Abstract
Nowadays, the use of materials from renewable resources, such as agricultural waste and forest residues, has increased. In this work, industrial waste recovered from a recycled paper/cardboard company was mechanically refined to obtain ligno-cellulosic microfibers (LCMFs). The obtained LCMFs were well characterized and chemically modified in situ together with natural rubber through silanization. The effect of in situ silanizated LCMFs, by using (3-triethoxysilylpropyl) tetrasulfide (Si69) as a silane coupling agent, on natural rubber (NR) compound properties was studied. The NR compound with silanizated LCMFs at 2.5 phr of Si69 (NR MF Si2) increased NR stiffness significantly. For example, the 300% modulus of NR MF Si2 was around 9 units higher than that of NR. The physical–mechanical properties, crosslink density, curing behavior, infrared spectroscopy, and microscopy of the compounds were studied to confirm the in situ silanization of the microfibers and its reinforcement effect on the NR matrix. The storage modulus (E′) obtained from Dynamic Mechanical Analysis suggested that the silanizated samples presented an uneven crosslinking, but it was enough to stiffen the NR chains.
1. Introduction
Natural rubber (NR) has been used in many engineering-related applications, such as tires, window profiles, hoses, and belts. However, unfilled NR exhibits poor mechanical properties in terms of stiffness, and the incorporation of a nanofiller into the NR matrix is often required. Cellulose micro- or nanoparticles are promising materials for natural fillers in rubber and could replace carbon black or silica, which are the traditional minerals used to improve rubber compound properties. Cellulose has many excellent properties, such as renewability, biocompatibility, nontoxicity, low density, and high elastic modulus [1]. Nowadays, the number of products made from renewable resources has increased, and so has the research related to cellulose applications. Different cellulose forms, such as micro- or nanofibers (CMFs/CNFs) or nanocrystals (CNCs), have been studied in polymers [2]. Cellulose crystallinity is one of the most important structural properties of CMFs/CNFs and CNCs because it is associated with the filler structural rigidity, which contributes to the high mechanical properties of the final composite [3]. Cellulose micro/nanoparticles are highly hydrophilic due to the numerous hydroxyl groups (-OH) on their surfaces, which promotes their aggregation due to the formation of hydrogen bonds between them and limits their dispersion and adhesion with the hydrophobic polymeric matrix [4]. Compatibilizers, or chemical surface modifications in natural fibers, are some of the methods used to improve adhesion between cellulose particles and the rubber matrix. Some reported surface modifications on CMFs/CNFs are made by using bis [3-(triethoxysilyl) propyl] tetrasulfide (TESPT or Si69) and 3-aminopropyl (diethoxy) methylsilane, to name a few [5,6,7]. Nevertheless, unlike our work, other researchers performed the modification on a cellulose particle before adding it to the rubber. In silanization, a silane coupling agent reacts with the hydroxyl groups of the fibers, resulting in the reduction of cellulose hydroxyl groups at the fiber–matrix interface [6]. Some authors have indicated that applying these strategies in CNFs consumes surface hydroxyl groups, which are the basis of the exceptional reinforcing effect of these nanoparticles via the establishment of a nanofiller percolating network. For this reason, the best reinforcement is obtained when a synergistic effect occurs, which consists of retaining the hydroxyl groups on the CNF surface and introducing a functional group at the end of the CNFs, which acts as a crosslinking across the interface [8]. This is why in our work, we determined the silane amount that does not completely consume the -OH groups from the natural filler and, at the same time, improves its compatibility with the natural rubber matrix. Traditionally, different cellulosic fibers are isolated from agricultural wastes and forest residues, such as jute, oil palm, sisal, sugar bagasse, wheat, oat, pineapple, bamboo, or pine wood, to manufacture environmentally friendly fillers [2,9]. Additionally, the production of CNFs from unbleached pulp is of interest due to its relatively lower production cost and environmental impact. In addition, the presence of residual lignin (~6%) reduces cellulose hydrophilicity and facilitates the fibrillation process [10,11]. This makes unbleached pulp an interesting raw material for preparing nanofibers to be used as a low-cost reinforcing product. To the best of our knowledge, there have been few studies on the in situ silanization of ligno-cellulosic fibers with rubber. Therefore, the aim of this work was to study the effect of in situ treated ligno-cellulosic microfibers (LCMFs) on the properties of LCMF-NR compounds, using (3-triethoxysilylpropyl) tetrasulfide (Si69) as a silane coupling agent. Industrial residues recovered from the flotation process of a recycled paper/cardboard company were the raw material used in this work. These are industrially defined as “residual fines” and are composed mainly of cellulose, hemicellulose, and lignin, with an ash content of approximately 16%. From these residual fines, LCMFs were obtained through a mechanical refining process. A solid masterbatch of LCMF-NR was made by dispersing the LCMFs in natural rubber latex and further coagulating by evaporation, and then, it was blended with other additives.
2. Materials and Methods
2.1. Materials
Natural rubber latex (NRL) (Mavalle S.A.S; Villavicencio, Colombia) was purchased from a local rubber manufacturing company (ESPO SPA; Santiago, Chile). The auxiliary additives were stearic acid and an N-Isopropyl-N’-phenyl-p-phenylenediamine antioxidant (IPPD), while the accelerator and vulcanizing agents were zinc oxide (ZnO), insoluble sulfur (S), and N-ciclohexil-2-benzotiazol sulfenamide (CBS). bis[3-(triethoxysilyl) propyl] tetrasulfide (TESPT or Si69) was the silane coupling agent used. All compounds were purchased from Rubber Mix S.A.; Santiago, Chile. The industrial waste studied in this work, hereafter referred to as Non-Treated Residual Fines (NTRFs), was recovered from the flotation system of a recycled paper/cardboard manufacturing company. In particular, for this work, the NTRFs were recovered from the processing of high-performance material, composed of double-kraft lined paper (DKL) and old corrugated cardboard (OCC) in a ratio of around 40:60 (DKL:OCC).
2.2. Preparation of the Ligno-Cellulosic Microfibers
The LCMFs studied in this work were obtained by mechanical treatment of the NTRFs, which were dispersed in distilled water at a concentration of 1% w/w, by stirring for 1 h at 800 rpm. Then, the dispersed NTRFs were refined by recirculating them through a lab-scale disc refiner (The Bauer Bros. Co.; Springfield, OH, USA) 500 times.
