
Ensuring Accuracy in Turning †


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
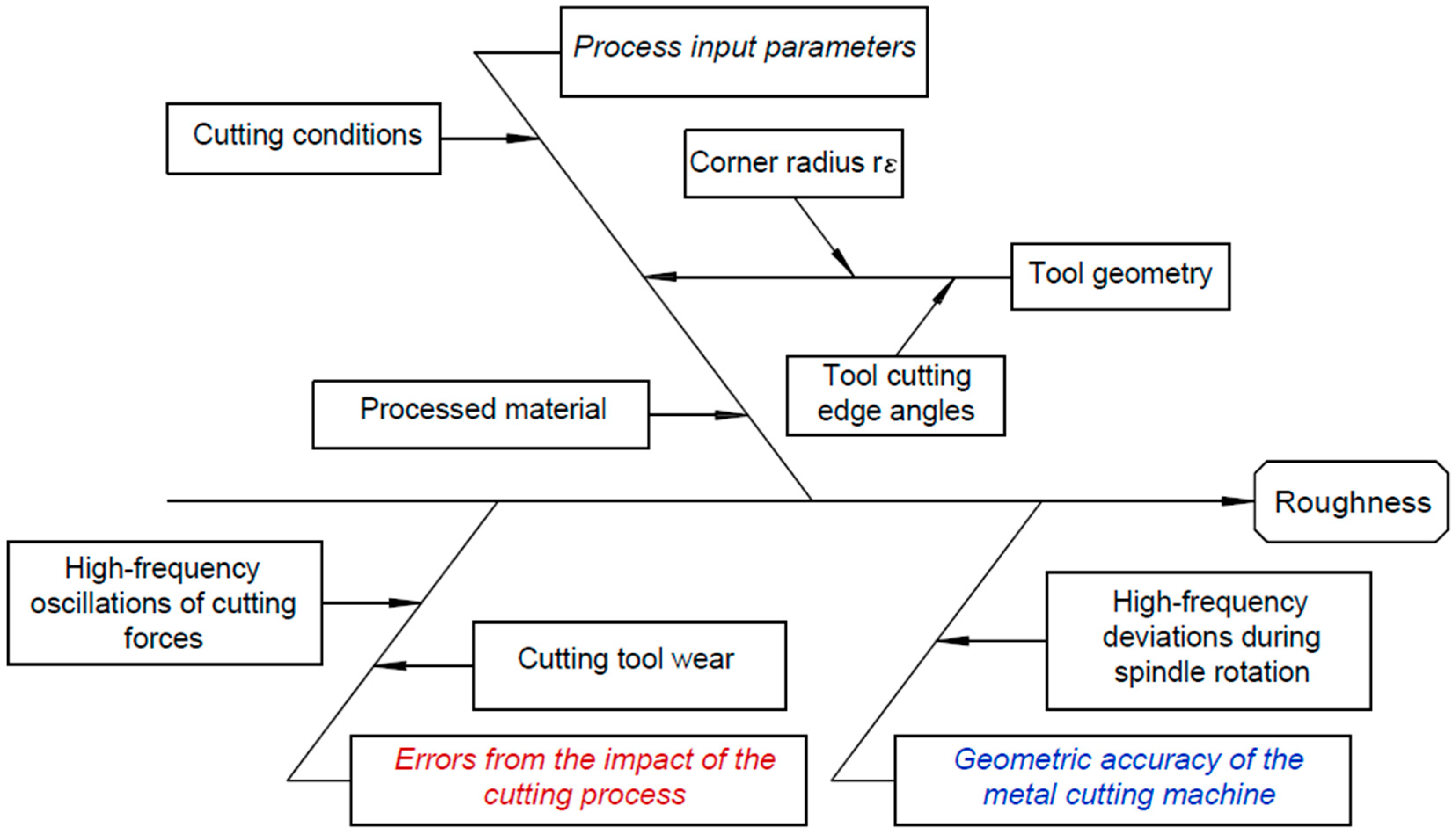
2.1. Roughness
2.2. Cross-Sectional Shape Error
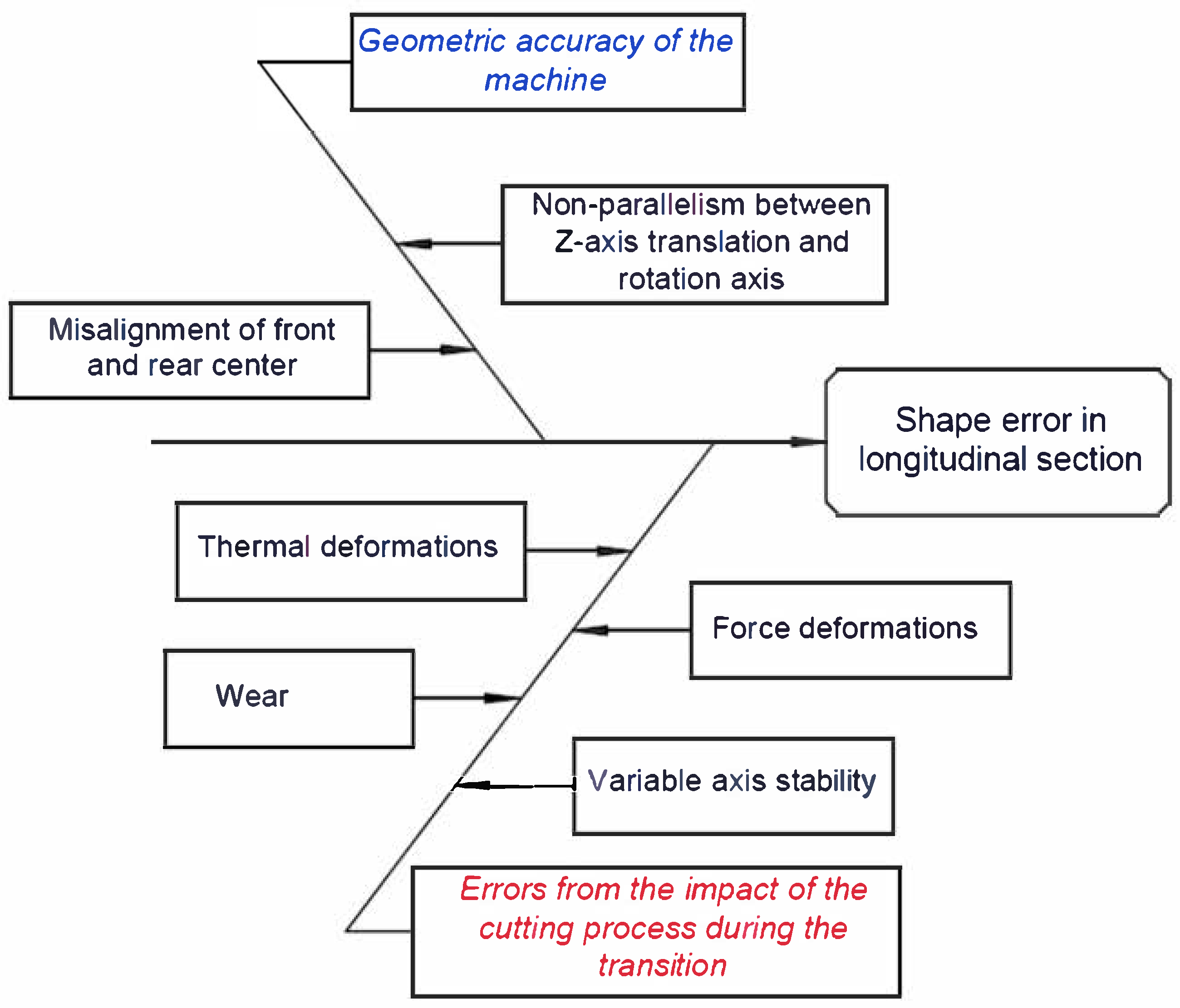
2.3. Shape Error in Longitudinal Section
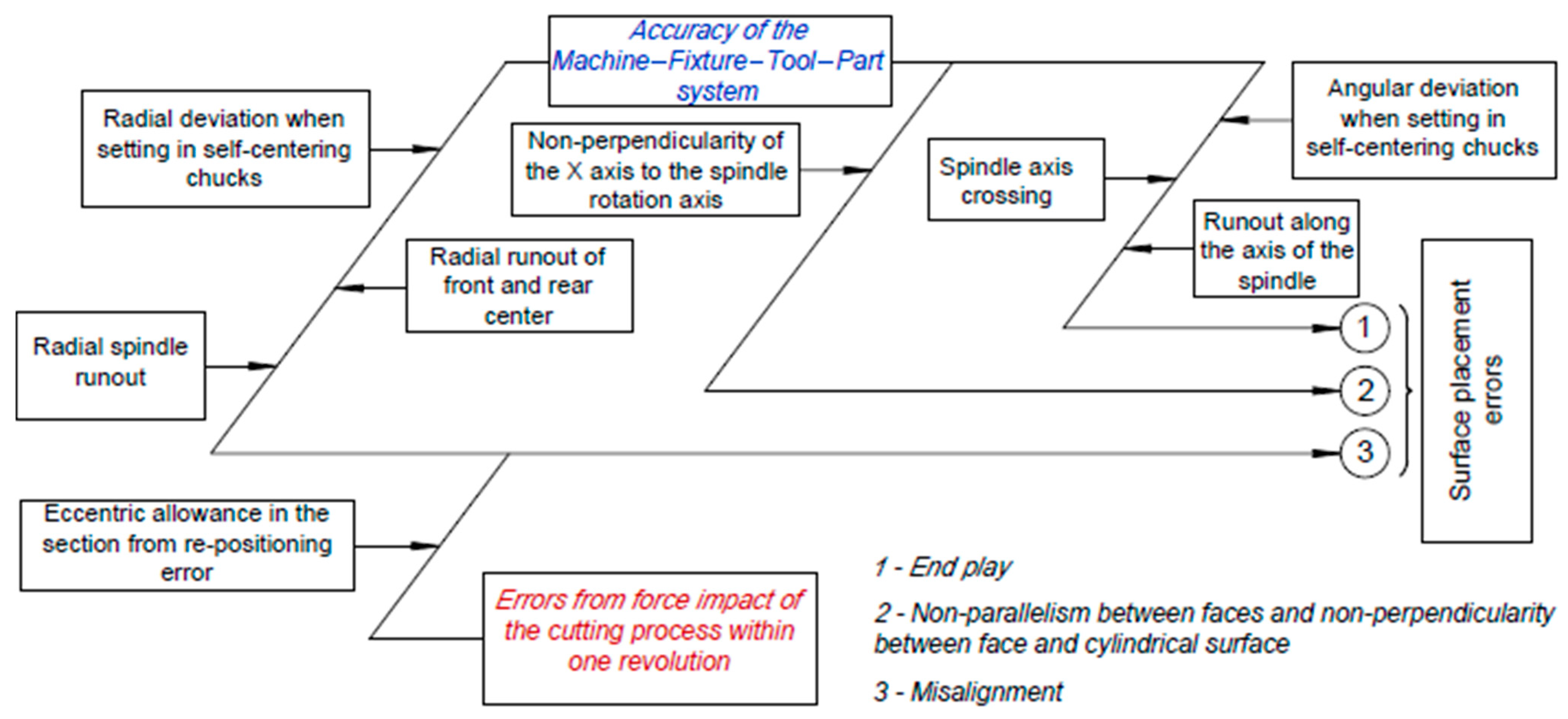
2.4. Surface Placement Error
