
Fermentative Butanol Production—Perspectives and Scale-Up Challenges



Abstract
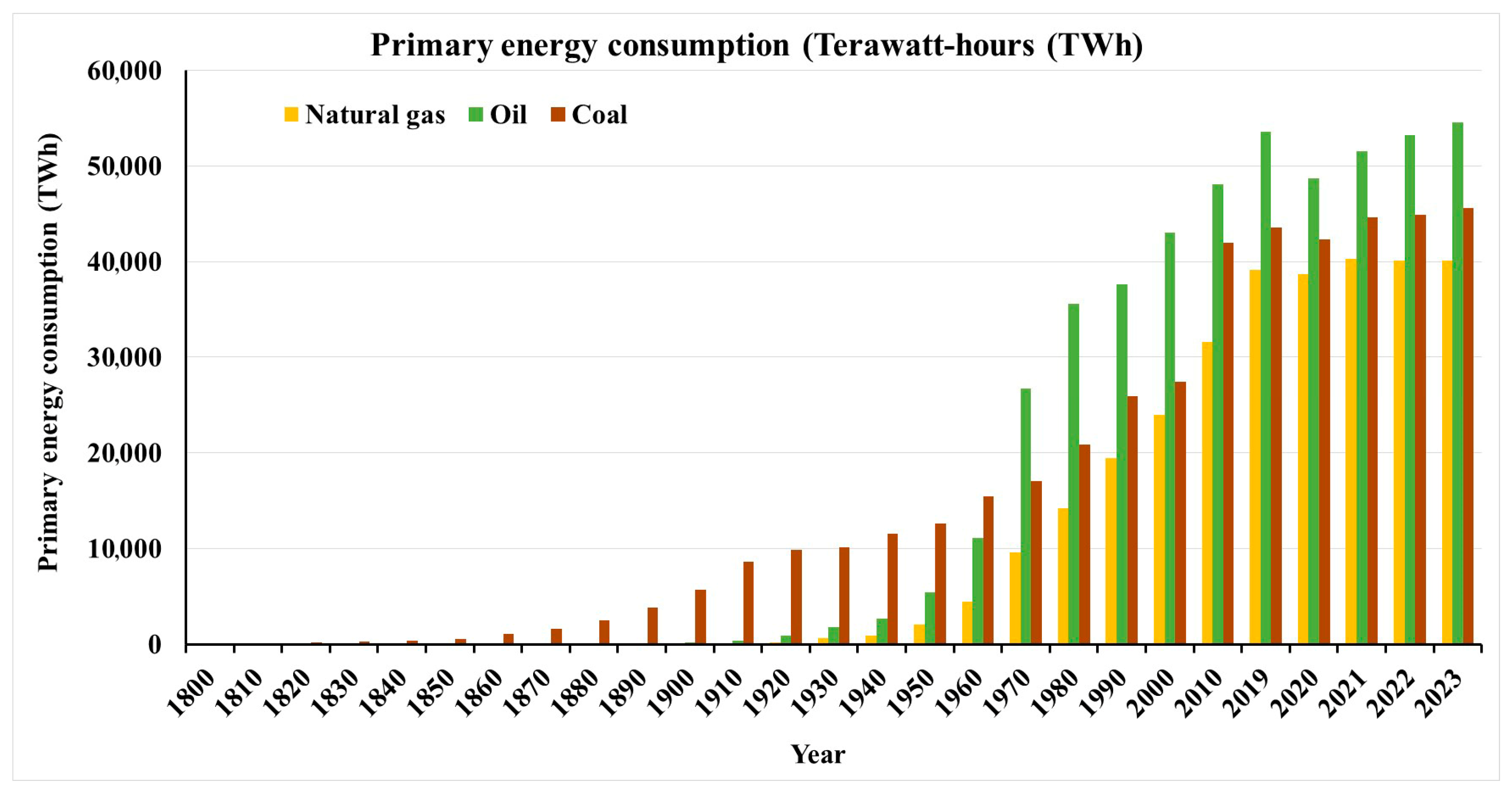
1. Introduction
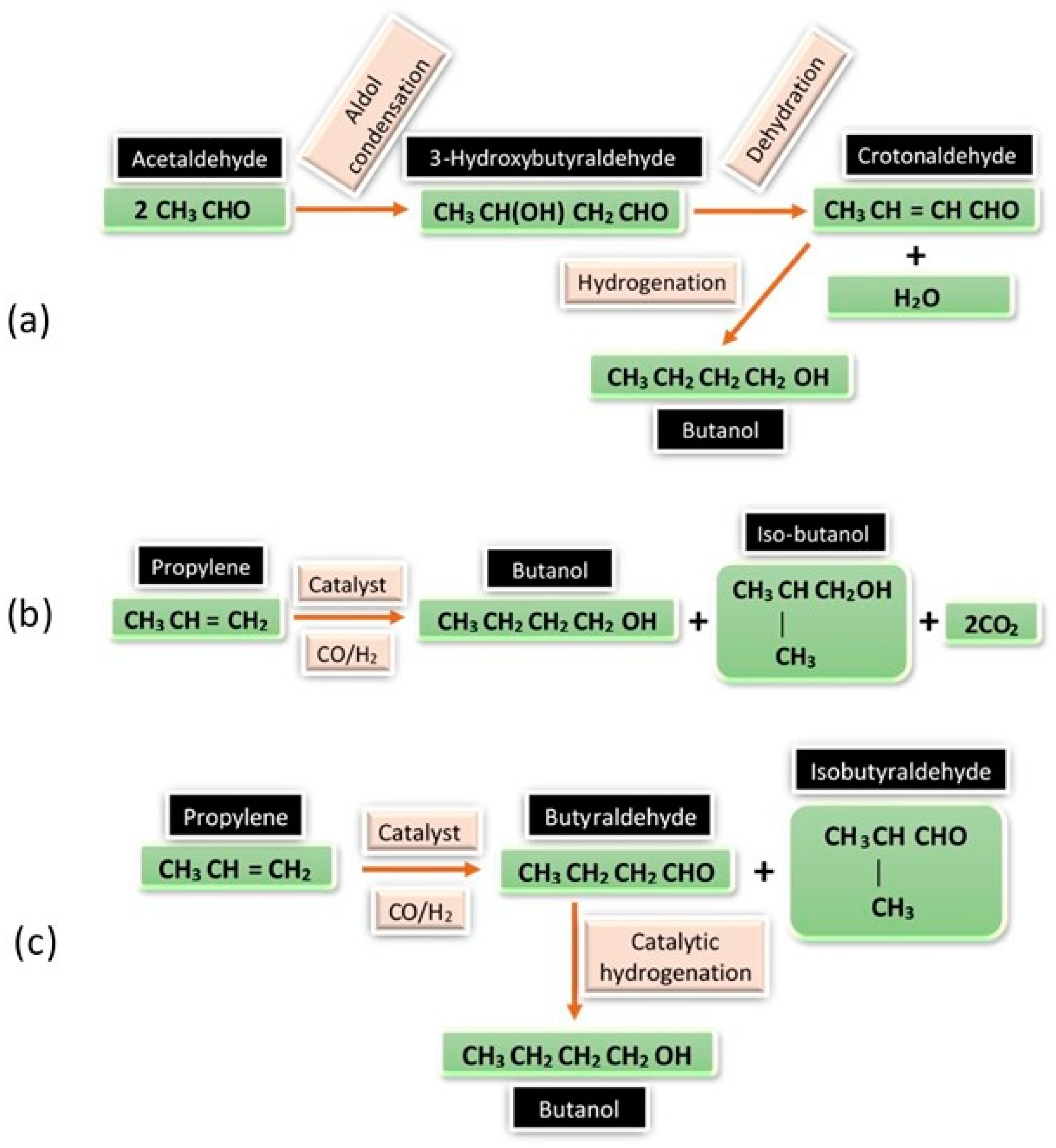
2. Chemical and Biological Synthesis of Butanol
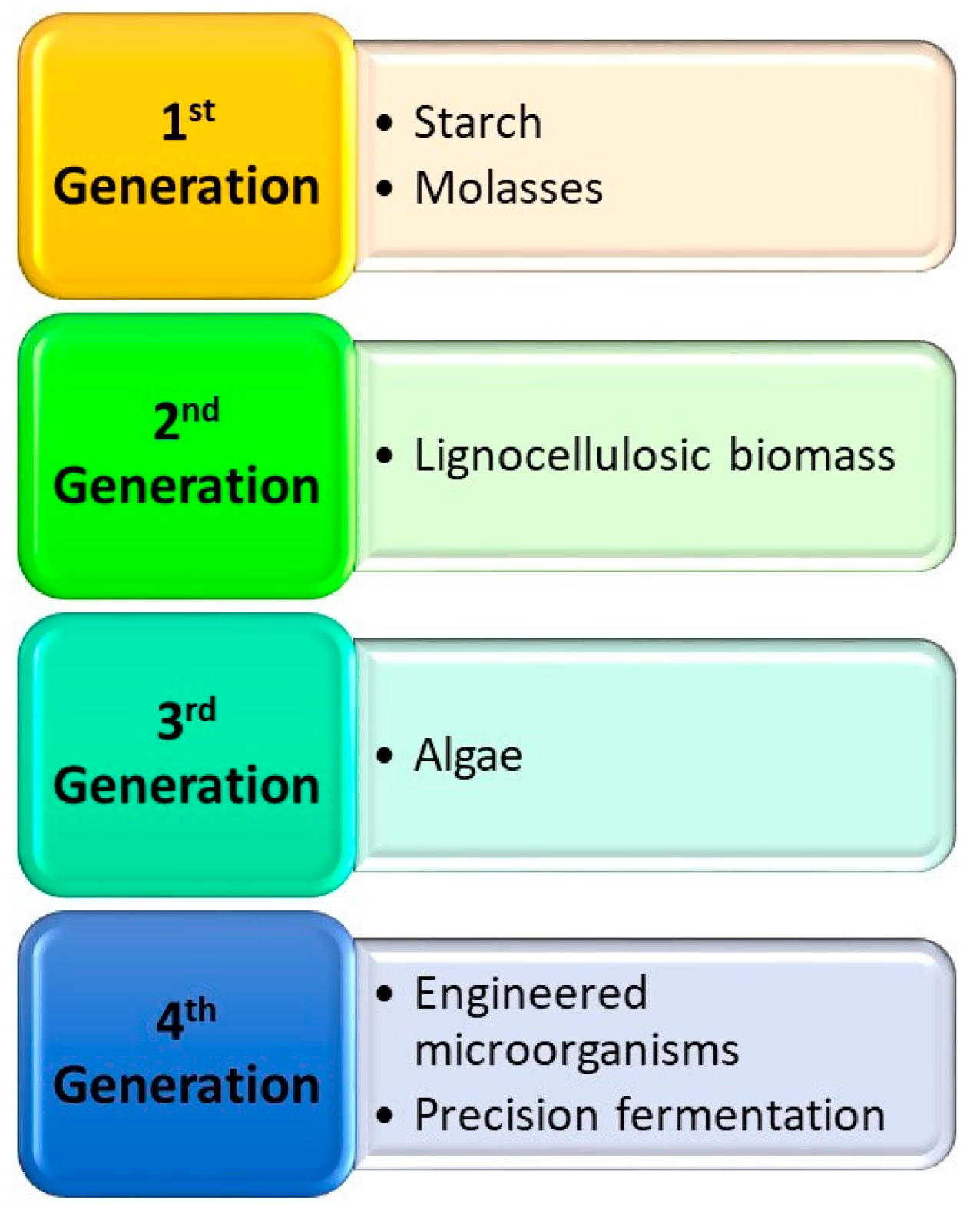
3. Feedstocks and Agri-Food Industry Residues’ Valorization
4. Scale-Up Challenges and Purification
5. The Potential of Precision Fermentation for Improved Biobutanol Production
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Richie, H.; Rosado, P. Fossil Fuels. Available online: https://ourworldindata.org/fossil-fuels (accessed on 26 December 2024).
