Abstract
Design of emulsified cold asphalt mixes using reclaimed asphalt pavement requires optimization of the emulsion and moisture content to achieve either maximum density or a minimum strength level of the mix, and in some cases both. Municipalities and local governments most often lack advanced testing equipment to design the cold mixes based on strength or stiffness results. This study was conducted with the objective of developing a simple mix design process for emulsion-based cold mixes using simple laboratory equipment such as proctor molds which are commonly used for optimization of moisture content for soil compaction.
1. Introduction
The usage of RAP in the United States has increased over the years; for example, its use grew from 15.6 percent in 2009 to 21.31 percent in 2020, with an estimated 87 million tons used in 2020 [1]. The use of RAP in the construction of pavements is economical and helps save resources and mitigate associated environmental impacts [2,3]. While most RAP is used in hot-mix and warm-mix asphalt, states have also been utilizing it in cold mixes to some extent. Processes such as cold recycling (CR) and full-depth reclamation (FDR) make use of 100 percent of the previously existing asphalt pavement material in the recycling process to produce new and improved pavement base layers. The CR process can be classified into two types: Cold In-Place Recycling (CIR) and Cold Central Plant Recycling (CCPR). Regardless of the cold recycling technique, the compacted mat needs to undergo a curing process to gain strength. The curing in the field is specified by the amount of water content present in the CR layer. The maximum allowable amount of water in the CR layer before an overlay placement should be limited to 1.0 to 1.5 percent [4].
Various approaches have been taken for the design of cold mixes and optimization of the needed emulsion and water content. The most rational design protocols include some measure of the mix engineering properties, such as stiffness or strength. An example of such can be found in the design process developed by Solaimanian et al. [5]. However, there is a lack of adequate testing equipment or manpower at the local level in some municipalities and counties to develop a mix design based on mechanical testing. This research was undertaken to address this problem through a simple design system. The objective was to develop general guidelines for use by maintenance and local forces in determining the necessary emulsion and water content to be blended with RAP in cold recycling work without the need for an elaborate mix design system.
2. Materials
Five sources of RAP were included in the study. Initial characterization of RAP included determination of the binder content, black rock gradation, and extracted aggregate gradation. Only the RAP passing a 3/4-in (19-mm) sieve was used. The RAP was fractionated on the #4 sieve (4.75 mm) to provide two stockpiles of coarse RAP (retained on the #4 sieve) and fine RAP (passing the #4 sieve). The average binder content of the RAP among the five sources varied in the range of 5.2 to 7.8%. The only virgin aggregate used in this work was an AASHTO #57. A cationic, slow-setting asphalt emulsion (CSS-1 h) was used for all specimens.
3. Procedures, Methods, and Tests
3.1. Curing and Preparation of Loose Mix
The air-dried RAP material was mixed with water first. Before mixing with the wetted RAP, the selected emulsion was heated in a 60 °C (140 °F) oven for 30 min and stirred to ensure homogeneity. The RAP–emulsion blend was cured in a 40 °C (104 °F) chamber for 30 min immediately after blending and before compaction. Two water contents (2% and 3%) and three emulsion contents (3%, 4%, and 5%) were considered, delivering a total of 90 Proctor-compacted specimens when including the replicates and different tests.