2.3. Characterization of the Fibers
The chemical composition of the NTRFs was determined by analyzing the content of carbohydrates, lignin, extractive compounds, and ashes. A dry sample was subjected to two-stage acid hydrolysis, according to the methodology of Andrade et al., 2021 [12]. The acid-soluble fraction was filtered and analyzed by high-performance liquid chromatography for the determination of carbohydrates and carboxylic acids. Another aliquot of the acid-soluble fraction was used to quantify the soluble lignin content by UV/Vis spectroscopy, while the acid-insoluble fraction was used to quantify lignin by the gravimetric method. Extractive compounds soluble in organic solvents were determined by extraction with 90% acetone for 16 h, according to the method described in the TAPPI T 280 pm-99 standard [13]. Finally, the gravimetric determination of ash content was performed by combusting the sample at 525 °C, according to the TAPPI T 211 om-02 standard [14]. The intrinsic viscosity of the NTRFs and LCMFs was determined according to the methodology of Albornoz-Palma et al., 2020 [15]. For each material, 4 dispersions were prepared in concentrations ranging from 0.01% to 0.08 w/v, at 23 °C and a shear rate of 73.38/s, using a Premium L Series viscometer (Fungilab; Barcelona, Spain) with a low-viscosity adapter. The intrinsic viscosity was calculated as the limit of the reduced viscosity when the concentration tended to zero. Each determination was performed in triplicate. The average size (length) of the NTRFs and LCMFs was measured from a dispersion at a concentration of 0.05% w/v using a laser diffraction particle size analyzer (Microtrac Inc.; New York, NY, USA). The measurements were carried out in triplicate. The samples were sonicated for 60 s to avoid any agglomeration. Transmission electron microscopy (TEM) was performed for the LCMF sample at different magnifications (×3.0 k; ×5.0 k; ×10.0 k; ×20.0 k) using a transmission electron microscope (Hitachi Ltd.; Tokyo, Japan) with an accelerating voltage of 80.0 kV. The micrographs were used to measure the widths of the LCMFs by random sampling. Four sets of 280 measurements each were conducted, and the average width was reported. TEM was not applicable for the NTRFs because of their size; to observe their fiber morphology, electronic micrographs were obtained by using scanning electron microscopy (SEM) equipment, (Tescan; Brno, Czech Republic), with a secondary electron detector and a voltage acceleration between 15 and 20 kV.
2.4. Compounding and Vulcanization
The compounds were prepared in two steps. In the first one, a masterbatch was elaborated. For this, the LCMFs were dispersed in an ammonia solution at 10% w/w, stirring it at 700 rpm for 1 h. Then, the NRL was added to the dispersion and stirred at 700 rpm for another 1 h. Finally, the mixture was emptied into a tray and left to dry at 40 °C until constant weight. In the second step, the solid masterbatch was mixed with other additives on an open two-roll mill (Labtech Engineering Co., Ltd.; Bangkok, Thailand), with a friction ratio of 1:1.2 at room temperature. The masterbatch was first masticated on the open two-roll mill in order to reduce its molar mass. After the auxiliaries were added and mixed, the blend was left to rest for 45 min, and then, vulcanizing agents were added. All the rubber compounds had a vulcanization conventional system, in which the prevailing crosslinking was of the poly-sulfidic type. After mixing, the compounds were vulcanized in an electrically heated hydraulic press (Zhongli Instrument Technology Co., Ltd.; Dongguan, China) at 150 °C to obtain sheets and cylinders of 1.6 and 10 mm thickness, respectively, from which the required specimens for testing were obtained. In Table 1, the compound formulations investigated in this work are listed.

Table 1.
Formulations. Quantities are given in parts per hundred rubber (phr).
2.5. In Situ Silanization
Silanization of the LCMFs was performed in situ using a closed-chamber mixer (Brabender® GmbH & Co.KG; Duisburg, Germany). During this process, a solid masterbatch consisting of NR and LCMFs, previously prepared, was masticated in this equipment and mixed with Si69. The rotator speed was 60 rpm, and the stable torque was around 6 N.m. Once the masterbatch and Si69 were added, the chamber was closed, and the temperature was kept stable at 140 °C for 3 min to reach the silanization reaction. Subsequently, this pre-mix was transferred to the open two-roll mill to incorporate the other additives of the formulation. After that, the vulcanization process was performed with the same methodology that was indicated in Section 2.4. These compounds were prepared with three levels of silanization, as listed in Table 1.
2.6. Compound Characterization
2.6.1. Physical–Mechanical Properties
Tensile tests were performed using a type C dumbbell specimen, and tear tests were performed using a type C angle trouser specimen, according to the ASTM D412 and D624 standards, respectively [16,17]. For these, a universal testing machine (Karg Industrietechnik; Krailling, Germany), with a load cell of 5 kN capacity, was used. The crosshead speed was 500 mm/min. Test specimens were punched out from vulcanized sheets using appropriate dies, in such a way that the blend lamination direction coincided with the specimen longitudinal axis. Hardness was measured on 10 mm thick specimens, according to the ASTM D 2240 standard [18], and on a durometer (Enpaix, Polygon Instrument Limited, Shenzhen, China). Abrasion tests were performed according to the ASTM D 5963 standard, A-method [19], without rotation of the specimen, on an abrasimeter machine (Gibrite, Bergamo, Italy).
2.6.2. Thermogravimetric Analysis
The degradation temperature of the cured compounds was studied using a thermogravimetric analyzer (NETZSCH, Selb, Germany). The samples were analyzed from 25 to 600 °C, at a heating rate of 10 °C/min, under N2 atmosphere.
2.6.3. Attenuated Total Reflectance Fourier-Transform Infrared Spectroscopic (ATR-FTIR)
The ATR-FTIR spectra of the compounds were obtained at 25 °C using a spectrometer (Bruker; Berlin, Germany) in the range of 4000–400 cm−1. The spectra were recorded after 64 scans at 4 cm−1 resolution.
2.6.4. Cure Behavior
The rubber compound cure characteristics were evaluated at 150 °C on a moving die rheometer (MDR 2000, MonTech® Rubber Testing Solutions, Buchen, Germany). Minimum torque (ML), maximum torque (MH), time to reach an increase of 2 units in torque above the ML (ts2), and time to 90% cure (t90) were obtained.
2.6.5. Crosslink Density
The crosslink density (Cd) of each compound was determined on specimens of 30 mm × 5 mm × 1.6 mm, cut from compression-molded sheets. The specimens were immersed in toluene at room temperature (21 °C) to reach swelling equilibrium for 72 h. Then, the specimens were taken out of the toluene bath, wiped with tissue paper, and the swollen weight of the samples was recorded (Ws). Finally, the specimens were dried in an oven at 80 °C to reach a constant weight (Wd). The crosslinking density was calculated using Equation (1) [20]:
where ν is the volume fraction of the polymer in a swollen gel at equilibrium, V is the molar volume of toluene (105.9 cm3/mol), and X is the Flory–Huggins rubber–solvent interaction parameter (NR–toluene = 0.393) [21]. ν was determined by Equation (2):
where ρp and ρS represent the density of the polymer and solvent, respectively.
2.6.6. Dynamic Mechanical Analysis
Dynamic Mechanical Analysis (DMA) was performed using a dynamic mechanical analyzer (MCR 702e MultiDrive Anton Paar, Graz, Austria). The temperature range tested was between −100 °C and 25 °C, using a heating ramp of 3 °C/min and a frequency of 1 Hz.
2.6.7. Scanning Electron Microscopy
Electronic microscopy images of the vulcanized compounds were obtained using a scanning electron microscope (JEOL Ltd.; Tokyo, Japan) with a secondary electron detector. The fracture surface of the vulcanized compounds was obtained by submerging the material in liquid nitrogen; then, the surface was coated with a thin gold layer before observation. Images were obtained with a voltage acceleration of 20 kV. Energy-dispersive X-ray analysis (EDS) was performed on some of the samples to supplement the observed micrographs.
3. Results and Discussion
3.1. Characterization of the Fibers
The chemical composition of the NTRFs is indicated in Table 2. A high lignin content of 22.6% was observed, which was due to the origin of these fibers. The NTRFs were not derived from bleached fibers but from the recycling of paper and cardboard. Conversely, the high ash content (16.4%) significantly exceeded the typical values for this type of biomass, which are approximately 0.1% [22]. This elevated ash content was attributed to the presence of inorganic compounds, such as additives used in paper and cardboard production or contaminants encountered during collection and recycling.
Table 2.
