
Real-Time Detection and Counting of Melted Spatter Particles During Deposition of Biomedical-Grade Co-Cr-Mo-4Ti Powder Using the Micro-Plasma Transferred Arc Additive Manufacturing Process †

 , , ,
, , ,  ,
,
Abstract
1. Introduction
2. Material and Methods
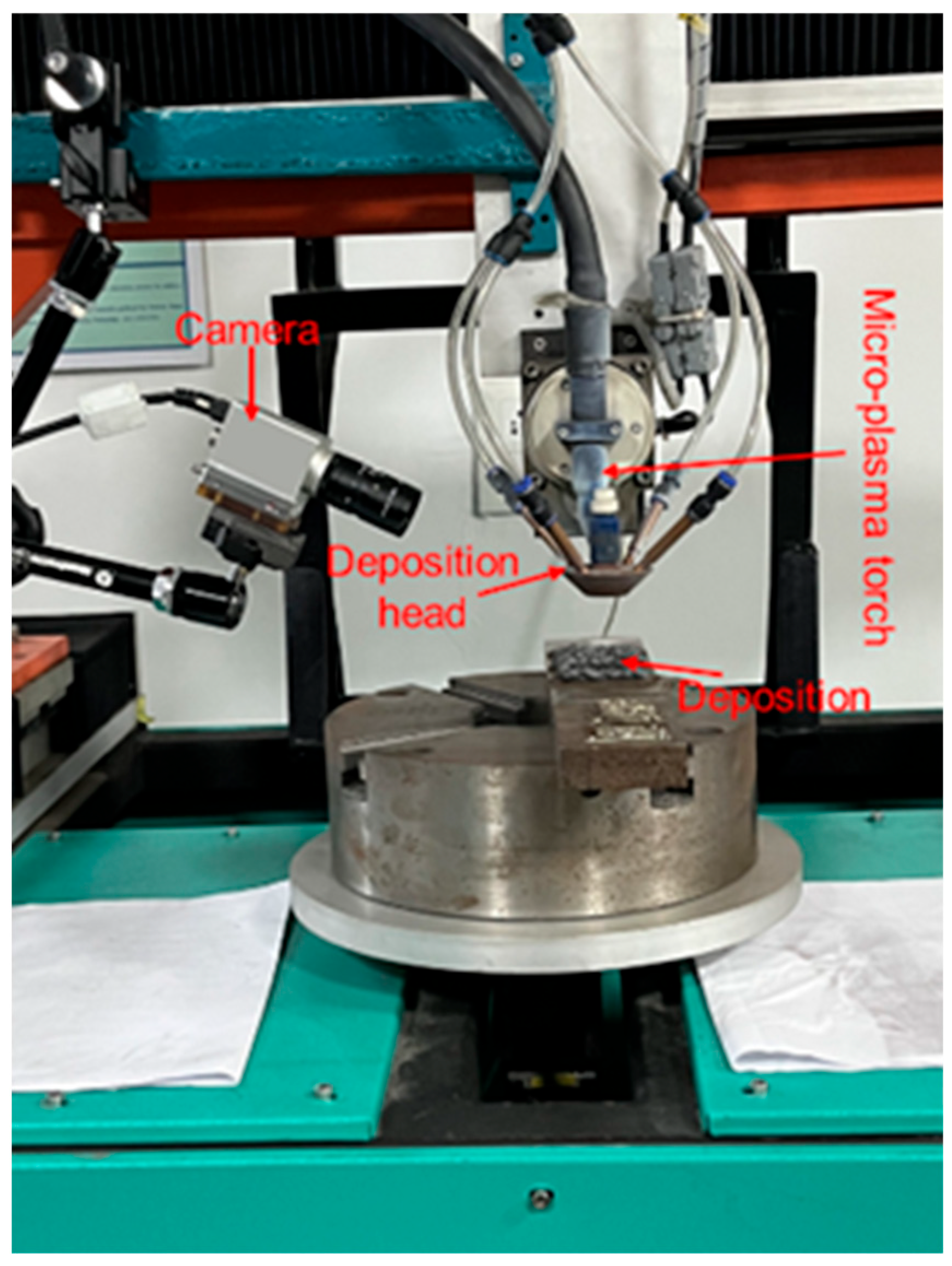
2.1. Data Collection
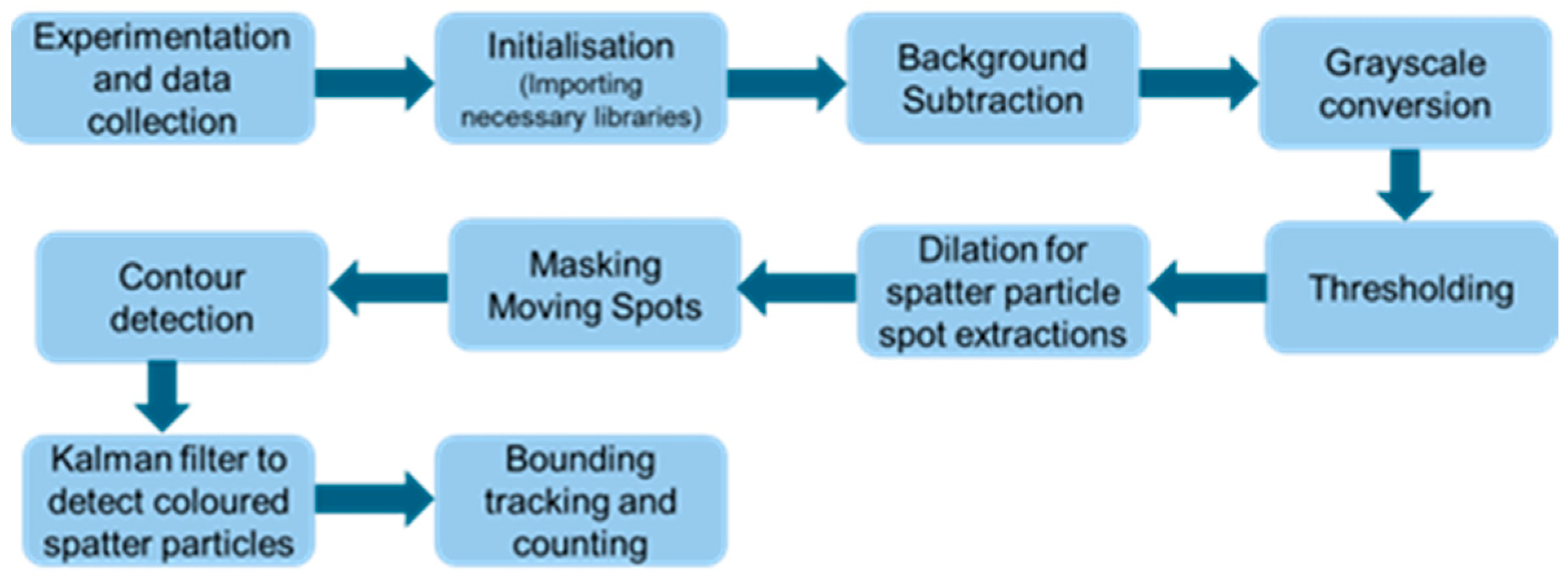
2.2. Image Processing and Spatter Contour Extraction
2.3. Kalman Filter for Spatter Detection and Counting
3. Results and Discussions
3.1. Kalman Filter-Based Monitoring of Melted Spatter Particles
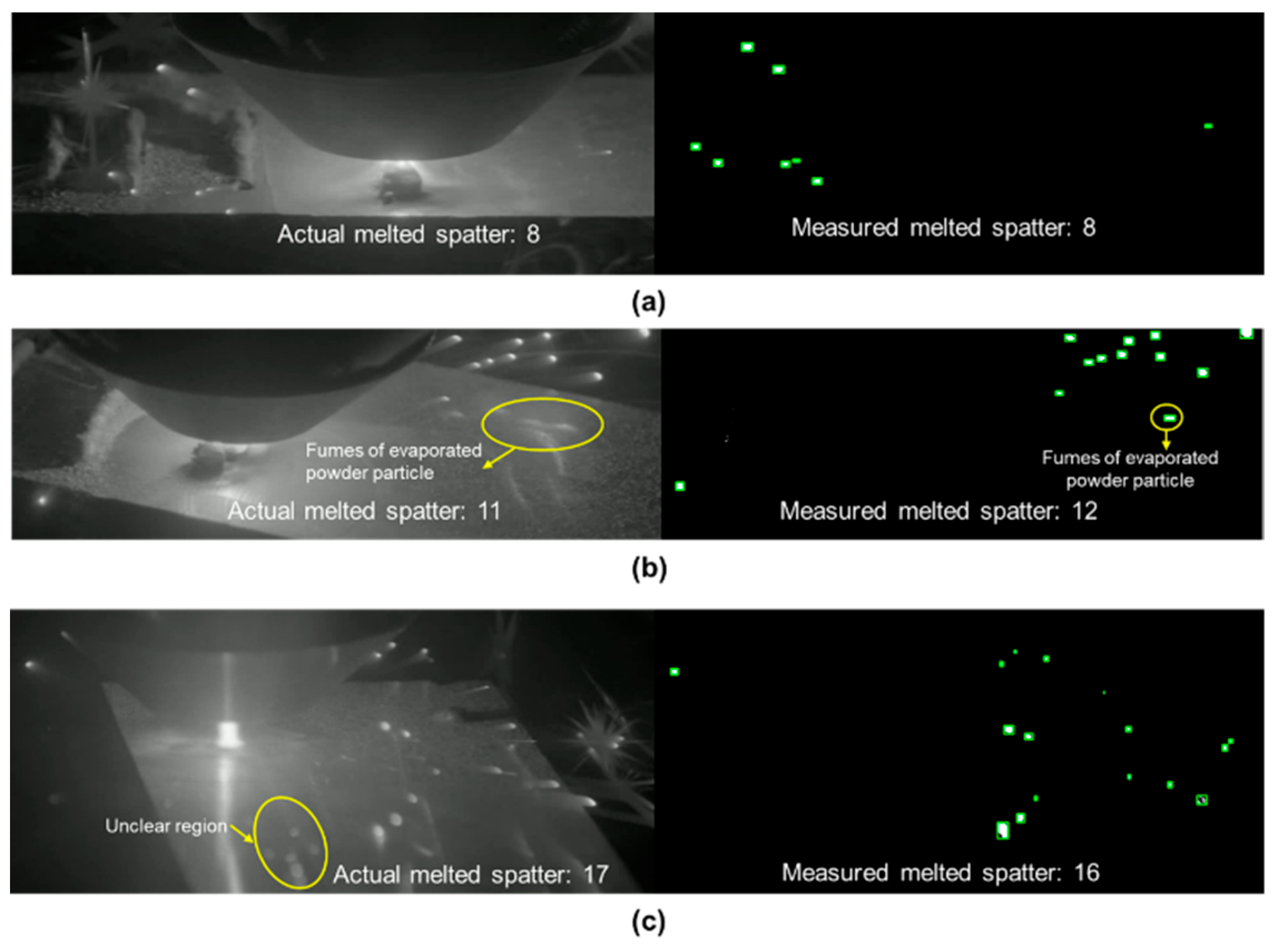
3.2. Real-Time Counting of Melted Spatter Particles
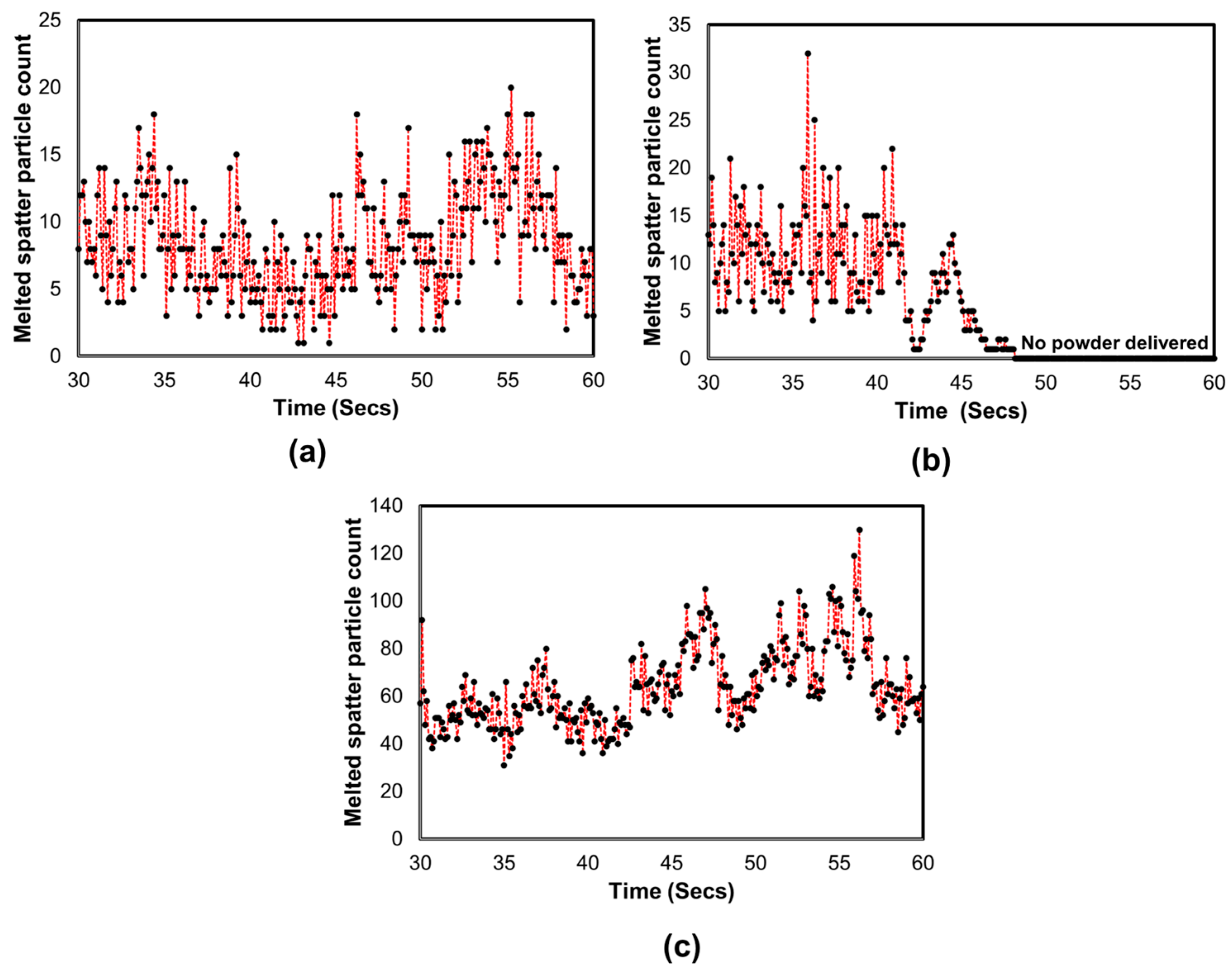
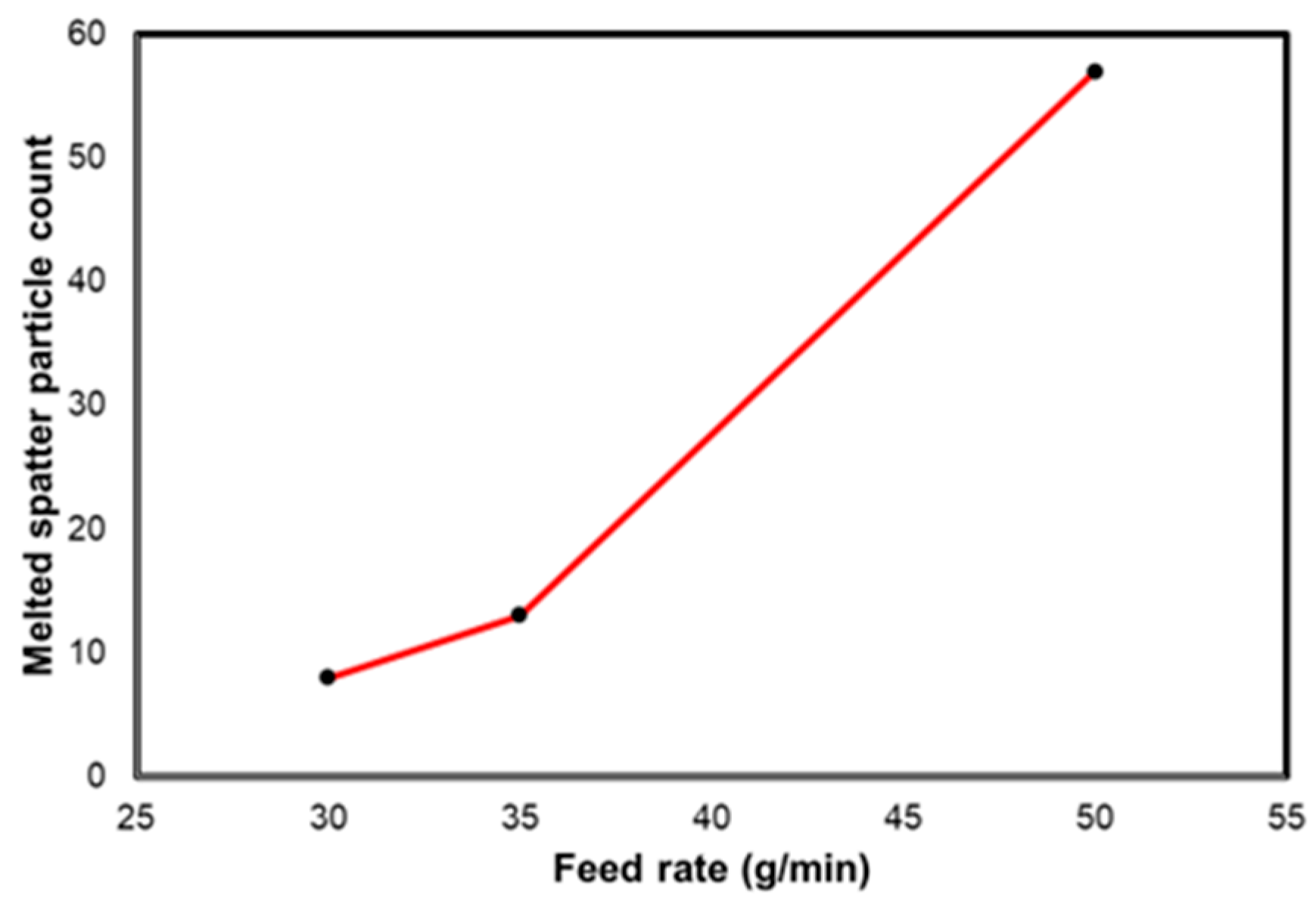
3.3. Influence of Powder Feed Rate on Melted Spatter Particles
