
Mechanical Properties of Resistance-Spot-Welded Joints of Aluminum Castings and Wrought Alloys †

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
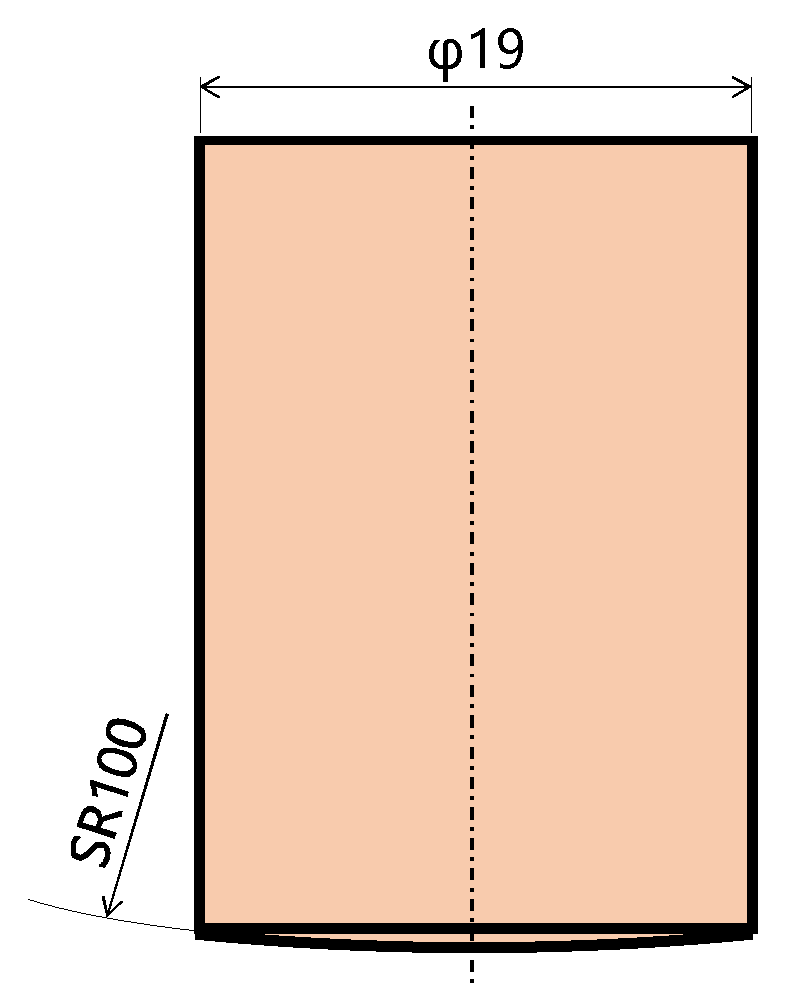
2.2. Equipment
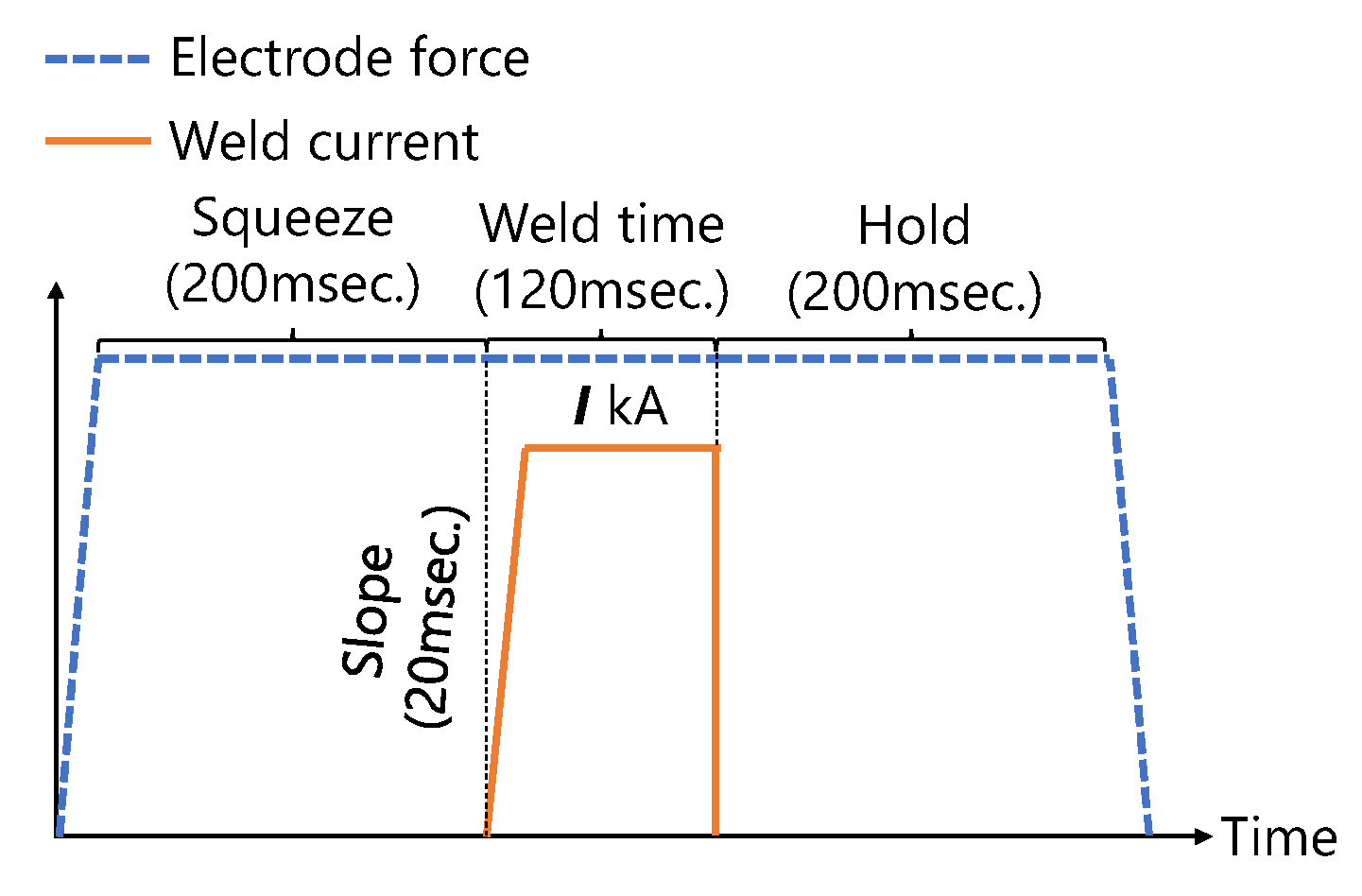
2.3. Welding Conditions
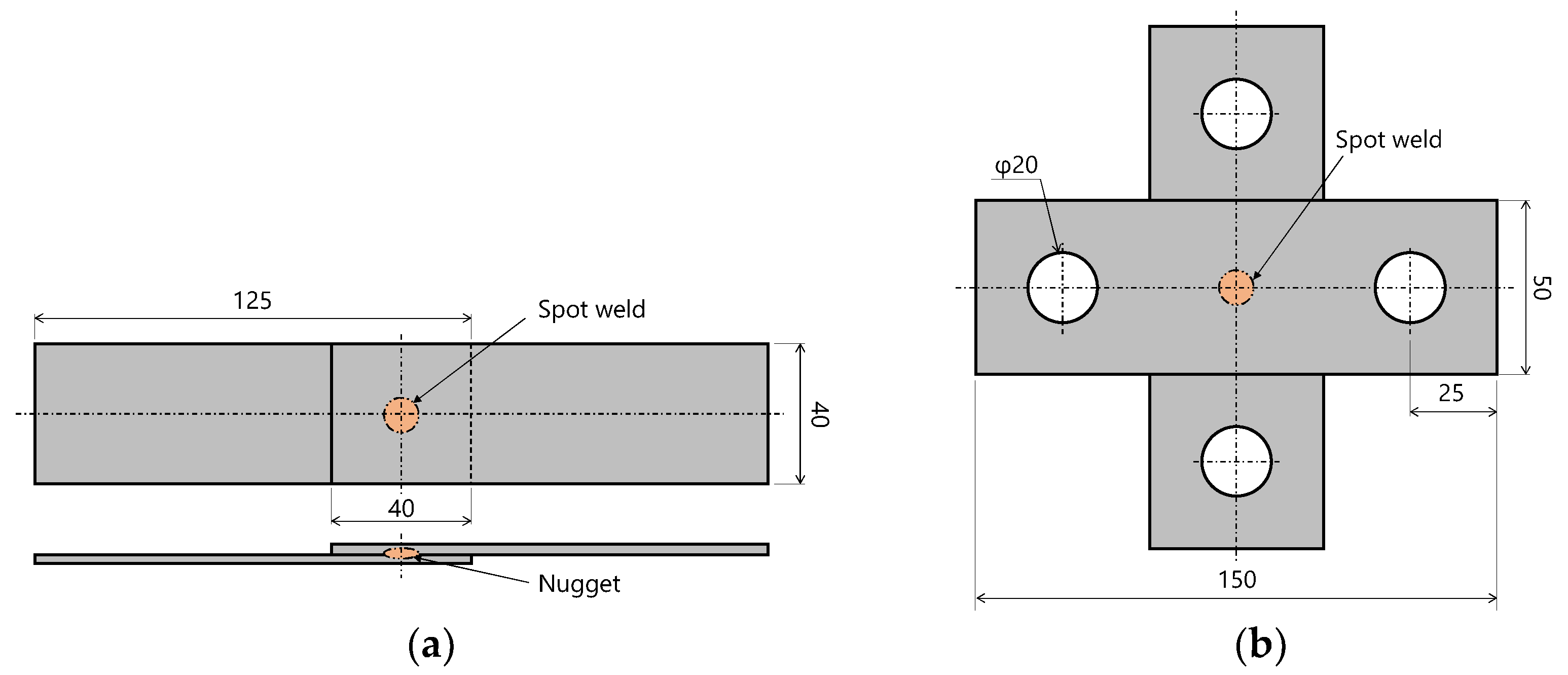
2.4. Tensile Tests
2.5. Cross-Section and Hardness Map
3. Results and Discussion
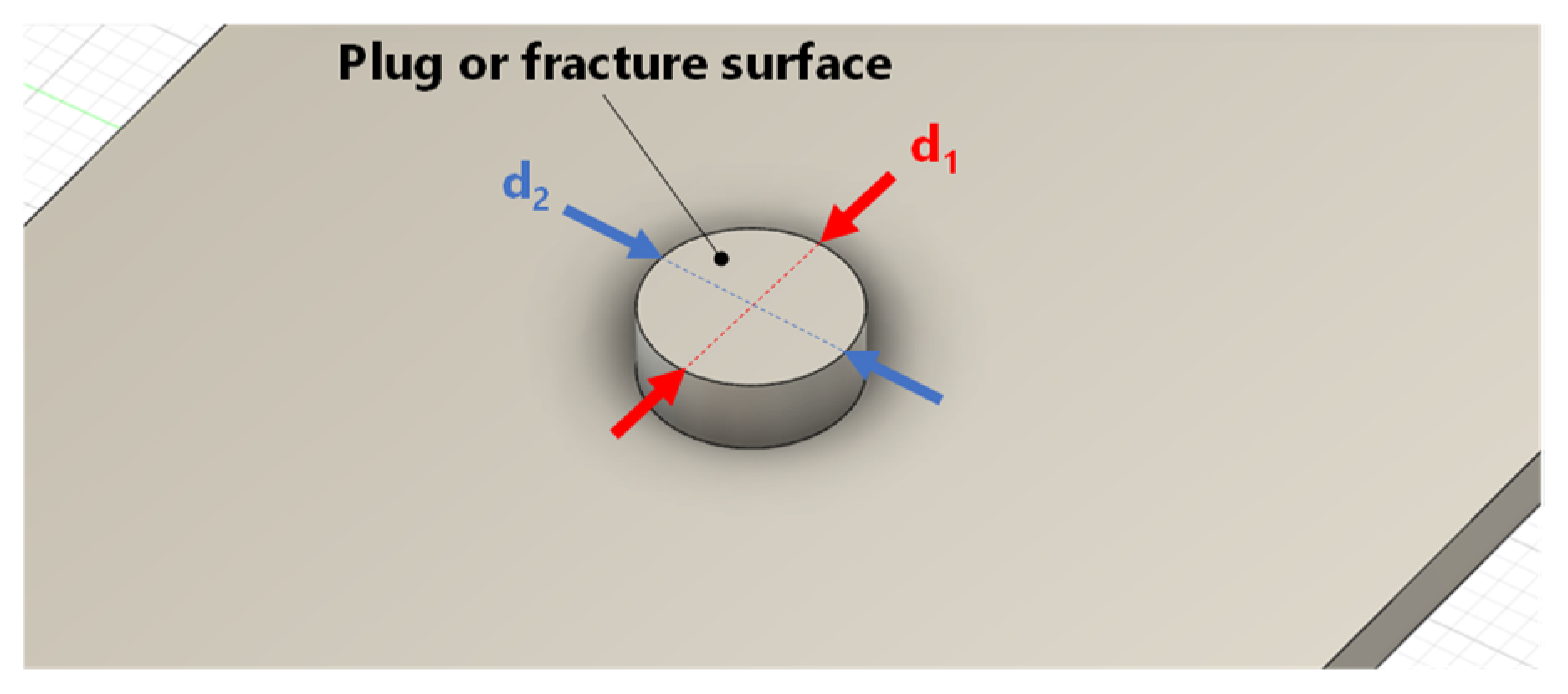
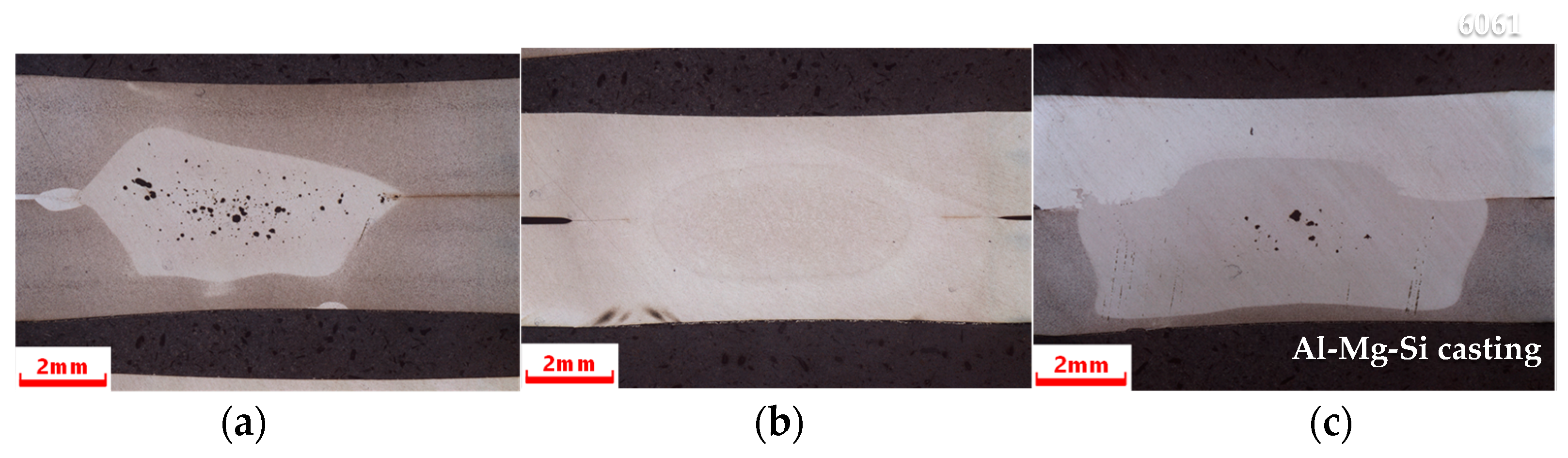
3.1. Weld Morphology
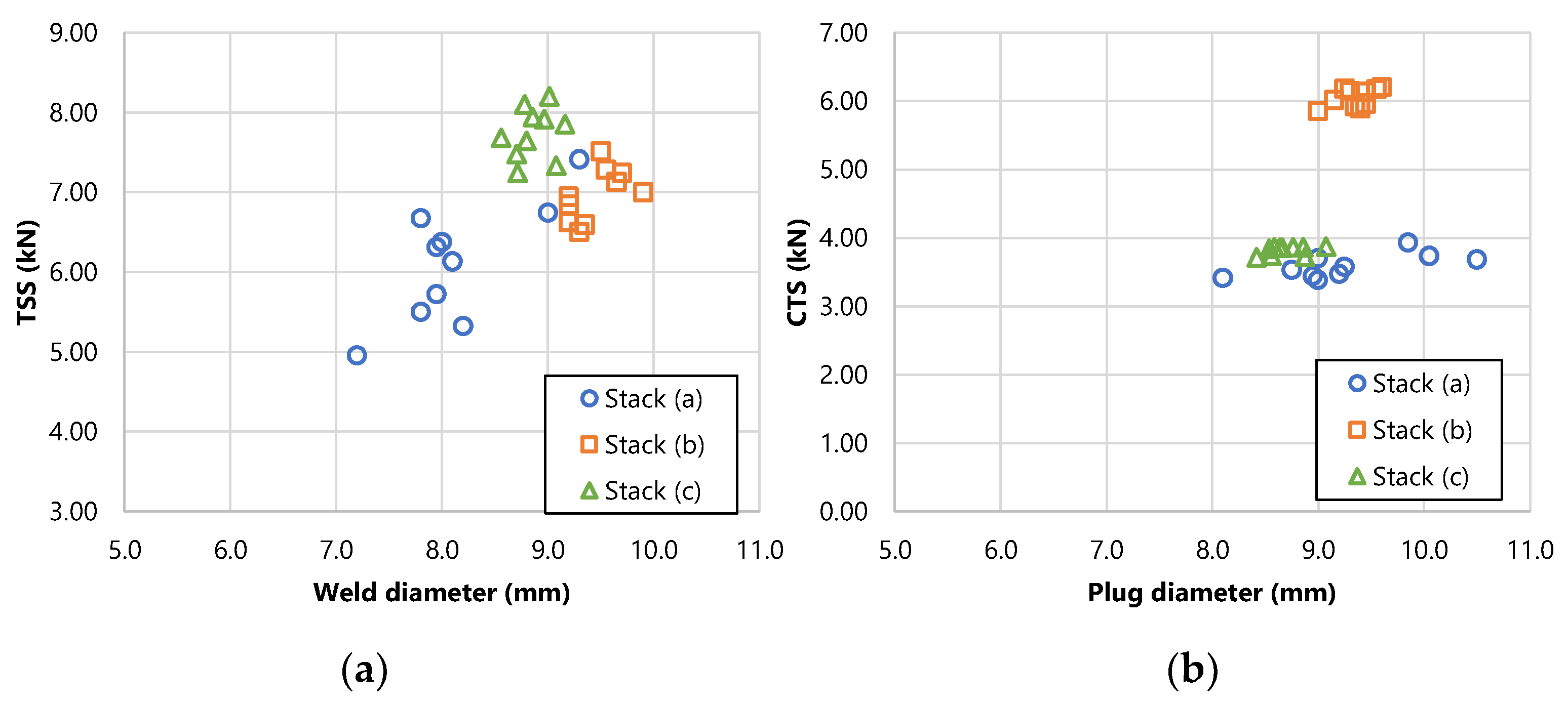
