
Three-Dimensional Point Cloud Task-Specific Uncertainty Assessment Based on ISO 15530-3 and ISO 15530-4 Technical Specifications and Model-Based Definition Strategy



Abstract
1. Introduction
2. Methods
2.1. Practical Approaches to the Uncertainty Assessment within Production Metrology
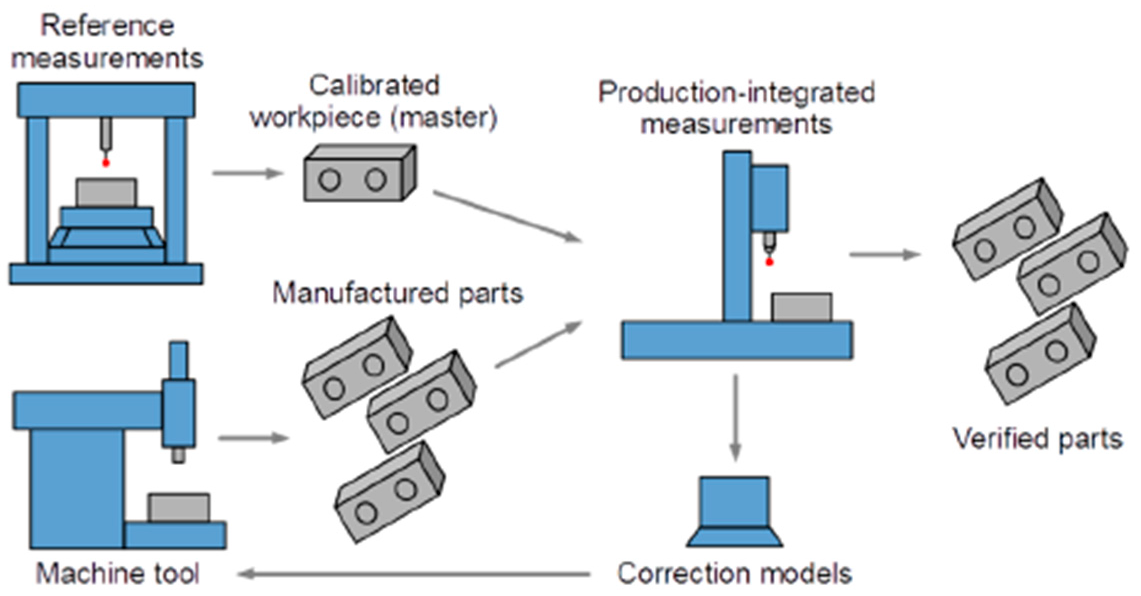
2.1.1. ISO 15530-3 Technical Specification
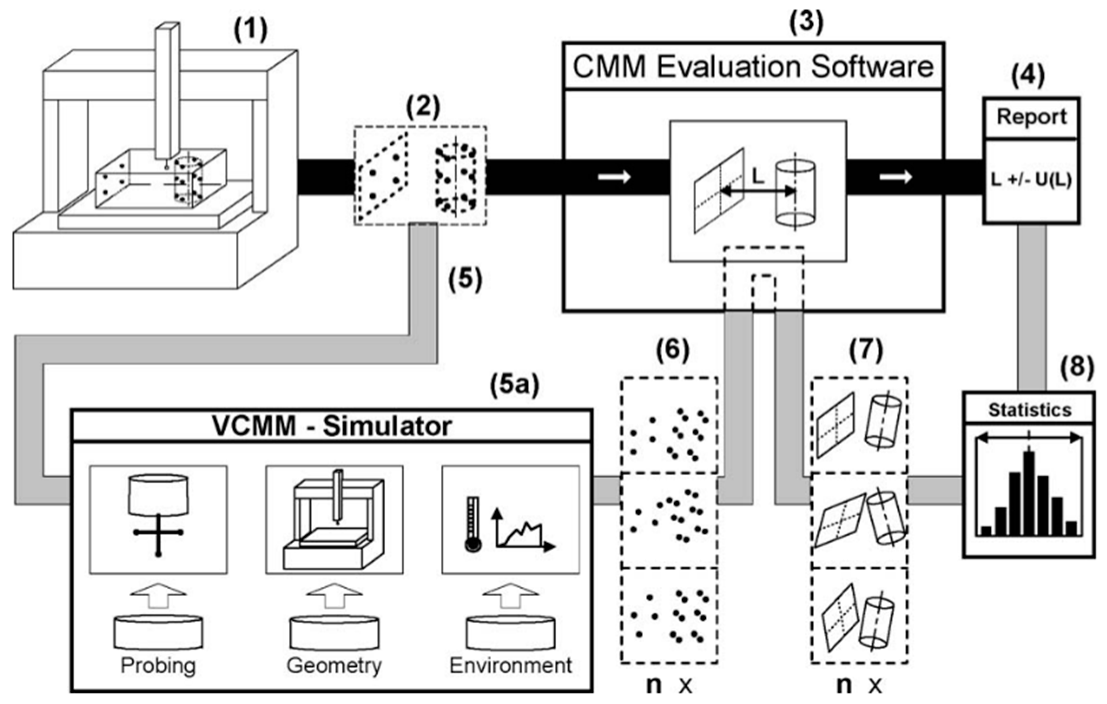
2.1.2. ISO 15530-4 Technical Specifications
2.2. MBD-based Metrology
2.3. The Methodology and Its Experimental Implementation
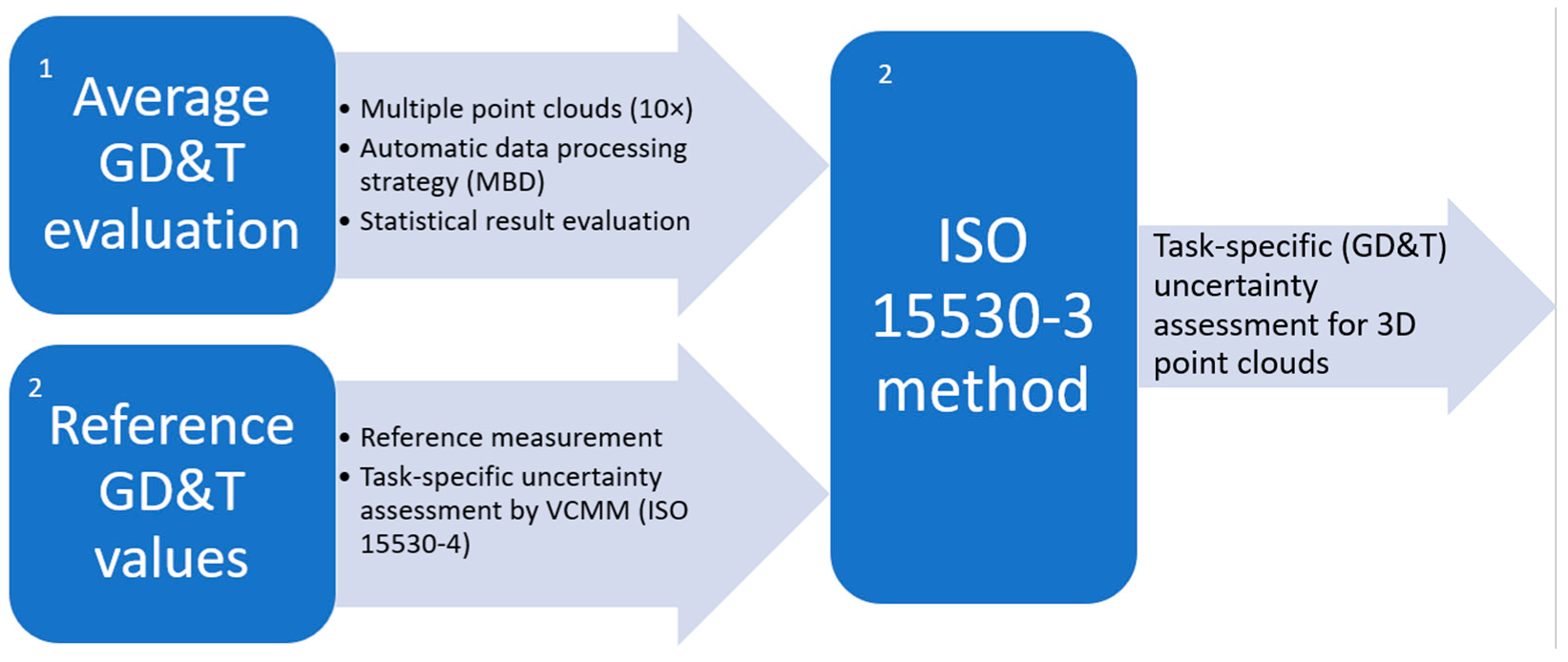
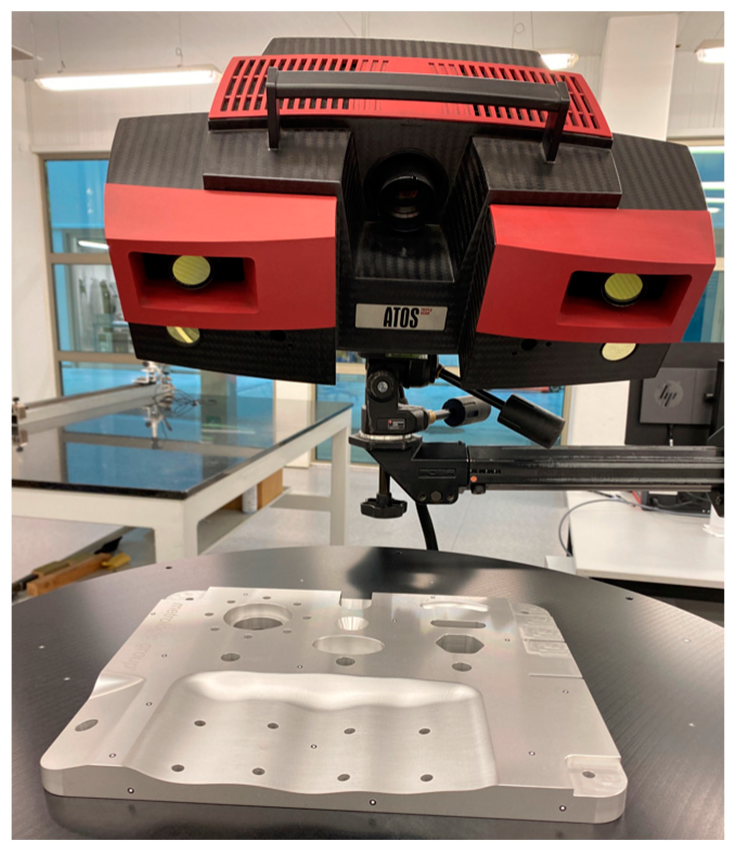
