
Partially Compacted Commingled PLA-Flax Biocomposites



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Fiber Web and Composite Production
2.3. Testing
3. Results and Discussion
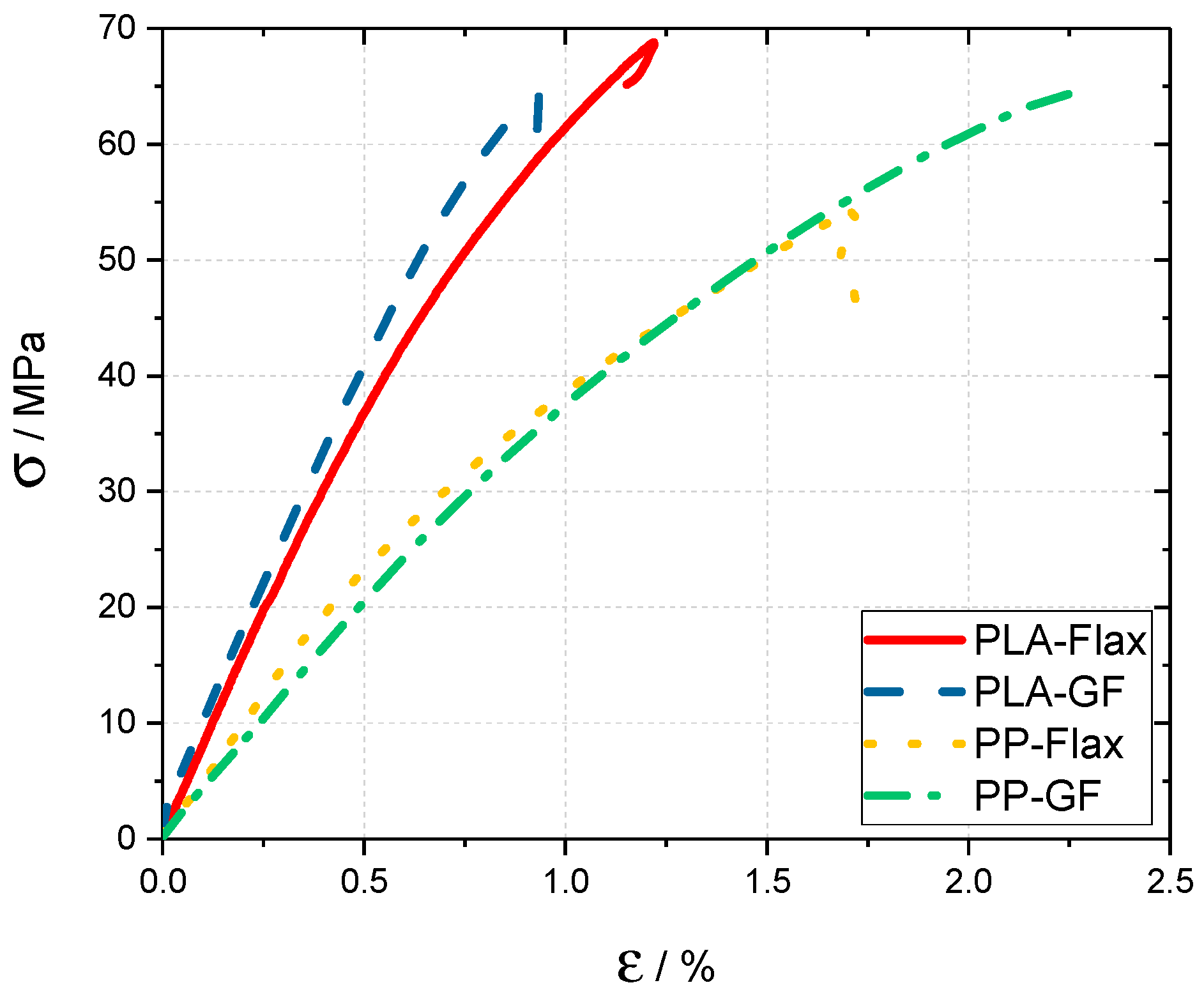
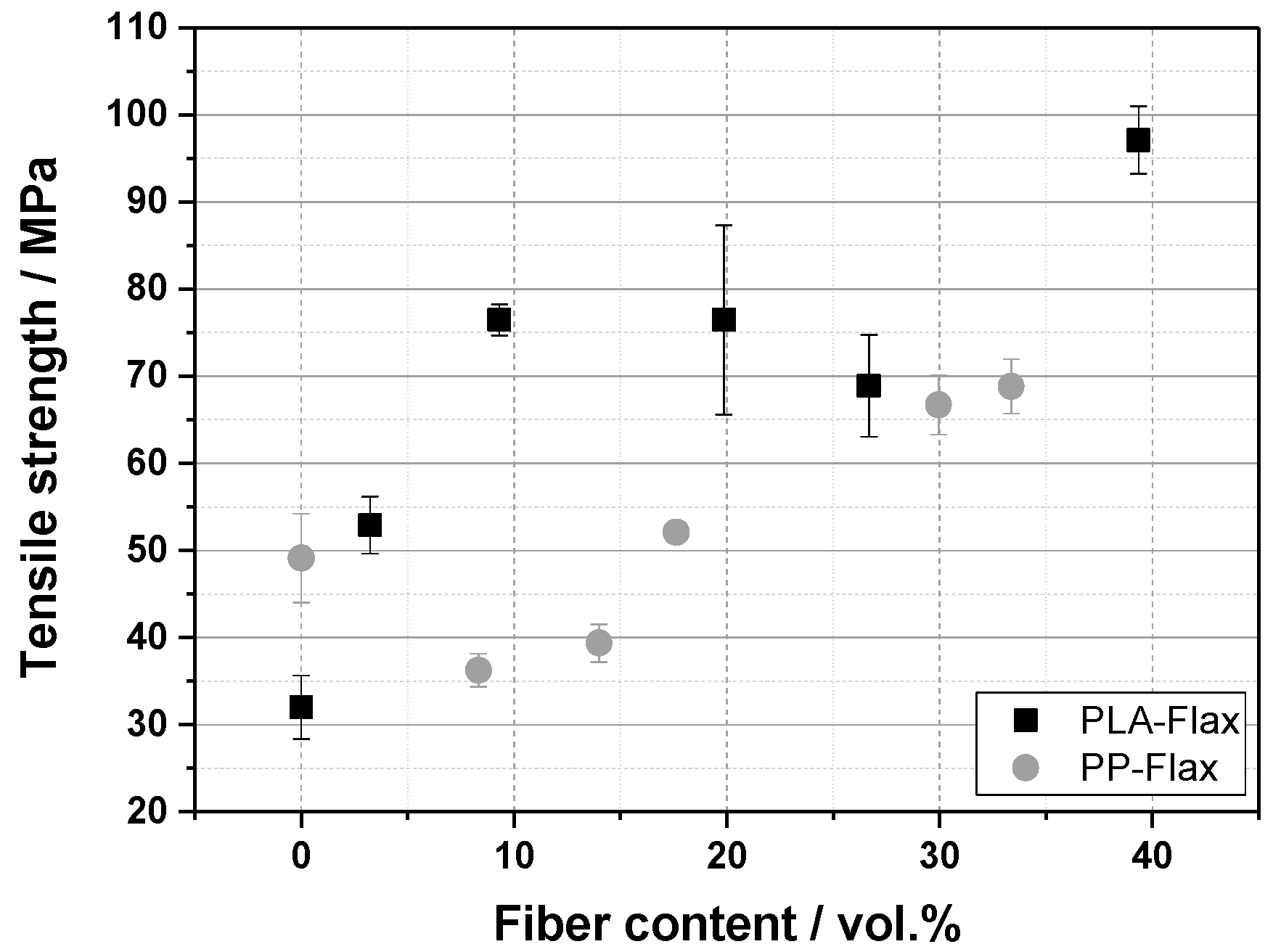
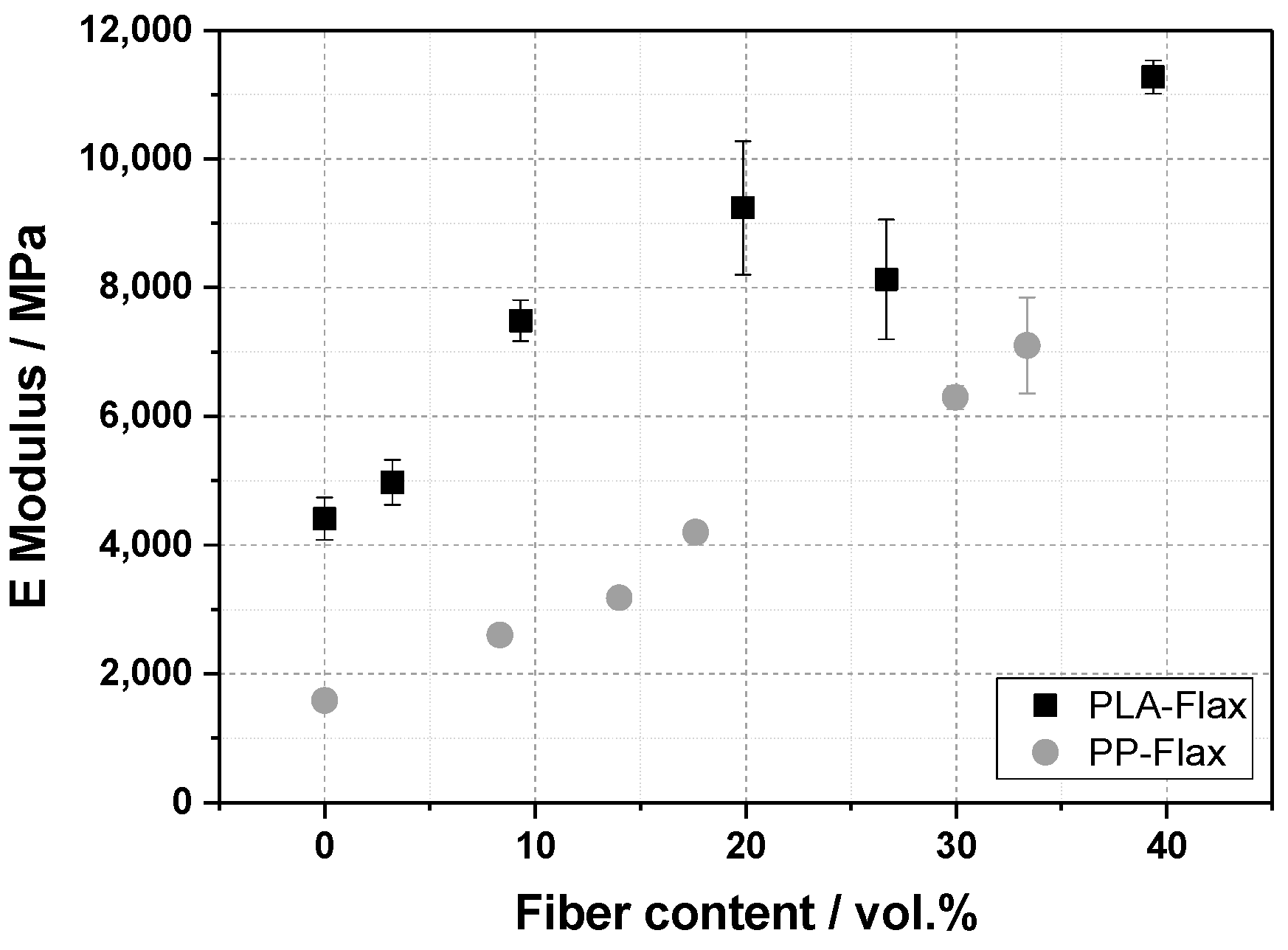
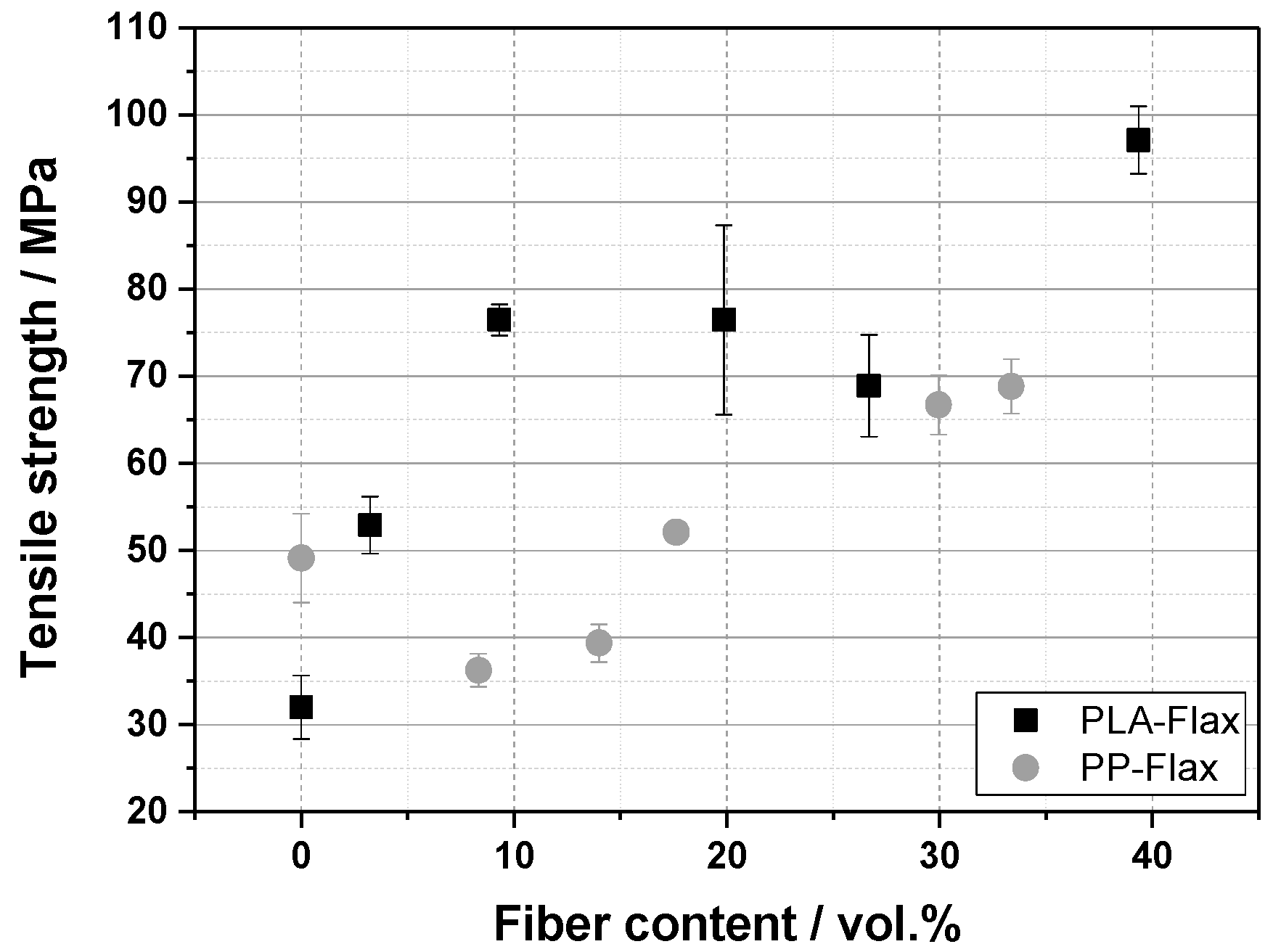
3.1. Influence of Flax Fiber Content
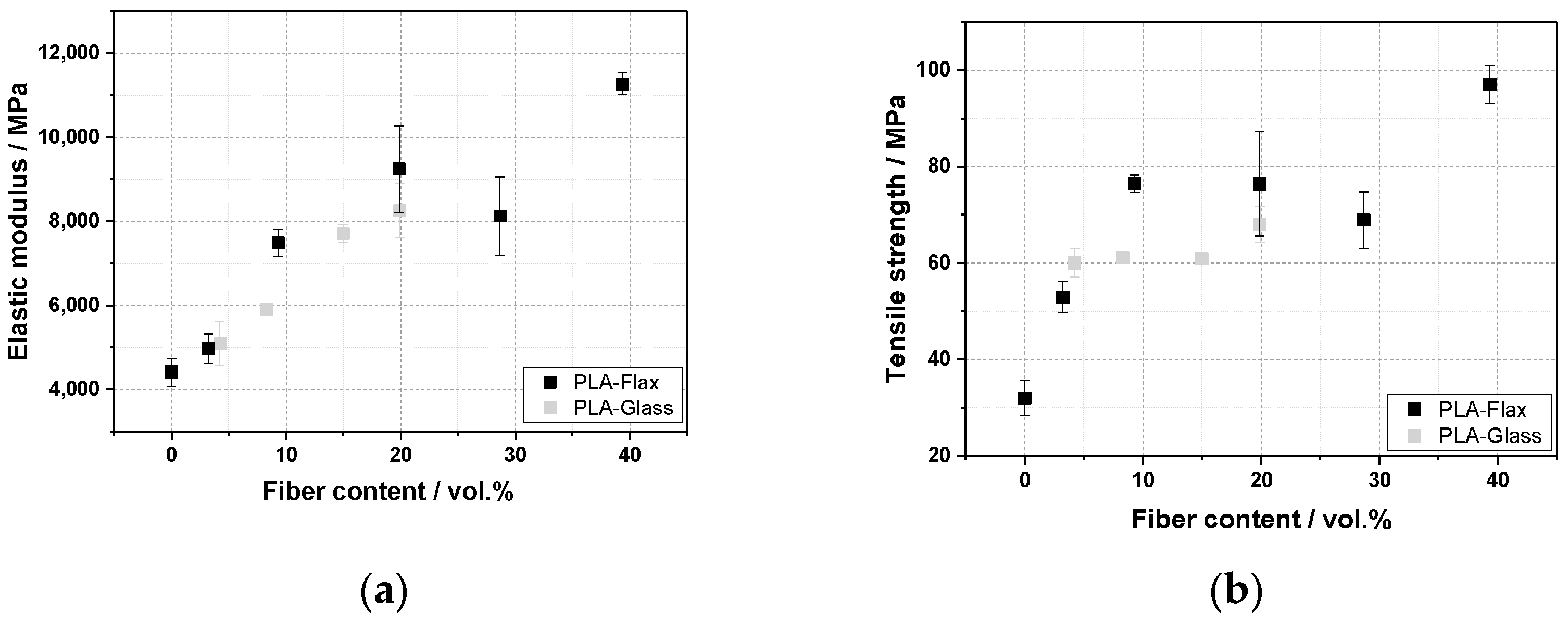
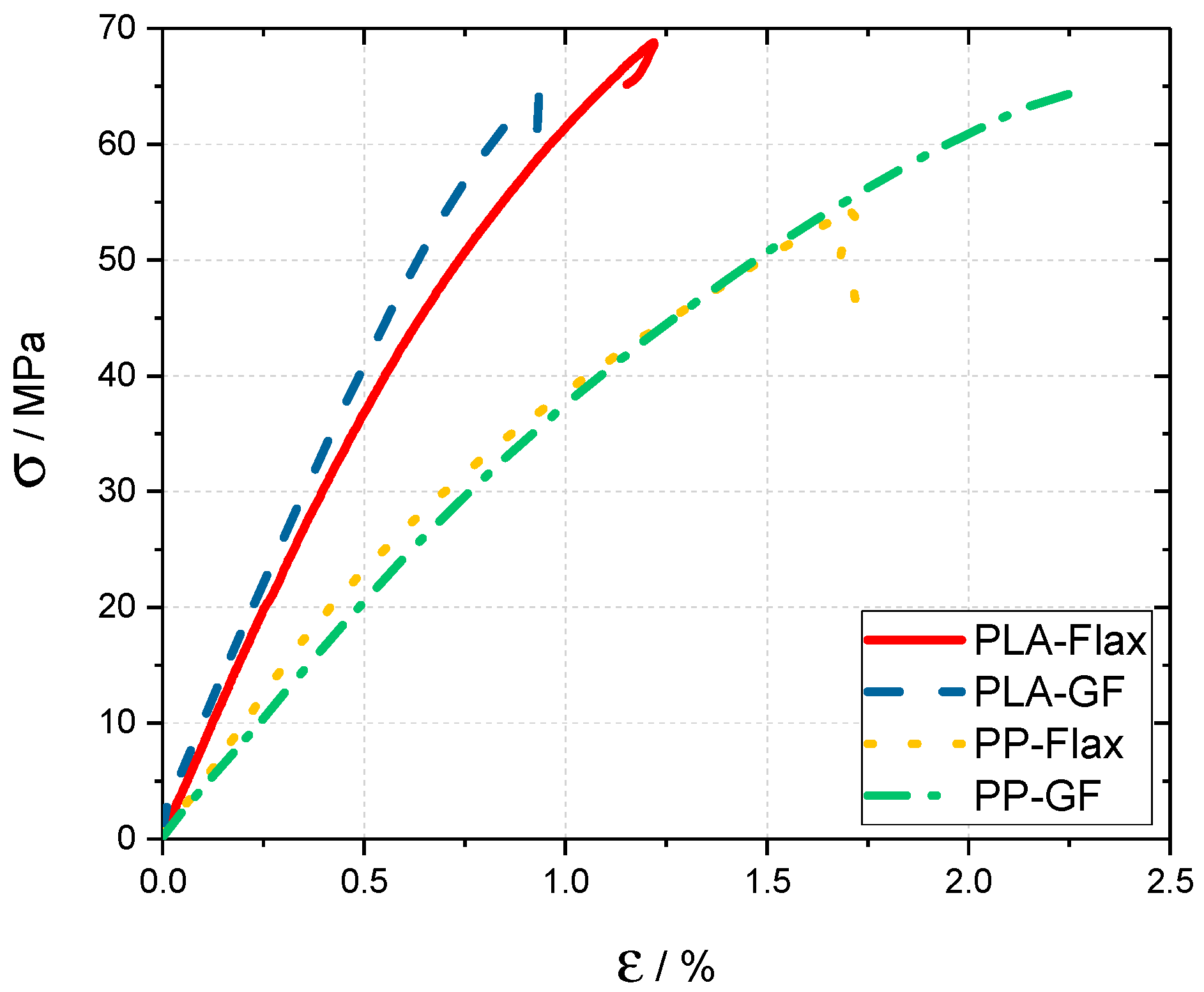
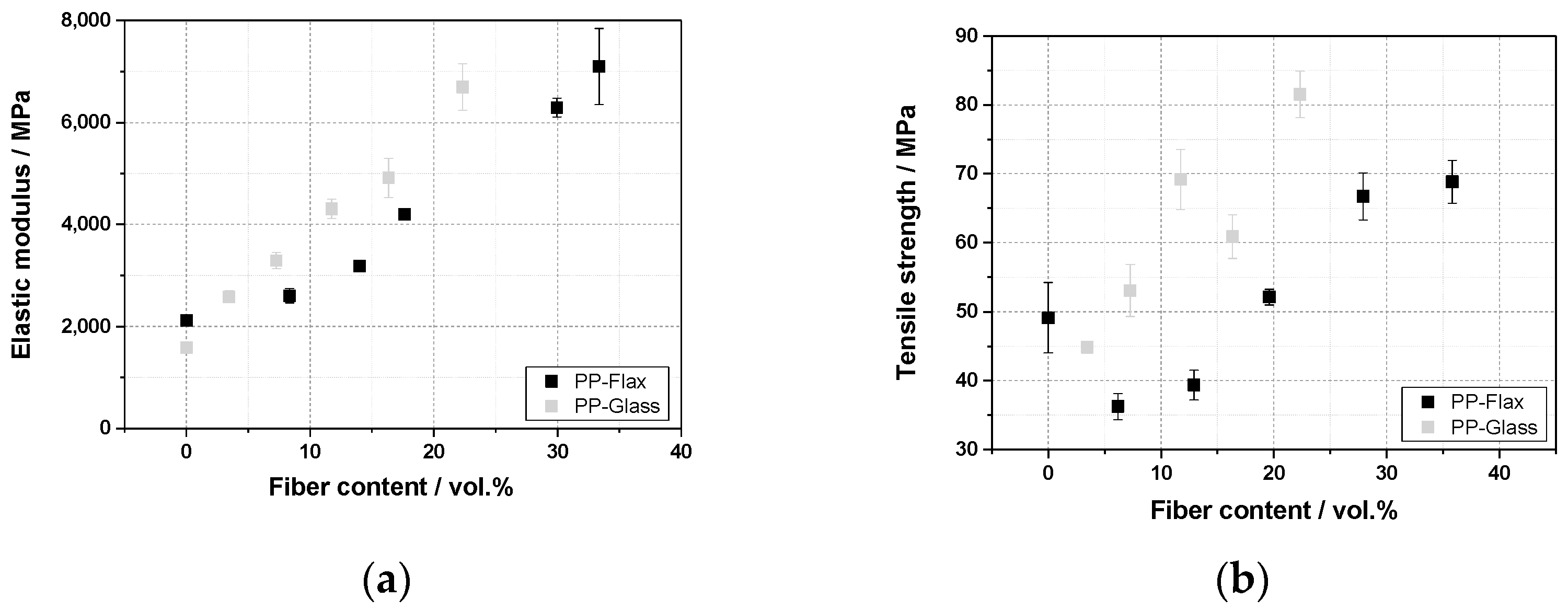
3.2. Comparison between Flax and Glass Fiber Reinforcements
