
Different Susceptibilities of Wheat Straw and Corn Stover to Mechanical Pretreatment for Biomethane Production

Abstract
1. Introduction
2. Materials and Methods
2.1. Raw Materials
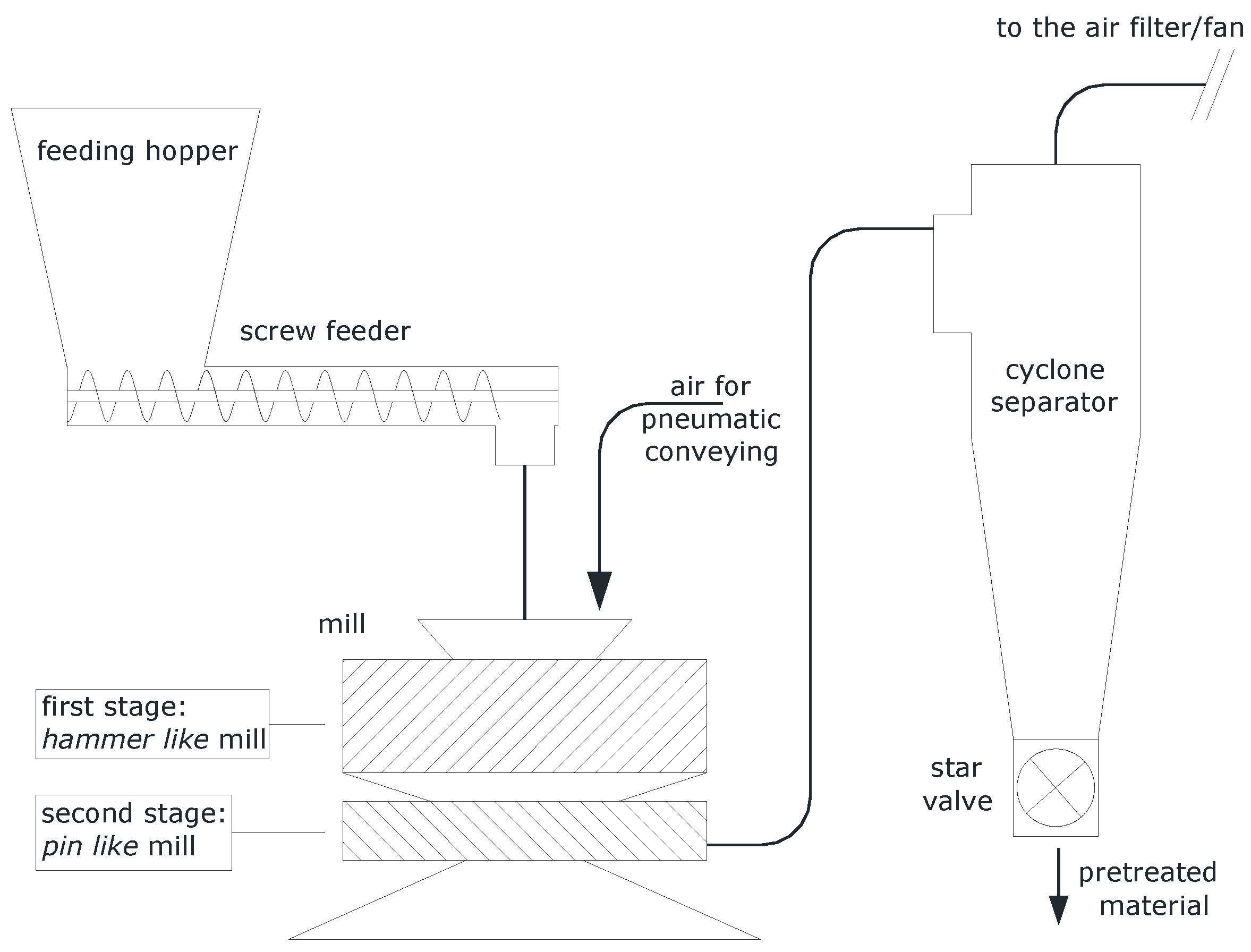
2.2. Pretreatment
2.3. Chemical Composition Analysis
2.4. Particle Size Distribution
2.5. Anaerobic Digestion
3. Results
3.1. Characterization of the Biomasses
3.2. Methane Yield and Biogas Composition
3.3. Specific Energy Requirement
3.4. Energy Data Analysis
4. Discussion

{kind=link}
{kind=link}
{kind=link}
| Pretreatment equipment cost | EUR 75,000 |
| Installation [49] | 32% of capital cost |
| Maintenance [49] | 18% of capital cost |
| Working period | 2000 h/y |
| Pretreated straw | 2400 t/y |
| Capital depreciation period | 15 y |
| Interest rate | 6% |
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- European Commission. Communication from the Commission to the European Parliament, the Council and the European Economic and Social Committee of the Regions—The European Green Deal; European Commission: Brussels, Belgium, 2019. [Google Scholar]
- European Commission. Communication from the Commission to the European Parliament, the Council and the European Economic and Social Committee of the Regions on an EU Strategy to Reduce Methane Emissions; European Commission: Brussels, Belgium, 2020. [Google Scholar]
- European Commission. Communication from the Commission to the European Parliament, the Council and the European Economic and social Committee of the Regions—Powering a Climate-Neutral Economy: An EU strategy for energy system integration; European Commission: Brussels, Belgium, 2020. [Google Scholar]
- Deublein, D.; Steinhauser, A. Biogas from Waste and Renewable Resources: An Introduction; John Wiley & Sons: Hoboken, NJ, USA, 2011. [Google Scholar]
- European Biomethane Association. EBA Statistical Report 2023. Available online: https://www.europeanbiogas.eu/eba-statistical-report-2023/ (accessed on 14 May 2024).
- de Wit, M.; Faaij, A. European biomass resource potential and costs. Biomass Bioenerg. 2010, 34, 188–202. [Google Scholar] [CrossRef]
- Thorenz, A.; Wietsche, L.; Stind, D.; Tuma, A. Assessment of agroforestry residue potentials for the bioeconomy in the European Union. J. Clean. Prod. 2018, 176, 348–359. [Google Scholar] [CrossRef] [PubMed]
- Cherubini, F.; Ulgiati, S. Crop residues as raw materials for biorefinery systems—A LCA case study. Appl. Energy 2010, 87, 47–57. [Google Scholar] [CrossRef]