- Measured GD&T evaluation: Automatic 3D point cloud measurement, evaluation, and statistical analysis of multiple GD&T results based on the MBD-based approach are performed. From these data, the standard uncertainty associated with the measurement process variability (up) is obtained.
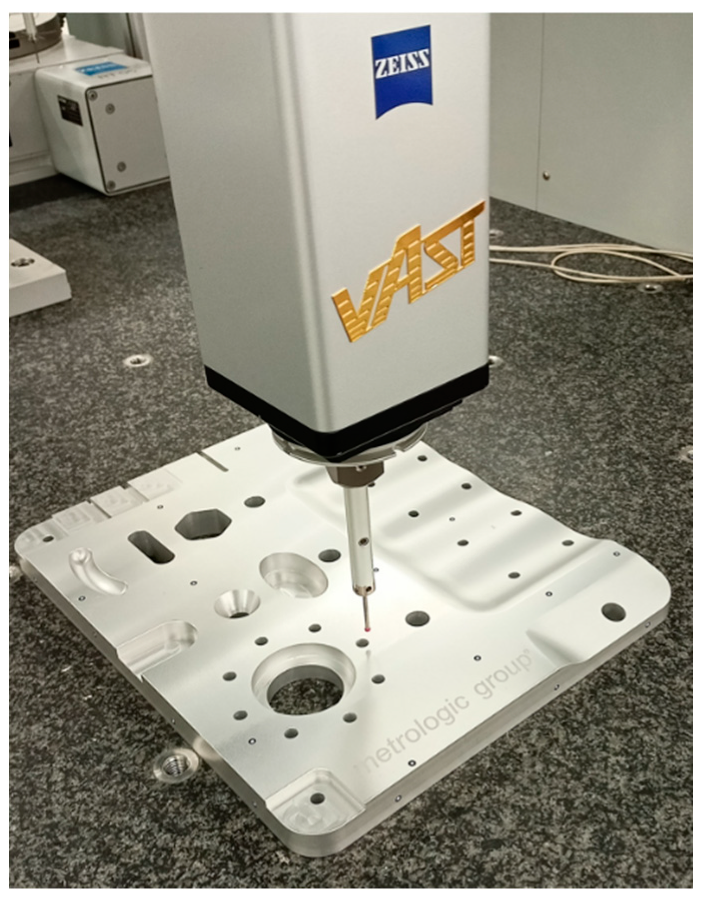
- Reference GD&T values: The dummy part is calibrated in an MMC according to the ISO 15530-4 technical specification [47]. The ZEISS VCMM™ tool is used to assess the task-specific uncertainty value for every calibrated feature. From these data, the standard uncertainty associated with the uncertainty of the MMC calibration (ucal) is obtained.
