
Oxidation Behavior and Creep Resistance of Cast MC-Strengthened CoNiFeMnCr HEAs at 1100 °C



Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Chemical Compositions
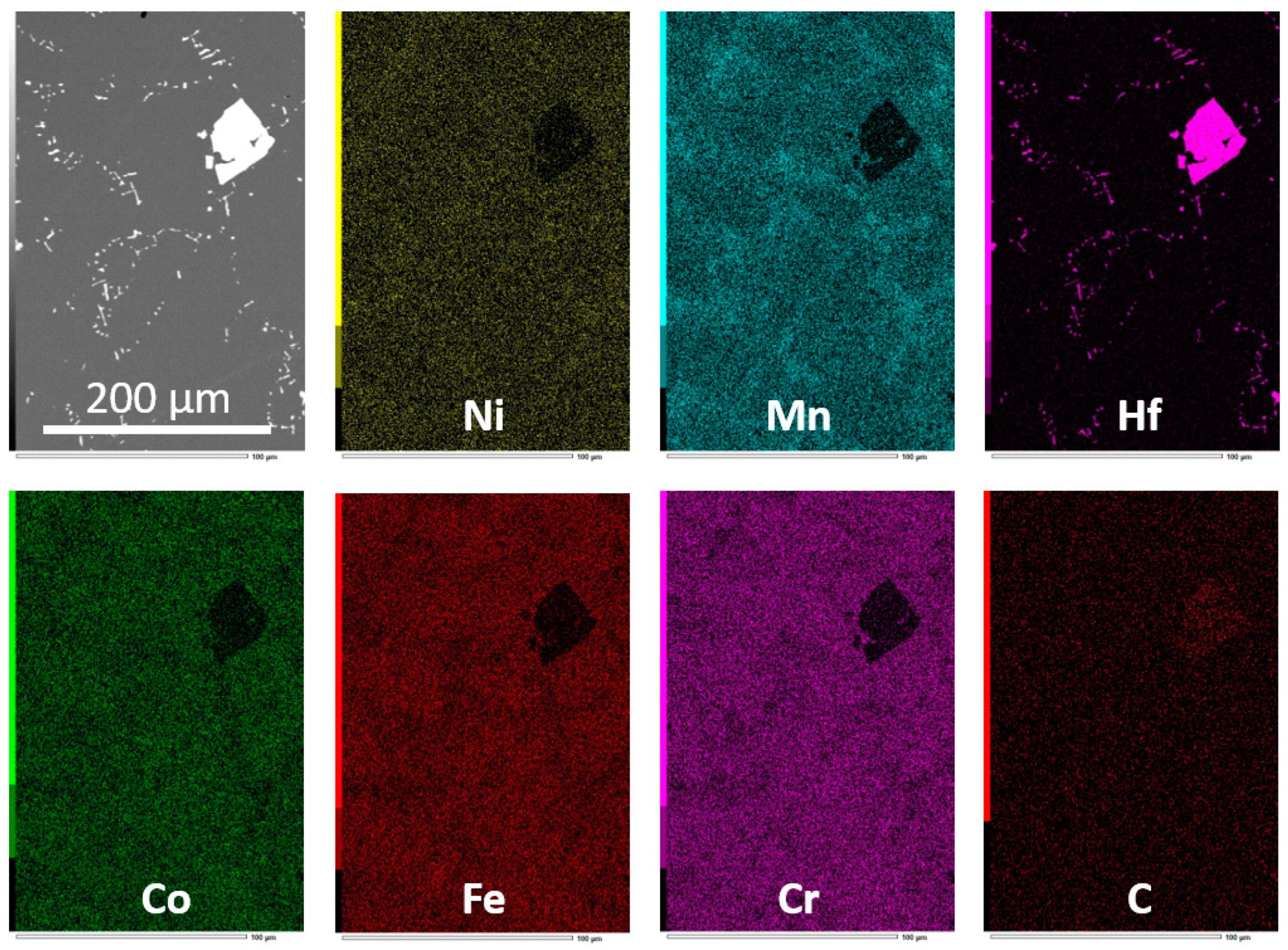
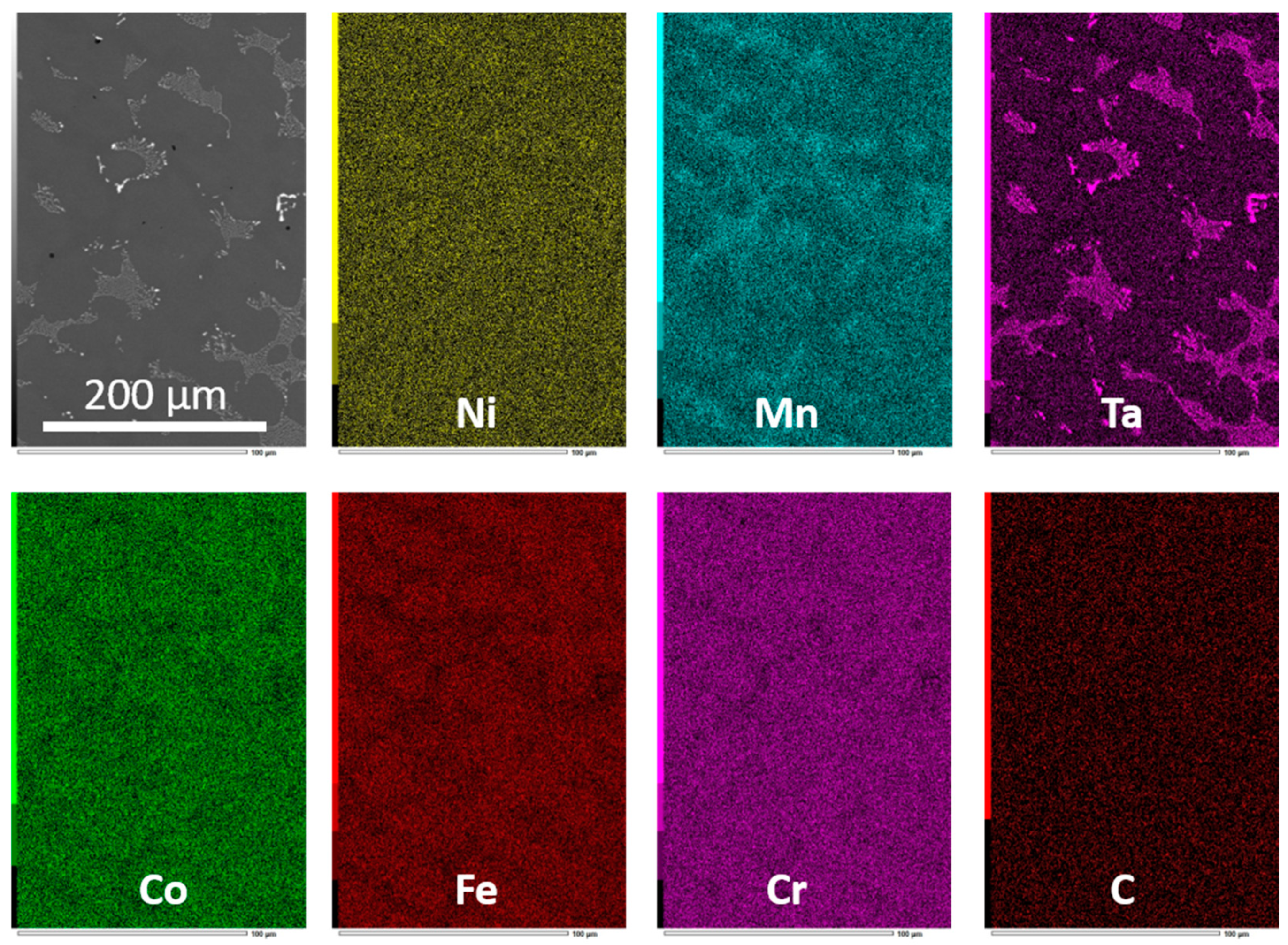
3.2. As-Cast Microstructures
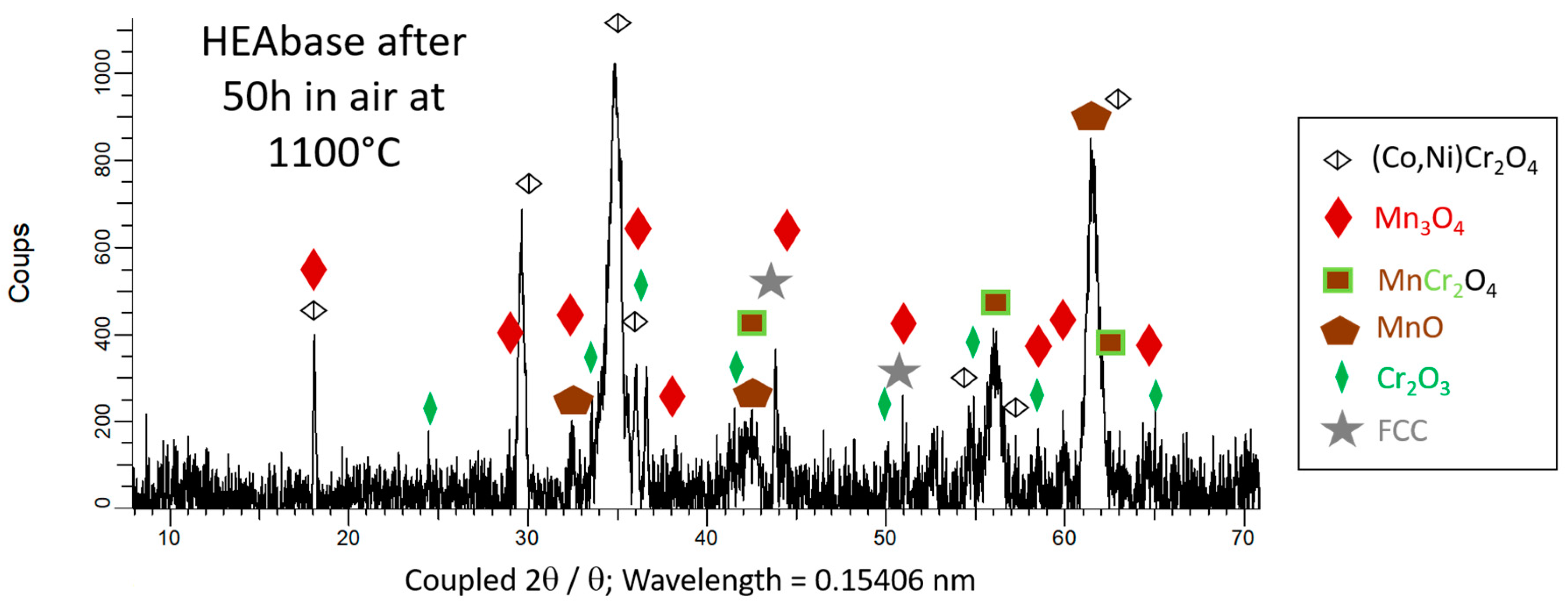
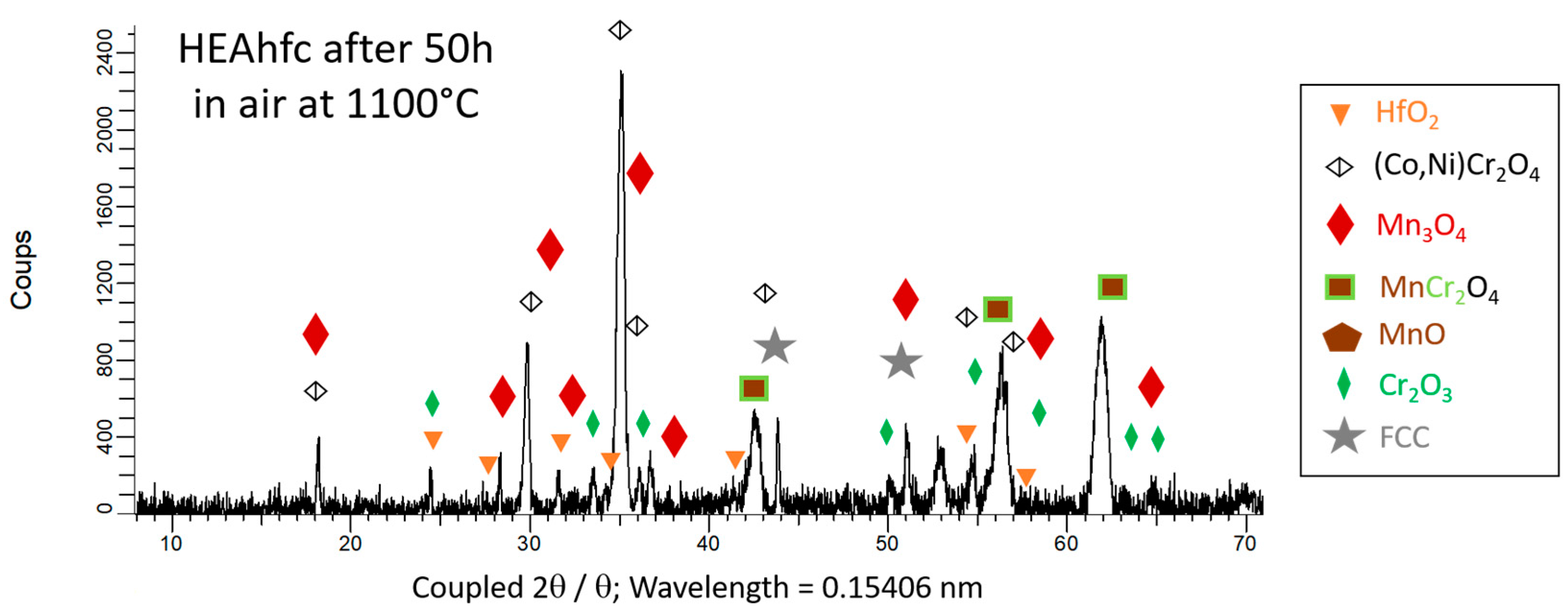
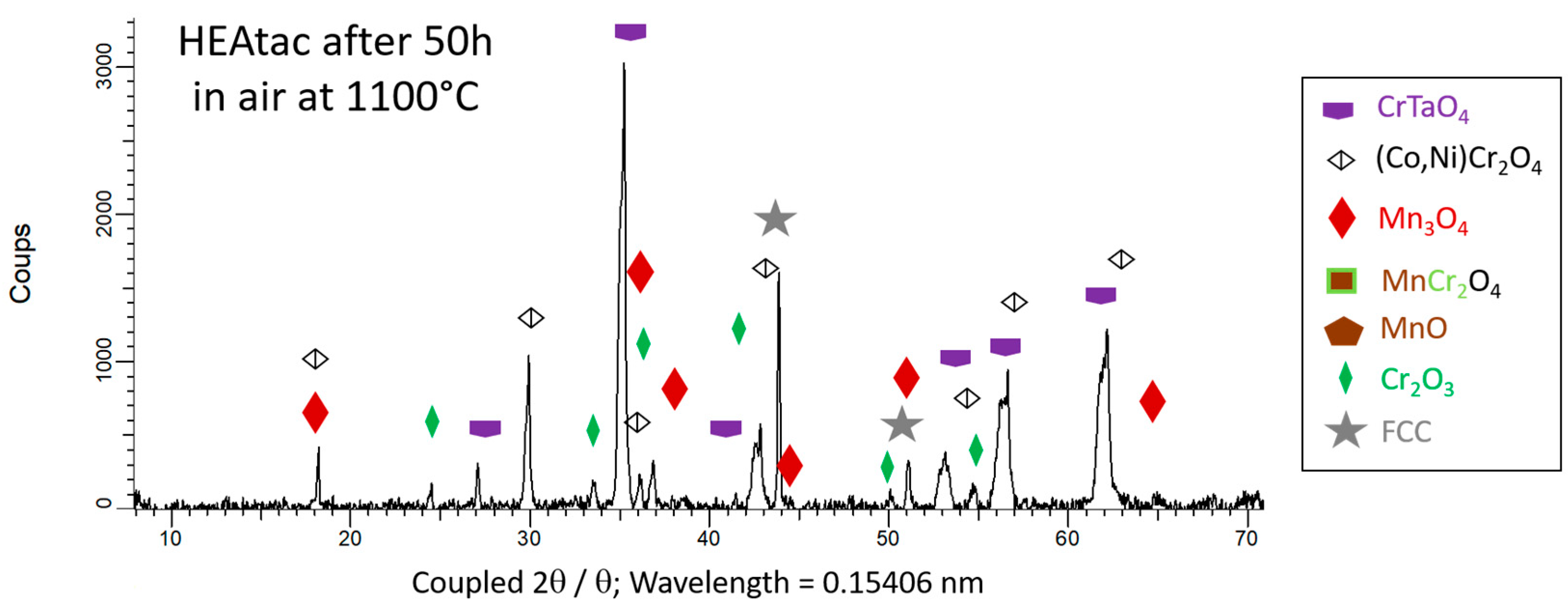
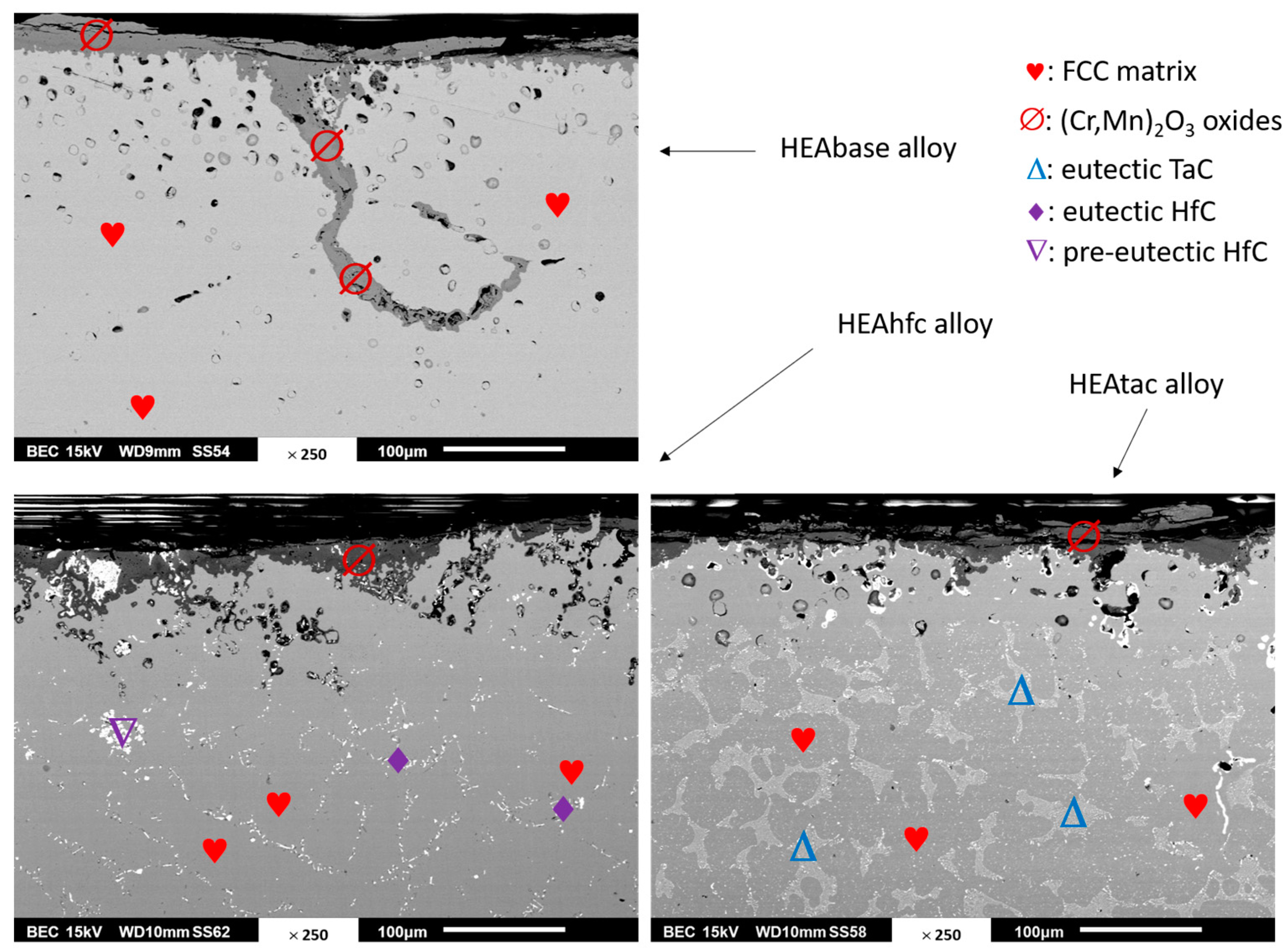
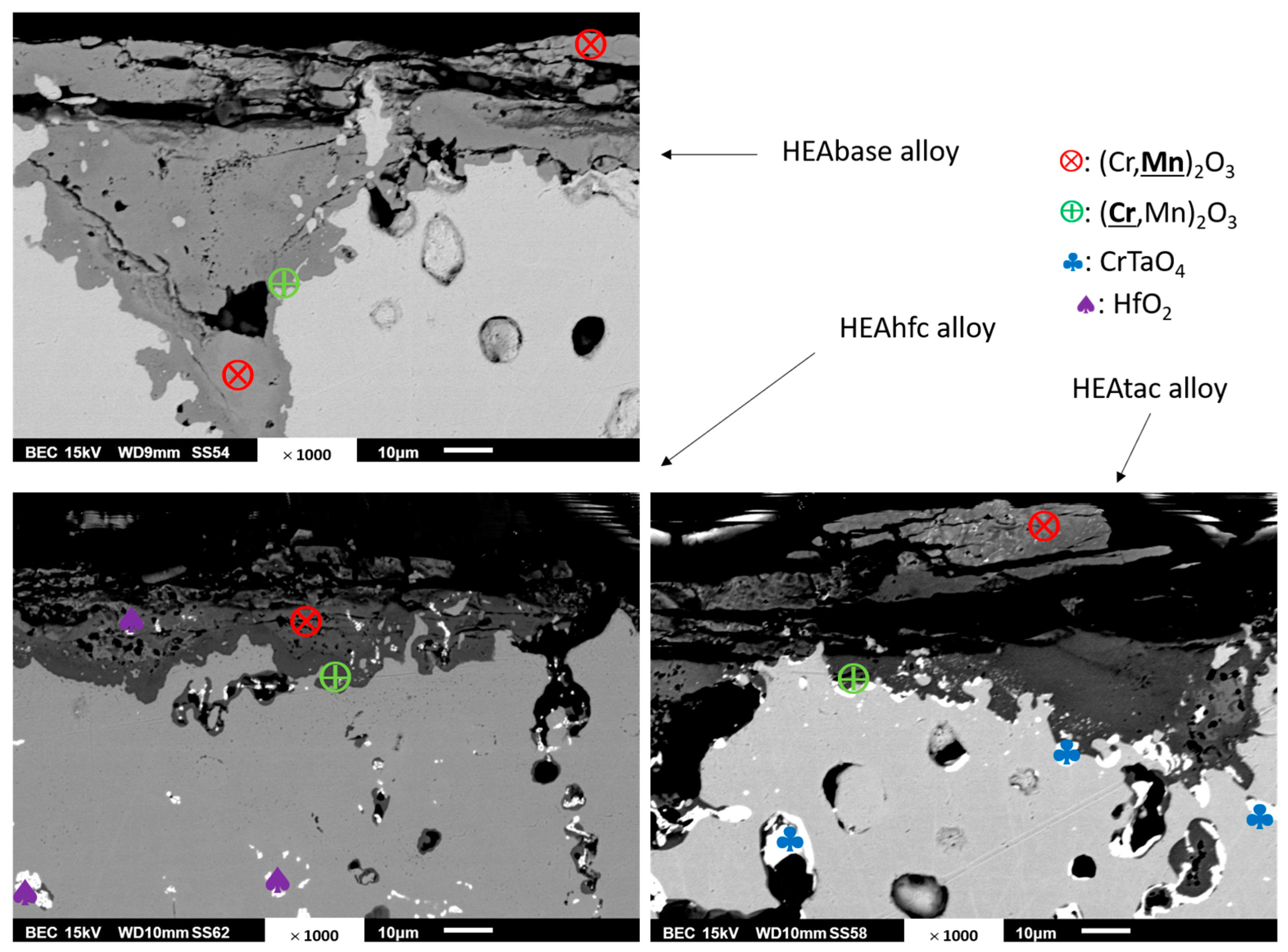
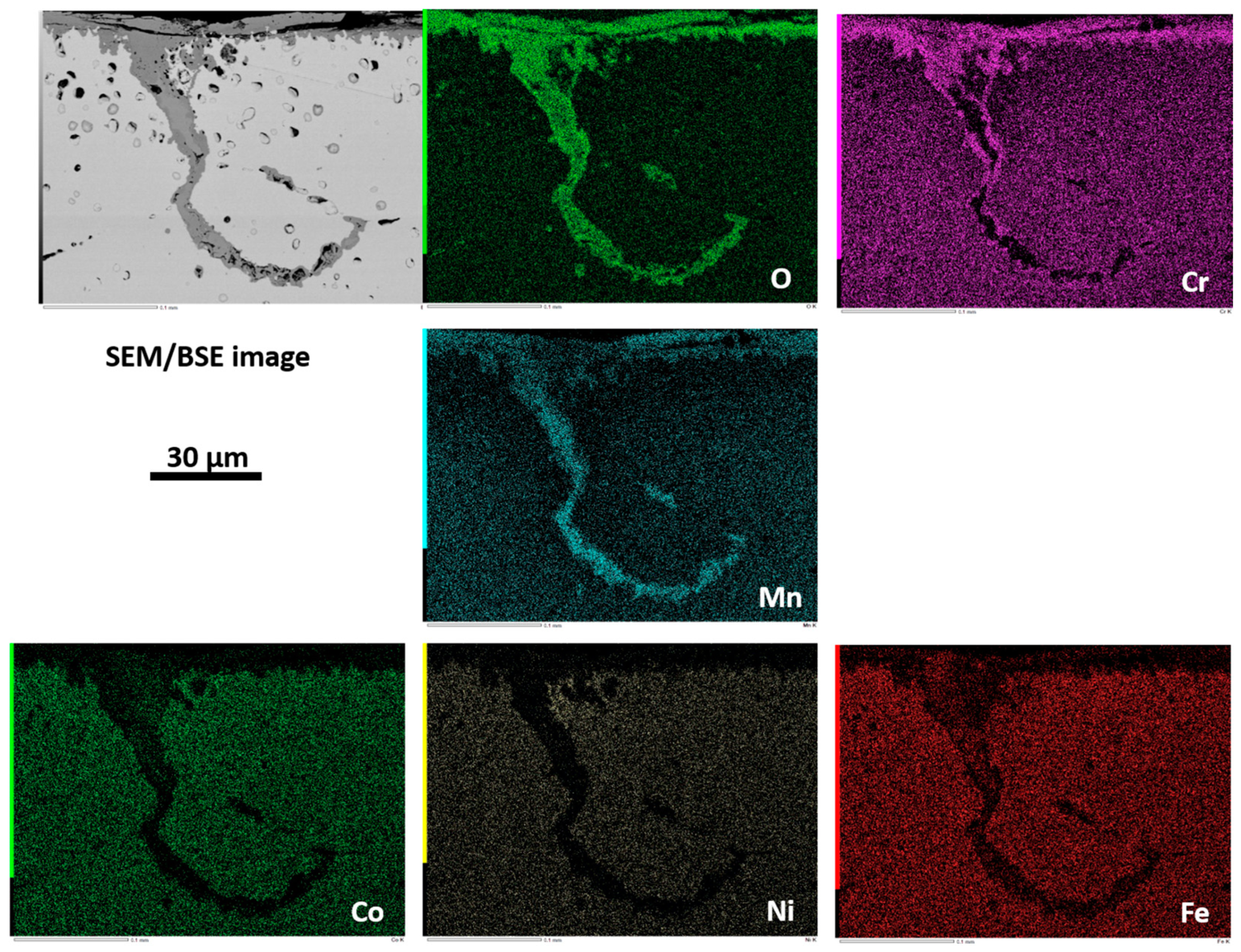
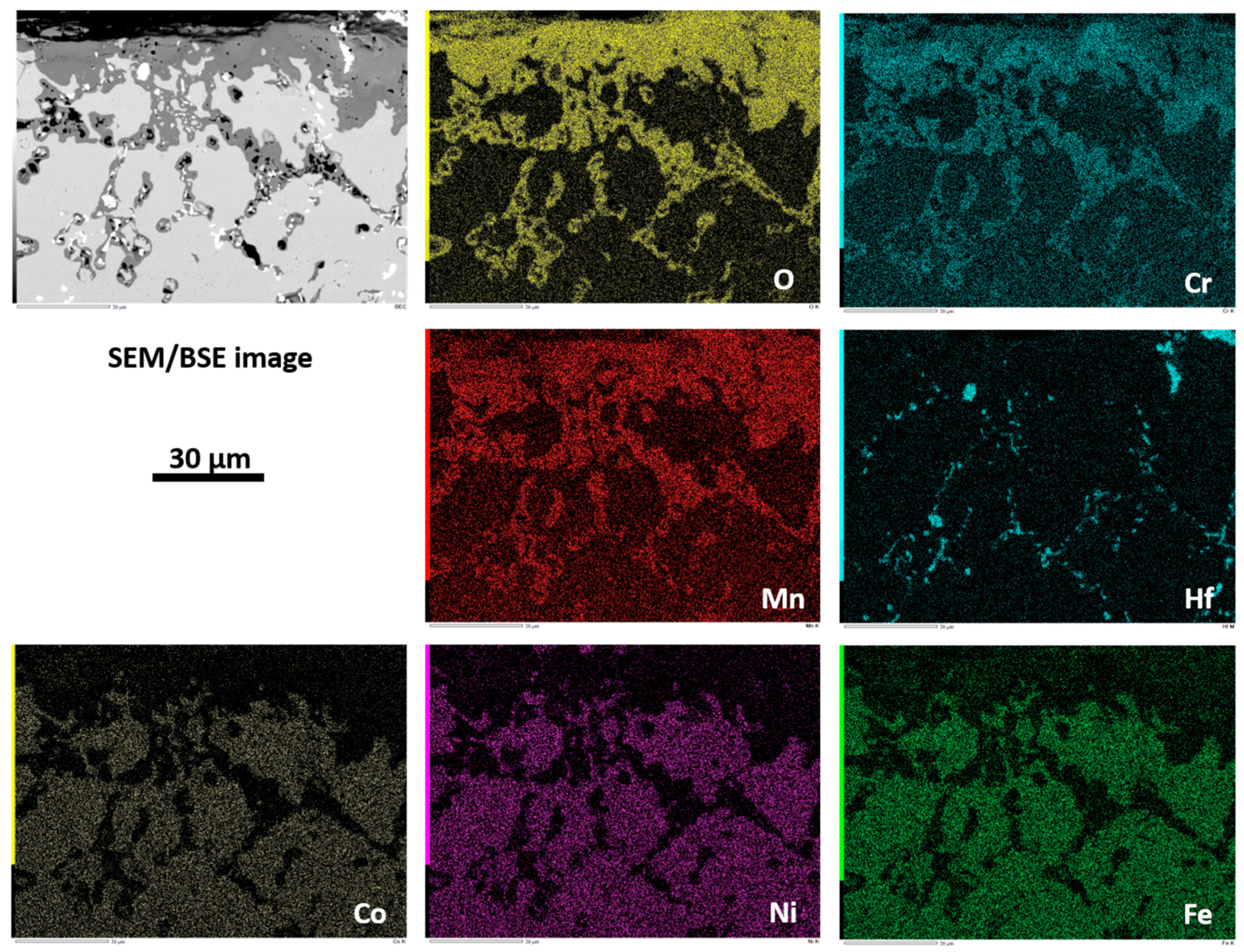
3.3. Postmortem Characterization of the Oxidized Samples
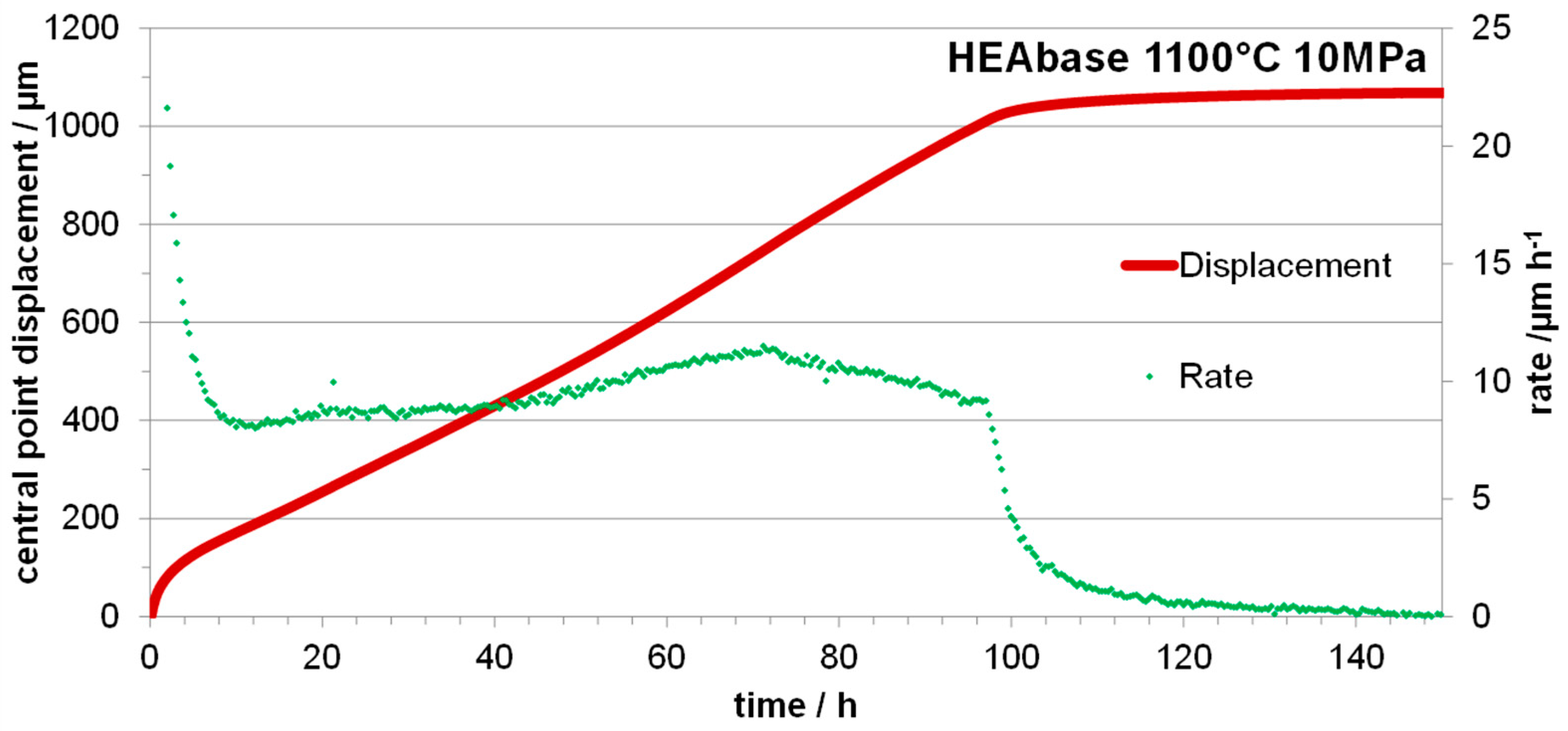
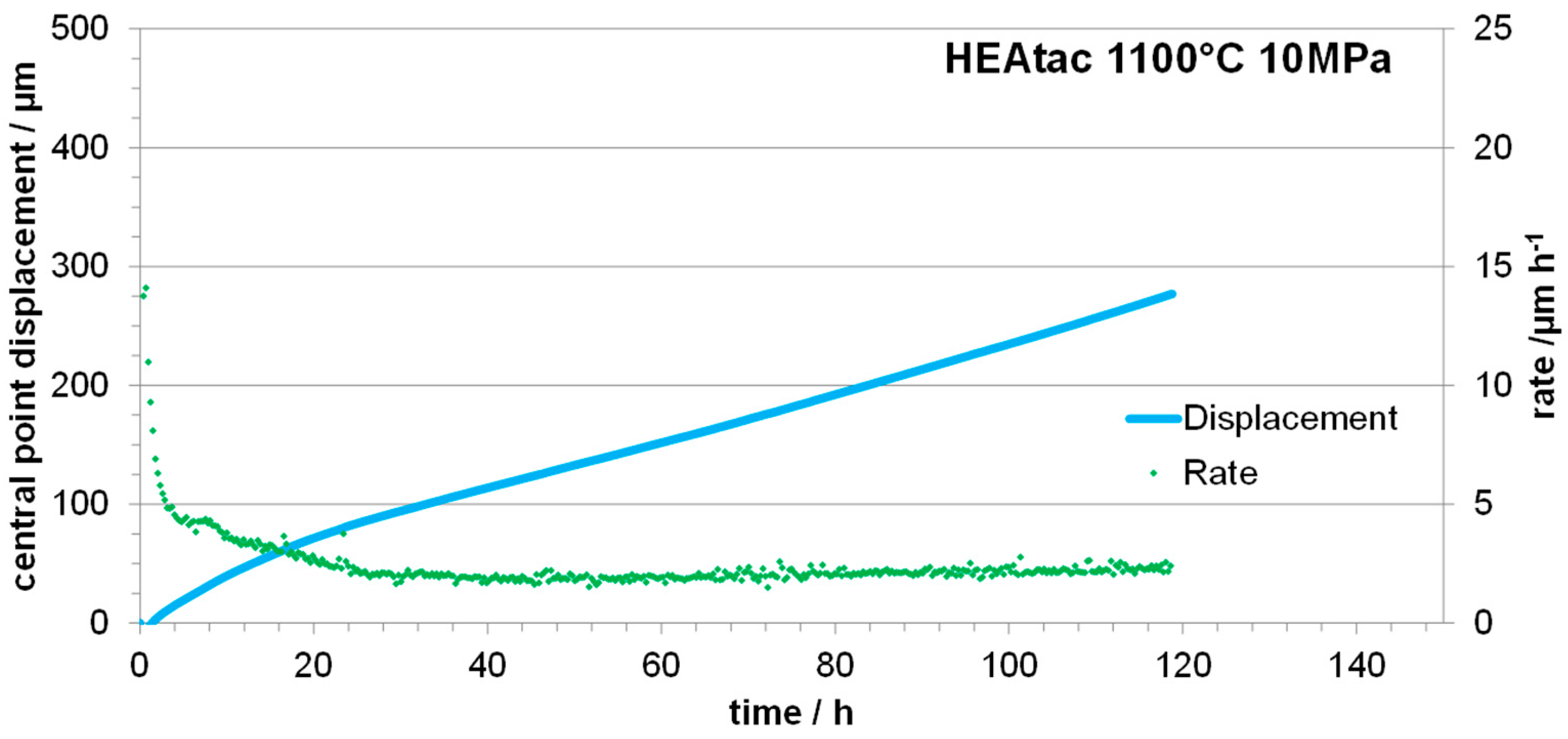
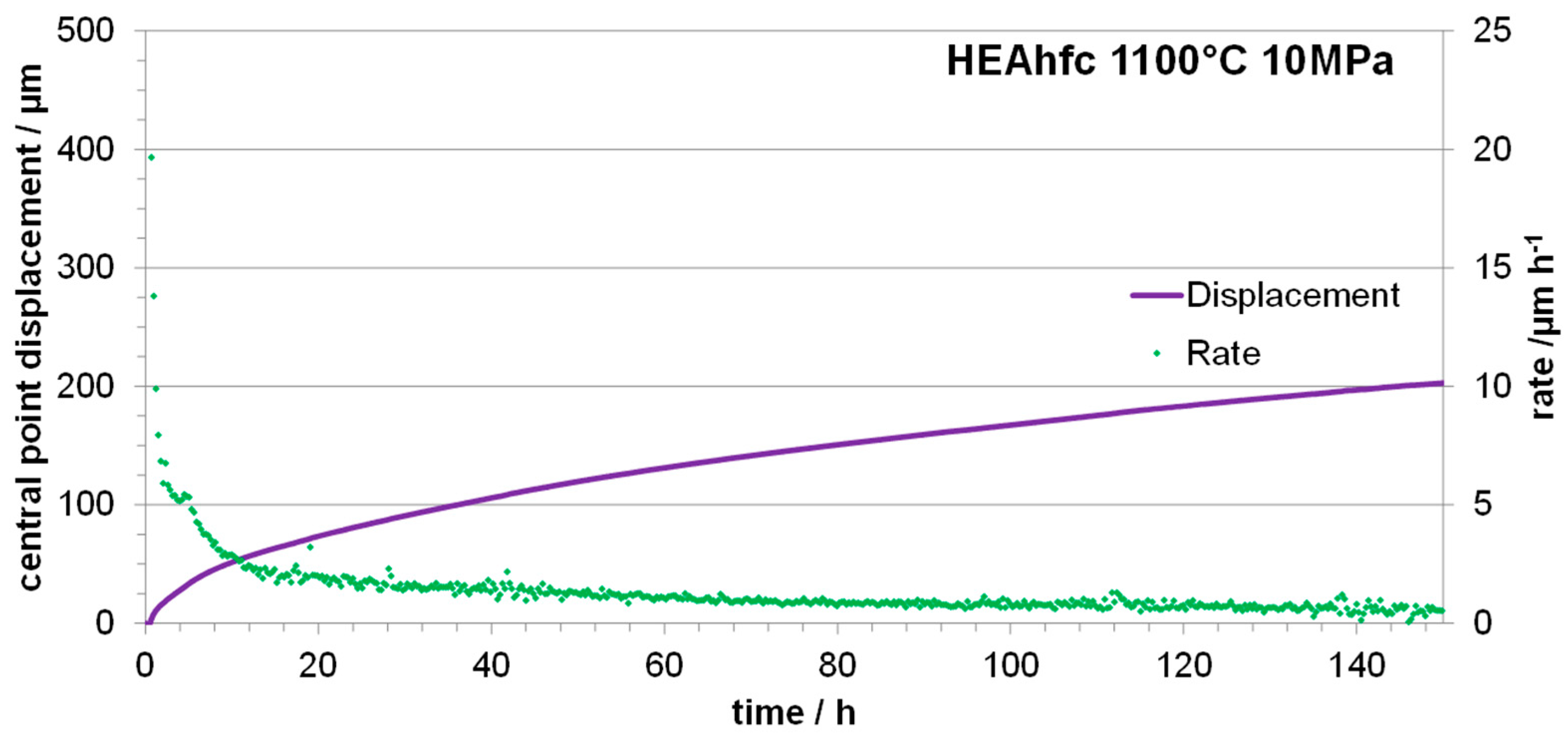
3.4. Three Points Bending Creep Tests
3.5. Comments on the Mechanisms of Oxidation and of Creep Deformation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wilson, P.; Field, R.; Kaufman, M. The use of diffusion multiples to examine the compositional dependence of phase stability and hardness of the Co-Cr-Fe-Mn-Ni high entropy alloy system. Intermetallics 2016, 75, 15–24. [Google Scholar] [CrossRef]