3.2. Joining Strength
3.3. Mechanical Properties
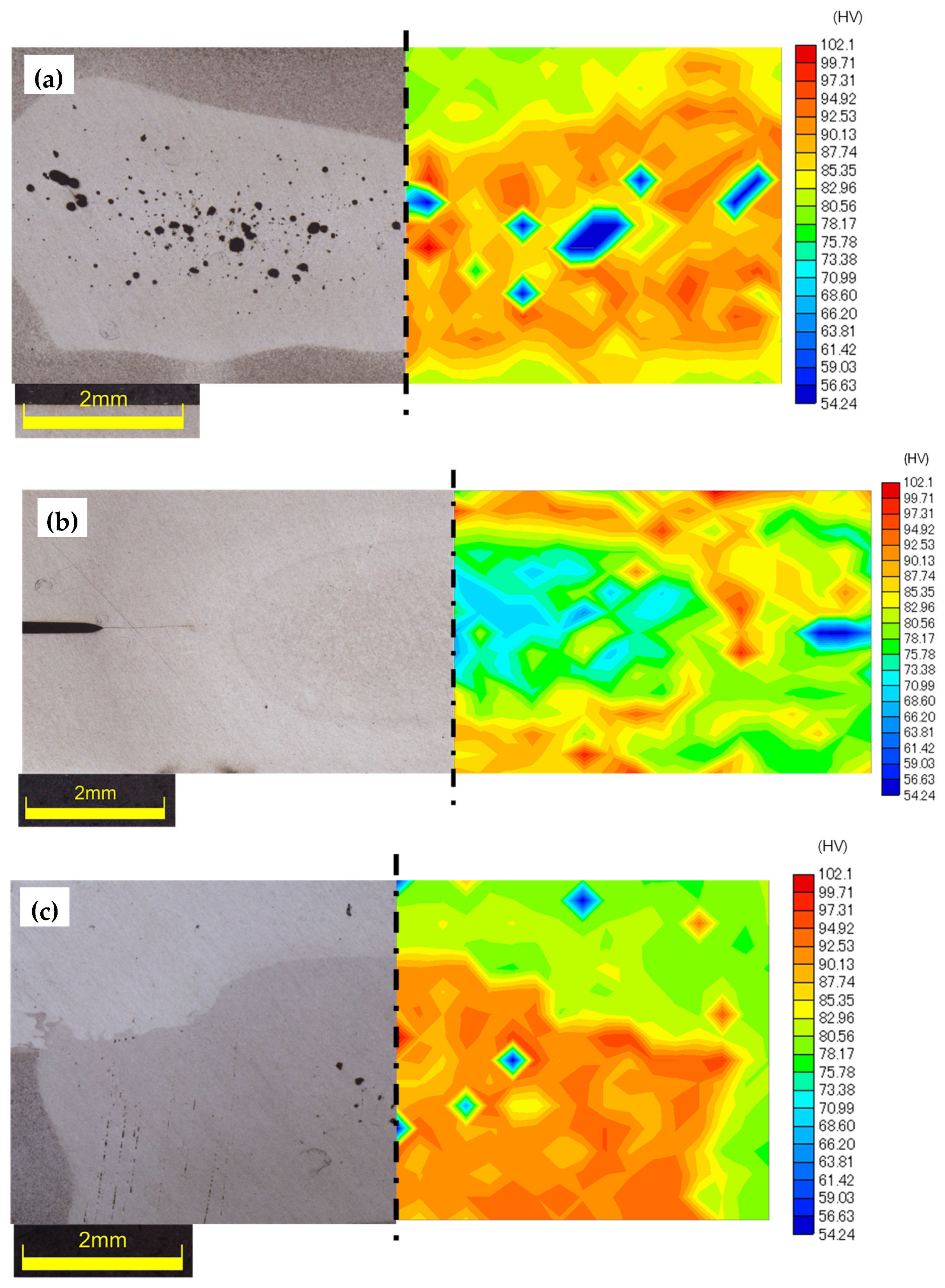
3.4. Hardness Distribution
3.5. Microstructural Observation of Casting Alloy
4. Conclusions
- Spot-welded joints of the Al-Mg-Si casting alloys exhibit higher TSS and lower CTS than wrought alloy joints;
- The higher hardness of the melting zone compared to that of the base metal contributes to the spot-welded joint characteristics in the Al-Mg-Si casting alloy joint;
- Microstructural refinement was observed in the melting zone of the Al-Mg-Si castings compared to the base metal, which increases the hardness of the melting zone.