- ISO 15530-3 method: The task-specific uncertainty assessment of every GD&T value obtained from the 3D point cloud measurement is performed according to the ISO 15530-3 technical specification [46]. From these data, the standard uncertainty associated with the systematic error of the measurement process is obtained (ub).
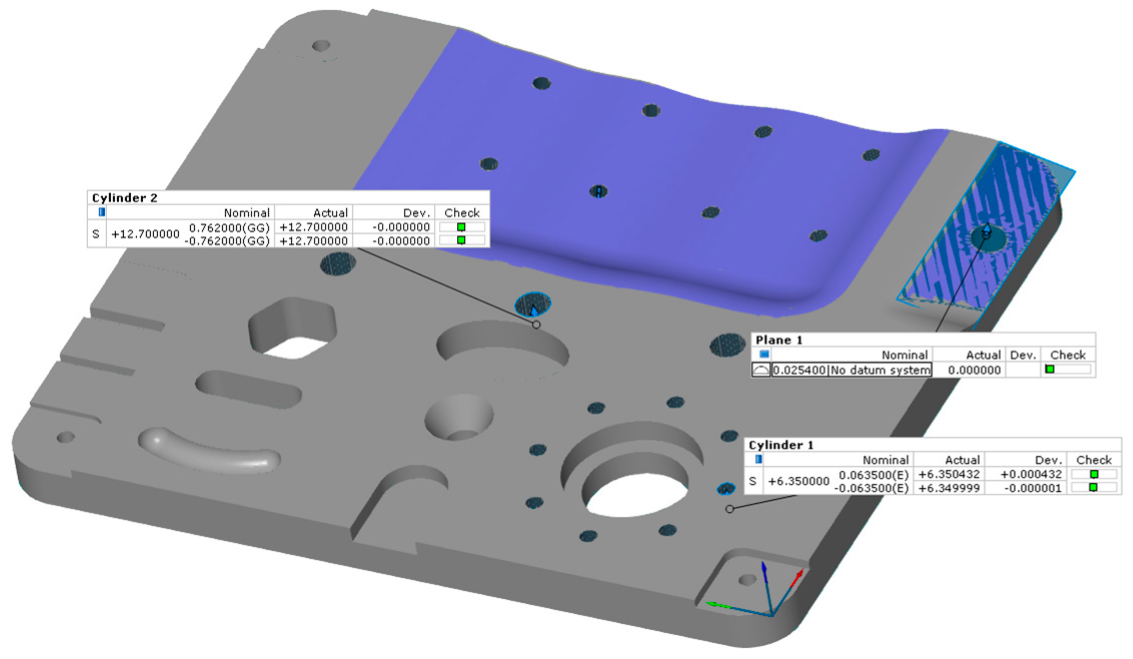
2.3.1. Measured GD&T Evaluation
- Step 1: Point cloud-to-mesh data conversion: The measured point cloud is converted into a mesh format to make the following data management and processing steps more robust and precise. The mesh format estimates and adds the surface normal values to the point cloud format, enabling it to achieve higher accuracy results through posterior segmentation operations (step 3 below).
- Step 2: The 3D mesh is aligned with the available CAD model, which is crucial to ensure the accuracy and robustness of the MBD-based data evaluation method because it determines the correct parameterisation within the point cloud segmentation method. Thus, accurate alignment is required to achieve reliable results. In this study, the best-fit alignment method is used as an accurate method (acceptance criteria below a few microns).
- Step 3: Automatic geometric feature segmentation is performed, and the mesh is split into multiple point clouds corresponding to each geometric feature with the aid of CAD nominal feature information. In this step, the point coordinates, surface normal data (real and nominal values), and surface curvature parameters are employed to support the point cloud segmentation algorithms and reinforce their robustness.
- Step 4: Real geometric feature adjustment process: At this point, the previously obtained geometric-specific point cloud segmentation data are fitted to the corresponding geometric features by linear regression methods, rejecting possible outliers. The elimination of noisy points is established using suitable filters that estimated the 3D distance of each point concerning the fitted geometric feature. If the point-to-element distance parameter is higher than the standard deviation value (2σ) of the input points during the geometric feature adjustment process, this input point is detected as a non-suitable point and consequently removed from the process.