- Smil, V. Energy Transitions: Global and National Perspectives, 2nd ed.; Praeger: Santa Barbara, CA, USA, 2017. [Google Scholar]
- Energy Institute. Statistical Review of World Energy. Available online: https://www.energyinst.org/statistical-review/ (accessed on 26 December 2024).
- McPherson, G.R. Will COVID-19 Trigger Extinction of All Life on Earth? Earth Environ. Sci. Res. Rev. 2020, 73, 73–74. [Google Scholar] [CrossRef]
- Shapovalov, O.I.; Ashkinazi, L.A. Biobutanol: Biofuel of second generation. Russ. J. Appl. Chem. 2008, 81, 2232–2236. [Google Scholar] [CrossRef]
- Mahapatra, M.; Kumar, A. A Short Review on Biobutanol, a Second Generation Biofuel Production from Lignocellulosic Biomass. J. Clean Energy Technol. 2017, 5, 27–30. [Google Scholar] [CrossRef]
- Demirbas, M.F. Biorefineries for biofuel upgrading: A critical review. Appl. Energy 2009, 86, S151–S161. [Google Scholar] [CrossRef]
- Bai, J.; Huang, J.; Rozelle, S.; Boswell, M. Beer Battles in China: The Struggle over the World’s Largest Beer Market. In The Economics of Beer; Oxford University Press: New York, NY, USA, 2011; pp. 267–286. [Google Scholar] [CrossRef]
- Poelmans, E.; Swinnen, J.F.M. A Brief Economic History of Beer. Econ. Beer 2011, 3–28. [Google Scholar] [CrossRef]
- McGovern, P.E.; Glusker, D.L.; Exner, L.J.; Voigt, M.M. Neolithic resinated wine. Nature 1996, 381, 480–481. [Google Scholar] [CrossRef]
- McGovern, P.E.; Zhang, J.; Tang, J.; Zhang, Z.; Hall, G.R.; Moreau, R.A.; Nuñez, A.; Butrym, E.D.; Richards, M.P.; Wang, C.-S.; et al. Fermented beverages of pre- and proto-historic China. Proc. Natl. Acad. Sci. USA 2004, 101, 17593–17598. [Google Scholar] [CrossRef]
- Dürre, P. Biobutanol: An attractive biofuel. Biotechnol. J. 2007, 2, 1525–1534. [Google Scholar] [CrossRef]
- Rosenblatt, D.; Morgan, C.; McConnell, S.; Nuottimäki, J. Particulate Measurements: Ethanol and Isobutanol in Direct Injection Spark Ignited Engines; International Energy Agency-Advanced Motor Fuels: Paris, France, 2015. [Google Scholar]
- Dürre, P. Fermentative Butanol Production. Ann. N. Y. Acad. Sci. 2008, 1125, 353–362. [Google Scholar] [CrossRef]
- Nagrale, P. Biobutanol Market Research Report. Available online: https://www.marketresearchfuture.com/reports/bio-butanol-market-28603 (accessed on 16 March 2025).
- Bhattacharyya, A.; Jain, A.; Rajagopalan, G. Biobutanol production from food crops. In Advances and Developments in Biobutanol Production; Segovia-Hernandez, J.G., Behera, S., Sanchez-Ramirez, E., Eds.; Woodhead Publishing: Cambridge, MA, USA, 2023; pp. 245–260. [Google Scholar] [CrossRef]
- Sooch, B.S.; Singh, J.; Verma, D. Insights into metabolic engineering approaches for enhanced biobutanol production. In Advances and Developments in Biobutanol Production; Segovia-Hernandez, J.G., Behera, S., Sanchez-Ramirez, E., Eds.; Woodhead Publishing: Sawston, UK, 2023; pp. 329–361. [Google Scholar] [CrossRef]
- Nanda, S.; Golemi-Kotra, D.; McDermott, J.C.; Dalai, A.K.; Gökalp, I.; Kozinski, J.A. Fermentative production of butanol: Perspectives on synthetic biology. New Biotechnol. 2017, 37, 210–221. [Google Scholar] [CrossRef]
- Hongjuan, L.; Genyu, W.; Jianan, Z. The Promising Fuel-Biobutanol. In Liquid, Gaseous and Solid Biofuels; Zhen, F., Ed.; IntechOpen: Rijeka, Croatia, 2013; pp. 175–198. [Google Scholar] [CrossRef]
- AMF. Butanol. Available online: https://www.iea-amf.org/content/fuel_information/butanol/ (accessed on 12 January 2025).