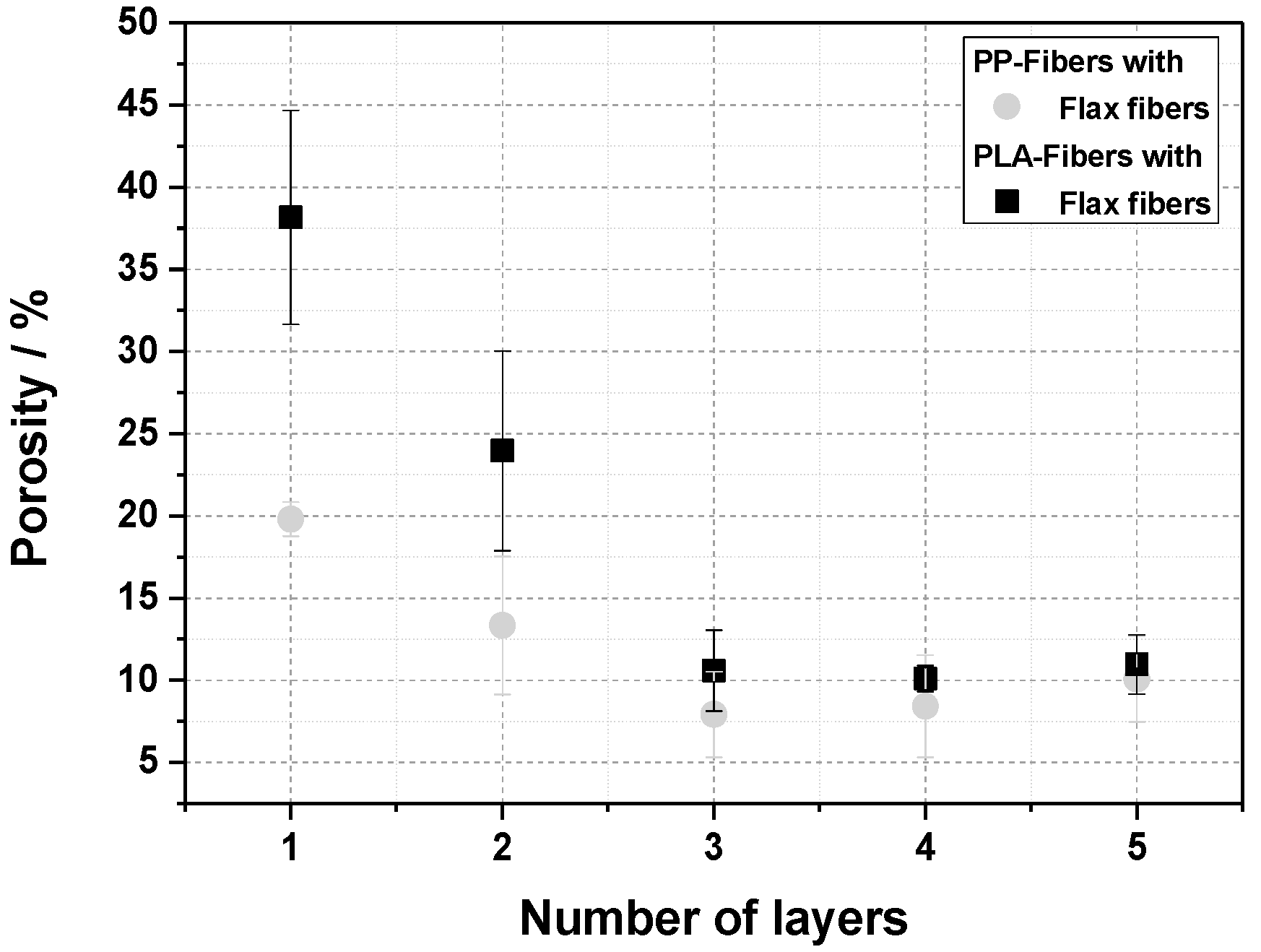
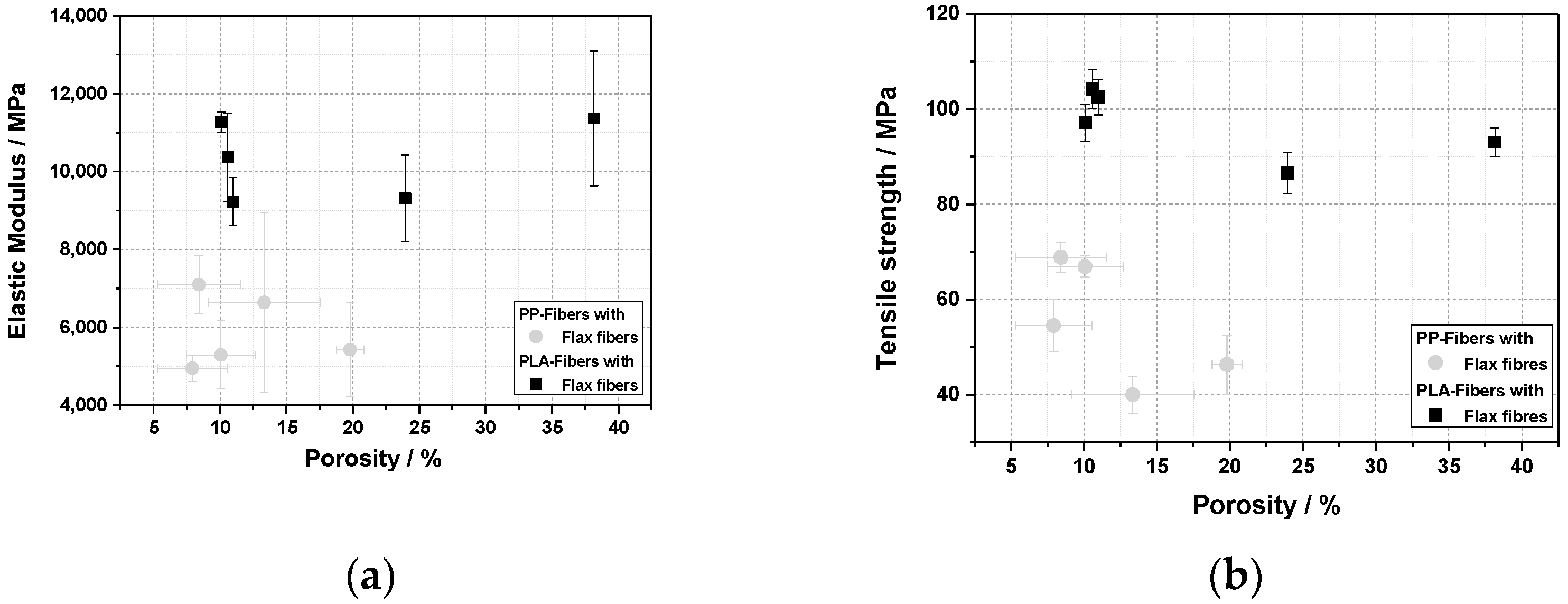
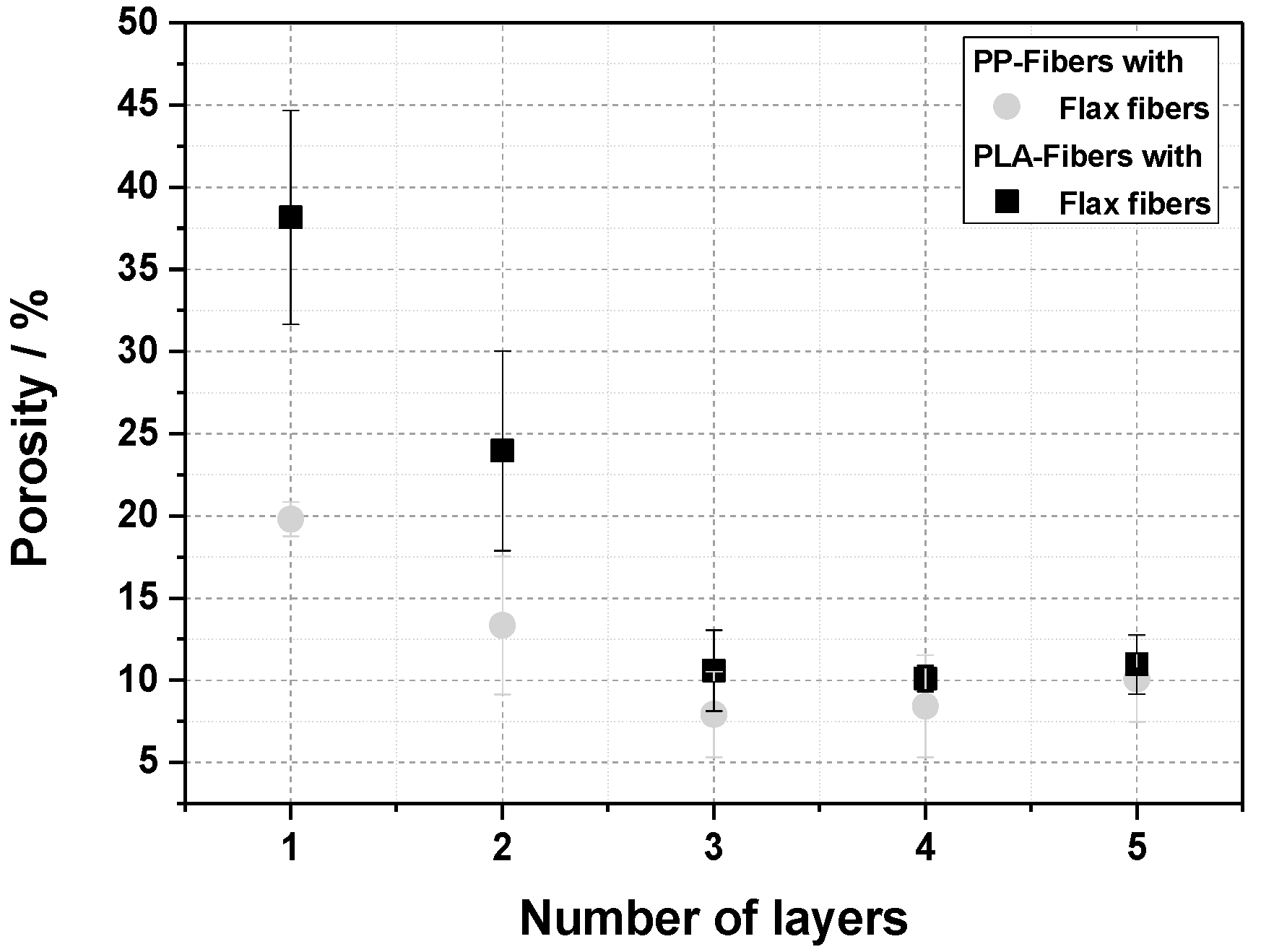
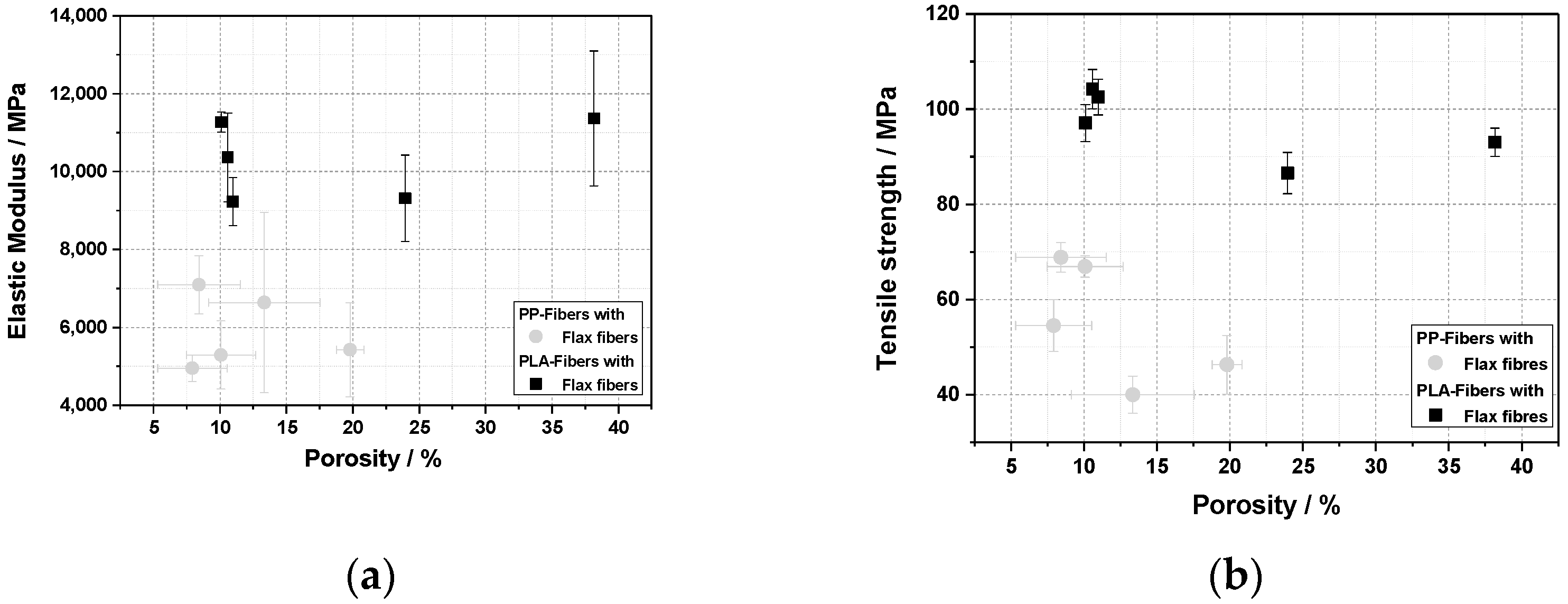
3.3. Porosity Properties
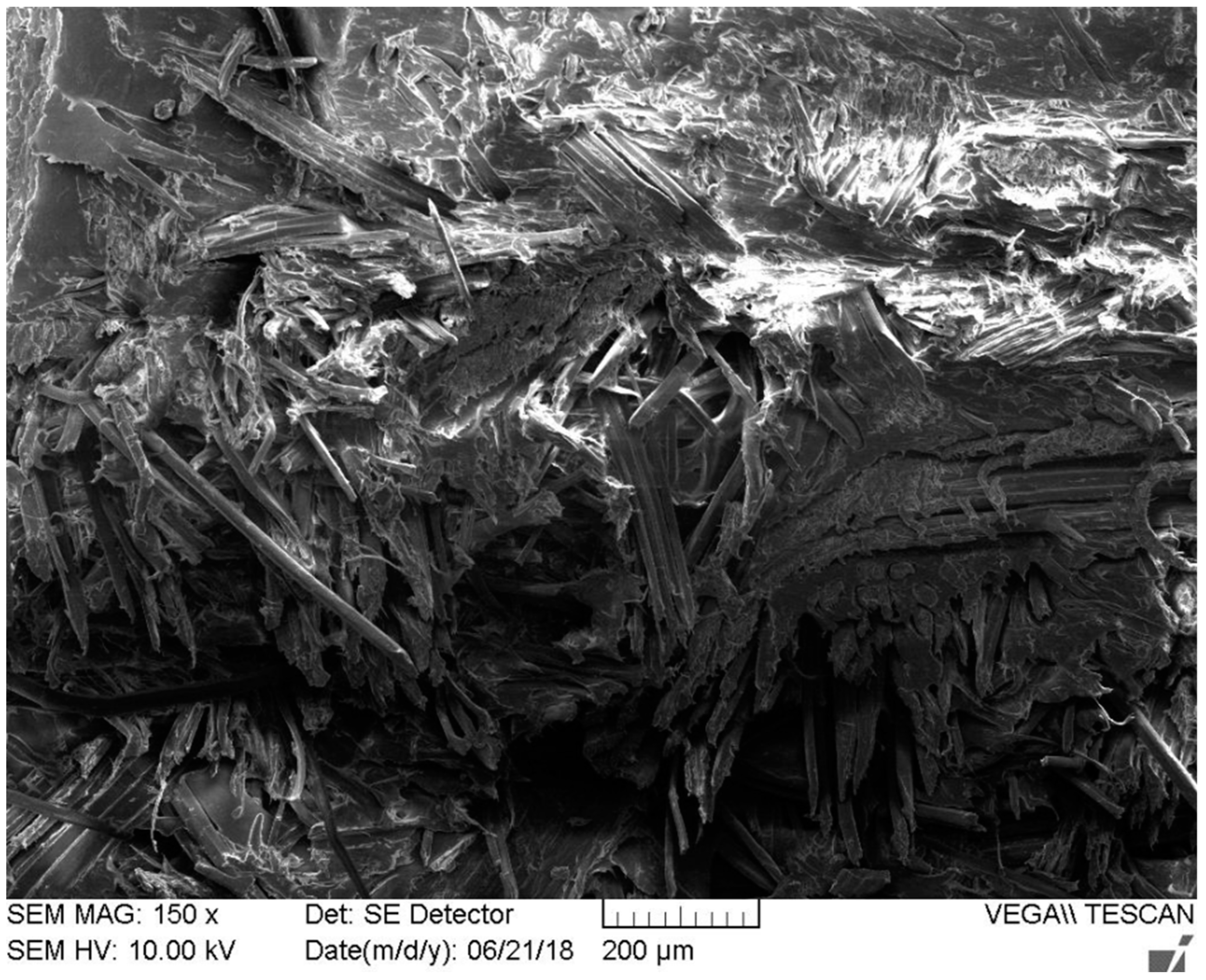
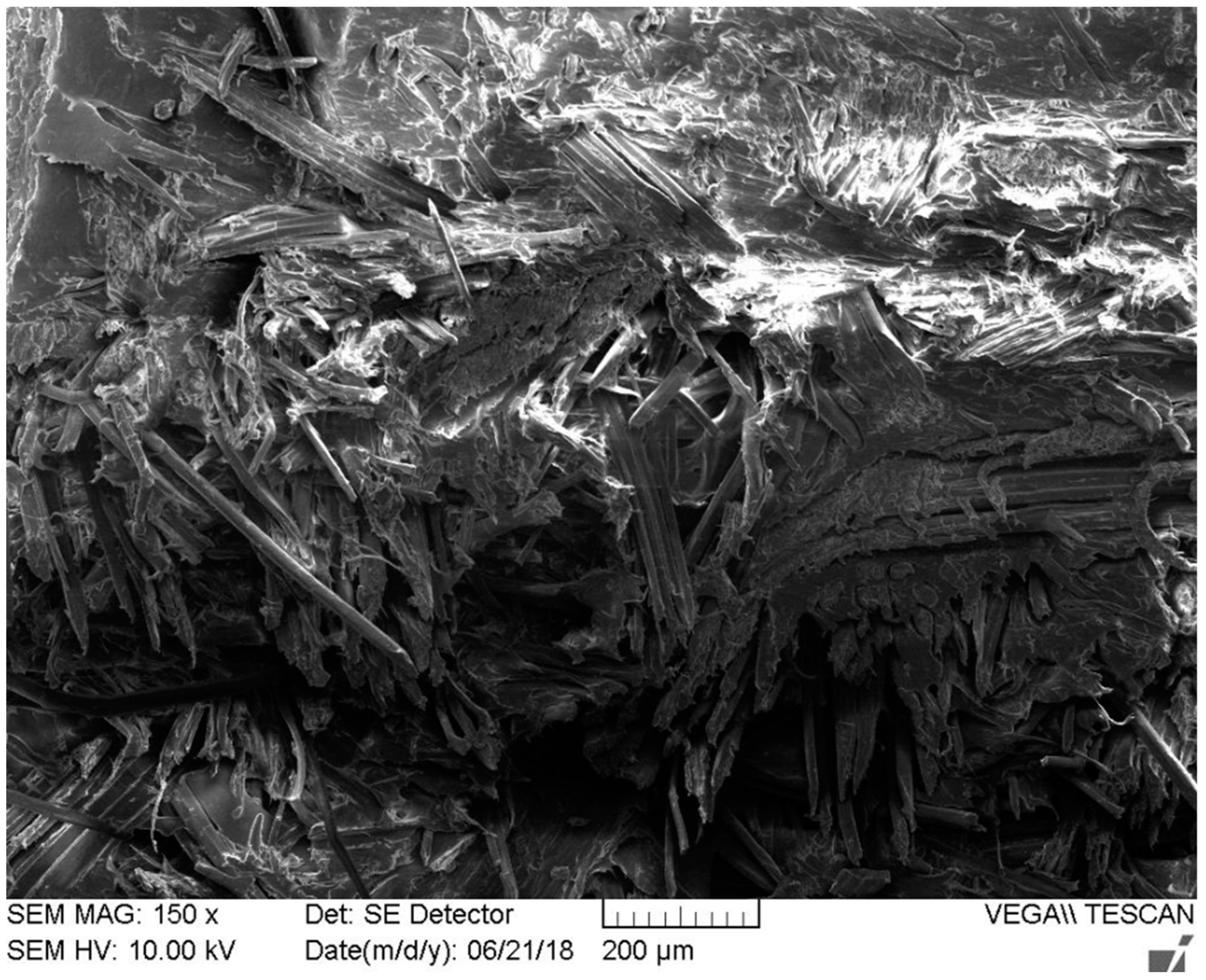
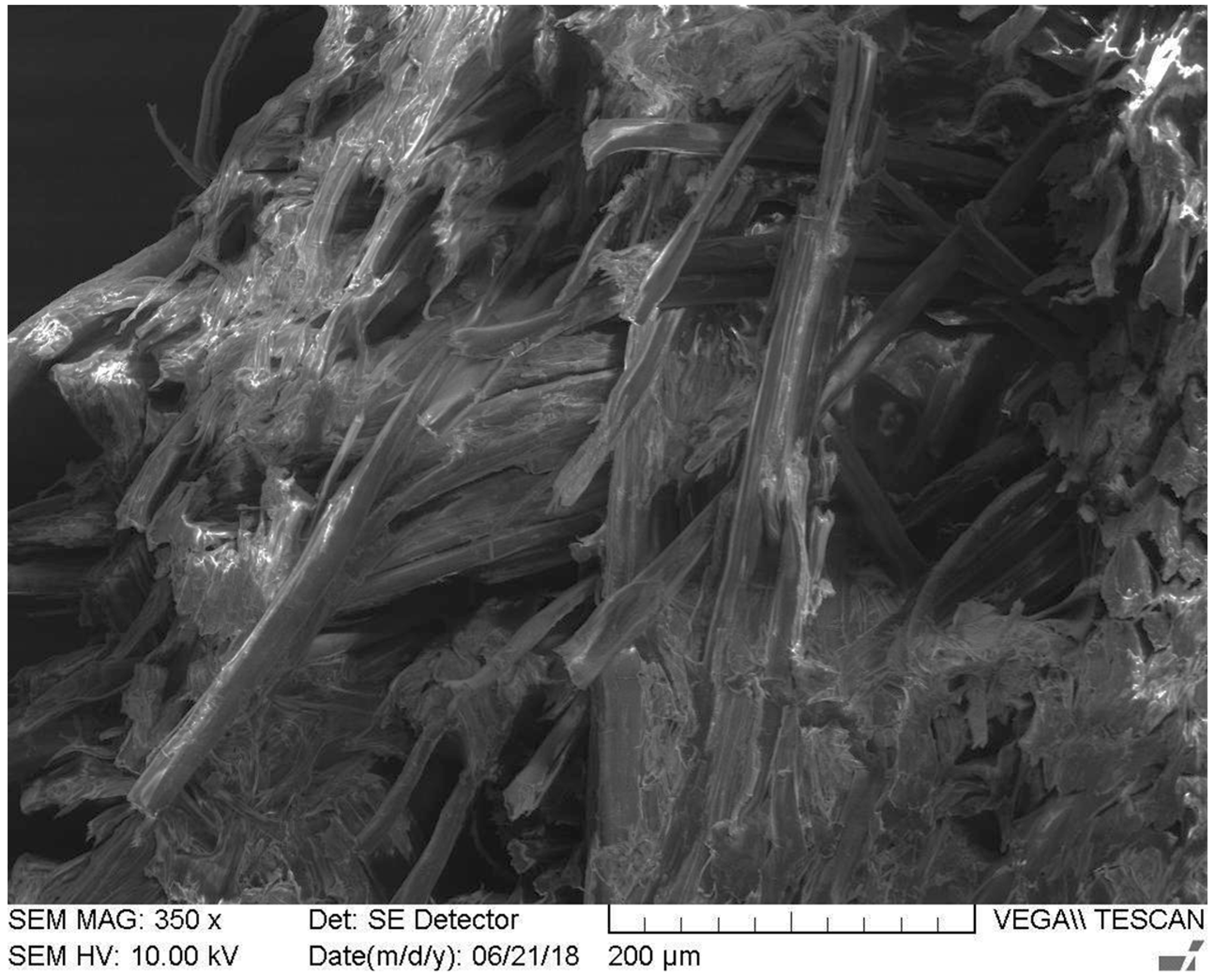
3.4. Morphology of Composites
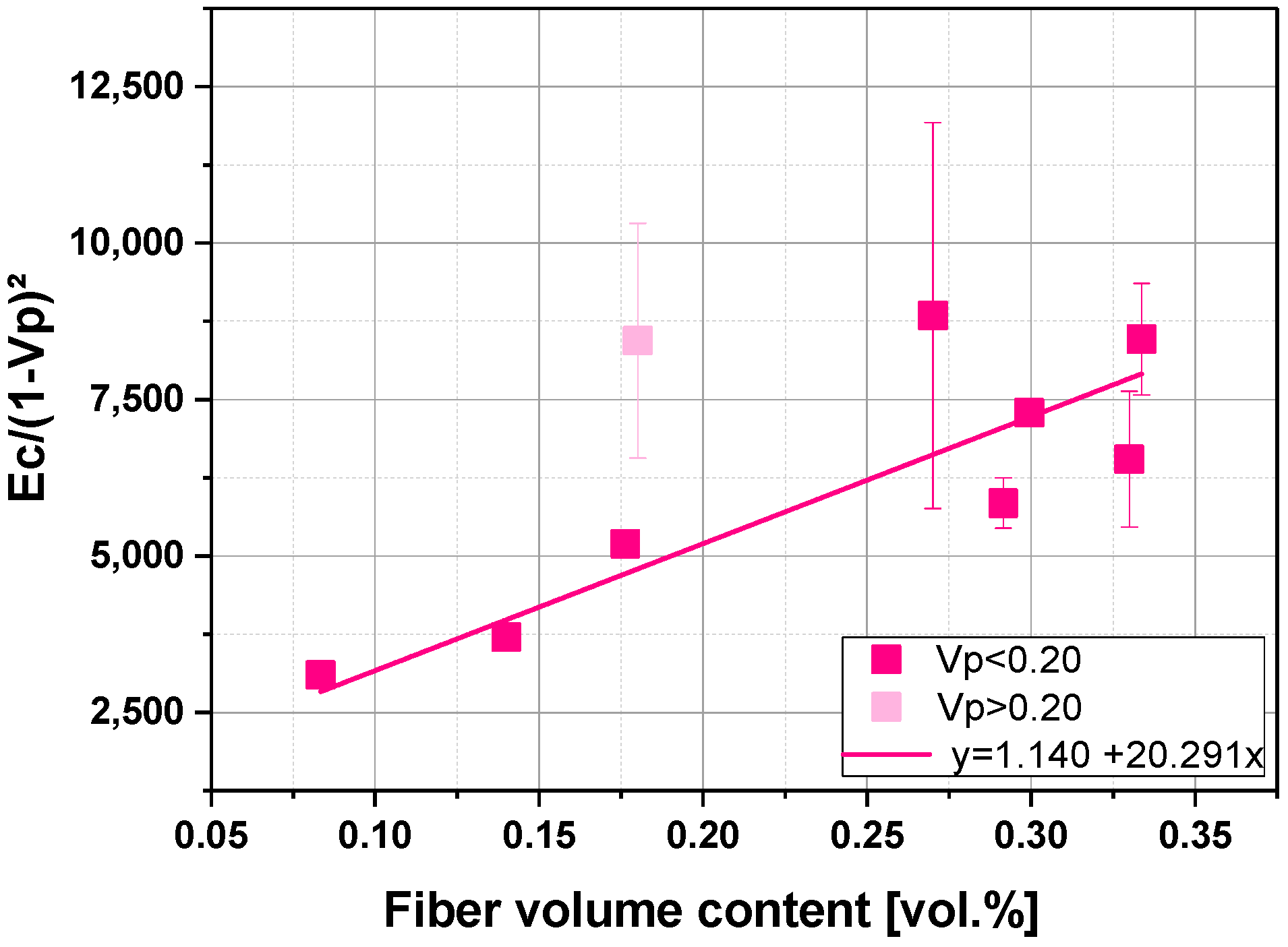
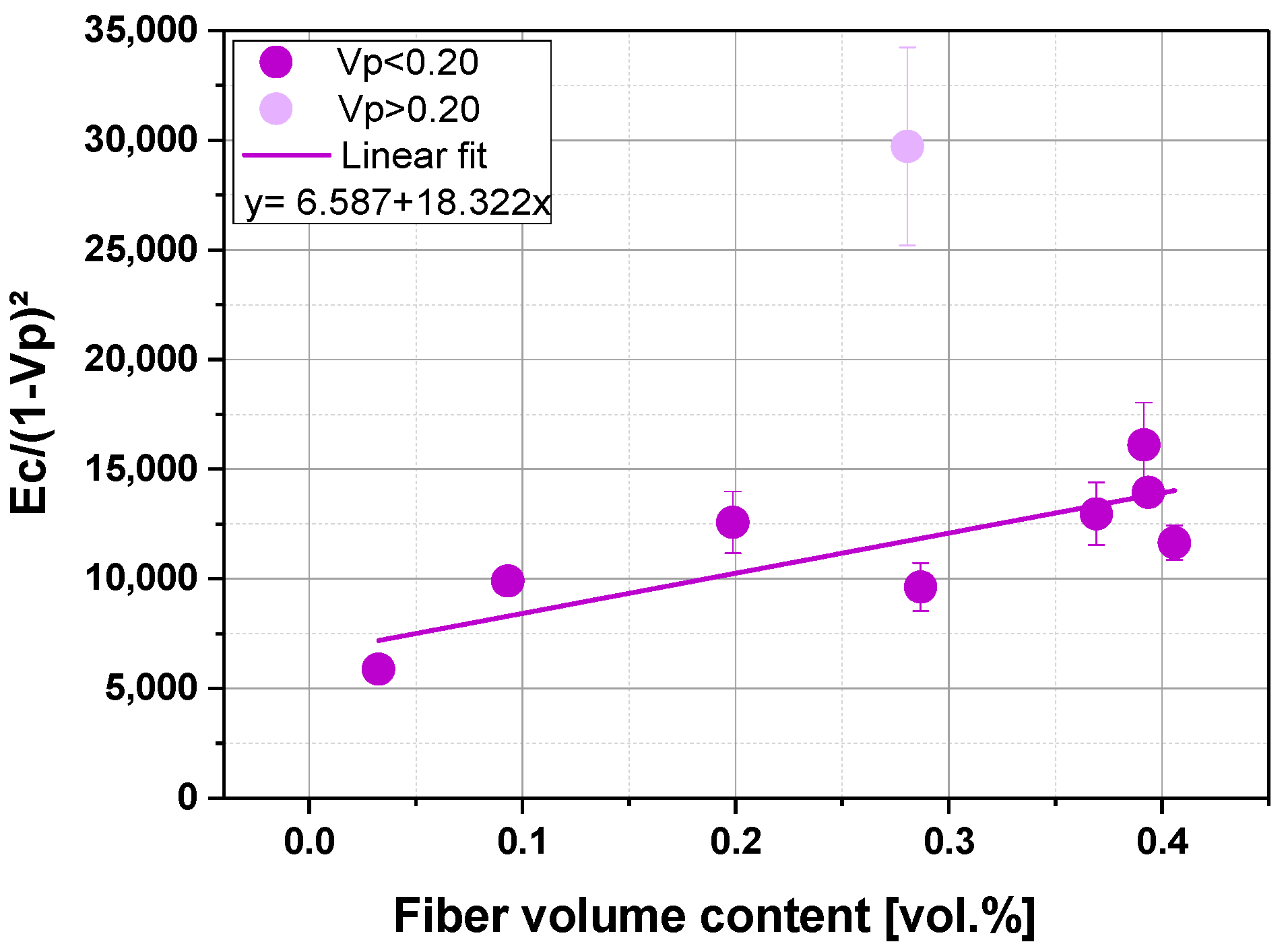
3.5. Modeling
