
Hydrometallurgical Treatment for the Extraction and Separation of Indium and Gallium from End-of-Life CIGS Photovoltaic Panels †


 ,
,  ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Photovoltaic (PV) Materials
2.2. Characterization of the EoL Thin Film PV Panels
2.3. Thermal Treatment of EoL Thin Film PV Panels and Separation of Main Parts
2.4. Characterization of the Thin Film-Coated Glass Fragments
2.5. Acid Leahing for Metal Extraction
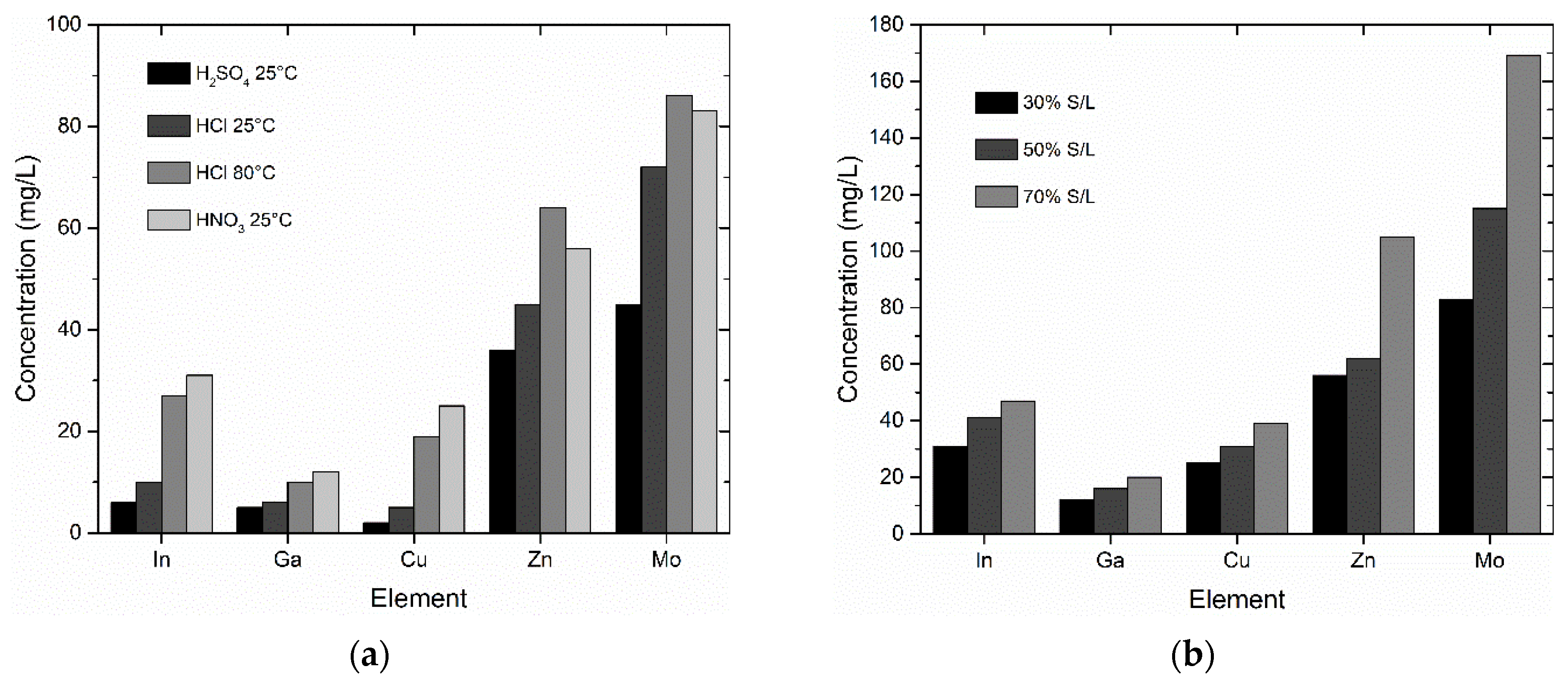
- HNO3, H2SO4 and HCl (6 N) on thin film-coated glass fragments with a solid/liquid (S/L) ratio of 30% at ambient temperature. A leaching test with HCl was also carried out at 80 °C.