- Panahi, H.K.S.; Dehhaghi, M.; Kinder, J.E.; Ezeji, T.C. A review on green liquid fuels for the transportation sector: A prospect of microbial solutions to climate change. Biofuel Res. J. 2019, 6, 995–1024. [Google Scholar] [CrossRef]
- Ndaba, B.; Chiyanzu, I.; Marx, I. N-Butanol derived from biochemical and chemical routes: A review. Biotechnol. Rep. 2015, 8, 1–9. [Google Scholar] [CrossRef] [PubMed]
- Uyttebroek, M.; Van Hecke, W.; Vanbroekhoven, K. Sustainability metrics of 1-butanol. Catal. Today 2015, 239, 7–10. [Google Scholar] [CrossRef]
- Hahn, H.-D.; Dämbkes, G.; Rupprich, N.; Bahl, H. Butanols. In Ullmann’s Encyclopedia of Industrial Chemistry; VCH Publishers: Deerfield Beach, FL, USA, 2010. [Google Scholar] [CrossRef]
- Lang, Y.D.; Biegler, L.T.; Maier, E.E.; Majewski, R.A. An optimal catalyst management strategy for Oxo processes. Comput. Chem. Eng. 2000, 24, 1549–1554. [Google Scholar] [CrossRef]
- Zverlov, V.V.; Berezina, O.; Velikodvorskaya, G.A.; Schwarz, W.H. Bacterial acetone and butanol production by industrial fermentation in the Soviet Union: Use of hydrolyzed agricultural waste for biorefinery. Appl. Microbiol. Biotechnol. 2006, 71, 587–597. [Google Scholar] [CrossRef] [PubMed]
- García, V.; Päkkilä, J.; Ojamo, H.; Muurinen, E.; Keiski, R.L. Challenges in biobutanol production: How to improve the efficiency? Renew. Sustain. Energy Rev. 2011, 15, 964–980. [Google Scholar] [CrossRef]
- Ogo, S.; Onda, A.; Yanagisawa, K. Selective synthesis of 1-butanol from ethanol over strontium phosphate hydroxyapatite catalysts. Appl. Catal. A Gen. 2011, 402, 188–195. [Google Scholar] [CrossRef]
- Lee, S.Y.; Park, J.H.; Jang, S.H.; Nielsen, L.K.; Kim, J.; Jung, K.S. Fermentative butanol production by clostridia. Biotechnol. Bioeng. 2008, 101, 209–228. [Google Scholar] [CrossRef]
- Ljungdahl, L.G.; Hugenholtz, J.; Wiegel, J. Acetogenic and Acid-Producing Clostridia. In Clostridia; Minton, N.P., Clarke, D.J., Eds.; Springer: Boston, MA, USA, 1989; pp. 145–191. [Google Scholar] [CrossRef]
- Jones, D.T.; Woods, D.R. Solvent Production. In Clostridia; Minton, N.P., Clarke, D.J., Eds.; Springer: Boston, MA, USA, 1989; pp. 105–144. [Google Scholar] [CrossRef]
- Johnson, M.J.; Peterson, W.H.; Fred, E.B. Oxidation and reduction relations between susbtrate and products in the acetonebutyl alcohol fermentation. J. Biol. Chem. 1931, 91, 569–591. [Google Scholar] [CrossRef]
- Bahl, H.; Andersch, W.; Braun, K.; Gottschalk, G. Effect of pH and butyrate concentration on the production of acetone and butanol by Clostridium acetobutylicum grown in continuous culture. Eur. J. Appl. Microbiol. Biotechnol. 1982, 14, 17–20. [Google Scholar] [CrossRef]
- Rogers, P. Genetics and Biochemistry of Clostridium Relevant to Development of Fermentation Processes. In Advances in Applied Microbiology; Laskin, A.I., Ed.; Academic Press: Cambridge, MA, USA, 1986; Volume 31, pp. 1–60. [Google Scholar] [CrossRef]
- Ounine, K.; Petitdemange, H.; Raval, G.; Gay, R. Acetone-butanol production from pentoses by Clostridium acetobutylicum. Biotechnol. Lett. 1983, 5, 605–610. [Google Scholar] [CrossRef]
- Cynkin, M.A.; Delwiche, E.A. Metabolism of pentoses by clostridia. I. Enzymes of ribose dissimilation in extracts of Clostridium perfringens. J. Bacteriol. 1958, 75, 331–334. [Google Scholar] [CrossRef]
- Esquivel-Elizondo, S.; Ilhan, Z.E.; Garcia-Peña, E.I.; Krajmalnik-Brown, R. Insights into Butyrate Production in a Controlled Fermentation System via Gene Predictions. mSystems 2017, 2. [Google Scholar] [CrossRef]
- Davies, E.T. Green Biologics Ltd.: Commercialising bio-n-butanol. Green Process. Synth. 2013, 2, 273–276. [Google Scholar] [CrossRef]
- Weizmann, C. Production of Acetone and Alcohols by Bacteriological Processes. U.S. Patent 1,315,585A, 9 September 1919. [Google Scholar]