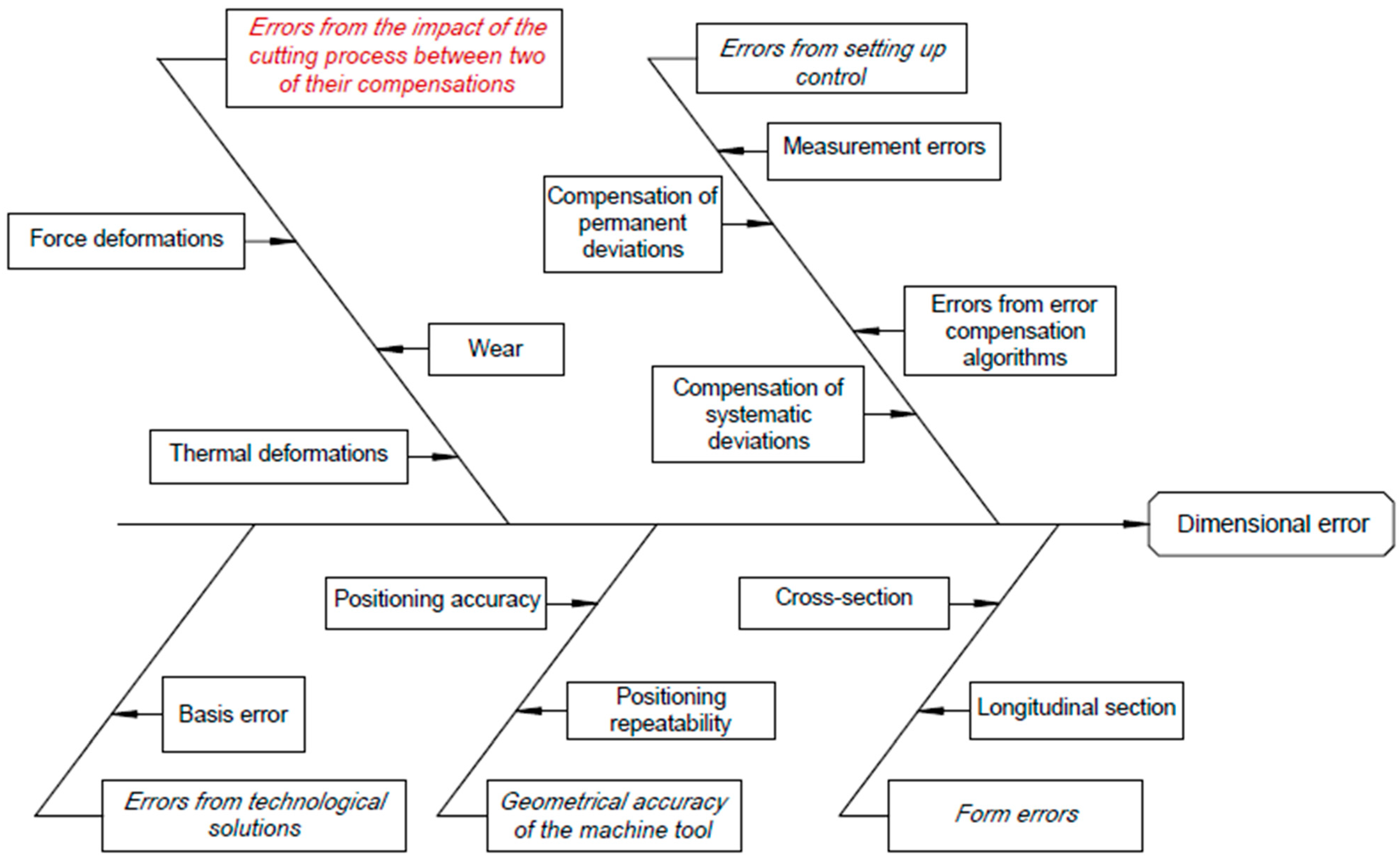
2.5. Size of the Surface
2.6. General Regularities Related to Ensuring Accuracy
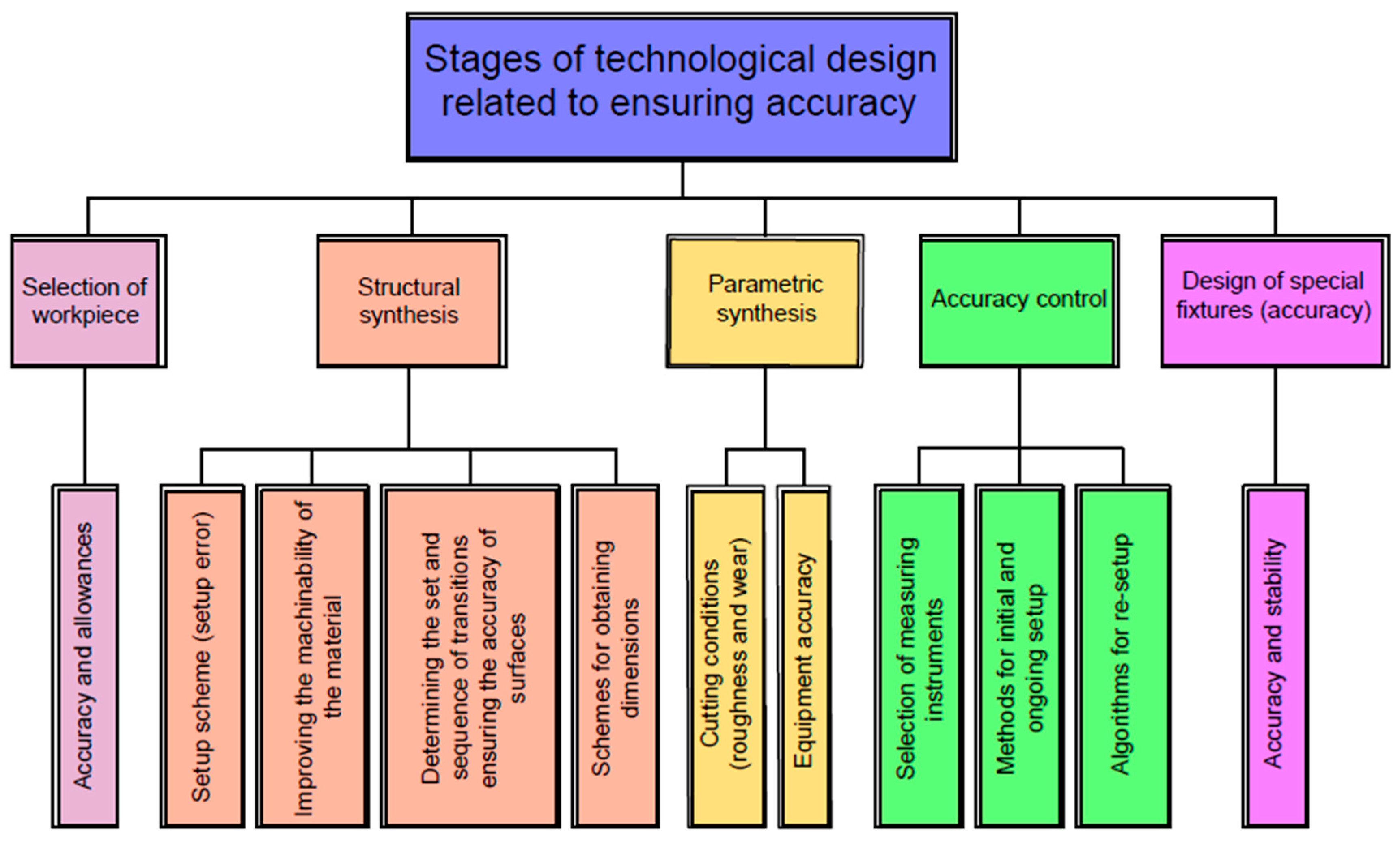
2.7. General Structural Design to Achieve Accuracy and the Formulation of Technological Conditions When Developt the Finishing Operations Accuracy
- Reliable assurance of accuracy requires that the preceding technological transition be at most two orders of magnitude less accurate;
- The structure of the operation should ensure the execution of precise transitions when the workpiece is most stable and furthest from transitions creating high thermal loads;
- For high accuracy, sufficient stability should be ensured L/d < 3 when the tool or workpiece is cantilevered and L/d < 10–12—when it is set between centers;
- Depending on the degree of uncertainty, a margin of accuracy should be set or a reserve with varying modes and more frequent fine-tuning should be provided to compensate for the part of the error exceeding its permissible value;
- Achieving efficiency in technological design is related to applying the following principle: the adoption of each technological solution is accompanied by the question of whether there is an option in which, at the considered processing stage, the specified quality can be achieved with better values of productivity and economic indicators.