- HNO3 (1 N, 3 N and 6 N) on thin film-coated glass fragments (S/L ratio: 50% and 70%) at ambient temperature.
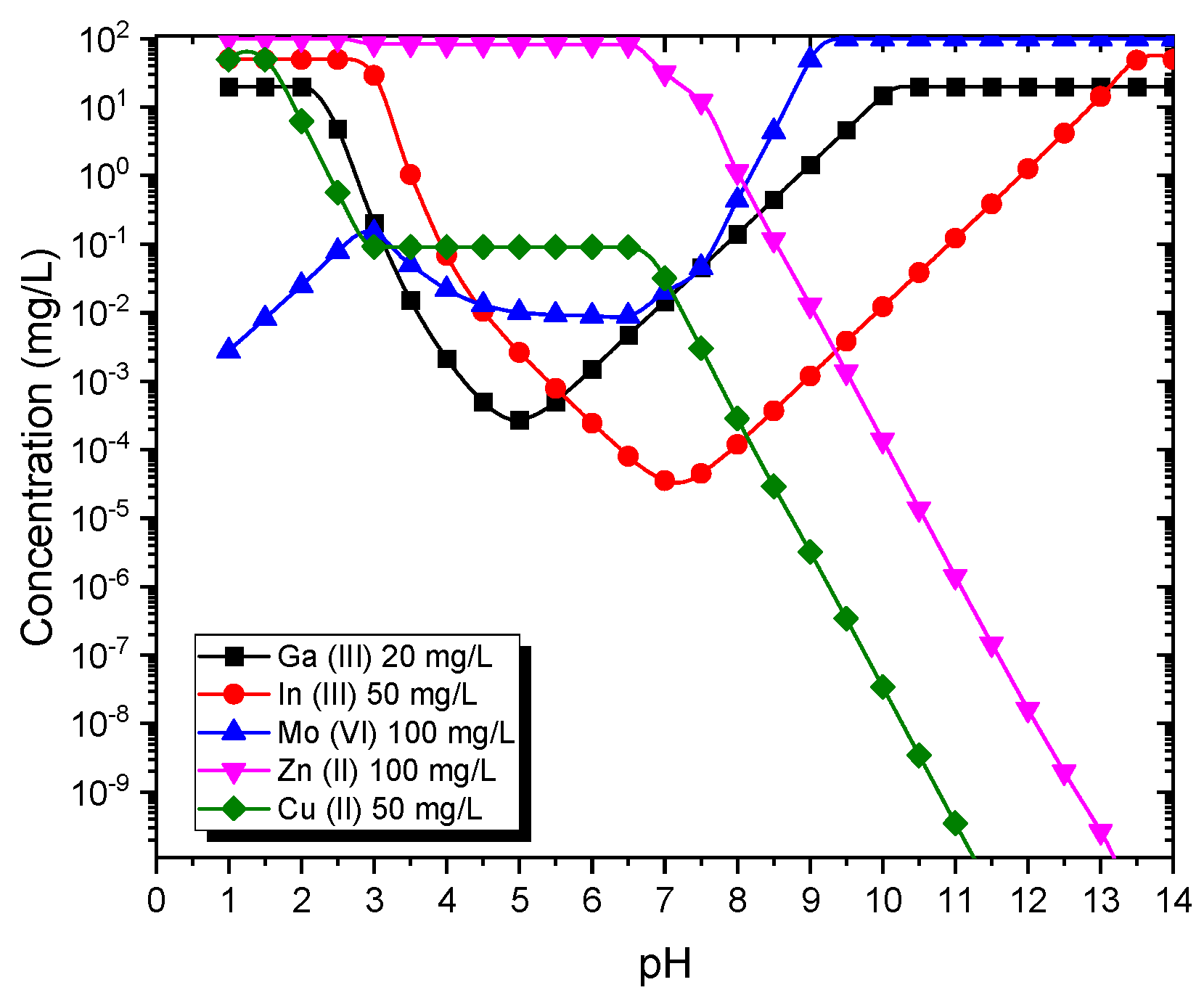
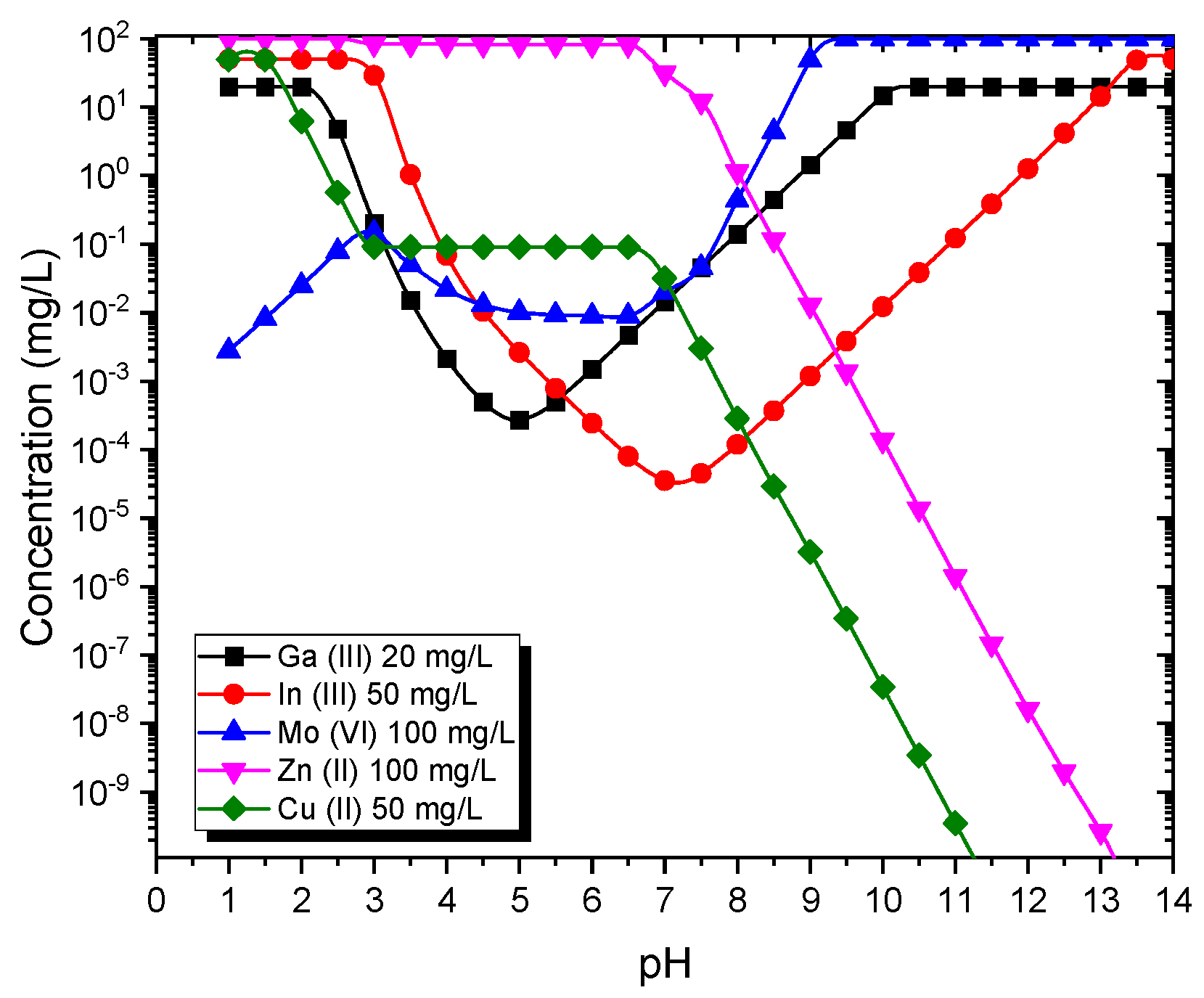
2.6. Separation and Recovery of Metals
- pH = 1.5;
- Extraction: 0.02 M D2EHPA, aqueous/organic (A/O) phase volume ratio = 2:1;
- Stripping: 1 N HCl, organic/aqueous (O/A) phase volume ratio = 1:1.