- Dąbrowa, J.; Kucza, W.; Cieślak, G.; Kulik, T.; Danielewski, M.; Yeh, J.-W. Interdiffusion in the FCC-structured Al-Co-Cr-Fe-Ni high entropy alloys: Experimental studies and numerical simulations. J. Alloys Compd. 2016, 674, 455–462. [Google Scholar] [CrossRef]
- Shafiei, A. Design of eutectic high entropy alloys in Al-Co-Cr-Fe-Ni system. Met. Mater. Int. 2021, 27, 127–138. [Google Scholar] [CrossRef]
- Stepanov, N.; Shaysultanov, D.; Tikhonovsky, M.; Zherebtsov, S.-V. Structure and high temperature mechanical properties of novel non-equiatomic Fe-(Co, Mn)-Cr-Ni-Al-(Ti) high entropy alloys. Intermetallics 2018, 102, 140–151. [Google Scholar] [CrossRef]
- Zhao, Y.; Yang, T.; Zhu, J.; Chen, D.; Yang, Y.; Hu, A.; Liu, C.-T.; Kai, J.-J. Development of high-strength Co-free high-entropy alloys hardened by nanosized precipitates. Scr. Mater. 2018, 148, 51–55. [Google Scholar] [CrossRef]
- Nagase, T.; Todai, M.; Nakano, T. Liquid Phase Separation in Ag-Co-Cr-Fe-Mn-Ni, Co Cr-Cu-Fe-Mn-Ni and Co-Cr-Cu-Fe-Mn-Ni-B High Entropy Alloys for Biomedical Application. Crystals 2020, 10, 527. [Google Scholar] [CrossRef]