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mieck, K.-P.; Lützkendorf, R.; Reussmann, T. Needle-Punched Hybrid Nonwovens of Flax and Ppfibers-Textile Semiproducts for Manufacturing of Fiber Composites. Polym. Compos. 1996, 17, 873–878. [Google Scholar] [CrossRef]
- Parikh, D.V.; Calamari, T.A.; Myatt, J.C. Performance of Nonwoven Cellulosic Composites for Automotive Interiors. Int. Nonwovens J. 2000, 2, 1558925000OS-900218. [Google Scholar] [CrossRef] [Green Version]
- Zakriya, M.; Ramakrishnan, G.; Gobi, N.; Palaniswamy, N.K.; Srinivasan, J. Jute-Reinforced Non-Woven Composites as a Thermal Insulator and Sound Absorber–A Review. J. Reinf. Plast. Compos. 2016, 36, 206–213. [Google Scholar] [CrossRef]
- Liao, J.; Zhang, S.; Tang, X. Sound Absorption of Hemp Fibers (Cannabis Sativa L.) Based Nonwoven Fabrics and Composites: A Review. J. Nat. Fibers 2020, 9, 1297–1309. [Google Scholar] [CrossRef]
- Küçük, M.; Korkmaz, Y. The Effect of Physical Parameters on Sound Absorption Properties of Natural Fiber Mixed Nonwoven Composites. Text. Res. J. 2012, 82, 2043–2053. [Google Scholar] [CrossRef]
