
3D Printing of Photocurable Resin Reinforced by Functionalised Graphene Nanoplatelets †

 ,
,  , , and
, , and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
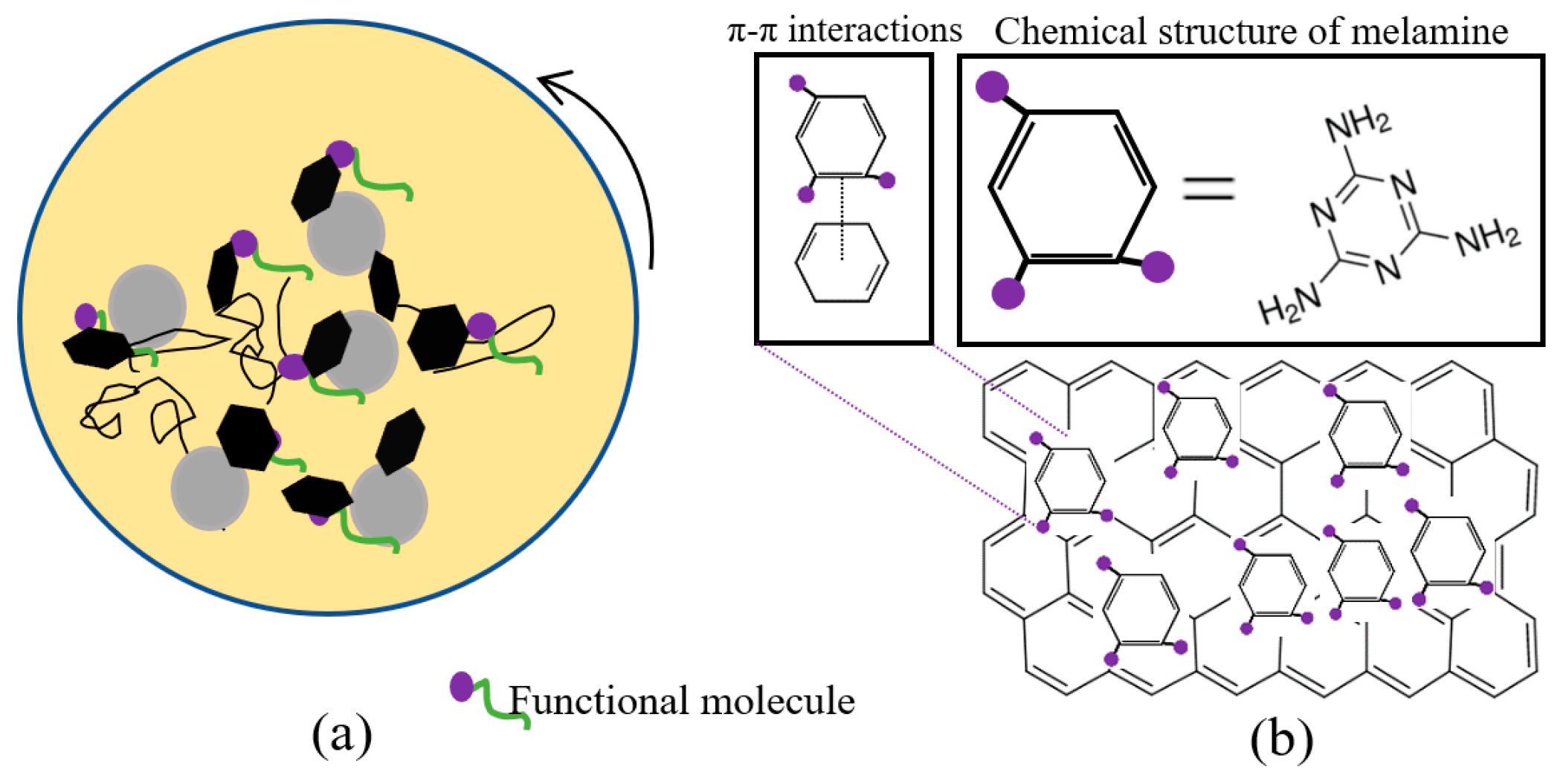
2.2. Preparation of Functionalised M-GNP
2.3. Preparation of M-GNP Nanocomposite Resin
2.4. Fabrication of 3D-Printed Samples
2.5. Characterisations and Tests
3. Results and Discussion
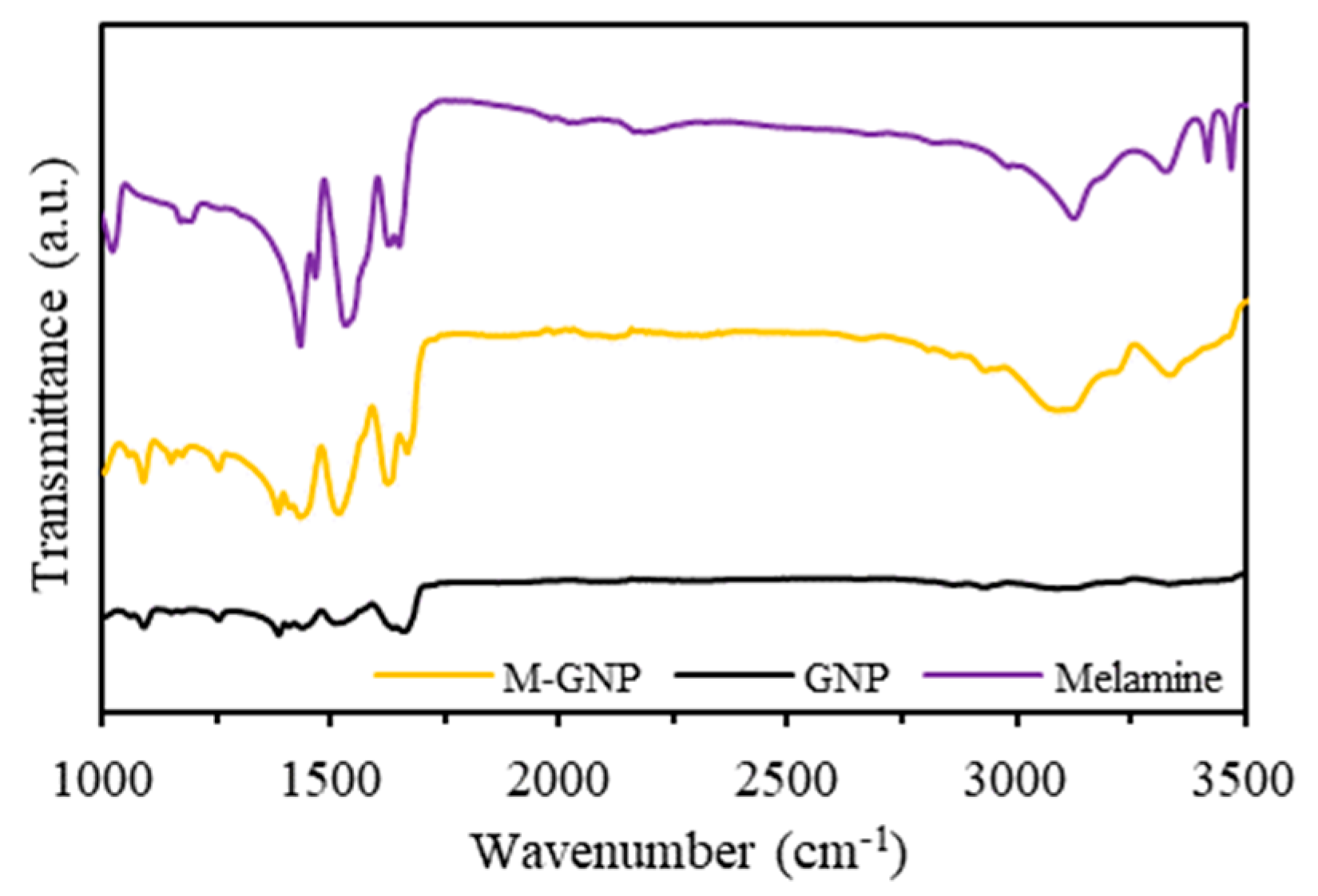
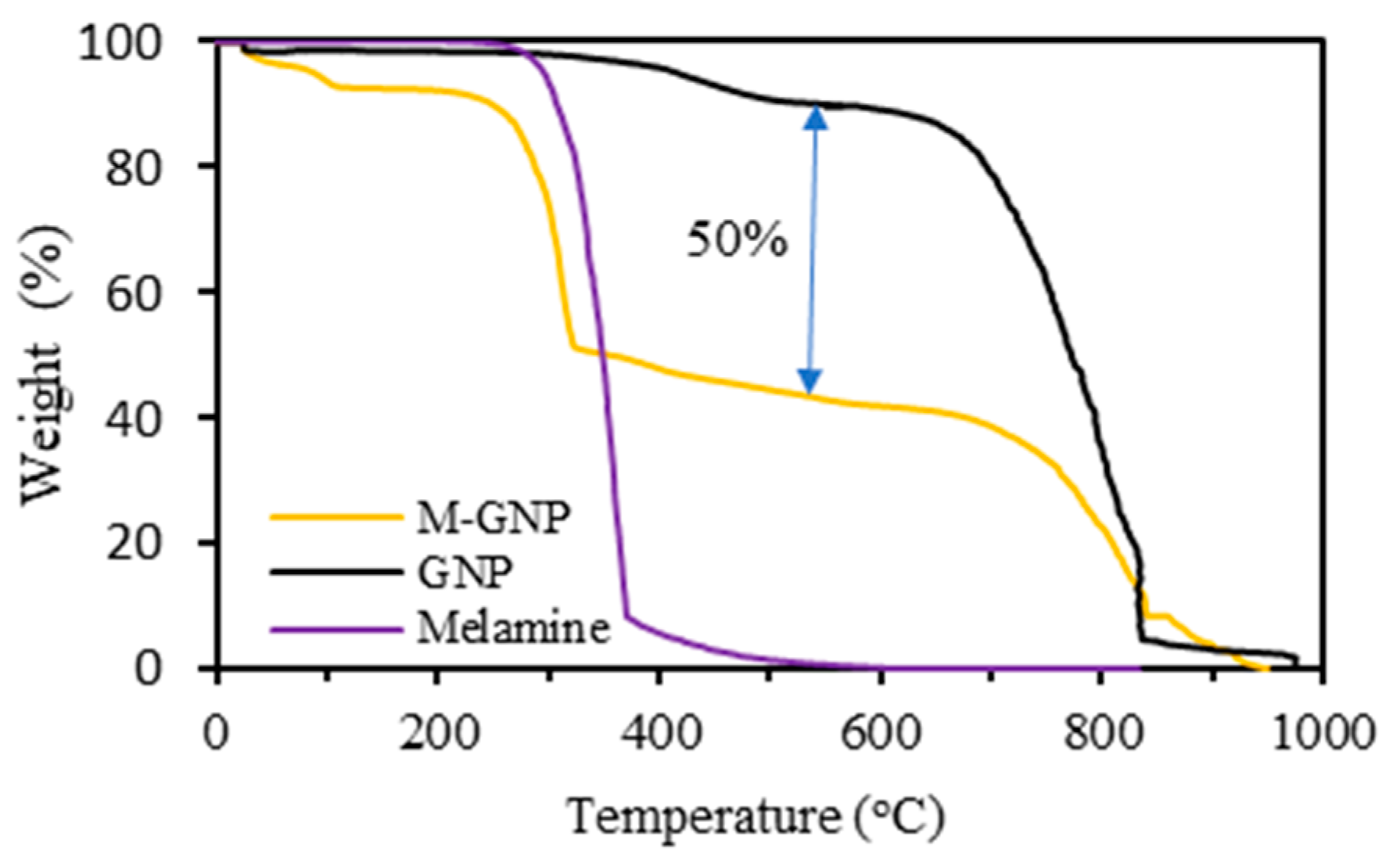
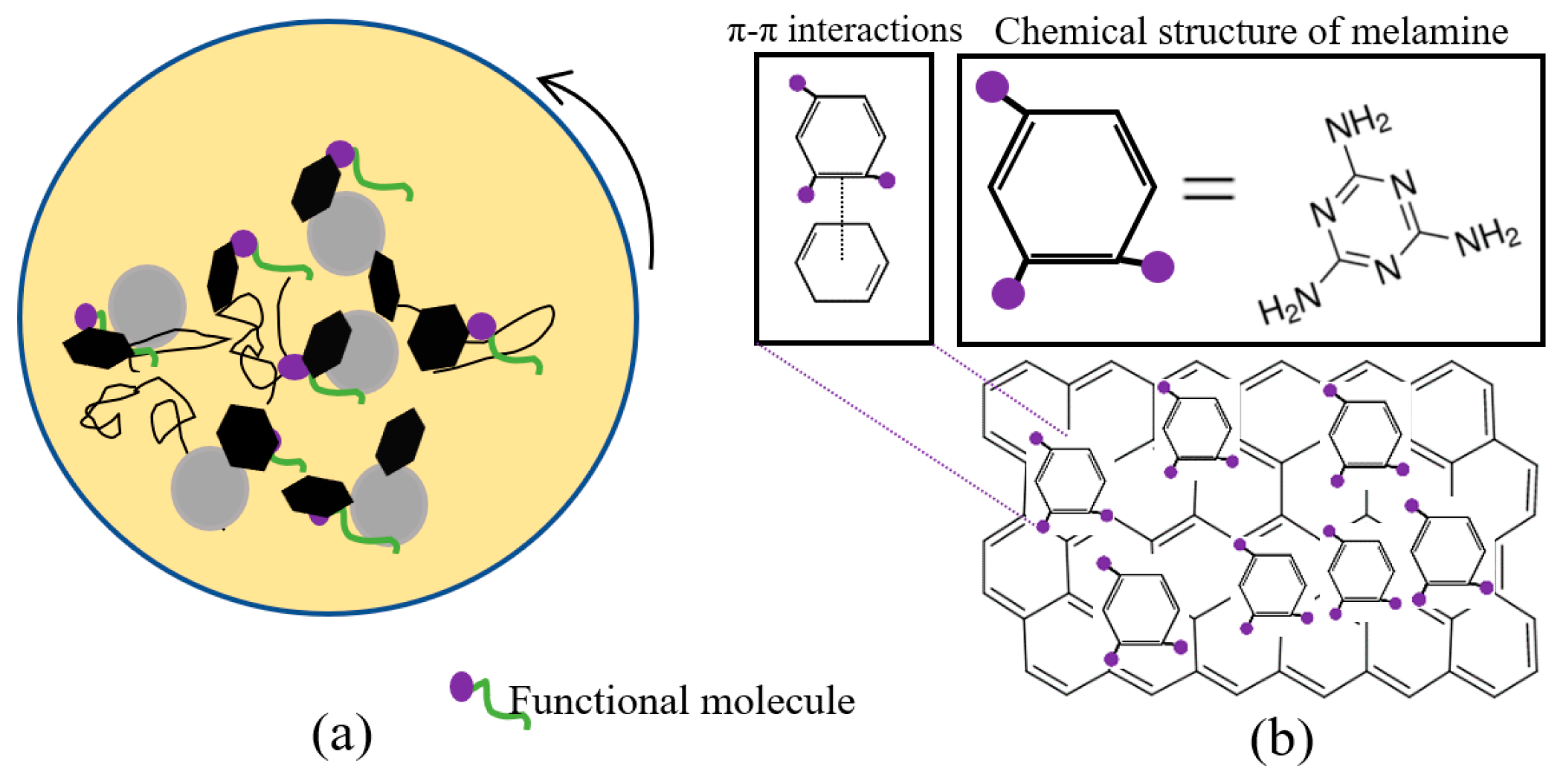
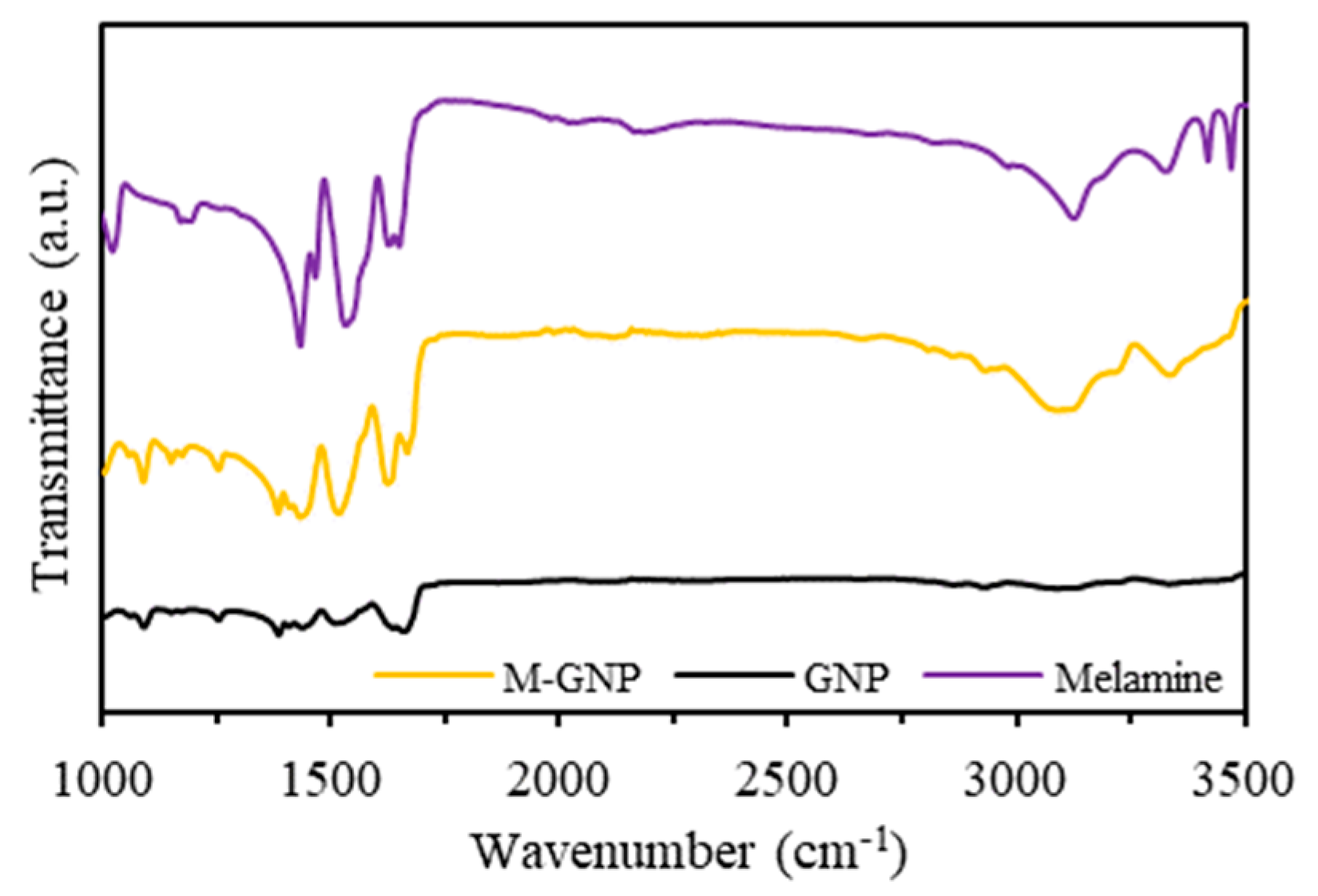
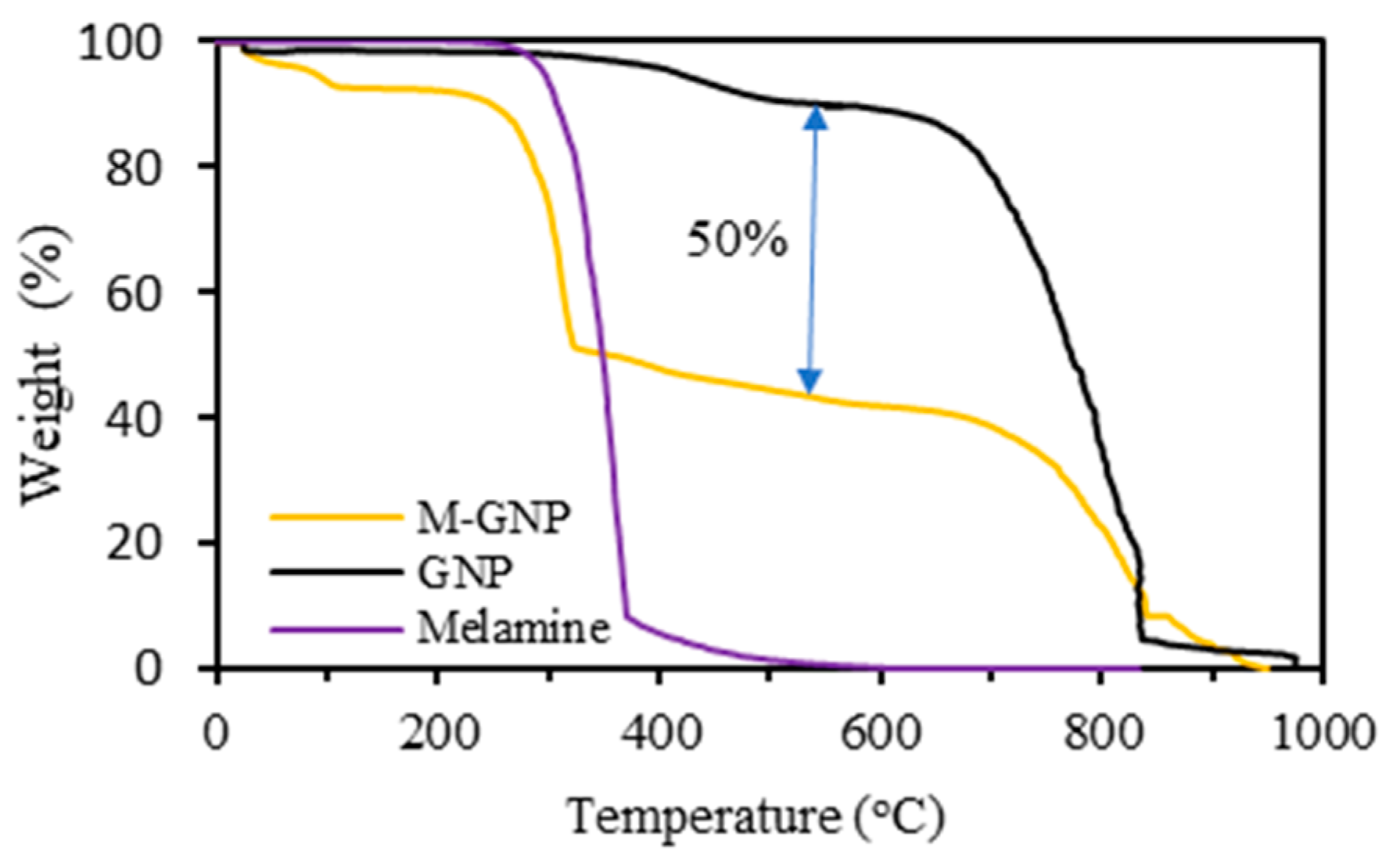
3.1. Characterisation of M-GNP Behaviour
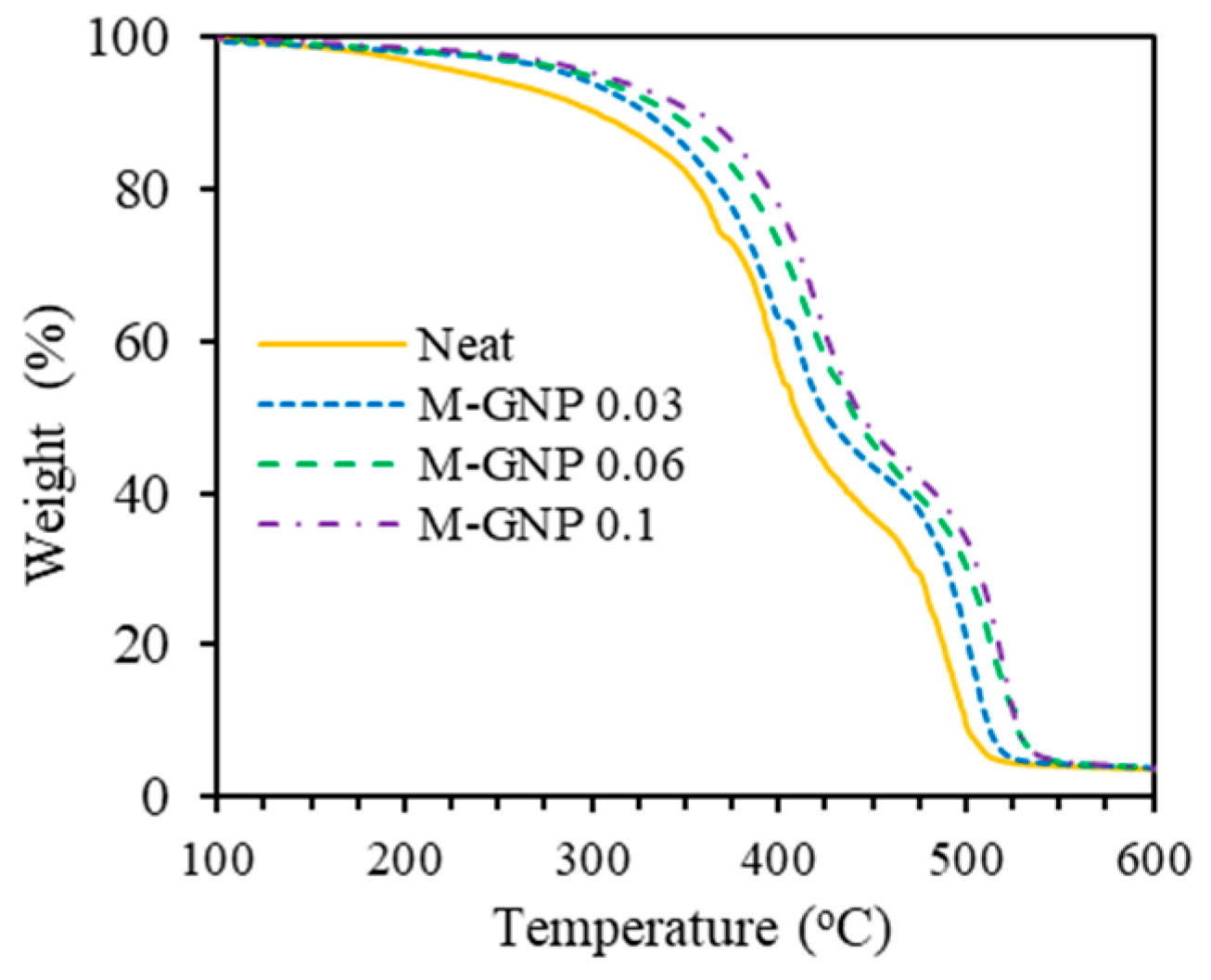