Chemical composition of the Non-Treated Residual Fines.
The morphological characteristics of both the NTRFs and LCMFs are reported in Table 3. A significant reduction in fiber length, due to the effect of mechanical fibrillation using a disc refiner, from 142.6 µm for the NTRFs to 11.1 µm for the LCMFs, was observed. Additionally, the width of the NTRFs varied on average from 11.5 to 32.0 µm, as shown in Figure 1a,b. This was because in Chile, Kraft pulp production for paper and cardboard manufacturing is primarily based on hardwood species, such as Eucalyptus globulus and Eucalyptus nitens, as well as softwood species, like Pinus radiata. It is well known that Pinus radiata fibers are approximately two or three times larger in length and width compared to Eucalyptus species fibers [12].
Table 3.
Intrinsic viscosity and morphological characteristics of the fibers.
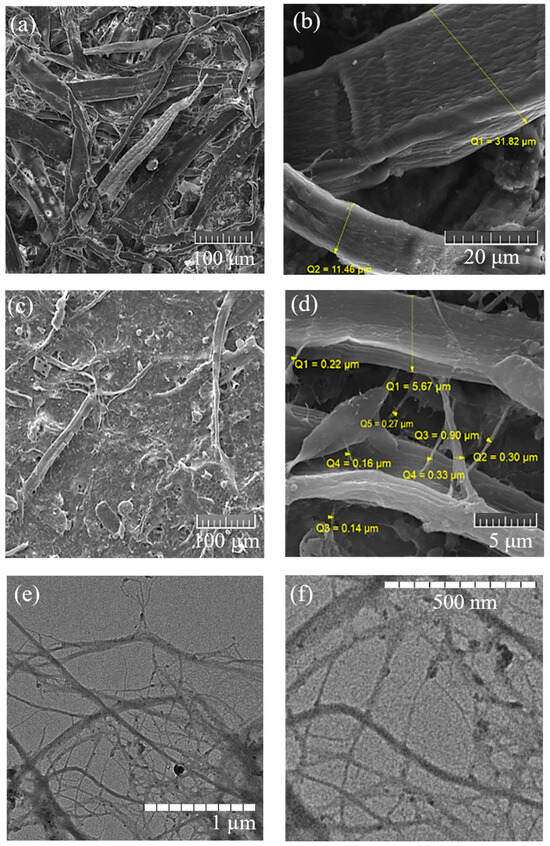
Figure 1.
Ligno-cellulosic fiber micrographs: (a,b) correspond to the not-treated residual fines (NTRFs) at 500× and 4000×, (c,d) correspond to the ligno-cellulosic microfibers (LCMFs) at 500× and 10,000×, and (e,f) correspond to the Non-Treated Residual Fines (NTRFs) at 10,000× and 20,000×.
The width of the LCMFs was more uniform and decreased, as shown in Figure 1c,d, obtained by SEM, and Figure 1e,f, obtained by TEM. Thus, the LCMF average width calculated by TEM was around 49.0 ± 8.0 nm. This could indicate that the LCMFs formed a network, with relatively high crystallinity, providing efficient reinforcement in the elastomeric matrix [23]. The intrinsic viscosity in Table 3 was higher for the LCMFs than for the NTRFs. This increase was associated with the rise in the aspect ratio of the refined fibers [15]. The LCMFs had a high aspect ratio, over 200.
3.2. Compound Characterization
3.2.1. Physical–Mechanical Properties
The values in Table 4 and Table 5 were obtained by one-way analysis of variance, i.e., ANOVA, considering significant differences when p < 0.05. The data presented are the mean values and their standard deviations.
Table 4.
Mechanical properties of the natural rubber compounds.
Table 5.
Physical properties and loss of material by abrasion of natural rubber compounds.
Tensile Properties
The LCMFs in the NR behaved as a reinforcing agent that increased its stiffness, which can be observed in Figure 2, where the slope of the curve associated with this stiffness tended to increase with the addition of the LCMFs and the LCMFs plus the silane agent in the rubber matrix. This was expected because the LCMFs were considerably refined, with fiber widths less than 60 nm (Table 3). The mechanical properties results, as listed in Table 4, showed that the modulus at 300% and tensile strength of the NR compounds increased significantly with the addition of the LCMFs, in comparison with the effect of the NTRFs, because of their higher degree of refinement, which was equivalent to a smaller diameter and a higher aspect ratio, improving the interaction between the fiber and matrix.
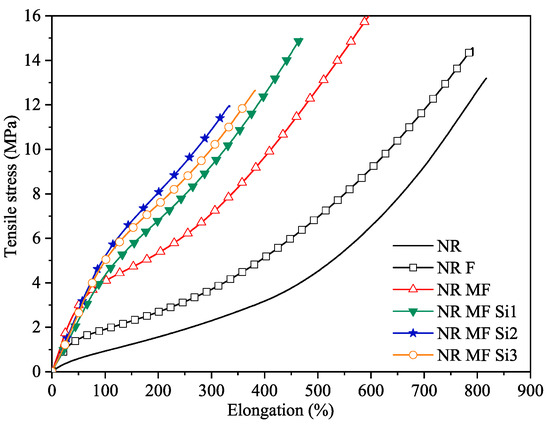
Figure 2.
More representative tensile stress versus elongation curves of each compound.
The highest modulus, at 300%, was observed for the NR MF Si2 and NR MF Si3 compounds (10.97 ± 0.16 MPa and 10.99 ± 0.82 MPa), 8.7 units higher than that of the neat NR (2.25 ± 0.05 MPa) and 3.8 units higher than that of the NR MF compound (7.12 ± 0.09 MPa).
The primary mode of reinforcement in the case of the incorporation of the LCMFs in NR was similar to micro/nanocellulose fibers, which is through physical entanglement with NR chains and augmented by the unique three-dimensional network structure of micro/nanofibers [23]. The elongation at break of the compounds decreased with an increasing reinforcement effect of the fillers in the NR. This was mainly attributed to the fact that the entangled fiber network expected to form within the NR matrix provides higher stiffness at the expense of ductility.
Because of the effect of the LCMF silanization, the modulus at 300% increased further, but such an increase was not observed for the tensile strength. The tensile strength at rupture of NR MF Si2 was statistically lower by around 2 MPa units, compared to NR F and NR. The NR MF Si 1 and NR MF Si 3 compounds had statistically the same tensile strength at rupture as the NR F and NR compounds. With respect to NR MF, the tensile strength at rupture of the silanized compounds was lower by 2 to 5 MPa units. In most studies where natural nano/microfibers were superficially modified or mixed with some compatibilizer to reinforce NR compounds, the tensile strength increased significantly [24,25]. However, other authors, such as Moonart and Utara, 2019 [26], found a decrease in this property, where the tensile strength of hemp fiber compounds with and without chemical treatment (with KMnO4 and Si69), at 15 phr, was comparatively lower than that of an unfilled vulcanized NR compound (around 12 MPa units of difference for the composite with Si69). Srisuwan L et al., 2018 [27], investigated the effect of silane treatment methods on rice husk flour as a filler in natural rubber compounds. They also found that the resistance at the tensile strength at rupture was lower in the treated compounds versus those that were not, with around 3 MPa units of difference.
This behavior was mainly attributed to the interruption of the strain-induced crystallization process that usually occurs in NR when subjected to deformation. The addition of modified hemp fiber into NR interrupted the arrangement of rubber chains, leading to a reduced tensile strength of NR compounds [27]. Furthermore, the chemical treatment improved the strong interfacial interaction between NR and treated fibers, which restricted the movement of NR chain segments [8].