- Adani, F.; Papa, G.; Schievano, A.; Cardinale, G.; D’Imporzano, G.; Tambone, F. Nanoscale structure of the cell wall protecting cellulose from enzyme attack. Environ. Sci. Technol. 2022, 45, 1107–1113. [Google Scholar] [CrossRef]
- Li, Y.; Merrettig-Bruns, U.; Strauch, S.; Kabasci, S.; Chen, H. Optimization of ammonia pretreatment of wheat straw for biogas production. J. Chem. Technol. Biotechnol. 2015, 90, 130–138. [Google Scholar] [CrossRef]
- Palmqvist, E.; Hahn-Hägerdal, B. Fermentation of lignocellulosic hydrolysates. II: Inhibitors and mechanisms of inhibition. Bioresour. Technol. 2000, 74, 25–33. [Google Scholar] [CrossRef]
- Venturin, B.; Camargo, A.F.; Scapini, T.; Mulinar, J.; Bonatto, C.; Bazoti, S.; Steinmetz, R.L.R. Effect of pretreatments on corn stalk chemical properties for biogas production purposes. Bioresour. Technol. 2018, 266, 116–124. [Google Scholar] [CrossRef]
- Taherdanak, M.; Zilouei, H.; Karimi, K. The influence of dilute sulfuric acid pretreatment on biogas production from wheat plant. Int. J. Green Energy 2016, 13, 1129–1134. [Google Scholar] [CrossRef]
- Tian, Y.; Zhang, H.; Mi, X.; Wang, L.; Zhang, L.; Ai, Y. Research on anaerobic digestion of corn stover enhanced by dilute acid pretreatment: Mechanism study and potential utilization in practical application. J. Renew. Sustain. Energy 2016, 8, 023103. [Google Scholar] [CrossRef]
- Sambusiti, C.; Monlau, F.; Ficara, E.; Carrère, H.; Malpei, F. A comparison of different pre-treatments to increase methane production from two agricultural substrates. Appl. Energy 2013, 104, 62–70. [Google Scholar] [CrossRef]
- Jaffar, M.; Pang, Y.; Yuan, H.; Zou, D.; Liu, Y.; Zhu, B.; Korai, R.M.; Li, X. Wheat straw pretreatment with KOH for enhancing biomethane production and fertilizer value in anaerobic digestion. Chin. J. Chem. Eng. 2016, 24, 404–409. [Google Scholar] [CrossRef]
- Li, J.; Zhang, R.; Siddhu, M.A.; Wang, W.; Li, Y.; Liu, G. Enhancing methane production of corn stover through a novel way: Sequent pretreatment of potassium hydroxide and steam explosion. Bioresour. Technol. 2015, 181, 345–350. [Google Scholar] [CrossRef] [PubMed]
- Mancini, G.; Papirio, S.; Lens, P.N.L. Anaerobic digestion of lignocellulosic materials using ethanol-organosolv pretreatment. Environ. Eng. Sci. 2018, 35, 953–960. [Google Scholar] [CrossRef]
- Wang, G.; Gavala, H.N.; Skiadas, I.; Ahring, B.K. Wet explosion of wheat straw and codigestion with swine manure:Effect on the methane productivity. Waste Manag. 2009, 29, 2830–2835. [Google Scholar] [CrossRef]