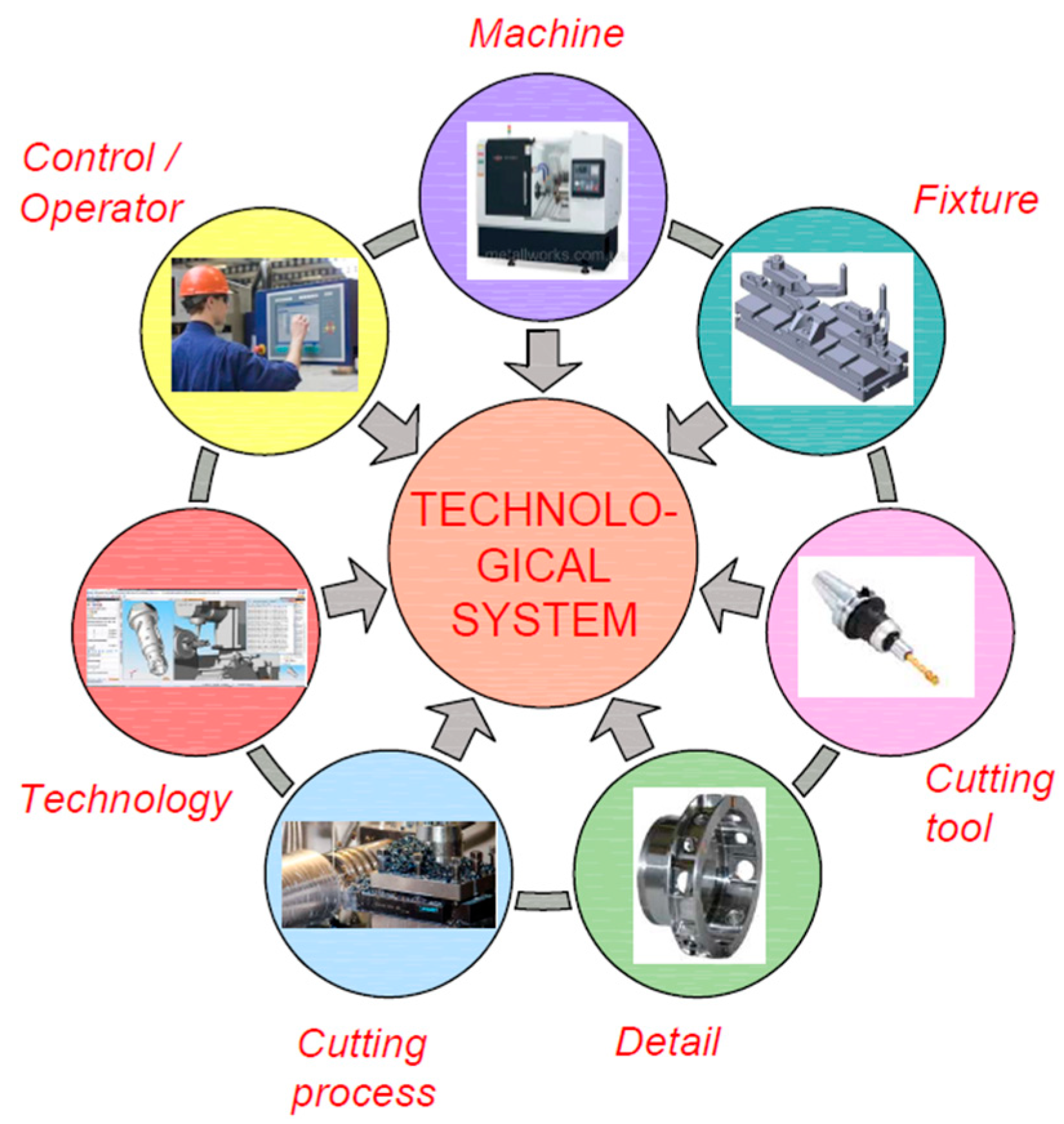
- The machinability of the material;
- The current accuracy and stability of the processing system (MFTP);
- The environment;
- The accuracy of the measuring instruments and accuracy management tools (adjustment devices, availability of data analysis, and processing products).
- The workpiece accuracy;
- The geometry and durability of the cutting tools;
- The cutting conditions;
- The accuracy and stability of the designed scheme of establishment;
- The methodologies, regimes, and tools used for accuracy management.
3. Conclusions
- Roughness, deviations in shape, and mutual arrangement of surfaces arise mainly from the geometric inaccuracy of the machine and the locating devices—factors that are not a function of time.
- In the finishing stage, the group of quality parameters (from the previous point 1) does not apply, and it is not appropriate for managing accuracy. The reasons for this are as follows: factors related to phenomena (force, heat) that accompany the cutting process do not have a significant impact on finishing operations; tool wear and spindle deflection from thermal deformations affecting the shape in the longitudinal section are compensated for while ensuring the accuracy of the surface size; and the change in these parameters—random or regular—is weakly expressed. This defines this group of quality indicators as stable over time and determined by setting or selecting the parameters of the processing system at the technology design stage.
- At the stage of finishing operations to ensure dimensional accuracy, sub-adjustment is applied to compensate for systematic factors.
- The formation of technological conditions during the design is always subject to a number of constraints—the available means of production in the company; deadlines for fulfilling the order (time); and unprofitable costs under the conditions of fulfilling the order (economic). The influence of these constraints is mostly characteristic of wide-nomenclature production.
