All articles published by MDPI are made immediately available worldwide under an open access license. No special
permission is required to reuse all or part of the article published by MDPI, including figures and tables. For
articles published under an open access Creative Common CC BY license, any part of the article may be reused without
permission provided that the original article is clearly cited. For more information, please refer to
https://www.mdpi.com/openaccess.
Feature papers represent the most advanced research with significant potential for high impact in the field. A Feature
Paper should be a substantial original Article that involves several techniques or approaches, provides an outlook for
future research directions and describes possible research applications.
Feature papers are submitted upon individual invitation or recommendation by the scientific editors and must receive
positive feedback from the reviewers.
Editor’s Choice articles are based on recommendations by the scientific editors of MDPI journals from around the world.
Editors select a small number of articles recently published in the journal that they believe will be particularly
interesting to readers, or important in the respective research area. The aim is to provide a snapshot of some of the
most exciting work published in the various research areas of the journal.
The main aim of this review is to discuss and explain breakthrough solutions and main improvements in the construction of textile machinery originating in Czech Republic and their influence on processing and quality of textile products. Open-end spinning, jet weft insertion and jet looms, perpendicularly layered nonwovens and needleless electrospinning machines for manufacturing nanofibrous assemblies and corresponding technologies developed in Czech Republic are briefly discussed and pictorially illustrated. This review is also focused on specifying the different factors responsible for the development of technology and products in textile branches. The human and civilization factors influencing textile production and general requirement for advanced textile products are critically discussed. The unique position of the textile industry in society is demonstrated. The future basic needs that influence textile branch development are discussed.
The production of textiles and the construction of clothing are two of the oldest industries, with a traditionally high degree of automation and the use of new energy sources, new types of materials and new production facilities. It is interesting that the basic principles of yarn preparation by twisting and the production of fabrics by intertwining warp and weft threads do not actually differ in principle from the original manual procedures known for thousands of years. Textile machines enabled the realization of the first continuous technologies, and they used punched cards before the development of computer technology; very quickly, the elements of cognitive robots were applied to them when handling materials. Their speeds (with open end spinning up to 200,000 rpm) are extremely high and require the use of special solutions. On the other hand, textiles are directly connected with the three basic human needs, i.e., “food, housing and clothing.” Textile products that satisfy the need for clothing must, therefore, have both a functional (utility) and aesthetic aspect. The aesthetic aspect is related to the shape of the textile on the wearer and its changes when worn (characterized by drape) [1].
The need for textiles is generally related to the size of the human population (clothing textiles) and its maturity (technical textile structures). The question now turns to what locations and individuals can ensure this need. The current trend is to realize the production of textiles as close as possible to the sources of raw materials. Competition on world markets and a surplus of mass-produced products from Asian countries are causing a shift in production in Europe and USA towards customer-oriented textile products with new effects, quality and comfort [1].
The aim of this contribution is to show the unique position of the textile industry in society, the basic reasons of its development and the requirements for basic types of textile products. The main breakthroughs in textile machinery developed in Czech Republic are briefly discussed.
2. Development of Textile Branch
The textile branch includes mainly the processing of textile fibers, the production of yarns and various fabrics (fabrics, knitwear and nonwovens) and their use for clothing purposes and technical applications. This branch belonged, belongs and will probably continue to belong to fields using new technical solutions very quickly [1].
The textile and clothing industries are an important part of the global manufacturing industry. Globally, the textile and clothing industries are in the third place (ahead of only informatics and tourism) according to the importance expressed by the financial amount of the annual profit. In EU countries, employment in the textile and clothing sector numbered around 6.2 million people (approximately 9.3% of all jobs in the manufacturing industry). The number of companies is around 250,000, and the total turnover represents about 4% of the total added value in the manufacturing industries of EU countries. Half of it is made up of the textile industry. About 68% of textile and clothing employees are women. All this indicates that it is a field that has a relatively large number of employees. With the growth of competition on the world market, the structure of textile fabrics produced in developed countries is shifting significantly from standard and mass-produced to special and customer-oriented structure [2]. This results in a reduction in the number of employees while maintaining or increasing sales turnover.
The human population is in daily contact with clothing textiles, using home textiles and textiles for industrial applications (transport, composite structures, filtration and wastewater treatment, electronics, etc.). Thus, the main advantages of textiles as unique products are known, including the following: extremely low density due to high overall porosity (over 70%), unique drape, flexibility and easy formability, resistance to environmental influences (UV, humidity and temperature), abrasion, long-term heat and chemical resistance, low degradation under storage conditions and slow aging under conditions of use. The advantages are also the simple joining and cutting techniques enabling the preparation of “tailor-made” shapes; simple surface modification allowing changes in a number of properties related to interface behavior; layering and combining into structures with controlled geometry; and properties anisotropy, as well as easy maintenance, cleaning and easy reparation.
The developments of textiles and clothing are closely related to both human factors and the influence of civilization. Influences related to human factors can be divided into the following groups [3]:
Earth’s population growth: The planet’s population is expected to increase to 8.9 billion by 2050. With an expected consumption of 20 kg of textiles per person per year, this amounts to a total of 178 billion tons of textiles per year in 2050 [1,2];
Prolongation of life expectancy: Based on a stochastic model, the expected life expectancy in 2050 was found in the range of 80–83 years (USA) and 83–91 years (Japan) [4]. This is also related to an increase in the relative share of seniors in society. The category of seniors will have other requirements for a number of textiles related mainly to ensuring their safety with limited mobility (e.g., improved visibility of objects, identifiable edges, etc.);
Growth in the share of free time: Free time that can also be spent on activities requiring special textiles (FITNESS and WELNESS);
A lifestyle that significantly changes the size range of clothing textiles and also affects the way they are purchased;
Civilizational influences that usually have a negative effect on health and require the provision of special barrier functions (against microorganisms, allergies, environmental pollution, etc.);
Protection and prevention of health (fitness sports and rehabilitation), which again require special textiles both in clothing and in some products (especially composites).
Closely related to the human factor are changes in the availability and acquisition of information, the virtualization of virtually everything (including the supply of textiles) and the globalization of society. Civilization factors are directly related to the development of the level of human society and the corresponding consumption. They can be divided into the following groups [3]:
Energy: This is about methods to reduce the consumption of different types of energy in the production and maintenance of textiles, as well as the search for new energy sources using renewable raw materials and environmentally friendly technologies;
Raw materials for textile production: Methods are being sought to replace raw materials from non-renewable sources with raw materials from renewable sources. A separate problem is the effective use of textile waste for recycling or extraction of raw materials;
Transport: As fossil fuel stocks decrease, transport costs from producer to customer increase, which is likely to result in a revival of local production of standard quality textiles in the future;
Housing: With the increasing level of living comfort, the volume of textiles used in living rooms is not only growing but also textiles used as a part of buildings and architectural solutions of their surroundings;
Environmental quality: Textiles as materials with a number of advantages serve to improve environmental conditions both directly (filters, protective layers, etc.) and indirectly (geo-textiles, agrotextiles, artificial turf, etc.).
In addition to the objective factors of textile development, subjective factors have of course also appeared. Subjective factors of textile development are related to two basic approaches. This typically includes, especially for Asian countries, the desire for a new (non-traditional) textiles. Examples are textiles with new functions, intelligent structures and special fibers enabling, for example, the conversion of solar (light) energy into electricity. In many western countries, there is a tendency to believe in traditional (i.e., old) techniques and products. An example is the popularity of materials made of viscose, where the raw material is bamboo. These fibers are available under the misleading name “bamboo fibers” and are attributed to therapeutic and health-promoting effects. Subjective factors often cause manufacturers to return to old techniques and processes (e.g., dyeing with natural dyes and the use of milk casein fibers), which they sometimes combine with modern techniques to ensure practical applicability.
In the future, the predominant long-term trend can be expected to be the integration of development results in materials, chemistry, physics and engineering for the production of new textile structures for clothing textiles capable of adapting to changes in environmental conditions and special technical textiles with unique properties required for their applications. In the case of textiles for clothing purposes, the aspects of fashion, style and comfort have traditionally prevailed. From the consumer’s point of view, it will be necessary to ensure that these textiles will have the following abilities:
Optimal humidity control;
Heat flow control;
Air breathability control;
Improved thermal insulation properties;
Water vapor permeability (diameter 0.4 μm), but not liquid water (diameter 100 μm) permeability;
Protection against dangerous influences from the environment (microorganisms and ultraviolet UV radiation);
Ecological production and disposal of used textiles (biodegradability);
Self-cleaning effects and dust repellency;
Improved wear resistance (abrasion);
Support of health care (vital functions and healing processes);
Support of cosmetic functions (regenerative processes on the skin);
Easy maintenance including cleaning and ironing;
Improved hand, aesthetic sensations and appearance even after several cycles of use and maintenance;
Controlled active identifiability of textiles in conditions of low visibility.
There are already partial solutions enabling the implementation of some of these requirements. In the future, the prevailing multifunctional effects and solutions will ensure durability throughout the planned life cycle of textiles. The use of clothing textiles as information systems for monitoring the condition of the wearer can also be expected.
In the field of technical textiles, the situation is usually simpler, as the requirements for their properties can often be precisely specified according to the intended purpose of use [5]. The general requirements for technical textiles for industrial use and composites include the following.
High strength and modulus (tension, bending and torsion);
Low deformability to break;
Low creep;
Resistance to environmental influences (UV radiation, humidity and rot);
Mechanical shock absorption;
Resistance to cyclic stress;
Slow aging under conditions of use;
Low thermal expansion.
For protective clothing and barrier textiles, sufficient comfort is also a necessary, which often requires a special solution. Textiles are increasingly being used as special flexible construction materials and composite structures. For these purposes and for special applications (light conducting systems, electrically conductive systems, etc.), polymers, metals and ceramic materials are used. A separate problem here is the possibility of creating fibrous structures by textile techniques. Many special materials can be converted into the form of thin wires, but for weaving purposes with respect to knitting, these structures often do not have the required flexibility expressed in bending stiffness, which is directly proportional to the modulus of elasticity of the fibers in tension and the square of their diameter.
