
Fiber Laser Cutting of AISI 431 Martensitic Stainless Steel: An Experimental Investigation †

 ,
,
Abstract
1. Introduction
2. Materials and Methods
2.1. AISI 431 Martensite Alloy and Its Chemical Composition
2.2. Fiber Laser Machining of AISI 431 Steel
2.3. Measurement of MRR, Ra and Microhardness
3. Results and Discussion
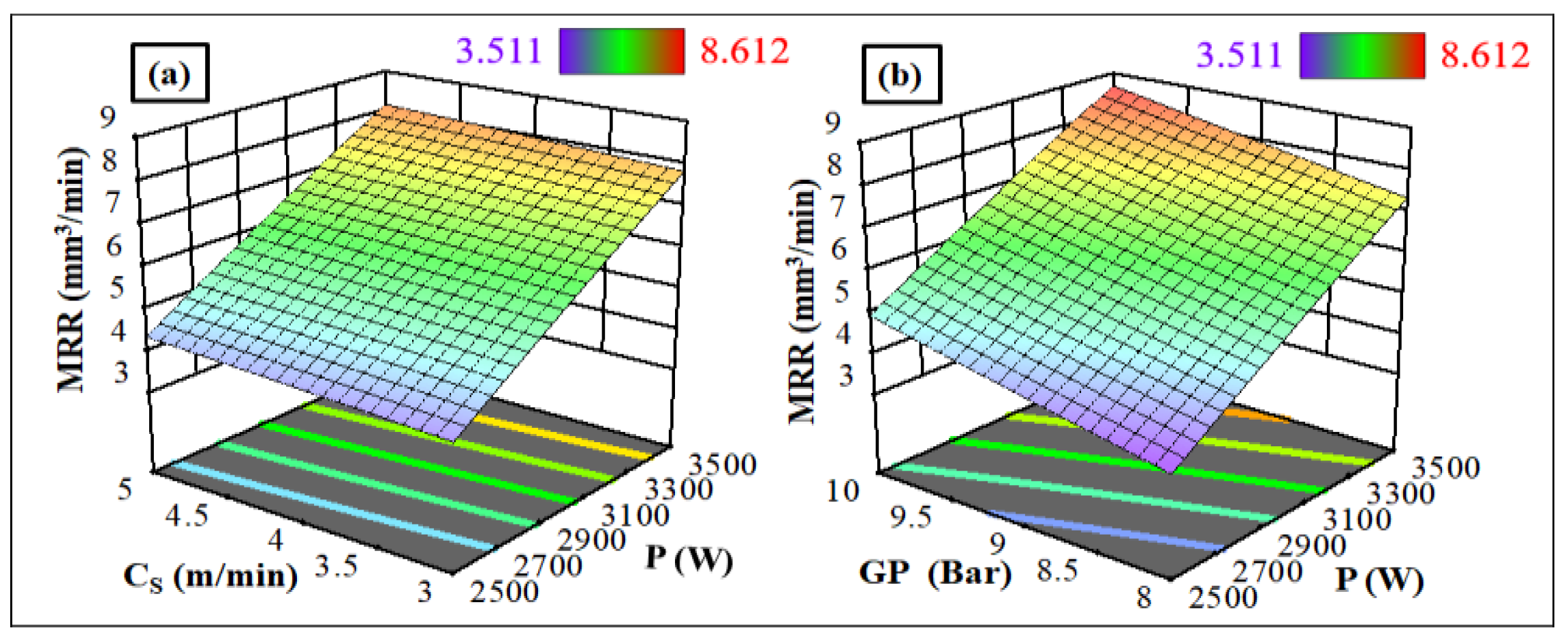
3.1. A Statistical Study of the Material Removal Rate (MRR) on AISI 431 Steel
3.2. A Statistical Study of the Surface Roughness (Ra) on AISI 431 Steel
3.3. Parametric Optimization of Fiber Laser Machining
4. Conclusions
- An increase in power and cutting speed causes a substantial increase in temperature at the melt surface, leading to the removal of immense amounts of molten material, allowing for a faster material removal rate.