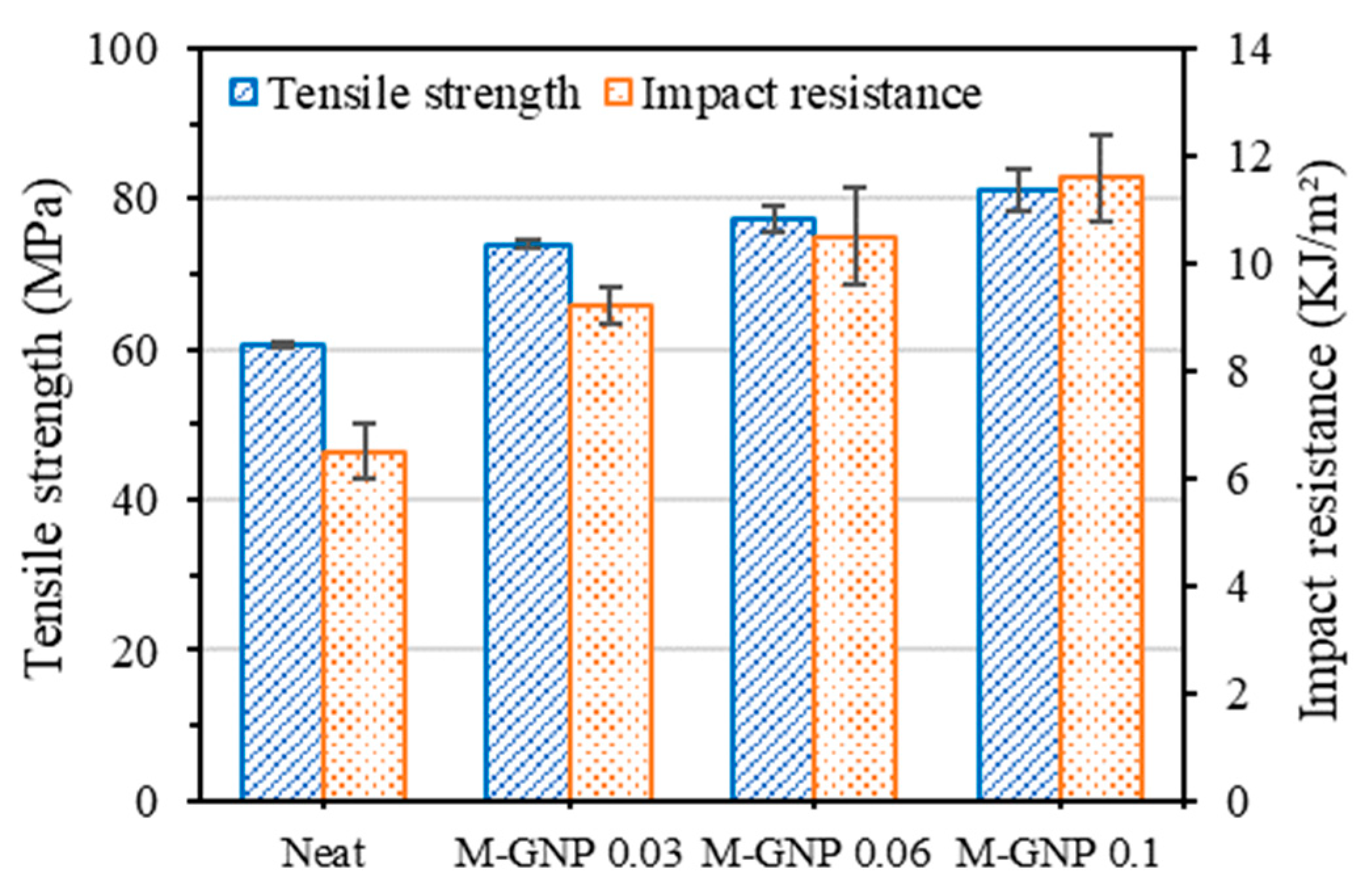
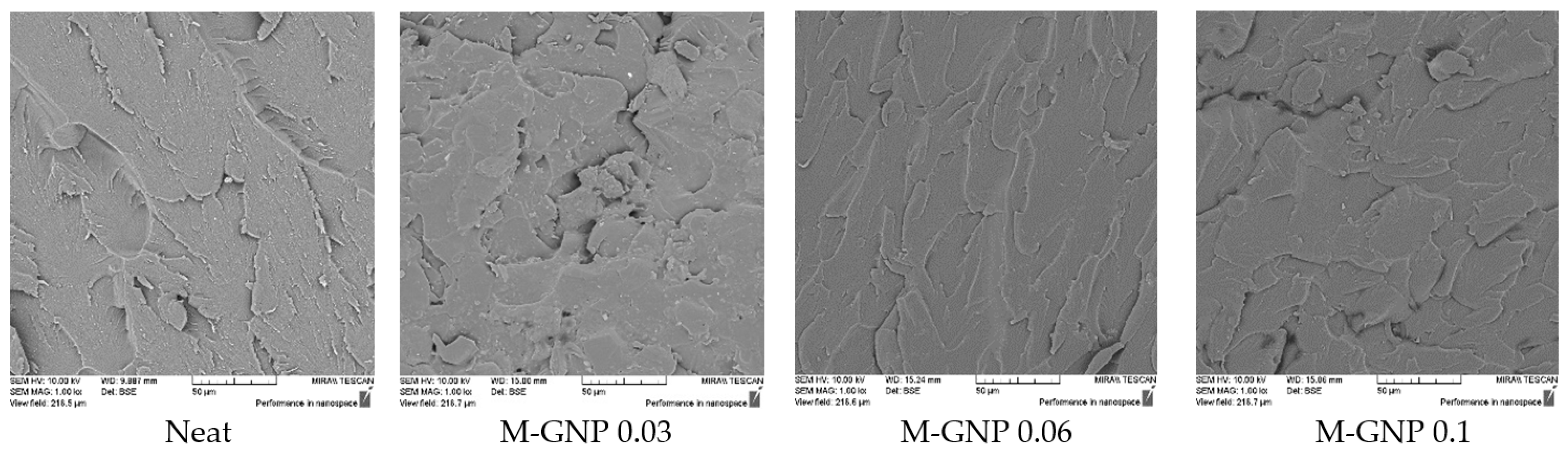
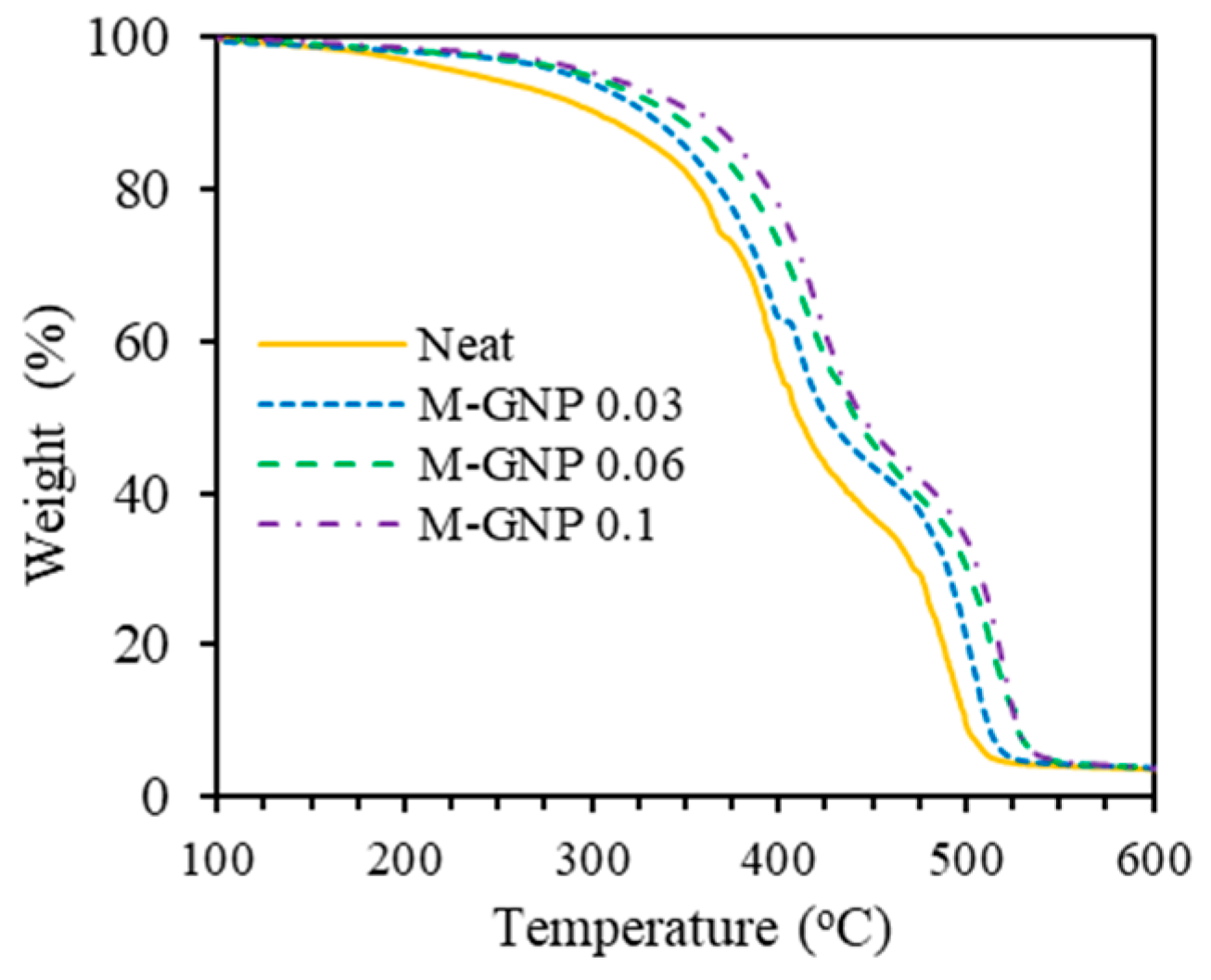
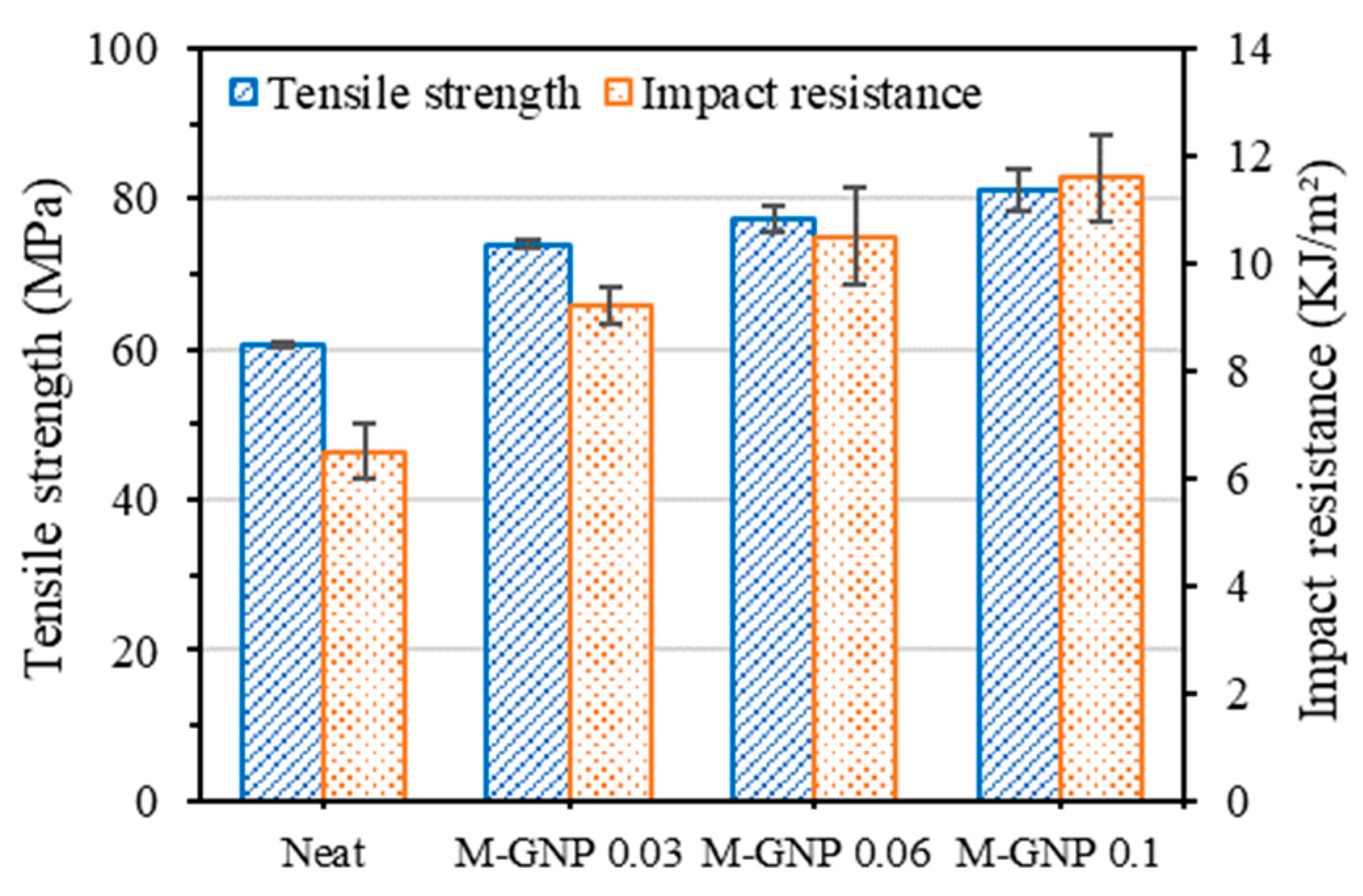
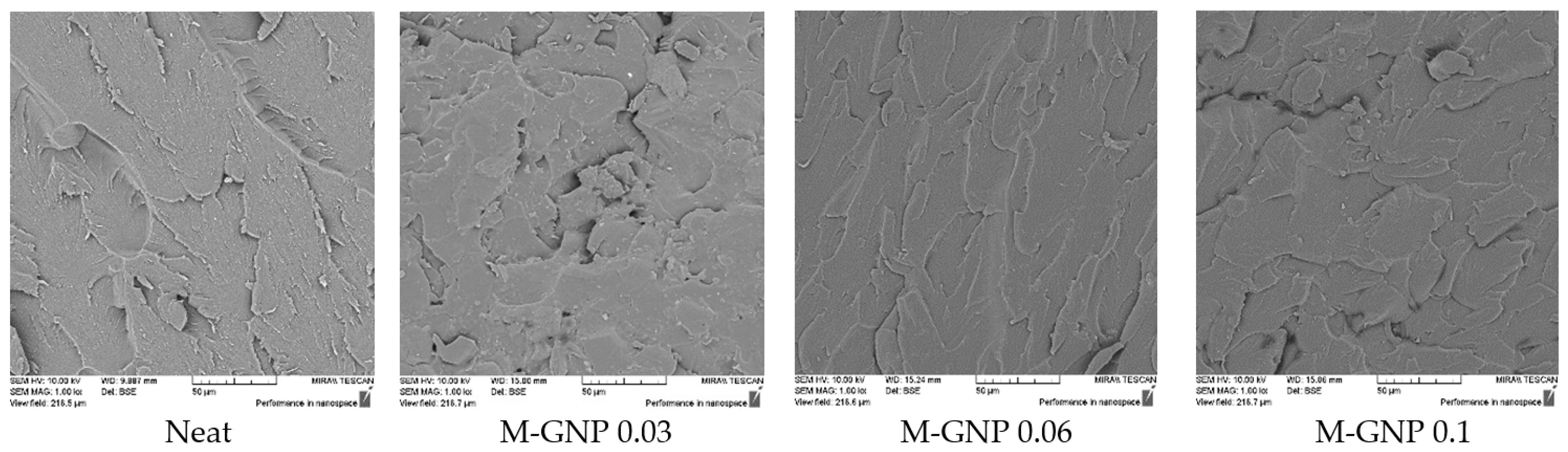
3.2. Thermal and Mechanical Properties of the M-GNP Nanocomposites
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Melchels, F.P.W.; Feijen, J.; Grijpma, D.W. A Review on Stereolithography and Its Applications in Biomedical Engineering. Biomaterials 2010, 31, 6121–6130. [Google Scholar] [CrossRef] [PubMed]
- Alsaadi, M.; Hinchy, E.P.; McCarthy, C.T.; Moritz, V.F.; Zhuo, S.; Fuenmayor, E.; Devine, D.M. Liquid-Based 4D Printing of Shape Memory Nanocomposites: A Review. J. Manuf. Mater. Process. 2023, 7, 35. [Google Scholar] [CrossRef]