- Yadav, M.; Paritosh, K.; Pareek, N.; Vivekanand, V. Coupled treatment of lignocellulosic agricultural residues for augmented biomethanation. J. Clean. Prod. 2019, 213, 75–88. [Google Scholar] [CrossRef]
- Schroyen, M.; Vervaeren, H.; Van Hulle, S.W.; Raes, K. Impact of enzymatic pretreatment on corn stover degradation and biogas production. Bioresour. Technol. 2014, 173, 59–66. [Google Scholar] [CrossRef]
- Zhong, W.; Zhang, Z.; Luo, Y.; Sun, S.; Qiao, W.; Xiao, M. Effect of biological pretreatments in enhancing corn straw biogas production. Bioresour. Technol. 2011, 102, 11177–11182. [Google Scholar] [CrossRef]
- Lizasoain, J.; Trulea, A.; Gittinger, J.; Kral, I.; Piringer, G.; Schedl, A.; Bauer, A. Corn stover for biogas production: Effect of steam explosion pretreatment on the gas yields and on the biodegradation kinetics of the primary structural compounds. Bioresour. Technol. 2017, 244, 949–956. [Google Scholar] [CrossRef]
- Kratky, L.; Jirout, T. The effect of process parameters during the thermal-expansionary pretreatment of wheat straw on hydrolysate quality and on biogas yield. Renew. Energy 2015, 77, 250–258. [Google Scholar] [CrossRef]
- Sapci, Z. The effect of microwave pretreatment on biogas production from agricultural straws. Bioresour. Technol. 2013, 128, 487–494. [Google Scholar] [CrossRef]
- Jackowiak, D.; Bassard, A.; Pauss, T. Optimisation of a microwave pretreatment of wheat straw for methane production. Bioresour. Technol. 2011, 102, 6750–6756. [Google Scholar] [CrossRef] [PubMed]
- Sun, Y.; Cheng, J. Hydrolysis of lignocellulosic materials for ethanol production: A review. Bioresour. Technol. 2002, 83, 1–11. [Google Scholar] [CrossRef] [PubMed]
- Koullas, D.P.; Christakopoulos, P.; Kekos, D.; Macris, B.J.; Koukios, E.G. Correlating the effect of pretreatment on the enzymatic hydrolysis of straw. Biotechnol. Bioeng. 1999, 39, 13–116. [Google Scholar] [CrossRef] [PubMed]
- Kratky, L.; Jirout, T. Biomass Size Reduction Machines for Enhancing Biogas Production. Chem. Eng. Technol. 2011, 234, 391–399. [Google Scholar] [CrossRef]
- Andersen, L.F.; Parsin, S.; Lüdtke, O.; Kaltschmitt, M. Biogas production from straw—The challenge feedstock pretreatment. Biomass Convers. Biorefinery 2011, 12, 379–402. [Google Scholar] [CrossRef]
- Sharma, S.K.; Mishra, I.M.; Sharma, M.P.; Saini, J.S. Effect of particle size on biogas generation from biomass residues. Biomass 1998, 17, 251–263. [Google Scholar] [CrossRef]