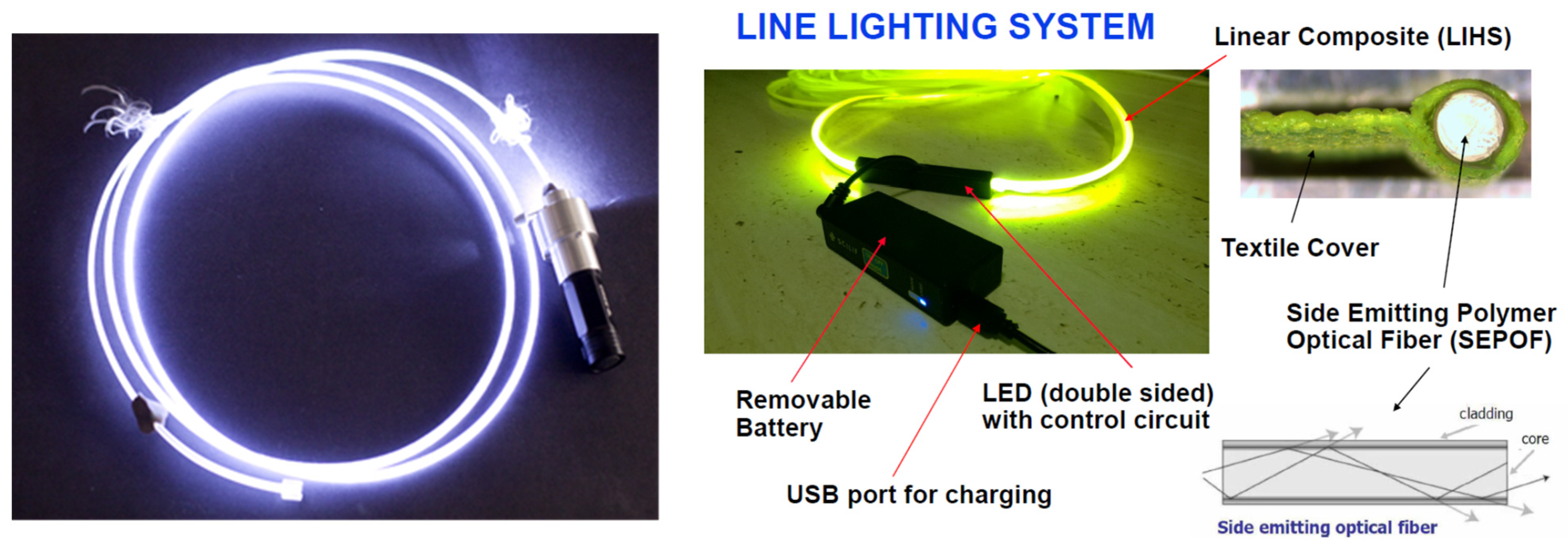
In some cases (see Figure 1), textile structures are combined with active materials (side emitting optical polymer fibers SEPOF) for the construction of new structures such as a linear composite for linear economic lighting (international patent WO 2014/071898A1 of research team from the Technical University of Liberec) [6].
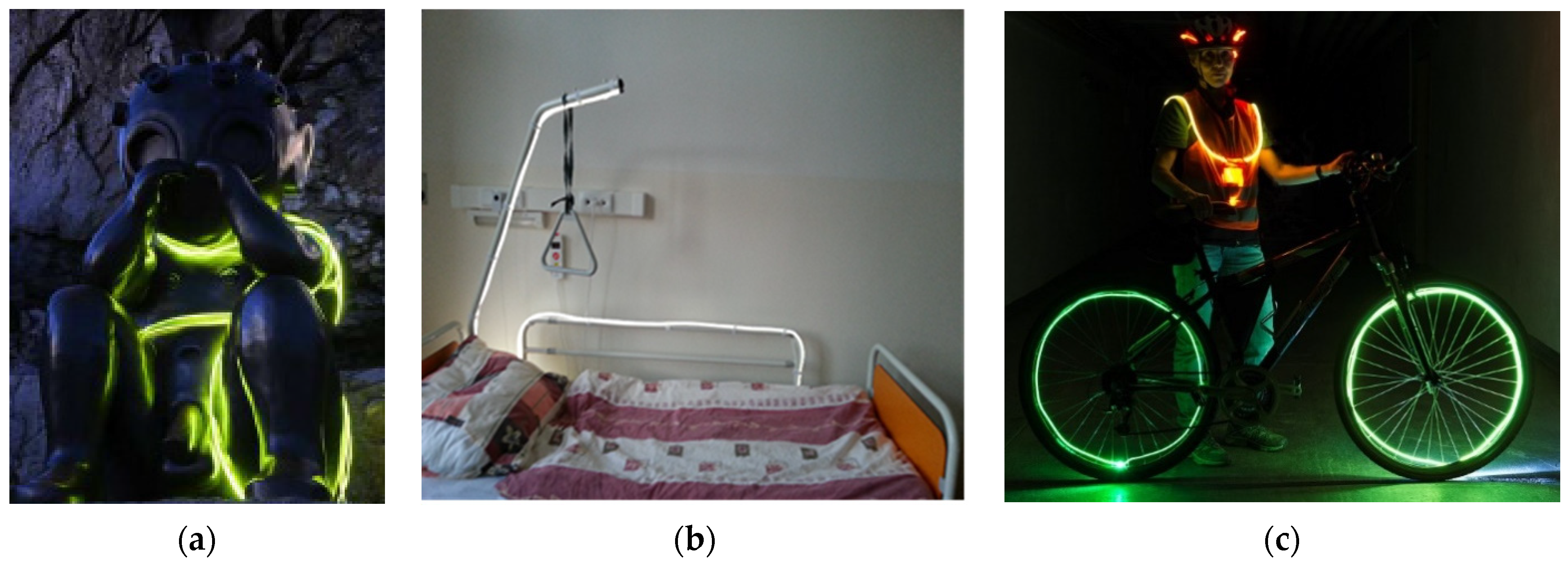
Applications of this portable illumination system range from protective materials, textile, clothing with light effect, artistic design, lighting in remote areas and visualization of silhouettes, etc. (see Figure 2) [6,7,8].
The advantage of active line lighting systems is energy savings, easy installation and the possibility of adaptive exposure along any path, even where there is no electrical network available.
3. Production of Yarns and Fabrics
For the production of yarns and various kind of fabrics (fabrics, knitwear and nonwovens), the starting element is fibers, and they are typically thin (thickness about 5–20 μm) long (length about 2–10 cm) formations. Final lengths are typical for natural fibers. For man-made fibers (chemical and synthetic), shortening of the originally endless fibers (filaments) is performed by cutting and tearing. This seemingly illogical step (division into short lengths and subsequent joining into a continuous yarn) is necessary to obtain a number of useful properties of textiles (sorption, thermal insulation, hand, drape, etc.).
The weight of a typical cotton fiber with a length of 2.5 cm and a fineness of 1.5 dtex is only 3.8 micrograms. In one square meter (the area of human skin is about 1.5 m2) of finer cotton fabric with a basis weight of 150 g/m2, there are 39.5 million fibers. During the preparation for spinning and during the production of the yarn, this amount of fibers is handled (loosening, cleaning, mixing, carding, drawing and twisting). Similarly, in weaving, a relatively large length of yarn must be intertwined. It is, therefore, clear that machinery must be relatively sophisticated and, above all, capable of producing large quantities of textiles in a period of short time [9].
3.1. Spinning
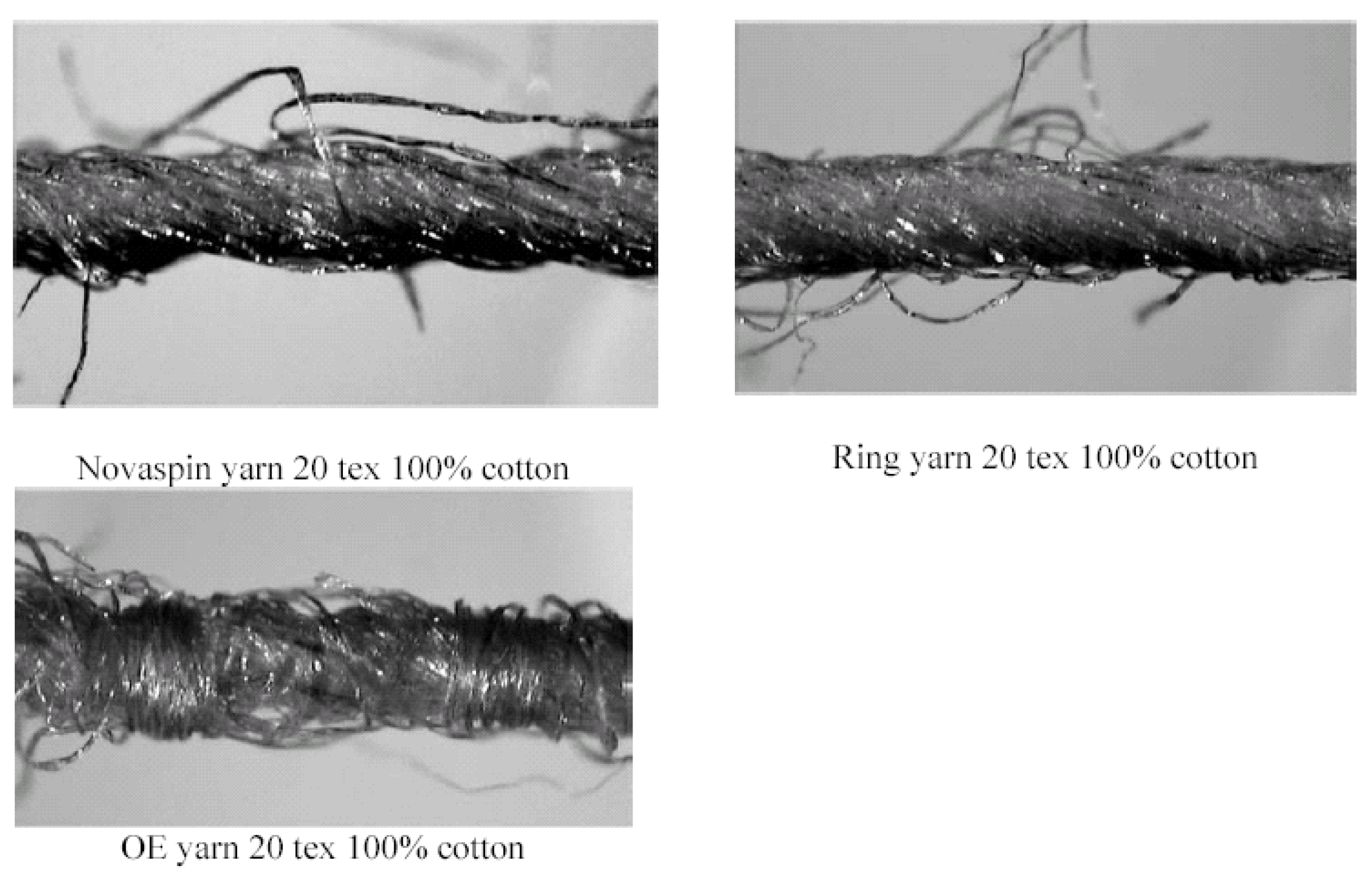
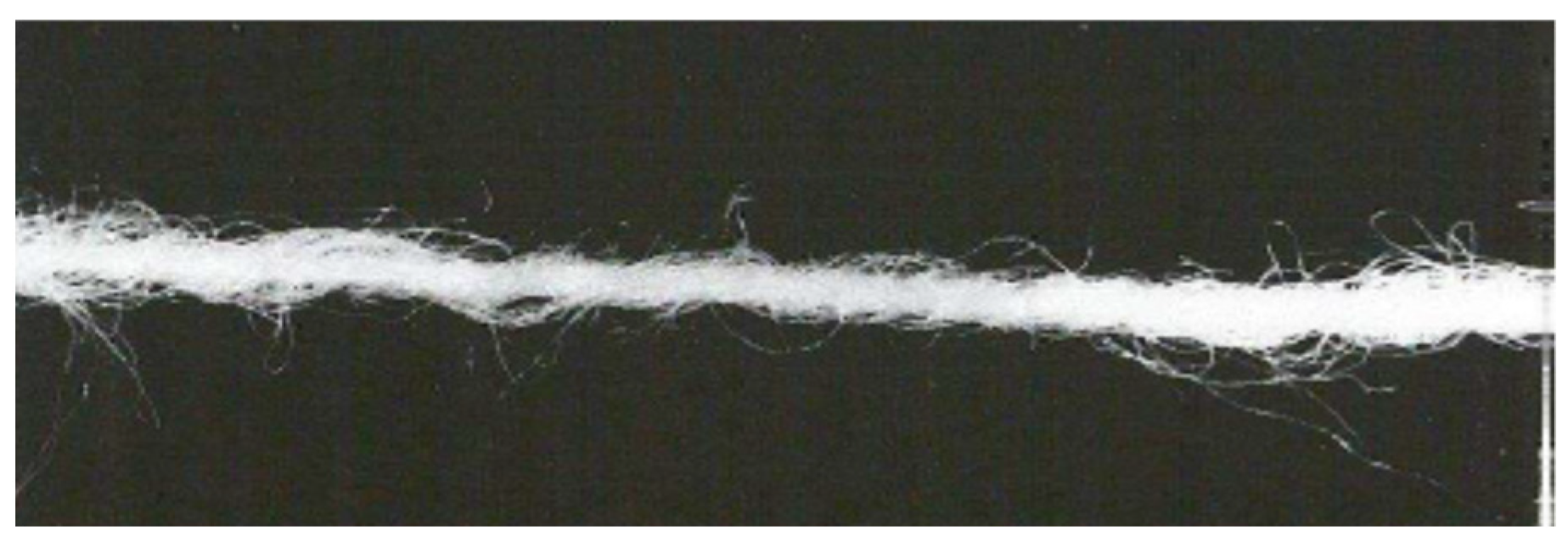
Ring spinning, based on the same principle as hand spinning on a spinning wheel, still remains the dominant method of yarn production worldwide [10]. The fibers are mechanically transformed (loosening, cleaning, mixing, carding, stretching and combing) into a linear structure—sliver. It is processed by drafting, twisted in the system ring—runner—spindle into the form of yarn, which is wound on a bobbin. The ring spinning yarn has a structure characterized in particular by the presence of protruding fibers (hairiness) (see Figure 3).
