Abstract
The use of high-pressure grinding rolls (HPGRs) is increasing in the ore industries as advanced technology is available for this type of comminuting. There are important parameters in these devices, which have many effects on productivity. One of the main reasons for damage on the rolls and, therefore, decreases in the machine’s productivity and efficiency is surface wear. This phenomenon must be carefully understood so that it can be controlled as much as possible through the readjustment and optimization of the effective parameters. In this research, the wear mechanism of HPGRs in a production line for iron ore concentrate was investigated. The results showed that there was greater wear at the center of the rolls and that changes to the chemical and physical properties of the incoming iron compared to the design condition reduced the rolls’ lives. The results showed a failure to perform appropriate mechanical adjustment and improper repair and maintenance.
1. Introduction
There are several important stages during the mineral concentration process. Recently, the main focus has been on high-pressure grinding rolls (HPGRs), which are the most energy-efficient method for crushing hard ore [1,2,3]. When the feed material is treated by HPGRs instead of conventional crushing devices, there are both greater comminution degree values and higher throughput. Additional positive effects of using HPGRs can be observed in the gravitational separation and flotation process [4]. HPGRs consist of two rolls (one fixed and one movable), which rotate on bearings, and the feed material is comminuted between the rolls. The pneumatic hydraulic system generates adequate grinding pressure for the movable roll, which moves on guide rails and reacts to the force applied to it by the feed material. The fixed roll is adjusted within the machine frame. The two rolls operate independently, driven by controlled motors with changeable velocity via planetary gear units. It is important to note that choked feeding is the most appropriate condition for HPGRs, as it improves efficiency and reduces device damage [5]. Also, if the feed rate is unknown or has a very low capacity, a ball mill should be used, and the HPGR should be removed from the process line [6]. In the HPGR unit, limited bed crushing occurs, and energy is directly conveyed to the material, which causes the particles to break under a high volume of stress [2,4]. Some studies have been conducted about this, but a more in-depth investigation is needed to optimize efficiency and increase the overall performance of HPGRs. To understand HPGR performance effectiveness, many important technological factors, as well as the properties of feed materials, should be considered [7,8]. Based on previous studies [7,9,10], the main technological factors for HPGR effectiveness are applied pressure on the rolls and velocity and surface wear. Samarak et al. [1] investigated the effect of feed moisture on the efficiency of HPGRs; they found that moisture has an unfavorable influence on specific energy consumption by decreasing the throughput. Klymowsky et al. [11] specified that the wear rate of the rolls mainly depends on the physical properties of the ore, the machine setting, and wear on the protection materials. Kazerani et al. [6] found a good wear pattern on HPGRs, where the center had greater wear than the edges. They proposed that spacers and guide places should be adjusted appropriately, according to the amount of wear. Campos [4] investigated the effect of the HPGR pressing force on product recovery levels. He found that extensive pressure values and particle size distribution had a low impact on the recovery. Seseman et al. [12] estimated the wear on HPGRs based on changing the grinding pressure, grain size, and feedstock moisture. Numbi et al. [13] optimized a model for the energy of HPGRs to reduce energy consumption and control the cost of the process. Campus et al. [14] analyzed tests with an iron ore concentrate sample carried out over a range of pressures, roll velocities, feed size distributions, and moisture contents in a pilot study and proposed a model based on the size distributions; they also performed simulations [15]. Altun et al. [16] compared open- and closed-circuit HPGR applications on dry grinding circuit performance and observed that closed-circuit HPGR operation improved the overall efficiency. Ballantyne et al. [17] improved ball mill energy for HPGR products and specified the importance of the mill’s operating conditions on energy efficiency, as they can overwhelm the potential benefits of HPGR pre-conditioning. Rashidi et al. [18] performed line scanning developed in a mock-up HPGR at a laboratory scale. They presented their method for accurately determining HPGR wear. Alves et al. [19] proposed sample requirements for HPGR testing. While these studies considered the effects of some process parameters on the productivity of HPGRs, more attention should be paid to this issue. Consequently, the aim of this research was to find effective parameters for the wear behavior of the rolls and develop a process to increase the HPGR’s productivity. According to the comminution circuit flowsheet, which operates in a closed circuit with a wet screen, a decrease in equipment efficiency leads to an increase in the circulating load, a reduction in the feed to the plant, and a drop in the overall production. Optimizing the comminution process through controlled process and mechanical parameters extends tire lifespan, reduces downtime, and directly enhances ball mill efficiency within the production circuit. This also leads to lower ball consumption, reduced energy usage, improved flotation, and increased overall production. It is important to note that the wear rate can only be measured using a caliper.
2. Materials and Methods
An HPGR630/17 device was installed in the crushing unit of a selected production line. The nominal capacity of the machine is 1230 t/h. The diameter and length of the rolls are 1760 and 1230, respectively, and their maximum rotational speed is 23.00 rpm (nominal 19, 43). Each roll unit consists of the shaft, tire, and bearing blocks.
The surface of the rolls is made of forged steel. Each has tungsten carbide studs that are 45 mm high and 16 mm in diameter; these protect the roll and cause a protective layer of raw material to form on the rolls. These studs prevent wear on the roll surface, which simplifies the feed materials into the gap between the rolls. The formation of a compressed layer also enhances particle impact by the rolls, consequently increasing the layer thickness and HPGR capacity [20].