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Stojanovic, B.; Bukvic, M.; Epler, I. Application of Aluminum and Aluminum Alloys in Engineering. Appl. Eng. Lett. J. Eng. Appl. Sci. 2018, 3, 52–62. [Google Scholar] [CrossRef]
- Li, D.; Chrysanthou, A.; Patel, I.; Williams, G. Self-piercing riveting-a review. Int. J. Adv. Manuf. Technol. 2017, 92, 1777–1824. [Google Scholar] [CrossRef]
- Manladan, S.M.; Yusof, F.; Ramesh, S.; Fadzil, M.; Luo, Z.; Ao, S. A review on resistance spot welding of aluminum alloys. Int. J. Adv. Manuf. Technol. 2017, 90, 605–634. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloying Elements (wt%) | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Alloying | Cu | Si | Mg | Zn | Fe | Mn | Ni | Sn | Ti | Cr | Pb | Al |
| Al-Mg-Si casting | 0.05 | 10.5 | 0.45 | 0.03 | 0.15 | 0.40 | 0.03 | 0.01 | 0.20 | - | - | Remain |
| 6061-T6 | 0.40 | 0.80 | 1.20 | 0.25 | 0.70 | 0.15 | - | - | 0.15 | 0.35 | - | Remain |
| 6016-T4 | 0.20 | 1.5 | 0.60 | 0.20 | 0.50 | 0.20 | - | - | 0.15 | 0.1 | - | Remain |