- Li, X.; Yu, R.; He, Y.; Zhang, Y.; Yang, X.; Zhao, X.; Huang, W. Four-Dimensional Printing of Shape Memory Polyurethanes with High Strength and Recyclability Based on Diels-Alder Chemistry. Polymer 2020, 200, 122532. [Google Scholar] [CrossRef]
- Li, J.; Wang, L.; Dai, L.; Zhong, L.; Liu, B.; Ren, J.; Xu, Y. Synthesis and Characterization of Reinforced Acrylate Photosensitive Resin by 2-Hydroxyethyl Methacrylate-Functionalized Graphene Nanosheets for 3D Printing. J. Mater. Sci. 2018, 53, 1874–1886. [Google Scholar] [CrossRef]
- Borra, N.D.; Neigapula, V.S.N. Parametric Optimization for Dimensional Correctness of 3D Printed Part Using Masked Stereolithography: Taguchi Method. Rapid Prototyp. J. 2023, 29, 166–184. [Google Scholar] [CrossRef]
- Mu, Q.; Wang, L.; Dunn, C.K.; Kuang, X.; Duan, F.; Zhang, Z.; Qi, H.J.; Wang, T. Digital Light Processing 3D Printing of Conductive Complex Structures. Addit. Manuf. 2017, 18, 74–83. [Google Scholar] [CrossRef]
- Idowu, A.; Thomas, T.; Boesl, B.; Agarwal, A. Cryo-Assisted Extrusion 3D Printing of Shape Memory Polymer-Graphene Composites. J. Manuf. Sci. Eng. 2023, 145, 041003. [Google Scholar] [CrossRef]
- Alsaadi, M.; Younus, B.; Erklig, A.; Bulut, M.; Bozkurt, O.; Sulaiman, B. Effect of Graphene Nano-Platelets on Mechanical and Impact Characteristics of Carbon/Kevlar Reinforced Epoxy Hybrid Nanocomposites. