
Plasticized Polylactide Film Coating Formation from Redispersible Particles

 , , , , and
, , , , and
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
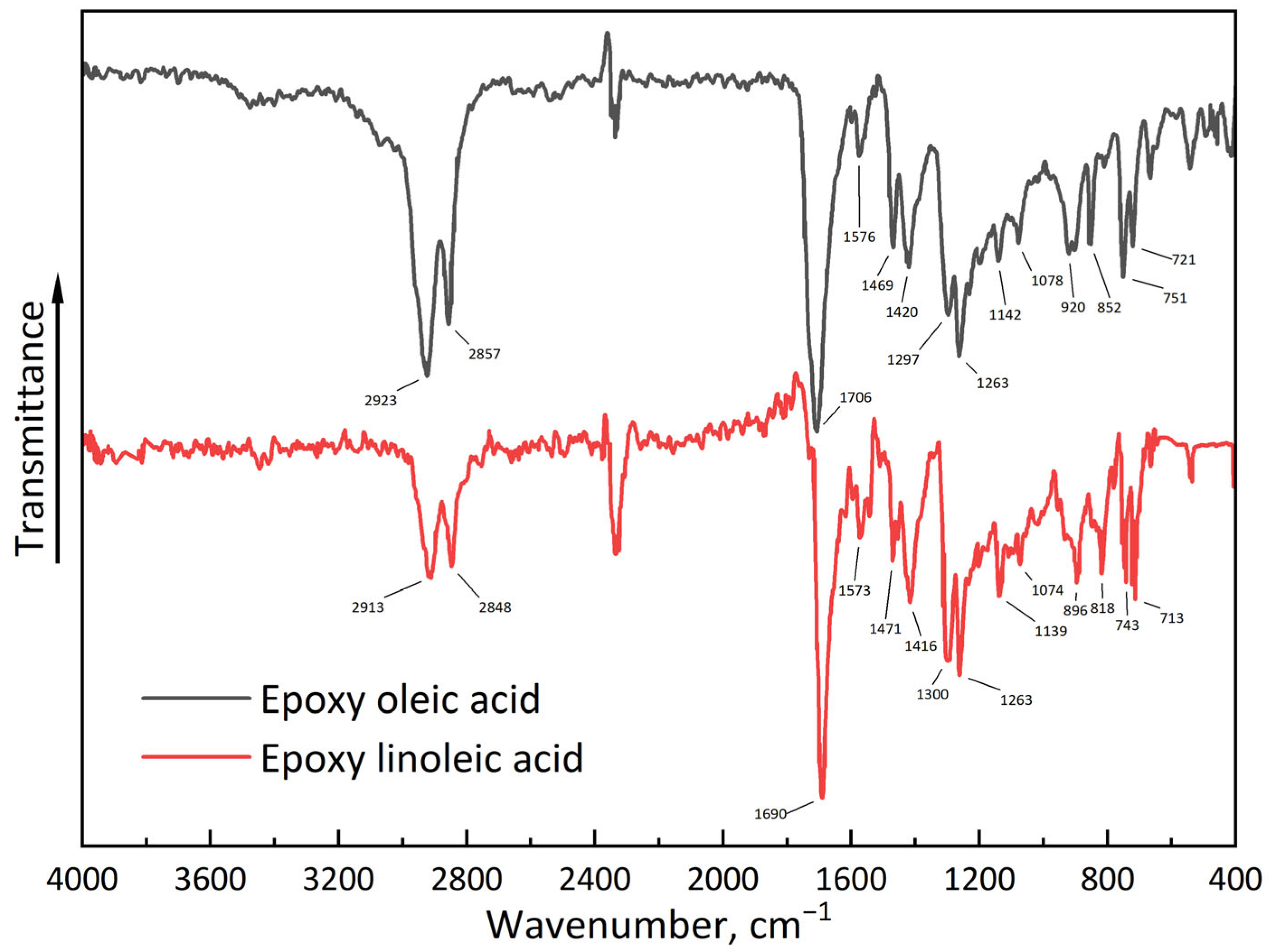
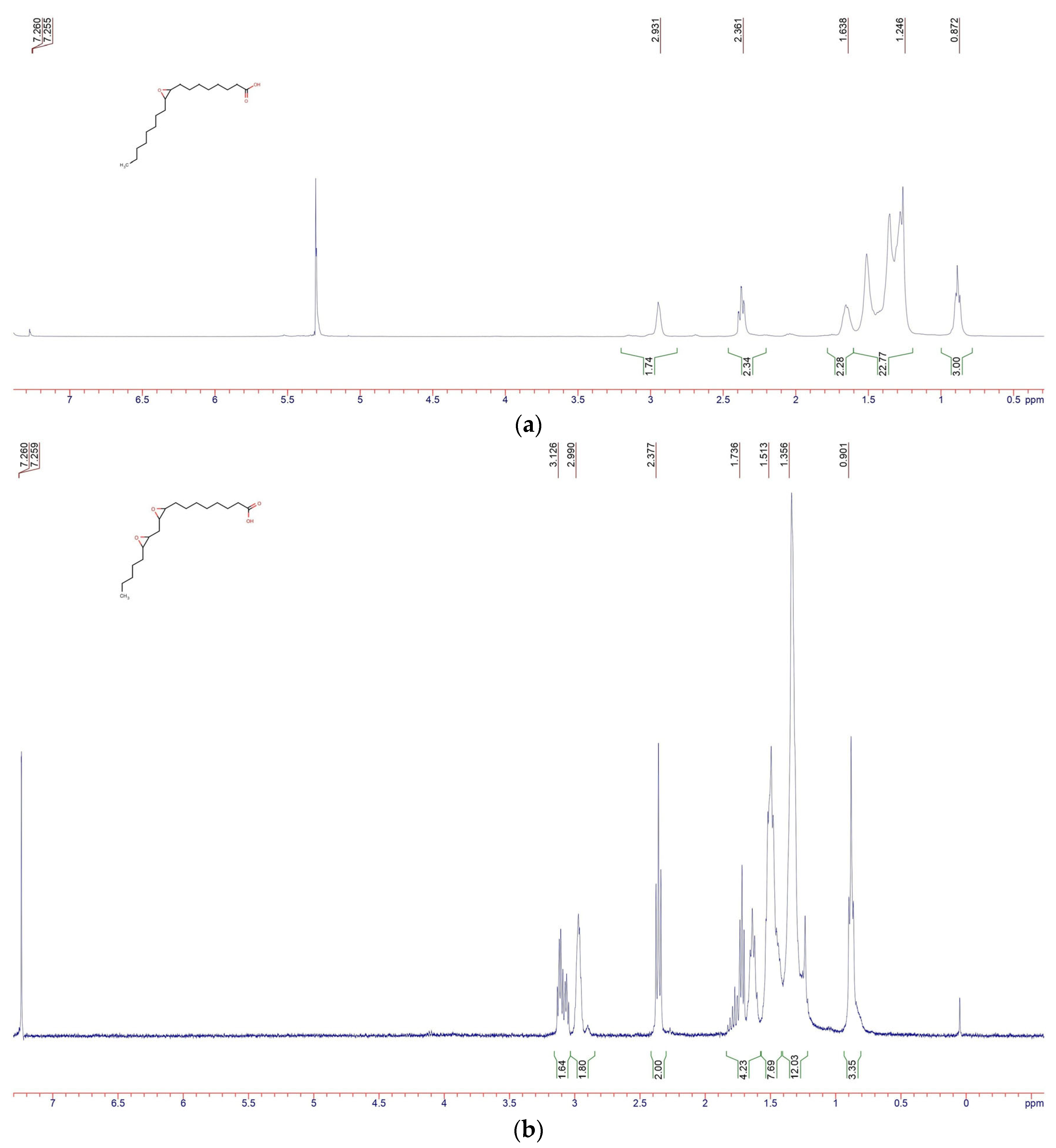
2.2. Epoxidized Plasticizers Synthesis and Characterization
2.3. Obtaining Polylactide Dispersions
2.4. Characterization Methods
3. Results and Discussion
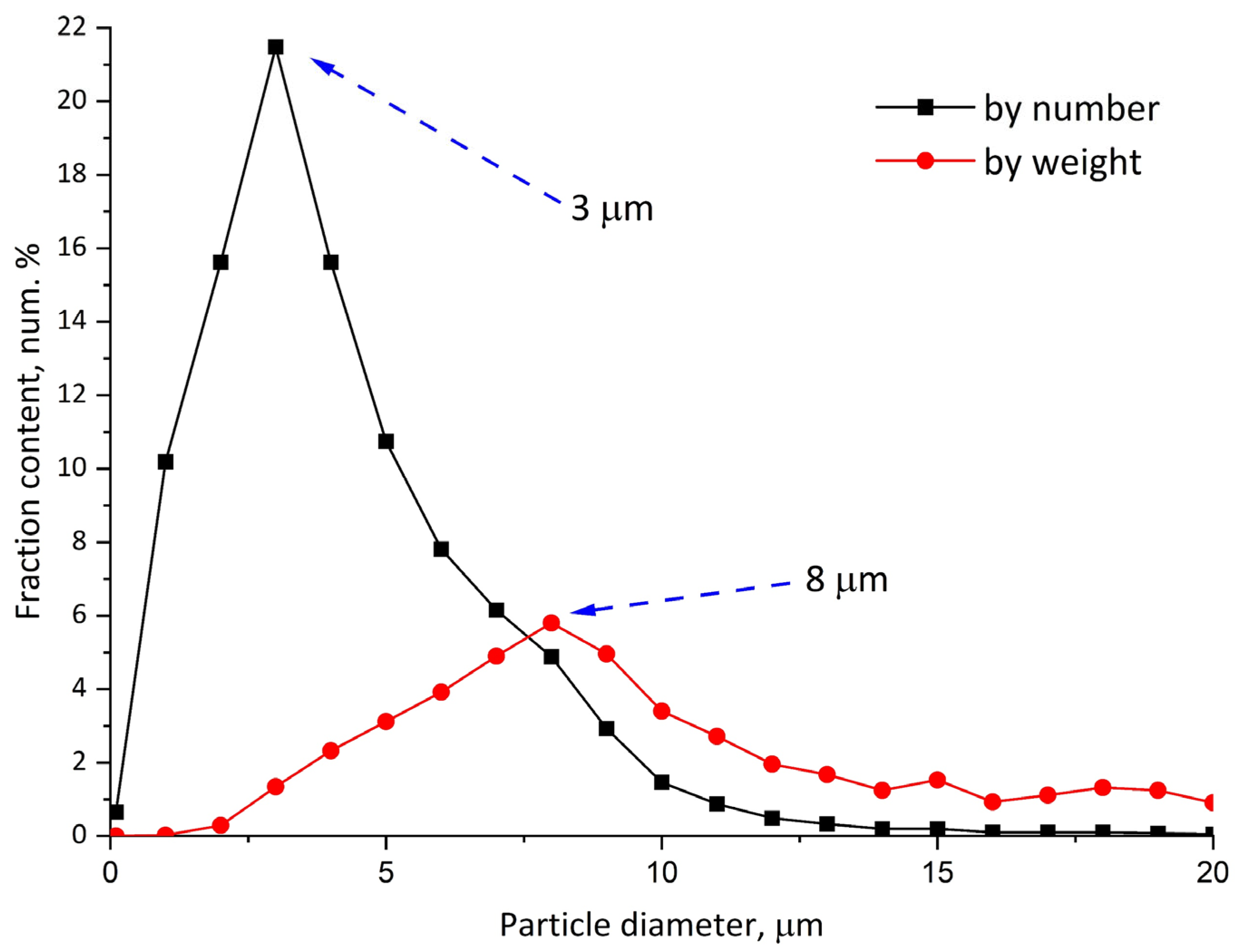
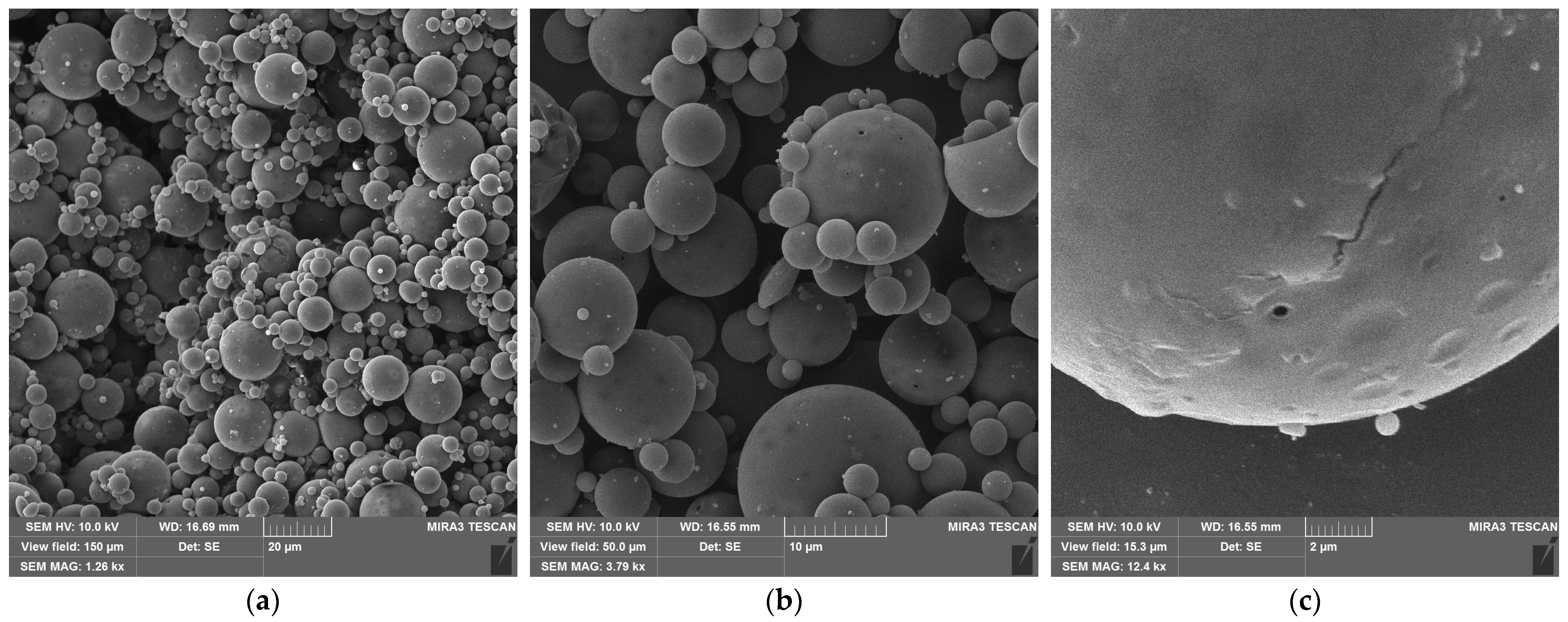
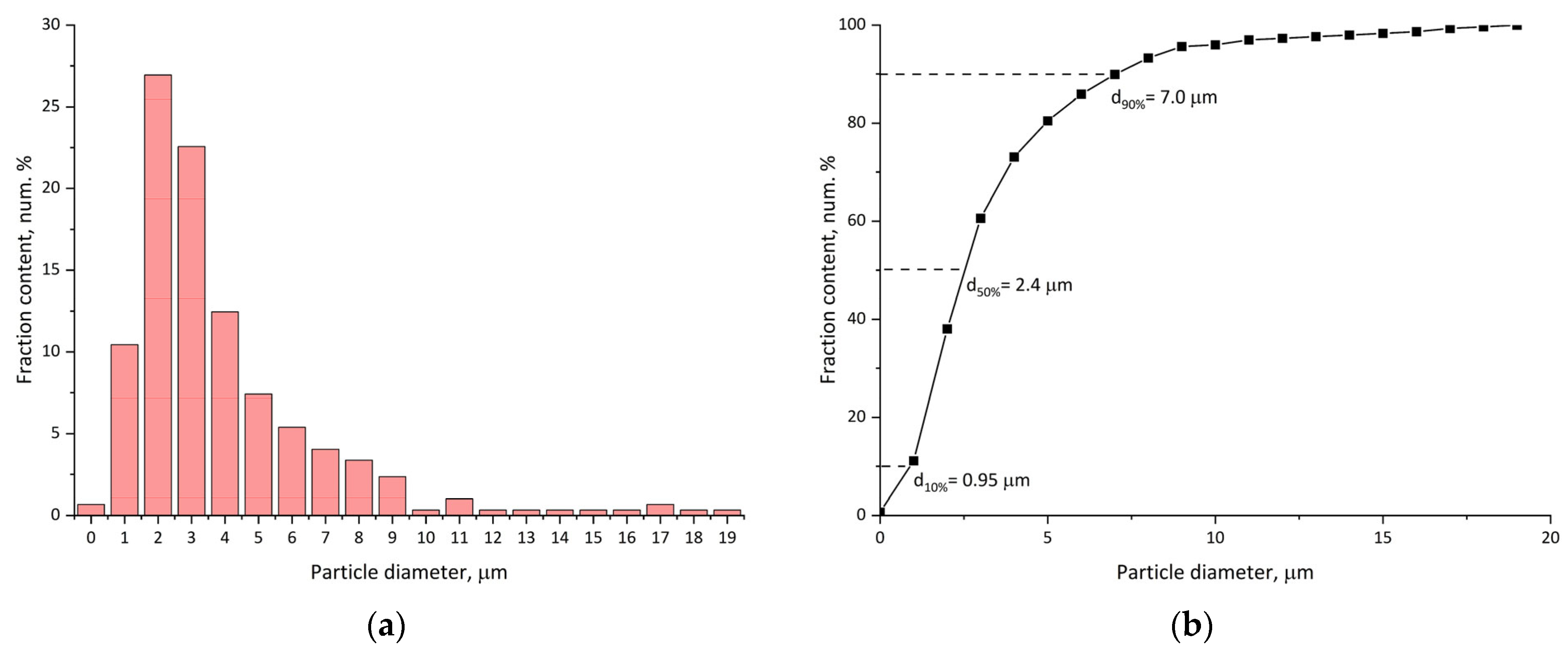
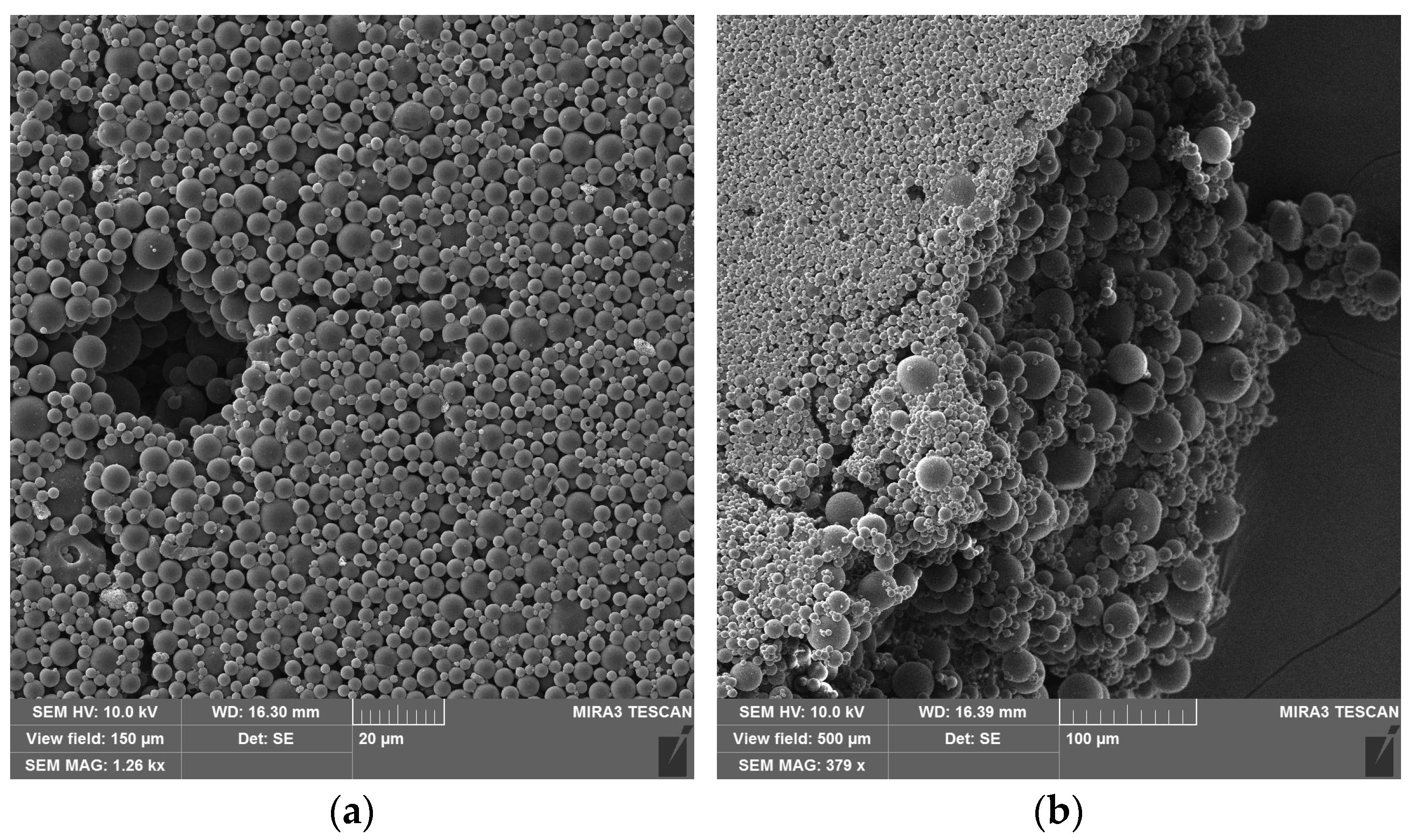
3.1. Re-Dispersable PLA Particle Characterization
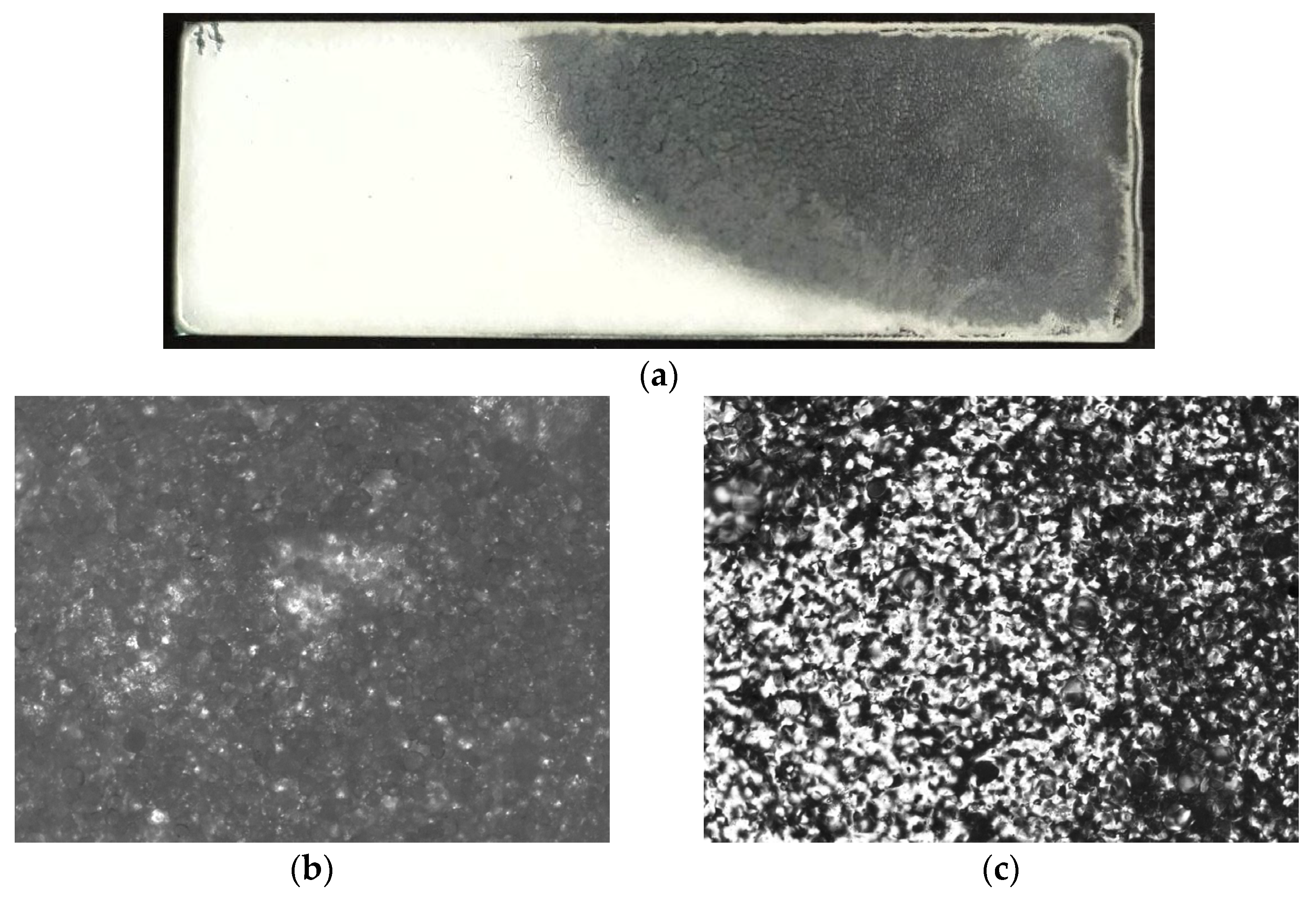
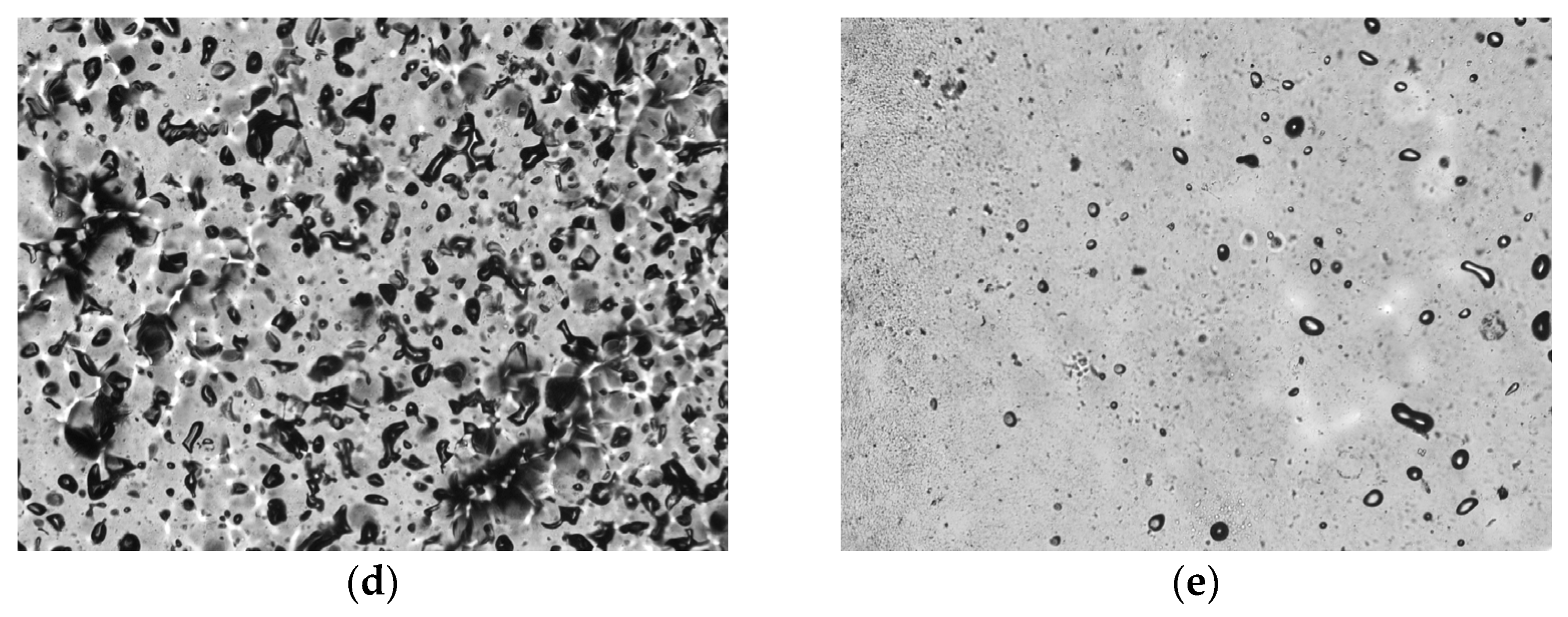
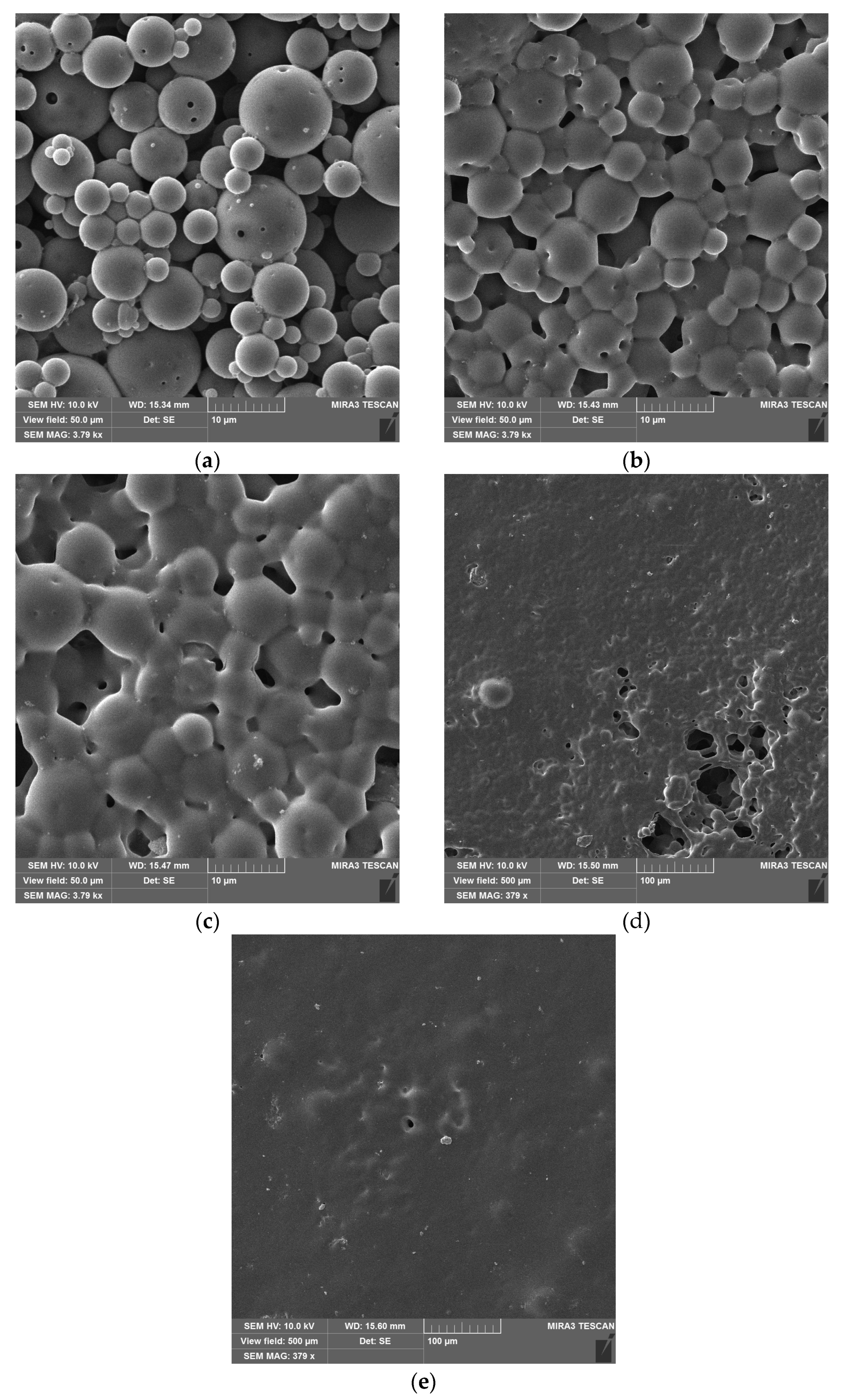
3.2. Film Formation
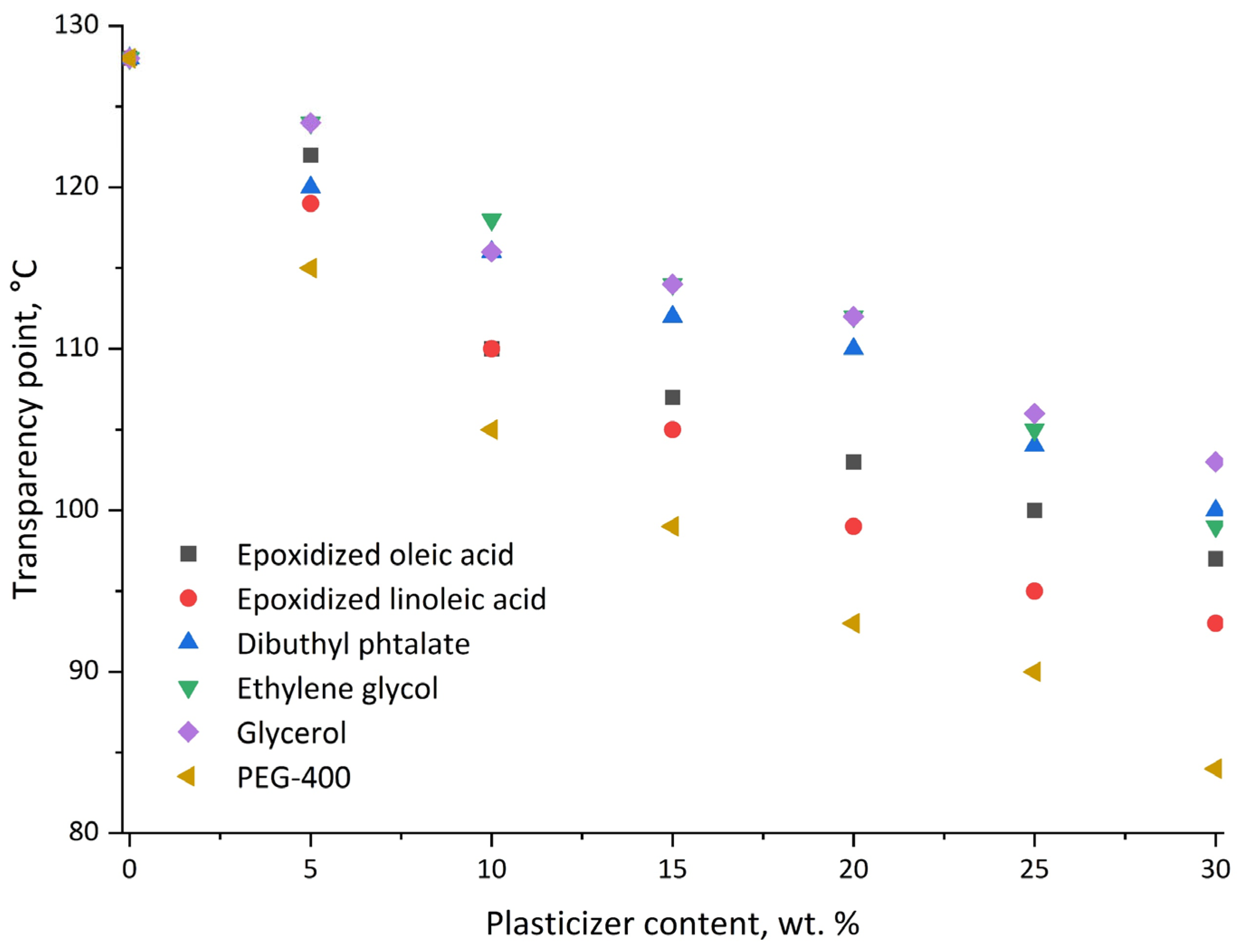
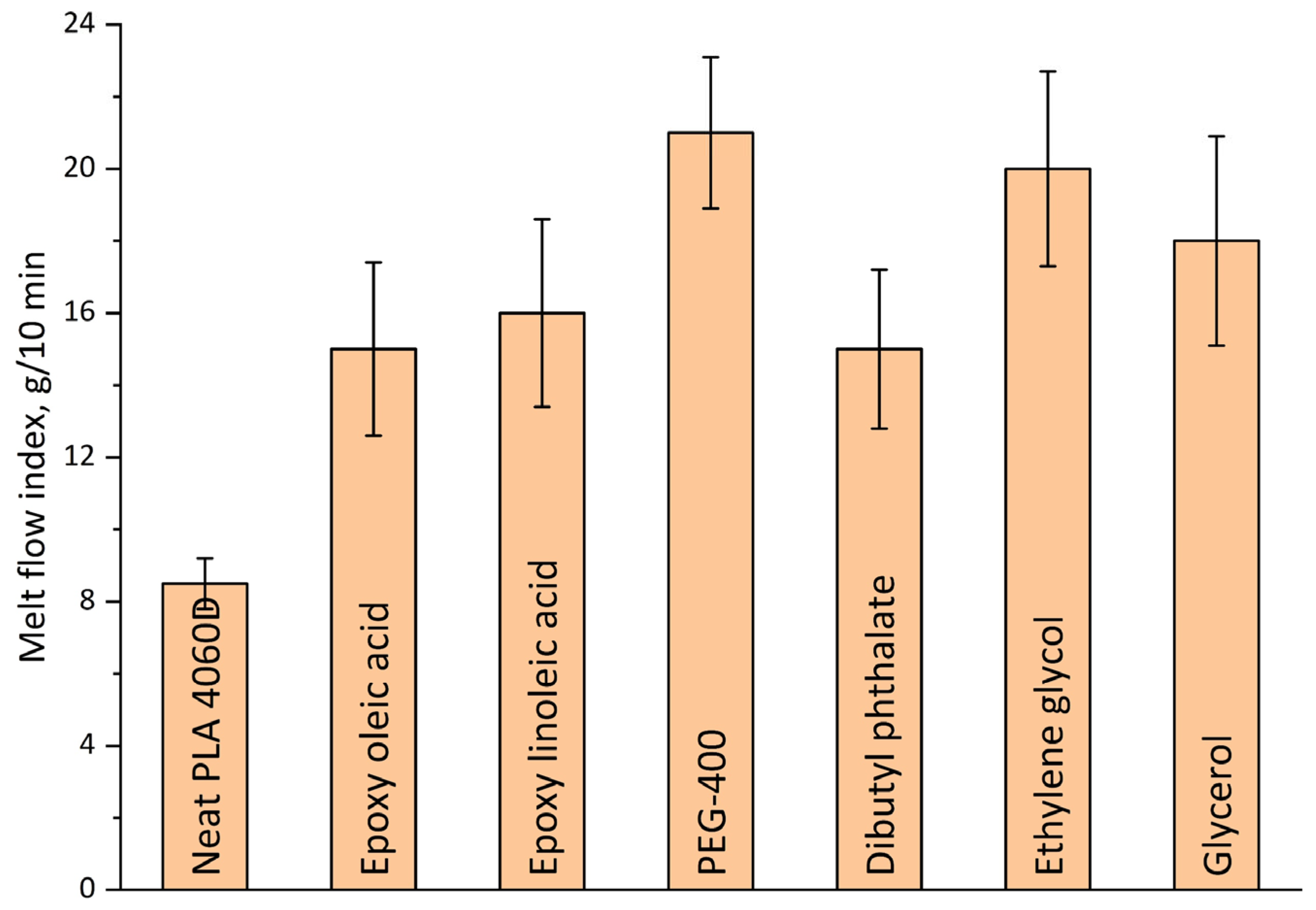
3.3. Plasticizer Effectiveness Assessment
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| PLA | Polylactide |
| PEG | Minimum film forming temperature |
| DBP | Dibutyl phthalate |
| EG | Ethylene glycol |
| m-CPBA | Meta-chloroperoxybenzoic acid |
| SDS | Sodium dodecyl sulfate |
| RED | Relative energy difference |