The work by Kargarzadeh et al., 2015 [28], mentioned that the hydroxyl groups of cellulose nanocrystals (CNCs) should interact with the hydroxyl and/or carboxyl groups at the end of NRL chains, probably forming hydrogen bonds between CNCs and NRL, which helps to transfer the stress effectively. The same was mentioned by Dominic et al., 2020, in NR compounds with cellulose nanofibers without coupling agents [29]. However, intramolecular interactions are weaker between superficial organosilane-modified CNCs and NRL because their surface treatment inhibits the formation of a CNC network, which explains the decrease in tensile strength of composites with CNCs treated with silane. Some of the above phenomena could be related to the slight decrease in the tensile stress at rupture observed in the silanizated compounds of this work. Nevertheless, in all the aforementioned works, as well as in ours, the effect of silanization of the cellulose fibers considerably increased the modulus of the composites. Therefore, the LCMF silanization had a positive effect on improving reinforcement in natural rubber, mainly at strains of 300% or less.
Tear Strength Property
As shown in Table 4, an improvement in the tear strength of compounds resulted from increasing the refining degree of the LCMFs and also from the LCMF silanization, which increased the interfacial interactions between the LCMFs and rubber. This behavior was also observed in the straw and natural rubber compounds used in the work by Miedzianoska et al., 2020 [25]. On the other hand, tear resistance is mainly favored by the good dispersion of fibers in the matrix, and the insertion of the fibers into latex favored their dispersion, as well as the in situ silanization. For this reason, this property increased in natural rubber compounds with silanizated fibers.
Hardness and Abrasion Resistance
Material hardness indicates the ability to resist deformation at very low strains. When the interaction between fibers and the matrix increases, the stiffness of rubber compounds increases [29]. This is the reason for the improvement in the hardness of the NR MF and silanizated NR MF compounds compared to the neat NR (42.1 ± 0.3 Shore A). The highest hardness value was found for the NR MF Si1 compound (58.2 ± 1.0 Shore A) (Table 5).
In addition, the effect of the increased compatibility between the fibers and the matrix was very evident in the abrasion resistance property, which showed the best results in the silanizated NR MF Si2 and NR MF Si3 compounds (191.97 ± 1.09 mm3 and 177.89 ± 3.64 mm3) versus the NR neat compound (230.31 ± 5.81 mm3) (Table 5). In the work by Kumagai et al., 2019 [30], NR compounds with cellulose nanofibers from bleached softwood decreased abrasion resistance, even fibers with the highest refining degree (0.15 µm in diameter), deteriorating this property by 14% compared to natural rubber without filler. This also corroborates the great susceptibility of abrasion resistance to the fiber–matrix interaction [30].
3.2.2. Thermogravimetric Analysis
The effect of a silanization agent, as a compatibilizer of the LCMFs with NR, on the thermal stability of the compounds was analyzed. The thermal decomposition curves (TG-DTG) of the compounds are shown in Figure 3, and the analysis results are summarized in Table 6.
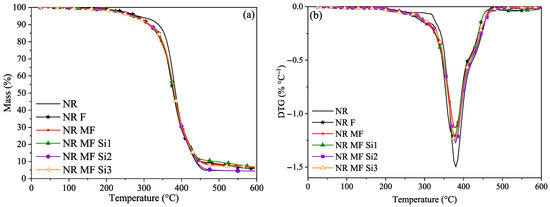
Figure 3.
Thermogravimetric curves of the natural rubber compounds: (a) presents the loss of material (mass %) versus temperature and (b) presents the first derivative of the curves in (a).
Table 6.
Thermogravimetric analysis results of the natural rubber compounds.
The thermal decomposition process of rubber and its compounds was similar. In the NR, NR F, and NR MF Si3 compounds, the 5% mass loss (T5%) was around 280 °C, while in the other three compounds, namely, NR MF, NR MF Si1, and NR MF Si2, T5% occurred at lower temperatures. Conversely, the temperature at which all compounds lost 10% mass (T10%) was around 21–27 °C lower than in the NR sample, which suggested that the reinforcement of NR with the LCMFs and microfibers plus a silanization agent affected the initial stages of thermal decomposition. On the other hand, the maximum decomposition rate temperature (Tpeak) of the compounds was around 373–380 °C, while the compound mass loss was similar to the neat NR sample, around 90%, indicating a similar extent of thermal degradation. At the end of the decomposition process, the amount of char obtained at 600 °C was in the range of 5–10%, which indicated that the pyrolytic decomposition of the samples was nearly complete. In previous work [5], cellulose nanofibrils from Napier grass were prepared and modified with bis-(triethoxysilyl-propyl) tetrasulfide, and the thermal properties of the biocomposite loaded with 10 phr of modified nanofibrils were lower, but by just 5 °C, compared to those of NR.
3.2.3. ATR-FTIR Analysis
In Figure 4, the infrared spectra of the natural rubber compounds with fines, microfibers, and silanizated microfibers are shown and compared with a NR compound without reinforcement (control).
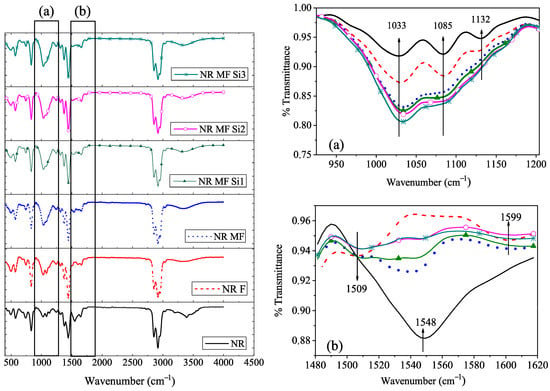
Figure 4.
FTIR-ATR spectra of the compounds: (a,b) show the magnified regions of the FTIR-ATR spectra.
In the control, the characteristic bands of this material were observed. An intense band at 833 cm−1 was assigned to the out-of-plane bending of the C=C-H bond in cis-isoprene. The bands at 1445 cm−1 and 1374 cm−1 corresponded to the CH2 bending vibration and asymmetric CH3 deformation, respectively. At 2853 cm−1 and 2920 cm−1, the asymmetric and symmetric stretching vibration of the C-H bond in methylene groups was observed, while at 2954 cm−1, the C-H vibration of the methyl groups in NR was observed [31,32]. Furthermore, two characteristic NR bands at 1645 cm−1 and 1548 cm−1 were attributed to the C=O bond in amides I and amides II, respectively, from peptides in the phospholipid membranes present in NR [33,34].
The addition of the LCMFs increased the intensity in the region between 950 cm−1 and 1150 cm−1, where the C-O-C bond vibration (specifically at 1033 cm−1) of the pyranose ring in the cellulose structure is located [35]. In addition, as indicated by Pandey K.K., 1999 [36], the bands at 1059 cm−1 and 1033 cm−1, corresponding to the stretching of the C-O-C bond in cellulose, were significantly intense. As shown in Figure 4b, NR also had this band, attributed to CH3 rocking, but with significantly lower intensity [31].