- Gabriel, C.L. Butanol Fermentation Process. Ind. Eng. Chem. 1928, 20, 1063–1067. [Google Scholar] [CrossRef]
- Jones, D.T.; Woods, D.R. Acetone-butanol fermentation revisited. Microbiol. Rev. 1986, 50, 484–524. [Google Scholar] [CrossRef]
- Cavelius, P.; Engelhart-Straub, S.; Mehlmer, N.; Lercher, J.; Awad, D.; Brück, T. The potential of biofuels from first to fourth generation. PLoS Biol. 2023, 21, e3002063. [Google Scholar] [CrossRef]
- Wang, M.; Zhang, Q.; Gao, H.-p.; Cao, C.-h. Simultaneous Saccharification and Fermentation for Biobutanol Production from Corn Starch via ABE Fermentation. BioResources 2023, 18, 4935–4942. [Google Scholar] [CrossRef]
- Li, H.-G.; Ofosu, F.K.; Li, K.-T.; Gu, Q.-Y.; Wang, Q.; Yu, X.-B. Acetone, butanol, and ethanol production from gelatinized cassava flour by a new isolates with high butanol tolerance. Bioresour. Technol. 2014, 172, 276–282. [Google Scholar] [CrossRef]
- Wang, P.; Chen, Y.M.; Wang, Y.; Lee, Y.Y.; Zong, W.; Taylor, S.; McDonald, T.; Wang, Y. Towards comprehensive lignocellulosic biomass utilization for bioenergy production: Efficient biobutanol production from acetic acid pretreated switchgrass with Clostridium saccharoperbutylacetonicum N1-4. Appl. Energy 2019, 236, 551–559. [Google Scholar] [CrossRef]
- Qureshi, N.; Saha, B.C.; Cotta, M.A. Butanol production from wheat straw hydrolysate using Clostridium beijerinckii. Bioprocess Biosyst. Eng. 2007, 30, 419–427. [Google Scholar] [CrossRef] [PubMed]
- van der Wal, H.; Sperber, B.L.H.M.; Houweling-Tan, B.; Bakker, R.R.C.; Brandenburg, W.; López-Contreras, A.M. Production of acetone, butanol, and ethanol from biomass of the green seaweed Ulva lactuca. Bioresour. Technol. 2013, 128, 431–437. [Google Scholar] [CrossRef]
- Cheng, H.-H.; Whang, L.-M.; Chan, K.-C.; Chung, M.-C.; Wu, S.-H.; Liu, C.-P.; Tien, S.-Y.; Chen, S.-Y.; Chang, J.-S.; Lee, W.-J. Biological butanol production from microalgae-based biodiesel residues by Clostridium acetobutylicum. Bioresour. Technol. 2015, 184, 379–385. [Google Scholar] [CrossRef]
- Salaeh, S.; Kongjan, P.; Panphon, S.; Hemmanee, S.; Reungsang, A.; Jariyaboon, R. Feasibility of ABE fermentation from Rhizoclonium spp. hydrolysate with low nutrient supplementation. Biomass Bioenergy 2019, 127, 105269. [Google Scholar] [CrossRef]
- Li, S.-B.; Qian, Y.; Liang, Z.-W.; Guo, Y.; Zhao, M.-M.; Pang, Z.-W. Enhanced butanol production from cassava with Clostridium acetobutylicum by genome shuffling. World J. Microbiol. Biotechnol. 2016, 32, 53. [Google Scholar] [CrossRef]
- Zhang, J.; Zong, W.; Hong, W.; Zhang, Z.-T.; Wang, Y. Exploiting endogenous CRISPR-Cas system for multiplex genome editing in Clostridium tyrobutyricum and engineer the strain for high-level butanol production. Metab. Eng. 2018, 47, 49–59. [Google Scholar] [CrossRef] [PubMed]
- Wasels, F.A.-O.; Chartier, G.; Hocq, R.; Lopes Ferreira, N. A CRISPR/Anti-CRISPR Genome Editing Approach Underlines the Synergy of Butanol Dehydrogenases in Clostridium acetobutylicum DSM 792. Appl. Environ. Microbiol. 2020, 86, e00408-20. [Google Scholar] [CrossRef]
- Vogelsang-O’Dwyer, M.; Zannini, E.; Arendt, E.K. Production of pulse protein ingredients and their application in plant-based milk alternatives. Trends Food Sci. Technol. 2021, 110, 364–374. [Google Scholar] [CrossRef]
- Dent, T.; Maleky, F. Pulse protein processing: The effect of processing choices and enzymatic hydrolysis on ingredient functionality. Crit. Rev. Food Sci. Nutr. 2023, 63, 9914–9925. [Google Scholar] [CrossRef] [PubMed]
- Statistics Canada. Table 32-10-0359-01 Estimated Areas, Yield, Production, Average Farm Price and Total Farm Value of Principal Field Crops, in Metric and Imperial Units. Available online: https://doi.org/10.25318/3210035901-eng (accessed on 4 September 2024).
- Pulse Canada. Pulse Starches. Available online: https://pulsecanada.com/processing/pulse-starch (accessed on 24 February 2025).