For the assessment of the wear behavior of the HPGRs (fixed and movable), which consist of studs and a tire surface, straight-edge measuring tools were used. The following equipment for the measurement was used: Vernier caliper with one bracket shortened, depth gauge and straight-edge tool, two magnetic brackets, a sharp tool for autogenous protection layer removal, and a permanent marker.
To obtain accurate results, the surface of the measurement area of the tire must be cleaned and dried using water and warm, dry air to remove all autogenous protection layers. Before starting the measurement, the HPGR was secured to prevent unintentional startup. The safety mesh in the roller hosing was taken out in order to gain access to the rollers. The meshes were put in place again after finishing. The wear measurement started from the NDE; it ensures a consistent record and enables the edge-to-edge wear comparison of fixed and movable roller tires. Additionally, wear measurements focused on rows beginning with a Ø16 mm stud to ensure an equal number of studs for both fixed and movable rollers. For stud length measurement, the following procedure was performed: the magnetic brackets at both ends of the tire at reference edge protection elements were set; then, the straight edge in the forks of the magnetic brackets was set to ensure it was in line with the selected row of studs. The straight-edge bottom surface of the studs touched the top surface of the studs at both ends of the tire. Once the straight edge was set up, the distances (Xi) were measured from the top of the straight edge to the surface of each stud, which is representative of the wear of the roller from the NDE tire side. Stud wear was assessed on a minimum of two rows of studs for each tire. Measurements of the wear rate of the masters were made at 6500, 7500, 8500, and 9500 operating hours. At the same time, sampling of the feed entering the HPGR was carried out to prepare the sample for performing the required laboratory tests.
3. Results and Discussion
3.1. Wear Behavior
Based on the proposed methodology, the wear rate of the roll surfaces was measured. Figure 1 illustrates the wear distribution on the surfaces of the fixed and floating rolls. The wear rate is higher at the center of the rolls compared to the edges, and the wear on the floating roll is significantly greater than that on the fixed roll. The results show an increasing wear rate for the floating roll. After 8500 h of operation, both rolls exhibited an upward trend in the wear rate. The fracture and replacement of the studs are also evident in both the floating- and fixed-roll curves.
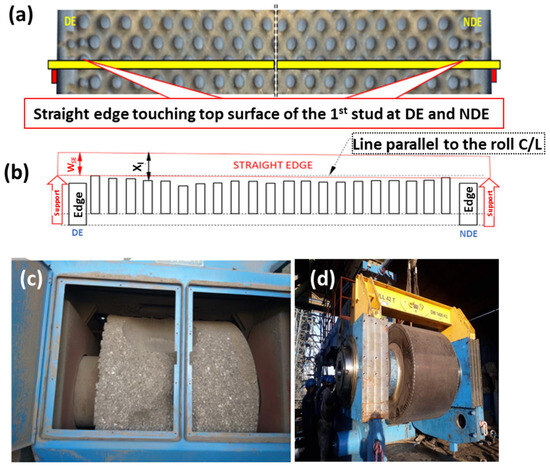
Figure 1.
(a,b) Position of the straight edge on the tire surface; (c,d) roller before and after replacement (DE: drive end; NDE: non-drive end).
It is important to acknowledge the underlying scientific mechanisms that govern wear and failure at the roll–material interface. The stress distribution across the contact zone plays a critical role in initiating localized fatigue, which leads to surface and stud degradation through cyclic loading interactions resulting from repeated interactions with rock or ore particles. Additionally, the formation and effectiveness of the APL significantly contribute to mitigating roll surface failure by reducing direct abrasion and fatigue progression. Although these aspects were beyond the primary scope of the current work, they remain vital areas for further investigation. Upcoming research focusing on the detailed modeling of contact stresses, fatigue mechanisms, and the protective effects of the APL could yield deeper insight into the fundamental behaviors affecting roll longevity and performance.
The conducted analyses indicate that the wear and corrosion of the studs range from 5.0 to 13.6 mm at the edges of the roll and from 11.0 to 30.0 mm at its center in the measured section. The minimum remaining depth suitable for installing a replacement stud after 9500 h of operation is 15 mm at the center of the roll (Figure 2). It is important to note that each stud has a diameter of 16 mm and a height of 45 mm, of which 5 mm protrudes above the tire surface, while the remaining 40 mm is embedded within the tire (Figure 3 and Figure 4).
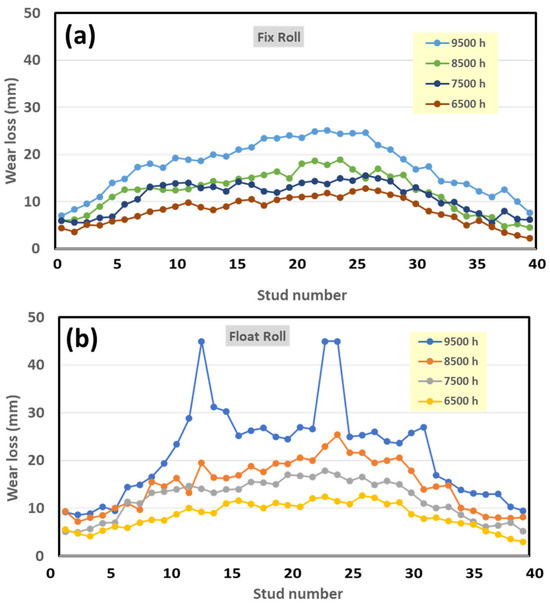
Figure 2.