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Patil, D.B.; Nigam, A.; Mohapatra, S.; Nikam, S. A deep learning approach to classify and detect defects in the components manufactured by laser directed energy deposition process. Machines 2023, 11, 854. [Google Scholar] [CrossRef]
- Wolff, S.; Wu, H.; Parab, N.; Zhao, C.; Ehmann, K.; Sun, T.; Cao, J. In-situ high-speed X-ray imaging of piezo-driven directed energy deposition additive manufacturing. Sci. Rep. 2019, 9, 962. [Google Scholar] [CrossRef] [PubMed]
- Thompson, S.M.; Bian, L.; Shamsaei, N.; Yadollahi, A. An overview of Direct Laser Deposition for additive manufacturing; Part I: Transport phenomena, modeling and diagnostics. Addit. Manuf. 2015, 8, 36–62. [Google Scholar] [CrossRef]
- Wang, D.; Ye, G.; Dou, W.; Zhang, M.; Yang, Y.; Mai, S.; Liu, Y. Influence of spatter particles contamination on densification behavior and tensile properties of CoCrW manufactured by selective laser melting. Opt. Laser Technol. 2020, 121, 105678. [Google Scholar] [CrossRef]
- Li, Z.; Li, H.; Yin, J.; Li, Y.; Nie, Z.; Li, X.; You, D.; Guan, K.; Duan, W.; Cao, L.; et al. A Review of Spatter in Laser Powder Bed Fusion Additive Manufacturing: In Situ Detection, Generation, Effects, and Countermeasures. Micromachines 2022, 13, 1366. [Google Scholar] [CrossRef] [PubMed]
- Simonelli, M.; Tuck, C.; Aboulkhair, N.T.; Maskery, I.; Ashcroft, I.; Wildman, R.D.; Hague, R. A Study on the Laser Spatter and the Oxidation Reactions During Selective Laser Melting of 316L Stainless Steel, Al-Si10-Mg, and Ti-6Al-4V. Metall. Mater. Trans. A 2015, 46, 3842–3851. [Google Scholar] [CrossRef]
- Iquebal, A.S.; Yadav, A.; Botcha, B.; Gorthi, R.K.; Bukkapatnam, S. Tracking and quantifying spatter characteristics in a laser directed energy deposition process using Kalman filter. Manuf. Lett. 2022, 33, 692–700. [Google Scholar] [CrossRef]
