1. Introduction
The production of renewable energy based on sustainable techniques has been a challenge for the reduction of greenhouse gases and climate change [
1]. Recently, there are governmental incentives to reduce the use of non-renewable energy sources, especially petroleum-based energy, which has expanded the research trends on the production of renewable energy based on biomass, wind, solar, geothermal, oceanic, and hydroelectric sources [
2]. However, knowledge advancement of renewable energy production revealed that, in some cases, there are several implementation problems [
3], including the demand for large areas, the limitation and dependence on adverse climate conditions, environmental damage in areas of occupation, and high implementation costs [
4]. Currently, incentives for renewable energy can be observed in Europe, where the consequences of sanctions applied in the conflict between Ukraine and Russia decreased the supply of natural gas [
5,
6]. From an environmental perspective, the decrease in the use of natural gas can be an advantage, especially because natural gas emits greenhouse gases and causes disturbances in the ecosystem [
7]. However, alternatives for renewable energy production should be better investigated for long-term energy supply [
8].
A promising alternative for the consolidation of renewable energy is applying anaerobic digestion (AD) technology [
9,
10], which can be a sustainable process to produce biogas. The development of biogas networks is flexible and can be applied with different biodegradable substrates [
11], being very promising for allowing both the reuse of organic waste and conversion into bioenergy and biofertilizers [
12]. In the case of the agri-food industry, the main factor that encourages AD implementation is the on-site recovery of bioenergy that enables the possibility of self-energy supply for industrial activities, reducing expenses and logistics by correctly treating by-products with energy recovery [
13]. For instance, the implementation of AD was evaluated for the treatment of soybean molasses and glycerin, with an estimated electric energy generation of 8.6 GWh y
−1 based on an initial investment of USD 7.6 million and a financial return of USD 2.2 million annually [
14].
The main products generated from AD are biogas and digestate [
15]. The biogas produced from AD can be converted into biomethane and bioenergy [
16], while the digestate can be upgraded into fertilizer [
17]. Biogas has undesirable impurities in its composition, such as carbon dioxide, water vapor, hydrogen sulfide, siloxanes, nitrogen, ammonia, oxygen, and volatile organic compounds [
18]. The presence of these interferents causes corrosion in engines and other components during energy conversion, which reduces fuel quality [
19,
20]. One of the alternatives to overcome this scenario is biogas cleaning and purification. In the case of biomethane production, purification with water, adsorption, membrane technology, or biological methods have been the most applied techniques [
21]. However, the biogas purification process is expensive and should be better investigated for application in industrial-scale biogas plants [
22]. Moreover, bioenergy recovery from biogas can be applied in two main routes: (i) simultaneous biogas conversion into electricity and heat in a heat and power unit (co-generation process) or (ii) biogas conversion into electricity in a generator, without the recovery of heat [
23]. The implementation of a heat and power unit or a generator for bioenergy recovery should be better investigated, especially because the heat and power unit has a higher implementation cost and presents the advantage of producing two energy products (electricity and heat) [
24]. In addition, the digestate after AD can be used as a biofertilizer, closing the life cycle within the circular economy concept [
25]. The digestate after AD is rich in macro- and micronutrients, such as phosphorus, nitrogen, potassium, and sulfur, depending on the feedstock used [
26]. The main advantage of biofertilizer recovered from digestate is the possible replacement of chemical fertilizers that cause soil and groundwater pollution [
27].
One of the alternatives that should be explored is the implementation of small-scale AD processes with on-site energy recovery, which can be applied in low-processing industries that generate low amounts of organic waste [
28]. In many agri-food industries, the amount of solid and liquid waste generated is significant; however, it is insufficient for application in medium- and large-scale AD plants [
29,
30]. In the case of the jabuticaba (
Myrciaria cauliflora) processing industry in Brazil, the peel is considered the most pollutant by-product, and AD can be applied for waste management and bioenergy recovery, generating local energy and mitigating greenhouse gases [
31]. However, for AD implementation, economic analysis should be investigated to demonstrate the main parameters that affect project profitability [
29].