Wear curve of (a) roll-fix studs and (b) float roll HPGR120MI01 at operating hours of 6500, 7500, 8500, and 9500.
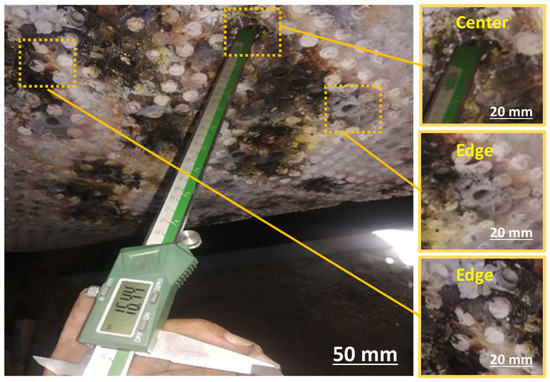
Figure 3.
Tire shell thickness at the center and edge of the roll for stud placement.
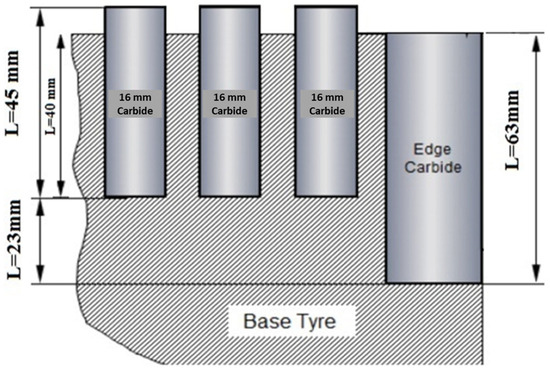
Figure 4.
Arrangement and dimensions of studs and edge blocks inside the tire.
Given the surface deterioration observed in certain sections of the tire after processing 4.8 million tons of iron ore lumps (Figure 5), along with the evaluation of roll surface wear over specified time intervals, the additional monitoring of key parameters influencing roll wear was conducted. These parameters encompass the physical and chemical properties of the feed material as well as the machine settings, as detailed below.
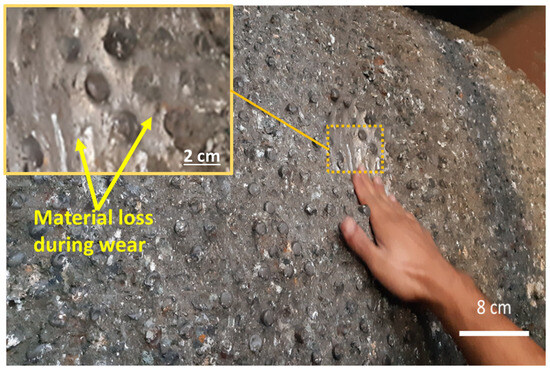
Figure 5.
Initiation of roll surface wear due to stud loss (operating at 6000 h).
3.2. Physical and Chemical Characteristics of Input Feed (Fresh Feed)
One of the key parameters influencing the wear of HPGRs is the feed material’s physical and mechanical characteristics. To investigate this factor, fresh feed samples were collected, and a representative sample was prepared for particle size distribution analysis, Abrasion Index testing, Bond Work Index measurement, and chemical analysis. The following results were obtained:
- -
- According to Table 1, the feed material for the HPGR should have a particle size distribution of D80 = 30 mm and D100 = 50 mm. If the feed consists of iron ore lumps with D80 = 30 mm, the expected product size should be D80 = 8 mm.
 Table 1. Specifications of feed input and product output to HPGR based on design and operational conditions.
Table 1. Specifications of feed input and product output to HPGR based on design and operational conditions. - -
- As shown in Figure 5, the actual feed material entering the HPGR has a particle size distribution of D80 = 45 mm and D100 = 70 mm.
- -
- Approximately 10% of the feed material has a particle size between 50 and 70 mm, while only 45% falls below 30 mm.
- -
- In total, 80% of the HPGR product has a particle size of less than 25 mm (D80 = 25 mm), while the remaining 20% exceeds 25 mm.
- -
- The results indicate an increase in feed particle size, leading to a corresponding rise in HPGR product size from 8 mm to 25 mm and an increase in circulating load from 40% to 50%. The increase in circulating load directly impacts the reduced fresh feed throughput and alters the particle size distribution of the HPGR feed (see Figure 6).
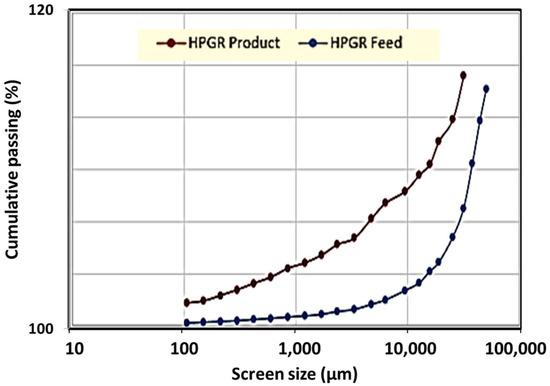 Figure 6. Feed and product particle size distribution.
Figure 6. Feed and product particle size distribution.