- Step 5: GD&T evaluation: Once the previous step is successfully performed, an automatic evaluation of every GD&T for the fitted features (measured values) is performed with the help of nominally defined annotations and relationships (ISO 1101 standard [68]). Because the software already knows the theoretical relationships among the geometric features and datum objects by the previously recognised annotations, it can estimate the real GD&T values.
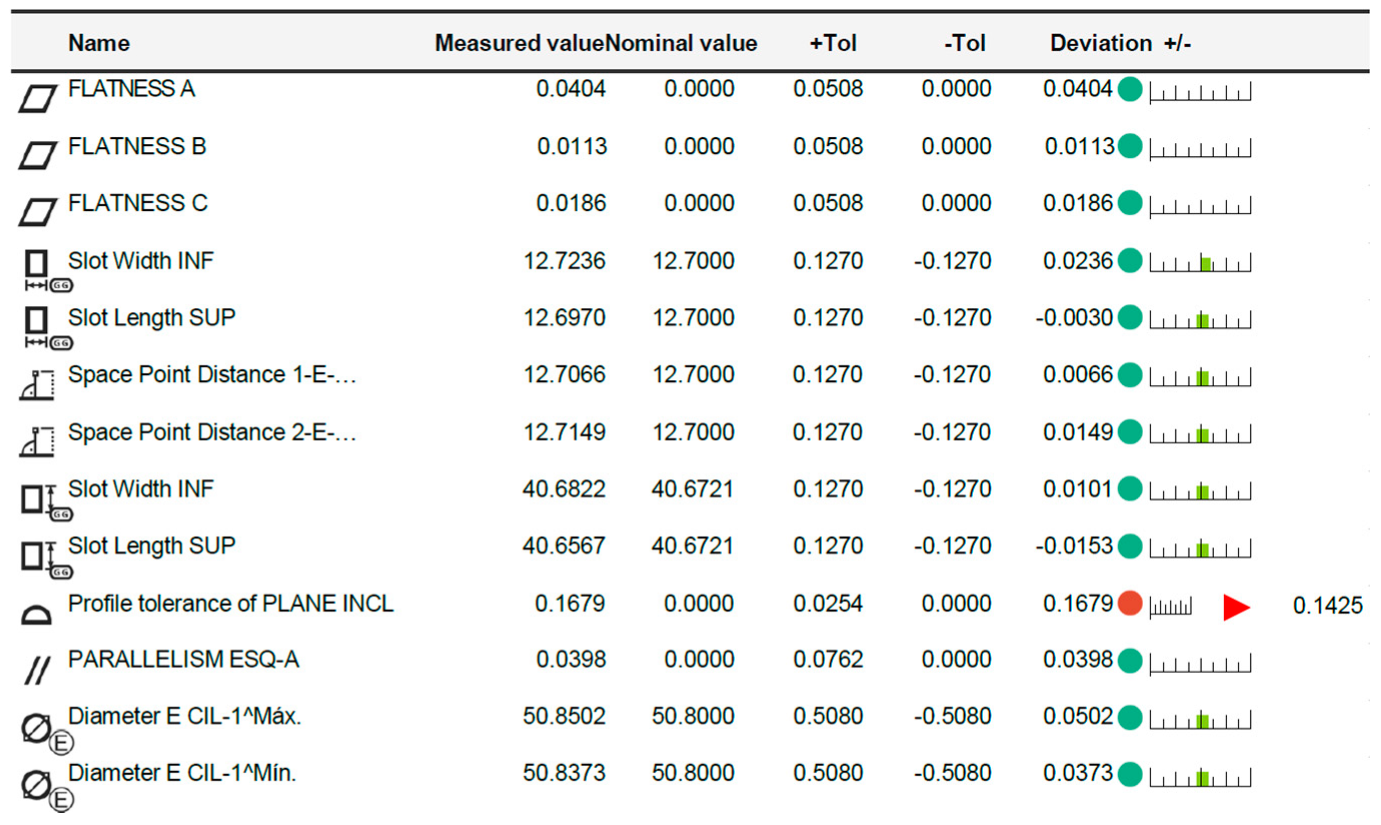
2.3.2. Reference GD&T Values
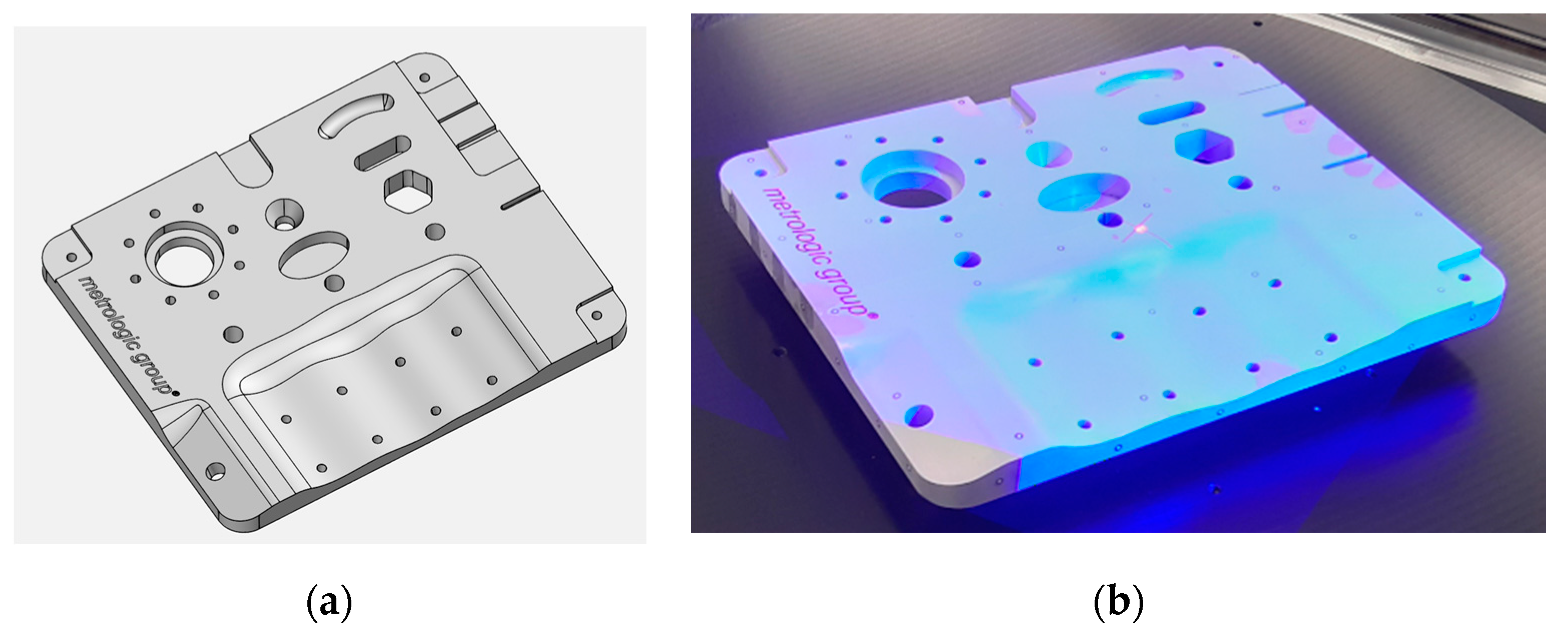
- Size: Cylinder diameter (20× divided into groups by diameter);
- Form: Flatness–planes (3×) and complex surfaces (2×);
- Location and orientation: Positioning and composed positioning of cylinders (divided into three groups).
2.3.3. Implementation of ISO 15530-3 Technical Specification
3. Results
3.1. Measurement Process Variability, up
3.2. Uncertainty of the MMC Calibration, ucal
3.3. Uncertainty of the Systematic Error, ub
3.4. Expanded Measurement Uncertainty, U
4. Discussion
Author Contributions
Funding
Informed Consent Statement
Conflicts of Interest
References
- Barbosa, C.R.H.; Sousa, M.C.; Almeida, M.F.L.; Calili, R.F. Smart Manufacturing and Digitalization of Metrology: A Systematic Literature Review and a Research Agenda. Sensors 2022, 22, 6114. [Google Scholar] [CrossRef]
- Imkamp, D.; Berthold, J.; Heizmann, M.; Kniel, K.; Peterek, M.; Schmitt, R.; Seidler, J.; Sommer, K.-D. Challenges and trends in manufacturing measurement technology–the “Industrie 4.0” concept. J. Sens. Sens. Syst. 2016, 83, 325–335. [Google Scholar] [CrossRef]
- Lazzari, A.; Pou, J.-M.; Dubois, C.; Leblond, L. Smart metrology: The importance of metrology of decisions in the big data era. IEEE Instrum. Meas. Mag. 2017, 20, 22–29. [Google Scholar] [CrossRef]
- Peter de Groot. Metrology–Fuelling Industry 4.0 Data Driven Production. Metrology News. 28 June 2021. Available online: https://metrology.news/metrology-fuelling-industry-4-0-data-driven-production/ (accessed on 21 July 2022).