Comparing the infrared spectra of the compounds (NR MF, NR MF Si1, NR MF Si2, NR MF Si3) with refined microfibers (LCMFs) versus the NR F spectra, which is a compound containing unrefined fines, an increase in the intensity of the region between 950 cm−1–1150 cm−1 was also observed, associated with a greater amount of C-O-C bonds (B-glucosidic bond) [37]. Considering that the concentration of cellulose in these compounds was the same, this increase in C-O-C bonds occurred because of the less compact and ordered structure of the LCMFs, resulting in the reduction in the length and width of the fibers, compared to unrefined fines. Therefore, in the LCMFs, there was a greater exposure of these C-O-C bonds.
Figure 4b shows a zoom-in on the region between 1470 cm−1 and 1620 cm−1, where we identify two small bands in compounds with the LCMFs and NTRFs at 1509 cm−1 and 1599 cm−1, associated with the vibration of C=C bonds in the aromatic skeleton of lignin [38]. Identifying bands attributed to the silanization reaction of the LCMFs was challenging because the new Si-O-C bond that should form appears in the region between 1092 cm−1 and 1192 cm−1, overlapping with the cellulose C-O-C signal [5]. However, it was possible to determine (Figure 4a) an increase in the intensity of the bands at 1033 cm−1 and 1085 cm−1 as the Si69 concentration increased and the LCMF concentration remained constant. This confirmed the occurrence of the silanization reaction; however, the sensitivity of the technique is not sufficient to confirm this reaction at such a low concentration of Si69.
3.2.4. Cure Behavior
All the compounds exhibited a reversion zone, which is typically of NR (Figure 5). The NR compound’s t90 time decreased with the addition of the LCMFs and the NTRFs, while the compounds with the silanized LCMFs showed a progressive increase as the coupling agent concentration increased; a similar behavior was observed for the ts2 time (Table 7).
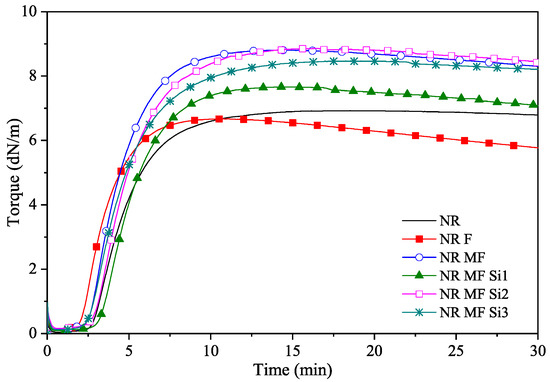
Figure 5.
Compound vulcanization process at 150 °C.
Table 7.
Curing parameters of natural rubber compounds.
This may be attributed to multiple factors, including increased availability of -OH groups on the surface of the LCMFs, which restricted the movement of free radicals generated during vulcanization [23]; a partial adsorption of curing additives on the cellulose surface, leading to a reduced availability of additives for the vulcanization reaction and resulting in reduced curing activity [39]; or the deactivation of accelerators [40]. On the other hand, the increase in both ML and MH suggested that the addition of the LCMFs and the silanizated LCMFs promoted adhesion between the components, improving their physical and mechanical properties [25].
3.2.5. Crosslink Density
The crosslink density is a relevant parameter for vulcanized elastomers as it directly affects other properties of the compounds. Figure 6 shows the variation in the crosslink density of the NR compounds reinforced with the LCMFs. There was no significant difference between the NR and NR F compounds; however, when reinforced with the refined LCMFs, the crosslink density increased by 55%. This was mainly because the refining process increased the surface area of the microfibers, generating a branched structure, restricting the absorption of toluene, and creating a greater number of contact zones capable of interacting with the NR matrix [30].
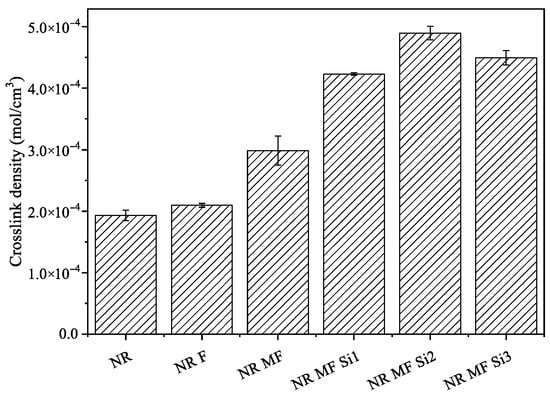
Figure 6.
Crosslink density of the vulcanized compounds.
This increase was more pronounced in the compounds with Si69 as the coupling agent. This ability to form covalent bonds between the components of the microfibers and NR resulted in strong adhesion [41]. When 2.5 phr of Si69 was used, the NR MF Si2 compound achieved the highest crosslink density, with a 153% increase compared to the NR compound. This is because the Si69 structure contains a chain of four sulfur atoms with the ability to interact with the diene units of NR, acting as sulfur donors during the curing process [25]. The addition of Si69 reduced the availability of numerous -OH groups in cellulose and lignin, which typically reduced the crosslink density of rubber compounds by absorbing the curing agents [27]. Finally, a higher amount of Si69 (3.5 phr in NR MF Si3) did not necessarily result in a higher crosslink density, which can be beneficial from an economic point of view [42].
3.2.6. Dynamic Mechanical Analysis
The storage modulus (E′), loss modulus (E″), and damping factor (δ) are shown in Figure 7, Figure 8 and Figure 9, respectively. In the case of E′, a drastic drop was observed above −60 °C; this change indicated a shift from a glassy to an elastomeric state of the composites. It was also observed that the composites with cellulosic fiber content as filler had a higher storage modulus than the natural rubber without filler content, suggesting the reinforcing effect of this filler content. However, Figure 7 also shows a graph inserted in the elastomeric range analyzed (−50 °C to 10 °C), in which the rubber compound with the lowest E′ is the NR F compound, indicating that the reinforcing effect observed in the glass range was rather physical, without major molecular interactions.
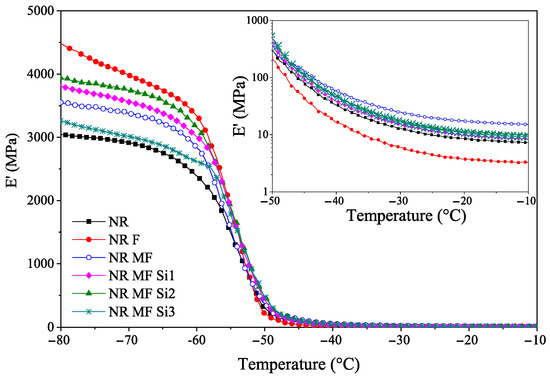
Figure 7.
Storage modulus (E′) evolution, by the effect of temperature, in the natural rubber compounds.
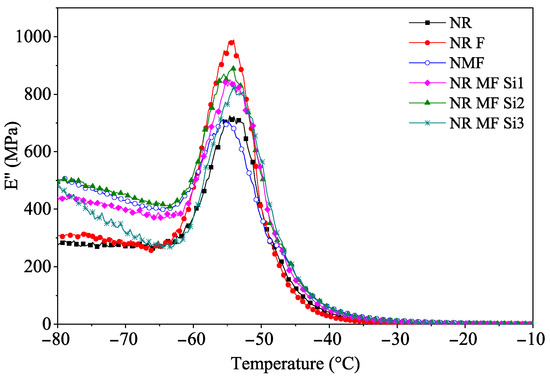
Figure 8.
Loss modulus (E″) evolution, by the effect of temperature, in the natural rubber compounds.