Due to the accelerated wear and corrosion of equipment in the HPGR circuit, Bond Work Index testing was conducted on representative samples to assess the hardness and grindability of the incoming iron ore. The results, presented in Table 1, indicate a 50% increment in the Bond Work Index of the feed material compared to the designed value.
This increase indicates higher energy requirements for comminution and reflects the greater hardness of the ore, which directly contributes to the accelerated wear of HPGR components.
- -
- In the grinding stage, following energy consumption, the highest cost is attributed to the wear and corrosion of components in direct contact with the ore, such as studs and tire surface. The abrasiveness of a mineral is represented by its Abrasion Index (Ai). For the representative feed sample HPGR120MI01, the measured Abrasion Index was 0.3324, which is nearly three times the initial value of 0.1118.
- -
- The X-ray fluorescence (XRF) results (Table 2) indicate elevated silica content in the feed material compared to the initial sample. Additionally, XRD analysis confirms magnetite as the dominant mineral phase, along with iron-bearing silicates such as amphibole and clinopyroxene, aluminosilicates such as phlogopite, and carbonate minerals including calcite, which are identified as gangue minerals associated with magnetite.
Table 2. XRF analysis results.
3.3. Feed Rate
The operational capacity of HPGR unit 120MI01 is 1,230 tons per hour. Based on document analysis (Table 3), the total operating time from the initial startup to the roll replacement was 10,256 h, with a cumulative 9,300,000 tons of iron ore lumps processed. The average feed rate was 905 tons per hour, which is 35% lower than the designed capacity. This reduction in feed rate was caused by the increased circulating load resulting from the coarse HPGR product, which limited the intake of fresh feed. Given the equipment’s capacity, the total iron ore feed could have been processed in a minimum of 7542 h. To compensate for the fresh feed shortfall needed to meet the requirements of the concentrate production unit, operational adjustments were implemented, including the use of iron ore lumps with a 60% recovery rate instead of 45% and the modification of the wet screening circuit by increasing the mesh size.
Table 3.
The comparison between the results of the design and operation.
3.4. Gap Adjustment
The initial inter-roll gap must be periodically readjusted due to roll surface wear, variations in feed particle size, and changing product specification requirements. The zero gap for HPGR120MI01 was set at 35 mm during initial commissioning.
To adjust the gap, an initial hydraulic pressurization was applied to bring the floating roll as close as possible to the fixed roll. The gap measurement was then conducted using a paste test, and type 2 shim plates were removed to establish the zero gap (Figure 7).
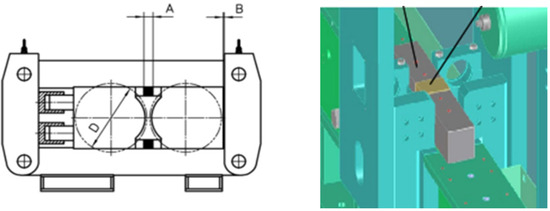
Figure 7.
Placement of gap adjustment shims (Shim A) at the top and bottom sections (Shim B). Placement of type A shim plates for zero-gap adjustment. D indicates inner diameter.
According to the operating guidelines, if the static gap is not properly adjusted, the effective working gap will exceed the required value due to roll wear, preventing the desired product size from being achieved. Additionally, an excessive working gap increases the material bed thickness between the rolls, causing the feed force exerted between the rolls to exceed the applied hydraulic force. In this scenario, even with hydraulic pressure, the required product size is not attained, and attaining the target particle size would require increased pressure, leading to higher energy consumption and accelerated wear.
Investigations revealed that no gap adjustments were made during operation, despite roll wear and changes in feed size distribution. As a result, the zero gap increased from 35 mm to 70 mm (Figure 8) without any adjustment to the shim plates. In other words, the zero gap exceeded the required working gap of 55 mm.
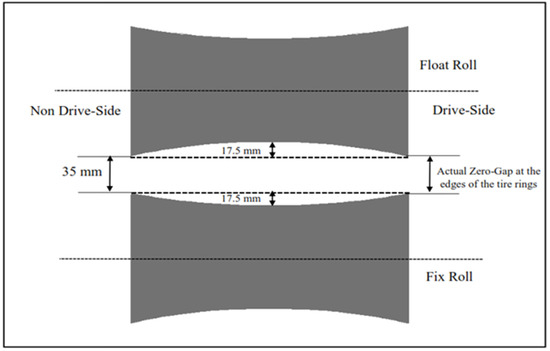
Figure 8.
Zero-gap measurement (equipment operating at 9500 h). Gray areas indicate float and fix rolls as well as drive side directions which are shown as dash lines.
Furthermore, when the rolls experienced severe wear and the target product size was not achieved, the operations team—unaware of the wear severity due to uncalibrated distance sensors—reduced the hydraulic pressure to 145 bar in an attempt to attain the 55 mm working gap. However, this action resulted in the following:
- -
- Increased product size;
- -
- Higher circulating load;
- -
- Reduced displacement of the floating roll;
- -
- Shortened lifespan of the floating roll.
