
Fractionation and Homogenization of Recuperated Pulp Fibers from Brazilian Paper and Pulp Industry †


Abstract
:1. Introduction
2. Materials and Methods
2.1. Fiber Collection and Characterization
2.2. Fiber Processing and Characterization
3. Results
3.1. Fiber Characterization and Fractionation
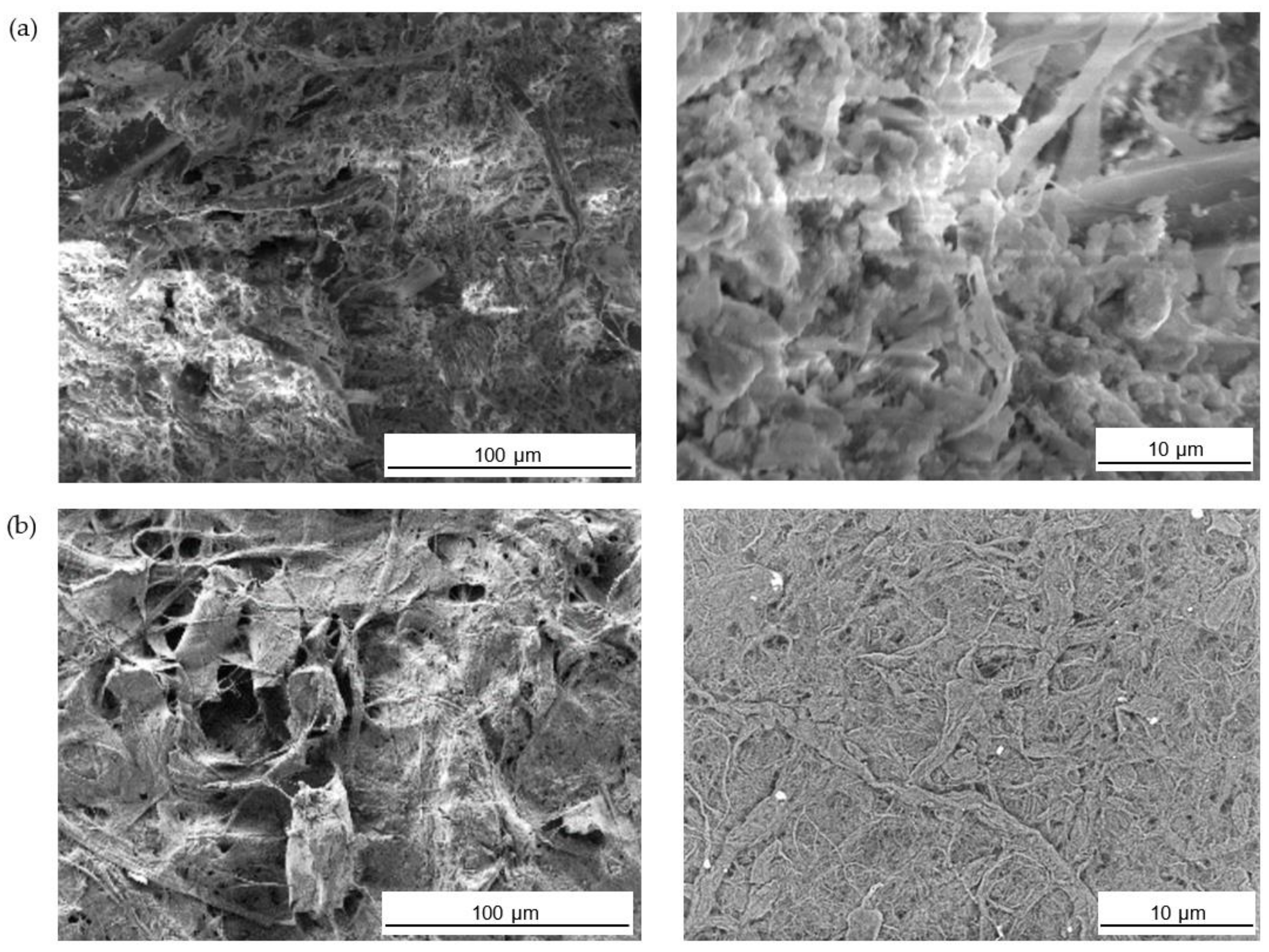
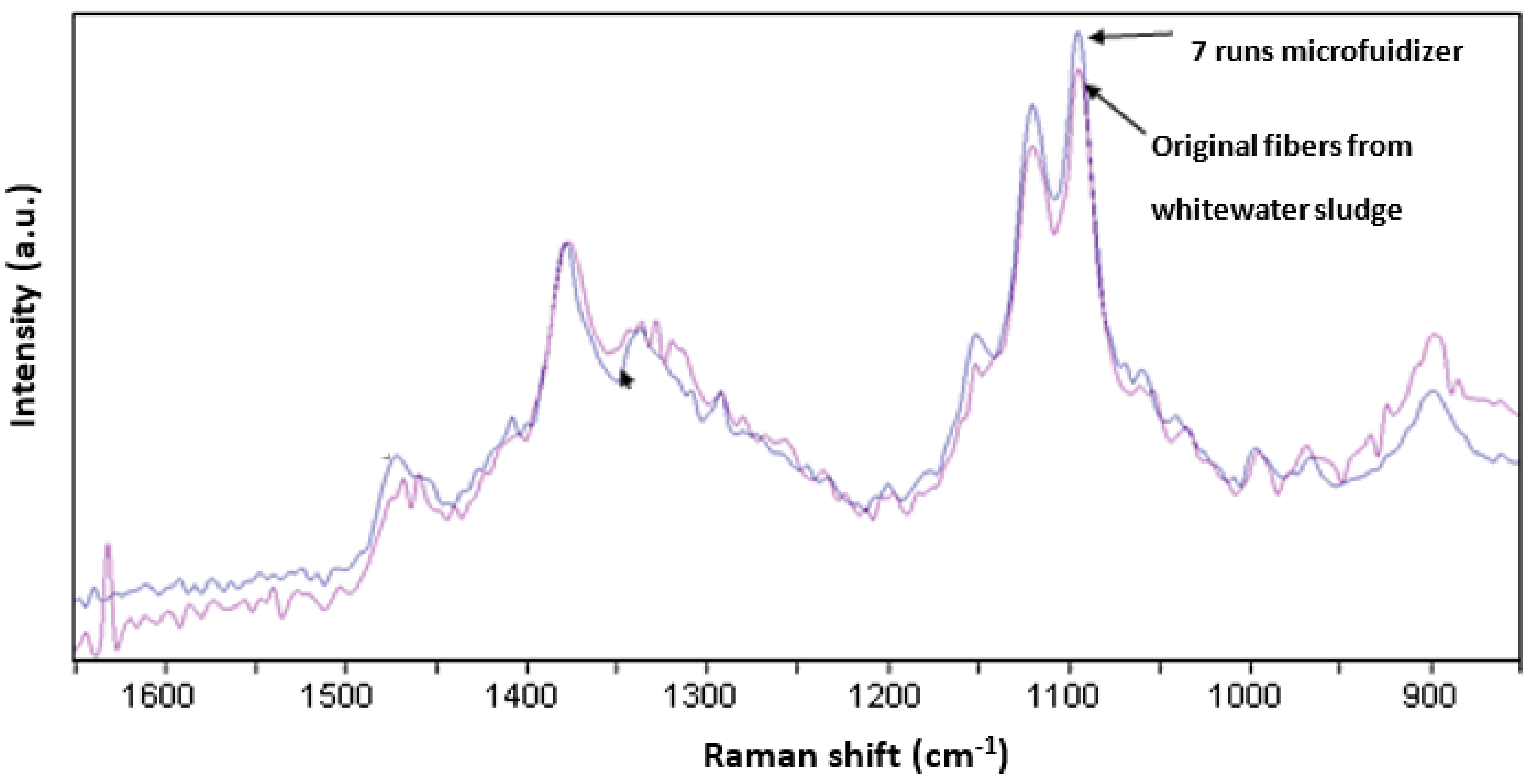
3.2. Fiber Homogenization
4. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lucia, L. Lignocellulosic biomass: A potential feedstock to replace petroleum. Bioresources 2008, 3, 981–982. [Google Scholar]
- Mohanty, A.K.; Misra, M.; Drzal, T. Sustainable bio-composites from renewable resources: Opportunities and challenge in the green materials world. J. Polym. Environ. 2002, 10, 19–26. [Google Scholar] [CrossRef]
- Hon, D.S.; Shiraishi, N. Wood and Cellulose Chemistry; Marcel Dekker: New York, NY, USA, 2001. [Google Scholar]
- Da Silva, C.A.; Bueno, J.M.; Neves, M.R. A Industria de Cellulose e Papel no Brasil. Guia Fornecedores e Fabricantes. Available online: http://www.guiacomprascelulosepapel.org.br/ (accessed on 15 November 2021).
- Van der Mark, M.; Haggith, M. Expansion of the Brazilian Pulp Industry. Available online: https://environmentalpaper.org/wp-content/uploads/2017/09/170314-Pulp-Mill-Expansion-in-Brazil-discussion-document.pdf (accessed on 15 November 2021).
- Boni, M.R.; d’Aprile, L.; De Casa, G. Environmental quality of primary paper sludge. J. Hazard Mater. 2004, 108, 125–128. [Google Scholar] [CrossRef] [PubMed]