The ring yarn is relatively strong, and the corresponding products have a good hand and absorbency. Today, the so-called compact ring spinning is often used for spinning cotton yarns, where, with the use of a suction zone located behind the drawing device, their hairiness is reduced and their strength is increased [11]. The revolutionary principle of so-called rotor spinning (open-ended spinning) was the result of many years of research and development by teams of Czech researchers from the Research Institute of Textile Machinery (VÚTS) and, subsequently, from the Cotton Research Institute (VÚB) Ústí nad Orlicí [12]. The idea of open-ended spinning was created in VÚTS, the first patents were filed and the yarn in the rotor was spun for the first time (Figure 4).
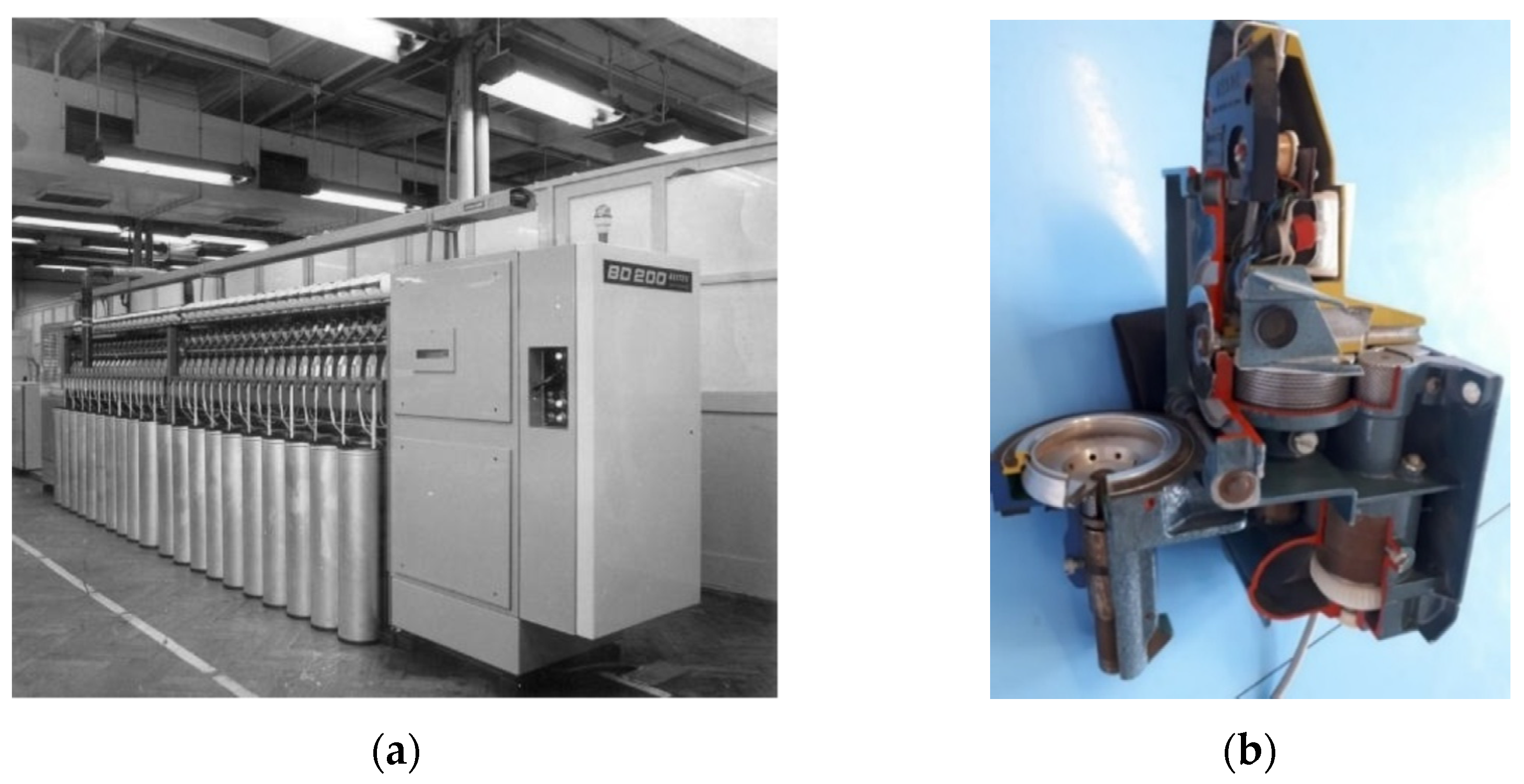
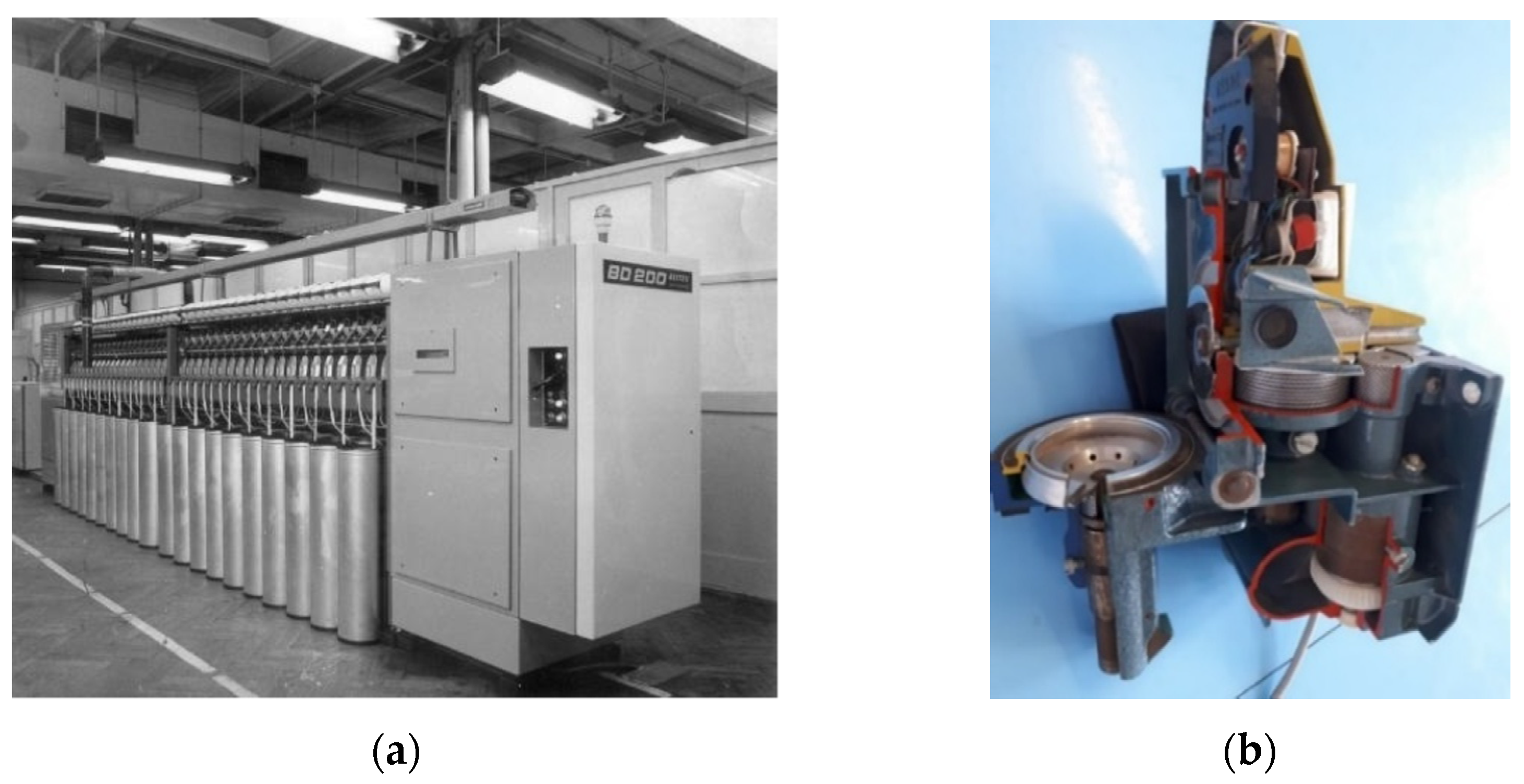
The VUB team patented and developed the first prototype of the BD 200 rotor spinning device and enabled its industrial application (Figure 5) [12].
The core of the rotor spinning system is the rotor (see Figure 5b). In the rotor, the fibers slide along its wall into the collecting groove where a fiber ribbon is formed. After introducing the free end of the yarn into the rotor, yarn is formed. It is, thus, a discontinuous system of disintegration into fibers, their transport and re-association with twisting [13,14]. The rotor spinning yarn has a structure with typical wraps, is stiffer and the yarn strength is usually 20 to 30% lower compared to ring spinning yarns [15] (see Figure 3). During fiber separation and their deformation in the rotor, the fiber breaks appear [16,17]. The mechanics of the functioning of rotor machine and the influence of some of the process parameters were comprehensively investigated [18]. Rotor technology is used mainly for manufacturing coarser yarns [10]. The main challenge was to use rotor spinning for the creation of cotton yarns and for the prediction of their properties. The influence of cotton fiber properties on selected properties of open-end yarn was investigated comprehensively in work [19]. The basic construction parameters of yarns were yarn count and yarn twist characterized by the Phrix twist coefficient. From these parameters, the structural characteristics such as packing density, orientation and mean surface helix angle were predicted. Total numbers of 180 cotton rotor yarns were prepared from seventeen kinds of cottons in five levels of yarn count and two levels of Phrix twist coefficient. For the prediction of yarn strength and mass unevenness based on fiber quality and yarn structural parameters, the dimension reduction approach combined with linear regression was used. It was found that yarn strength is critically dependent on fiber strength as was in accordance with the majority of models presented in work [20]. The simple models for yarn strength prediction based on the reduction in fiber strength by the multiplicative factors from orientation, Poisson ratio and volume fraction (see [21,22]) combined with linear regression was used as well. The influence of process parameters was “hidden” in yarn fineness, and process parameters were not as important as fiber strength. Yarn unevenness (mass variation between portions of yarn with lengths 0.8 mm) was critically dependent on yarn packing density, fiber helix angle in yarn, number of fibers in yarn and fiber length parameters (upper half mean length). The complex criterion of cotton fibers quality correlated significantly with yarn unevenness. Coarser yarns with lower packing density were more uneven. These results were not generalized due to practical range of technological parameters of yarn creation (yarn count and yarn twist), but they were in accordance with the conclusions obtained from experiments with other types of cotton yarns [23].