3.2. Compaction and Curing of Compacted Specimens
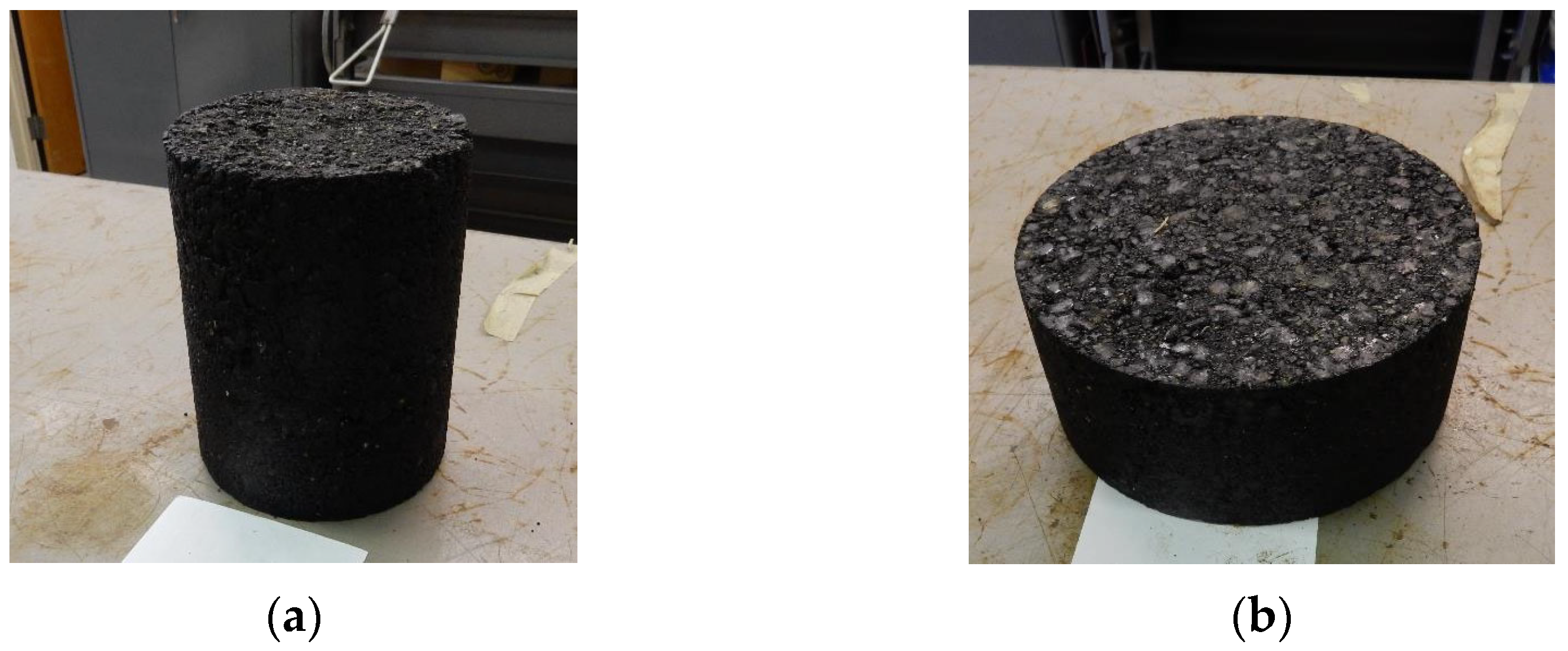
Compacted specimens were prepared two ways: (1) based on AASHTO T 180 Method C, and (2) using a Superpave gyratory compactor (SGC). Specimens were then cured at 104 °F (40 °C) for 72 h. Typical examples of compacted specimens are presented in Figure 1.

Figure 1.
Compacted 100% RAP emulsified cold mix specimens: (a) Proctor and (b) SGC.
3.3. Establishing Relationship between Dry Unit Weight and Emulsion Content
The dry unit weight of each emulsion content was simply determined based on the weight–volume relationship of the compacted specimens. Unit weights were plotted against the emulsion content at different water contents as well as total fluid content.
3.4. Measuring Strength of Proctor and SGC Specimens
The strength of the Proctor specimens was measured following ASTM D1633 [5] but at a displacement rate of 50 mm/min. The indirect tensile strength (IDT) of the SGC specimens was measured according to ASTM D6931 [6]. All testing was conducted at 77 °F (25 °C). The test assembly for both types of tests is presented in Figure 2.

Figure 2.
Specimen setup for (a) compression test and (b) indirect tension test.