- pH = 3.3;
- Extraction: 0.015 M D2EHPA, A/O = 3:1;
- Stripping: 2 N HCl, O/A = 3:1.
3. Results and Discussion
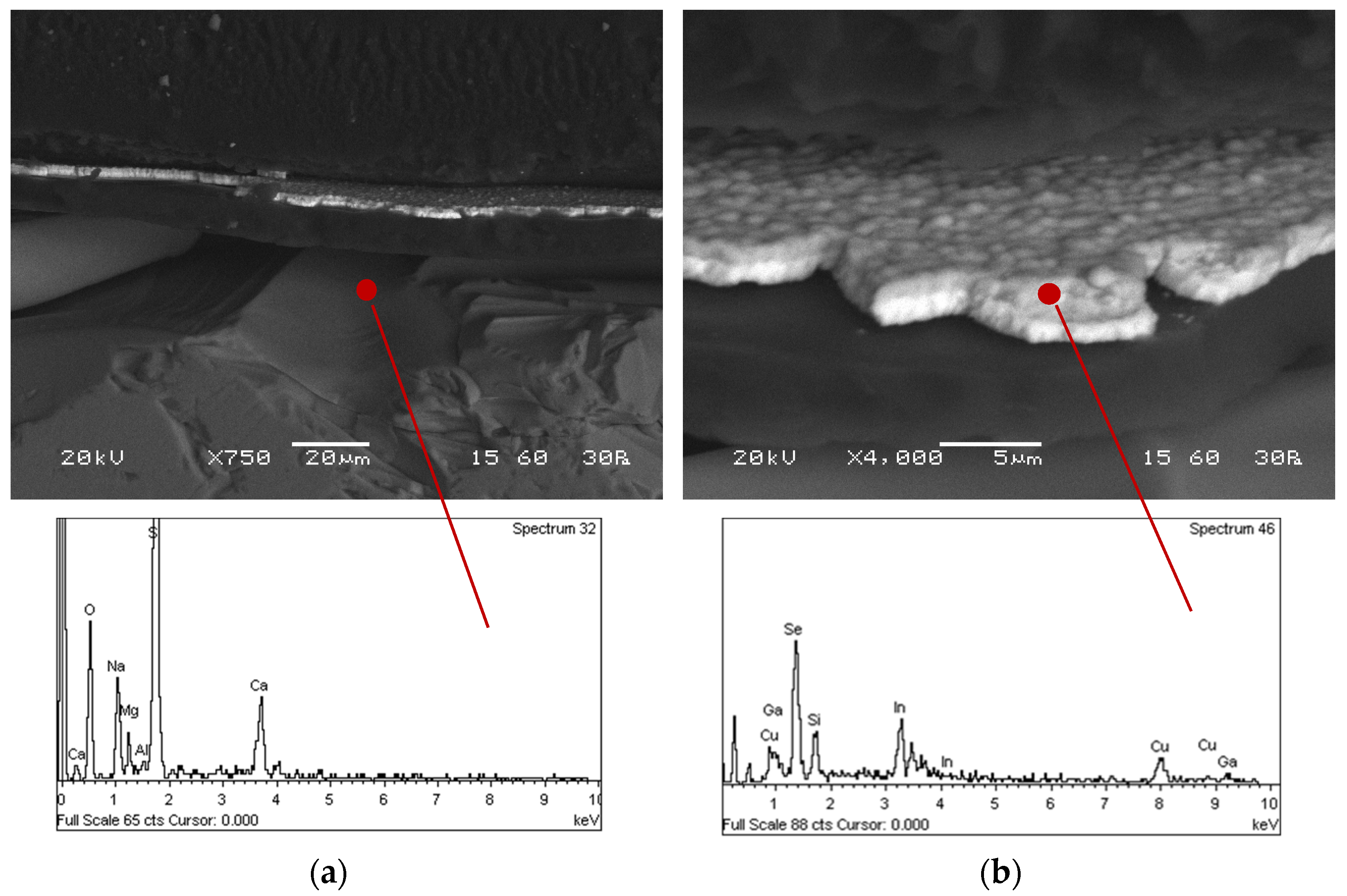
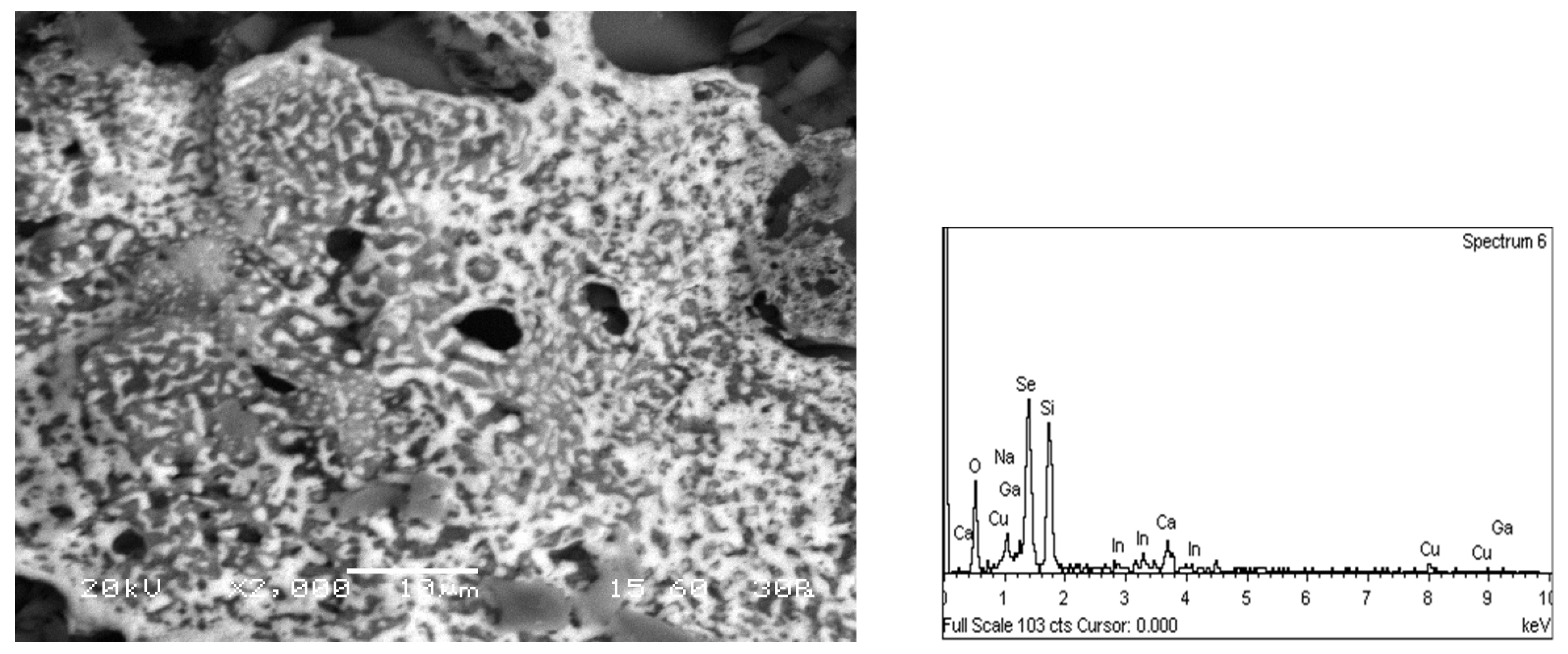
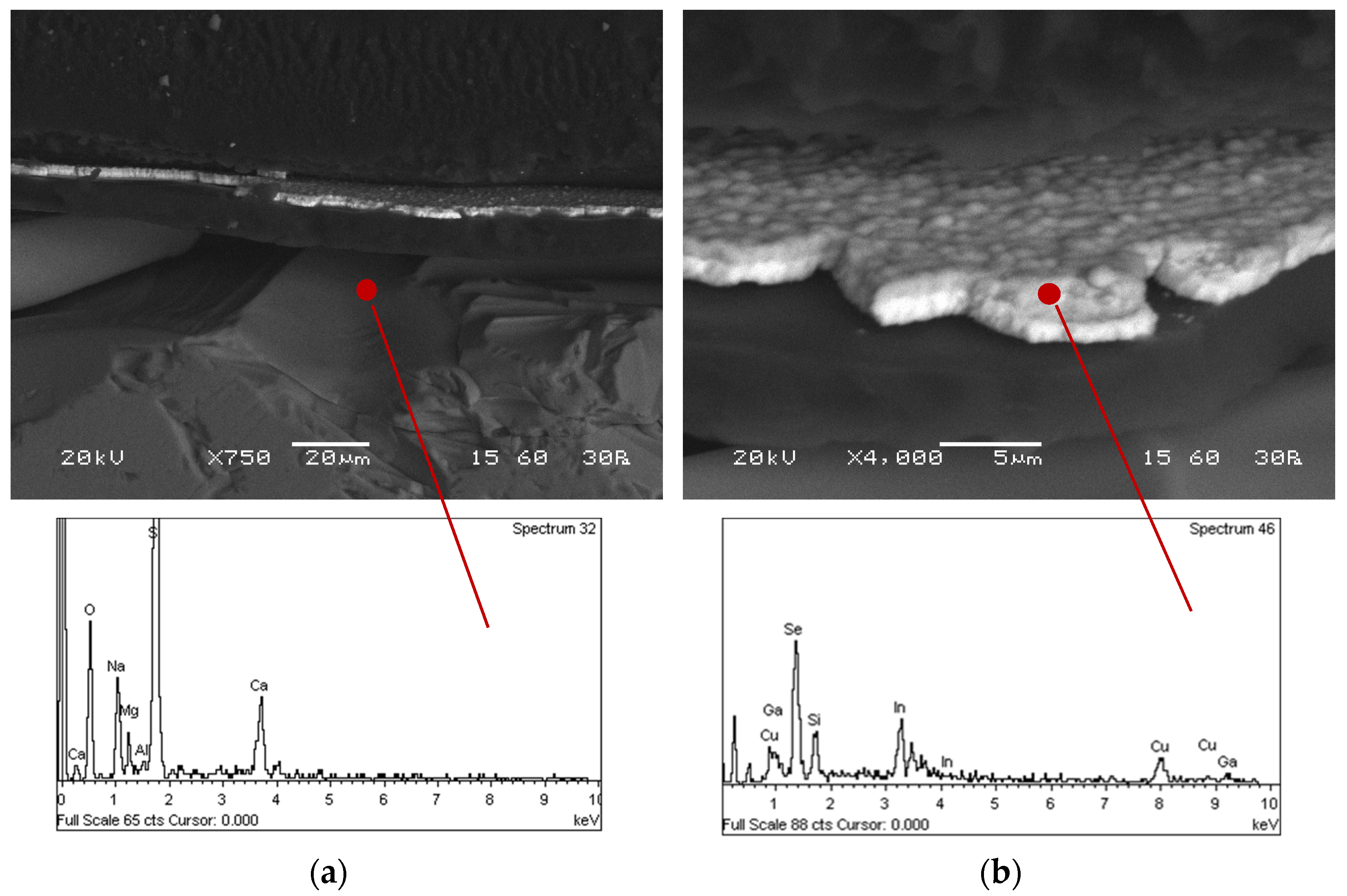
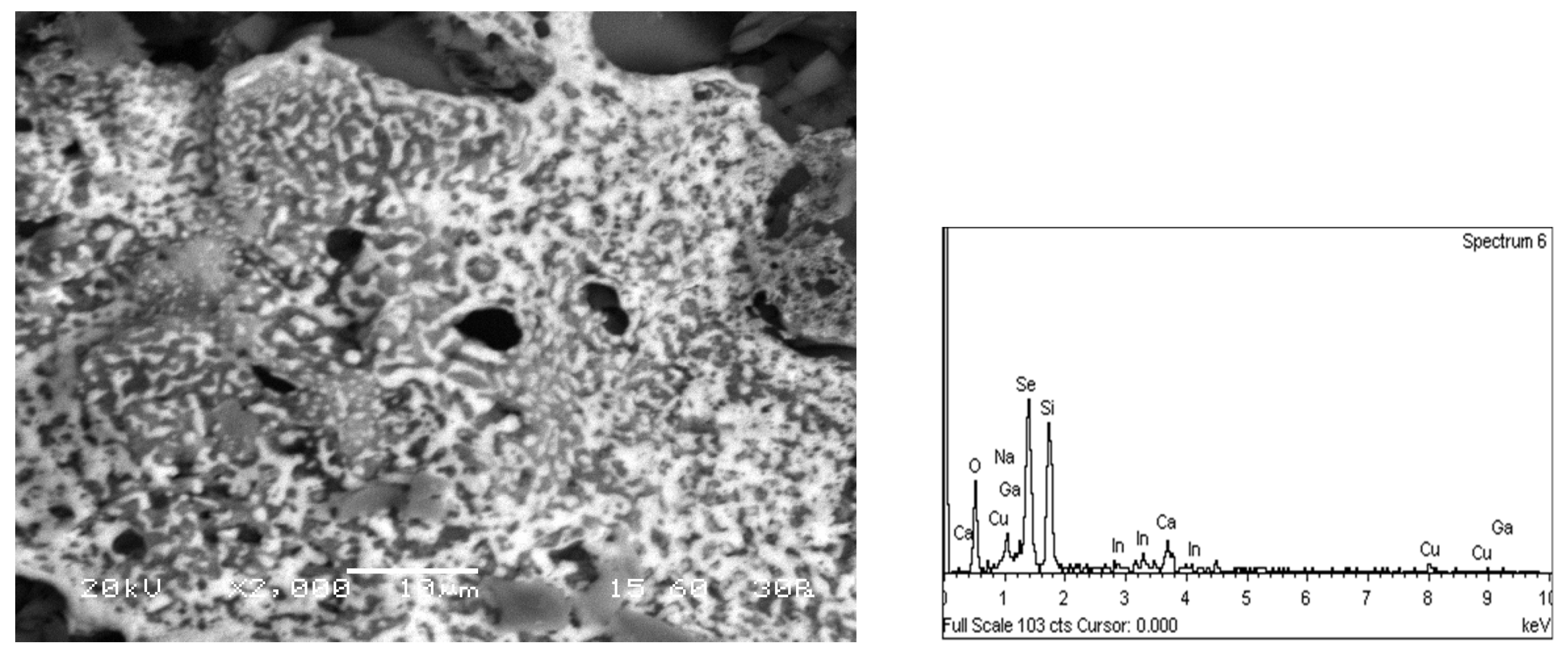
3.1. Characterization of the Structure and Composition of the EoL Thin Film PV Panels
3.2. Acid Leaching for Metal Extraction
3.3. Separation and Recovery of Metals
4. Conclusions
Funding
Acknowledgments
Conflicts of Interest
References
- Yang, E.H.; Lee, J.K.; Lee, J.S.; Ahn, Y.S.; Kang, G.H.; Cho, C.H. Environmentally friendly recovery of Ag from end-of-life c-Si solar cell using organic acid and its electrochemical purification. Hydrometallurgy 2017, 167, 129–133. [Google Scholar] [CrossRef]
- Weckend, S.; Wade, A.; Heath, G. End-of Life Management: Solar Photovoltaic Panels; International Renewable Energy Agency (IRENA) and International Energy Agency-Photovoltaic Power Systems (IEA-PVPS): Masdar, United Arab Emirates, 2016. [Google Scholar]