| MFI | Melt flow index |
Appendix A
References
- Ghomi, E.R.R.; Khosravi, F.; Ardahaei, A.S.S.; Dai, Y.; Neisiany, R.E.; Foroughi, F.; Wu, M.; Das, O.; Ramakrishna, S. The Life Cycle Assessment for Polylactic Acid (PLA) to Make It a Low-Carbon Material. Polymers 2021, 13, 1854. [Google Scholar] [CrossRef]
- Balla, E.; Daniilidis, V.; Karlioti, G.; Kalamas, T.; Stefanidou, M.; Bikiaris, N.D.; Vlachopoulos, A.; Koumentakou, I.; Bikiaris, D.N. Poly(Lactic Acid): A Versatile Biobased Polymer for the Future with Multifunctional Properties—From Monomer Synthesis, Polymerization Techniques and Molecular Weight Increase to PLA Applications. Polymers 2021, 13, 1822. [Google Scholar] [CrossRef]
- Teixeira, L.V.; Bomtempo, J.V.; De Almeida Oroski, F.; De Andrade Coutinho, P.L. The Diffusion of Bioplastics: What Can We Learn from Poly(Lactic Acid)? Sustainability 2023, 15, 4699. [Google Scholar] [CrossRef]
- Santamaria-Echart, A.; Fernandes, I.; Barreiro, F.; Corcuera, M.A.; Eceiza, A. Advances in Waterborne Polyurethane and Polyurethane-Urea Dispersions and Their Eco-Friendly Derivatives: A Review. Polymers 2021, 13, 409. [Google Scholar] [CrossRef] [PubMed]
