Abstract
Understanding the mechanical properties of three-dimensional (3D)-printed ceramics while keeping the parts intact is crucial for advancing their application in high-performance and biocompatible fields, such as biomedical and aerospace engineering. This study uses non-destructive nanoindentation techniques to investigate the mechanical performance of 3D-printed zirconia across pre-conditioned and sintered states. Vat photopolymerization-based additive manufacturing (AM) was employed to fabricate zirconia samples. The structural and mechanical properties of the printed zirconia samples were explored, focusing on hardness and elastic modulus variations influenced by printing orientation and post-processing conditions. Nanoindentation data, analyzed using the Oliver and Pharr method, provided insights into the elastic and plastic responses of the material, showing the highest hardness and elastic modulus in the 0° print orientation. The microstructural analysis, conducted via scanning electron microscopy (SEM), illustrated notable changes in grain size and porosity, emphasizing the influencing of the printing orientation and thermal treatment on material properties. This research uniquely investigates zirconia’s mechanical evolution at the nanoscale across different processing stages—pre-conditioned and sintered—using nanoindentation. Unlike prior studies, which have focused on bulk mechanical properties post-sintering, this work elucidates how nano-mechanical behavior develops throughout additive manufacturing, bridging critical knowledge gaps in material performance optimization.
1. Introduction
Ceramics, used as early as 20,000 years ago, initially aided food processing and artistic expression [1,2]. By World War II, ferroelectric ceramics such as barium titanate and lead zirconate titanate had advanced technologies such as sonic transducers and medical devices [3]. The inherent unique properties of ceramics, such as abrasion and corrosion resistance, have made them viable replacements for hard metals in industry [4]. In the automotive industry, ceramics have been implemented in various components, such as Mitsubishi’s rocker arm insert and Cummins’ fuel injector link [5]. Transparent ceramics have even been a subject of research for decades and have gathered significant attention from civil to defense applications [6,7,8,9].
Zirconia (ZrO2) is a unique ceramic material due to its polymorphic behavior at different temperatures, as well as its biocompatibility, dental applications, high compressive strength, and fracture toughness [10,11,12,13]. Despite these advantages, significant gaps in understanding its failure mechanisms hinder the full integration of ZrO2 into multiple fields. Issues such as crack propagation, long-term fatigue, and low-temperature degradation in humid environments require further exploration. Additionally, these knowledge gaps extend to ZrO2 fabricated via 3D printing. While previous studies have examined the bulk properties of sintered 3D-printed zirconia, no research has systematically analyzed how its nano-mechanical properties evolve from pre-conditioned to sintered states. This study addresses this fundamental gap, offering new insights into the mechanical behavior of 3D-printed ceramics at the nanoscale.
In this study, we address these gaps by analyzing the mechanical performance of 3D-printed zirconia under varying print orientations and post-processing conditions using nanoindentation and scanning electron microscopy (SEM). The nanoindentation results, particularly variations in hardness and elastic modulus across different orientations, provide insights into potential crack initiation sites and the influence of microstructural alignment on mechanical integrity. Furthermore, the SEM analysis reveals differences in grain size and porosity, offering a deeper understanding of how these factors contribute to failure mechanisms such as crack propagation and localized stresses. Although long-term fatigue and low-temperature degradation were not directly tested, our findings lay the groundwork for future investigations into these phenomena by highlighting critical microstructural factors that influence zirconia’s durability.
Additive manufacturing (AM) is a relatively young field, introduced in the 1980s by Charles Hull via stereolithography (SLA) [14]. In contrast to subtractive manufacturing methods such as CNC machining, AM builds material up layer-by-layer, using data from computer-aided design (CAD) files to construct parts sequentially until completion. As technology evolved, additional printing methods emerged, such as selective laser sintering (SLS) and fused filament fabrication (FFF) [15,16]. AM is praised for its ability to fabricate complex geometries, as well as its material efficiency, rapid prototyping capabilities, and the potential to customize parts for user needs such as prosthetics [17,18,19,20,21]. However, challenges remain, including low surface quality without post-processing, a limited material library, and mechanical limitations due to fabrication defects [22,23].
AM techniques for ceramics primarily include material extrusion (MEX), binder jetting (BJ), and vat photopolymerization (VP). In MEX, ceramics are incorporated into a pseudoplastic paste and extruded layer-by-layer through a nozzle in direct ink writing (DIW) or robocasting [24]. DIW is advantageous for the rapid development of materials and due to its cost-effectiveness, as it eliminates the need for tooling or lithographic masks [25]. Additionally, the ability to customize the geometric code (g-code) demonstrates DIW’s versatility. BJ offers advantages in flexibility and material utilization by eliminating the need for supports due to its powder bed system but often results in higher porosity and lower densities [26,27,28].
VP selectively cures a photocurable resin using ultraviolet (UV) light, triggering a free-radical photopolymerization process that cross-link monomer chains and embeds ceramic particles as fillers. The printed green part undergoes debinding and sintering to produce complex, smooth-surfaced components with theoretical densities up to 99%, making VP suitable for mechanical applications [29,30], such as dental implants, where high precision and biocompatibility are critical, and turbine blades, where durability and resistance to extreme temperatures are essential. Despite its recent adoption in industries such as medicine, aerospace, and electronics, VP ceramics face challenges including layer adhesion, thermal post-processing, and printing defects that affect mechanical properties [31,32,33]. Environmental factors such as humidity fluctuations further complicate printability. Additionally, mechanical performance data for VP ceramics often relies on destructive methods (e.g., tensile or compression testing) which prevent further analysis. This study seeks to address these limitations by employing nanoindentation as a non-destructive technique to evaluate the mechanical properties of 3D-printed ceramics.
Nanoindentation is a sophisticated characterization technique that evaluates the mechanical properties of materials on the micro- and nanoscales. The principal method is as follows: the machine pushes a specialized sharp tip into the surface of a material, and, by measuring the resulting indentation, the material’s mechanical behavior is analyzed [34]. Over time, nanoindentation has evolved by introducing various indenter geometries, each suited to specific applications. The Vickers tip, commonly used for micro-hardness measurements, features a four-sided pyramid that captures information on scratch and wear testing as well as surface interactions on films and foils. Conversely, the Berkovich tip features a three-sided pyramidal geometry which helps to highlight elastic recovery and fracture toughness on a wide range of materials for nano-hardness measurements; it will be used in this study. While both methods assess hardness, nano-hardness measurements focus on localized deformation mechanisms at much smaller scales, which is particularly useful for analyzing fine microstructures, thin films, and small-scale features in advanced ceramics such as 3Y-ZrO₂ [35,36]. Tips are generally constructed of extremely stiff materials such as diamond and sapphire. The choice of tips plays a critical role in determining the type of mechanical property being evaluated, and this adaptability makes nanoindentation a versatile tool for mechanical analysis [36]. A critical advantage of nanoindentation is its ability to provide detailed information on a material’s critical properties, such as the indentation modulus, hardness, and creep compliance, which allow for a deeper understanding of how these mechanical properties can be optimized for specific applications. Additionally, this technique requires minimal sample preparation, and the non-destructive nature of nanoindentation enables efficient mechanical characterization by preserving the material [34].
In this research, we aim to evaluate the mechanical performance of 3D-printed zirconia in both its pre-conditioned and sintered states using nanoindentation. By analyzing zirconia through nanoindentation, we can gain insight into the microstructural properties of zirconia throughout its processing stages and contribute to the development of optimized materials and enhanced durability and functionality. Characterizing the properties of 3D-printed zirconia in the green state enables the identification and elimination of undesirable features prior to sintering, thereby facilitating the production of dense and high-performance ceramic components. The study evaluates the effects of two print orientations, 0° and 90° concerning the build plate; it includes a dimensional analysis with compensation adjustments to bring the printed parts closer to the intended design values.
2. Materials and Methods
2.1. 3D Printing of Zirconia NIRPs
Zirconia nanoindentation rectangular prisms (NIRPs) were 3D-printed using the Lithoz CeraFab L30 (Lithoz America, LLC, Troy, NY, USA) which provides a lateral resolution of 46 µm and adjustable layer thickness from 25 to 1000 µm. The parts were fabricated using LithaCon 3Y 210 (Lithoz America, LLC, Troy, NY, USA), a slurry comprised of zirconia particles stabilized with 3 mol% yttria and formulated with organic additives such as methacrylate and esters. The physical properties of the slurry and the associated printing parameters are detailed in Table 1 and Table 2, respectively. To study the evolution of mechanical properties through nanoindentation, rectangular prisms were conceived and designed using Autodesk Fusion 360 (Autodesk Inc., San Francisco, CA, USA).

Table 1.
Slurry properties.
Table 2.
Printing parameters.
The dimensions of the 3D-printed samples were measured using a digital caliper with a precision of ±0.01 mm. The X, Y, and Z dimensions were measured at the center of each sample to ensure consistency. The density was determined using the Archimedes principle, following ASTM B962-17 standards [37]. The samples were weighed in air and subsequently submerged in water and weighed again using a precision balance with an accuracy of ±0.0001 g. The density was calculated based on the weight difference, accounting for the density of water. The dynamic viscosity at 25 °C was obtained from the technical data sheet (TDS) of LithaCon 3Y 210 provided by Lithoz America.
2.2. Post-Processing of Zirconia NIRPs
After printing, the green parts were subjected to a three-stage thermal post-process: preconditioning, debinding, and sintering. Preconditioning was performed at 110 °C for three to four days in a 20GC box oven (Quincy Labs Inc., Burr Ridge, IL, USA). Afterward, the parts were transferred to an MTI KSL-1500 X furnace (MTI Corp., Richmond, CA, USA) to complete the thermal post-processing.
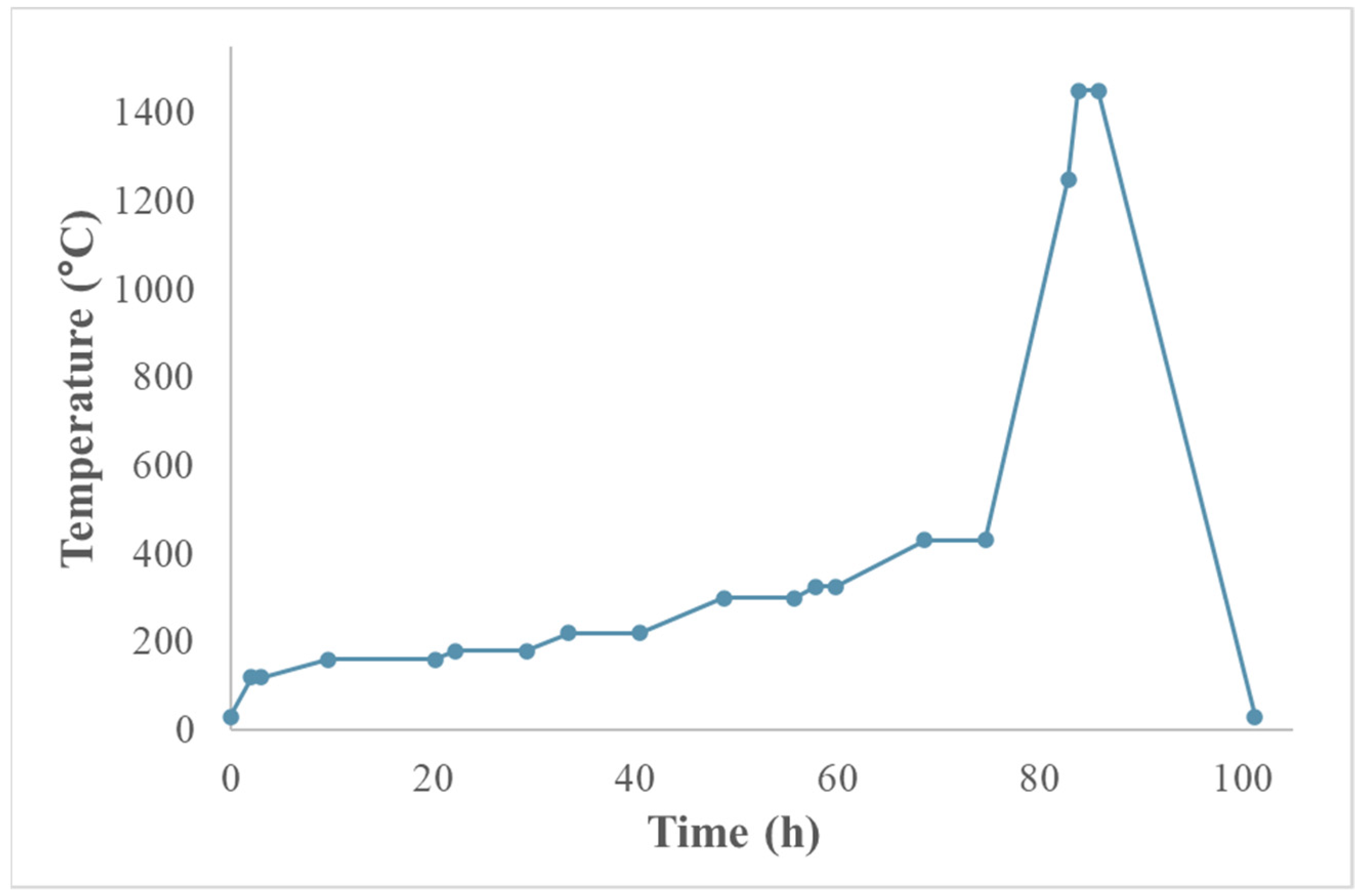
Figure 1 presents the furnace temperature profile during the 4-day debinding and sintering process. The temperature was gradually increased to 1450 °C following a controlled heating schedule that included multiple holds. Notably, a hold at 430 °C was implemented to facilitate polymer debinding. Subsequently, additional heating ramps and intermediate holds were applied, culminating in a final hold at 1450 °C to achieve full densification. After sintering, the part underwent a controlled cooling phase, reaching room temperature over 15 h. The sintering temperature of 1450 °C was selected according to the recommendations provided in the TDS of LithaCon 3Y 210 from Lithoz America, ensuring optimal densification and mechanical performance without inducing excessive grain growth. Figure 1 illustrates the temperature profile of the furnace during this process. The CAD design, the preconditioned (green) part, and the final part can be seen in Figure 2.