- Kucuk, M.; Korkmaz, Y. Sound Absorption Properties of Bilayered Nonwoven Composites. Fibers Polym. 2015, 16, 941–948. [Google Scholar] [CrossRef]
- Hao, A.; Zhao, H.; Chen, J.Y. Kenaf/Polypropylene Nonwoven Composites: The Influence of Manufacturing Conditions on Mechanical, Thermal, and Acoustical Performance. Compos. Part B Eng. 2013, 54, 44–51. [Google Scholar] [CrossRef]
- Chen, Y.; Chiparus, O.; Sun, L.; Negulescu, I.; Parikh, D.V.; Calamari, T.A. Natural Fibers for Automotive Nonwoven Composites. J. Ind. Text. 2005, 35, 47–62. [Google Scholar] [CrossRef]
- Asumani, O.M.L.; Reid, R.G.; Paskaramoorthy, R. The Effects of Alkali-Silane Treatment on the Tensile and Flexural Properties of Short Fibre Non-Woven Kenaf Reinforced Polypropylene Composites. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1431–1440. [Google Scholar] [CrossRef]
- Lekube, B.M.; Hermann, W.; Burgstaller, C. Partially Compacted Polypropylene Glass Fiber Non-Woven Composite: Influence of Processing, Porosity and Fiber Length on Mechanical Properties and Modeling. Compos. Part A Appl. Sci. Manuf. 2020, 135, 105939. [Google Scholar] [CrossRef]