| Symbol of Stack | Upper Layer | Lower Layer | ||
|---|---|---|---|---|
| Alloying | Thickness | Alloying | Thickness | |
| Stack (a) | Al-Mg-Si casting-T5 | 3.0 mm | Al-Mg-Si casting-T5 | 3.0 mm |
| Stack (b) | 6061-T6 | 2.4 mm | 6061-T6 | 2.4 mm |
| Stack (c) | 6061-T6 | 2.4 mm | Al-Mg-Si casting-T5 | 3.0 mm |
| Stack (d) | 6016-T4 | 1.1 mm | Al-Mg-Si casting-T5 | 3.0 mm |
| Stack | Electrode Force (kN) | Weld Time (ms.) | Weld Current (kA) |
|---|---|---|---|
| Stack (a) | 8.0 | 100 | 37.0 |
| Stack (b) | 8.0 | 100 | 48.0 |
| Stack (c) | 8.0 | 100 | 40.0 |
| Stack (d) | 4.0 | 80 | 29.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Matsukage, T.; Sakurai, S.; Traui, T.; Iyota, M. Mechanical Properties of Resistance-Spot-Welded Joints of Aluminum Castings and Wrought Alloys. Eng. Proc. 2023, 43, 52. https://doi.org/10.3390/engproc2023043052
Matsukage T, Sakurai S, Traui T, Iyota M. Mechanical Properties of Resistance-Spot-Welded Joints of Aluminum Castings and Wrought Alloys. Engineering Proceedings. 2023; 43(1):52. https://doi.org/10.3390/engproc2023043052
Chicago/Turabian StyleMatsukage, Takeshi, Shoma Sakurai, Taishi Traui, and Muneyoshi Iyota. 2023. "Mechanical Properties of Resistance-Spot-Welded Joints of Aluminum Castings and Wrought Alloys" Engineering Proceedings 43, no. 1: 52. https://doi.org/10.3390/engproc2023043052
APA StyleMatsukage, T., Sakurai, S., Traui, T., & Iyota, M. (2023). Mechanical Properties of Resistance-Spot-Welded Joints of Aluminum Castings and Wrought Alloys. Engineering Proceedings, 43(1), 52. https://doi.org/10.3390/engproc2023043052