- Carmignato, S.; De Chiffre, L.; Bosse, H.; Leach, R.K.; Balsamo, A.; Estler, W.T. Dimensional artefacts to achieve metrological traceability in advanced manufacturing. CIRP Ann. 2020, 69, 693–716. [Google Scholar] [CrossRef]
- Gohari, H.; Berry, C.; Barari, A. A Digital Twin for Integrated Inspection System in Digital Manufacturing. IFAC-PapersOnLine 2019, 52, 182–187. [Google Scholar] [CrossRef]
- Kunzmann, H.; Pfeifer, T.; Schmitt, R.; Schwenke, H.; Weckenmann, A. Productive metrology-adding value to manufacture. CIRP Ann.-Manuf. Technol. 2005, 54, 155–168. [Google Scholar] [CrossRef]
- Rubel, R.I.; Ali, M.H.; Akram, M.W. Role of in-process metrology in industry 4.0 smart manufacturing. Acad. J. Manuf. Eng. 2022, 20, 1–7. [Google Scholar]
- Yandayan, T.; Burdekin, M. In-process dimensional measurement and control of workpiece accuracy. Int. J. Mach. Tools Manuf. 1997, 37, 1423–1439. [Google Scholar] [CrossRef]
- Kuş, A. Implementation of 3D optical scanning technology for automotive applications. Sensors 2009, 9, 1967–1979. [Google Scholar] [CrossRef]
- Dury, M.R.; Woodward, S.D.; Brown, S.B.; McCarthy, M.B. Characterising 3D optical scanner measurement performance for precision engineering. In Proceedings of the ASPE 2016 Annual Meeting, Portland, OR, USA, 23–28 October 2016; pp. 167–172. [Google Scholar]
- Joint Committee for Guides in Metrology (JCGM). International Vocabulary of Metrology, 4th ed. Committee Draft. 11 January 2021.
- Joint Committee for Guides in Metrology (JCGM). JCGM 100:2008 GUM 1995 with Minor Corrections—Evaluation of Measurement Data—Guide to the Expression of Uncertainty in Measurement. September 2008. Available online: https://www.iso.org/sites/JCGM/GUM/JCGM100/C045315e-html/C045315e.html?csnumber=50461 (accessed on 21 July 2022).
- Dury, M.R.; Brown, S.B.; McCarthy, M.B.; Woodward, S.D. 3D optical scanner dimensional verification facility at the NPL’s “national FreeForm centre”. In Proceedings of the Laser Metrology and Machine Performance 11th International Conference and Exhibition on Laser Metrology, Machine Tool, C Robot Performance, LAMDAMAP 2015, Huddersfield, UK, 17–18 March 2015; pp. 187–197. [Google Scholar]
- Dury, M.; Brown, S.; McCarthy, M.; Woodward, S. Blowing hot and cold: Temperature sensitivities of 3D optical scanners. In Proceedings of the 15th International Conference of the European Society for Precision Engineering and Nanotechnology, EUSPEN 2015, Leuven, Belgium, 1–5 June 2015; pp. 161–162. [Google Scholar]
- Dury, M.; Woodward, S.; Brown, S.; Mccarthy, M. Assessing fringe projector volumetric error sources using the NPL tetrahedral artefact. In Proceedings of the 16th International Conference of the European Society for Precision Engineering and Nanotechnology, EUSPEN 2016, Nottingham, UK, 30 May–3 June 2016; pp. 1–3. [Google Scholar]
- Verein Deutscher Ingenieure (VDI). VDI/VDE 2634 Part 2: Optical 3-D measuring systems-Optical systems based on area scanning. Engl. VDI/VDE-Gesellschaft Mess- und Automatisierungstechnik. 2012, Düsseldorf. Available online: https://standards.globalspec.com/std/9914533/vdi-vde-2634-blatt-2 (accessed on 21 July 2022).
- Verein Deutscher Ingenieure (VDI). VDI 2634 Part 3: Optical 3D-measuring systems (Multiple view systems based on area scanning). Engl. VDI/VDE-Gesellschaft Mess- und Automatisierungstechnik 2008, Düsseldorf. Available online: https://standards.globalspec.com/std/9914423/vdi-vde-2634-blatt-3 (accessed on 21 July 2022).
- Digital Metrology Standards Consortium (ANSI). Quality Information Framework (QIF)—An Integrated Model for Manufacturing Quality Information. Engl. VDI/VDE-Gesellschaft Mess- und Automatisierungstechnik 2020, Düsseldorf. Available online: https://qifstandards.org/ (accessed on 21 July 2022).
- Goher, K.; Shehab, E.; Al-Ashaab, A. Model-Based Definition and Enterprise: State-of-the-art and future trends. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2020, 235, 2288–2299. [Google Scholar] [CrossRef]
- Ram, P.S.; Lawrence, K.D. Implementation of Quality Information Framework (QIF): Towards Automatic Generation of Inspection Plan from Model-Based Definition (MBD) of Parts; 29 October 2020; Springer: Singapore, 2020. [Google Scholar] [CrossRef]
- Ruemler, S.P.; Zimmerman, K.E.; Hartman, N.W.; Hedberg, T.; Feeney, A.B. Promoting model-based definition to establish a complete product definition. In Proceedings of the ASME 2016 11th International Manufacturing Science and Engineering Conference, MSEC 2016, Blacksburg, VA, USA, 27 June–1 July 2016; p. 2. [Google Scholar] [CrossRef]
- Lu, Y.; Xu, X.; Wang, L. Smart manufacturing process and system automation—A critical review of the standards and envisioned scenarios. J. Manuf. Syst. 2020, 56, 312–325. [Google Scholar] [CrossRef]
- Bruce, M. Reduce Cost, Increase Speed with Model-Based Definition. SME Media 2020. 2020. Available online: https://www.sme.org/technologies/articles/2020/december/reduce-cost-increase-speed-with-model-based-definition/?ite=2522&ito=2433&itq=e7e28286-9020-4706-8ec4-21d7883bf037&itx%5Bidio%5D=1144843 (accessed on 21 July 2022).