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2021, 235, 7139–7151. [Google Scholar] [CrossRef]
- Liu, L.; Etika, K.C.; Liao, K.-S.; Hess, L.A.; Bergbreiter, D.E.; Grunlan, J.C. Comparison of Covalently and Noncovalently Functionalized Carbon Nanotubes in Epoxy. Macromol. Rapid Commun. 2009, 30, 627–632. [Google Scholar] [CrossRef] [PubMed]
- Cha, J.; Kim, J.; Ryu, S.; Hong, S.H. Comparison to Mechanical Properties of Epoxy Nanocomposites Reinforced by Functionalized Carbon Nanotubes and Graphene Nanoplatelets. Compos. Part B Eng. 2019, 162, 283–288. [Google Scholar] [CrossRef]
- Kim, J.; Cha, J.; Chung, B.; Ryu, S.; Hong, S.H. Fabrication and Mechanical Properties of Carbon Fiber/Epoxy Nanocomposites Containing High Loadings of Noncovalently Functionalized Graphene Nanoplatelets. Compos. Sci. Technol. 2020, 192, 108101. [Google Scholar] [CrossRef]
- Kim, J.; Cha, J.; Jun, G.H.; Yoo, S.C.; Ryu, S.; Hong, S.H. Fabrication of Graphene Nanoplatelet/Epoxy Nanocomposites for Lightweight and High-Strength Structural Applications. Part. Part. Syst. Charact. 2018, 35, 1700412. [Google Scholar] [CrossRef]
- Choi, E.-Y.; Han, T.H.; Hong, J.; Kim, J.E.; Lee, S.H.; Kim, H.W.; Kim, S.O. Noncovalent Functionalization of Graphene with End-Functional Polymers. J. Mater. Chem. 2010, 20, 1907. [Google Scholar] [CrossRef]