- Luo, W.; Zhao, Z.; Pan, H.; Zhao, L.; Xu, C.; Yu, X. Feasibility of butanol production from wheat starch wastewater by Clostridium acetobutylicum. Energy 2018, 154, 240–248. [Google Scholar] [CrossRef]
- Dong, J.-J.; Ding, J.-C.; Zhang, Y.; Ma, L.; Xu, G.-C.; Han, R.-Z.; Ni, Y. Simultaneous saccharification and fermentation of dilute alkaline-pretreated corn stover for enhanced butanol production by Clostridium saccharobutylicum DSM 13864. FEMS Microbiol. Lett. 2016, 363, fnw003. [Google Scholar] [CrossRef]
- Muthan, K.; Poomani, M.S.; Mariappan, I.; Subramanian, V. Biobutanol for Biofuel: Technologies and Commercial Approach. In Biomass, Bioenergy & Bioeconomy; Kothari, R., Singh, A., Arora, N.K., Eds.; Springer Nature: Singapore, 2022; pp. 141–159. [Google Scholar] [CrossRef]
- Abo, B.O.; Gao, M.; Wang, Y.; Wu, C.; Wang, Q.; Ma, H. Production of butanol from biomass: Recent advances and future prospects. Environ. Sci. Pollut. Res. 2019, 26, 20164–20182. [Google Scholar] [CrossRef] [PubMed]
- Ganeshan, S.; Kim, S.H.; Vujanovic, V. Scaling-up production of plant endophytes in bioreactors: Concepts, challenges and perspectives. Bioresour. Bioprocess. 2021, 8, 63. [Google Scholar] [CrossRef] [PubMed]
- Crater, J.S.; Lievense, J.C. Scale-up of industrial microbial processes. FEMS Microbiol. Lett. 2018, 365, fny138. [Google Scholar] [CrossRef]
- Kotsanopoulos, K.V.; Arvanitoyannis, I.S. The Role of Auditing, Food Safety, and Food Quality Standards in the Food Industry: A Review. Compr. Rev. Food Sci. Food Saf. 2017, 16, 760–775. [Google Scholar] [CrossRef]
- Panghal, A.; Chhikara, N.; Sindhu, N.; Jaglan, S. Role of Food Safety Management Systems in safe food production: A review. J. Food Saf. 2018, 38, e12464. [Google Scholar] [CrossRef]
- Nolan, D.P. Application of HAZOP and What-If Safety Reviews to the Petroleum, Petrochemical and Chemical Industries; Noyes Publications: Park Ridge, NJ, USA, 1994; p. 134. [Google Scholar]
- Chastain, J.W.; Delanoy, P.; Devlin, C.; Mueller, T.; Study, K. Beyond HAZOP and LOPA: Four different company approaches. Process Saf. Prog. 2017, 36, 38–53. [Google Scholar] [CrossRef]
- Cameron, I.; Mannan, S.; Nemeth, E.; Park, S.; Pasman, H.; Rogers, W.; Seligmann, B. Process hazard analysis, hazard identification and scenario definition: Are the conventional tools sufficient, or should and can we do much better? Process Saf. Environ. Prot. 2017, 110, 53–70. [Google Scholar] [CrossRef]
- Gottumukkala, L.D.; Haigh, K.; Görgens, J. Trends and advances in conversion of lignocellulosic biomass to biobutanol: Microbes, bioprocesses and industrial viability. Renew. Sustain. Energy Rev. 2017, 76, 963–973. [Google Scholar] [CrossRef]
- Ebrahimi, E.; Amiri, H.; Asadollahi, M.A. Enhanced aerobic conversion of starch to butanol by a symbiotic system of Clostridium acetobutylicum and Nesterenkonia. Biochem. Eng. J. 2020, 164, 107752. [Google Scholar] [CrossRef]
- Tran, H.T.M.; Cheirsilp, B.; Hodgson, B.; Umsakul, K. Potential use of Bacillus subtilis in a co-culture with Clostridium butylicum for acetone–butanol–ethanol production from cassava starch. Biochem. Eng. J. 2010, 48, 260–267. [Google Scholar] [CrossRef]
- Vivek, N.; Nair, L.M.; Mohan, B.; Nair, S.C.; Sindhu, R.; Pandey, A.; Shurpali, N.; Binod, P. Bio-butanol production from rice straw—Recent trends, possibilities, and challenges. Bioresour. Technol. Rep. 2019, 7, 100224. [Google Scholar] [CrossRef]
- Gottumukkala, L.D.; Parameswaran, B.; Valappil, S.K.; Mathiyazhakan, K.; Pandey, A.; Sukumaran, R.K. Biobutanol production from rice straw by a non acetone producing Clostridium sporogenes BE01. Bioresour. Technol. 2013, 145, 182–187. [Google Scholar] [CrossRef] [PubMed]
- Boukid, F.; Ganeshan, S.; Wang, Y.; Tülbek, M.Ç.; Nickerson, M.T. Bioengineered Enzymes and Precision Fermentation in the Food Industry. Int. J. Mol. Sci. 2023, 24, 10156. [Google Scholar] [CrossRef]
- Burke, F. Scale Up and Scale Down of Fermentation Processes. In Practical Fermentation Technology; John Wiley & Sons Inc.: Hoboken, NJ, USA, 2008; pp. 231–269. [Google Scholar] [CrossRef]
- Birgen, C.; Dürre, P.; Preisig, H.A.; Wentzel, A. Butanol production from lignocellulosic biomass: Revisiting fermentation performance indicators with exploratory data analysis. Biotechnol. Biofuels 2019, 12, 167. [Google Scholar] [CrossRef] [PubMed]
- Lin, Z.; Cong, W.; Zhang, J.A. Biobutanol Production from Acetone–Butanol–Ethanol Fermentation: Developments and Prospects. Fermentation 2023, 9, 847. [Google Scholar] [CrossRef]