3.5. Stud Replacement
Stud fractures occur when iron fragments or foreign objects larger than the zero gap enter the space between the rolls. Additionally, some studs completely detach due to excessive tire wear, making the tire more vulnerable to damage. In cases of stud fracture or detachment, immediate replacement is necessary to prevent the failure of adjacent studs. However, the height of replacement studs is not always uniform (Figure 9). As the tire shell thickness decreases, shorter studs are selected to minimize height differentials, which could otherwise lead to increased localized wear or stud failure (Figure 10). Investigations indicate that there has been no systematic inspection program for monitoring the tire surface and stud condition, resulting in prolonged replacement intervals.

Figure 9.
Sizes of replaceable studs: 26.5, 31.5, 36.5, 41.5.
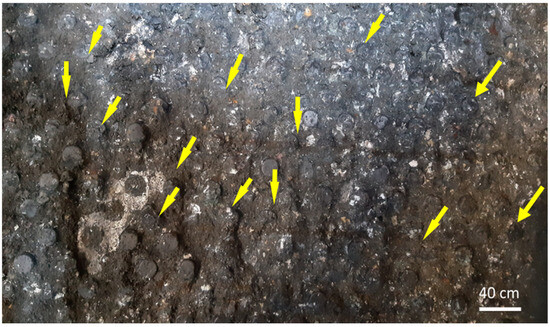
Figure 10.
Failure to replace broken studs and continuation of the crushing operation. Arrows indicate regional failures.
Failure to promptly replace broken studs (every 175 h) led to the loss of multiple adjacent studs and, ultimately, the deterioration of the tire surface. Given the wear rate, 26.5 mm studs—the smallest available size—were installed at the center of the rolls, resulting in a maximum protrusion of 11.5 mm above the tire surface. These replacement studs fractured shortly after the comminution process resumed (Figure 9), a problem observed in all excessively worn locations. It is important to note that the entry of iron materials is normally controlled via a metal detector, calibrated to a sensitivity of Zero Gap/0.9. However, an analysis of control room trend data and operational testing reveals that the detector’s sensitivity diminished over time. Additionally, operators intentionally deactivated the detector during production due to its frequent triggering, which resulted in the diversion of part of the feed via the two-way chute. This reduction in sensitivity, along with manual deactivation, significantly contributed to stud and tire surface damage caused by iron intrusion. In some instances, the passage of such materials even triggered the mechanical safety fuse, resulting in unscheduled equipment shutdowns (Figure 11).
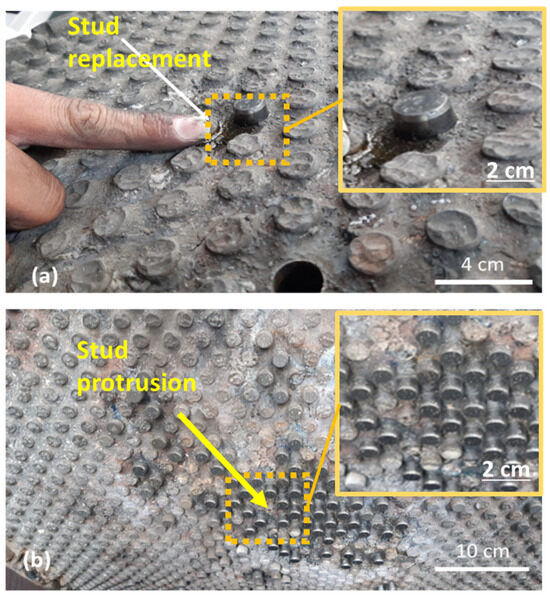
Figure 11.
(a) View of the simultaneous replacement of multiple studs. (b) Stud protrusion from the tire surface.
3.6. Autogenous Protection Layer (APL)
One of the most critical aspects of HPGR operation is roll surface wear. These rolls with surface protection provide a longer wear life due to more wear-resistant studs and the embedding of an autogenous wear layer of crushed rock/ore. This autogenous wear layer is formed by the ore packing itself between the studs on the rolls.
In this manner, the roll surface becomes coated and shielded from direct abrasive contact with the mineral feed (Figure 12). The autogenous surface generally prevents larger rocks from directly impinging on the roll surface and provides a shield from the abrasive movement of material parallel to the roll surface. For generating a competent autogenous wear surface, the feed of a high-pressure grinding roll should contain a moderate level of moisture. The amount of moisture in the feed entering HPGR should be below 5%. Under current operating conditions, the feed moisture for HPGR unit 120MI01 is maintained at 3–4%, which facilitates the consistent formation of a protective surface layer on the rolls.
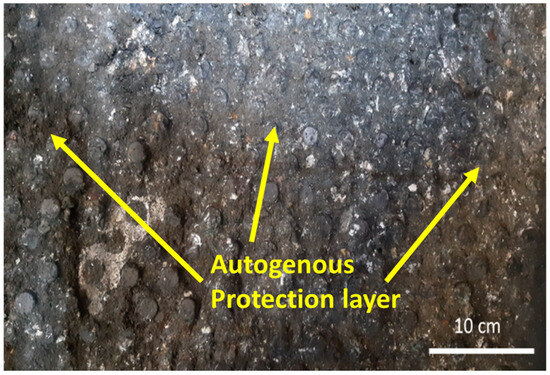
Figure 12.
Formation of APL for tire surface protection.
3.7. Check Plate
The significance of the feeding system in HPGR operations is often underestimated. The method of material feeding has an important influence on steady and vibration-free HPGR operation. Depending on the specific material to be processed, the feeding device can be equipped with a regulating gate and be given the most appropriate wear protection lining.