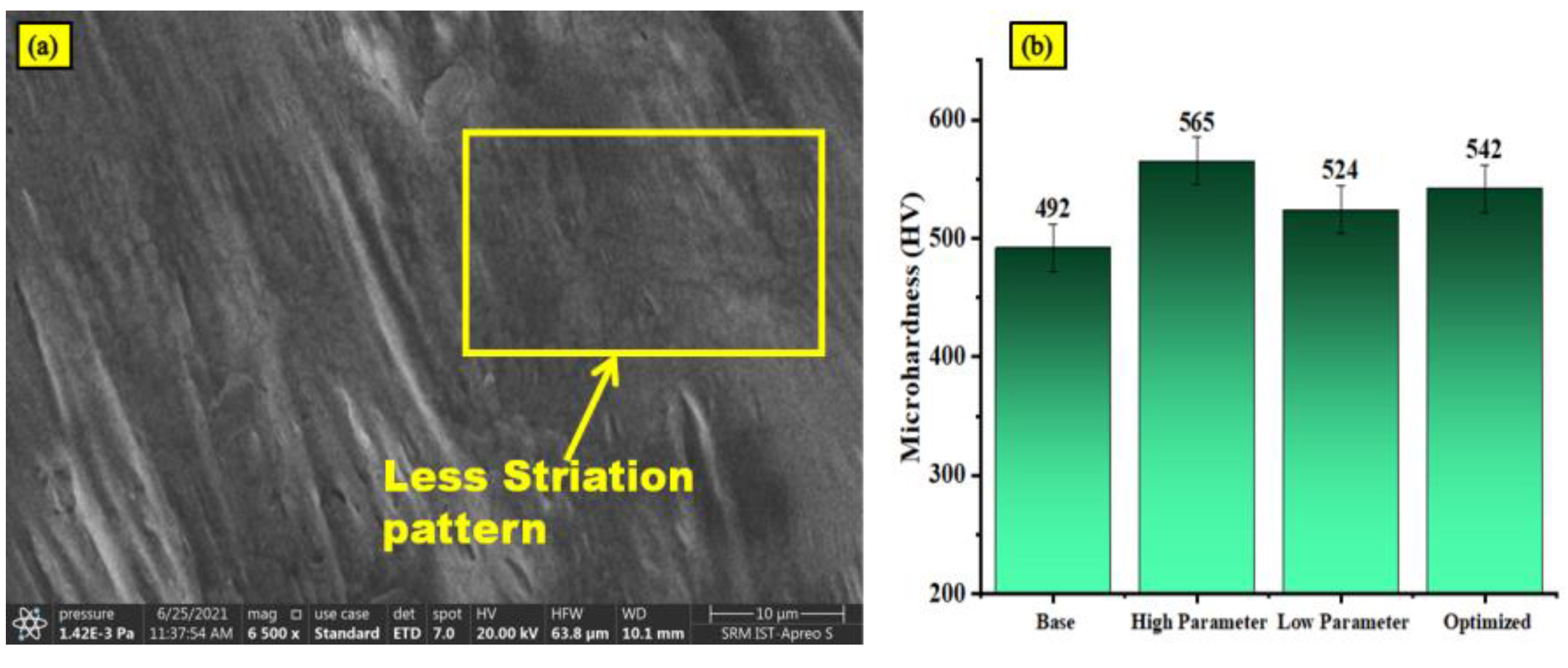
- Surface roughness increases constantly with the laser cutting speed (CS) and power (P). A material surface resolidification layer was also visible with increased laser intensity. Therefore, the right power, cutting speed, and gas pressure are needed for surface quality and material removal.