- Mahmood, T.; Ellikot, A. A review of secondary sludge reduction technologies for the pulp and paper industry. Water Res. 2006, 40, 2093–2112. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
| Primary Sludge | Secondary Sludge | Sludge from Whitewater with Fiber Fines | |
| Dry solids content (%) | 48 | 32 | 59 |
| Volatile solids (% DS) | 33 | 48 | 76 |
| Total Organic Carbon (%) | 19 | 23 | <5 |
| Pb (mg/kg DS) | 41 | 22 | 50 |
| Cd (mg/kg DS) | <0.7 | <0.7 | 0.01 |
| Cr (mg/kg DS) | 24 | 17 | 9 |
| Cu (mg/kg DS) | 238 | 71 | 20 |
| Ni (mg/kg DS) | 6 | 8 | 9 |
| Hg (mg/kg DS) | 0.1 | 0.09 | 0.1 |
| Zn (mg/kg DS) | 141 | 135 | 34 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Samyn, P. Fractionation and Homogenization of Recuperated Pulp Fibers from Brazilian Paper and Pulp Industry. Environ. Sci. Proc. 2022, 13, 6. https://doi.org/10.3390/IECF2021-10793
Samyn P. Fractionation and Homogenization of Recuperated Pulp Fibers from Brazilian Paper and Pulp Industry. Environmental Sciences Proceedings. 2022; 13(1):6. https://doi.org/10.3390/IECF2021-10793
Chicago/Turabian StyleSamyn, Pieter. 2022. "Fractionation and Homogenization of Recuperated Pulp Fibers from Brazilian Paper and Pulp Industry" Environmental Sciences Proceedings 13, no. 1: 6. https://doi.org/10.3390/IECF2021-10793
APA StyleSamyn, P. (2022). Fractionation and Homogenization of Recuperated Pulp Fibers from Brazilian Paper and Pulp Industry. Environmental Sciences Proceedings, 13(1), 6. https://doi.org/10.3390/IECF2021-10793