The Czech machine for industrial rotor spinning was firstly presented at the exhibition of the International Association of Textile Machinery (ITMA) in 1967 in Basel, Switzerland. The first generation of this breakthrough technology (well-known Czech BD 200 machines, see Figure 5a) proved that spinning has reached the threshold of a new era.
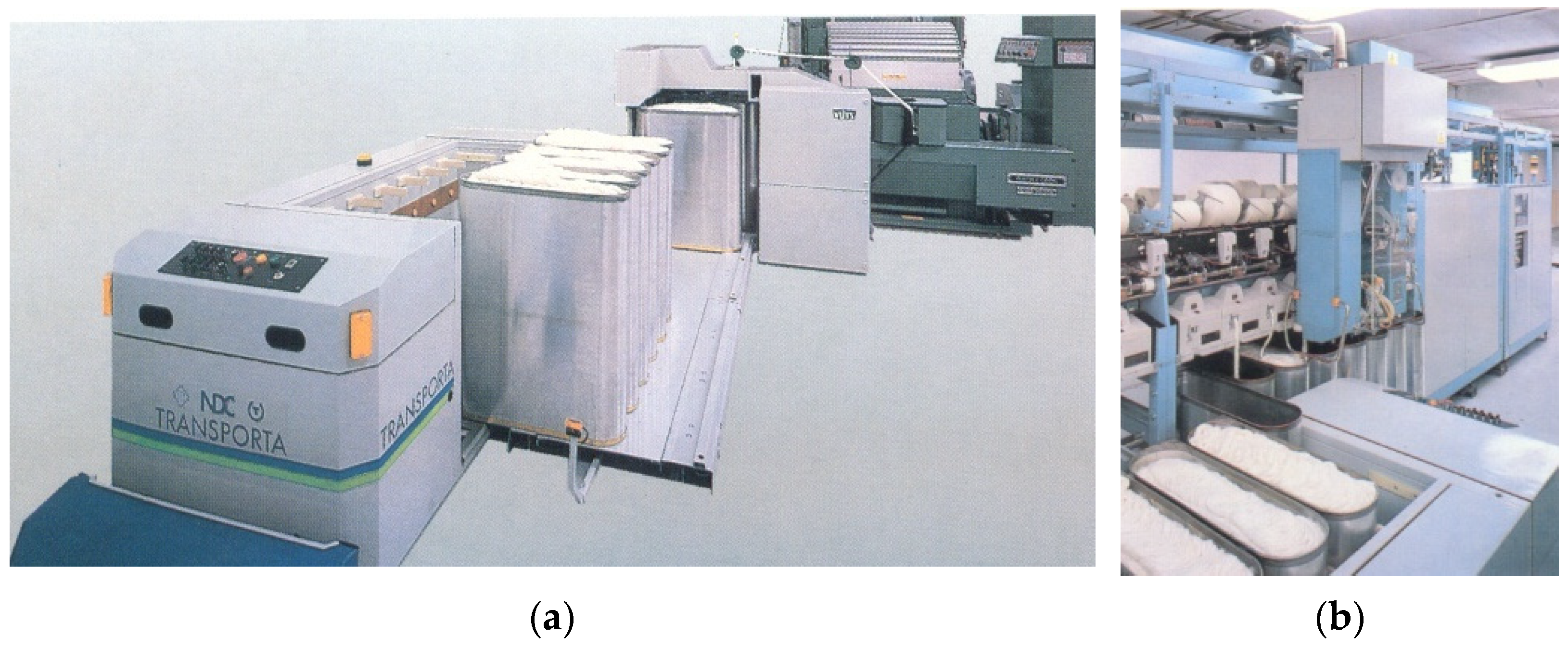
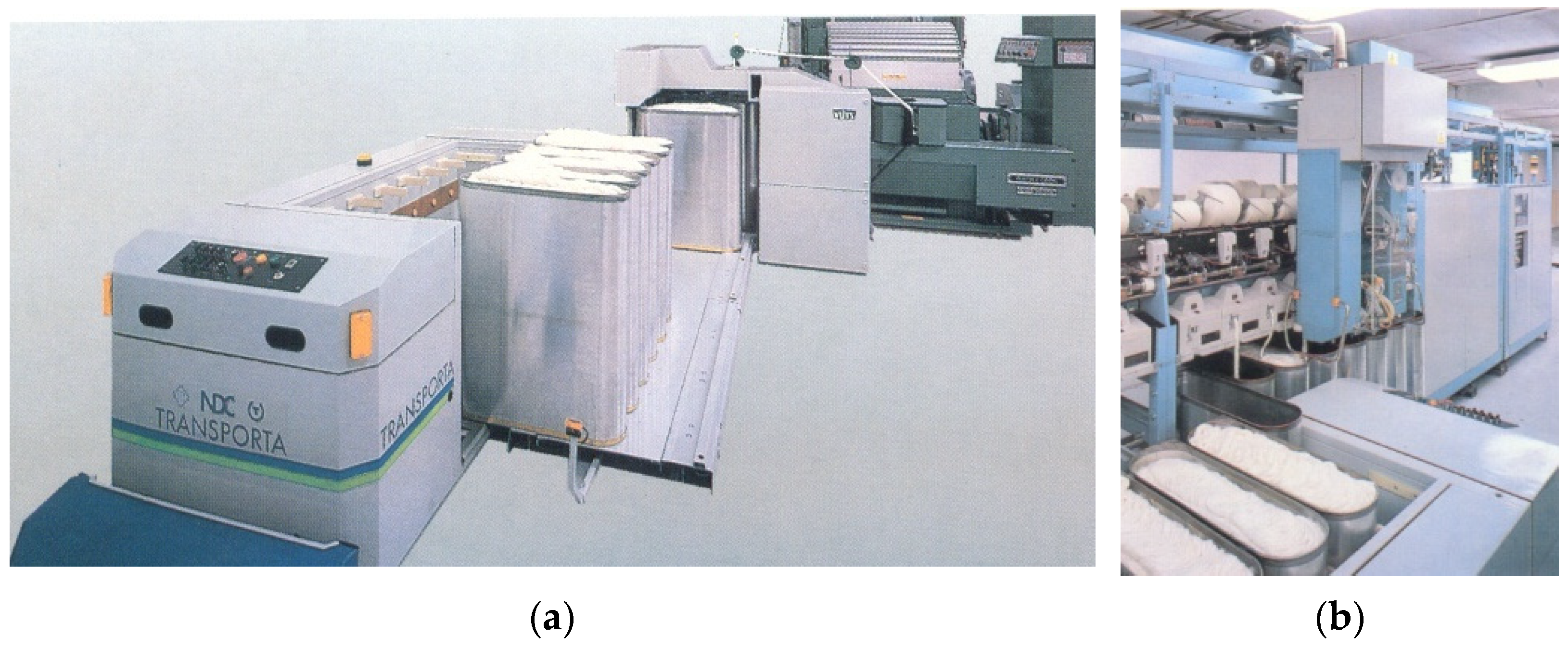
The rotor speed of 35,000 rpm was quite astonishing compared to the spindle speed of ring spinning of 10,000 to 12,000 rpm, and the size of a 1 kg yarn bobbin was significantly larger than the 120 g bobbin of a ring spinning machine. In 1991, the world’s first automated open-end spinning mill was exhibited at the ITMA Hannover trade fair, which was developed in cooperation with VÚTS Liberec and the manufacturer of rotor machines BDA10N, Elitex s. P. Ústí nad Orlicí (Figure 6).
At present time, the production of yarn on a ring spinning machine is about 20 m of yarn per minute and the range of processed fineness is 5–300 tex. On a rotor spinning machine, the yarn production is about 350 m of yarn per minute, and the range of fineness processed is 10–500 tex. There are also other principles of spinning (friction, Vortex, etc.), where the production of yarn is even higher, but their application (depending on the qualitative characteristics of the yarn) is so far only limited [24]. The principles of rotor and ring spinning will probably be maintained as the most applied in the future [25].
Czech researchers from VUB led by Stanislav Dídek also succeeded in developing a NOVASPIN spinning system, with ring-quality yarn and with a significantly higher spinning speed (see Figure 7). As in the case of ring spinning, the sliver is drafted and twisted in a system of a rotating surface at the edge of which a rotating loop of the formed yarn is subsequently wound on a bobbin. This principle removed the speed limiting element of the ring spin machines, the runner, which heats up at higher speeds until it breaks. The NOVASPIN system is patented, and it works as a prototype, but its practical application is still unclear even though several thousand kilograms of yarns of various fineness were produced, and these yarns were subsequently processed into fabrics of very good properties. A comparison of the production speeds of the mentioned yarn production technologies (rotor, ring and NOVASPIN) according to the spun yarn fineness is shown in Figure 7.
3.2. Weaving
Weaving is a technology for the production of flat textiles (fabrics), where two systems of threads, i.e., war and weft, are interlaced. The warp threads are placed longitudinally in the fabric, while the weft threds are inserted in the transverse direction, and the warp threads are inserted across the binding points [26]. Independently of the weft insertion principle, the produced fabric structure depends on the construction parameters that are set for warp and weft [9].
In conventional shuttle looms, the weft threads are inserted with a shuttle (typical weight 300 g) carrying a spool of weft thread inside. The shuttle is given high acceleration at the beginning and is stopped abruptly at the end (after the weft is inserted). This is followed by mechanical beating of the weft to the front of the fabric and contacting the warp at the contact points of the fabric by means of an impact mechanism weighing several hundred kilograms. The weaving sequence is, thus, discontinuous, and the weft insertion takes place regularly from left to right and back during each weaving cycle. The weft is uninterrupted after inserting so that solid edges are formed. The speed of weft insertion in modern shuttle looms is around 650 m/min, and the noise level is around 92–107 dB. Shuttle looms also tend to vibrate. The main disadvantage of shuttle looms is the limited speed of the loom, higher energy consumption and frequent replacement of spare parts [27,28].
The shuttle less looms are characterized by the insertion of only the necessary part of the weft thread so that false edges are formed. There are three basic and very sophisticated weft insertion systems: shuttle (weft insertion speed is around 1500 m/min), rapier (weft insertion speed is around 1000 m/min) and jet (weft insertion speed for air nozzle condition is around 3500 m/min and for a water jet around 2600 m/min). The weft is inserted from only one side of the loom and cut on each side of the fabric [26]. The most productive shuttle looms use the water jet weft insertion [29].
Air and water jets used for weft insertion were patented and realized by the Czech inventor Vladimír Svatý who worked at VÚTS Liberec. The first 45 cm wide air jet (see Figure 8) was demonstrated in December 1952.
These inventions have caused tremendous changes in weaving technology. It is estimated that the number of air looms reached 100,000 machines during the 1960s–1970s, and the number of water looms was 25,000. Currently, the number of more sophisticated jet looms based on the same principle of weft insertion (air and water jet) is around 40,000 machines per year.