- Guo, X.; Ge, S.; Wang, J.; Zhang, X.; Zhang, T.; Lin, J.; Zhao, C.X.; Wang, B.; Zhu, G.; Guo, Z. Waterborne Acrylic Resin Modified with Glycidyl Methacrylate (GMA): Formula Optimization and Property Analysis. Polymer 2018, 143, 155–163. [Google Scholar] [CrossRef]
- Bandera, D.; Meyer, V.; Prevost, D.; Zimmermann, T.; Boesel, L. Polylactide/Montmorillonite Hybrid Latex as a Barrier Coating for Paper Applications. Polymers 2016, 8, 75. [Google Scholar] [CrossRef] [PubMed]
- Zhang, H.; Xiang, S.; Luan, Q.; Bao, Y.; Deng, Q.; Zheng, M.; Liu, S.; Song, J.; Tang, H.; Huang, F. Development of Poly (Lactic Acid) Microspheres and Their Potential Application in Pickering Emulsions Stabilization. Int. J. Biol. Macromol. 2017, 108, 105–111. [Google Scholar] [CrossRef] [PubMed]
- Mathew, A.; Kishore, S.R.; Tomy, A.T.; Sugavaneswaran, M.; Scholz, S.G.; Elkaseer, A.; Wilson, V.H.; Rajan, A.J. Vapour Polishing of Fused Deposition Modelling (FDM) Parts: A Critical Review of Different Techniques, and Subsequent Surface Finish and Mechanical Properties of the Post-Processed 3D-Printed Parts. Prog. Addit. Manuf. 2023, 8, 1161–1178. [Google Scholar] [CrossRef]