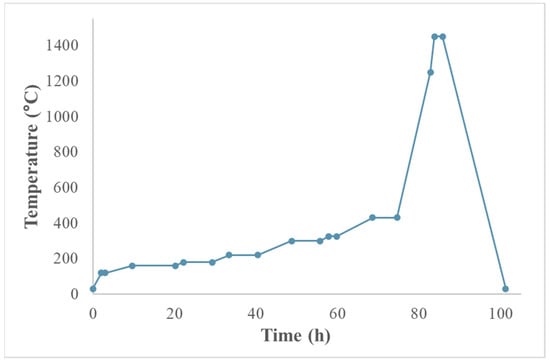
Figure 1.
Debinding and sintering schedule of 3D-printed zirconia (Lithacon 3Y 210).
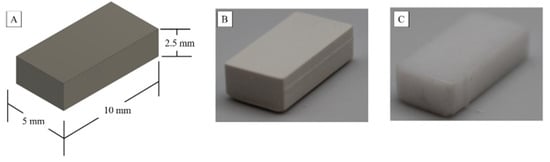
Figure 2.
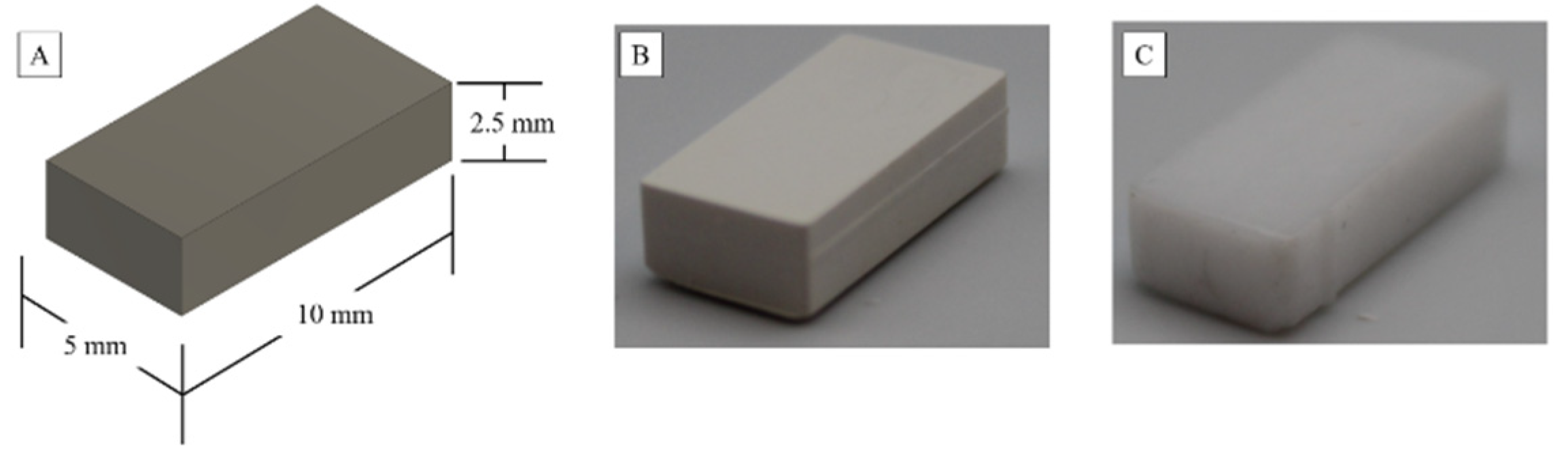
Zirconia nanoindentation rectangular prism. CAD design (A), preconditioned part (B), and sintered part (C).
2.3. Nanoindentation Procedure
Nanoindentation was conducted to evaluate the nano-mechanical properties of the 3D-printed materials, with a specific focus on hardness and the elastic modulus. Samples were sequentially polished using a UNIPOL-810 (MTI Corporation, Richmond, CA, USA) with silicon carbide (SiC) abrasive media of 80, 120, 240, 400, and 1200 grit to produce a smooth surface suitable for indentation. Each grinding step was performed with a new silicon carbide paper under a fixed time of 5 min using water lubrication at 500 revolutions per minute. Despite the meticulous polishing process, a few samples exhibited some roughness at the nanoscale due to minor inconsistencies introduced during manual hand polishing and the inherent difficulty of achieving a perfectly smooth surface because of zirconia’s grain boundaries and the small sample size. However, nanoindentation allows for multiple areas to be tested, enabling the selection of the smoothest regions, which minimizes the impact of these inconsistencies on the overall mechanical property measurements.
The Hysitron TI 750 Ubi Nanoindenter (Bruker Nano Inc., Eden Prairie, MN, USA) with a diamond Berkovich indenter tip, approximately 40 nm diameter, was used for testing. Table 3 shows the constant properties of the Berkovich tip used, where ε is the geometry constant, β is the correction factor, Ei is the elastic modulus, and vi is the Poisson’s Ratio. The equipment was calibrated using quartz as the reference material, following ISO 14577 standards [38]. All tests were conducted at room temperature (25 ± 1 °C). This indenter geometry is widely used for characterizing harness and the elastic modulus in ceramic materials due to its well-defined three-sided pyramidal shape and consistent contact area. The Berkovich tip is commonly used in other YSZ ceramic nanoindentation studies, including Kulyk et al. [39] and Adams et al. [40], making it consistent with the existing literature.
Table 3.
Properties of the Berkovich tip used for nanoindentation.
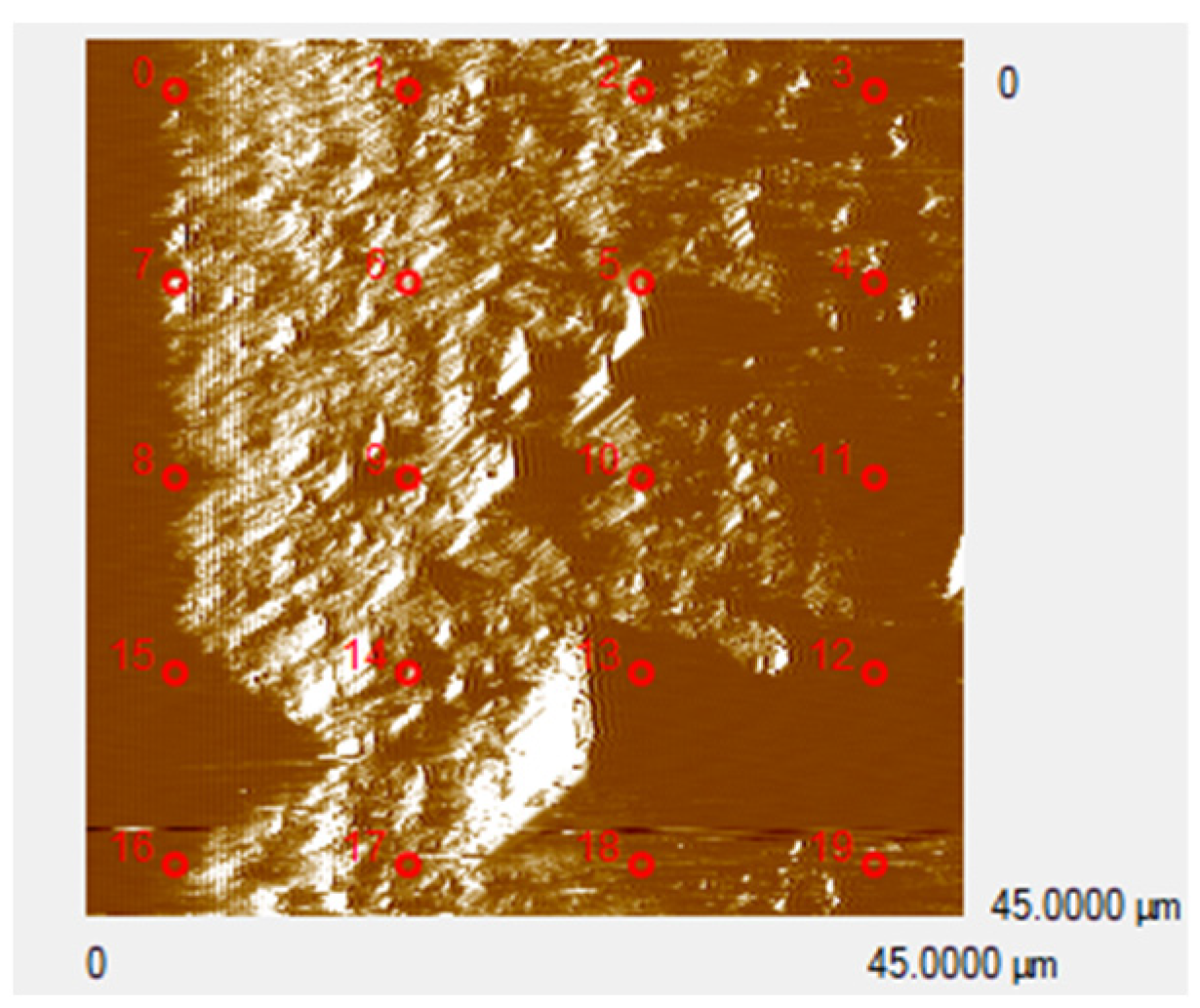
A total of 20 indents were made on each sample within a 45 × 45 µm² area, arranged in a grid pattern consisting of 4 indents in the x-direction, spaced 12 µm apart, and 5 indents in the y-direction, spaced 10 µm apart. This configuration, optically displayed in Figure 3, is standard practice [39] and ensured the uniform distribution of indents, minimizing potential interactions between adjacent indents and reducing the influence of surface defects on the measurements. Additionally, performing 20 indents per sample is consistent with established nanoindentation studies on ceramics and provides sufficient data density for statistical reliability.
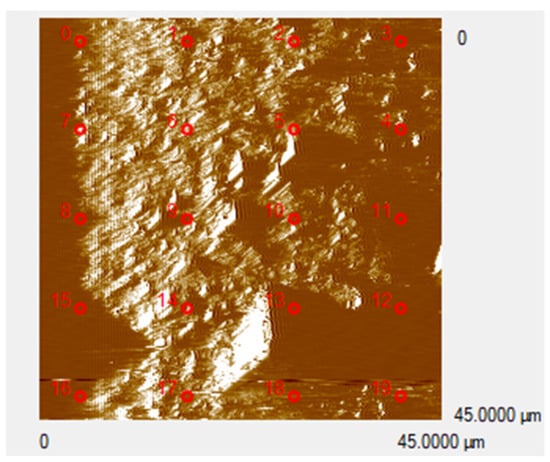
Figure 3.
Nanoindentation profile for each sample.
The maximum applied force for each indent was set to 10 mN, using a basic quasi-static trapezoidal load function. This function was selected due to its ability to provide stable loading and unloading segments, which are essential for accurately capturing the viscoelastic and plastic responses of the material. The load function is comprised of a linear loading segment, a holding segment at maximum load, and a linear unloading segment to ensure precise control over the indentation process.
The primary objective of these nanoindentation tests was to determine the hardness and elastic modulus of the samples under varying conditions, with a particular focus on understanding the influence of sample print orientations and post-processing on these properties. Four distinct sets of NIRP samples were evaluated: 0° preconditioned samples (P0), 90° preconditioned samples (P90), 0° sintered samples (S0), and 90° sintered samples (S90). Here, the 0° and 90° samples refer to the orientation of the sample surface relative to the build plate, with 0° being parallel and 90° being perpendicular to the build plate. For each category, four samples were tested. These diverse sample sets allowed for a comprehensive analysis of how orientation and post-processing impacted the mechanical properties of the materials.
The load-displacement data were analyzed using the Oliver and Pharr method. The reduced modulus Er was calculated as shown in Equation (1) using this method [34]:
where S is the contact stiffness obtained from the unloading curve, A is the projected contact area at peak load, and β is the correction factor. The elastic modulus E was then calculated using Equation (2) [34]:
where is the Poisson’s ratio of the specimen tested, is the Poisson’s ratio of the Berkovich tip, and is the elastic modulus of the Berkovich tip. Hardness H was determined using Equation (3) [34]:
where Pmax is the maximum applied load. The results provided critical insights into the mechanical behavior of the materials, guiding the optimization of synthesis parameters for improved performance.
The nanoindentation analysis aimed to evaluate the mechanical performance of the 3D-printed Zirconia NIRPs, comparing the hardness and elastic modulus of the preconditioned and sintered states, in addition to the print orientations of 0° and 90°. The analysis revealed the extent to which sintering and print orientation impacts the microstructural integrity and durability of zirconia. While nanoindentation provides detailed mechanical data at the microscale, it primarily characterizes surface or localized material responses and may not fully represent bulk mechanical behavior. Nonetheless, it remains a powerful and quick tool for assessing material integrity through the processing stages.