Air jet looms have the highest weft insertion performance and are most productive for the production of light to medium weight fabrics. At present, there are looms for high-weight fabrics (jeans) and technical fabrics, e.g., made of glass threads. Fabric widths generally range from 190 to 600 cm.
It is not necessary to have heavy impact mechanisms for the creation of fabrics (increasing the weight of the loom and noise), but sufficient rigidity is sufficient (ability to transfer mechanical work into the fabric without its own deformation).
Using new composite materials, a team of researchers from VÚTS led by Josef Dvořák patented and created a lightweight composite impact mechanism, which is used in the construction of the CAMEL loom (Figure 9) for the production of leno fabric. This construction, which also brings significant energy savings, may become another unconventional solution in the field of textile engineering in the future. Leno fabrics comprise a warp and weft thread system that is just the same as normal plain fabrics. The warp system is split into straight and looping warp threads. Straight warp threads are always under the weft threads and represent the lower shed during weaving. Looping warp threads are always above the filling threads and represent the upper shed during weaving [27,29]. The number of crossing threads within a binding point is higher, and the wrapping angle of thread crossings is larger (see Figure 9).
The binding point for plain weave is planar, but it is spatially arranged for leno. Leno fabric cohesion is attained by positioning looping warp threads once on the left and once on the right of straight warp threads of a leno group. This leno interlaces supports leno fabrics with non-slip, latticed cloth designs with open fabric construction in warp and weft directions. The slip force in the fabric element FP is generally defined as the force in the thread that results in disrupting the balance in the binding point [27]. For the plain weave, FP is dependent on the thread axial force F0, friction coefficient f and wrap angle αP, according to the following relation [27].
The slip force of leno fabric FL (in the warp direction) is defined as follows [27]:
where αL is the wrap angle of weft-warp, and βL is wrap angle warp-warp. For the Pierce model and symmetric angles, αL = βL is valid.
The slip force in leno weave is, therefore, higher than the slip force in plain weave (αL >αP). The ratio between slip forces is dependent on the fabric set and fineness [27]. This is the main motivation to use leno fabrics for technical textile and composites.
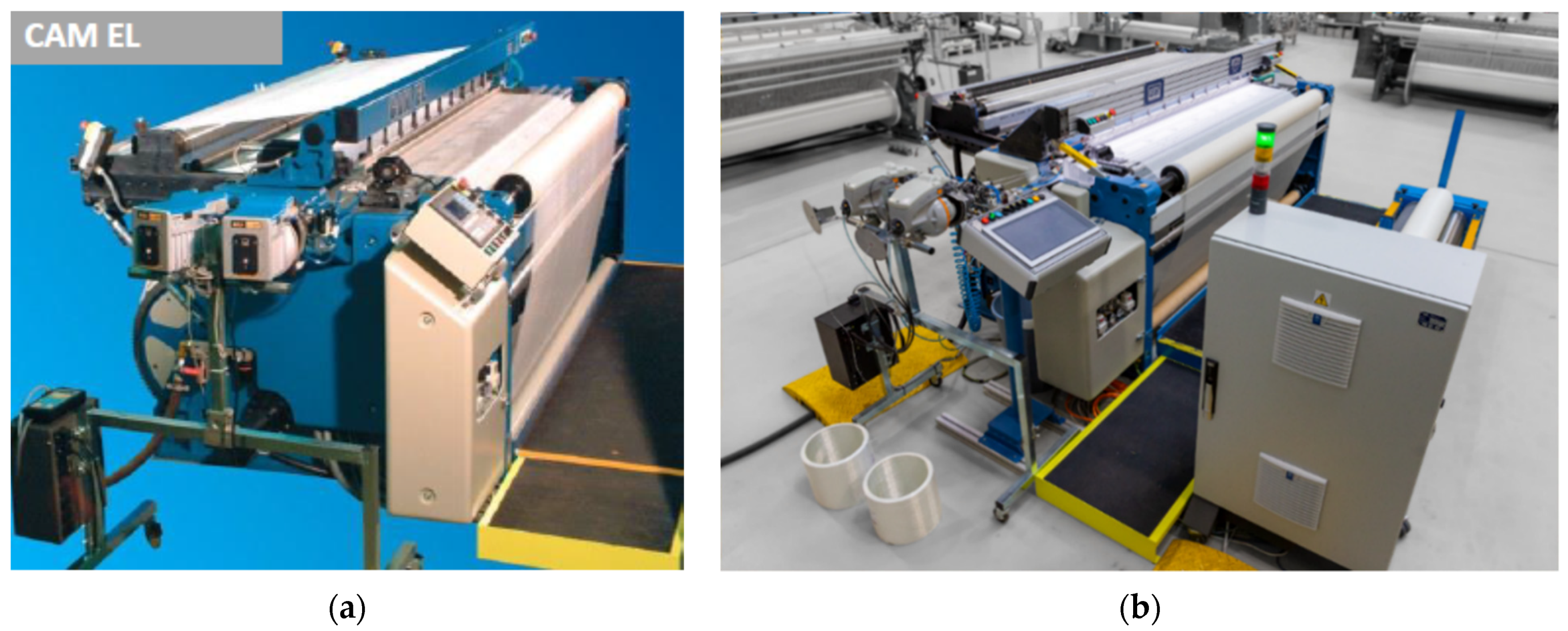
The loom CAMEL ADAPTIVE for leno weaving (Figure 10b) developed by a team of researchers from VÚTS led by Petr Karel is currently the most productive loom in the world (speed 700 rpm).
The last breakthrough solution in the field of jet weaving is the DIFA weaving loom for the production of 3D layered fabrics composed of two woven layers (distance between layers 12–50 cm) connected by binding threads. This loom (Figure 11) is the result of a joint project of VÚTS (machine development) and TTRI-Taiwan Textile Research Institute (3D fabric creation patent).
It can be expected that the application of textiles from the DIFA machine will be relatively wide for industrial and construction purposes (see Figure 12).
A very ambitious research and development of a multi-shed weaving loom by a team from VUB led by Stanislav Nosek was successfully completed up to the prototype and industrial equipment phase (Kontis C4-330), but practical expansion was not successful [16].
3.3. Special Nonwovens and Nanofibrous Structures
In the field of nonwovens production, the breakthrough results were mainly vertically laid nonwovens produced by STRUTO and ROTIS technologies [30,31,32]. Both technologies’ main advantage is the ability to tune their thickness, which is beneficial for higher thermal insulation and sound absorption [33,34]. Nonwoven fabric thickness H (m) is generally functionally dependent on planar mass W (kg m−2) and total volume porosity P (-):
where rF is fiber radius. Therefore, increased planar mass for thicker layers is observed.
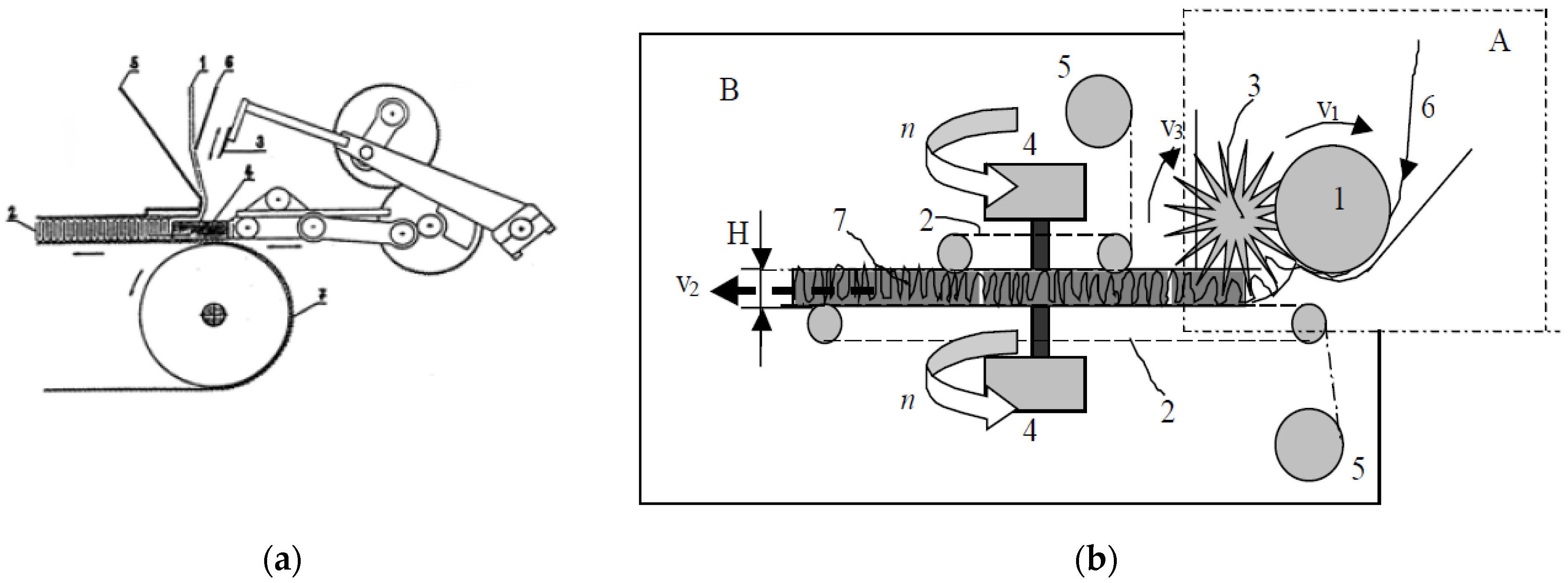
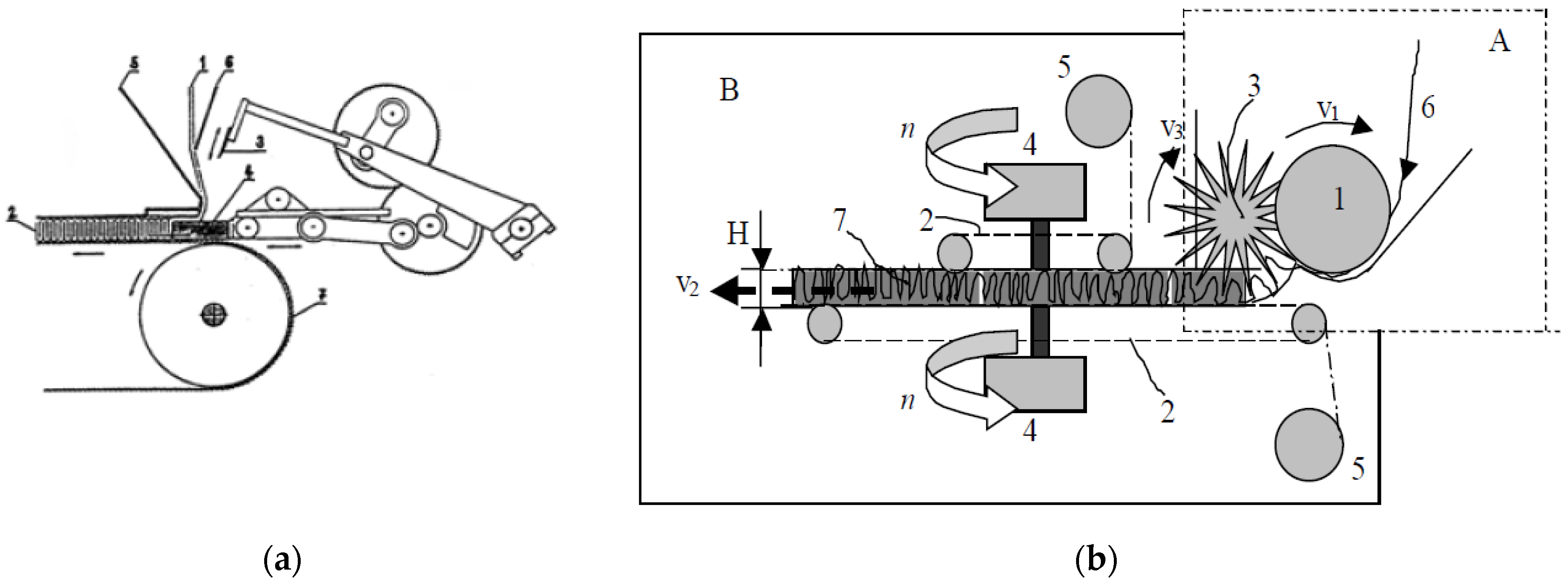
STRUTO technology uses the creation of vertically laid nonwovens with a lever system to create transversely laid layers and is strengthened by thermal bonding (Figure 13).