- Bracq, G.; Laurent-Brocq, M.; Perrière, L.; Pirès, R.; Joubert, J.-M.; Guillot, I. The fcc solid solution stability in the Co-Cr-Fe-Mn-Ni multi-component system. Acta Mater. 2017, 128, 327–336. [Google Scholar] [CrossRef]
- Liu, S.F.; Wu, Y.; Wang, H.T.; He, J.Y.; Liu, J.B.; Chen, C.X.; Wang, H.; Liu, X.J.; Lu, Z.P. Stacking fault energy of face-centered-cubic high entropy alloys. Intermetallics 2018, 93, 269–273. [Google Scholar] [CrossRef]
- Wei, D.; Li, X.; Jiang, J.; Heng, W.; Koizumi, Y.; Choi, W.-M.; Lee, B.-J.; Kim, H.S.; Kato, H.; Chiba, A. Novel Co-rich high performance twinning-induced plasticity (TWIP) and transformation-induced plas-ticity (TRIP) high-entropy alloys. Scr. Mater. 2019, 165, 39–43. [Google Scholar] [CrossRef]
- Dąbrowa, J.; Stygar, M.; Mikuła, A.; Knapik, A.; Mroczka, K.; Tejchman, W.; Danielewski, M.; Martin, M. Synthesis and microstructure of the (Co,Cr,Fe,Mn,Ni)3O4 high entropy oxide characterized by spinel structure. Mater. Lett. 2018, 216, 32–36. [Google Scholar] [CrossRef]
- Teramoto, T.; Yamada, K.; Ito, R.; Tanaka, K. Monocrystalline elastic constants and their temperature dependences for equi-atomic Cr-Mn-Fe-Co-Ni high-entropy alloy with the face-centered cubic structure. J. Alloys Compd. 2018, 777, 1313–1318. [Google Scholar] [CrossRef]