- Heysiattalab, S.; Morse, E.P. From STEP to QIF: Product and Manufacturing Information. In Proceedings of the 31st ASPE Annunal Meeting, 2016, Portland, OR, USA, 23–28 October 2016. [Google Scholar] [CrossRef]
- Corallo, A.; Del Vecchio, V.; Lezzi, M.; Luperto, A. Model-Based Enterprise Approach in the Product Lifecycle Management: State-of-the-Art and Future Research Directions. Sustainability 2022, 14, 1370. [Google Scholar] [CrossRef]
- Shehab, E.; Schuler, M.; Bamforth, P.; Goher, K. Model-Based Enterprise Framework for Aerospace Manufacturing Engineering. Adv. Transdiscipl. Eng. 2019, 9, 207–212. [Google Scholar] [CrossRef]
- Frechette, S.P. Model Based Enterprise for Manufacturing. In Proceedings of the 44th CIRP International Conference on Manufacturing Systems, Madison WI, USA, 1–3 June 2011. [Google Scholar]
- Ding, L.; Dai, S.; Mu, P. Point cloud measurements-uncertainty calculation on spatial-feature based registration. Sens. Rev. 2019, 39, 129–136. [Google Scholar] [CrossRef]
- Senin, N.; Catalucci, S.; Moretti, M.; Leach, R.K. Statistical point cloud model to investigate measurement uncertainty in coordinate metrology. Precis. Eng. 2021, 70, 44–62. [Google Scholar] [CrossRef]
- Yang, Y.; Jin, Y.J.; Price, M.P.; Abdelal, G.; Colm, H.; Maropoulos, P. Investigation of point cloud registration uncertainty for gap measurement of aircraft wing assembly. In Proceedings of the 2021 IEEE 8th International Workshop on Metrology for AeroSpace (MetroAeroSpace), Virtual Conference, Italy, 23–25 June 2021. [Google Scholar]
- Zhang, K.; Bi, W.; Fu, X. A New Method of Point-Clouds Accurate Measurement and Reconstruction. Int. J. Database Theory Appl. 2014, 7, 81–94. [Google Scholar] [CrossRef]
- Forbes, A. Uncertainties associated with position, size and shape for point cloud data. J. Phys. Conf. Ser. 2018, 1065, 142023. [Google Scholar] [CrossRef]
- Mohammadikaji, M.; Bergmann, S.; Irgenfried, S.; Beyerer, J.; Dachsbacher, C.; Worn, H. A framework for uncertainty propagation in 3D shape measurement using laser triangulation. In Proceedings of the 2016 IEEE International Instrumentation and Measurement Technology Conference Proceedings, Taipei, China, 23–26 May 2016. [Google Scholar] [CrossRef]
- Zhao, Y.; Cheng, Y.; Xu, Q. Uncertainty Modeling and Evaluation of Contour Measurement by Structured Light Scanner. Meas. Sci. Technol. 2022, 33, 095018. [Google Scholar] [CrossRef]
- Mahmud, M.; Joannic, D.; Roy, M.; Isheil, A.; Fontaine, J.-F. 3D part inspection path planning of a laser scanner with control on the uncertainty. Comput. Aided Des. 2011, 43, 345–355. [Google Scholar] [CrossRef]
- Feng, H.-Y.; Liu, Y.; Xi, F. Analysis of digitizing errors of a laser scanning system. Precis. Eng. 2001, 25, 185–191. [Google Scholar] [CrossRef]
- Xi, F.; Liu, Y.; Feng, H.-Y. Error compensation for three-dimensional line laser scanning data. Int. J. Adv. Manuf. Technol. 2001, 18, 211–216. [Google Scholar] [CrossRef]
- Dupuis, J.; Kuhlmann, H. High-precision surface inspection: Uncertainty evaluation within an accuracy range of 15μm with triangulation-based laser line scanners. J. Appl. Geod. 2014, 8, 109–118. [Google Scholar] [CrossRef]
- Mendricky, R. Determination of measurement accuracy of optical 3D scanners. MM Sci. J. 2016, 2016, 1565–1572. [Google Scholar] [CrossRef]
- Mendricky, R. Analysis of measurement accuracy of contactless 3D optical scanners. MM Sci. J. 2015, 2015, 711–716. [Google Scholar] [CrossRef]
- Mendricky, R. Aspects affecting accuracy of optical 3d digitization. MM Sci. J. 2018, 2018, 2267–2275. [Google Scholar] [CrossRef]
- Acko, B.; Klobucar, R. Metrological Approach for Testing Performance of Optical 3D Measurements Systems; Springer International Publishing: Berlin/Heidelberg, Germany, 2019. [Google Scholar] [CrossRef]
- Guidi, G.; Russo, M.; Magrassi, G.; Bordegoni, M. Performance evaluation of triangulation based range sensors. Sensors 2010, 10, 7192–7215. [Google Scholar] [CrossRef]
- Van Gestel, N.; Cuypers, S.; Bleys, P.; Kruth, J.-P. A performance evaluation test for laser line scanners on CMMs. Opt. Lasers Eng. 2009, 47, 336–342. [Google Scholar] [CrossRef]
- ISO/TS 15530-3:2004; Geometrical Product Specifications (GPS)—Coordinate Measuring Machines (CMM): Technique for Determining the Uncertainty of Measurement—Part 3: Use of Calibrated Workpieces or Standards. ISO: Geneva, Switzerland, 2004. Available online: https://www.iso.org/standard/38695.html (accessed on 21 July 2022).
- ISO/TS 15530-4:2008; Geometrical Product Specifications (GPS)—Coordinate Measuring Machines (CMM): Technique for Determining the Uncertainty of Measurement—Part 4: Evaluating Task-Specific Measurement Uncertainty Using Simulation. ISO: Geneva, Switzerland, 2008. Available online: https://www.iso.org/standard/38696.html (accessed on 21 July 2022).
- Heiβelmann, D.; Franke, M.; Rost, K.; Wendt, K.; Kistner, T.; Schwehn, C. Determination of measurement uncertainty by Monte Carlo simulation. In Advanced Mathematical and Computational Tools in Metrology and Testing XI; Series on Advances in Mathematics for Applied Sciences; World Scientific Publishing: Singapore, 2018; Volume 89, pp. 192–202. [Google Scholar] [CrossRef]
- Trenk, M.; Franke, M.; Schwenke, H.; KG, F. The “Virtual CMM” a software tool for uncertainty evaluation–practical application in an accredited calibration lab. Proc. ASPE Uncertain. Anal. Meas. Des. 2004, 6, 68–75. [Google Scholar]
- Wilhelm, R.; Hocken, R.; Schwenke, H. Task specific uncertainty in coordinate measurement. CIRP Ann.-Manuf. Technol. 2001, 50, 553–563. [Google Scholar] [CrossRef]
- Vlaeyen, M.; Haitjema, H.; Dewulf, W. Digital twin of an optical measurement system. Sensors 2021, 21, 6638. [Google Scholar] [CrossRef]
- Stojadinovic, S.M.; Zivanovic, S.; Slavkovic, N.; Durakbasa, N.M. Digital measurement twin for CMM inspection based on step-NC. Int. J. Comput. Integr. Manuf. 2021, 34, 1327–1347. [Google Scholar] [CrossRef]
- Ríos, J.; Staudter, G.; Weber, M.; Anderl, R. Enabling the digital twin: A review of the modelling of measurement uncertainty on data transfer standards and its relationship with data from tests. Int. J. Prod. Lifecycle Manag. 2020, 12, 226–249. [Google Scholar] [CrossRef]
- Zuo, C.; Qian, J.; Feng, S.; Yin, W.; Li, Y.; Fan, P.; Han, J.; Qian, K.; Chen, Q. Deep learning in optical metrology: A review. Light Sci. Appl. 2022, 11, 39. [Google Scholar] [CrossRef]
- Vallejo, M.; de la Espriella, C.; Gómez-Santamaría, J.A.; Ramírez-Barrera, A.F.; Delgado-Trejos, E. Soft metrology based on machine learning: A review. Meas. Sci. Technol. 2019, 31, 032001. [Google Scholar] [CrossRef]
- Choi, J.E.; Hong, S.J. Machine learning-based virtual metrology on film thickness in amorphous carbon layer deposition process. Meas. Sens. 2021, 16, 100046. [Google Scholar] [CrossRef]
- ISO 10303-242; Industrial Automation Systems and Integration-Product Data Representation and Exchange-Part 242: Application Protocol: Managed Model-Based 3D Engineering. ISO: Geneva, Switzerland, 2014. Available online: https://www.iso.org/standard/57620.html (accessed on 21 July 2022).