4. Results and Discussion
4.1. Relationship between Dry Unit Weight and Emulsion Content
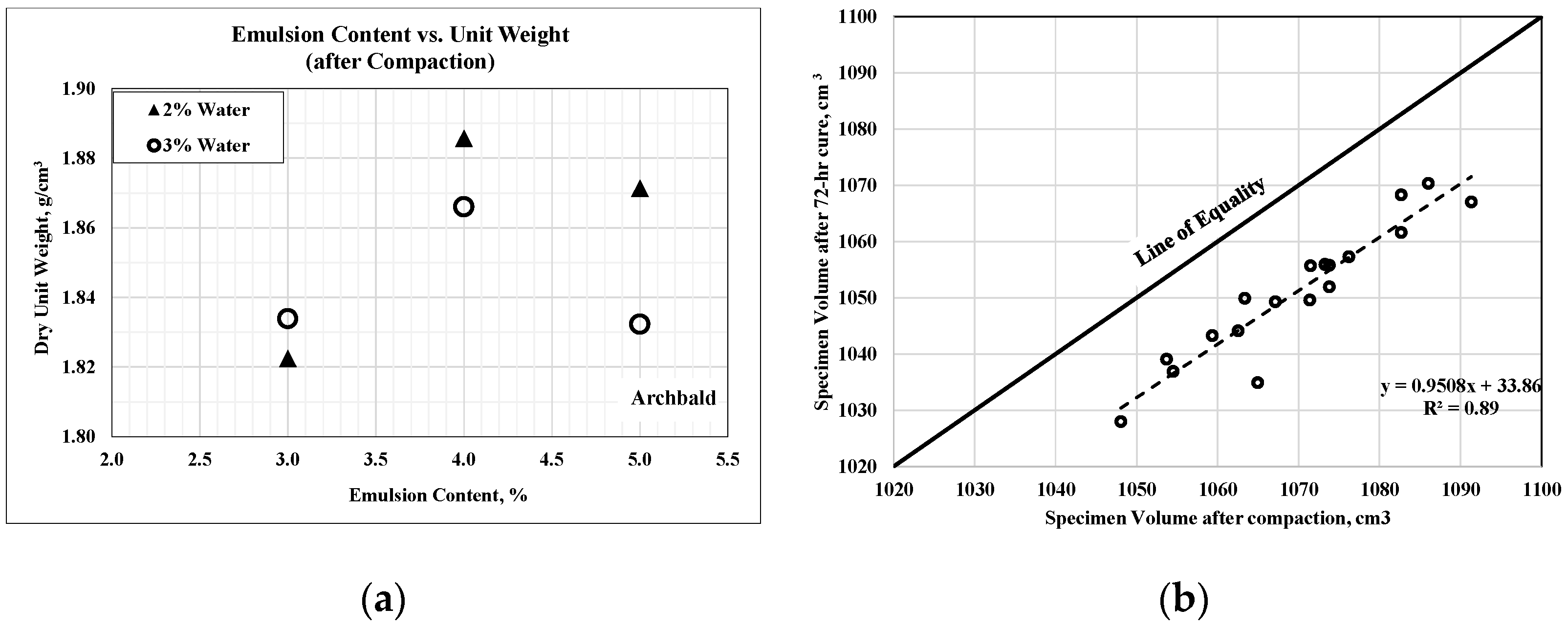
Figure 3a shows an example of the dry unit weight after extrusion from the Protor mold versus the emulsion content for one of the five sources. It can be seen that it is possible to develop a density–fluid content curve for these RAP mixes in a similar manner to the common methods used for soils. This was successfully performed for three of the five RAP sources. For the other two sources, it appeared that the range of water and emulsion content had to be extended. One should be consistent in using the dry unit weight (or density) either after extrusion or after curing. While there is a strong correlation between these two unit weights, the cured dry unit weight is larger because of the volume change (shrinkage), as shown in Figure 3b.

Figure 3.
(a) Relationship between unit weight after curing and unit weight after compaction, and (b) specimen volume after compaction versus volume after curing.