- Kauffmann, A.; Stüber, M.; Leiste, H.; Ulrich, S.; Schlabach, S.; Szabó, D.V.; Seils, S.; Gorr, B.; Chen, H.; Seifert, H.-J.; et al. Combinatorial exploration of the high entropy alloy system Co-Cr-Fe-Mn-Ni. Surf. Coat. Technol. 2017, 325, 174–180. [Google Scholar] [CrossRef]
- Choi, W.-M.; Jung, S.; Jo, Y.H.; Lee, S.; Lee, B.-J. Design of new face-centered cubic high entropy alloys by thermodynamic calculation. Met. Mater. Int. 2017, 23, 839–847. [Google Scholar] [CrossRef]
- Kawamura, M.; Asakura, M.; Okamoto, N.L.; Kishida, K.; Inui, H.; George, E.P. Plastic deformation of single crystals of the equiatomic Cr-Mn-Fe-Co-Ni high-entropy alloy in tension and compression from 10 K to 1273 K. Acta Mater. 2021, 203, 116454. [Google Scholar] [CrossRef]
- Haase, C.; Tang, F.; Wilms, M.B.; Weisheit, A.; Hallstedt, B. Combining thermodynamic modeling and 3D printing of elemental powder blends for high-throughput investigation of high-entropy alloys—Towards rapid alloy screening and design. Mater. Sci. Eng. A 2017, 688, 180–189. [Google Scholar] [CrossRef]