- Wang, Y.; Li, X.; Blaschek, H.P. Effects of supplementary butyrate on butanol production and the metabolic switch in Clostridium beijerinckii NCIMB 8052: Genome-wide transcriptional analysis with RNA-Seq. Biotechnol. Biofuels 2013, 6, 138. [Google Scholar] [CrossRef]
- Branska, B.; Koppova, K.; Husakova, M.; Patakova, P. Application of fed-batch strategy to fully eliminate the negative effect of lignocellulose-derived inhibitors in ABE fermentation. Biotechnol. Biofuels Bioprod. 2024, 17, 87. [Google Scholar] [CrossRef]
- Liu, G.; Yi, Z.; Li, J.; Yang, L.; Fang, Y.; Du, A.; He, K.; Zhao, H.; Jin, Y. Detoxification with resin promotes the shift from acidogenesis to solventogenesis and prevents acid crash during butanol fermentation from wheat straw. Biomass Convers. Biorefin. 2024, 14, 16857–16866. [Google Scholar] [CrossRef]
- Qureshi, N.; Saha, B.C.; Klasson, K.T.; Liu, S. Butanol production from sweet sorghum bagasse with high solids content: Part I—Comparison of liquid hot water pretreatment with dilute sulfuric acid. Biotechnol. Prog. 2018, 34, 960–966. [Google Scholar] [CrossRef]
- Qureshi, N.; Saha, B.C.; Klasson, K.T.; Liu, S. High solid fed-batch butanol fermentation with simultaneous product recovery: Part II—Process integration. Biotechnol. Prog. 2018, 34, 967–972. [Google Scholar] [CrossRef]
- Survase, S.A.; van Heiningen, A.; Granström, T. Continuous bio-catalytic conversion of sugar mixture to acetone–butanol–ethanol by immobilized Clostridium acetobutylicum DSM 792. Appl. Microbiol. Biotechnol. 2012, 93, 2309–2316. [Google Scholar] [CrossRef] [PubMed]
- Ezeji, T.C.; Qureshi, N.; Blaschek, H.P. Microbial production of a biofuel (acetone–butanol–ethanol) in a continuous bioreactor: Impact of bleed and simultaneous product removal. Bioprocess Biosyst. Eng. 2013, 36, 109–116. [Google Scholar] [CrossRef]
- Schlote, D.; Gottschalk, G. Effect of cell recycle on continuous butanol-acetone fermentation with Clostridium acetobutylicum under phosphate limitation. Appl. Microbiol. Biotechnol. 1986, 24, 1–5. [Google Scholar] [CrossRef]
- Tashiro, Y.; Takeda, K.; Kobayashi, G.; Sonomoto, K. High production of acetone–butanol–ethanol with high cell density culture by cell-recycling and bleeding. J. Biotechnol. 2005, 120, 197–206. [Google Scholar] [CrossRef]
- Jang, Y.-S.; Malaviya, A.; Lee, S.Y. Acetone–butanol–ethanol production with high productivity using Clostridium acetobutylicum BKM19. Biotechnol. Bioeng. 2013, 110, 1646–1653. [Google Scholar] [CrossRef]
- Khedkar, M.A.; Nimbalkar, P.R.; Gaikwad, S.G.; Chavan, P.V.; Bankar, S.B. Solvent extraction of butanol from synthetic solution and fermentation broth: Batch and continuous studies. Sep. Purif. Technol. 2020, 249, 117058. [Google Scholar] [CrossRef]
- Lin, Z.; Liu, H.; Yan, X.; Zhou, Y.; Cheng, K.; Zhang, J.A. High-efficiency acetone-butanol-ethanol production and recovery in non-strict anaerobic gas-stripping fed-batch fermentation. Appl. Microbiol. Biotechnol. 2017, 101, 8029–8039. [Google Scholar] [CrossRef] [PubMed]
- Raganati, F.; Procentese, A.; Olivieri, G.; Russo, M.E.; Salatino, P.; Marzocchella, A. Bio-butanol separation by adsorption on various materials: Assessment of isotherms and effects of other ABE-fermentation compounds. Sep. Purif. Technol. 2018, 191, 328–339. [Google Scholar] [CrossRef]
- Liu, L.; Wang, Y.; Wang, N.; Chen, X.; Li, B.; Shi, J.; Li, X. Process optimization of acetone-butanol-ethanol fermentation integrated with pervaporation for enhanced butanol production. Biochem. Eng. J. 2021, 173, 108070. [Google Scholar] [CrossRef]
- Jones, D.T.; Schulz, F.; Roux, S.; Brown, S.D. Solvent-Producing Clostridia Revisited. Microorganisms 2023, 11, 2253. [Google Scholar] [CrossRef]
- Johnson, E.E.; Rehmann, L. Self-Synchronized Oscillatory Metabolism of Clostridium pasteurianum in Continuous Culture. Processes 2020, 8, 137. [Google Scholar] [CrossRef]
- Mahamkali, V.; Valgepea, K.; de Souza Pinto Lemgruber, R.; Plan, M.; Tappel, R.; Köpke, M.; Simpson, S.D.; Nielsen, L.K.; Marcellin, E. Redox controls metabolic robustness in the gas-fermenting acetogen Clostridium autoethanogenum. Proc. Natl. Acad. Sci. USA 2020, 117, 13168–13175. [Google Scholar] [CrossRef]
- Tyszak, A.; Rehmann, L. Metabolic Oscillation Phenomena in Clostridia Species—A Review. Fermentation 2024, 10, 156. [Google Scholar] [CrossRef]
- Hassoun, A.; Bekhit, A.E.; Jambrak, A.R.; Regenstein, J.M.; Chemat, F.; Morton, J.D.; Gudjónsdóttir, M.; Carpena, M.; Prieto, M.A.; Varela, P.; et al. The fourth industrial revolution in the food industry-part II: Emerging food trends. Crit. Rev. Food Sci. Nutr. 2022, 64, 407–437. [Google Scholar] [CrossRef] [PubMed]