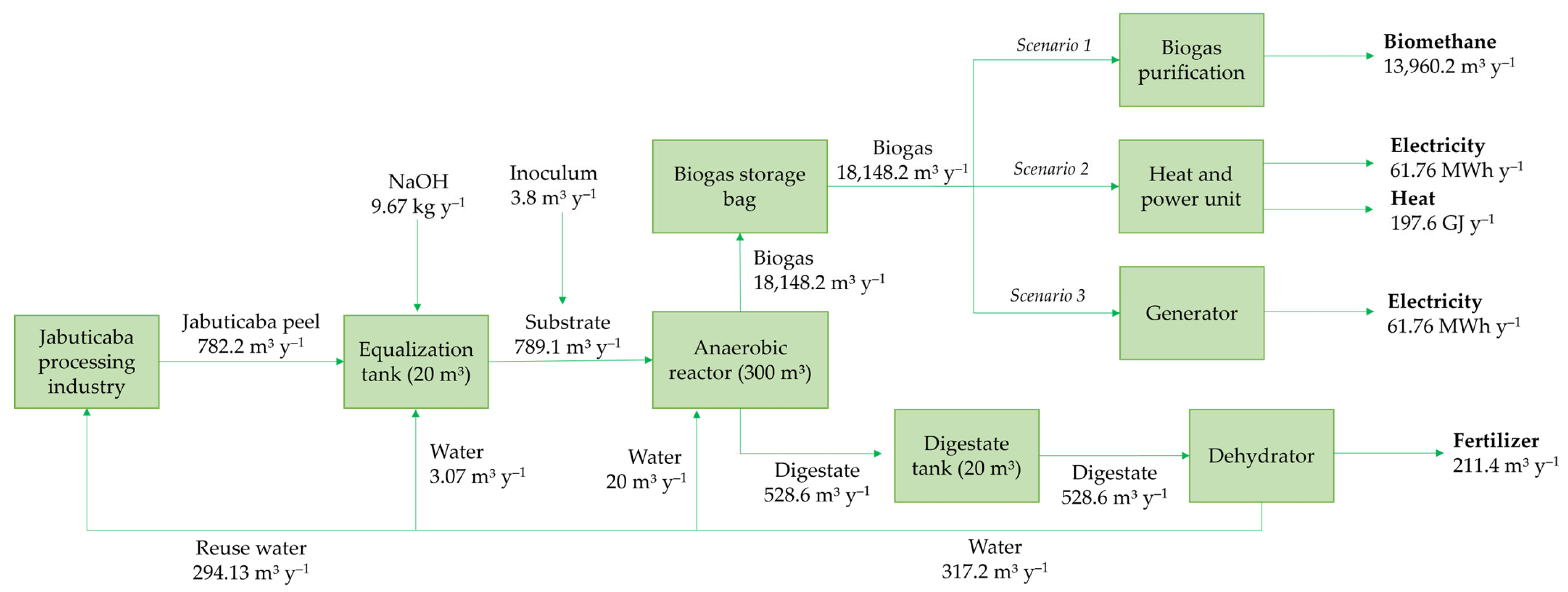
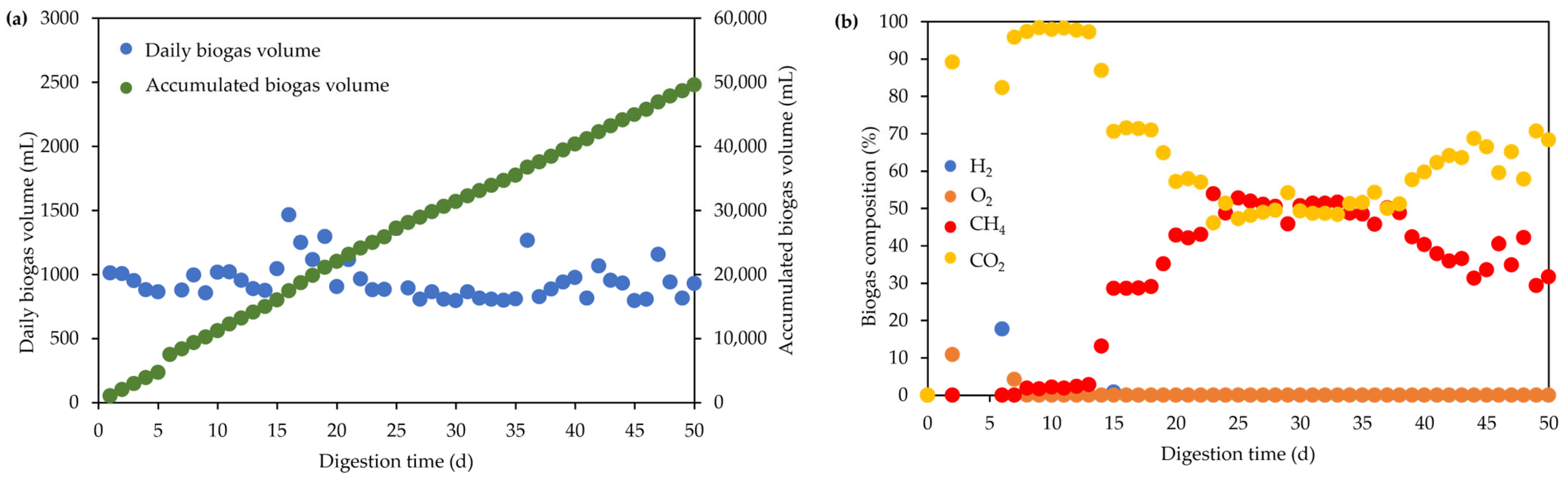
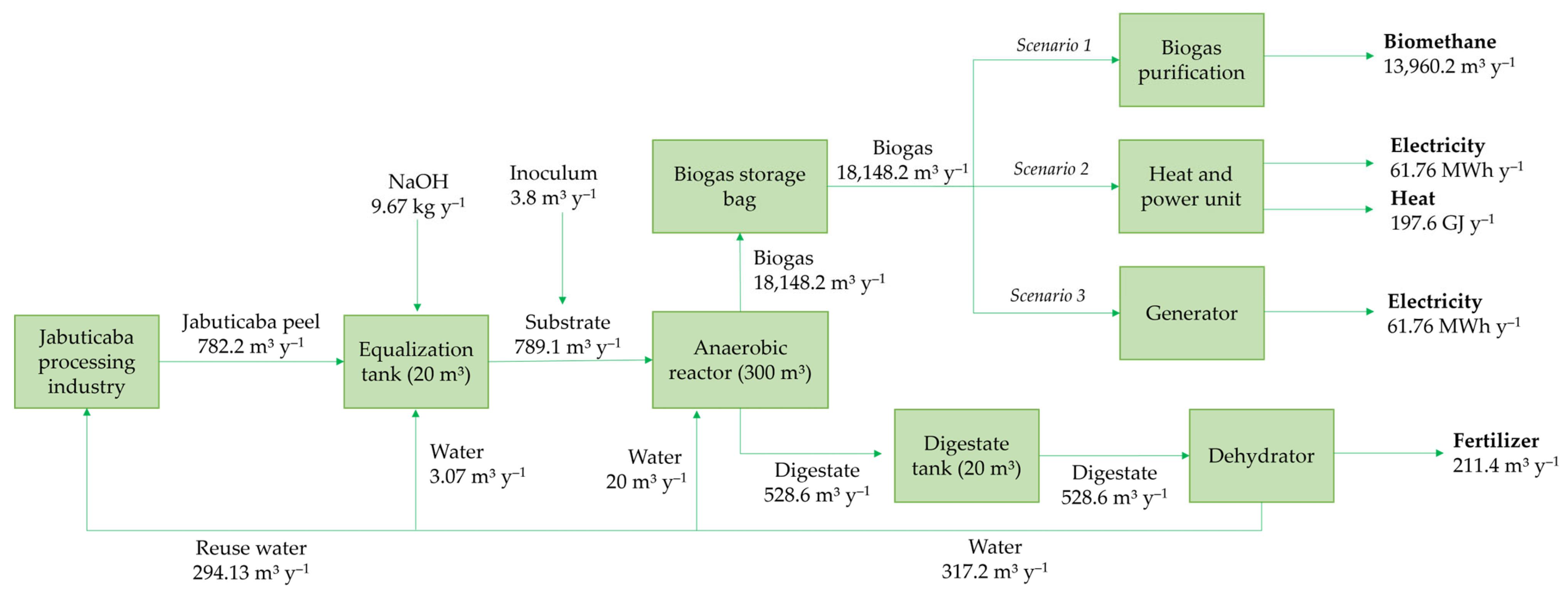
Based on the abovementioned factors, this study investigated the techno-economic assessment of a small-scale AD process for the management of jabuticaba by-product and the production of biomethane, electricity, heat, and fertilizer. For this, a previous laboratory-scale study was conducted to elucidate biogas production from a semi-continuous AD process. The previous experimental laboratory-scale data were applied for the simulation study, the processing design of the small-scale AD process, and economic analysis (cost discrimination, profitability indicators, and sensitivity analysis). Hence, this study provides a technical point of view for the future implementation of AD technology in the jabuticaba processing industry, subsidizing decision-making processes towards the adoption of the waste management process.
4. Limitations and Future Prospects
The small-scale AD process with on-site production of biomethane, electricity, heat, and fertilizer was demonstrated as a suitable alternative for the management of jabuticaba by-products. However, some