- Ye, Q.; Feng, K.; Li, Z.; Lu, F.; Li, R.; Huang, J.; Wu, Y. Microstructure and corrosion properties of CrMnFeCoNi high entropy alloy coating. Appl. Surf. Sci. 2017, 396, 1420–1426. [Google Scholar] [CrossRef]
- Song, H.; Ma, Q.; Zhang, W.; Tian, F. Effects of vacancy on the thermodynamic properties of Co-Cr-Fe-Mn-Ni high-entropy alloys. J. Alloys Compd. 2021, 885, 160944. [Google Scholar] [CrossRef]
- Varvenne, C.; Luque, A.; Curtin, W.A. Theory of strengthening in fcc high entropy alloys. Acta Mater. 2016, 118, 164–176. [Google Scholar] [CrossRef]
- Shafiei, A. Simple Approach to Model the Strength of Solid-Solution High Entropy Alloys in Co-Cr-Fe-Mn-Ni System. Strength Mater. 2022, 54, 705–716. [Google Scholar] [CrossRef]
- Kucza, W.; Dąbrowa, J.; Cieślak, G.; Berent, K.; Kulik, T.; Danielewski, M. Studies of “sluggish diffusion” effect in Co-Cr-Fe-Mn-Ni, Co-Cr-Fe-Ni and Co-Fe-Mn-Ni high entropy alloys; determination of tracer diffusivities by combinatorial approach. J. Alloys Compd. 2017, 731, 920–928. [Google Scholar] [CrossRef]
- Chen, W.; Zhang, L. High-Throughput Determination of Interdiffusion Coefficients for Co-Cr-Fe-Mn-Ni High-Entropy Alloys. J. Phase Equilibria Diffus. 2017, 38, 457–465. [Google Scholar] [CrossRef]
