continuous Feeding: Powder Densification and Screw Layering" Powders 3, no. 4: 482-499. https://doi.org/10.3390/powders3040026
APA StyleFathollahi, S., Janssen, P. H. M., Bekaert, B., Vanderroost, D., Vanhoorne, V., & Dickhoff, B. H. J. (2024). Understanding Powder Behavior in Continuous Feeding: Powder Densification and Screw Layering. Powders, 3(4), 482-499. https://doi.org/10.3390/powders3040026