- Dumas, C.; Ghizzi Damasceno, G.S.; Barakat, A.; Carrère, H.; Steyera, J.P.; Rouau, X. Effects of grinding processes on anaerobic digestion of wheat straw. Ind. Crops Prod. 2015, 74, 450–456. [Google Scholar] [CrossRef]
- Menardo, S.; Airoldi, G.; Balsari, P. The effect of particle size and thermal pre-treatment on the methane yield of four agricultural by-products. Bioresour. Technol. 2012, 104, 708–714. [Google Scholar] [CrossRef]
- Ma, S.; Wang, H.; Li, L.; Gu, X.; Zhu, W. Enhanced biomethane production from corn straw by a novel anaerobic digestion strategy with mechanochemical pretreatment. Renew. Sustain. Energy Rev. 2021, 146, 111099. [Google Scholar] [CrossRef]
- Witaszek, K.; Pilarski, K.; Niedbała, G.; Pilarska, A.A.; Herkowiak, M. Energy efficiency of comminution and extrusion of maize substrates subjected to methane fermentation. Energies 2020, 13, 1887. [Google Scholar] [CrossRef]
- Bianchini, L.; Costa, P.; Dell’Omo, P.P.; Colantoni, A.; Cecchini, M.; Monarca, D. An industrial scale, mechanical process for improving pellet quality and biogas production from Hazelnut and Olive pruning. Energies 2021, 14, 1600. [Google Scholar] [CrossRef]
- Khan, M.U.; Usman, M.; Ashraf, M.A.; Dutta, N.; Luo, G.; Zhang, S. A review of recent advancements in pretreatment techniques of lignocellulosic materials for biogas production: Opportunities and Limitations. Chem. Eng. J. Adv. 2022, 10, 100263. [Google Scholar] [CrossRef]
- Rice, E.V.; Baird, R.B.; Eaton, A.D. Standard Methods for the Examination of Water and Wastewater, 23rd ed.; APHA (American Public Health Association): Washington, DC, USA, 2017. [Google Scholar]
- Van Soest, P.J.; Robertson, J.B.; Lewis, B.A. Methods for dietary fiber, neutral detergent fiber, and nonstarch polysaccharides in relation to animal nutrition. J. Dairy Sci. 1991, 74, 3583–3597. [Google Scholar] [CrossRef] [PubMed]
- ANSI/ASABE S319.3: Method of Determining and Expressing Fineness of Feed Materials by Sieving, ASABE Standards; ASABE (American Society of Agricultural and Biological Engineers): St Joseph, MI, USA, 2006; p. 602.
- ENEA (Agenzia nazionale per le nuove tecnologie, l’energia e lo sviluppo economico sostenibile). Piano d’Azione Italiano per l’Efficienza Energetica. ENEA: 00196–ROMA Italia. 2014. Available online: https://ec.europa.eu/energy/sites/ener/files/documents/2014_neeap_it_italy.pdf (accessed on 8 March 2020).
