

Sustainable Uses of 3D Printing Applied to Concrete Structures †



Abstract
1. Introduction
2. Materials and Methods
2.1. About PLA
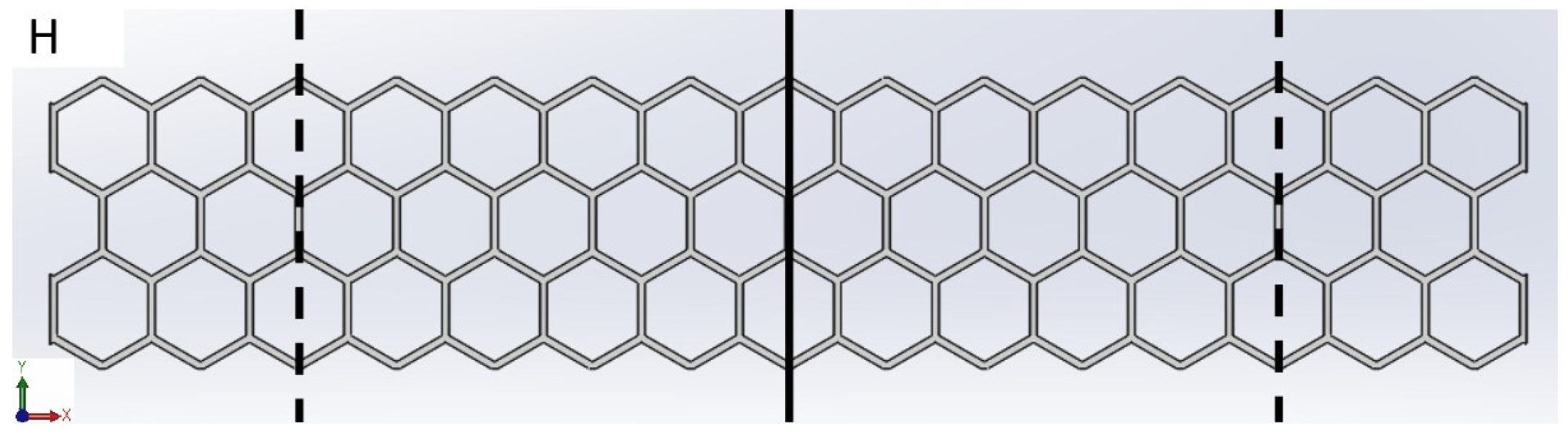
2.2. Applied Printers, Printing Setups, and Structures
- Laid (L) Orientation: Printed parallel to the specimen table and laid on the longer side of the specimen. These grids were produced using a Creality CR-S10 PRO printer and were printed with white PLA.
- Upright (U) Orientation: Printed perpendicular to the specimen table and positioned on the smaller side of the specimen. These grids were printed on a Creality Ender-5 printer using red PLA.
2.3. About Test Specimen Molding
2.4. Measurement Setup
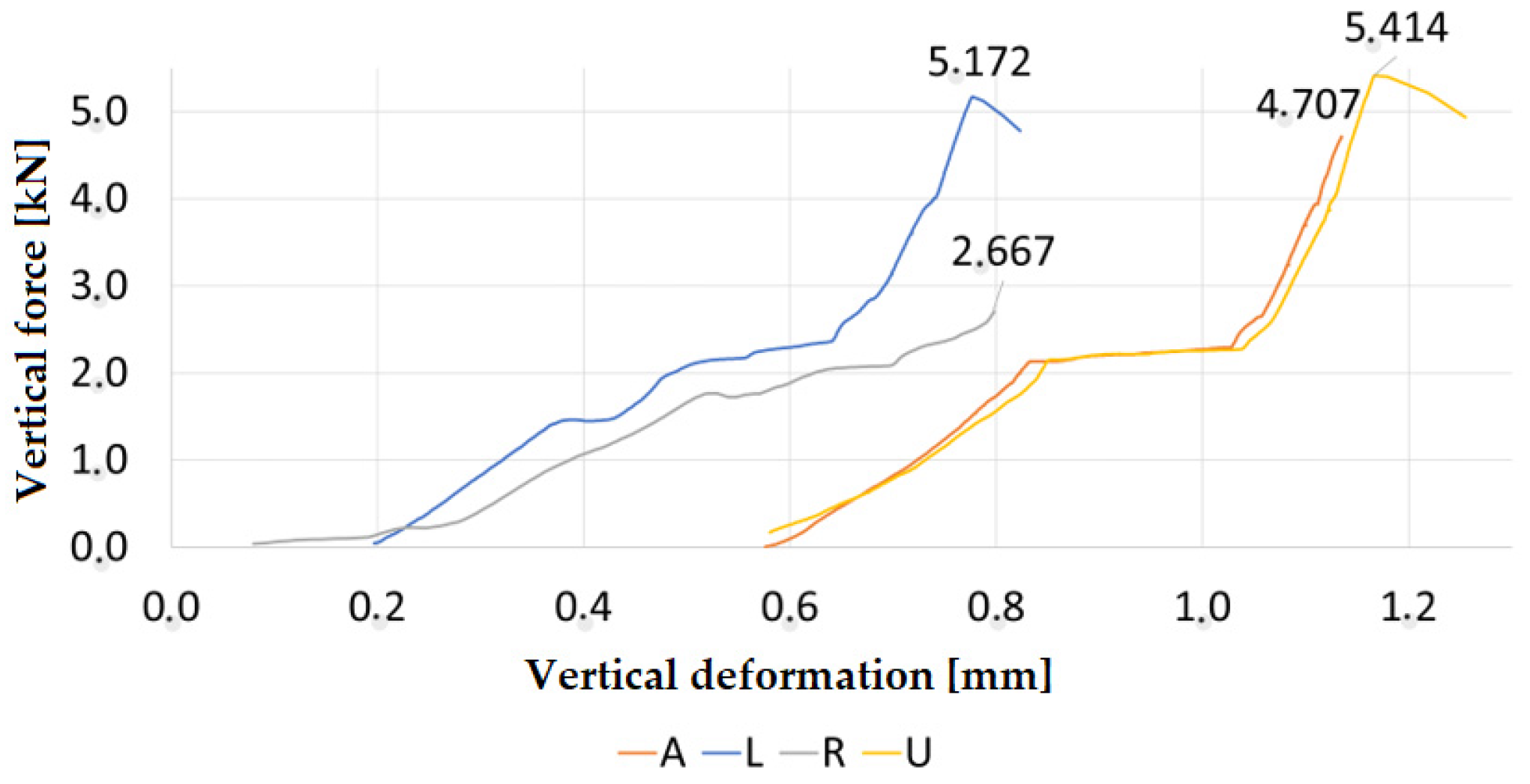
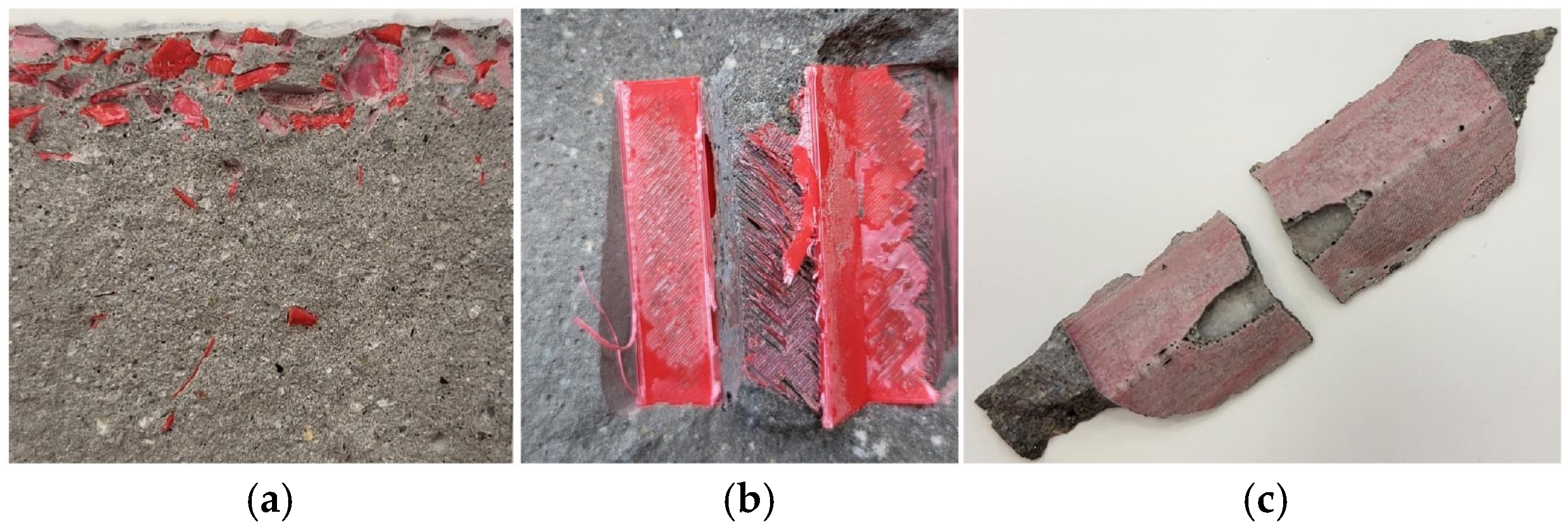
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yoo, D.Y.; Banthia, N.; Yang, J.M.; Yoon, Y.S. Size effect in normal- and high-strength amorphous metallic and steel fiber reinforced concrete beams. Constr. Build. Mater. 2016, 121, 676–685. [Google Scholar] [CrossRef]
- Tang, C.; Liu, J.; Hao, W.; Wei, Y. Flexural properties of 3D printed graded lattice reinforced cementitious composites using digital image correlation. Mater. Des. 2023, 227, 111734. [Google Scholar] [CrossRef]
- Khan, T.; Ali, M.; Riaz, Z.; Butt, H.; Al-Rub, R.K.A.; Dong, Y.; Umer, R. Recent developments in improving the fracture toughness of 3D-printed fiber-reinforced polymer composites. Compos. Part B Eng. 2024, 283, 111622. [Google Scholar] [CrossRef]
- Kuchak, A.T.J.; Marinkovic, D.; Zehn, M. Parametric Investigation of a Rail Damper Design Based on a Lab-Scaled Model. J. Vib. Eng. Technol. 2021, 9, 51–60. [Google Scholar] [CrossRef]