- Dizon, J.R.C.; Gache, C.C.L.; Cascolan, H.M.S.; Cancino, L.T.; Advincula, R.C. Post-Processing of 3D-Printed Polymers. Technologies 2021, 9, 61. [Google Scholar] [CrossRef]
- Baker, G.; Vogel, E.; Smith, M. Glass Transitions in Polylactides. Polym. Rev. 2008, 48, 64–84. [Google Scholar] [CrossRef]
- Fekete, I.; Ronkay, F.; Lendvai, L. Highly Toughened Blends of Poly(Lactic Acid) (PLA) and Natural Rubber (NR) for FDM-Based 3D Printing Applications: The Effect of Composition and Infill Pattern. Polym. Test. 2021, 99, 107205. [Google Scholar] [CrossRef]
- Naddeo, M.; Sorrentino, A.; Pappalardo, D. Thermo-Rheological and Shape Memory Properties of Block and Random Copolymers of Lactide and Ε-Caprolactone. Polymers 2021, 13, 627. [Google Scholar] [CrossRef] [PubMed]
- Rafie, M.; Marsilla, K.K.; Hamid, Z.; Rusli, A.; Abdullah, M. Enhanced Mechanical Properties of Plasticized Polylactic Acid Filament for Fused Deposition Modelling: Effect of in Situ Heat Treatment. Prog. Rubber Plast. Recycl. Technol. 2019, 36, 131–142. [Google Scholar] [CrossRef]