Check plates are installed on both the drive side (DS) and non-drive side (NDS) of the feeding device. These plates are designed to minimize the passage of un-compressed material, thereby improving comminution efficiency. They are mounted in a way that allows them to deflect in response to the skewing of the movable HPGR. Once the roll returns to its parallel alignment with the fixed roll, the check plates automatically return to their original position via a pre-loaded spring assembly. The check plate is of a split design to be capable of separately changing the bottom part of the check plate, which is subjected to maximum wear. This is a further contribution to lowering the cost of wear. Figure 13 illustrates a failure case in which the check plate did not adjust properly, resulting in roll surface wear and edge-block damage.
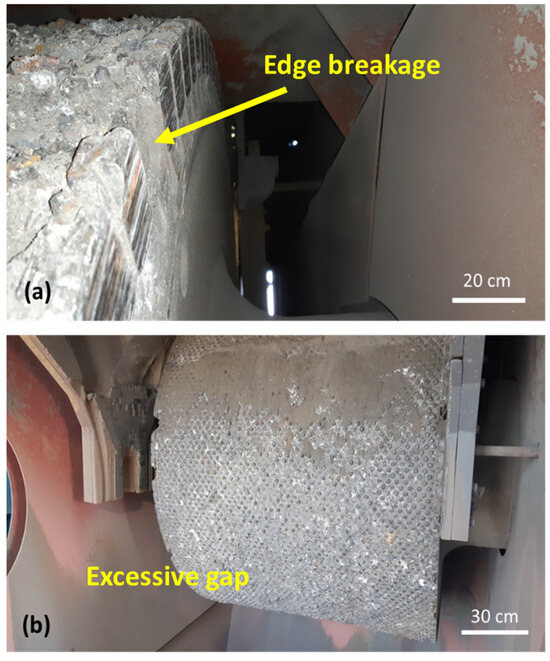
Figure 13.
(a) Improper check plate adjustment leading to edge-block breakage and check plate surface damage. (b) Excessive gap between the check plate and the tire.
3.8. Gravity Feeder
The feed chute is designed to uniformly direct material into the space between the rolls and must be properly adjusted so that the center of the chute opening aligns with the center of the rolls during machine operation, rather than in a static state. Improper alignment results in increased wear on one roll compared to the other, excessive crushing force on a single roll, and, consequently, higher power consumption. This misalignment also raises the likelihood of gap variation between the rolls, causing operational issues such as instability in maintaining the set pressure point and a decline in overall machine performance.
Figure 14 illustrates that in HPGR120MI01, the spacing between the rolls was 100 cm, whereas it should have been adjusted to a maximum of 20 cm. Failure to comply with this requirement by the operator directly contributed to accelerated wear on the roll flutes, stud breakage, and a reduction in tire service life.
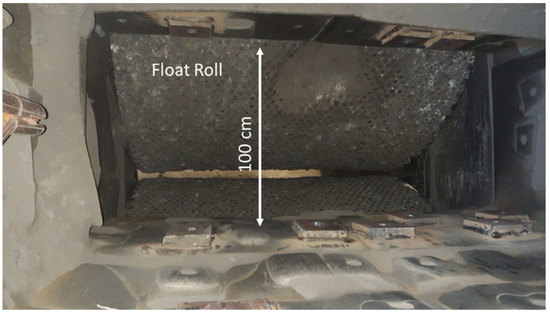
Figure 14.
Misalignment of the gravity feeder, causing material spillage onto the flute roll.
3.9. Hydraulic Pressure
The hydraulic system’s control program includes several pressure parameters:
- Pre-Stressing Pressure (Pv): The initial pressurization level, which determines when the slide gate opens, allowing material to enter the rolls.
- Operating Pressure (Pw): The pressure applied during operation, based on the required compressive force on the material.
- Accumulator Pressure (Paccu): The pressure within the hydraulic accumulator.
- Relief Valve Pressure (Ps): The pressure at which the relief valve activates.
The pre-stressing pressure (Pv) is set between the accumulator pressure (Paccu) and the operating pressure (Pw). It is always lower than the working pressure (Pw) but higher than the accumulator pressure (Paccu) to prevent damage to the bladder. This leads to a reduction in the system’s overall stiffness and minimizes the responsiveness of roll gap adjustments. Conversely, when the accumulator is properly charged (slightly below Pv), the stiffness coefficient increases, allowing for greater precision in roll gap control.
The proportional valve’s initial pressurization setpoint during pre-startup is configured at 80 bars. When the hydraulic system’s DS and NDS pressure gauges indicate 80 bars, material feeding begins. As the slide gate opens and material enters, the system automatically increases the proportional valve’s setpoint from 80 to 130 bar. According to operational records, at the beginning of the commissioning phase, the system pressure was set between 180 and 185 bar to achieve the desired product particle size. Over time, as roll wear increased, operators reduced the pressure. Between 8000 and 10,000 operating hours, the average working pressure used was around 145 bar (Figure 15).