- Németh, A.; Ibrahim, S.K.; Movahedi Rad, M.; Szalai, S.; Major, Z.; Szürke, S.K.; Jóvér, V.; Sysyn, M.; Kurhan, D.; Harrach, D.; et al. Laboratory and Numerical Investigation of Pre-Tensioned Reinforced Concrete Railway Sleepers Combined with Plastic Fiber Reinforcement. Polymers 2024, 16, 1498. [Google Scholar] [CrossRef] [PubMed]
- Milićević, I.; Popović, M.; Dučić, N.; Vujičić, V.; Stepanić, P.; Marinković, D.; Ćojbašić, Ž. Improving the mechanical characteristics of the 3D printing objects using hybrid machine learning approach. Facta Univ. Ser. Mech. Eng. 2022. [Google Scholar] [CrossRef]
- Kuchak, A.T.J.; Marinkovic, D.; Zehn, M. Finite Element Model Updating—Case Study of a Rail Damper. Struct. Eng. Mech. 2020, 73, 27–35. [Google Scholar]
- Santana, H.A.; Amorim Júnior, N.S.; Ribeiro, D.V.; Cilla, M.S.; Dias, C.M.R. 3D printed mesh reinforced geopolymer: Notched prism bending. Cem. Concr. Compos. 2021, 116, 103892. [Google Scholar] [CrossRef]
- Xue, X.; Chen, X.; Zhao, P.; Yang, C. Shear performance of reinforced concrete beams containing stirrups with lower bend defects. Eng. Struct. 2023, 280, 115718. [Google Scholar] [CrossRef]
- Yeganeh, A.E.; Hossain, K.M.A. Structural behavior of shear deficient high performance reinforced concrete exterior joints under bending. Structures 2023, 48, 1707–1721. [Google Scholar] [CrossRef]
- Small, N.R.; Williams, D.K.; Roy, R.; Hazra, S.K. Accounting for the effect of heterogeneous plastic deformation on the formability of aluminium and steel sheets. Int. J. Adv. Manuf. Technol. 2020, 109, 397–410. [Google Scholar] [CrossRef]