2.4. Scanning Electron Microscopy
The microstructure of the printed samples, both before and after post-processing, was analyzed using a high-resolution scanning electron microscope (SEM, SU-3500, Hitachi, Japan) with an accelerating voltage of 15 kV. Before conducting the SEM analysis, the samples were polished and then coated with a thin layer of gold using a sputter coater (Smart coater, JEOL USA, Inc., Peabody, MA, USA) to enhance the image resolution and contrast. The average grain size of the particles was measured using ImageJ software (Version 1.54p) from the captured SEM images for at least 120 counts.
3. Results
3.1. Shrinkage and Density Analysis
The dimensional and density evolution of 3D-printed zirconia samples was examined as they transitioned from the green state to the sintered state.
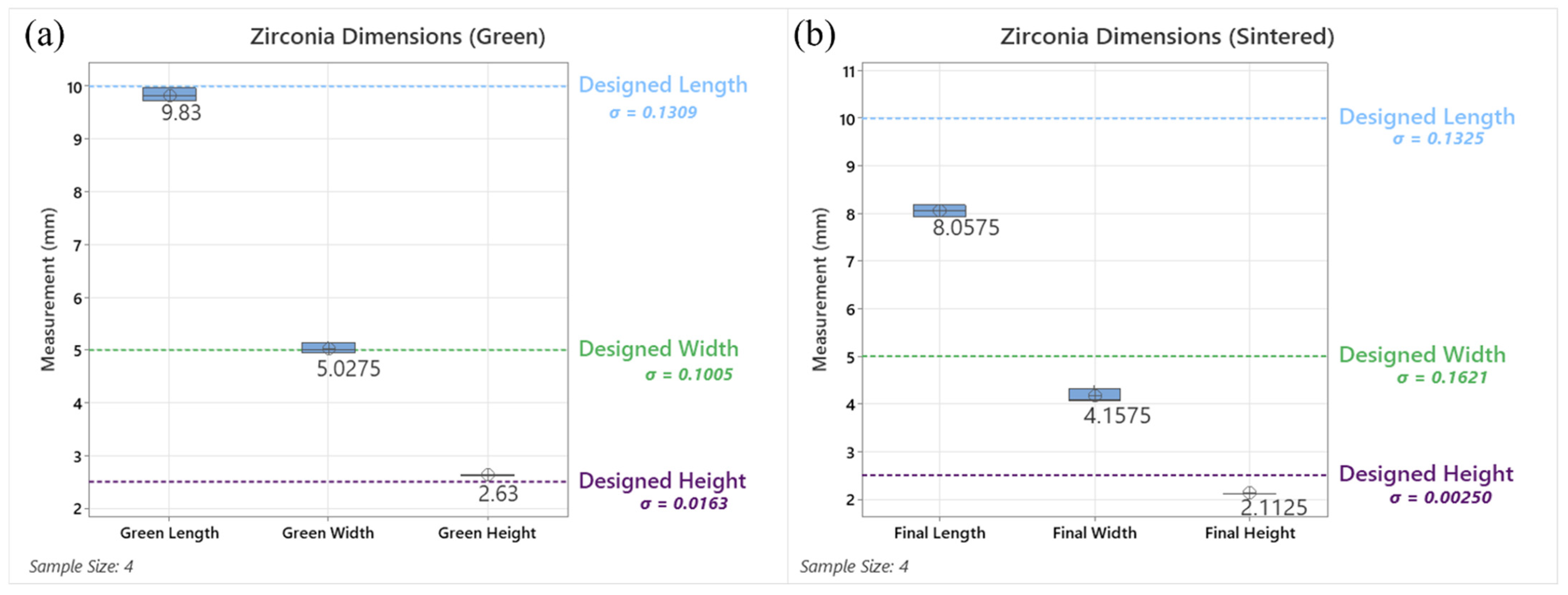
In the green state, no compensatory adjustments were applied to the NIRPS to mitigate shrinkage, maintaining the CAD dimensions of 10 mm × 5 mm × 2.5 mm (length × width × height). The measured average dimensions in the green state were 9.83 ± 0.13 mm × 5.03 ± 0.01 mm × 2.63 ± 0.02 mm (Figure 4a).
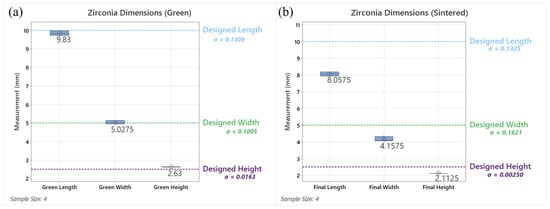
Figure 4.
Green (a) and sintered (b) measurements and standard deviation of NIRPS with no compensation ratio.
After sintering, significant shrinkage was observed, with final dimensions of 8.06 ± 0.13 mm × 4.16 ± 0.16 mm × 2.11 ± 0.0025 mm (Figure 4b), corresponding to reductions of 19% in length, 17% in width, and 17% in height compared to the green state samples. The sintered NIRPS exhibited a final density of 6.02 ± 0.03 g/cm3.
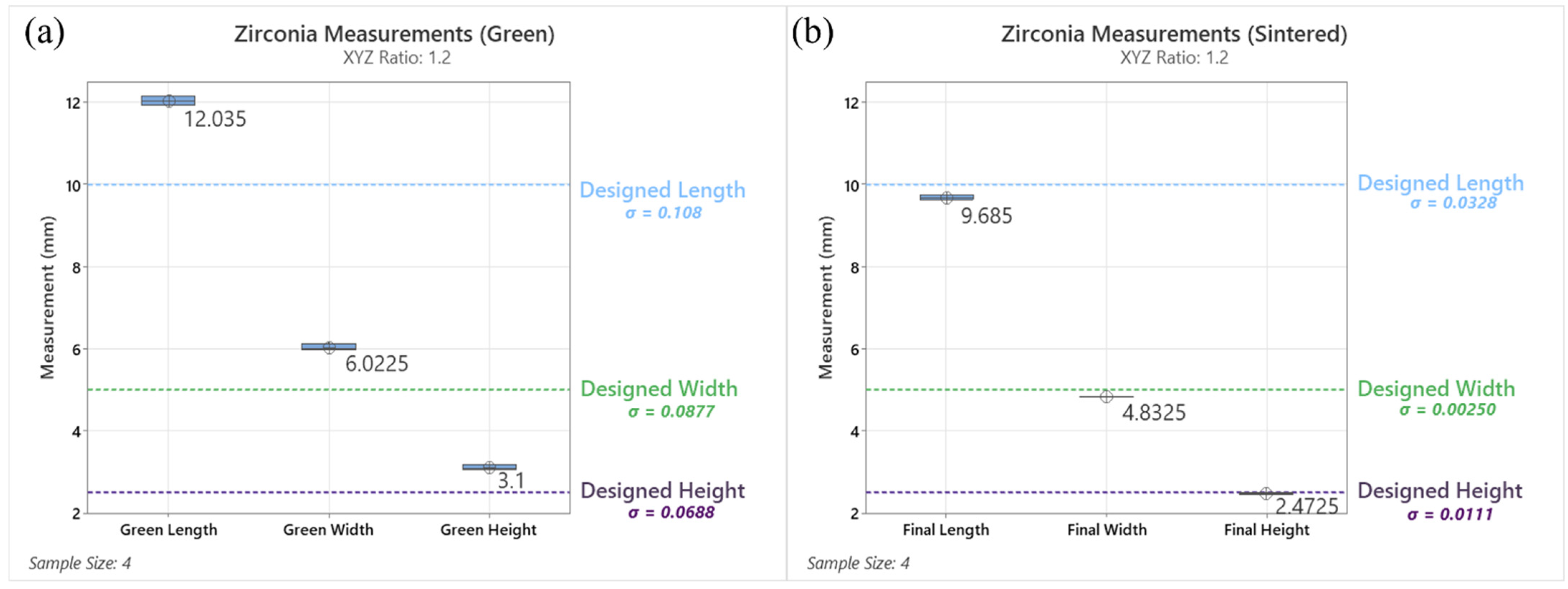
In the secondary study, a 20% compensation was applied to account for expected shrinkage. The adjusted green state dimensions were 12.04 ± 0.11 mm × 6.02 ± 0.09 mm × 3.10 ± 0.07 mm (Figure 5). After sintering, the final measured dimensions were 9.69 ± 0.0328 mm × 4.83 ± 0.0025 mm × 2.47 ± 0.01 mm, showing a 3.21%, 3.3%, and 1.1% reductions in length, width, and height, respectively. The final density of the compensated zirconia part was 6.04 ± 0.04 g/cm3.
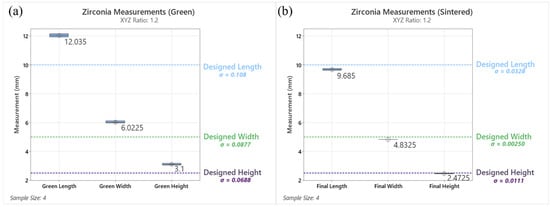
Figure 5.
Green (a) and sintered (b) measurements and standard deviation of NIRPS with an XYZ compensation ratio of 1.2.
3.2. Microstructural Analysis
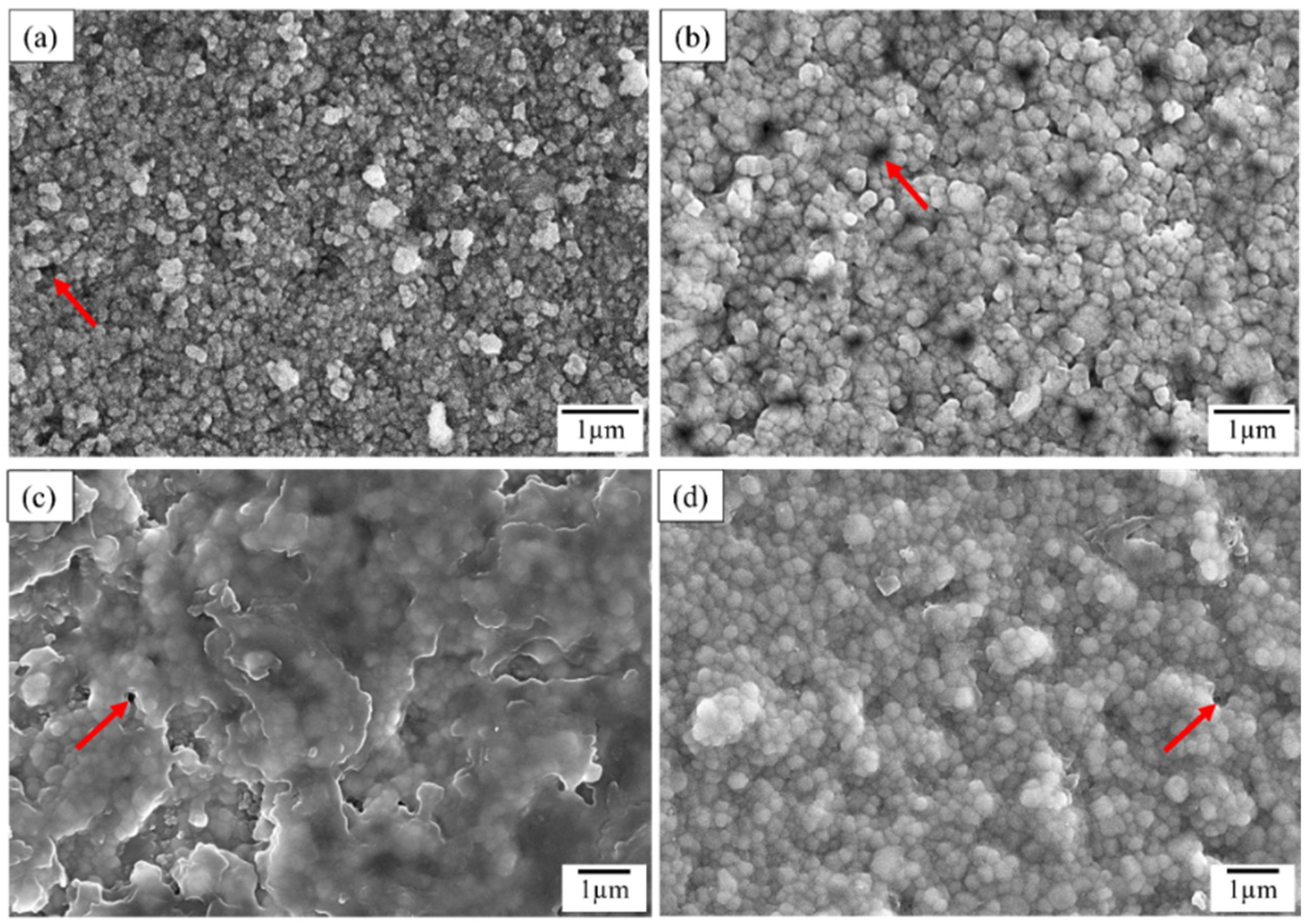
Figure 6 illustrates the surface microstructures of preconditioned and sintered ZrO₂ samples 3D-printed with two different print orientations. All samples were polished before the SEM analysis. The SEM images reveal a uniform distribution of ceramic particles across all samples in both preconditioned (green) and sintered states. However, some pores are visible in the preconditioned samples, as indicated by red arrows in Figure 6a,b.