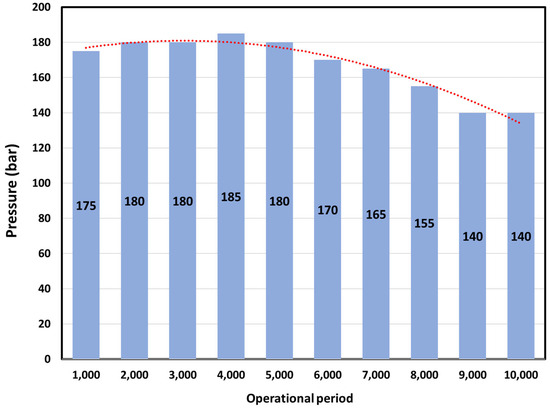
Figure 15.
Trend chart of roll pressure variations during the operational period. Red dotted line indicates power regression.
It is noteworthy that increasing the pressure from 185 to 200 bar did not yield any significant reduction in product particle size, indicating that pressures beyond this threshold do not necessarily enhance product fineness.
3.10. Tire Surface Welding
Due to increased wear on the tire surface, elevated vibration levels, and frequent unplanned stoppages resulting from non-compliance with the aforementioned operational parameters, welding and refilling the tire surface were implemented as a temporary corrective measure by the operator. This practice continued until the roll was replaced at 10,256 operating hours (see Figure 16).

Figure 16.
(a) Filling and welding of the tire surface; (b) wear and loss of the welded section.
However, this corrective action did not lead to any measurable improvement in HPGR performance and ultimately resulted in additional operational downtime and increased maintenance costs. Furthermore, welded sections of the tire surface experienced rapid wear, reverting to their original degraded condition within a short operational period, thereby rendering the repair ineffective. The weld on the surface of the tire quickly deteriorates due to the high hardness of the input materials and the pressure from the rollers, as well as the wear of the studs. Moreover, due to the absence of a protective layer, incompatibility between the type of weld and the tire shell material occurred.
4. Conclusions and Outlook
Based on the investigations carried out on HPGR unit 120MI01, the following factors were identified as the primary contributors to roll wear and the inability to consistently achieve the desired product particle size:
- The iron ore lumps supplied to the stockyard originate from multiple sources, each with distinct mineralogical characteristics. The cone-shell method used for stockpile formation resulted in considerable quantitative and qualitative fluctuations in the HPGR feed, hindering homogeneous material delivery. To achieve optimal results, stockpile formation should be carried out using the Windrow method.
- The HPGR feed must be reclaimed using a reclaimer to ensure consistent and homogeneous material flow with minimal fluctuations. Feeding with machinery such as loaders significantly disrupts feed uniformity.
- An increase in the HPGR feed particle size (D100 = 70 mm, D80 = 45 mm) has been a major cause of oversized product particles, stud breakage, and reduced tire lifespan. The larger feed size to the HPGR is due to crusher inefficiencies, including the wear and tear of screen segments, excessive wear and gap increase in the cone crusher, and oversized control screen segments before the HPGR due to wear. Also, the work index of the input iron ore fluctuates between 13 and 17 kWh/t, directly affecting energy consumption and tire lifespan. In addition, the ore Abrasion Index tripled compared to the original design specifications, indicating an accelerated wear rate of the equipment.
- A chemical analysis of representative feed samples shows a silica content increase of up to 16%, making the ore harder and contributing to higher wear rates. Throughout the operational period, the HPGR feed rate remained below its design capacity, having no significant effect on roll wear. Moreover, the wear pattern indicates that the center of the roll experiences more wear than the edges. A key reason for excessive roll flute wear is the failure to adjust the zero gap in response to wear, thereby restricting roll movement.
- Failure to calibrate the distance sensors on both the drive end (DE) and non-drive end (NDE) resulted in operator errors in hydraulic pressure adjustments, leading to an increased product particle size and a higher recirculating load from the screen. Additionally, reducing the sensitivity of the metal detector—intended to limit two-way chute activations and reject load—allowed more metallic contaminants to enter the rolls, causing frequent stud breakage. The lack of regular roll surface inspections and the delayed replacement of broken studs further contributed to the loss of adjacent studs and the accelerated degradation of the tire surface.
- Acceptable moisture levels in the recirculating load contributed to regulating feed moisture and promoting the formation of an autogenous protective layer on the tire surface. Additionally, the replacement studs of inferior quality (non-OEM parts) showed significantly higher breakage rates compared to OEM studs. Improper spacing between check plates and tires led to edge-block fractures and severe check plate wear.
- The improper alignment of the gravity feed chute resulted in a direct impact of feed material on the roll flute surface, causing excessive localized wear on the movable roll and ultimately contributing to premature tire failure.
Based on the findings of this study, several potential advancements in machining parameter setting and machine tool design can be recommended to enhance performance and durability in material processing machinery like the HPGR. Firstly, the application of adaptive sensor technologies with real-time calibration features would negate operator errors in the hydraulic pressure setting and maintain the optimum roll gap setting despite wear evolution, preventing undue wear and particle size inconsistency. Developing more abrasion-resistant roll materials or surface coatings for evolving ore types—specifically those with increasing silica content and abrasion indices—would extend equipment life. Improved feedstock handling systems, i.e., more precise and uniform reclamation systems to prevent variations in material homogeneity, are also recommended. From a machining parameter standpoint, the addition of feedback-controlled adaptation to dynamically react to the feed particle size change and contamination level would optimize operating parameters and reduce component failure, i.e., stud breakage. Improved alignment systems for gravity feeders and more robust sensor integration for detecting metal contaminants would mitigate localized wear and mechanical failures. These proposed design and process enhancements fall under the coverage of the journal because they emphasize equipment development and tooling innovation for improving the efficiency and reliability of manufacturing.