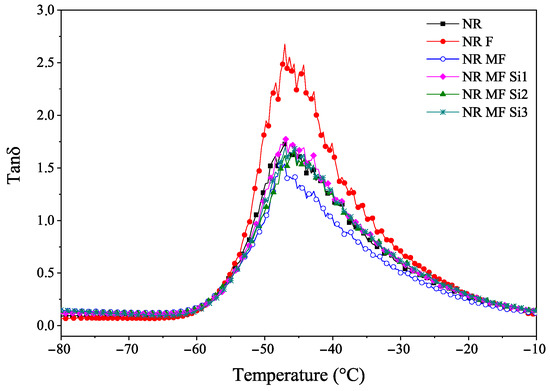
Figure 9.
Damping factor (δ) evolution, by the effect of temperature in the natural rubber compounds.
This would also explain the similar performance of the NR F sample in terms of tensile modulus and elongation at break compared to the NR sample without filler content. It can also be observed that the samples with the silanizing agent showed a similar behavior, superior to the NR F sample, which indicated a higher affinity with the NR matrix. However, the sample that achieved a higher performance in terms of E′ was the NR MF sample, which was likely attributed to the higher distribution of the crosslinking through the polymer matrix. In fact, NR MF presented a lower crosslinking density than the silanizated NR MF compounds, but its E′ was higher at the rubbery state; this suggested that the silanizated samples presented an uneven crosslinking [43,44]. The maximum recorded E″ value of the rubber compounds (Figure 8) was at −54 °C, which did not vary with the type of filler and was attributed to the glass transition temperature. However, an abrupt change in the shape and height of the signal was observed.
As can be seen, the NR F sample had a shape similar to that of the NR sample, with a significant increase in height. Based on our understanding, this increase was due to the fact that the filler material imparted a greater free volume to the rubber compound; therefore, when the higher energy dissipation was reached by the cooperative movement of the main segments of the natural rubber, there was a greater volume and less constraint for this process. The change in shape, especially in the glassy range (below −54 °C), could be attributed to the higher crosslinking and the greater free volume provided by the filler content.
In terms of δ (Figure 9), it can be observed that all the compounds retained a shape comparable to that of natural rubber, which was attributed to the fact that they retained an elastomeric character and dynamic mechanical behavior comparable to that of the polymer matrix [45].
3.2.7. Scanning Electron Microscopy
The micrographs in Figure 10 allowed us to analyze the correlation between the physical–mechanical properties and the interfacial interaction between the filler and the NR matrix. The unfilled NR compound (Figure 10a) showed a uniform surface morphology, which was also smoother than that of the other compounds. In addition, the white particles in this compound were probably ZnO aggregates, which were analyzed by energy-dispersive X-ray spectrometry. In the other compounds, the NTRFs and the non-silanizated/silanizated LCMFs were observed as white fibers (Figure 10b–f). The NR F compound, which was filled with the NTRFs, showed a surface with NTRF–matrix interfacial voids, and the NTRFs observed had a larger diameter (~18 µm), similar to the fiber without refinement. Moreover, the LCMFs were homogeneously dispersed in the NR matrix without significant aggregation (Figure 10c–f), which weakened the hydrophilic character and hydrogen bonding tendency of the LCMFs. Furthermore, fewer interfacial voids were found in the NR MF Si2 and NR MF Si3 compounds. The LCMFs in these compounds were observed at higher magnification, and these were embedded in the NR matrix, indicating the improvement in the interaction between the LCMFs and NR because of the in situ silanization (Figure 10e,f). This observation was similar to those in the works by Maslowski et al., 2019, and Soomeemee et al., 2021 [5,6].
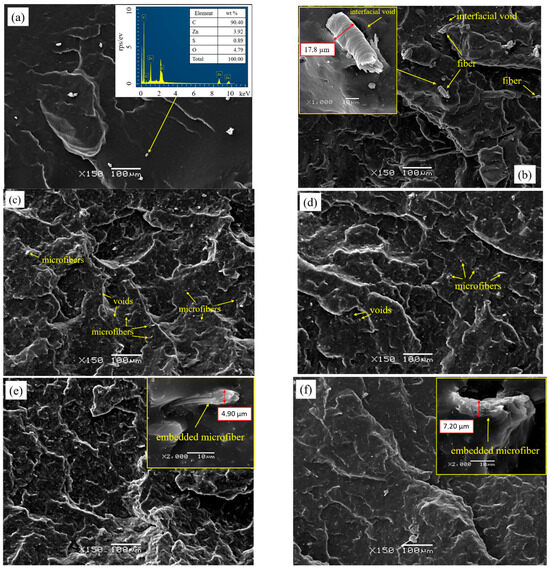
Figure 10.
Micrographs of the surface compounds, obtained by submerging them in liquid nitrogen, in (a) NR, (b) NR F, (c) NR MF, (d) NR MF Si1, (e) NR MF Si2, and (f) NR MF Si3.
4. Conclusions
The in situ silanization reaction of the LCMFs in the natural rubber was confirmed by the good correlation between the results of the FTIR, DMA, SEM, crosslink density, cure behavior, and mechanical properties analyses.
The hardness and tear strength of the silanized compounds increased; in particular, the NR MF Si2 compound was superior to NR MF by 3 hardness units and 12 tear strength units. The notable increase in the tear strength was also associated with the improvement in the dispersion of the LCMFs in the NR because when the fibers were silanized, their hydrophilicity decreased. Based on the tensile tests, the improvement in the 300% modulus demonstrated that the stiffness of the silanized compounds increased versus those with the unsilanized LCMFs, but it also demonstrated that silanization could inhibit the NR strain-induced crystallization at high strains. Therefore, a slight decrease in the tensile strength at break occurred, as observed in the NR MF Si2 compound versus the NR MF compound. The improvement in adhesion between the LCMFs and NR due to silanization was clearly observed in the SEM micrographs, where the fiber was embedded in the NR matrix. This adhesion was also confirmed by the higher crosslinking density of the silanized samples, such as the NR MF Si2 compound with 4.9 × 10−4 mol/cm3 versus the NR MF compound with 3.0 × 10−4 mol/cm3. There was a correlation between the crosslinking density results and the MH value of the vulcanization test, because both increased in the silanized samples. This showed that silanization occurred, that is, there was an interaction between the ethoxy groups of Si69 and the hydroxyl groups of the LCMFs, and that the crosslinking was improved when the silanized LCMFs adhered to the rubber chains during vulcanization, through the interaction of the Si69 sulfurs with the alkene bond of the NR chain. Regarding the DMA results and, in particular, the E’ module, it turned out that the silanized samples did not necessarily have a linear relationship between the silane concentration and the crosslinking density. Based on the FTIR analysis, an increase in the intensity of the bands at 1033 cm−1 and 1085 cm−1 could suggest LCMF silanization, but this could not be fully proved because of the sensitivity of the technique and the low Si69 concentration.
The thermal stability of natural rubber was not affected by the LCMFs, which allowed its incorporation as a filler. These results were quite promising for the use of chemically modified ligno-cellulosic microfibers as an alternative reinforcing agent in natural rubber and on an industrial scale, as the silanization processes of silica in rubber compounds are currently carried out in this manner. The LCMFs reinforced the natural rubber, mainly because of the fiber refinement, which increased the filler surface area and promoted the formation of the microfiber network and the interaction with the matrix. The LCMF reinforcement was also improved by the compatibility between the LCMFs and the matrix by the silanization at 2.5 phr of Si69. This compatibility was especially observed in the abrasion resistance results. Industrial waste from recycled paper companies, such as the not-treated residual fines (NTRFs) used in this work, could be economically modified to obtain new and more sustainable rubber fillers.