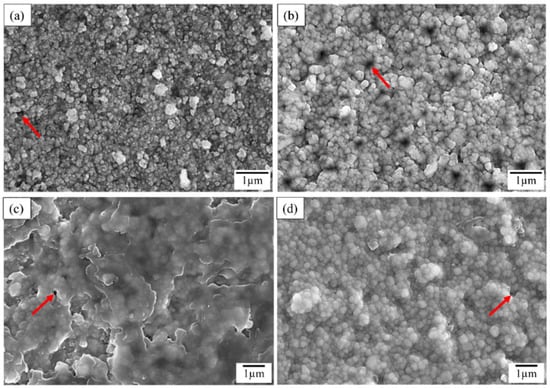
Figure 6.
Microstructure of the printed sample surfaces before and after post-processing as a function of print orientations. P0 (a), P90 (b), S0 (c), S90 (d), with red arrows indicating pores in the samples.
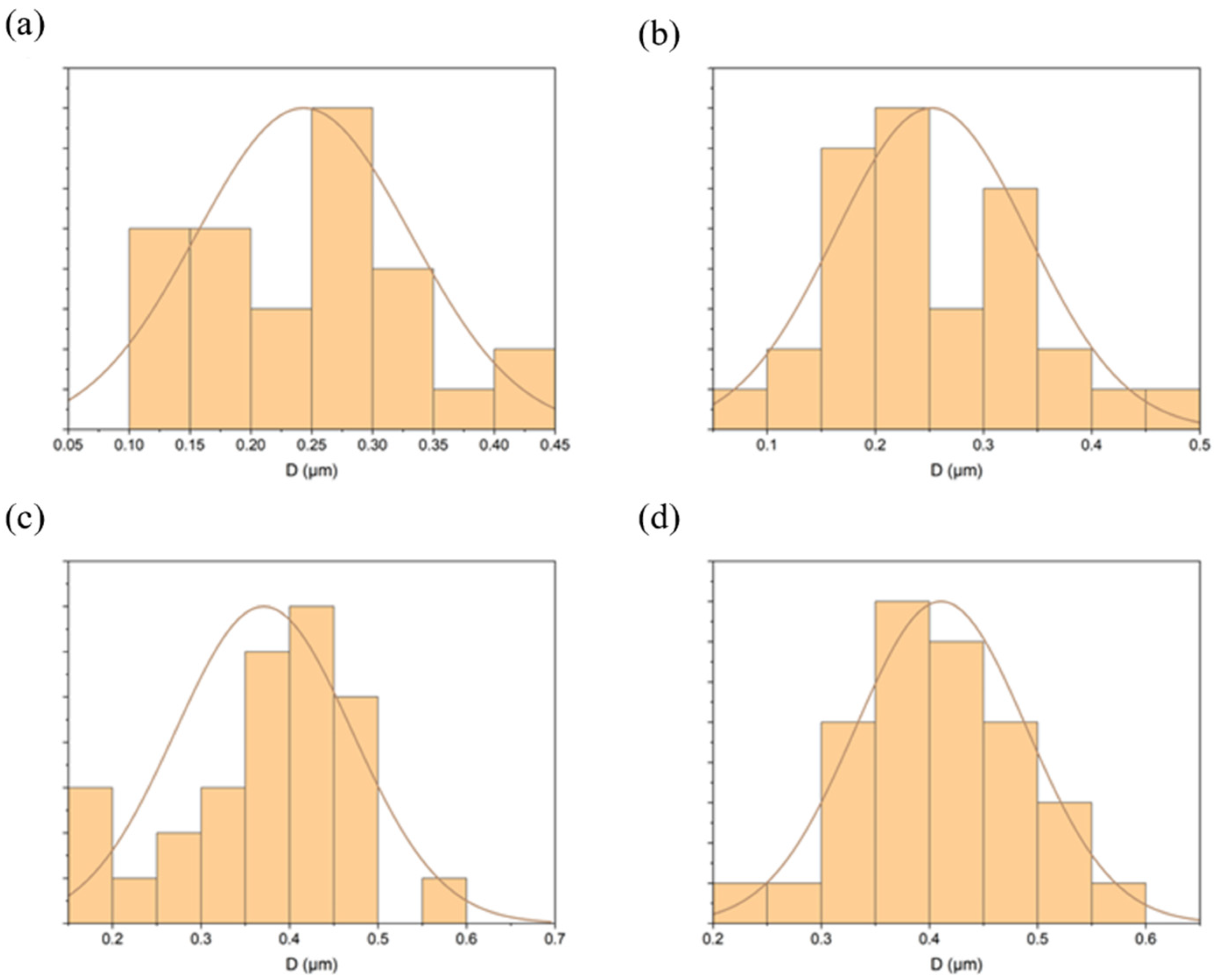
After sintering at 1450 °C, both the 0° (Figure 6c) and 90° (Figure 6d) orientation samples exhibited significant microstructural changes, including increased grain size and reduced porosity, approximately 10 μm for each orientation. The average particle sizes for the preconditioned 0° and 90° samples were 0.19 ± 0.08 µm and 0.27 ± 0.08 µm, respectfully. For the sintered conditions, the 0° orientation displayed a particle size of 0.3 ± 0.08 µm, with the 90° orientation bearing a size of 0.36 ± 0.08 µm. The particle size distribution histogram and pore size and density information are shown in Figure 7 and Table 4, respectively.
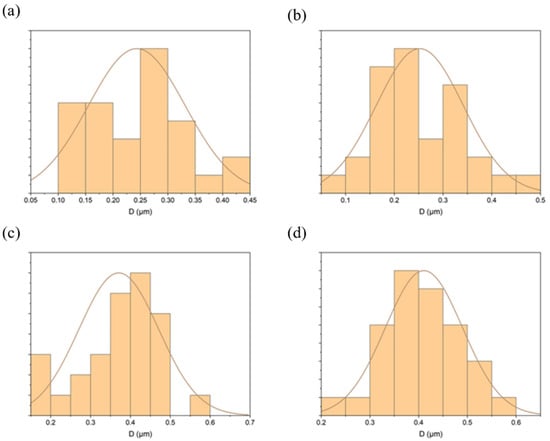
Figure 7.
Particle size distribution histograms for varying orientations and processing conditions: P0 (a), P90 (b), S0 (c), and S90 (d).
Table 4.
Pore size and density data.
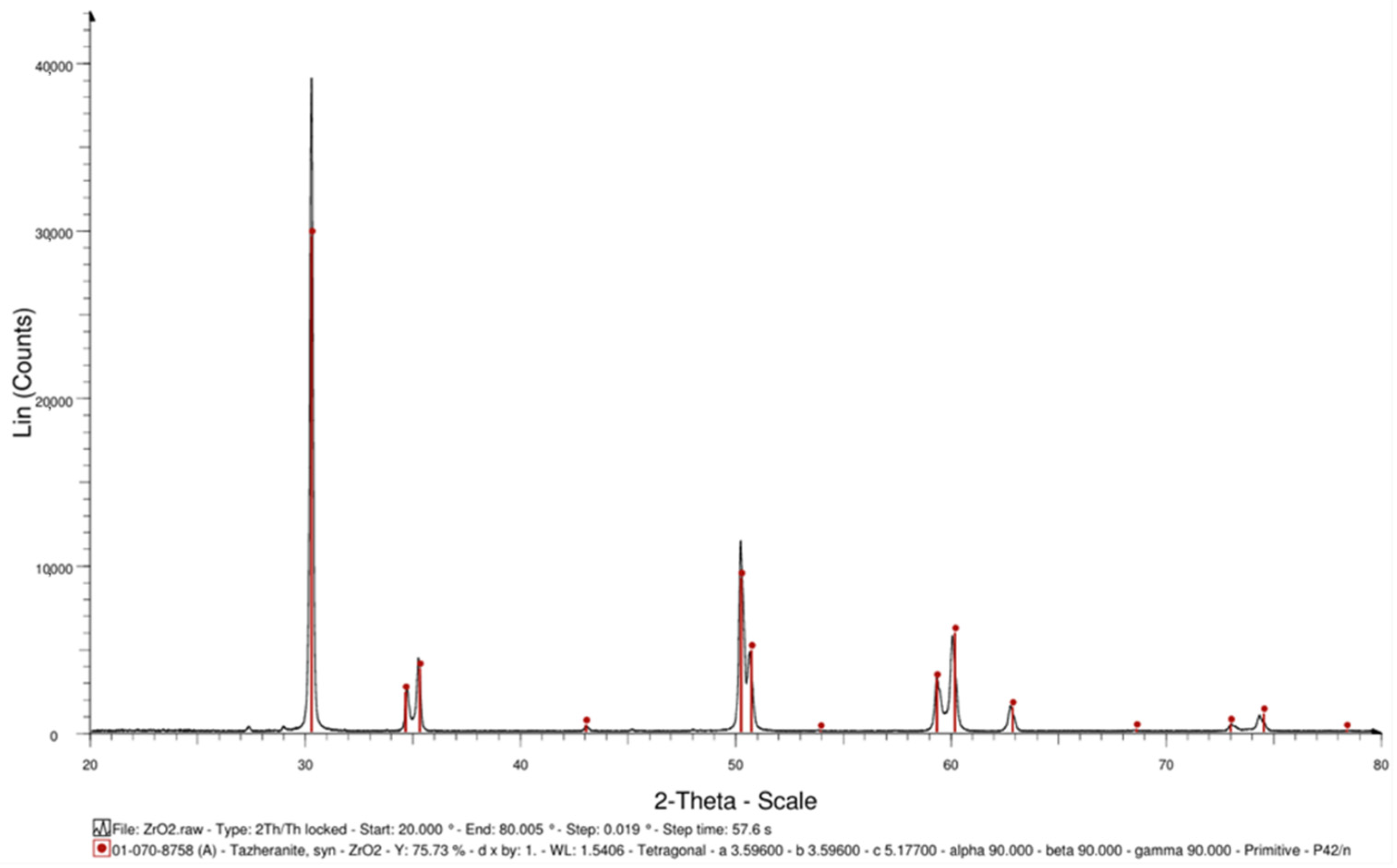
X-ray diffraction (XRD) analysis was conducted to verify the crystalline phase of the sintered zirconia samples, displayed in Figure 8. The diffraction pattern displayed in Figure 8 revealed peaks corresponding to the tetragonal structure of zirconia, with no evidence of monoclinic or cubic phases.
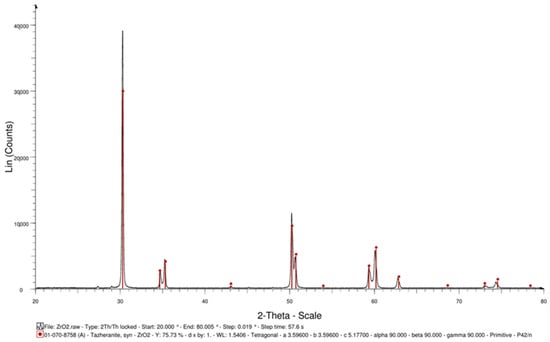
Figure 8.
XRD pattern of sintered 3D-printed zirconia showing peaks corresponding to the tetragonal phase. No monoclinic or cubic phases were detected, confirming successful phase stabilization after sintering at 1450 °C.
3.3. Nanoindentation
3.3.1. Load-Displacement Analysis
The nanoindentation data, presented in Figure 9 and Figure 10, highlight variations in indentation behavior across different points.