- Ermurat, M.; Arslan, M.A.; Erzincanli, F.; Uzman, I. Process parameters investigation of a laser-generated single clad for minimum size using design of experiments. Rapid Prototyp. J. 2013, 19, 452–462. [Google Scholar] [CrossRef]
- Nassar, A.R.; Starr, B.; Reutzel, E.W. Process monitoring of directed-energy deposition of Inconel-718 via plume imaging. In Proceedings of the 26th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference (SFF 2015), Austin, TX, USA, 10–12 August 2015. [Google Scholar]
- Hofmeister, W.; Knorovsky, G.A.; Maccallum, D.O. Video monitoring and control of the LENS process. In Proceedings of the American Welding Society 9th International Conference of Computer Technology in Welding, Detroit, MI, USA, 30 November 1999. [Google Scholar]
- Kalman, R.E. A New Approach to Linear Filtering and Prediction Problems. ASME. J. Basic Eng. 1960, 82, 35–45. [Google Scholar] [CrossRef]
- Billoir, P.; De Cian, M.; Günther, P.A.; Stemmle, S. A parametrized Kalman filter for fast track fitting at LHCb. Comput. Phys. Commun. 2021, 265, 108026. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Exp. no. | Current (A) | Powder Feed Rate (g/min) | Deposition Head Travel Speed (mm/min) |
|---|---|---|---|
| 1 | 17 | 30 | 55 |
| 2 | 17 | 35 | |
| 3 | 12 | 50 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nikam, S.; Coleman, S.; Kerr, D.; Jain, N.K.; Panchal, Y.; Nikam, D. Real-Time Detection and Counting of Melted Spatter Particles During Deposition of Biomedical-Grade Co-Cr-Mo-4Ti Powder Using the Micro-Plasma Transferred Arc Additive Manufacturing Process. Eng. Proc. 2025, 92, 78. https://doi.org/10.3390/engproc2025092078
Nikam S, Coleman S, Kerr D, Jain NK, Panchal Y, Nikam D. Real-Time Detection and Counting of Melted Spatter Particles During Deposition of Biomedical-Grade Co-Cr-Mo-4Ti Powder Using the Micro-Plasma Transferred Arc Additive Manufacturing Process. Engineering Proceedings. 2025; 92(1):78. https://doi.org/10.3390/engproc2025092078
Chicago/Turabian StyleNikam, Sagar, Sonya Coleman, Dermot Kerr, Neelesh Kumar Jain, Yash Panchal, and Deepika Nikam. 2025. "Real-Time Detection and Counting of Melted Spatter Particles During Deposition of Biomedical-Grade Co-Cr-Mo-4Ti Powder Using the Micro-Plasma Transferred Arc Additive Manufacturing Process" Engineering Proceedings 92, no. 1: 78. https://doi.org/10.3390/engproc2025092078
APA StyleNikam, S., Coleman, S., Kerr, D., Jain, N. K., Panchal, Y., & Nikam, D. (2025). Real-Time Detection and Counting of Melted Spatter Particles During Deposition of Biomedical-Grade Co-Cr-Mo-4Ti Powder Using the Micro-Plasma Transferred Arc Additive Manufacturing Process. Engineering Proceedings, 92(1), 78. https://doi.org/10.3390/engproc2025092078