- Franck, R.R. Bast and Other Plant Fibres; CRC Press: Los Angeles, CA, USA; Woodhead Publishing Ltd.: Cambridge, UK, 2005. [Google Scholar]
- Madsen, B.; Lilholt, H. Physical and Mechanical Properties of Unidirectional Plant Fibre Composites—An Evaluation of the Influence of Porosity. Compos. Sci. Technol. 2003, 63, 1265–1272. [Google Scholar] [CrossRef]



Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lekube, B.M.; Burgstaller, C. Partially Compacted Commingled PLA-Flax Biocomposites. Macromol 2022, 2, 247-257. https://doi.org/10.3390/macromol2030017
Lekube BM, Burgstaller C. Partially Compacted Commingled PLA-Flax Biocomposites. Macromol. 2022; 2(3):247-257. https://doi.org/10.3390/macromol2030017
Chicago/Turabian StyleLekube, Blanca Maria, and Christoph Burgstaller. 2022. "Partially Compacted Commingled PLA-Flax Biocomposites" Macromol 2, no. 3: 247-257. https://doi.org/10.3390/macromol2030017
APA StyleLekube, B. M., & Burgstaller, C. (2022). Partially Compacted Commingled PLA-Flax Biocomposites. Macromol, 2(3), 247-257. https://doi.org/10.3390/macromol2030017