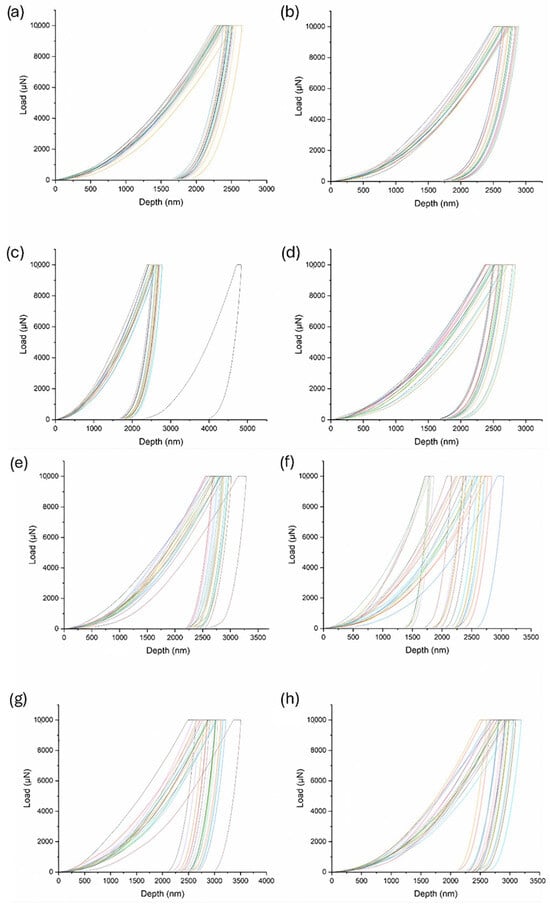
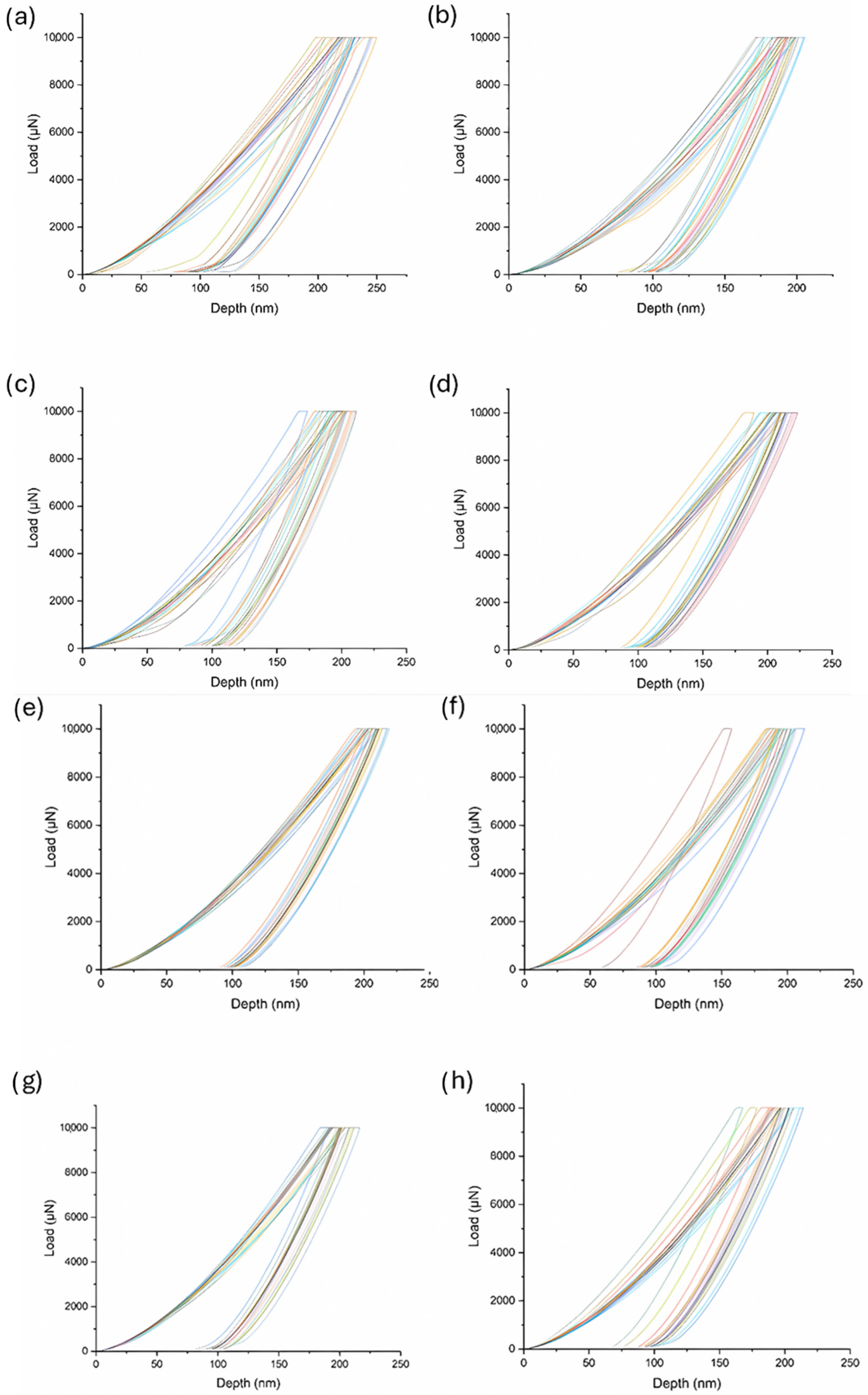
Figure 9.
Preconditioned NIRPs additively manufactured at 90° (a–d) and 0° (e–h). Different colored lines represent individual indents.
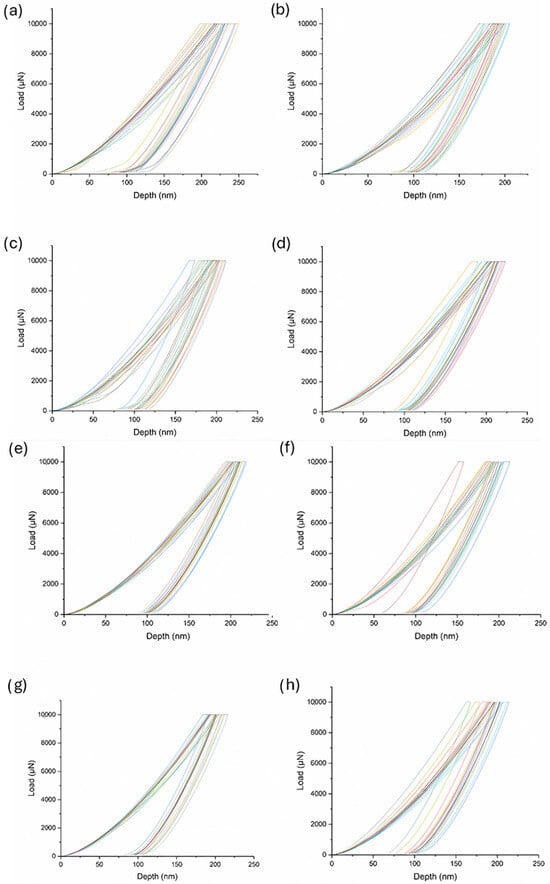
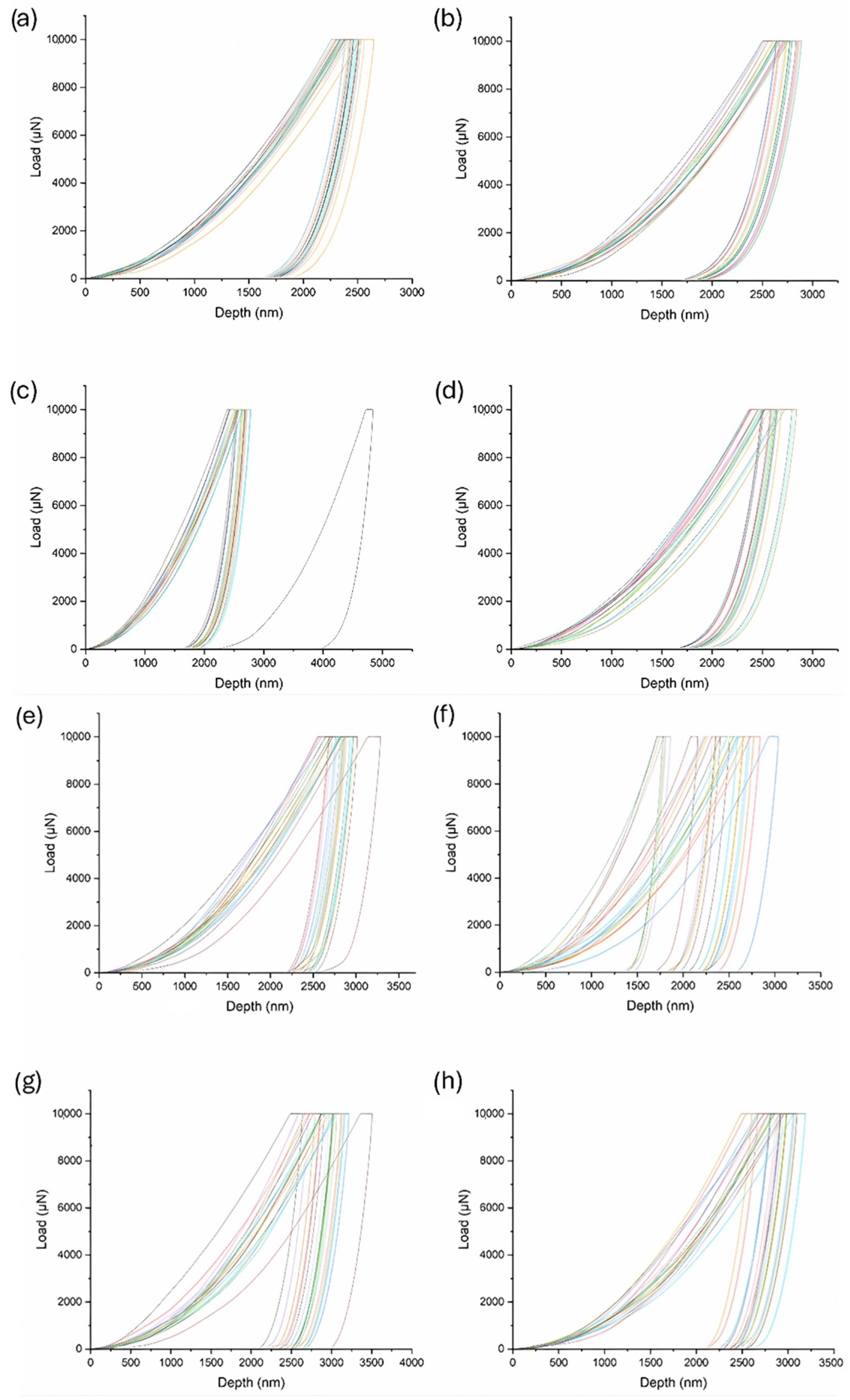
Figure 10.
Sintered NIRPs additively manufactured at 90° (a–d) and 0° (e–h). Different colored lines represent individual indents.
In the preconditioned state, indentation depths exceeded 1500 nm at the maximum load, indicating lower hardness. This is likely due to the presence of organic binders, which create a polymeric network that softens the material. Outliers in load-displacement behavior were observed for both the 0° and 90° orientations, with some indentation points showing greater depths than adjacent ones. Specifically, a single indent in a 90° sample (Figure 9c) displayed a greater depth, which suggests the presence of a pore or surface defect at the indent location. Variations in the 0° preconditioned sample (Figure 9f) suggest inconsistencies, possibly influenced by the organic binders.
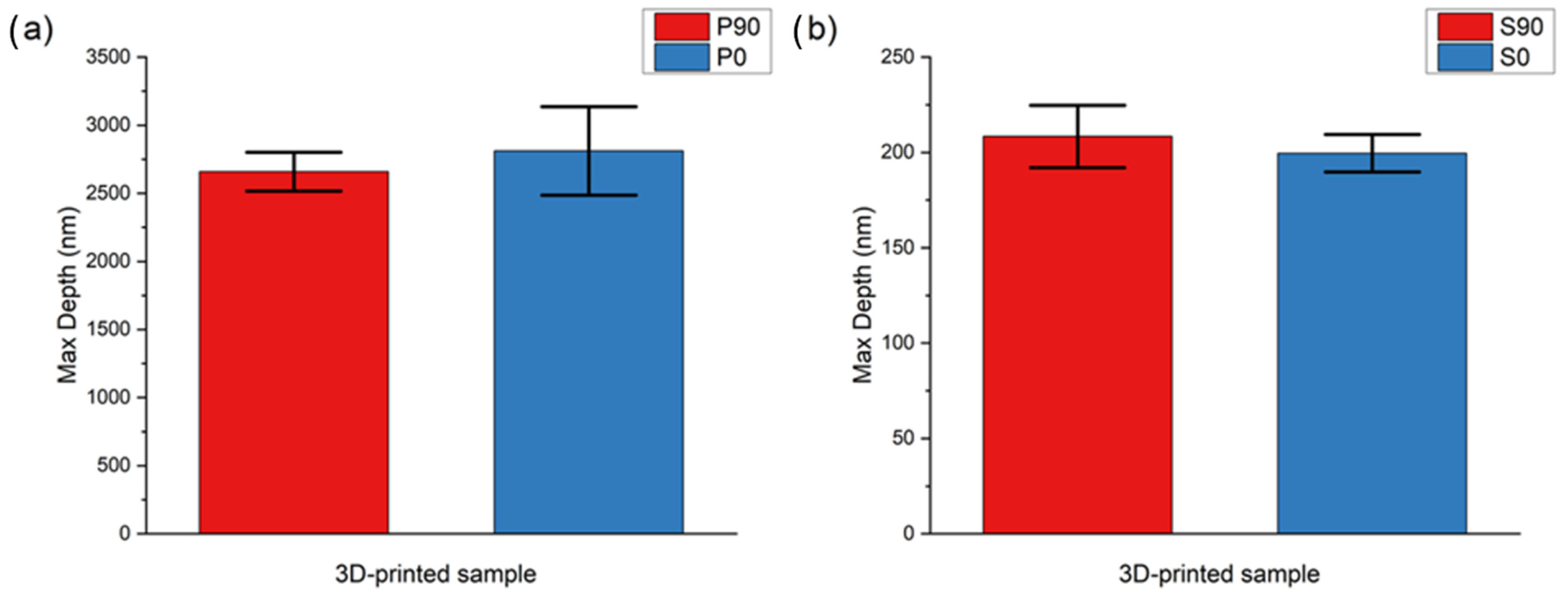
After sintering, indentation depths significantly decreased to around 150 nm at maximum load. This reduction is attributed to material densification and the removal of organic binders, leading to a more rigid and less porous structure. The difference in indentation depth between the preconditioned and sintered NIRPs suggests a tenfold improvement in mechanical resistance post-sintering. Figure 11 illustrates the influence of printing orientation on the indent depth, where the 0° samples exhibit shallower depths, likely due to a stronger interlayer bond.