4.2. Strength of Proctor-Compacted and SGC Specimens
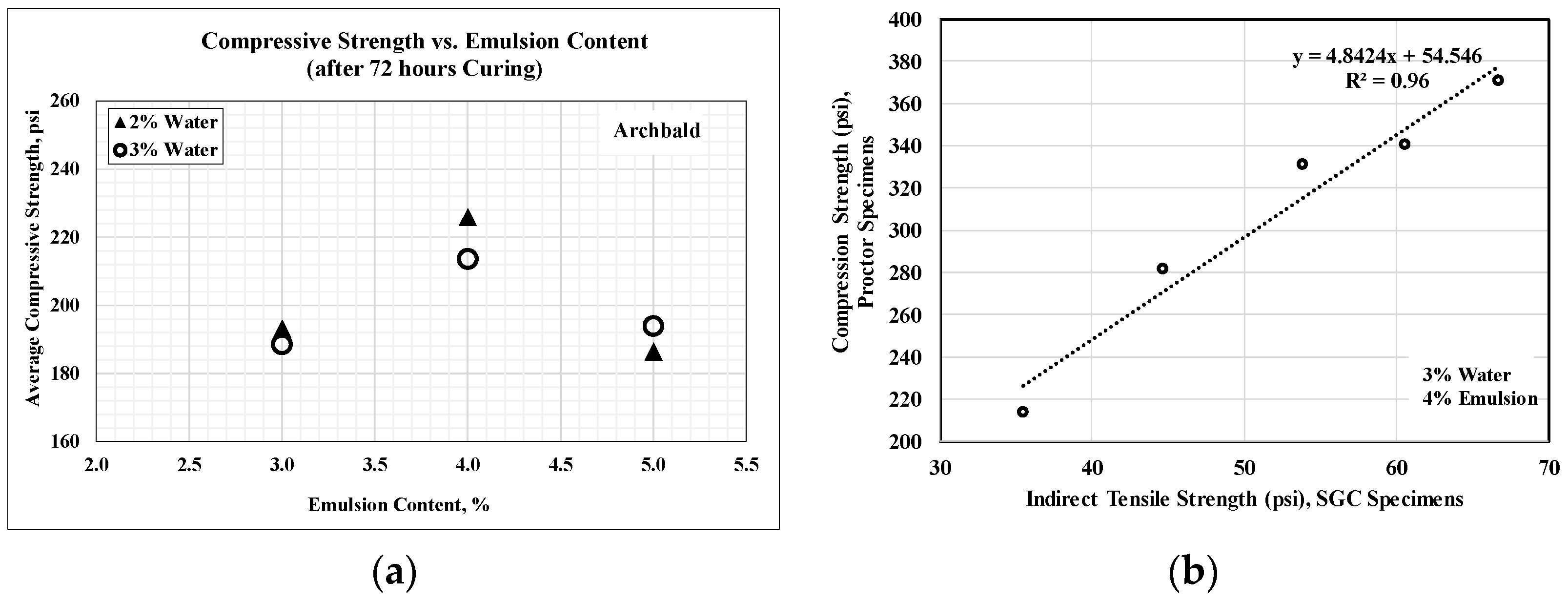
Figure 4a presents an example plot of how the compressive strength varies as a function of emulsion content for one of the RAP sources. The compressive strength is also strongly correlated with the indirect tensile strength, as shown in Figure 4b. The compressive strength varied in the range of 200 to 400 psi for these cold mixes, almost five times larger than the strength obtained from indirect tensile testing. In a previous study [7], the authors established the minimum required indirect tensile strength as 45 psi. Based on the correlation of ID strength with compressive strength, a minimum compressive strength of 170 psi is recommended for emulsified RAP cold mixes.