- Gálvez, J.; Aguirre, J.C.; Salazar, M.H.; Mondragón, B.V.; Wagner, E.; Caicedo, C. Effect of Extrusion Screw Speed and Plasticizer Proportions on the Rheological, Thermal, Mechanical, Morphological and Superficial Properties of PLA. Polymers 2020, 12, 2111. [Google Scholar] [CrossRef] [PubMed]
- Shirai, M.A.; Grossmann, M.V.E.; Mali, S.; Yamashita, F.; Garcia, P.S.; Müller, C.M.O. Development of Biodegradable Flexible Films of Starch and Poly(Lactic Acid) Plasticized with Adipate or Citrate Esters. Carbohydr. Polym. 2012, 92, 19–22. [Google Scholar] [CrossRef] [PubMed]
- Burgos, N.; Martino, V.P.; Jiménez, A. Characterization and Ageing Study of Poly(Lactic Acid) Films Plasticized with Oligomeric Lactic Acid. Polym. Degrad. Stab. 2012, 98, 651–658. [Google Scholar] [CrossRef]
- Yu, Y.; Cheng, Y.; Ren, J.; Cao, E.; Fu, X.; Guo, W. Plasticizing Effect of Poly(Ethylene Glycol)s with Different Molecular Weights in Poly(Lactic Acid)/Starch Blends. J. Appl. Polym. Sci. 2015, 132, 41808. [Google Scholar] [CrossRef]
- Aliotta, L.; Vannozzi, A.; Panariello, L.; Gigante, V.; Coltelli, M.-B.; Lazzeri, A. Sustainable Micro and Nano Additives for Controlling the Migration of a Biobased Plasticizer from PLA-Based Flexible Films. Polymers 2020, 12, 1366. [Google Scholar] [CrossRef]