- Steindl, M.; Dandikas, V.; Lichti, F.; Höcherl, S.; Koch, K. A comprehensive study on the consequences of substituting energy crops by alternative substrates for biogas production in Germany. Renew. Energy 2023, 219, 119541. [Google Scholar] [CrossRef]
- Monch-Tegeder, M.; Lemmer, A.; Oechsner, H. Enhancement of methane production with horse manure supplement and pretreatment in a full-scale biogas process. Energy 2014, 73, 523e30. [Google Scholar] [CrossRef]
- Garuti, M.; Langone, M.; Fabbri, C.; Piccinini, S. Monitoring of full-scale hydrodynamic cavitation pretreatment in agricultural biogas plant. Bioresour. Technol. 2018, 247, 599–609. [Google Scholar] [CrossRef]
- Schievano, A.; D’Imporzano, G.; Orzi, V.; Adani, F. On-field study of anaerobic digestion full-scale plants (Part II): New approaches in monitoring and evaluating process efficiency. Bioresour. Technol. 2011, 102, 8814–8819. [Google Scholar] [CrossRef]
- Karras, T.; Thrän, D. The Costs of Straw in Germany: Development of Regional Straw Supply Costs between 2010 and 2020. Waste Biomass Valorization 2024, 15, 5369–5385. [Google Scholar] [CrossRef]
- European Commission. Report from the Commission to the European Parliament, the Council, the European Economic and Social Commitee and the Commitee of the Regions—Energy Prices and Costs in Europe; European Commission: Brussels, Belgium, 2024; Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=COM%3A2024%3A136%3AFIN&qid=1711266005450 (accessed on 10 July 2024).
- Raud, M.; Orupõld, K.; Rocha-Meneses, L.; Rooni, V.; Träss, O.; Kikas, T. Biomass pretreatment with the Szego Mill™ for bioethanol and biogas production. Processes 2020, 8, 1327. [Google Scholar] [CrossRef]
- Sultana, A.; Kumar, A.; Harfield, D. Development of agri-pellet production cost and optimum size. Bioresour. Technol. 2010, 101, 5609–5621. [Google Scholar] [CrossRef]


| TS (%) | VS (%) | NDF (%TS) | ADF (%TS) | ADL (%TS) | |
|---|---|---|---|---|---|
| Inoculum | 3.67 | 2.68 | |||
| WS 1 | 92.1 a | 83.7 a | 82.0 a | 55.9 a | 7.6 a |
| WSMP | 92.7 a | 84.6 a | 81.3 a | 56.0 a | 7.6 a |
| CS | 91.9 b | 85.3 b | 79.4 b | 48.7 b | 8.9 b |
| CSMP | 93.8 c | 87.0 c | 80.2 b | 47.5 b | 8.7 b |
| CH4 Yield | CH4 (%) | ||
|---|---|---|---|
| (Nm3 tVS−1) | (Nm3 t−1) | ||
| WS | 167.8 ± 4.0 a 1 | 140.4 ± 5.0 a | 49.3 ± 0.9 a |
| WSMP | 250.3 ± 5.2 b | 211.7 ± 6.8 b | 52.2 ± 1.5 b |
| CS | 199.6 ± 3.9 c | 170.2 ± 4.7 c | 52.0 ± 1.7 c |
| CSMP | 219.8 ± 4.2 d | 191.3 ± 4.9 d | 51.1 ± 0.8 c |
| Output 1 | Cons. | Net Gain | ||
|---|---|---|---|---|
| (kWh t−1) | (kWh t−1) | (%) | ||
| WS | 1395.6 | 123.9 | 561.7 | 40.2 |
| WSMP | 2081.2 | |||
| CS | 1691.8 | 120.5 | 51.2 | 3.0 |
| CSMP | 1863.5 | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dell’Omo, P.P. Different Susceptibilities of Wheat Straw and Corn Stover to Mechanical Pretreatment for Biomethane Production. Methane 2025, 4, 5. https://doi.org/10.3390/methane4010005
Dell’Omo PP. Different Susceptibilities of Wheat Straw and Corn Stover to Mechanical Pretreatment for Biomethane Production. Methane. 2025; 4(1):5. https://doi.org/10.3390/methane4010005
Chicago/Turabian StyleDell’Omo, Pier Paolo. 2025. "Different Susceptibilities of Wheat Straw and Corn Stover to Mechanical Pretreatment for Biomethane Production" Methane 4, no. 1: 5. https://doi.org/10.3390/methane4010005
APA StyleDell’Omo, P. P. (2025). Different Susceptibilities of Wheat Straw and Corn Stover to Mechanical Pretreatment for Biomethane Production. Methane, 4(1), 5. https://doi.org/10.3390/methane4010005