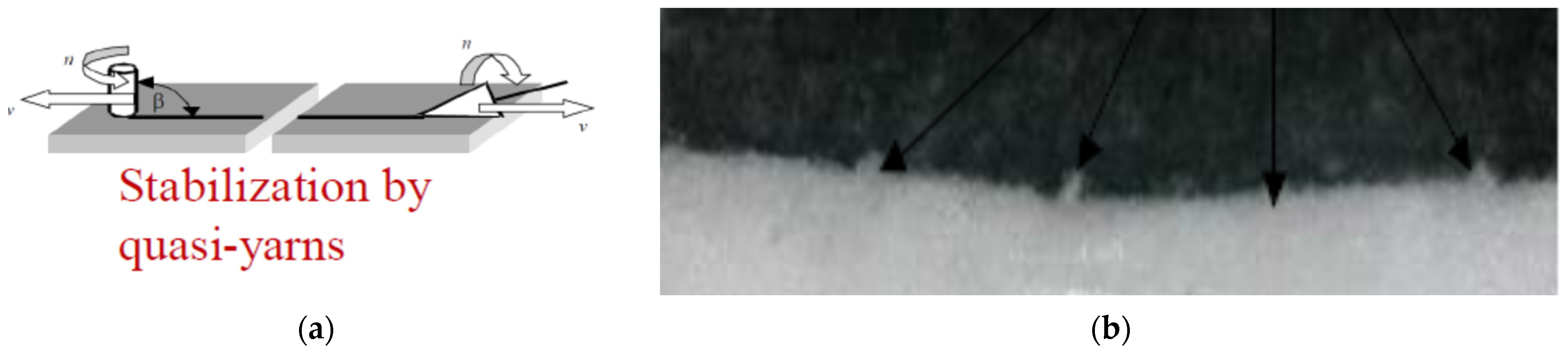
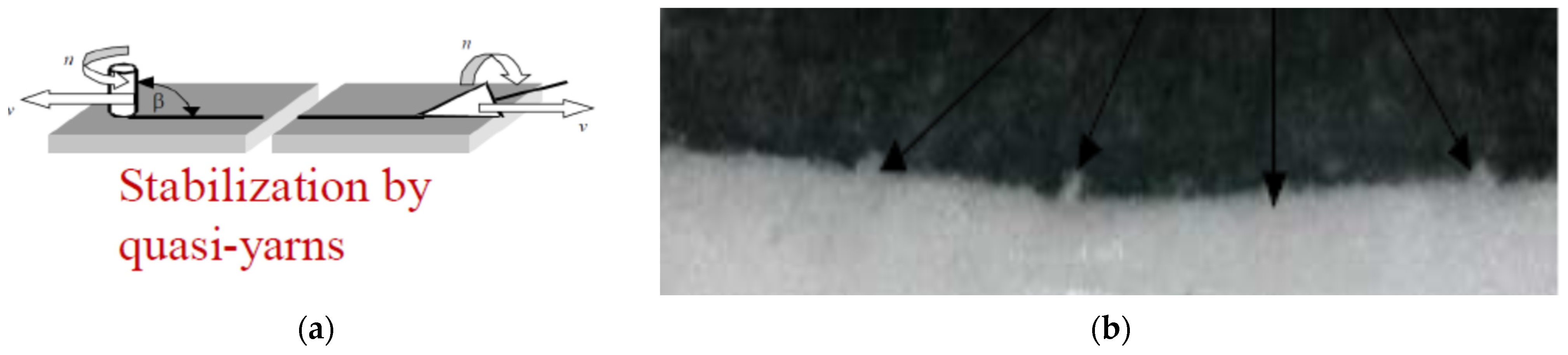
ROTIS technology uses vertically laid nonwoven with a toothed roller to create transversely laid layers, and the reinforcement takes place by means of mechanical reinforcement with the use of so-called “quasi” yarns based on mechanical entanglement of protruding surface fibers (see Figure 14) [31,32].
There are advantages of ROTIS technology important for the preparation of special products [30]:
ROTIS technology is versatile and allow combining mechanical fixation by quasi-yarns with needling and thermal bonding by low melted fibers portion or adhesive bonding by special binders.
It is possible to prepare products with variable density and thickness according to the aims of application.
It is possible to prepare multilayer structures from different kind of sheets and laminated products (application of surface fixation by quasi-yarns).
Non-conventional products are expected to bring more convenient pressure distribution.
The technology of nonwoven structures fixation by quasi-yarns is expected to bring material savings for technical applications and energy savings.
Both of these technologies were patented by teams of specialists from the Faculty of Textiles of the Technical University of Liberec (TUL). STRUTO technology is used industrially by several foreign companies, and the pilot version of ROTIS is used in TUL laboratories. The differences in the structure of the two types of nonwovens are evident from Figure 15.
Creation of quasi-yarn enables the production of produce ROTIS with thickness up to 200 mm.
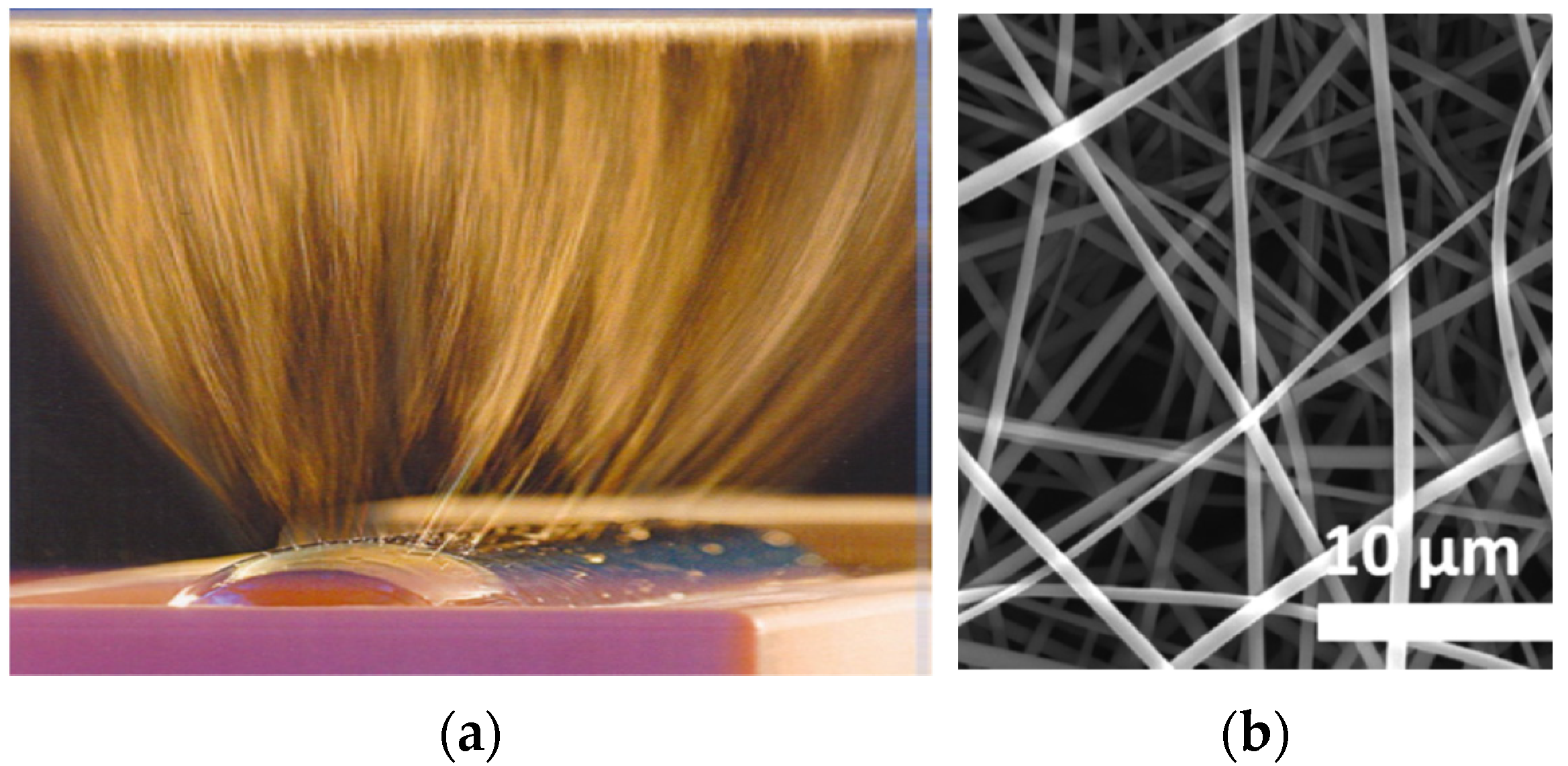
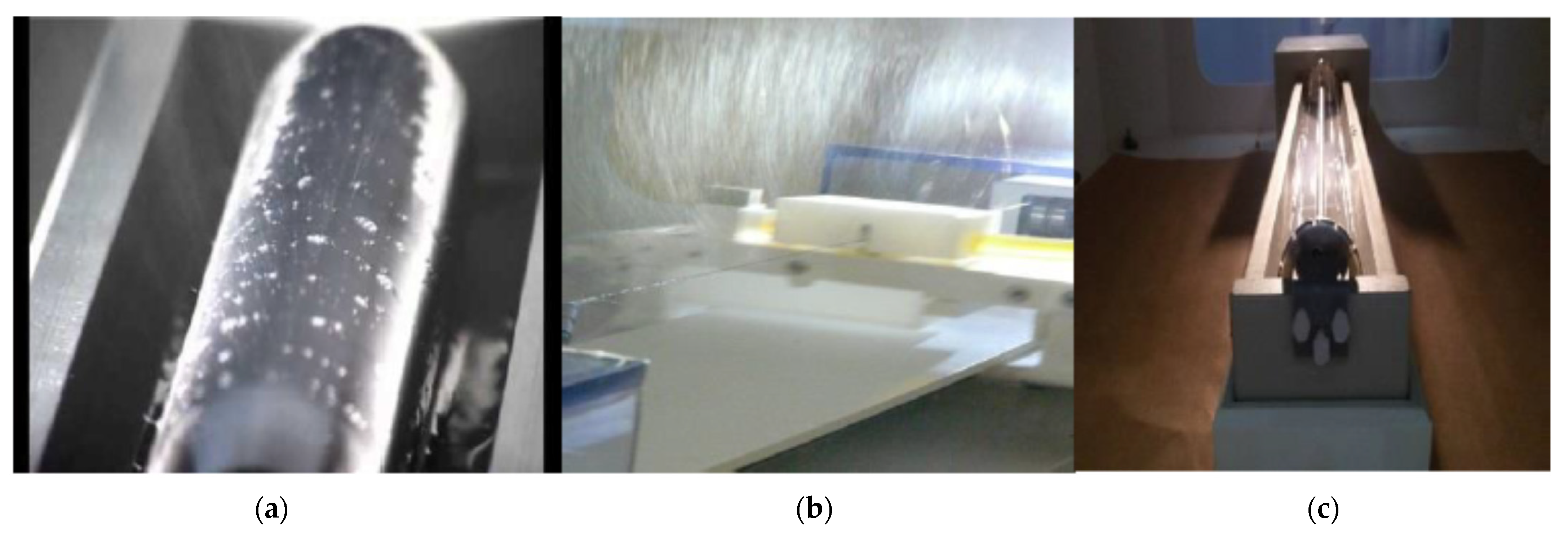
In the field of nanofibrous layers preparation, many of technologies based mainly on the principle of needle electrospinning were published [35,36,37]. TUL researchers are the authors of a number of patents relating to the production of nanofiber webs based on needleless electrospinning [36]. The original international patent of Jirsák et al. from 2004 was used for the production of Nanospider equipment by company Elmarco (Figure 16).