- Peng, X.; Liu, G.; Li, J.; Wu, H.; Jia, W.; Jiang, S. Compression property and energy absorption capacity of 4D-printed deformable honeycomb structure. Compos. Struct. 2023, 325, 117591. [Google Scholar] [CrossRef]
- Panda, S.; Nanda, A.; Panigrahi, S.K. Potential utilization of waste plastic in sustainable geopolymer concrete production: A review. J. Environ. Manag. 2024, 366, 121705. [Google Scholar] [CrossRef] [PubMed]
- Akçaözoğlu, S.; Atiş, C.D.; Akçaözoğlu, K. An investigation on the use of shredded waste PET bottles as aggregate in lightweight concrete. Waste Manag. 2010, 30, 285–290. [Google Scholar] [CrossRef] [PubMed]
- Ézsiás, L.; Tompa, R.; Fischer, S. Investigation of the possible correlations between specific characteristics of crushed stone aggregates. Spectrum Mech. Eng. Oper. Res. 2024, 1, 10–26. [Google Scholar] [CrossRef]
- ISO 180:2023; Plastics—Determination of Izod Impact Strength. International Organization for Standardization: Geneva, Switzerland, 2023.
- ISO 527-1:2019; Plastics—Determination of Tensile Properties—Part 1: General Principles. International Organization for Standardization: Geneva, Switzerland, 2019.
- Csótár, H.; Szívós, B.F.; Szalai, S.; Fischer, S. Production and Testing of 3D Printed PLA Structures with DIC Technology for the Reinforcement of Concrete Elements. In Proceedings of the 3rd Conference of Cognitive Mobility, Budapest, Hungary, 7–8 October 2024. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
| Printing Parameters | Recommended | Applied |
|---|---|---|
| Nozzle temperature | 195–225 °C | 210 °C |