limitations should be highlighted to provide robust conclusions and future prospects for process implementation. The first limitation is associated with the demand for automated processes with real-time control of operational parameters and methane measurement. This can support the stable operational performance of the process and lead to a consequent decrease in the amount of operational labor required. In addition, an increase in methane content during continuous operation can be achieved by applying process control and optimization, which will affect the project’s feasibility. In this study, laboratory-scale results were obtained in a standard stirred tank reactor. However, the design and optimization of novel reactors with different configurations can be an alternative means of improving biomass degradability and biomethane production. AD is a biological process, and analysis of microbial community dynamics should be conducted to determine the interactions between the substrate, operational performance, and biogas production. Correlation between these variables is a promising approach to increasing methane content in biogas and a project’s feasibility. Nonetheless, a decrease in the COM of biomethane is essential to compete with the low market price of natural gas. The production of biogas with low carbon dioxide content and a low amount of impurities (hydrogen sulfide, siloxanes, and water vapor) can increase the lifetime of the heat and power unit and decrease the cost of biogas purification into biomethane. Another essential aspect that should be considered is the supply and availability of jabuticaba by-products in Brazil over the years. The seasonal and regional production of jabuticaba can be a challenge for application of the AD process, and this should be overcome by the large-scale production and processing of jabuticaba. Finally, the avoided greenhouse gas emissions resulting from application of small-scale AD can be further considered to decrease the carbon footprint of the industrial sector, which is the main environmental benefit. This can be investigated in the future by a life cycle assessment of the process. For instance, the digestate generated after AD can be used as a sustainable fertilizer for agricultural applications, replacing mineral fertilizers in jabuticaba crops and closing the life cycle.