- Dias, P.; Javimczik, S.; Benevit, M.; Veit, H. Recycling WEEE: Extraction and concentration of silver from waste crystalline silicon photovoltaic modules. Waste Manag. 2017, 57, 220–225. [Google Scholar] [CrossRef] [PubMed]
- Marwede, M.; Berger, W.; Schlummer, M.; Mäurer, A.; Reller, A. Recycling paths for thin-film chalcogenide photovoltaic waste—Current feasible processes. Renew. Energy 2013, 55, 220–229. [Google Scholar] [CrossRef]
- Drinkard, W.F.; Long, M.O.; Goozner, R.E. Recycling of CIS Photovoltaic Waste. U.S. Patent 5779877, 14 July 1998. [Google Scholar]
- Chen, W.-S.; Wang, Y.-C.; Chiu, K.-L. The separation and recovery of indium, gallium and zinc from spent GZO (IGZO) targets. J. Environ. Chem. Eng. 2017, 5, 381–390. [Google Scholar] [CrossRef]
- Theocharis, M.; Pavlopoulos, C.; Kousi, P.; Hatzikioseyian, A.; Zarkadas, I.; Tsakiridis, P.E.; Remoundaki, E.; Zoumboulakis, L.; Lyberatos, G. An integrated thermal and hydrometallurgical process for the recovery of Silicon and Silver from end-of-life crystalline Si photovoltaic panels. Waste Biomass Valorization 2021. submitted. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | %w/w | Element Originating From |
|---|---|---|
| Cu | 0.01 | Thin film |
| In | 0.01 | Thin film |
| Ga | 0.004 | Thin film |
| Se | 0.03 | Thin film |
| Mo | 0.03 | Thin film coatings |
| Zn | 0.02 | Thin film coatings |
| Na | 5.2 | Glass |
| Mg | 1.2 | Glass |
| Ca | 6.7 | Glass |
| SiO2 | 86.0 | Glass |
| Leaching Medium HNO3 (N) | Temp (oC) | S/L (%) | In (mg/L) | Ga (mg/L) | Mo (mg/L) | Cu (mg/L) | Zn (mg/L) |
|---|---|---|---|---|---|---|---|
| 6 | 25 | 30 | 31 | 12 | 83 | 25 | 56 |
| 1 | 25 | 50 | 9 | 6 | 105 | 8 | 46 |
| 3 | 25 | 50 | 14 | 8 | 127 | 12 | 58 |
| 6 | 25 | 50 | 41 | 16 | 115 | 31 | 62 |
| 1 | 25 | 70 | 42 | 28 | 188 | 12 | 100 |