| Nozzle size | 0.2–1.2 mm | 0.4 mm |
| Bed temperature | max 70 °C | 70 °C |
| Bed condition | kapton, glass tape, or glue | glass |
| Cooling fan | up to 100% | 100% |
| Layer height | 0.4–0.8 mm | 0.8 mm |
| Print speed | 20–80 mm/s, optimal, max. 250 mm/s | 50 mm/s |
| Properties | - | Test method |
| Tensile strength | 32 ± 2 MPa | ISO 527 [17] |
| Tensile modulus | 1.8 ± 0.1 GPa | ISO 527 [17] |
| Tensile elongation | 2–4% | ISO 527 [17] |
| Notched Izod impact | 4.95 kJ/m2 | ISO 180 [16] |
| Material | Manufacturer (Brand) | Amount/Quantity (grams) |
|---|---|---|
| Water | - | 2250.00 |
| Cement | CEM-II-AS-42.5 | 6420.00 |
| Limestone powder | Lafarge | 1538.00 |
| Additive | OH0/1 | 6975.00 |
| Fluxing agent | VC 5 NEW | 41.25 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Csótár, H.; Baranyai, G.; Szalai, S.; Fischer, S. Sustainable Uses of 3D Printing Applied to Concrete Structures. Eng. Proc. 2024, 79, 55. https://doi.org/10.3390/engproc2024079055
Csótár H, Baranyai G, Szalai S, Fischer S. Sustainable Uses of 3D Printing Applied to Concrete Structures. Engineering Proceedings. 2024; 79(1):55. https://doi.org/10.3390/engproc2024079055
Chicago/Turabian StyleCsótár, Hanna, Gusztáv Baranyai, Szabolcs Szalai, and Szabolcs Fischer. 2024. "Sustainable Uses of 3D Printing Applied to Concrete Structures" Engineering Proceedings 79, no. 1: 55. https://doi.org/10.3390/engproc2024079055
APA StyleCsótár, H., Baranyai, G., Szalai, S., & Fischer, S. (2024). Sustainable Uses of 3D Printing Applied to Concrete Structures. Engineering Proceedings, 79(1), 55. https://doi.org/10.3390/engproc2024079055