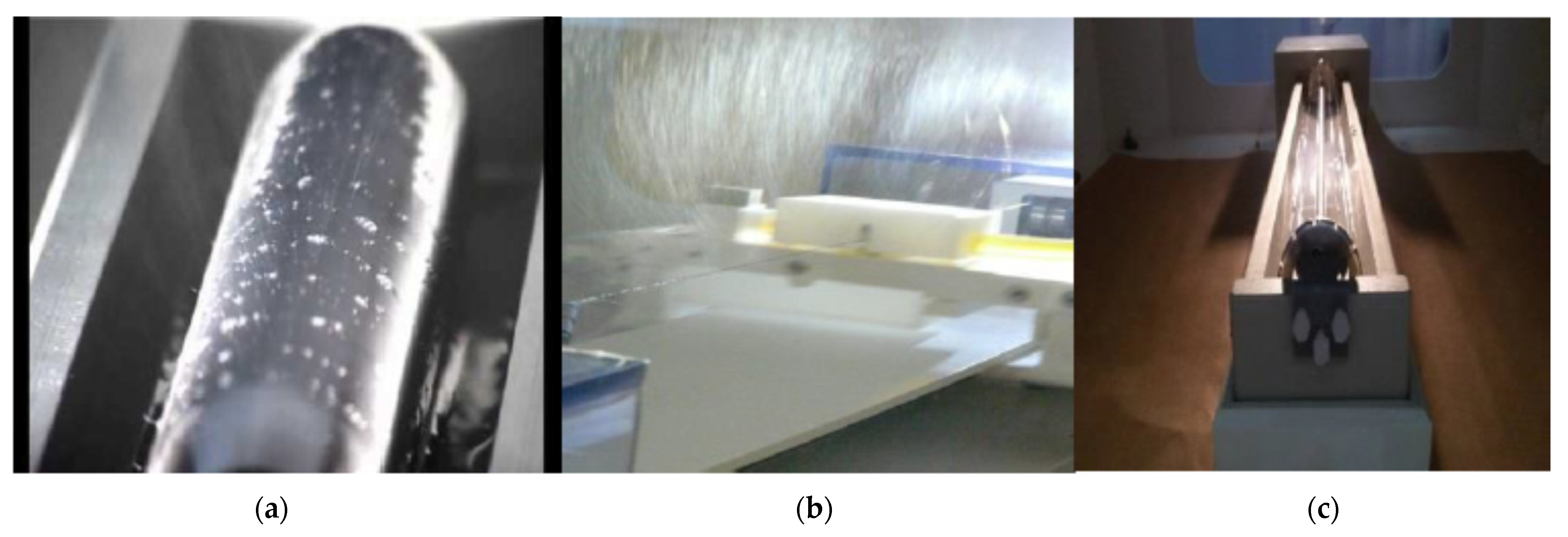
The original patented principle of production of nanofibrous assembly is currently further modified (especially on TUL); the modifications are protected by a number of other patents and laboratory, pilot plant and operational equipment are implemented (Figure 17).
Significant progress and practical application can also be expected in the field of nanofibrous assembly production, and further development of the corresponding machinery can also be expected.
4. Future of the Textile Industry
The textile industry of the future will be focused on the following areas:
Implementation of ecological production (not worsening the environment and not endangering life on earth);
Reducing the share of waste from production (waste-free technologies, regeneration, recuperation and reuse);
Reducing energy consumption (alternative reaction media, process optimization and alternative energy sources);
Use of renewable resources (biotechnology and green chemistry);
Elimination or replacement of toxic compounds (new solvents and replacement of heavy metals);
Disposal of waste and used products (biodegradation, reuse of raw materials and special disposal).
In general, it is economical to use fewer machines with higher production speeds while maintaining product quality. That is why technologies with higher production speeds are developed and will be used. The two basic principles, i.e., rotor and ring spinning machines, will most probably be important for the production of yarns in the future [24]. Other principles will be used for special needs. This is the case of the most intensive yarn production system, Bobtex, using adhesive bonding (production speed around 700 m/min). The production speed of Bobtex is followed by the Dreft friction spinning system and the Vortex jet spinning system [10].
In weaving mills, the most productive system of weft insertion is the air jet (weft insertion speed over 3000 m/min) [26]. In the field of textile engineering, in addition to increasing the speed of production, efforts will continue to reduce the weight of machines, apply mechatronic principles, control the functions of machines with a computer and ensure flexible production. However, all of this will concern the textile industry in the longer term because it will be an investment-intensive modification of machinery where the return will be relatively slow. This is already evident today where a number of successful companies do not have top machinery and are still able to produce high-quality fabrics.
The development of most textile technologies will be increasingly influenced by ecological factors in the coming years. Human activities were in balance with the sustainable biocapacity of the globe in 1985. At present, the globe would require a 1.3 times larger surface area to ensure sustainable biocapacity. This imbalance is continuously growing [3]. It can, therefore, be expected that environmentally friendly “green” technologies using renewable resources will be preferred in the production of raw materials and materials for textile applications. There will be increasing pressure on recycling or reuse of textile waste both from the production end and application end.
Textile technologies still have the potential to reduce energy consumption by up to 25% [3]. Thus, the search for new technologies with lower energy consumption (bio processes, catalytic processes and use of alternative energy sources), reduction in machine weight, reduction in reaction volumes, application of regulation and optimal control, effective insulation of machines and thermal energy transfer systems can be expected. The persisting basic and simple method for heat transfer by conduction using air and water is already supplemented by IR heating (many polymer fibers have absorption bands in the near IR region) and microwave heating (based on rapid changes in polarity-rotation of polar molecules). Microwave heating requires 10 to 100 times less energy than conventional heating. In IR heating, the surfaces of the materials are heated first and the edges and inner parts of the materials are heated first in microwave heating. By combining both types of heating, increasingly even heating of the entire volume can be obtained. Another possibility of intensive (local) heating of surfaces and thin subsurface layers is the use of plasma [38] or laser for local intensive heating until local surface destruction [39].
A separate problem of textiles fabrication and textiles maintenance is the enormous water consumption and production of polluted water [40,41,42,43]. What is alarming is that around 20% of water pollution in the world result from textiles wet processing [43]. Prospective possibilities for the replacement of water and volatile organic solvents in textile technologies are as follows [3]:
Solvent-free techniques (complications of exothermic reactions and inhomogeneous environment mixing problem);
Liquids in super critical state (CO2);
Ionic liquids;
Lactate esters.
There is no universal solution yet, but water consumption will probably need to be severely reduced in the future [1]. During the solution of water consumption problems, the concept of “virtual water” should necessarily be focused on. Virtual water is defined as water that is only required for processing a fabric [43].
5. Conclusions
This incomplete overview, focused mainly on not only patented but also industrially long-term applied excellent and groundbreaking solutions, still demonstrates the very good potential of Czech scientists and researchers in the field of textile engineering development. In parallel with the development of new machines and textiles (especially yarns), mathematical descriptions of the principles of creating corresponding fiber products were solved and was reflected in the generalization of the achieved results and optimization of machinery. The modeling of the structures and properties of new textiles was mainly theoretically dealt with by TUL scientists. Their results in the field of models of structure and properties of linear and planar textile structures were culminated in the original monographs, prepared in both Czech and English [25,29,44,45]. The theoretical level and complexity of these monographs is still considered exceptional in the world. It is unique to TUL in that students of the Faculty of Textiles learn methods and models of textile structures based on the results achieved by their teachers [45]. It was, therefore, possible to organically combine the machine part, production technology and modeling of product structures in the above-described breakthrough technologies. All this combine to form good assumptions that the next generations of Czech researchers and scientists will implement new and certainly groundbreaking technologies in the field of textile engineering.
Author Contributions
Conceptualization, J.M. and M.V.; methodology, D.K.; software, S.D.; validation, S.D., V.K. and M.V.; formal analysis, J.M.; investigation, J.M.; resources, D.K.; data curation, D.K.; writing—original draft preparation, J.M.; writing—review and editing, J.M.; visualization V.K.; supervision, J.M.; project administration, D.K.; funding acquisition, J.M. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available within the manuscript.
Acknowledgments
This study was supported by the project “Modular platform for autonomous chassis of specified electric vehicles for freight and equipment transportation”, Reg. No. CZ.02.1.01/0.0/0.0/16_025/0007293 and the project of Ministry of Education, Youth, and Sports of the Czech Republic and the European Union-European Structural and Investment Funds in the Frames of Operational Programme Research, Development and Education-project Hybrid Materials for Hierarchical Structures (HyHi, Reg. No. CZ.02.1.01/0.0/0.0/16_019/0000843).
Conflicts of Interest
The authors declare no conflict of interest.
References
Aneja, A.P.; Caldwell, E.W.; Hietpas, P.B. Textile Business Strategies in the New Millennium. In Proceedings of the Textile Institute’s 80th World Congress, Manchester, UK, 16–19 April 2000. [Google Scholar]
Rept Euratex. European Technology Platform for the Future of Textiles and Clothing—A Vision for 2020. December 2004. Available online: https://www.certh.gr/dat/141D2148/file.pdf (accessed on 6 October 2021).