- Ivorra-Martinez, J.; Gomez-Caturla, J.; Garcia-Sanoguera, D.; Moreno, V.; Dominici, F.; Puglia, D.; Torre, L. Effect of Reactive Extrusion in Plasticized Polylactide Formulations with Biobased Dibutyl Itaconate. Key Eng. Mater. 2023, 957, 81–86. [Google Scholar] [CrossRef]
- Xu, M.; Sun, W.; Li, C.; Li, J.; Tan, J.; Zhu, X. Facile Approach to Synthesis of Full Bio-Based Cardanol-Derived Plasticizer for Polylactic Acid with Excellent Plasticization and Water Vapor Resistance. Int. J. Biol. Macromol. 2025, 306, 141428. [Google Scholar] [CrossRef]
- Choi, K.-M.; Choi, M.-C.; Han, D.-H.; Park, T.-S.; Ha, C.-S. Plasticization of Poly(Lactic Acid) (PLA) through Chemical Grafting of Poly(Ethylene Glycol) (PEG) via in Situ Reactive Blending. Eur. Polym. J. 2013, 49, 2356–2364. [Google Scholar] [CrossRef]
- Sun, S.; Weng, Y.; Zhang, C. Recent Advancements in Bio-Based Plasticizers for Polylactic Acid (PLA): A Review. Polym. Test. 2024, 140, 108603. [Google Scholar] [CrossRef]
- Septevani, A.A.; Bhakri, S. Plasticization of Poly(Lactic Acid) Using Different Molecular Weight of Poly(Ethylene Glycol). AIP Conf. Proc. 2017, 1904, 020038. [Google Scholar] [CrossRef]