| 3 | 25 | 70 | 40 | 19 | 195 | 26 | 107 |
| 6 | 25 | 70 | 47 | 20 | 169 | 39 | 105 |
| Element | Initial Mass (mg) | After Extraction (mg) | Mass in D2EHPA (mg) | Extraction Efficiency (%) |
|---|---|---|---|---|
| In | 5 | 0.15 | 4.85 | 97 |
| Ga | 5 | 4.95 | 0.05 | |
| Mo | 10 | 6.90 | 3.10 |
| Element | Initial Mass (mg) | After Extraction (mg) | Mass in D2EHPA (mg) | Extraction Efficiency (%) |
|---|---|---|---|---|
| Ga | 4.3 | 1.2 | 3.1 | 72 |
| In | 0.1 | 0 | 0.1 | |
| Mo | 5.6 | 4.2 | 1.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Theocharis, M.; Tsakiridis, P.E.; Kousi, P.; Hatzikioseyian, A.; Zarkadas, I.; Remoundaki, E.; Lyberatos, G. Hydrometallurgical Treatment for the Extraction and Separation of Indium and Gallium from End-of-Life CIGS Photovoltaic Panels. Mater. Proc. 2021, 5, 51. https://doi.org/10.3390/materproc2021005051
Theocharis M, Tsakiridis PE, Kousi P, Hatzikioseyian A, Zarkadas I, Remoundaki E, Lyberatos G. Hydrometallurgical Treatment for the Extraction and Separation of Indium and Gallium from End-of-Life CIGS Photovoltaic Panels. Materials Proceedings. 2021; 5(1):51. https://doi.org/10.3390/materproc2021005051
Chicago/Turabian StyleTheocharis, Minas, Petros E. Tsakiridis, Pavlina Kousi, Artin Hatzikioseyian, Ioannis Zarkadas, Emmanouella Remoundaki, and Gerasimos Lyberatos. 2021. "Hydrometallurgical Treatment for the Extraction and Separation of Indium and Gallium from End-of-Life CIGS Photovoltaic Panels" Materials Proceedings 5, no. 1: 51. https://doi.org/10.3390/materproc2021005051
APA StyleTheocharis, M., Tsakiridis, P. E., Kousi, P., Hatzikioseyian, A., Zarkadas, I., Remoundaki, E., & Lyberatos, G. (2021). Hydrometallurgical Treatment for the Extraction and Separation of Indium and Gallium from End-of-Life CIGS Photovoltaic Panels. Materials Proceedings, 5(1), 51. https://doi.org/10.3390/materproc2021005051