- Berthod, P.; Conrath, E. Mechanical and chemical properties at high temperature of {M-25Cr}-based alloys containing hafnium carbides (M=Co, Ni or Fe): Creep behavior and oxidation at 1200 °C. J. Mater. Sci. Technol. Res. 2014, 1, 7–14. [Google Scholar] [CrossRef]
- Michon, S.; Aranda, L.; Berthod, P.; Steinmetz, P. High temperature evolution of the microstructure of a cast cobalt base superalloy. Consequences on its thermomechanical properties. La Rev. De Métallurgie-CIT/Sci. Et Génie Des Matériaux 2004, 101, 651–662. [Google Scholar] [CrossRef]
- Stepanov, N.D.; Yurchenko, N.Y.; Tikhonovsky, M.A.; Salishchev, G.A. Effect of carbon content and annealing on structure and hardness of the CoCrFeNiMn-based high entropy alloys. J. Alloys Compd. 2016, 687, 59–71. [Google Scholar] [CrossRef]
- Berthod, P. As-Cast microstructures of high entropy alloys designed to be TaC-strengthened. J. Met. Mater. Res. 2022, 5, 1–10. [Google Scholar] [CrossRef]
- Ferrari, A.; Koermann, F. Surface segregation in Cr-Mn-Fe-Co-Ni high entropy alloys. Appl. Surf. Sci. 2020, 533, 147471. [Google Scholar] [CrossRef]