- Belyamani, I.; Najemi, L.; Wilson, K.; Abdullah, M.; Al-Badi, N. Influence of Glycerol and Clove Essential Oil on the Properties and Biodegradability of Poly(Lactic Acid)/Poly(Hydroxybutyrate-Co-Hydroxyvalerate) Blends. Int. J. Biol. Macromol. 2025, 308, 142698. [Google Scholar] [CrossRef]
- Maia, D.L.H.; Fernandes, A.N. Influence of Carboxylic Acid in the Production of Epoxidized Soybean Oil by Conventional and Ultrasound-Assisted Methods. Biomass Convers. Biorefinery 2020, 12, 5861–5868. [Google Scholar] [CrossRef]
- Rad, N.G.; Karami, Z.; Zohuriaan-Mehr, M.J.; Salimi, A.; Kabiri, K. Linseed Oil-based Reactive Diluents Preparation to Improve Tetra-functional Epoxy Resin Properties. Polym. Adv. Technol. 2019, 30, 2361–2369. [Google Scholar] [CrossRef]
- ISO 527-3:2019; Plastics-Determination of Tensile Properties—Part 3: Test Conditions for Films and Sheets. ISO: Geneva, Switzerland, 2019.
- ISO 1133-1:2022; Plastics—Determination of the Melt Mass-Flow Rate (MFR) and Melt Volume-Flow Rate (MVR) of Thermoplastics. ISO: Geneva, Switzerland, 2022.