- Achieving quality at maximum productivity requires processing with intensive cutting modes. Under these conditions, errors associated with processing increase, which in turn increases the required time for operational control to reliably ensure accuracy. This increase is especially significant in high-precision and concentrated machining on CNC machines, where operational control must guarantee the accuracy, not only of the final but also of the preceding transitions.
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Koleva, S.; Enchev, M. Modern Problems and Tendencies of Effective Accuracy Control of Turning Operations. AIP Conf. Proc. 2022, 2449, 060024. [Google Scholar]
- Koleva, S.; Velev, K. Technological Assurance of Accuracy in the Turning of Details on CNC Machines. In Proceedings of University of Ruse; Book 2.1. Mechanical Engineering and Machine-Building Technologies; University of Ruse: Ruse, Bulgaria, 2022; Volume 61, pp. 69–73. [Google Scholar]
- Minev, B. A priori analysis of the Bulgarian mechanical engineering sector. In Proceedings of University of Ruse; Book 5.1, Economics and Management; University of Ruse: Ruse, Bulgaria, 2012; Volume 51, ISSN 1311-3321. [Google Scholar]
- Kuntoğlu, M.; Aslan, A.; Sağlam, H.; Pimenov, D.Y.; Giasin, K.; Mikolajczyk, T. Optimization and Analysis of Surface Roughness, Flank Wear and 5 Different Sensorial Data via Tool Condition Monitoring System in Turning of AISI 5140. Sensors 2020, 20, 4377. [Google Scholar] [CrossRef] [PubMed]
- Chowdhury, T.N.; Dhar, N.R. Experimental Analysis and Modeling of Tool Wear and Surface Roughness in Hard Turning under Minimum Quantity Lubricant Environment. In Proceedings of the 2011 International Conference on Industrial Engineering and Operations Management, Kuala Lumpur, Malaysia, 22–24 January 2011. [Google Scholar]
- Ambhore, N.; Kamble, D.; Chinchanikar, S. Analysis of tool vibration and surface roughness with tool wear progression in hard turning: An experimental and statistical approach. J. Mech. Eng. Sci. 2020, 14, 6461–6472. [Google Scholar] [CrossRef]
- Das, S.R.; Panda, A.; Dhupal, D. Experimental investigation of surface roughness, flank wear, chip morphology and cost estimation during machining of hardened AISI 4340 steel with coated carbide insert. Mech. Adv. Mater. Mod. Process. 2017, 3, 9. [Google Scholar] [CrossRef]
- Sotirov, B.; Petrov, M.; Tonev, D. Measuring the deviation from roundness using a birefringence meter. In Proceedings of the Scientific Symposium with International Participation “Metrology and Metrological Assurance”, Sosopol, Bulgaria, 9–13 September 2010; pp. 187–192. [Google Scholar]
- Sotirov, B.; Tonev, D. Measurement uncertainty of simple effective diameter using measuring wires. In Proceedings of the Third National International Conference with the Participation of Metallurgy, Hydro- and Aerodynamics, National Security, Bulgarian Academy of Sciences, Sofia, Bulgaria, 24–25 October 2013; pp. 74–80, ISBN 1313-8308. [Google Scholar]
- Kušar, J.; Berlec, T.; Žefran, F.; Starbek, M. Reduction of Machine Setup Time. J. Mech. Eng. 2010, 56, 833–845. [Google Scholar]
- Georgiev, V.; Salapateva, S.; Chetrokov, I. The possibilities of increasing the accuracy of active inspection of CNC lathes using adaptive accuracy control. In Proceedings of the AMTECH 2005, Ruse, Bulgaria, 10–12 November 2005; pp. 386–391. [Google Scholar]

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Koleva, S. Ensuring Accuracy in Turning. Eng. Proc. 2025, 100, 14. https://doi.org/10.3390/engproc2025100014
Koleva S. Ensuring Accuracy in Turning. Engineering Proceedings. 2025; 100(1):14. https://doi.org/10.3390/engproc2025100014
Chicago/Turabian StyleKoleva, Svetlana. 2025. "Ensuring Accuracy in Turning" Engineering Proceedings 100, no. 1: 14. https://doi.org/10.3390/engproc2025100014
APA StyleKoleva, S. (2025). Ensuring Accuracy in Turning. Engineering Proceedings, 100(1), 14. https://doi.org/10.3390/engproc2025100014