- Berthod, P. Influence of chromium carbides on the high temperature oxidation behavior and on chromium diffusion in nickel-base alloys. Oxid. Met. 2007, 68, 77–96. [Google Scholar] [CrossRef]
- Kim, Y.-K.; Joo, Y.-A.; Kim, H.S.; Lee, K.-A. High temperature oxidation behavior of Cr-Mn-Fe-Co-Ni high entropy alloy. Intermetallics 2018, 98, 45–53. [Google Scholar] [CrossRef]
- Sabat, K.C.; Rajput, P.; Paramguru, R.K.; Bhoi, B.; Mishra, B.K. Reduction of Oxide Minerals by Hydrogen Plasma: An Overview. Plasma Chem Plasma Process 2014, 34, 1–23. [Google Scholar] [CrossRef]
- Available online: https://commons.wikimedia.org/wiki/File:Ellingham_Richardson-diagram_english.svg (accessed on 30 December 2023).



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Weight and Atomic Contents | Cr | Mn | Fe | Co | Ni | Hf or Ta | |
|---|---|---|---|---|---|---|---|
| HEAbase | wt.% | 19.8 | 19.5 | 19.5 | 19.8 | 21.4 | / |
| at.% | 20.1 | 20.2 | 19.9 | 19.1 | 20.7 | / | |
| HEAhfc | wt.% | 19.3 | 18.2 | 18.4 | 19.9 | 20.2 | 4.0 |
| at.% | 19.9 | 19.1 | 19.0 | 19.5 | 19.9 | 1.3 | |
| HEAtac | wt.% | 19.2 | 18.3 | 18.6 | 19.3 | 20.1 | 4.5 |
| at.% | 19.9 | 19.3 | 19.3 | 19.0 | 19.9 | 1.4 |
| Extreme Surface (Contents in wt.%) | Cr | Mn | Fe | Co | Ni | Hf or Ta | |