- De Los Ríos, M.D.; Belmonte, R.M. Extending Microsoft Excel and Hansen Solubility Parameters Relationship to Double Hansen’s Sphere Calculation. SN Appl. Sci. 2022, 4, 185. [Google Scholar] [CrossRef]
- De Los Ríos, M.D.; Ramos, E.H. Determination of the Hansen Solubility Parameters and the Hansen Sphere Radius with the Aid of the Solver Add-in of Microsoft Excel. SN Appl. Sci. 2020, 2, 676. [Google Scholar] [CrossRef]
- Pulingam, T.; Foroozandeh, P.; Chuah, J.-A.; Sudesh, K. Exploring Various Techniques for the Chemical and Biological Synthesis of Polymeric Nanoparticles. Nanomaterials 2022, 12, 576. [Google Scholar] [CrossRef]
- Ramli, R.A. Hollow Polymer Particles: A Review. RSC Adv. 2017, 7, 52632–52650. [Google Scholar] [CrossRef]
- Fuji, M.; Han, Y.S.; Takai, C. Synthesis and Applications of Hollow Particles. KONA Powder Part J. 2013, 30, 47–68. [Google Scholar] [CrossRef]
- Raichur, A.; Nakajima, Y.; Nagaoka, Y.; Maekawa, T.; Kumar, D.S. Hollow Polymeric (PLGA) Nano Capsules Synthesized Using Solvent Emulsion Evaporation Method for Enhanced Drug Encapsulation and Release Efficiency. Mater. Res. Express 2014, 1, 045407. [Google Scholar] [CrossRef]
- Li, G.; Yu, Y.; Han, W.; Zhu, L.; Si, T.; Wang, H.; Li, K.; Sun, Y.; He, Y. Solvent Evaporation Self-Motivated Continual Synthesis of Versatile Porous Polymer Microspheres via Foaming-Transfer. Colloids Surf. A Physicochem. Eng. Asp. 2021, 615, 126239. [Google Scholar] [CrossRef]
- Sivadas, B.O.; Ashcroft, I.; Khlobystov, A.N.; Goodridge, R.D. Laser Sintering of Polymer Nanocomposites. Adv. Ind. Eng. Polym. Res. 2021, 4, 277–300. [Google Scholar] [CrossRef]
- Shen, F.; Yuan, S.; Chua, C.K.; Zhou, K. Development of Process Efficiency Maps for Selective Laser Sintering of Polymeric Composite Powders: Modeling and Experimental Testing. J. Mater. Process. Technol. 2017, 254, 52–59. [Google Scholar] [CrossRef]
- Bahloul, A.; Doghri, I.; Adam, L. Mesoscale Modelling of Polymer Powder Densification Due to Thermal Sintering. Appl. Math. Model. 2022, 114, 408–422. [Google Scholar] [CrossRef]
- Alqarni, M.H.; Haq, N.; Alam, P.; Abdel-Kader, M.S.; Foudah, A.I.; Shakeel, F. Solubility Data, Hansen Solubility Parameters and Thermodynamic Behavior of Pterostilbene in Some Pure Solvents and Different (PEG-400 + Water) Cosolvent Compositions. J. Mol. Liq. 2021, 331, 115700. [Google Scholar] [CrossRef]
- Hansen, C.M. Hansen Solubility Parameters: A User’s Handbook, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2007. [Google Scholar]
- Litauszki, K.; Petrény, R.; Haramia, Z.; Mészáros, L. Combined Effects of Plasticizers and D-Lactide Content on the Mechanical and Morphological Behavior of Polylactic Acid. Heliyon 2023, 9, e14674. [Google Scholar] [CrossRef]
- Li, F.-J.; Liang, J.-Z.; Zhang, S.-D.; Zhu, B. Tensile Properties of Polylactide/Poly(Ethylene Glycol) Blends. J. Polym. Environ. 2015, 23, 407–415. [Google Scholar] [CrossRef]
- Petchwattana, N.; Sanetuntikul, J.; Narupai, B. Plasticization of Biodegradable Poly(Lactic Acid) by Different Triglyceride Molecular Sizes: A Comparative Study with Glycerol. J. Polym. Environ. 2017, 26, 1160–1168. [Google Scholar] [CrossRef]
- Belletti, G.; Buoso, S.; Ricci, L.; Guillem-Ortiz, A.; Aragón-Gutiérrez, A.; Bortolini, O.; Bertoldo, M. Preparations of Poly(Lactic Acid) Dispersions in Water for Coating Applications. Polymers 2021, 13, 2767. [Google Scholar] [CrossRef] [PubMed]
- Brito, E.L.; Ballard, N. Film Formation of Two-Stage Acrylic Latexes: Toward Soft-Core/Hard-Shell Systems. Macromol. Mater. Eng. 2023, 309, 2300287. [Google Scholar] [CrossRef]
- Pashley, R.M.; Karaman, M.E.; Ninham, B.W. A New Approach to the Measurement of the Minimum Film Formation Temperature of Latex Dispersions. Colloids Surf. A Physicochem. Eng. Asp. 2002, 211, 285–293. [Google Scholar] [CrossRef]
- Dron, S.M.; Paulis, M. Tracking Hydroplasticization by DSC: Movement of Water Domains Bound to Poly(Meth)Acrylates during Latex Film Formation. Polymers 2020, 12, 2500. [Google Scholar] [CrossRef]
- Kwon, Y.R.; Moon, S.K.; Kim, H.C.; Kim, J.S.; Kwon, M.; Kim, D.H. Effects of Grafting Degree on the Formation of Waterborne Polyurethane-Acrylate Film with Hard Core–Soft Shell Structure. Polymers 2023, 15, 3765. [Google Scholar] [CrossRef]
- Xu, C.-A.; Yang, Z. Progress in Polyurethane and Composites. Polymers 2024, 16, 2031. [Google Scholar] [CrossRef] [PubMed]
- De Santis, F.; Volpe, V.; Pantani, R. Effect of Molding Conditions on Crystallization Kinetics and Mechanical Properties of Poly(Lactic Acid). Polym. Eng. Sci. 2016, 57, 306–311. [Google Scholar] [CrossRef]
- Tábi, T.; Ageyeva, T.; Kovács, J.G. The Influence of Nucleating Agents, Plasticizers, and Molding Conditions on the Properties of Injection Molded PLA Products. Mater. Today Commun. 2022, 32, 103936. [Google Scholar] [CrossRef]
- Calovi, M.; Rossi, S. Functional Olive Pit Powders: The Role of the Bio-Based Filler in Reducing the Water Uptake Phenomena of the Waterborne Paint. Coatings 2023, 13, 442. [Google Scholar] [CrossRef]
- Antil, B.; Elkasabi, Y.; Strahan, G.D.; Wal, R.L.V. Development of Graphitic and Non-Graphitic Carbons Using Different Grade Biopitch Sources. Carbon 2024, 232, 119770. [Google Scholar] [CrossRef]
- Cunha, I.L.C.; Rosa, F.; Kulay, L. Green Coalescent Synthesis Based on the Design for Environment (DFE) Principles: Brazilian Experience. Sustainability 2021, 13, 12802. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | δD | δP | δH | R0 | Ra | RED | Reference |
|---|---|---|---|---|---|---|---|
| PLA 4060D | 16.5 | 9.9 | 6.4 | 8.5 | |||
| Epoxy oleic acid | 16.6 | 11.1 | 9.8 | 3.6 | 0.42 | ||
| Epoxy linoleic acid | 16.6 | 11.4 | 10.5 | 4.4 | 0.51 | ||
| PEG-400 | 14.6 | 7.5 | 9.4 | 5.4 | 0.64 | [39] | |
| Dibutyl phthalate | 17.8 | 8.6 | 4.1 | 3.7 | 0.44 | [40] | |
| Ethylene glycol | 17.0 | 11.0 | 26.0 | 19.7 | 2.31 | [40] | |
| Glycerol | 17.4 | 12.1 | 29.3 | 23.1 | 2.71 | [40] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Myronyuk, O.; Baklan, D.; Bilousova, A.; Smalii, I.; Vorobyova, V.; Halysh, V.; Trus, I. Plasticized Polylactide Film Coating Formation from Redispersible Particles. AppliedChem 2025, 5, 14. https://doi.org/10.3390/appliedchem5030014
Myronyuk O, Baklan D, Bilousova A, Smalii I, Vorobyova V, Halysh V, Trus I. Plasticized Polylactide Film Coating Formation from Redispersible Particles. AppliedChem. 2025; 5(3):14. https://doi.org/10.3390/appliedchem5030014
Chicago/Turabian StyleMyronyuk, Oleksiy, Denys Baklan, Anna Bilousova, Illia Smalii, Victoria Vorobyova, Vita Halysh, and Inna Trus. 2025. "Plasticized Polylactide Film Coating Formation from Redispersible Particles" AppliedChem 5, no. 3: 14. https://doi.org/10.3390/appliedchem5030014
APA StyleMyronyuk, O., Baklan, D., Bilousova, A., Smalii, I., Vorobyova, V., Halysh, V., & Trus, I. (2025). Plasticized Polylactide Film Coating Formation from Redispersible Particles. AppliedChem, 5(3), 14. https://doi.org/10.3390/appliedchem5030014