5. Conclusions
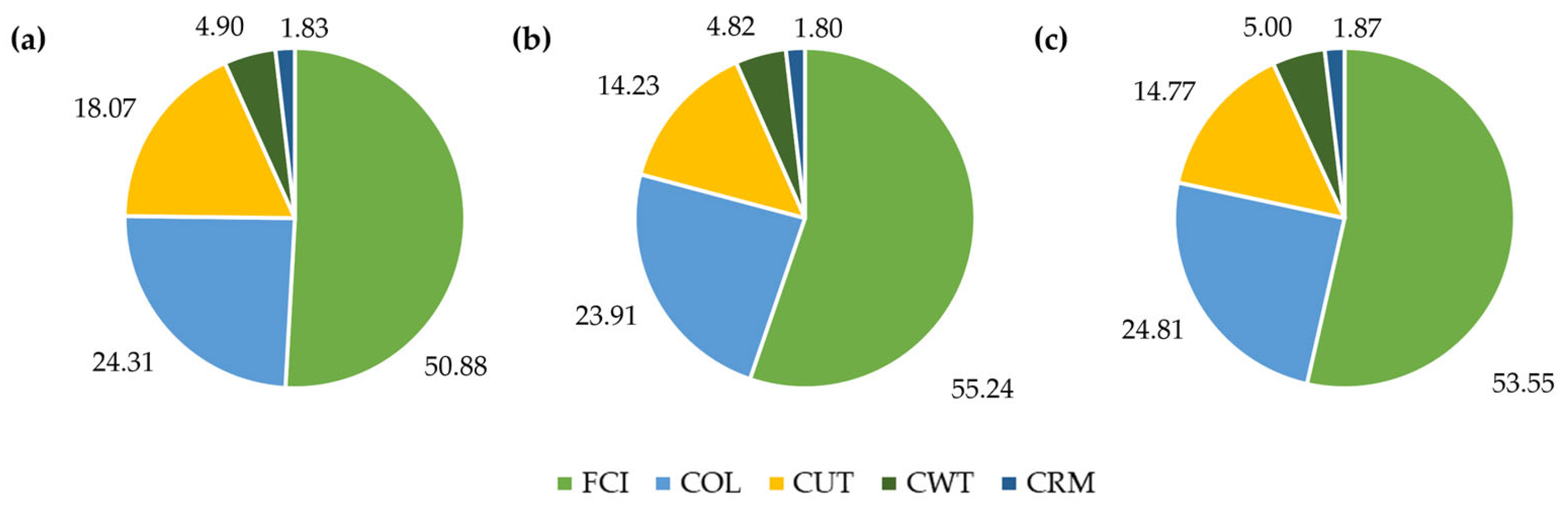
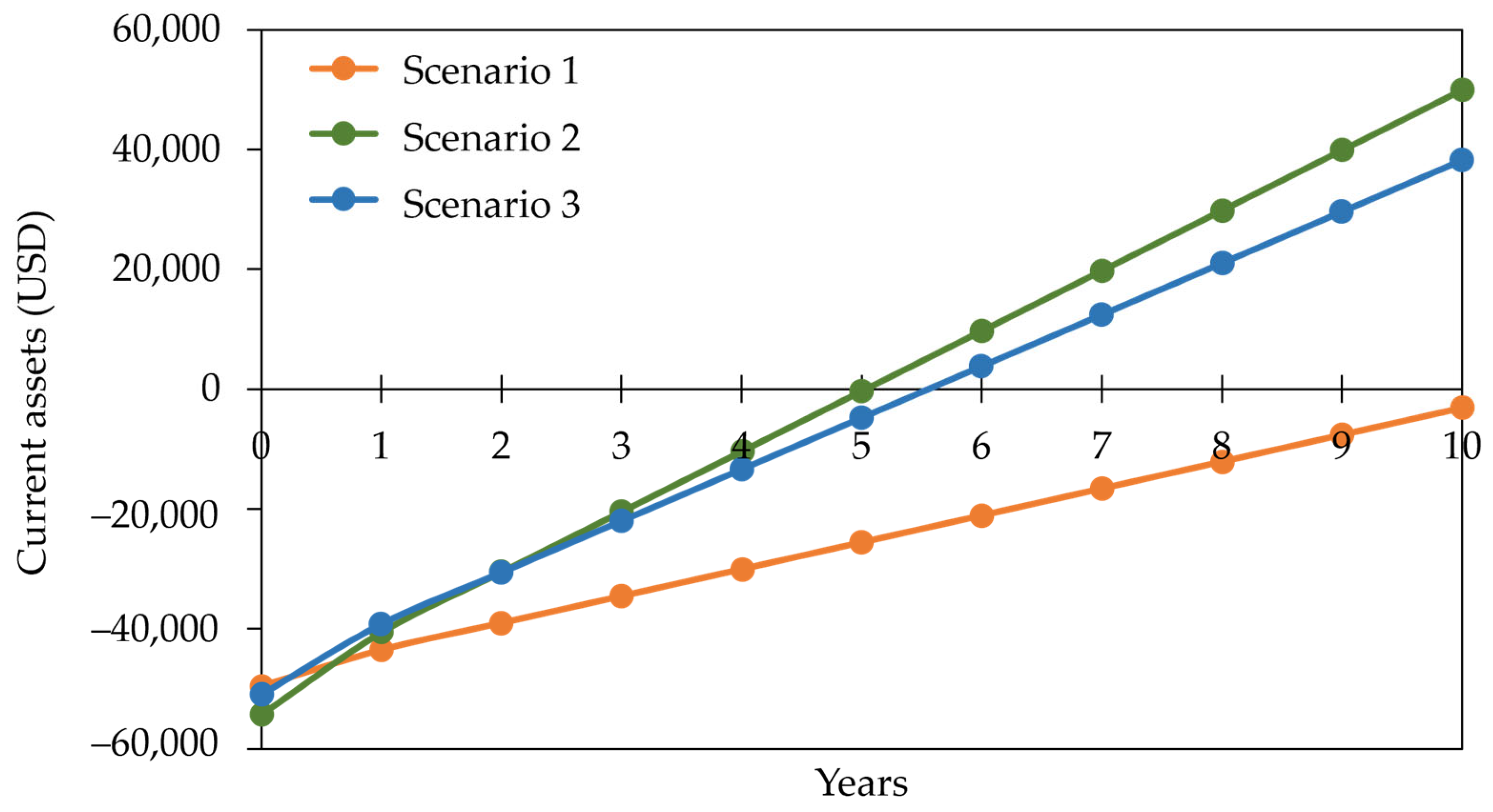
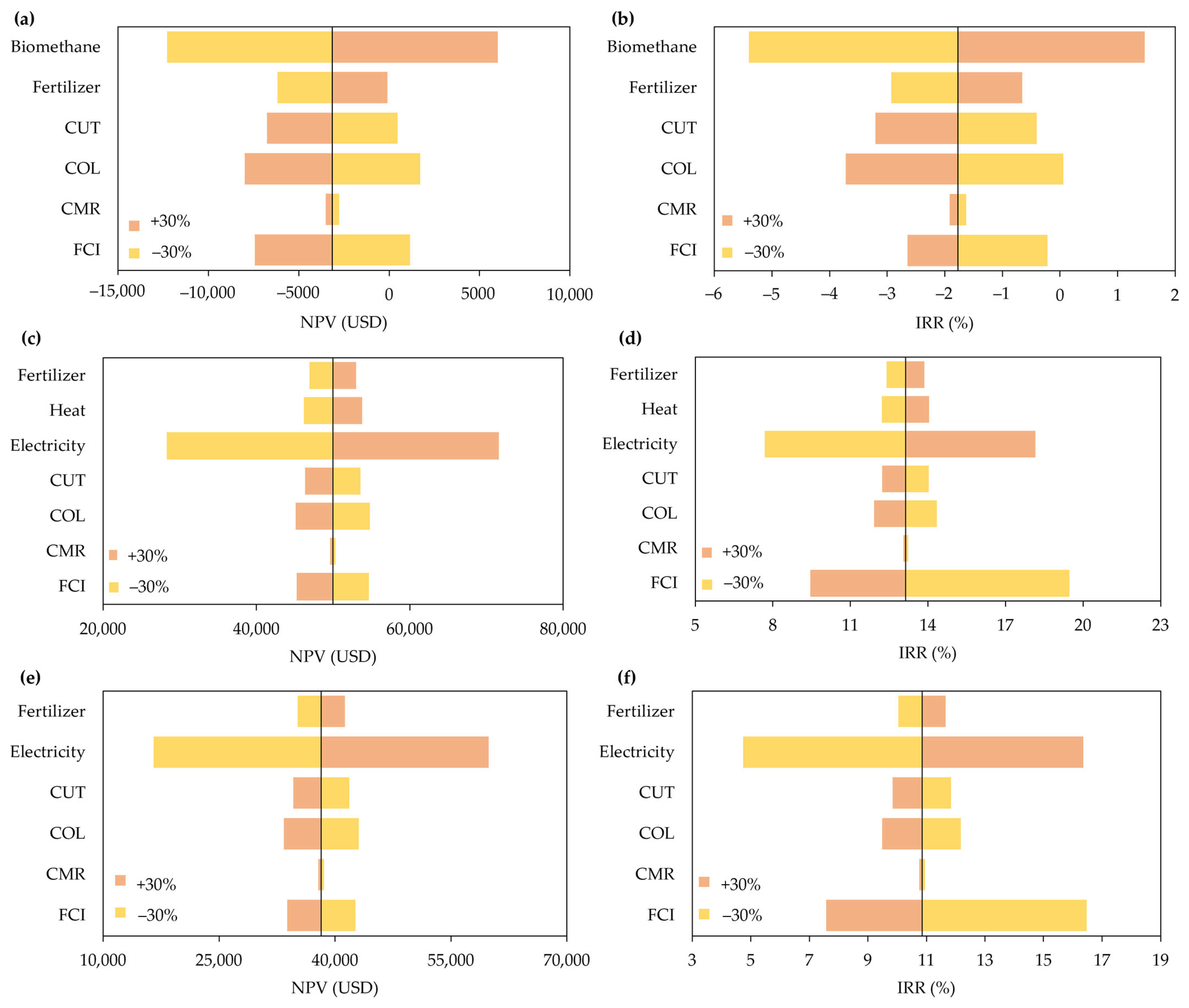
This study demonstrated the feasibility of small-scale AD in the on-site production of biomethane, bioenergy, and biofertilizer for the management of jabuticaba by-product. The project was simulated for the management of 782.2 m3 jabuticaba peel y−1 in a continuous anaerobic reactor of 300 m3. The fixed capital investment of the process ranged between USD 49,563 and 54,263, with annual operation costs of up to USD 9034.76. The annual production of biomethane (13,960.18 m³ y−1), electricity (61.76 MWh y−1), heat (197.62 GJ y−1), and fertilizer (211.47 t y−1) demonstrated that the jabuticaba by-product can be converted into value-added products and bioenergy. Based on the revenues established, the most profitable scenario was obtained for the process with biogas upgrading in a heat and power unit, with a gross margin of 67.78%, net margin of 33.03%, ROI of 18.53%, IRR of 13.14%, payback of 5.03 y, and NPV of USD 49,953.98. Hence, the application of a heat and power unit for biogas upgrading into electricity and heat was demonstrated as a better option when compared with biogas purification for biomethane and biogas conversion into electricity in a common generator without heat recovery. This condition was achieved due to the high efficiency of the heat and power unit with co-generation of electricity and heat. In conclusion, the application of AD can prevent the wrongful open-air disposal of jabuticaba by-products, with the generation of renewable energy and biofertilizer supporting the green economy toward the transition to a circular economy.


 ,
, 




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}