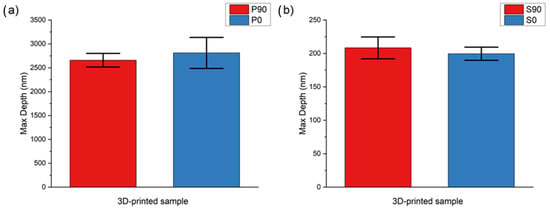
Figure 11.
Maximum depth of both preconditioned (a) and sintered (b) NIRPs.
3.3.2. Mechanical Properties Analysis
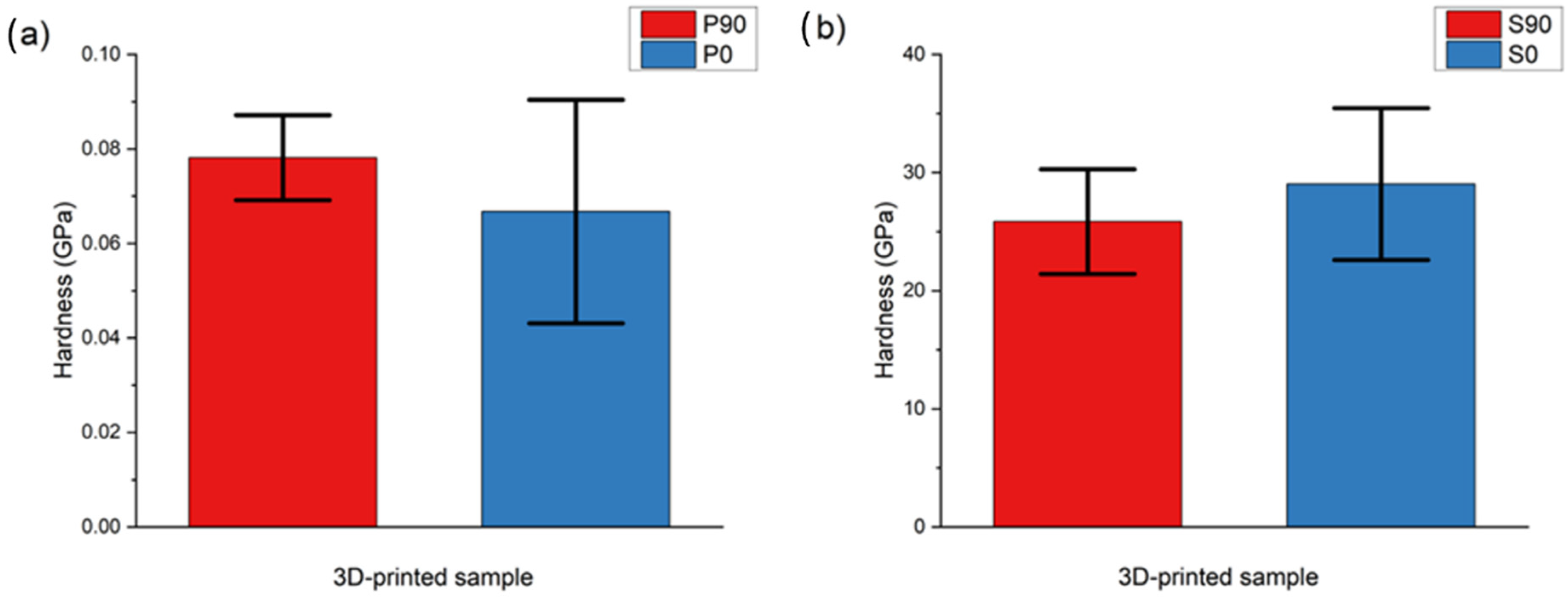
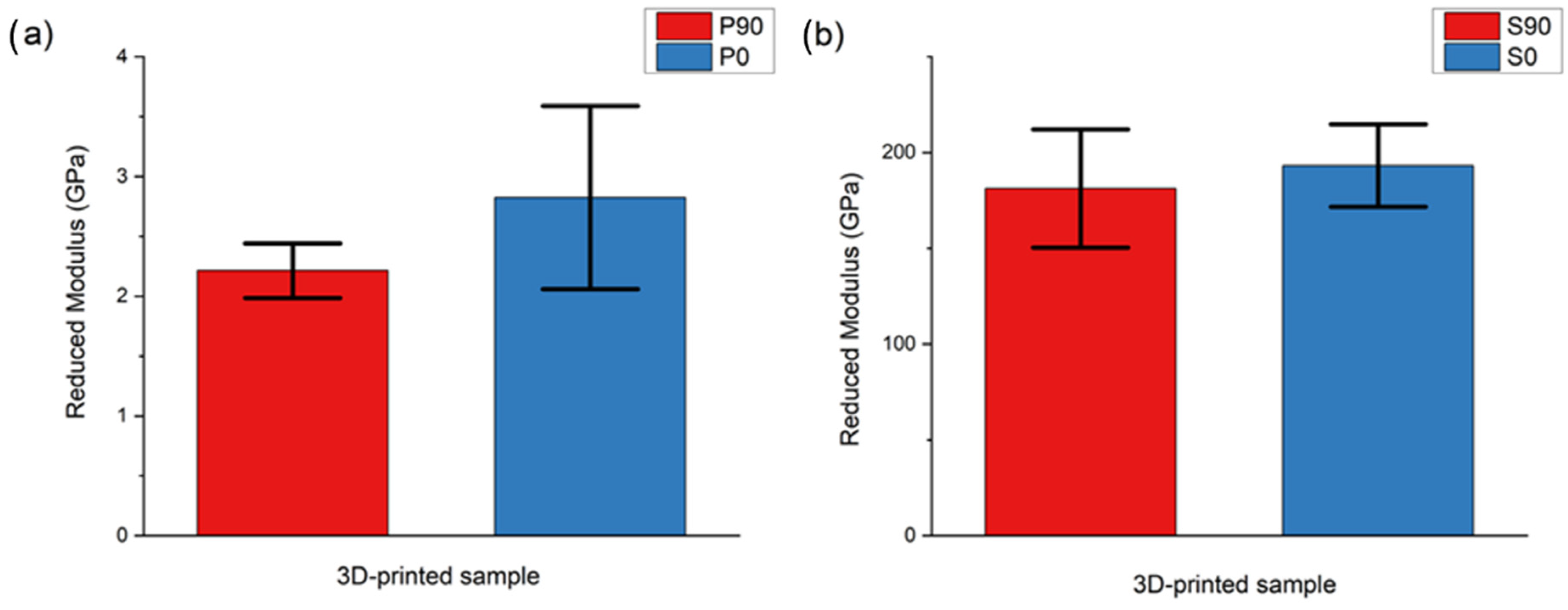
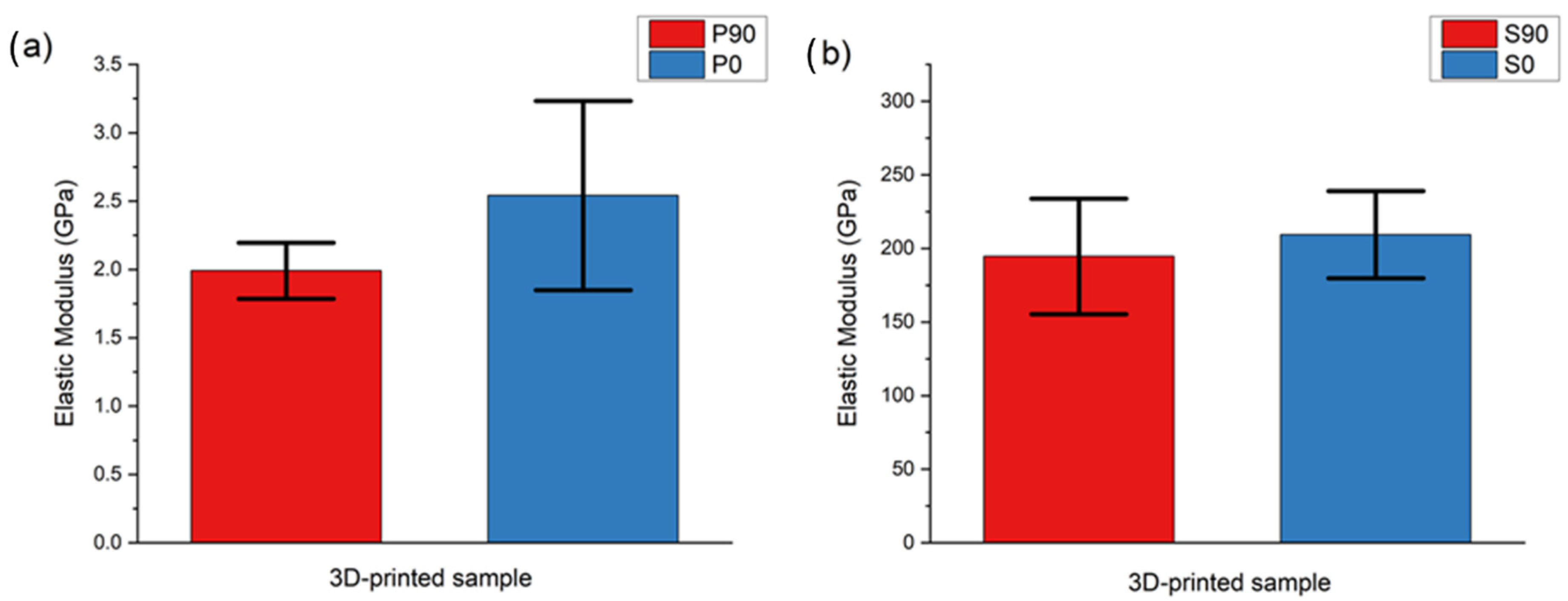
The hardness (H), reduced modulus (Er), and elastic modulus (E) were calculated from the raw data and are shown in Figure 12, Figure 13 and Figure 14. The results are summarized in Table 5.
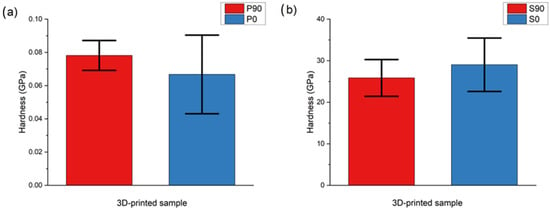
Figure 12.
Hardness of both preconditioned (a) and sintered (b) NIRPs.
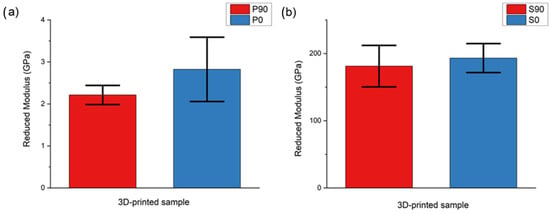
Figure 13.
Reduced Modulus of both preconditioned (a) and sintered (b) NIRPs.
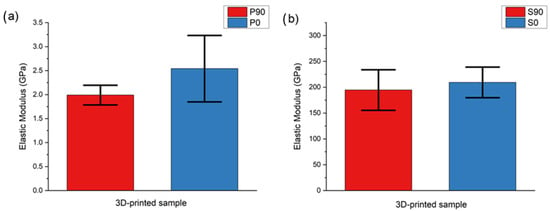
Figure 14.
Elastic modulus of both preconditioned (a) and sintered (b) NIRPs.
Table 5.
Mechanical properties data.
The sintering process significantly increased the hardness and elastic modulus for all samples, with a notable reduction in indentation depth. This aligns with the SEM observations of grain growth and reduced porosity, indicating enhanced densification.
Comparisons with Lithoz America’s LithaCon 3Y 210 TDS show that both sintered samples exceeded the reported hardness value (~12.26 GPa), with S90 reporting 25.9 GPa (110% higher than the TDS value) and S0 reporting 29.0 GPa (140% higher than the TDS value).
For the elastic modulus, the S0 sample closely matched the upper range of the TDS values (205–210 GPa), while S90 was ~5% lower than the lower bound.
Orientation differences were also evident across all thermal stages: P90 had 14% higher hardness than P0 (0.078 GPa vs. 0.067 GPa), whereas P0 exhibited a 28% higher reduced modulus and elastic modulus. S0 exhibited superior mechanical properties across all metrics compared to S90, with a hardness value 12% higher, a reduced modulus 6.6% higher, and an elastic modulus 7.6% higher.
These findings indicate that the 0°-oriented samples outperform 90°-oriented samples in mechanical properties after sintering.
4. Discussion
4.1. Shrinkage and Density Analysis
This study presents the first comprehensive nano-mechanical analysis of 3D-printed zirconia across its processing stages, revealing previously unreported trends in hardness, the elastic modulus, and microstructural evolution. The findings challenge conventional assumptions about zirconia’s mechanical behavior in additive manufacturing and provide a foundational understanding for optimizing ceramic 3D printing for high-performance applications. The observed shrinkage trends are consistent with the expected densification behavior of zirconia during sintering. The unadjusted samples exhibited approximately 19%, 17%, and 16% shrinkage in length, width, and height, respectively, which aligns with typical material contraction during heat treatment. The near-theoretical final density of 6.02 g/cm3 suggests that the sintering process effectively minimized internal voids, though minor residual porosity remains; this is a common characteristic of sintered zirconia. These results align with values reported in literature, including the study conducted by Abualsaud et al. of the characteristics of 3D-printed zirconia through stereolithography [41]. Here, milled zirconia sample densities proved to be higher than 3D-printed sample densities, reporting a density value 2% lower than in this work. Similarly, Barui et al. utilized a micro-extrusion technique to fabricate zirconia bone scaffolds, where considerable amounts of shrinkage and low densities were reported [42].