Author Contributions
P.C.-R.: Conceptualization, formal analysis, funding acquisition, investigation, methodology, supervision, writing—original draft, and writing—review and editing. A.S.-A.: Formal analysis, investigation, and writing—original draft. E.T.O.: Conceptualization, data curation, formal analysis, investigation, methodology, writing—original draft, and writing—review and editing. K.G.-G.: Investigation and methodology. G.C.-B.: Investigation, methodology, and writing—original draft. H.A.-B.: Investigation, methodology, and writing—original draft. J.C.: Investigation and methodology. M.Á.P.: Conceptualization, formal analysis, methodology, and funding acquisition. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Development and Research National Agency (ANID) of the Science and Technology Ministry of Chile, grant number FONDEF ID 20I 10186.
Data Availability Statement
The original contributions presented in this study are included in the article. Further inquiries can be directed to the corresponding author.
Acknowledgments
The authors are grateful for the financial support provided by the Development and Research National Agency (ANID) of the Science and Technology Ministry of Chile. Projects: FONDECYT REGULAR 1231729, FONDECYT REGULAR 1221609 (G.C-B), FONDEQUIP EQM220083 and ANID/2020-21202445 National Doctoral Scholarship.
Conflicts of Interest
The authors declare that they have no competing financial interests or personal relationships that could have appeared to influence the work reported in this paper. The authors declare that this study received industrial waste to obtain ligno-cellulosic microfibers (LCMFs) from a recycled paper/cardboard company. The company was not involved in the study design; the collection, analysis, or interpretation of data; the writing of this article; or the decision to submit it for publication.
References
- Bajpai, P.K.; Singh, I.; Madaan, J. Development and characterization of PLA-based green composites: A review. J. Thermoplast. Compos. Mater. 2014, 27, 52–81. [Google Scholar] [CrossRef]
- Thomas, S.K.; Parameswaranpillai, J.; Krishnasamy, S.; Begum, P.S.; Nandi, D.; Siengchin, S.; George, J.J.; Hameed, N.; Salim, N.; Sienkiewicz, N. A comprehensive review on cellulose, chitin, and starch as fillers in natural rubber biocomposites. Carbohydr. Polym. Technol. Appl. 2021, 2, 100095. [Google Scholar] [CrossRef]
- Ventura-Cruz, S.; Flores-Alamo, N.; Tecante, A. Preparation of microcrystalline cellulose from residual Rose stems (Rosa spp.) by successive delignification with alkaline hydrogen peroxide. Int. J. Biol. Macromol. 2020, 155, 324–329. [Google Scholar] [CrossRef]
- Hakimi, N.M.F.; Lee, S.H.; Lum, W.C.; Mohamad, S.F.; Al Edrus, S.S.O.; Park, B.-D.; Azmi, A. Surface modified nanocellulose and its reinforcement in natural rubber matrix nanocomposites: A review. Polymers 2021, 13, 3241. [Google Scholar] [CrossRef] [PubMed]
- Somseemee, O.; Sae-Oui, P.; Siriwong, C. Reinforcement of surface-modified cellulose nanofibrils extracted from Napier grass stem in natural rubber composites. Ind. Crops Prod. 2021, 171, 113881. [Google Scholar] [CrossRef]
- Masłowski, M.; Miedzianowska, J.; Strzelec, K. Silanized cereal straw as a novel, functional filler of natural rubber biocomposites. Cellulose 2019, 26, 1025–1040. [Google Scholar] [CrossRef]
- Jantachum, P.; Khumpaitool, B.; Utara, S. Effect of silane coupling agent and cellulose nanocrystals loading on the properties of acrylonitrile butadiene rubber/natural rubber nanocomposites. Ind. Crops Prod. 2023, 195, 116407. [Google Scholar] [CrossRef]
- Zhu, G.; Dufresne, A. Synergistic reinforcing and cross-linking effect of thiol-ene-modified cellulose nanofibrils on natural rubber. Carbohydr. Polym. 2022, 278, 118954. [Google Scholar] [CrossRef]
- Debnath, B.; Haldar, D.; Purkait, M.K. A critical review on the techniques used for the synthesis and applications of crystalline cellulose derived from agricultural wastes and forest residues. Carbohydr. Polym. 2021, 273, 118537. [Google Scholar] [CrossRef]
- Ehman, N.; Rodríguez-Fabià, S.; Zehner, J.; Chinga-Carrasco, G. Chemical compatibility between poly(ethylene) and cellulose nanofibers from kraft pulps containing varying amounts of lignin: An aqueous acetylation strategy and its effect on biocomposite properties. Compos. Part A Appl. Sci. Manuf. 2024, 184, 108247. [Google Scholar] [CrossRef]
- Yuan, T.; Zeng, J.; Wang, B.; Cheng, Z.; Chen, K. Lignin containing cellulose nanofibers (LCNFs): Lignin content-morphology-rheology relationships. Carbohydr. Polym. 2021, 254, 117441. [Google Scholar] [CrossRef]
- Andrade, A.; Henríquez-Gallegos, S.; Albornoz-Palma, G.; Pereira, M. Effect of the chemical and structural characteristics of pulps of Eucalyptus and Pinus on the deconstruction of the cell wall during the production of cellulose nanofibrils. Cellulose 2021, 28, 5387–5399. [Google Scholar] [CrossRef]
- TAPPI Standard Methods T280 pm-99; Acetone Extractives of Wood and Pulp. Technical Association of the Pulp and Paper Industry: Peachtree Corners, GA, USA, 1999.
- TAPPI Standard Methods T211 om-02; Ash in Wood, Pulp, Paper and Paperboard: Combustion at 525 °C. Technical Association of the Pulp and Paper Industry: Peachtree Corners, GA, USA, 2007.
- Albornoz-Palma, G.; Betancourt, F.; Mendonça, R.T.; Chinga-Carrasco, G.; Pereira, M. Relationship between rheological and morphological characteristics of cellulose nanofibrils in dilute dispersions. Carbohydr. Polym. 2020, 230, 115588. [Google Scholar] [CrossRef] [PubMed]
- ASTM D412-16; Standard Test Methods for Vulcanized Rubber and Thermoplastic Elastomers-Tension. ASTM International: West Conshohocken, PA, USA, 2016.
- ASTM D624-00; Standard Test Methods for Tear Strength of Conventional Vulcanized Rubber and Thermoplastic Elastomers. ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM D2240-15; Standard Test Method for Rubber Property-Durometer Hardness. ASTM International: West Conshohocken, PA, USA, 2015.
- ASTM D5963-22; Standard Test Method for Rubber Property-Abrasion Resistance (Rotary Drum Abrader). ASTM International: West Conshohocken, PA, USA, 2022.