- ASME Y14.41-2012; Digital Product Definition Data Practices. 2012. An American National Standard. The American Society of Mechanical Engineers: Fairfield, NJ, USA, 2012. Available online: http://www.asme.org (accessed on 21 July 2022).
- ISO 16792; Technical Product Documentation–Digital Product Definition Data Practices. ISO: Geneva, Switzerland, 2006. Available online: https://www.iso.org/standard/31065.html (accessed on 21 July 2022).
- Camba, J.D.; Contero, M. Assessing the impact of geometric design intent annotations on parametric model alteration activities. Comput. Ind. 2015, 71, 35–45. [Google Scholar] [CrossRef]
- Nyffenegger, F.; Ríos, J.; Rivest, L.; Bouras, A. (Eds.) Proceedings of the 17th IFIP WG 5.1 International Conference, PLM 2020, Rapperswil, Switzerland, 5–8 July 2020; Springer: Berlin/Heidelberg, Germany, 2020; p. 594. [Google Scholar] [CrossRef]
- Liu, R.; Duan, G.-J.; Liu, J. A framework for model-based integrated inspection. Int. J. Adv. Manuf. Technol. 2019, 103, 3643–3665. [Google Scholar] [CrossRef]
- Albuquerque, V.A.; Liou, F.W.; Mitchell, O.R. Inspection point placement and path planning algorithms for automatic CMM inspection. Int. J. Comput. Integr. Manuf. 2000, 13, 107–120. [Google Scholar] [CrossRef]
- Ainsworth, I.; Ristic, M.; Brujic, D. CAD-based measurement path planning for free-form shapes using contact probes. Int. J. Adv. Manuf. Technol. 2000, 16, 23–31. [Google Scholar] [CrossRef]
- Nguyen, J. MBD (Model-Based Definition). 8 February 2021. Available online: https://www.capvidia.com/blog/mbd-model-based-definition-in-the-21st-century (accessed on 21 July 2022).
- Jamshidi, J.; Maropoulos, P.G. Design of an Information System for Metrology Contents. In Proceedings of the 6th CIRP-Sponsored International Conference on Digital Enterprise Technology, HongKong, China, 14–16 December 2009; Volume 18, pp. 1701–1719. [Google Scholar] [CrossRef]
- Steck, R. Model-Based Product Definition Links Design and Metrology. Metrology News, 14 February 2022. Available online: https://metrology.news/model-based-product-definition-links-design-and-metrology/ (accessed on 21 July 2022).
- ISO 1101:2017; Geometrical Product Specifications (GPS)—Geometrical Tolerancing—Tolerances of Form, Orientation, Location and Run-Out. ISO: Geneva, Switzerland, 2017. Available online: https://www.iso.org/standard/66777.html (accessed on 21 July 2022).









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element ID | Quantity of Evaluated Features | Evaluated Propertie | ATOS Triple Scan (Mean Values in mm) | up_ Standard Deviation (mm) |
|---|---|---|---|---|
| Plane (ref. A) | 1 | Flatness | 0.085 | 0.0090 |
| Cylinder (E min) | 1 | Diameter | 12.664 | 0.0090 |
| Cylinder (E max) | 1 | Diameter | 12.752 | 0.0090 |
| Plane (ref. B) | 1 | Flatness | 0.100 | 0.0080 |
| Plane (ref. C) | 1 | Flatness | 0.216 | 0.0080 |
| Cylinder1 | 1 | Positioning | 0.044 | 0.0030 |
| Cylinder group 1. Min | 1 | Diameter | 50.792 | 0.0070 |
| Cylinder group 1. Max | 1 | Diameter | 50.854 | 0.0070 |
| Cylinder group 2. Min | 15 | Diameter | 6.350 | 0.0100 |
| Cylinder group 2. Max | 15 | Diameter | 6.575 | 0.0100 |
| Cylinder group 3. Min | 3 | Diameter | 12.684 | 0.0050 |
| Cylinder group 4. Min | 3 | Diameter | 12.756 | 0.0050 |
| Cylinder (ref. D) | 1 | Diameter | 38.109 | 0.0020 |
| Cylinder (ref. D) | 1 | Positioning | 0.048 | 0.0080 |
| Surface “LARGE” | 1 | Profile error | 0.055 | 0.0020 |
| Surface “SHORT” | 1 | Profile error | 0.119 | 0.0170 |
| Group 1 of cylinders | 1 | Composed positioning | 0.069 | 0.0090 |
| Group 2 of cylinders | 15 | Composed positioning | 0.045 | 0.0070 |
| Group 3 of cylinders | 3 | Composed positioning | 0.101 | 0.0070 |
| Element ID | Quantity of Evaluated Features | Evaluated Properties | ZEISS (Ref. Values in mm) | ucal_From VCMM (in mm) |
|---|---|---|---|---|
| Plane (ref. A) | 1 | Flatness | 0.0404 | 0.0004 |
| Cylinder (E min) | 1 | Diameter | 12.697 | 0.0005 |
| Cylinder (E max) | 1 | Diameter | 12.7236 | 0.0005 |
| Plane (ref. B) | 1 | Flatness | 0.1679 | 0.0058 |
| Plane (ref. C) | 1 | Flatness | 0.0398 | 0.0011 |
| Cylinder1 | 1 | Positioning | 0.0014 | 0.0032 |
| Cylinder group 1. Min | 1 | Diameter | 50.8373 | 0.0008 |
| Cylinder group 1. Max | 1 | Diameter | 50.8502 | 0.0006 |
| Cylinder group 2. Min | 15 | Diameter | 6.5203 | 0.0004 |
| Cylinder group 2. Max | 15 | Diameter | 6.5339 | 0.0023 |
| Cylinder group 3. Min | 3 | Diameter | 12.7307 | 0.0006 |
| Cylinder group 4. Min | 3 | Diameter | 12.7506 | 0.0005 |
| Cylinder (ref. D) | 1 | Diameter | 38.1195 | 0.0005 |
| Cylinder (ref. D) | 1 | Positioning | 0.0306 | 0.0045 |
| Surface “LARGE” | 1 | Profile error | 0.1815 | 0.0055 |