- Teng, T.S.; Chin, Y.L.; Chai, K.F.; Chen, W.N. Fermentation for future food systems. EMBO Rep. 2021, 22, e52680. [Google Scholar] [CrossRef]
- Jang, Y.-S.; Lee Jin, Y.; Lee, J.; Park Jin, H.; Im Jung, A.; Eom, M.-H.; Lee, J.; Lee, S.-H.; Song, H.; Cho, J.-H.; et al. Enhanced Butanol Production Obtained by Reinforcing the Direct Butanol-Forming Route in Clostridium acetobutylicum. mBio 2012, 3. [Google Scholar] [CrossRef]
- Klaithin, E.; Matimapa-Kay, V.; Daosud, W.; Laoonguthai, Y. Effective IoT-Based Arduino Design for Automated Bioreactor Control and Sample Collection in Biobutanol Production. IEEE Sens. J. 2024, 24, 37997–38004. [Google Scholar] [CrossRef]
- Li, S.; Huang, L.; Ke, C.; Pang, Z.; Liu, L. Pathway dissection, regulation, engineering and application: Lessons learned from biobutanol production by solventogenic clostridia. Biotechnol. Biofuels 2020, 13, 39. [Google Scholar] [CrossRef]
- Liu, X.; Zhu, Y.; Yang, S.-T. Butyric acid and hydrogen production by Clostridium tyrobutyricum ATCC 25755 and mutants. Enzym. Microb. Technol. 2006, 38, 521–528. [Google Scholar] [CrossRef]
- Xu, M.; Zhao, J.; Yu, L.; Tang, I.C.; Xue, C.; Yang, S.-T. Engineering Clostridium acetobutylicum with a histidine kinase knockout for enhanced n-butanol tolerance and production. Appl. Microbiol. Biotechnol. 2015, 99, 1011–1022. [Google Scholar] [CrossRef]
- Jansen, R.; Embden, J.D.A.v.; Gaastra, W.; Schouls, L.M. Identification of genes that are associated with DNA repeats in prokaryotes. Mol. Microbiol. 2002, 43, 1565–1575. [Google Scholar] [CrossRef] [PubMed]
- Mojica, F.J.M.; Díez-Villaseñor, C.; Soria, E.; Juez, G. Biological significance of a family of regularly spaced repeats in the genomes of Archaea, Bacteria and mitochondria. Mol. Microbiol. 2000, 36, 244–246. [Google Scholar] [CrossRef] [PubMed]
- Jinek, M.; Chylinski, K.; Fonfara, I.; Hauer, M.; Doudna, J.A.; Charpentier, E. A programmable dual-RNA-guided DNA endonuclease in adaptive bacterial immunity. Science 2012, 337, 816–821. [Google Scholar] [CrossRef]
- Heo, M.-J.; Jung, H.-M.; Um, J.; Lee, S.-W.; Oh, M.-K. Controlling Citrate Synthase Expression by CRISPR/Cas9 Genome Editing for n-Butanol Production in Escherichia coli. ACS Synth. Biol. 2017, 6, 182–189. [Google Scholar] [CrossRef] [PubMed]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
 n-Butanol n-Butanol |  sec-Butanol sec-Butanol |  iso-Butanol iso-Butanol |  tert-Butanol tert-Butanol |  Methanol Methanol |  Ethanol Ethanol |  Propanol Propanol | |
|---|---|---|---|---|---|---|---|
| Boiling point (°C) | 118 | 99.5 | 108 | 83 | 64.7 | 78.1 | 97 |
| Melting point (°C) | −90 | −115 | −108 | 25.7 | −97.6 | −114.1 | −126 |
| Density (Kg/L) | 0.81 | 0.806 | 0.802 | 0.791 | 0.792 | 0.789 | 1.049 |
| Flash point (°C) | 35 | 31 | 28 | 11 | 12 | 14 | 15 |
| Motor octane number | 78 | 32 | 94 | 89 | 97–104 | 100–106 | - |
| Feedstock | Microorganism | Titer (g/L) | Yield (g/g) | References |
|---|---|---|---|---|
| 1st Generation | ||||
| Corn starch | Clostridium acetobutylicum ATCC 824 | 11.2 | - | [43] |
| Cassava starch | Clostridium acetobutylicum SE36 | 16.12 | 0.32 | [44] |
| 2nd Generation | ||||
| Switchgrass | Clostridium saccharoperbutylacetonicum N1–4 | 8.6 | 0.16 | [45] |
| Wheat straw | Clostridium beijenrinckii P260 | 12.0 | 0.2 | [46] |
| 3rd Generation | ||||
| Green alga (Ulva lactuca) | Clostridium beijerinckii NCIMB 8052 | 3.0 | 0.35 | [47] |
| Microalga (Chlorella sorokinianaCY1) | Clostridium acetobutylicum ATCC 824 | 3.86 | 0.13 | [48] |
| Macroalga (Rhizoclonium spp.) | Clostridium beijerinckii TISTR 1461 | 2.55 | - | [49] |
| 4th Generation | ||||
| Genome shuffling | Clostridium acetobutylicum GX01 | 20.1 | - | [50] |
| CRISPR-Cas | Clostridium tyrobutyricum ATCC 25755 | 15.0–26.2 | 0.23–0.35 | [51] |
| CRISPR-Cas | Clostridium acetobutylicum DSM 792 | 1.3–13.3 | - | [52] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ganeshan, S.; Tülbek, M.Ç. Fermentative Butanol Production—Perspectives and Scale-Up Challenges. Encyclopedia 2025, 5, 50. https://doi.org/10.3390/encyclopedia5020050
Ganeshan S, Tülbek MÇ. Fermentative Butanol Production—Perspectives and Scale-Up Challenges. Encyclopedia. 2025; 5(2):50. https://doi.org/10.3390/encyclopedia5020050
Chicago/Turabian StyleGaneshan, Seedhabadee, and Mehmet Çağlar Tülbek. 2025. "Fermentative Butanol Production—Perspectives and Scale-Up Challenges" Encyclopedia 5, no. 2: 50. https://doi.org/10.3390/encyclopedia5020050
APA StyleGaneshan, S., & Tülbek, M. Ç. (2025). Fermentative Butanol Production—Perspectives and Scale-Up Challenges. Encyclopedia, 5(2), 50. https://doi.org/10.3390/encyclopedia5020050