The compensated samples, which were scaled by 20% pre-sintering, demonstrated significantly reduced dimensional deviation, deviating from the X, Y and Z values by 3.15%, 3.46%, and 1.21%, respectively, indicating that this approach effectively preserved geometric accuracy. Furthermore, the final density of 6.04 g/cm3, achieving 99% of the theoretical density, suggests that compensation did not negatively impact densification and may have slightly improved it compared to the non-compensated approach.
These findings highlight the importance of pre-sintering compensation in achieving dimensional accuracy while maintaining high density. Future optimization could explore whether further refinements in compensation ratios or alternative sintering conditions could achieve even closer alignment with the theoretical density.
4.2. Microstructure Analysis
The observed increase in grain size after sintering aligns with the expected densification behavior of zirconia, as grain coarsening is a natural consequence of high-temperature sintering. The reduction in porosity confirms that the process effectively facilitates material consolidation, improving mechanical integrity.
Furthermore, the XRD analysis confirmed the stabilization of the tetragonal phase after sintering at 1450 °C, with no detectable monolithic or cubic phases previously mentioned in Figure 11. This phase stability supports the improvements in mechanical performance, as the tetragonal phase is known to enhance fracture toughness and the elastic modulus in 3Y-TZP materials [39]. These results are consistent with prior studies demonstrating that sintering temperatures between 1400 and 1550 °C promote grain growth while maintaining the beneficial tetragonal structure [39].
Reviewing the optical behavior of zirconia ceramics, Toksoy and Önöral confirm that an increase in particle size and a decrease in porosity are experienced with sintering temperatures between 1400 and 1550 °C [43]. Lee et al. also reported increases in density with an increase in the sintering temperature in their investigation of porous zirconia [44].
A notable discrepancy in grain size was observed between the 0° and 90° orientation samples in their sintered states. This difference may stem from the variations in layer adhesion and particle deposition inherent to the two printing orientations, influencing grain growth and overall consolidation. This interaction is largely unreported in literature specifically for vat photopolymerization, but it has been proven that the build orientation affects the microstructure in other AM methods [45,46].
Future investigations could explore the impact of sintering temperature adjustments and alternative printing orientations on microstructural uniformity and mechanical performance.
4.3. Nanoindentation
The nanoindentation results demonstrate the significant impact of sintering on mechanical properties, with a tenfold reduction in the indentation depth post-sintering. This aligns with the expected densification behavior of zirconia, as sintering eliminates organic components and minimizes porosity, thereby enhancing hardness and stiffness [47].
The presence of outliers in the preconditioned state suggests that the polymeric binder phase introduces inconsistencies in load-displacement behavior. In particular, the greater indentation depth in the 90° preconditioned sample (Figure 7c) likely resulted from a localized pore, which is expected due to the incomplete consolidation of particles before sintering. Similarly, grain boundaries and residual polymeric regions in the 0° preconditioned sample may have contributed to surface variability. This trend is visible in the study of Sedlák et al. regarding the nanoindentation of alumina + zirconia + cBN ceramics, wherein they report a decreased elastic modulus with lower sintering temperatures [48].
After sintering, the effect of printing orientation on mechanical response became more pronounced. The shallower indentation depths in the 0° orientation samples indicate that parallel layer alignment enhances densification and mechanical integrity. In contrast, the 90° orientation samples exhibited deeper indentation depths, suggesting that layer stacking perpendicular to the applied load introduces structural weaknesses. This observation supports findings in other layered ceramic systems, where the interlayer bonding strength plays a crucial role in mechanical performance. In their review of the influence of orientation on the mechanical properties of dental ceramics, Alghauli et al. concluded that parts printed horizontally (0°) exhibited the best properties when compared to vertically printed (90°) samples at the macroscale [49]. This can be attributed to a broader variation in volumetric change when printed vertically. Additionally, the number of layers is reduced drastically when printed in the horizontal orientation. This results in lower residual stresses during sintering, which in turn reduces warpage and defects. It has been reported that, when the load direction is parallel to the layer direction, such as with the 90° samples in this work, the parts have a lower binding force than horizontally printed parts.
Future work could explore the influence of different sintering temperatures and binder compositions on indentation behavior, particularly in reducing residual porosity in the 90° orientation samples. Additionally, the finite element modeling (FEM) of indentation mechanics could provide further insights into stress distribution and localized deformation in printed zirconia structures.
The observed increase in hardness and the elastic modulus after sintering aligns with the expected densification behavior of zirconia, where the removal of organic components and reduction in porosity lead to a more consolidated microstructure. This transition from a softer, binder-rich preconditioned state to a rigid, dense ceramic is reflected in the tenfold reduction in the indentation depth post-sintering. The significant improvement in mechanical properties confirms the role of sintering in enhancing material strength and stiffness.
Comparison with Lithoz America’s LithaCon 3Y 210 shows that both sintered samples exceeded the reported hardness value (~12.3 GPa), with S90 reaching 25.9 GPa (110% increase) and S0 reaching 29.0 GPa (140% increase). The higher hardness values obtained via nanoindentation are attributed to the localized nature of the test, which differs from the macro-scale Vickers hardness test used in the TDS [36]. Indubitably, the reported hardness value (HV10) from Lithoz LLC was obtained using an indentation load of approximately 98.1 N, several magnitudes higher than the 10 mN load used in this study. The indentation size effect contributes to this decrease in hardness, a well-documented phenomenon in 3YSZ ceramics, where measured hardness decreases with increasing indentation load [39].
In terms of the elastic modulus, S0 closely matched the upper TDS range (209 GPa vs. 210 GPa), while S90 underperformed by approximately 5%. This discrepancy is likely due to layer orientation effects in the DLP printing process, where the 90° orientation introduces weaker interlayer bonding, leading to reduced stiffness. Nanoindentation measurements in this orientation primarily probe interfaces between stacked 0° layers rather than a continuous 90° structure, potentially leading to mechanical weaknesses. These findings align with those of Lu et al., which demonstrated that horizontally printed zirconia layers exhibited a higher elastic modulus than vertically printed layers [50].
Orientation-dependent differences in mechanical properties were observed across both preconditioned and sintered samples. In the preconditioned state, P90 exhibited 14% higher hardness than P0 (0.078 GPa vs. 0.067 GPa), possibly due to the presence of more prominent grain boundaries in the P90 samples as a result of the parallel layer orientation to the probe interface. Grain boundaries have been proven to impede dislocation glide, which can result in a higher hardness value [51]. Conversely, P0 showed a superior reduced modulus and elastic modulus, exceeding P90 by 28% in both metrics (Er = 2.82 GPa vs. 2.21 GPa, and E = 2.54 GPa vs. 1.99 GPa, respectively). This suggests that, even before sintering, the 0° orientation exhibits superior stiffness and elastic properties, likely due to better microstructural alignment within the printed layers.
Following sintering, the 0° orientation demonstrated superior mechanical properties across all measured metrics. The hardness of S0 (29.0 GPa) was approximately 12% higher than that of S90 (25.9 GPa), while the elastic modulus of S0 (209.2 GPa) exceeded S90 (195 GPa) by 7.6%. The stronger consolidation and improved microstructural alignment in S0 effectively enhance its mechanical integrity and resistance to deformation. These findings support the notion that the perpendicular layer alignment in the 0° orientation enhances densification and mechanical performance post-sintering.
The exceptionally high hardness and stiffness values observed in the sintered samples suggest that Lithacon 3Y 210 zirconia can rival other AM zirconia and conventionally manufactured ceramics. Rane et al. reported that DIW-fabricated zirconia samples exhibited elastic moduli below 25 GPa [52], whereas the DLP-printed samples in this study achieved values characteristic of traditional sintered zirconia (~205+ GPa), as reported by Adams et al. [40]. Likewise, the material reported herein outperforms other 3D-printed zirconia materials [53,54]. This represents a significant technological advancement as, historically, 3D-printed parts have struggled to match the mechanical performance of conventionally manufactured ceramics due to inherent anisotropy [55].
Although sintering significantly improved mechanical properties, some variability and deviations from theoretical values were observed. The slightly lower elastic modulus of S90 relative to the TDS range may be influenced by grain orientation and localized stress distribution effects. However, given that all samples exhibit a density of ~99%, the impact of residual porosity on mechanical performance is minimal. While nanoindentation is inherently sensitive to surface roughness and local microstructural inhomogeneities, this study primarily focuses on bulk mechanical properties rather than surface effects. Nanoindentation provides high-resolution, localized measurements of hardness and the elastic modulus at the microscale, making it particularly useful for assessing surface or small-volume material properties. However, it does not fully capture bulk mechanical behavior, especially in materials with heterogeneous microstructures where large-scale defects or gradients may be present. Therefore, nanoindentation should be regarded as a complementary technique to conventional bulk mechanical testing for comprehensive material characterization. As such, the observed variations fall within the expected range of experimental uncertainty.
5. Conclusions
This research is the first to systematically examine the nano-mechanical evolution of 3D-printed zirconia across different thermal processing stages. By bridging the knowledge gap in nanoindentation studies of additively manufactured ceramics, this research lays the groundwork for further advancements in high-performance applications where nano-scale mechanical integrity is critical.
Although the initial investigation revealed shrinkage of 19%, 17%, and 16% in the x, y, and z dimensions during sintering, respectively, the implementation of a 20% compensated CAD design significantly improved the outcome. This adjustment reduced dimensional deviations to within the range of 3.15–1.21%. The final part achieved 99% density, closely matching theoretical expectations, and demonstrated enhanced mechanical properties due to effective densification.
Regarding print orientation, 0° significantly outpaced 90° in almost every mechanical property. Most significantly, S0 retained hardness, an elastic modulus, and a reduced modulus 12% higher, 7.6% higher, and 28% higher than those of S90, respectively. This increase in mechanical performance can be attributed to the perpendicular orientation of the printed layers with respect to the probing apparatus, which increases the toughness of the ceramic while also decreasing defects during the sintering stage.
The enhanced mechanical performance of sintered, 0°-oriented zirconia highlights its potential for applications in fields requiring high durability and hardness, such as biomedical implants and aerospace components [56]. These properties surpass those of 90°-oriented samples, reflecting the influence of print orientation on layer adhesion. This research addresses key challenges in the characterization of 3D-printed ceramics, specifically, the variability in mechanical properties caused by surface roughness and porosity. By employing nanoindentation as a non-destructive technique, this study provides insight into optimizing mechanical behavior and improving material reliability under extreme conditions. These findings establish a foundation for developing robust zirconia components while guiding future efforts to refine surface preparation techniques and enhance resistance to long-term degradation and environmental stresses.
Author Contributions
Conceptualization, J.Z.R.D. and D.H.L.; methodology, J.Z.R.D. and D.H.L.; validation, J.Z.R.D., D.H.L. and M.S.M.; formal analysis, J.Z.R.D. and D.H.L.; investigation, J.Z.R.D., D.H.L., A.L.B. and M.S.M.; resources, Y.L.; data curation, J.Z.R.D., D.H.L. and M.S.M.; writing—original draft preparation, J.Z.R.D., D.H.L., A.L.B. and M.S.M.; writing—review and editing, J.Z.R.D., D.H.L., A.L.B., M.S.M., S.Z., A.L., S.A., Y.L. and A.J.L.; visualization, J.Z.R.D., D.H.L. and M.S.M.; supervision, Y.L.; project administration, Y.L.; funding acquisition, Y.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research was supported by NSF grants: HRD-1826745 and EES-2204750.
Informed Consent Statement
Not Applicable.
Data Availability Statement
The original contributions presented in this study are included in the article. Further inquiries can be directed to the corresponding author.
Conflicts of Interest
Author Alba Jazmin Leyva was employed by the company Wistron México S.A. de C.V. The remaining authors declare that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest.
References
- Craig, O.E.; Saul, H.; Lucquin, A.; Nishida, Y.; Taché, K.; Clarke, L.; Thompson, A.; Altoft, D.T.; Uchiyama, J.; Ajimoto, M.; et al. Earliest evidence for the use of pottery. Nature 2013, 496, 351–354. [Google Scholar] [CrossRef] [PubMed]
- Rice, P.M. On the Origins of Pottery. 1999. Available online: https://about.jstor.org/terms (accessed on 24 February 2025).