| Surface “SHORT” | 1 | Profile error | 0.1631 | 0.0066 |
| Group 1 of cylinders | 1 | Composed positioning | 0.0279 | 0.0017 |
| Group 2 of cylinders | 15 | Composed positioning | 0.0448 | 0.0042 |
| Group 3 of cylinders | 3 | Composed positioning | 0.1045 | 0.0043 |
| Element ID | Quantity of Evaluated Features | Evaluated Properties | ATOS Triple Scan (Mean Values in mm) | ZEISS (Ref. Values in mm) | ub_Systematic Error (mm) |
|---|---|---|---|---|---|
| Plane (ref. A) | 1 | Flatness | 0.085 | 0.0404 | −0.0446 |
| Cylinder (E min) | 1 | Diameter | 12.664 | 12.697 | 0.033 |
| Cylinder (E max) | 1 | Diameter | 12.752 | 12.7236 | −0.0284 |
| Plane (ref. B) | 1 | Flatness | 0.1 | 0.1679 | 0.0679 |
| Plane (ref. C) | 1 | Flatness | 0.216 | 0.0398 | −0.1762 |
| Cylinder1 | 1 | Positioning | 0.044 | 0.0014 | −0.0426 |
| Cylinder group 1. Min | 1 | Diameter | 50.792 | 50.8373 | 0.0453 |
| Cylinder group 1. Max | 1 | Diameter | 50.854 | 50.8502 | −0.0035 |
| Cylinder group 2. Min | 15 | Diameter | 6.35 | 6.5203 | 0.1703 |
| Cylinder group 2. Max | 15 | Diameter | 6.575 | 6.5339 | −0.0407 |
| Cylinder group 3. Min | 3 | Diameter | 12.684 | 12.7307 | 0.0467 |
| Cylinder group 4. Min | 3 | Diameter | 12.756 | 12.7506 | −0.0056 |
| Cylinder (ref. D) | 1 | Diameter | 38.109 | 38.1195 | 0.0105 |
| Cylinder (ref. D) | 1 | Positioning | 0.048 | 0.0306 | −0.0174 |
| Surface “LARGE” | 1 | Profile error | 0.055 | 0.1815 | 0.1265 |
| Surface “SHORT” | 1 | Profile error | 0.119 | 0.1631 | 0.0441 |
| Group 1 of cylinders | 1 | Composed positioning | 0.069 | 0.0279 | −0.0411 |
| Group 2 of cylinders | 15 | Composed positioning | 0.045 | 0.0448 | −0.0002 |
| Group 3 of cylinders | 3 | Composed positioning | 0.101 | 0.1045 | 0.0035 |
| Element ID | Quantity of Evaluated Features | Evaluated Properties | ATOS Triple Scan (Mean Values in mm) | ZEISS (Ref. Values in mm) | ub_Systematic Error (mm) | U_Expanded Uncertainty (k = 2 in mm) |
|---|---|---|---|---|---|---|
| Plane (ref. A) | 1 | Flatness | 0.085 | 0.0404 | −0.0446 | 0.091 |
| Cylinder (E min) | 1 | Diameter | 12.664 | 12.697 | 0.033 | 0.0684 |
| Cylinder (E max) | 1 | Diameter | 12.752 | 12.7236 | −0.0284 | 0.0596 |
| Plane (ref. B) | 1 | Flatness | 0.1 | 0.1679 | 0.0679 | 0.1372 |
| Plane (ref. C) | 1 | Flatness | 0.216 | 0.0398 | −0.1762 | 0.3528 |
| Cylinder1 | 1 | Positioning | 0.044 | 0.0014 | −0.0426 | 0.0856 |
| Cylinder group 1. Min | 1 | Diameter | 50.792 | 50.8373 | 0.0453 | 0.0916 |
| Cylinder group 1. Max | 1 | Diameter | 50.854 | 50.8502 | −0.0035 | 0.0156 |
| Cylinder group 2. Min | 15 | Diameter | 6.35 | 6.5203 | 0.1703 | 0.3412 |
| Cylinder group 2. Max | 15 | Diameter | 6.575 | 6.5339 | −0.0407 | 0.084 |
| Cylinder group 3. Min | 3 | Diameter | 12.684 | 12.7307 | 0.0467 | 0.094 |
| Cylinder group 4. Min | 3 | Diameter | 12.756 | 12.7506 | −0.0056 | 0.015 |
| Cylinder (ref. D) | 1 | Diameter | 38.109 | 38.1195 | 0.0105 | 0.0214 |
| Cylinder (ref. D) | 1 | Positioning | 0.048 | 0.0306 | −0.0174 | 0.0394 |
| Surface “LARGE” | 1 | Profile error | 0.055 | 0.1815 | 0.1265 | 0.2532 |
| Surface “SHORT” | 1 | Profile error | 0.119 | 0.1631 | 0.0441 | 0.0954 |
| Group 1 of cylinders | 1 | Composed positioning | 0.069 | 0.0279 | −0.0411 | 0.0842 |
| Group 2 of cylinders | 15 | Composed positioning | 0.045 | 0.0448 | −0.0002 | 0.0164 |
| Group 3 of cylinders | 3 | Composed positioning | 0.101 | 0.1045 | 0.0035 | 0.0178 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kortaberria, G.; Mutilba, U.; Gomez, S.; Ahmed, B. Three-Dimensional Point Cloud Task-Specific Uncertainty Assessment Based on ISO 15530-3 and ISO 15530-4 Technical Specifications and Model-Based Definition Strategy. Metrology 2022, 2, 394-413. https://doi.org/10.3390/metrology2040024
Kortaberria G, Mutilba U, Gomez S, Ahmed B. Three-Dimensional Point Cloud Task-Specific Uncertainty Assessment Based on ISO 15530-3 and ISO 15530-4 Technical Specifications and Model-Based Definition Strategy. Metrology. 2022; 2(4):394-413. https://doi.org/10.3390/metrology2040024
Chicago/Turabian StyleKortaberria, Gorka, Unai Mutilba, Sergio Gomez, and Brahim Ahmed. 2022. "Three-Dimensional Point Cloud Task-Specific Uncertainty Assessment Based on ISO 15530-3 and ISO 15530-4 Technical Specifications and Model-Based Definition Strategy" Metrology 2, no. 4: 394-413. https://doi.org/10.3390/metrology2040024
APA StyleKortaberria, G., Mutilba, U., Gomez, S., & Ahmed, B. (2022). Three-Dimensional Point Cloud Task-Specific Uncertainty Assessment Based on ISO 15530-3 and ISO 15530-4 Technical Specifications and Model-Based Definition Strategy. Metrology, 2(4), 394-413. https://doi.org/10.3390/metrology2040024