Militký, J. Trends in the Development of the Textile and Clothing Industry, Implementation Action Plan of Czech Technology Platform (ČTPT); TUL: Liberec, Czech Republic, 2011. (In Czech) [Google Scholar]
Tuljapurkar, S.; Li, N.; Boe, C. A universal pattern of mortality decline in the G7 countries. Nature2000, 405, 789–792. [Google Scholar] [CrossRef] [PubMed]
Militký, J.; Křemenaková, D. Some Ways of Technical Textiles Development. IVUZ Technol. Text. Prom.2009, 317, 112–121. [Google Scholar]
Křemenáková, D.; Militký, J.; Mishra, R. Fibers for optical textiles. In Handbook of Fibrous Materials 2; Hu, J., Kumar, B., Lu, J., Eds.; Wiley VCH: Weinheim, Germany, 2020; Chapter 23. [Google Scholar]
Křemenáková, D.; Militký, J.; Šašková, J.; Ledrová, Z.; Vydra, J.; Bubelová, B.; Baxa, M. Testing of Emergency Line Light System in Radiation Therapy Rooms. In Proceedings of the 18th World Textile Conference, Istambul, Turkey, 20–22 June 2018. [Google Scholar]
Kremenakova, D.; Militky, J.; Meryova, B.; Ledl, V. Characterization of Side Emitting Polymeric Optical Fibers. J. Fiber Bioeng. Inform.2012, 5, 423–431. [Google Scholar]
Křemenáková, D.; Militký, J.; Ibrahim, S. Cotton yarn and fabric production: Future trends. In Cotton: Technology for the 21st Century; Wakelyn, P.J., Chaudhry, M.R., Eds.; International Cotton Advisory Committee: Washington, DC, USA, 2010; Chapter 12. [Google Scholar]
Lawrence, C.A. Fundamentals of Spun Yarn Technology; CRC Press: Boca Raton, FL, USA, 2003. [Google Scholar]
Kašpárek, J.V. Future prospects of rotor spinning. Indian J. Fibre Text. Res.1992, 17, 238–245. [Google Scholar]
Rohlena, V. Open End Spinning; North-Holland Biomedical Press: Amsterdam, The Netherlands, 1975. [Google Scholar]
Lawrence, C.A. (Ed.) Advances in Yarn Spinning Technology; Woodhead Publishing: Philadelphia, PA, USA, 2010. [Google Scholar]
Cormack, D.; Grosberg, P.; Ho, K.H. The yarn twist inside the rotor in open-end spinning. J. Text. Inst.1979, 70, 380–384. [Google Scholar] [CrossRef]
Militký, J.; Křemenáková, D.; Ibrahim, S. Influence of fiber characteristics and yarn structure on OE yarn unevenness. In Proceedings of the 86-th World Textile Conference, Hong Kong, China, 18–21 November 2007. [Google Scholar]
Basal, G.; Oxenham, W. Vortex spun yarn vs. air jet spun yarn. AUTEX Res. J.2003, 3, 96–101. [Google Scholar]
Basal, G.; Oxenham, W. Comparison of Properties and Structures of Compact and Conventional Spun Yarns. Text. Res. J.2006, 76, 567–575. [Google Scholar] [CrossRef]
Elhawary, I.A. Mechanics of Rotor Spinning Machines; CRC Press: Boca Raton, FL, USA, 2017. [Google Scholar]
Militký, J.; Křemenáková, D.; Krupincová, G.; Ibrahim, S. Prediction of the selected properties of cotton type rotor yarns. In Proceedings of the Beltwide Cotton Conferences, New Orleans, LA, USA, 5–7 January 2010. [Google Scholar]
Ghosh, A.; Ishtiaque, S.; Rengasamy, S.; Mal, P.; Patnaik, A. Predictive models for strength of spun yarns: An overview. AUTEX Res. J.2005, 5, 20–29. [Google Scholar]
Pan, N.; Hua, T.; Qiu, Y. Relationship between Fibre and Yarn Strength. Text. Res. J.2001, 71, 960–964. [Google Scholar] [CrossRef]
Pan, N. Prediction of statistical strength of twisted structure. J. Mater. Sci.1993, 28, 6107–6114. [Google Scholar] [CrossRef]
Soliman, A.S. Factors Affecting Rotor Spinning of Fine Cotton Yarns. Ph.D. Thesis, Texas Tech University, Lubbock, TX, USA, August 1985. [Google Scholar]
Oxenham, W. Current and Future trends in yarn production. JTATM2002, 2, 1–20. [Google Scholar]
Neckář, B.; Das, D. Theory of Structure and Mechanics of Yarns; Woodhead Publishing: New Delhi, India, 2018. [Google Scholar]
Dvořák, J.; Karel, P. Webmaschine mit litzenlosen System. Meliand Text.2007, 3, 118–119. [Google Scholar]
Seyam, A.M. Weaving technology, advances and challenges. J. Text. Appar.2003, 3, 1–10. [Google Scholar]
Nosek, S. The Structure and Geometry of the Woven Fabrics, Mineo; TU Liberec Press: Liberec, Czech Republic, 1996. (In Czech) [Google Scholar]
Hanuš, J.; Militký, J.; Aneja, A.P. Local Compression of Corrugated Nonwoven Structures. In Proceedings of the Ninth Inter-national Conference on Composites Engineering, San Diego, CA, USA, 1–6 July 2002. [Google Scholar]
Hanuš, J.; Militký, J. Reinforcement of 3D Cotton Nonwovens by Quasi-Yans. In Proceedings of the Beltwide Cotton Conferences, Cotton Utilization, San Antonio, TX, USA, 5–9 January 2004. [Google Scholar]
Hanuš, J.; Militký, J. Quasi-Yarn Applications in Nonwowen Production. In Proceedings of the HPTEX, Coimbatore, India, 7–9 July 2004. [Google Scholar]
Jirsak, O.; Wadsworth, L. Nonwoven Textiles; Academic Press: Durham, NC, USA, 1998. [Google Scholar]
Yang, T.; Saati, F.; Horoshenkov, K.V.; Xiong, X.; Yang, K.; Mishra, R.; Militký, J. Study on the Sound Absorption Behavior of Multi-Component Polyester Nonwovens: Experimental and Numerical Methods. Text. Res. J.2019, 89, 3342–3361. [Google Scholar] [CrossRef]
Muthu, S. (Ed.) Water in Textiles and Fashion; Woodhead Publishing: Duxford, UK, 2019. [Google Scholar]
Chavan, R.B. Thirsty Textile and Fashion Industry PART I: Water Distribution on Earth and Virtual Water. Trends Text. Fash. Des.2018, 2, 249–270. [Google Scholar]
Schwarzenbach, R.P.; Egli, T.; Hofstetter, T.B.; Von Gunten, U.; Wehrli, B. Global Water Pollution and Human Health. Annu. Rev. Environ. Resour.2010, 35, 109–136. [Google Scholar] [CrossRef]
Neckář, B. Yarns: Creation, Structure, Properties; SNTL: Prague, Czech Republic, 1990. (In Czech) [Google Scholar]
Militký, J.; Periyasamy, A.P.; Venkataraman, M. Textiles and Their Use in Microbial Protection; CRC Press: Boca Raton, FL, USA, 2021. [Google Scholar]
Figure 1.
Structure of SEPOF and line lighting system.
Figure 1.
Structure of SEPOF and line lighting system.
Figure 2.
(a) Sculpture with illumination, (b) lighting of the hospital bed and (c) safety aids.
Figure 2.
(a) Sculpture with illumination, (b) lighting of the hospital bed and (c) safety aids.
Figure 3.
Structure of Novaspin, ring and open-end yarns.
Figure 3.
Structure of Novaspin, ring and open-end yarns.
Figure 4.
The world’s first yarn spun in a rotor.
Figure 4.
The world’s first yarn spun in a rotor.
Figure 5.
(a) The first open-end spinning machine BD 200 and (b) section by a rotor spinning unit.
Figure 5.
(a) The first open-end spinning machine BD 200 and (b) section by a rotor spinning unit.
Figure 6.
The world’s first automated open-end spinning mill: (a) general view, (b) detail.
Figure 6.
The world’s first automated open-end spinning mill: (a) general view, (b) detail.
Figure 7.
Production speed of rotor (yellow), ring (red) and NOVASPIN (green) technologies.
Figure 7.
Production speed of rotor (yellow), ring (red) and NOVASPIN (green) technologies.
Figure 8.
The first air jet loom in the world.
Figure 8.
The first air jet loom in the world.
Figure 9.
Structure of leno weave binding point.
Figure 9.
Structure of leno weave binding point.
Figure 10.
(a) Air Jet loom CAMEL and (b) Air jet loom CAMEL ADAPTIVE.
Figure 10.
(a) Air Jet loom CAMEL and (b) Air jet loom CAMEL ADAPTIVE.
Figure 11.
Air jet loom DIFA.
Figure 11.
Air jet loom DIFA.
Figure 12.
3D woven structures from the DIFA loom and their applications.
Figure 12.
3D woven structures from the DIFA loom and their applications.
Figure 13.
Principles of vertically laid nonwovens technology (a) STRUTO and (b) ROTIS.
Figure 13.
Principles of vertically laid nonwovens technology (a) STRUTO and (b) ROTIS.
Figure 14.
Surface quasi yarns on surface of ROTIS structures (a) principle of forming and (b) appearance.
Figure 14.
Surface quasi yarns on surface of ROTIS structures (a) principle of forming and (b) appearance.
Figure 15.
Typical structures of (a) ROTIS (with surface grid fixed “quasi” yarns) and (b) STRUTO.
Figure 15.
Typical structures of (a) ROTIS (with surface grid fixed “quasi” yarns) and (b) STRUTO.
Figure 17.
Modification of the NANOSPIDER system with (a) rotating cylindrical electrode with a pit on the surface, (b) wire electrode and (c) rotating wire electrode.
Figure 17.
Modification of the NANOSPIDER system with (a) rotating cylindrical electrode with a pit on the surface, (b) wire electrode and (c) rotating wire electrode.
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Militký, J.; Křemenáková, D.; Václavík, M.; Klička, V.; Dídek, S.
Textile Branch and Main Breakthroughs of the Czech Republic in the Field of Textile Machinery: An Illustrated Review. Textiles2021, 1, 466-482.
https://doi.org/10.3390/textiles1030024
AMA Style
Militký J, Křemenáková D, Václavík M, Klička V, Dídek S.
Textile Branch and Main Breakthroughs of the Czech Republic in the Field of Textile Machinery: An Illustrated Review. Textiles. 2021; 1(3):466-482.
https://doi.org/10.3390/textiles1030024
Chicago/Turabian Style
Militký, Jiří, Dana Křemenáková, Miroslav Václavík, Václav Klička, and Stanislav Dídek.
2021. "Textile Branch and Main Breakthroughs of the Czech Republic in the Field of Textile Machinery: An Illustrated Review" Textiles 1, no. 3: 466-482.
https://doi.org/10.3390/textiles1030024
APA Style
Militký, J., Křemenáková, D., Václavík, M., Klička, V., & Dídek, S.
(2021). Textile Branch and Main Breakthroughs of the Czech Republic in the Field of Textile Machinery: An Illustrated Review. Textiles, 1(3), 466-482.
https://doi.org/10.3390/textiles1030024
Article Metrics
No
No
Article Access Statistics
For more information on the journal statistics, click here.
Multiple requests from the same IP address are counted as one view.
Militký, J.; Křemenáková, D.; Václavík, M.; Klička, V.; Dídek, S.
Textile Branch and Main Breakthroughs of the Czech Republic in the Field of Textile Machinery: An Illustrated Review. Textiles2021, 1, 466-482.
https://doi.org/10.3390/textiles1030024
AMA Style
Militký J, Křemenáková D, Václavík M, Klička V, Dídek S.
Textile Branch and Main Breakthroughs of the Czech Republic in the Field of Textile Machinery: An Illustrated Review. Textiles. 2021; 1(3):466-482.
https://doi.org/10.3390/textiles1030024
Chicago/Turabian Style
Militký, Jiří, Dana Křemenáková, Miroslav Václavík, Václav Klička, and Stanislav Dídek.
2021. "Textile Branch and Main Breakthroughs of the Czech Republic in the Field of Textile Machinery: An Illustrated Review" Textiles 1, no. 3: 466-482.
https://doi.org/10.3390/textiles1030024
APA Style
Militký, J., Křemenáková, D., Václavík, M., Klička, V., & Dídek, S.
(2021). Textile Branch and Main Breakthroughs of the Czech Republic in the Field of Textile Machinery: An Illustrated Review. Textiles, 1(3), 466-482.
https://doi.org/10.3390/textiles1030024


 ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}