- Haertling, G.H. Ferroelectric Ceramics: History and Technology. J. Am. Ceram. Soc. 1999, 82, 797–818. [Google Scholar] [CrossRef]
- Medvedovski, E. Wear-resistant engineering ceramics. Wear 2001, 249, 821–828. [Google Scholar] [CrossRef]
- Katz, R.N. Overview of Ceramic Materials, Design, and Application. In Mechanical Engineers’ Handbook, 4th ed.; Kutz, M., Ed.; John Wiley & Sons: Hoboken, NJ, USA, 2015; Volume 1, pp. 1–20. [Google Scholar]
- Burke, J.E. Lucalox* Alumina: The Ceramic That Revolutionized Outdoor Lighting. MRS Bull. 1996, 21, 61–69. [Google Scholar] [CrossRef]
- Apetz, R.; Van Bruggen, M.P.B. Transparent Alumina: A Light-Scattering Model. J. Am. Ceram. Soc. 2003, 86, 480–486. [Google Scholar] [CrossRef]
- Zhang, J.; Lu, T.; Chang, X.; Wei, N.; Xu, W. Related mechanism of transparency in MgAl2O4 nano-ceramics prepared by sintering under high pressure and low temperature. J. Phys. D Appl. Phys. 2009, 42, 052002. [Google Scholar] [CrossRef]
- Saito, N.; Matsuda, S.I.; Ikegami, T. Fabrication of Transparent Yttria Ceramics at Low Temperature Using Carbonate-Derived Powder. J. Am. Ceram. Soc. 1998, 81, 2023–2028. [Google Scholar] [CrossRef]
- Sengupta, P.; Bhattacharjee, A.; Maiti, H.S. Zirconia: A Unique Multifunctional Ceramic Material. Trans. Indian Inst. Met. 2019, 72, 1981–1998. [Google Scholar] [CrossRef]
- Piconi, C.; Maccauro, G. Zirconia as a ceramic biomaterial. Biomaterials 1999, 20, 1–25. [Google Scholar] [CrossRef]
- Gautam, C.; Joyner, J.; Gautam, A.; Rao, J.; Vajtai, R. Zirconia based dental ceramics: Structure, mechanical properties, biocompatibility and applications. Dalton Trans. 2016, 45, 19194–19215. [Google Scholar] [CrossRef]
- Chevalier, J.; Gremillard, L.; Virkar, A.V.; Clarke, D.R. The tetragonal-monoclinic transformation in zirconia: Lessons learned and future trends. J. Am. Ceram. Soc. 2009, 92, 1901–1920. [Google Scholar] [CrossRef]
- Jambhule, S.; Palandurkar, M.; Shewale, A. 3D Printing in Dentristry. Int. J. Adv. Res. 2022, 10, 742–750. [Google Scholar] [CrossRef] [PubMed]
- Singh, D.; Sandhu, S.S. Effect of Laser Power on Component Strength in Laser Sintering. Int. J. Adv. Res. Innov. 2016, 4, 162–167. [Google Scholar] [CrossRef]
- Kafle, A.; Luis, E.; Silwal, R.; Pan, H.M.; Shrestha, P.L.; Bastola, A.K. 3d/4d printing of polymers: Fused deposition modelling (fdm), selective laser sintering (sls), and stereolithography (sla). Polymers 2021, 13, 3101. [Google Scholar] [CrossRef]
- Attaran, M. The rise of 3-D printing: The advantages of additive manufacturing over traditional manufacturing. Bus. Horiz. 2017, 60, 677–688. [Google Scholar] [CrossRef]
- Huang, S.H.; Liu, P.; Mokasdar, A.; Hou, L. Additive manufacturing and its societal impact: A literature review. Int. J. Adv. Manuf. Technol. 2013, 67, 1191–1203. [Google Scholar] [CrossRef]
- Javaid, M.; Haleem, A.; Singh, R.P.; Suman, R.; Rab, S. Role of additive manufacturing applications towards environmental sustainability. Adv. Ind. Eng. Polym. Res. 2021, 4, 312–322. [Google Scholar] [CrossRef]
- Bahnini, I.; Rivette, M.; Rechia, A.; Siadat, A.; Elmesbahi, A. Additive manufacturing technology: The status, applications, and prospects. Int. J. Adv. Manuf. Technol. 2018, 97, 147–161. [Google Scholar] [CrossRef]
- Hassan, S.; Zaman, S.; Dantzler, J.Z.R.; Leyva, D.H.; Mahmud, S.; Ramirez, J.M.; Gomez, S.G.; Lin, Y. 3D Printed Integrated Sensors: From Fabrication to Applications—A Review. Nanomaterials 2023, 13, 3148. [Google Scholar] [CrossRef]
- Kumbhar, N.N.; Mulay, A.V. Post Processing Methods used to Improve Surface Finish of Products which are Manufactured by Additive Manufacturing Technologies: A Review. J. Inst. Eng. Ser. C 2018, 99, 481–487. [Google Scholar] [CrossRef]
- Marzola, A.; Mussi, E.; Uccheddu, F. 3D Printed Materials for High Temperature Applications. In Proceedings of the International Conference of the Italian Association of Design Methods and Tools for Industrial Engineering, Modena, Italy, 20 September 2019; Springer International Publishing: Berlin, Germany, 2020; pp. 936–947. [Google Scholar] [CrossRef]
- Shahzad, A.; Lazoglu, I. Direct ink writing (DIW) of structural and functional ceramics: Recent achievements and future challenges. Compos. Part B Eng. 2021, 225, 109249. [Google Scholar] [CrossRef]
- Lewis, J.A.; Smay, J.E.; Stuecker, J.; Cesarano, J. Direct ink writing of three-dimensional ceramic structures. J. Am. Ceram. Soc. 2006, 89, 3599–3609. [Google Scholar] [CrossRef]
- Du, W.; Ren, X.; Pei, Z.; Ma, C. Ceramic Binder Jetting Additive Manufacturing: A Literature Review on Density. J. Manuf. Sci. Eng. Trans. ASME 2020, 142, 040801. [Google Scholar] [CrossRef]
- Huang, S.; Ye, C.; Zhao, H.; Fan, Z. Additive manufacturing of thin alumina ceramic cores using binder-jetting. Addit. Manuf. 2019, 29, 100802. [Google Scholar] [CrossRef]
- Zocca, A.; Colombo, P.; Gomes, C.M.; Günster, J. Additive Manufacturing of Ceramics: Issues, Potentialities, and Opportunities. J. Am. Ceram. Soc. 2015, 98, 1983–2001. [Google Scholar] [CrossRef]
- Zakeri, S.; Vippola, M.; Levänen, E. A comprehensive review of the photopolymerization of ceramic resins used in stereolithography. Addit. Manuf. 2020, 35, 101177. [Google Scholar] [CrossRef]
- Ide Camargo, L.; Morais, M.M.; Fortulan, C.A.; Branciforti, M.C. A review on the rheological behavior and formulations of ceramic suspensions for vat photopolymerization. Ceram. Int. 2021, 47, 11906–11921. [Google Scholar] [CrossRef]
- Roohani, I.; Newsom, E.; Zreiqat, H. High-resolution vat-photopolymerization of personalized bioceramic implants: New advances, regulatory hurdles, and key recommendations. Int. Mater. Rev. 2023, 68, 1075–1097. [Google Scholar] [CrossRef]
- Li, X.; Chen, Y. Vat-Photopolymerization-Based Ceramic Manufacturing. J. Mater. Eng. Perform. 2021, 30, 4819–4836. [Google Scholar] [CrossRef]
- Lube, T.; Staudacher, M.; Hofer, A.K.; Schlacher, J.; Bermejo, R. Stereolithographic 3D Printing of Ceramics: Challenges and Opportunities for Structural Integrity. Adv. Eng. Mater. 2023, 25, 202200520. [Google Scholar] [CrossRef]
- .Oyen, M.L.; Cook, R.F. A practical guide for analysis of nanoindentation data. J. Mech. Behav. Biomed. Mater. 2009, 2, 396–407. [Google Scholar] [CrossRef] [PubMed]
- Bei, H.; George, E.P.; Hay, J.L.; Pharr, G.M. Influence of indenter tip geometry on elastic deformation during nanoindentation. Phys. Rev. Lett. 2005, 95, 045501. [Google Scholar] [CrossRef]
- Broitman, E. Indentation Hardness Measurements at Macro-, Micro-, and Nanoscale: A Critical Overview. Tribol. Lett. 2017, 65, 23. [Google Scholar] [CrossRef]
- ASTM International. Test Methods for Density of Compacted or Sintered Powder Metallurgy (PM) Products Using Archimedes Principle; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar] [CrossRef]
- ISO 14577-1:2015; Metallic Materials—Instrumented Indentation Test for Hardness and Materials Parameters. International Organization for Standardization: Geneva, Switzerland, 2015.
- Kulyk, V.; Duriagina, Z.; Vasyliv, B.; Vavrukh, V.; Kovbasiuk, T.; Holovchuk, M. Effects of Yttria content and sintering temperature on the microstructure and tendency to brittle fracture of yttria-stabilized Zirconia. Arch. Mater. Sci. Eng. 2021, 109, 65–79. [Google Scholar] [CrossRef]
- Adams, J.W.; Ruh, R.; Mazdiyasni, K.S. Young’s Modulus, Flexural Strength, and Fracture of Yttria-Stabilized Zirconia versus Temperature. J. Am. Ceram. Soc. 1997, 80, 903–908. [Google Scholar] [CrossRef]
- Abualsaud, R.; Abussaud, M.; Assudmi, Y.; Aljoaib, G.; Khaled, A.; Alalawi, H.; Akhtar, S.; Matin, A.; Gad, M.M. Physiomechanical and Surface Characteristics of 3D-Printed Zirconia: An In Vitro Study. Materials 2022, 15, 6988. [Google Scholar] [CrossRef] [PubMed]
- Barui, S.; Lebert, A.; Jauregui, F.; Munjuluri, K.S.A.; Kate, K. Microstructure and mechanical properties of 3D-printed zirconia bone scaffold: Experimental and computational analysis. J. Am. Ceram. Soc. 2024, 108, e20189. [Google Scholar] [CrossRef]
- Toksoy, D.; Önöral, Ö. Optical Behavior of Zirconia Generations. Cyprus J. Med. Sci. 2024, 9, 380–389. [Google Scholar] [CrossRef]
- Lee, C.Y.; Lee, S.; Ha, J.H.; Lee, J.; Song, I.H.; Moon, K.S. Effect of the sintering temperature on the compressive strengths of reticulated porous Zirconia. Appl. Sci. 2021, 11, 5672. [Google Scholar] [CrossRef]
- Aripin, M.A.; Sajuri, Z.; Jamadon, N.H.; Baghdadi, A.H.; Syarif, J.; Mohamed, I.F.; Aziz, A.M. Effects of Build Orientations on Microstructure Evolution, Porosity Formation, and Mechanical Performance of Selective Laser Melted 17-4 PH Stainless Steel. Metals 2022, 12, 1968. [Google Scholar] [CrossRef]
- Davidson, K.P.; Liu, R.; Zhu, C.; Cagiciri, M.; Tan, L.P.; Alagesan, A.; Singamneni, S. Effect of build orientation and heat treatment on the microstructure, mechanical and corrosion performance of super duplex stainless steels fabricated via laser powder bed fusion. Mater. Adv. 2024, 5, 8177–8198. [Google Scholar] [CrossRef]
- Bai, M.; Maher, H.; Pala, Z.; Hussain, T. Microstructure and phase stability of suspension high velocity oxy-fuel sprayed yttria stabilised zirconia coatings from aqueous and ethanol based suspensions. J. Eur. Ceram. Soc. 2018, 38, 1878–1887. [Google Scholar] [CrossRef]
- Sedlák, R.; Ivor, M.; Klimczyk, P.; Wyzga, P.; Podsiadlo, M.; Vojtko, M.; Dusza, J. Micro/nano indentation testing of spark plasma sintered Al2O3 + ZrO2 + cBN ceramics. Ceramics 2021, 4, 40–53. [Google Scholar] [CrossRef]
- Alghauli, M.A.; Almuzaini, S.; Aljohani, R.; Alqutaibi, A.Y. Influence of 3D printing orientations on physico-mechanical properties and accuracy of additively manufactured dental ceramics. J. Prosthodont. Res. 2025, 69, 181–202. [Google Scholar] [CrossRef]
- Lu, Y.; Wang, L.; Piva, A.D.; Tribst, J.; Nedeljkovic, I.; Kleverlaan, C.; Feilzer, A. Influence of surface finishing and printing layer orientation on surface roughness and flexural strength of stereolithography-manufactured dental zirconia. J. Mech. Behav. Biomed. Mater. 2023, 143, 105944. [Google Scholar] [CrossRef]
- Reiser, J.; Hartmaier, A. Elucidating the dual role of grain boundaries as dislocation sources and obstacles and its impact on toughness and brittle-to-ductile transition. Sci. Rep. 2020, 10, 2739. [Google Scholar] [CrossRef] [PubMed]
- Rane, K.; Farid, M.A.; Hassan, W.; Strano, M. Effect of printing parameters on mechanical properties of extrusion-based additively manufactured ceramic parts. Ceram. Int. 2021, 47, 12189–12198. [Google Scholar] [CrossRef]
- Hofer, A.; Rabitsch, J.; Jutrzenka-Trzebiatowska, D.; Hofstetter, C.; Gavalda-Velasco, I.; Schlacher, J.; Schwentenwein, M.; Bermejo, R. Effect of binder system on the thermophysical properties of 3D-printed zirconia ceramics. Int. J. Appl. Ceram. Technol. 2022, 19, 174–180. [Google Scholar] [CrossRef]
- Miura, S.; Shinya, A.; Ishida, Y.; Fujisawa, M. Mechanical and surface properties of additive manufactured zirconia under the different building directions. J. Prosthodont. Res. 2023, 67, 410–417. [Google Scholar] [CrossRef]
- Zohdi, N.; Yang, R.C. Material anisotropy in additively manufactured polymers and polymer composites: A review. Polymers 2021, 13, 3368. [Google Scholar] [CrossRef]
- Basheer Al-Naib, U.M. Introductory Chapter: Introduction to Zirconia Ceramic—A Versatile and Durable Material with a Wide Range of Applications. In Zirconia-New Advances, Structure, Fabrication and Applications; IntechOpen: London, UK, 2023. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).