|---|---|---|---|---|---|---|---|
| HEAbase | Average | 12.1 | 1.9 | 29.9 | 27.7 | 28.3 | / |
| Std dev. | 0.5 | 0.1 | 0.3 | 0.3 | 0.3 | / | |
| HEAhfc | Average | 11.0 | 2.5 | 27.8 | 28.9 | 29.9 | 0 |
| Std dev. | 1.0 | 0.5 | 0.5 | 1.0 | 1.0 | 0 | |
| HEAtac | Average | 11.7 | 1.6 | 29.4 | 27.0 | 30.0 | 0.3 |
| Std dev. | 1.2 | 0.1 | 0.8 | 0.2 | 0.9 | 0.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Berthod, P.; Aranda, L. Oxidation Behavior and Creep Resistance of Cast MC-Strengthened CoNiFeMnCr HEAs at 1100 °C. Micro 2024, 4, 751-764. https://doi.org/10.3390/micro4040046
Berthod P, Aranda L. Oxidation Behavior and Creep Resistance of Cast MC-Strengthened CoNiFeMnCr HEAs at 1100 °C. Micro. 2024; 4(4):751-764. https://doi.org/10.3390/micro4040046
Chicago/Turabian StyleBerthod, Patrice, and Lionel Aranda. 2024. "Oxidation Behavior and Creep Resistance of Cast MC-Strengthened CoNiFeMnCr HEAs at 1100 °C" Micro 4, no. 4: 751-764. https://doi.org/10.3390/micro4040046
APA StyleBerthod, P., & Aranda, L. (2024). Oxidation Behavior and Creep Resistance of Cast MC-Strengthened CoNiFeMnCr HEAs at 1100 °C. Micro, 4(4), 751-764. https://doi.org/10.3390/micro4040046