- Wu, S.; Shi, T.; Zhang, L. Preparation and Properties of Amine-Functionalized Reduced Graphene Oxide/Waterborne Polyurethane Nanocomposites. High Perform. Polym. 2016, 28, 453–465. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | T5 (°C) | W400 (%) |
|---|---|---|
| Neat | 56 | 236 |
| M-GNP 0.03 | 63 | 288 |
| M-GNP 0.06 | 72 | 296 |
| M-GNP 0.1 | 77 | 304 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alsaadi, M.; Hinchy, E.P.; McCarthy, C.T.; Moritz, V.F.; Portela, A.; Devine, D.M. 3D Printing of Photocurable Resin Reinforced by Functionalised Graphene Nanoplatelets. Mater. Proc. 2023, 14, 20. https://doi.org/10.3390/IOCN2023-14540
Alsaadi M, Hinchy EP, McCarthy CT, Moritz VF, Portela A, Devine DM. 3D Printing of Photocurable Resin Reinforced by Functionalised Graphene Nanoplatelets. Materials Proceedings. 2023; 14(1):20. https://doi.org/10.3390/IOCN2023-14540
Chicago/Turabian StyleAlsaadi, Mohamad, Eoin P. Hinchy, Conor T. McCarthy, Vicente F. Moritz, Alexandre Portela, and Declan M. Devine. 2023. "3D Printing of Photocurable Resin Reinforced by Functionalised Graphene Nanoplatelets" Materials Proceedings 14, no. 1: 20. https://doi.org/10.3390/IOCN2023-14540
APA StyleAlsaadi, M., Hinchy, E. P., McCarthy, C. T., Moritz, V. F., Portela, A., & Devine, D. M. (2023). 3D Printing of Photocurable Resin Reinforced by Functionalised Graphene Nanoplatelets. Materials Proceedings, 14(1), 20. https://doi.org/10.3390/IOCN2023-14540