- When power = 3000 W, CS = 3.5 m/min, and gas pressure = 10 bar, the optimal set of machining parameters for high MRR and low Ra utilizing the RSM-BBD approach were 6.185 mm3/min and 4.187 µm, respectively. For AISI 431 steel, fiber laser cutting is the preferable method.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Figueredo, E.W.A.; Apolinario, L.H.R.; Santos, M.V.; Silva, A.C.S.; Avila, J.A.; Lima, M.S.F. Influence of Laser Beam Power and Scanning Speed on the Macrostructural Characteristics of AISI 316L and AISI 431 Stainless Steel Depositions Produced by Laser Cladding Process. J. Mater. Eng. Perform. 2021, 30, 3298–3312. [Google Scholar] [CrossRef]
- Uddin, M.; Santifoller, R.; Hall, C.; Schlaefer, T. A Grinding-Burnishing Approach to Enhancing Surface Integrity, Tribological, and Corrosion Behavior of Laser-Cladded AISI 431 Alloys. J. Manuf. Sci. Eng. 2022, 144, 71003. [Google Scholar] [CrossRef]
- Balasubramaniyan, C.; Rajkumar, K. Enhancing Low-Speed WEDM Machining Capabilities on Nitronic-50 with a Constant Frequency Ultrasonic Hybrid Method. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2023. [Google Scholar] [CrossRef]
- Balasubramaniyan, C.; Rajkumar, K.; Santosh, S. Fiber Laser Cutting of Cu–Zr Added Quaternary NiTi Shape Memory Alloy: Experimental Investigation and Optimization. Arab. J. Sci. Eng. 2023, 48, 3665–3679. [Google Scholar] [CrossRef]
- Balasubramaniyan, C.; Rajkumar, K.; Santosh, S. Wire-EDM Machinability Investigation on Quaternary Ni44Ti50Cu4Zr2 Shape Memory Alloy. Mater. Manuf. 2021, 36, 1161–1170. [Google Scholar] [CrossRef]
- Arun, A.; Rajkumar, K.; Santosh, S. Fiber Laser Cutting Study on Ternary NiTiV Shape Memory Alloy. Mater. Manuf. 2023, 38, 1745–1754. [Google Scholar] [CrossRef]
- Santosh, S.; Kevin Thomas, J.; Pavithran, M.; Nithyanandh, G.; Ashwath, J. An Experimental Analysis on the Influence of CO2 Laser Machining Parameters on a Copper-Based Shape Memory Alloy. Opt. Laser Technol. 2022, 153, 108210. [Google Scholar] [CrossRef]
- Santosh, S.; Srivatsan, S.; Vignesh Pandian, R. Unravelling the effect of CO2 laser machining parameters on the surface and shape memory characteristics of CuAlFeMn quaternary shape memory alloy. Opt. Laser Technol. 2023, 163, 109306. [Google Scholar] [CrossRef]
- Balasubramaniyan, C.; Santosh, S.; Rajkumar, K. Surface Quality and Morphology of NiTiCuZr Shape Memory Alloy Machined Using Thermal-Energy Processes: An Examination of Comparative Topography. Surf. Topogr. 2022, 10, 035019. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
| Weight % | Si | Mn | C | P | S | Cr Ni | Cr | Fe |
|---|---|---|---|---|---|---|---|---|
| SS 431 | 0.83 | 0.82 | 0.11 | 0.03 | 0.02 | 2.24 | 16.41 | Bal |
| Optimized Parameters | Prediction Values | Experimental Values | % of Error | |||||
|---|---|---|---|---|---|---|---|---|
| P (W) | CS (m/min) | GP (bar) | MRR (mm3/min) | Ra (µm) | MRR (mm3/min) | Ra (µm) | MRR | Ra |
| 3000 | 3.5 | 10 | 6.185 | 4.187 | 5.897 | 3.987 | 4.65 | 4.77 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chandrasekaran, B.; Kaliyamoorthy, R.; Murugavel, A.; Vinayagam, G.; NoorMohammed, E.; Karimullah, S.H. Fiber Laser Cutting of AISI 431 Martensitic Stainless Steel: An Experimental Investigation. Eng. Proc. 2024, 61, 38. https://doi.org/10.3390/engproc2024061038
Chandrasekaran B, Kaliyamoorthy R, Murugavel A, Vinayagam G, NoorMohammed E, Karimullah SH. Fiber Laser Cutting of AISI 431 Martensitic Stainless Steel: An Experimental Investigation. Engineering Proceedings. 2024; 61(1):38. https://doi.org/10.3390/engproc2024061038
Chicago/Turabian StyleChandrasekaran, Balasubramaniyan, Rajkumar Kaliyamoorthy, Anandasimhan Murugavel, Gokul Vinayagam, Ehasanulla NoorMohammed, and Syed Hidayathullah Karimullah. 2024. "Fiber Laser Cutting of AISI 431 Martensitic Stainless Steel: An Experimental Investigation" Engineering Proceedings 61, no. 1: 38. https://doi.org/10.3390/engproc2024061038
APA StyleChandrasekaran, B., Kaliyamoorthy, R., Murugavel, A., Vinayagam, G., NoorMohammed, E., & Karimullah, S. H. (2024). Fiber Laser Cutting of AISI 431 Martensitic Stainless Steel: An Experimental Investigation. Engineering Proceedings, 61(1), 38. https://doi.org/10.3390/engproc2024061038