Author Contributions
Conceptualization, A.T. and F.G.; methodology, E.F.; validation, A.T. and A.F.M.P.; writing—original draft preparation, A.T.; writing—review and editing, F.G. and A.F.M.P.; supervision, A.T. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
The original contributions presented in this study are included in the article. Further inquiries can be directed to the corresponding author(s).
Acknowledgments
Special thanks to SIMIDCO authorities for their kind support for data collection and preparing appropriate conditions for research. Special thanks to the production line and laboratory staffs of the SIMIDCO, Sangan, Iran.
Conflicts of Interest
Author E.F. was employed by the SIMIDCO Company. The remaining authors declare that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest.
References
- Saramak, D.; Kleiv, R.A. The effect of feed moisture on the comminution efficiency of HPGR circuits. Miner. Eng. 2013, 43, 105–111. [Google Scholar] [CrossRef]
- Saramak, D. The influence of chosen ore properties on efficiency of HPGR based grinding circuits. Miner. Resour. Manag. 2011, 24, 33–44. [Google Scholar]
- Fuerstenau, D.W.; Abouzeid, A.Z. Role of feed moisture in high-pressure roll mill comminution. Int. J. Miner. Process. 2007, 82, 203–210. [Google Scholar] [CrossRef]
- Saramak, D. Impact of HPGR pressing force on the level of product recovery. Miner. Sci. Eng. 2018, 427, 012015. [Google Scholar] [CrossRef]
- Fuerstenau, D.W.; Shukla, A.; Kapur, P.C. Energy consumption and product size distributions in choke-fed, high-compression roll mills. Int. J. Miner. Process. 1991, 32, 59–79. [Google Scholar] [CrossRef]
- Kazerani, R.; Sam, A. The wear pattern in high pressure grinding rolls. Miner. Process. Extr. Metall. 2017, 126, 238–244. [Google Scholar] [CrossRef]
- Lim, W.I.; Campbell, J.J.; Tondo, L.A. The effect of rolls speed and rolls surface pattern on high pressure grinding rolls performance. Miner. Eng. 1997, 10, 401–419. [Google Scholar] [CrossRef]
- Saramak, D.; Tumidajski, T.; Broek, M.; Gawenda, T.; Naziemiec, Z. Aspects of comminution flowsheets design in processing of mineral raw materials. Miner. Resour. Manag. 2010, 26, 59–69. [Google Scholar]
- Norgate, T.N.; Weller, K.R. Selection and operationof high pressure circuits for minimum energy consumption. Miner. Eng. 1994, 7, 416–421. [Google Scholar] [CrossRef]
- Hasanzadeh, V.; Farzanegan, A. Robust HPGR model calibration using genetic algorithms. Miner. Eng. 2011, 24, 424–432. [Google Scholar] [CrossRef]
- Klymowsky, R.; Patzelt, N.; Knecht, J.; Burchardt, E. Selection and sizing of high pressure grinding rolls. In Mineral Processing Plant Design, Practice, and Control Proceedings, 1st ed.; Mular, A., Halbe, D., Barrat, Eds.; SME: Littleton, CO, USA, 2002; pp. 636–668. [Google Scholar]
- Seseman, Y.; Broeckmann, C.; Hofter, A. A new laboratory test for the estimation of wear in high pressure grinding rolls. Wear 2013, 302, 1088–1097. [Google Scholar] [CrossRef]
- Numbi, B.P.; Xia, X. Systems optimization model for energy management of a parallel HPGR crushing process. Appl. Energy 2015, 149, 133–147. [Google Scholar]
- Campos, T.M.; Gilvandro, B.; Barrios, G.K.; Tavares, L.S. Pressing iron ore concentrate in a pilot-scale HPGR. Part 1: Experimental results. Miner. Eng. 2019, 140, 105875. [Google Scholar] [CrossRef]
- Campos, T.M.; Gilvandro, B.; Barrios, G.K.; Tavares, L.S. Pressing iron ore concentrate in a pilot-scale HPGR. Part 2: Modeling and simulation. Miner. Eng. 2019, 140, 105876. [Google Scholar] [CrossRef]
- Altun, O.; Benzer, H.; Dundar, H.; Aydogan, N. Comparison of open and closed circuit HPGR application on dry grinding circuit performance. Miner. Eng. 2011, 24, 267–275. [Google Scholar] [CrossRef]
- Ballantyne, G.R.; Hilden, M.; Petervan der Meer, F. Improved characterization of ball milling energy requirements for HPGR products. Miner. Eng. 2018, 116, 72–81. [Google Scholar] [CrossRef]
- Rashidi, S.; Rajamani, R.K. HPGR Rolls Surface Wear: In-line scanning of a Laboratory-Scale HPGR. Min. Metall. Explor. 2020, 37, 239–249. [Google Scholar] [CrossRef]
- Alves, K.V.; Schneider, C.; Duque, T.B.; Mazzinghy, D.B.; Peres, A.E. Sample requirements for HPGR testing procedure. Miner. Eng. 2015, 73, 31–38. [Google Scholar] [CrossRef]
- Oberhauser, G. Wear protection of surfaces from high pressure grinding rolls; possibilities and limits. Int. J. Miner. Process. 1996, 44, 561–568. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).