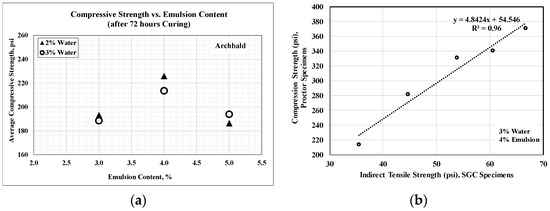
Figure 4.
(a) A typical strain–stress curve from the compressive strength test, and (b) the relationship between the compressive strength and indirect tensile strength of the cold RAP mixes.
One of the most important findings from this research was that, in general, the strength values were more sensitive to changes in emulsion content compared to the unit weight values. It was also observed that RAP mixes with 3% water content consistently delivered higher strength than those with 2% water content. Finally, the effect of emulsion content must be distinguished from the effect of water content, since different proportions of the two variables deliver different results when the total fluid content is fixed. For example, for a fixed total fluid content of 6%, strength values are higher for 3% emulsion and 3% water compared with 2% water and 4% emulsion (Figure 4a). However, at a total fluid content of 7%, higher strength is gained from 3% water and 4% emulsion compared with 2% water and 5% emulsion (Figure 4a).
The results presented in this paper were based on testing emulsified cold mixes prepared with 100 percent RAP. For one of the RAP sources, a series of specimens were prepared at 3% water and 4% emulsion content with addition of 10% AASHTO #57 aggregate to improve the coarse aggregate content. The results from this testing did not indicate any further improvements in strength despite the additional coarse aggregate.
5. Conclusions
The results indicated that in general, an optimum emulsion content could be established based on the maximum dry unit weight of the compacted RAP mixes, somewhat similar to the common approach used to optimize the water content for soil compaction. A design based on the Proctor mold density results does not require strength testing and extended curing. This simplified design process requires compaction of specimens according to AASHTO T 180 Method C with slight modifications to better suit the emulsified cold-mix design.
Author Contributions
Conceptualization, M.S.; methodology, M.S.; investigation, M.S. and S.M.; validation, M.S. and S.M.; writing—original draft preparation, M.S. and S.M.; writing—review and editing, M.S. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Pennsylvania Department of Transportation.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
The authors greatly appreciate the financial support for this research project that was provided by the Pennsylvania Department of Transportation.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Williams, B.A.; Willis, J.R.; Ross, T. Asphalt Pavement Industry Survey on Recycled Materials and Warm-Mix Asphalt Usage 2020; Information Series 138, Technical Report no. IS138(11e); National Asphalt Pavement Association: Greenbelt, MD, USA, 2021. [Google Scholar]
- Horvath, A. Life-Cycle Environmental and Economic Assessment of Using Recycled Materials for Asphalt Pavements; University of California Transportation Center: Berkley, CA, USA, 2003. [Google Scholar]
- Huang, Y.; Bird, R.; Heidrich, O. Development of a Life-cycle Assessment Tool for Construction and Maintenance of Asphalt Pavements. J. Clean. Prod. 2009, 17, 283–296. [Google Scholar] [CrossRef]
- Kim, Y.; Im, S.; Lee, H.D. Impacts of Curing Time and Moisture Content on Engineering Properties of Cold In-Place Recycling Mixtures Using Foamed or Emulsified Asphalt. J. Mater. Civ. Eng. 2011, 23, 542–553. [Google Scholar] [CrossRef]
- ASTM D1633; Standard Test Methods for Compressive Strength of Molded Soil-Cement Cylinders. American Society for Testing and Materials: West Conshohocken, PA, USA, 2018.
- ASTM D6931; Standard Test Method for Indirect Tensile (IDT) Strength of Asphalt Materials. American Society for Testing and Materials: West Conshohocken, PA, USA, 2017.
- Solaimanian, M.; Chen, X.; Milander, S.M.; Kheiry, P. Polymer Modified Cold Recycled Asphalt Evaluation and Methodology; Final Report, FHWA-PA-2015-008-PSU WO 03A; The Pennsylvania State University, Larson Transportation Institute: University Park, PA, USA, 2015. [Google Scholar]

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).