- Flory, P.J. Statistical mechanics of swelling of network structures. J. Chem. Phys. 1950, 18, 108–111. [Google Scholar] [CrossRef]
- Xue, B.; Wang, X.; Yu, L.; Di, B.; Chen, Z.; Zhu, Y.; Liu, X. Self-assembled lignin-silica hybrid material derived from rice husks as the sustainable reinforcing fillers for natural rubber. Int. J. Biol. Macromol. 2020, 145, 410–416. [Google Scholar] [CrossRef] [PubMed]
- Ek, M.; Gellerstedt, G.; Henriksson, G. The Trees. In Pulp and Paper Chemistry and Technology. Volume 1: Wood Chemistry and Wood Biotechnology; Ek, M., Gellerstedt, G., Henriksson, G., Eds.; Walter de Gruyter: Berlin, Germany, 2009; pp. 13–44. [Google Scholar]
- Kulshrestha, U.; Gupta, T.; Kumawat, P.; Jaiswal, H.; Ghosh, S.B.; Sharma, N.N. Cellulose nanofibre enabled natural rubber composites: Microstructure, curing behaviour and dynamic mechanical properties. Polym. Test. 2020, 90, 106676. [Google Scholar] [CrossRef]
- Hosseinmardi, A.; Amiralian, N.; Martin, D.J.; Annamalai, P.K. Achieving ultra-tear resistant high-performance natural rubber nanocomposite via bio-inspired lignocellulosic compatibilization. Ind. Crops Prod. 2024, 207, 117729. [Google Scholar] [CrossRef]
- Miedzianowska, J.; Masłowski, M.; Rybinski, P.; Strzelec, K. Properties of chemically modified (selected silanes) lignocellulosic filler and its application in natural rubber biocomposites. Materials 2020, 13, 18. [Google Scholar] [CrossRef]
- Moonart, U.; Utara, S. Effect of surface treatments and filler loading on the properties of hemp fiber/natural rubber composites. Cellulose 2019, 26, 7271–7295. [Google Scholar] [CrossRef]
- Srisuwan, L.; Jarukumjorn, K.; Suppakarn, N. Effect of Silane Treatment Methods on Physical Properties of Rice Husk Flour/Natural Rubber Composites. Adv. Mater. Sci. Eng. 2018, 2018, 583974. [Google Scholar] [CrossRef]
- Kargarzadeh, H.; Sheltami, R.M.; Ahmad, I.; Abdullah, I.; Dufresne, A. Cellulose nanocrystal reinforced liquid natural rubber toughened unsaturated polyester: Effects of filler content and surface treatment on its morphological, thermal, mechanical, and viscoelastic properties. Polymer 2015, 71, 51–59. [Google Scholar] [CrossRef]
- Dominic, M.C.D.; Joseph, R.; Begum, P.S.; Joseph, M.; Padmanabhan, D.; Morris, L.A.; Kumar, A.S.; Formela, K. Cellulose nanofibers isolated from the Cuscuta Reflexa plant as a green reinforcement of natural rubber. Polymers 2020, 12, 814. [Google Scholar] [CrossRef] [PubMed]
- Kumagai, A.; Tajima, N.; Iwamoto, S.; Morimoto, T.; Nagatani, A.; Okazaki, T.; Endo, T. Properties of natural rubber reinforced with cellulose nanofibers based on fiber diameter distribution as estimated by differential centrifugal sedimentation. Int. J. Biol. Macromol. 2019, 121, 989–995. [Google Scholar] [CrossRef] [PubMed]
- Rolere, S.; Liengprayoon, S.; Vaysse, L.; Sainte-Beuve, J.; Bonfils, F. Investigating natural rubber composition with Fourier Transform Infrared (FT-IR) spectroscopy: A rapid and non-destructive method to determine both protein and lipid contents simultaneously. Polym. Test. 2015, 43, 83–93. [Google Scholar] [CrossRef]
- Somseemee, O.; Saeoui, P.; Schevenels, F.T.; Siriwong, C. Enhanced interfacial interaction between modified cellulose nanocrystals and epoxidized natural rubber via ultraviolet irradiation. Sci. Rep. 2022, 12, 6682. [Google Scholar] [CrossRef]
- Yasin, S.; Hussain, M.; Zheng, Q.; Song, Y. Influence of ionic liquid on rheological behaviors of candle soot and cellulose nanocrystal filled natural rubber nanocomposites. Compos. Commun. 2022, 33, 101214. [Google Scholar] [CrossRef]
- Mekonnen, T.H.; Ah-Leung, T.; Hojabr, S.; Berry, R. Investigation of the co-coagulation of natural rubber latex and cellulose nanocrystals aqueous dispersion. Colloids Surfaces A Physicochem. Eng. Asp. 2019, 583, 123949. [Google Scholar] [CrossRef]
- Nair, A.R.; Sambhudevan, S.; Shankar, B. Synthesis, characterization and dye removal properties of cellulose nanocrystals embedded natural rubber latex composite. Cellul. Chem. Technol. 2019, 53, 263–270. [Google Scholar] [CrossRef]
- Pandey, K.K. A Study of Chemical Structure of Soft and Hardwood and Wood Polymers by FTIR Spectroscopy. J. Appl. Polym. Sci. 1999, 71, 1969–1975. [Google Scholar] [CrossRef]
- Mahur, B.K.; Ahuja, A.; Singh, S.; Maji, P.K.; Rastogi, V.K. Different nanocellulose morphologies (cellulose nanofibers, nanocrystals and nanospheres) extracted from Sunn hemp (Crotalaria juncea). Int. J. Biol. Macromol. 2023, 253, 126657. [Google Scholar] [CrossRef]
- Hosseinmardi, A.; Annamalai, P.K.; Wang, L.; Martin, D.; Amiralian, N. Reinforcement of natural rubber latex using lignocellulosic nanofibers isolated from spinifex grass. Nanoscale 2017, 9, 9510–9519. [Google Scholar] [CrossRef] [PubMed]
- Singh, S.; Dhakar, G.L.; Kapgate, B.P.; Maji, P.K.; Verma, C.; Chhajed, M.; Rajkumar, K.; Das, C. Synthesis and chemical modification of crystalline nanocellulose to reinforce natural rubber composites. Polym. Adv. Technol. 2020, 31, 3059–3069. [Google Scholar] [CrossRef]
- Kazemi, H.; Mighri, F.; Rodrigue, D. A Review of Rubber Biocomposites Reinforced with Lignocellulosic Fillers. J. Compos. Sci. 2022, 6, 183. [Google Scholar] [CrossRef]
- Kaewsakul, W.; Sahakaro, K.; Dierkes, W.K.; Noordermeer, J.W. Mechanistic Aspects of Silane Coupling Agents with Different Functionalities on Reinforcement of Silica-Filled Natural Rubber Compounds. Polym. Eng. Sci. 2015, 51, 836–842. [Google Scholar] [CrossRef]
- Roy, K.; Debnath, S.C.; Potiyaraj, P. A critical review on the utilization of various reinforcement modifiers in filled rubber composites. J. Elastomers Plast. 2020, 52, 167–193. [Google Scholar] [CrossRef]
- Nabil, H.; Ismail, H.; Tebal, N. Dynamic Mechanical Behavior of Natural Rubber/Waste Ethylene-Propylene-Diene Rubber Blends. Prüfen Mess. 2014, 7, 33–39. [Google Scholar]
- Koshy, A.T.; Kuriakose, B.; Thomas, S. Studies on the effect of blend ratio and cure system on the degradation of natural rubber-ethylene-vinyl acetate rubber blends. Polym. Degrad. Stab. 1992, 36, 137–147. [Google Scholar] [CrossRef]
- Magnere, S.M.; Toledo, E.A.; Yazdani-Pedram, M.; Fuentealba, P.; Contreras-Soto, A.; Bascuñan-Heredia, A.; Alvarez-Cortes, G.; Zagal, A.; Molina, F.; Hernández-Santana, M.; et al. High performance fluoroelastomer composites filled with graphite and/or bismuth oxide for applications in gamma-ray shielding. Polym. Compos. 2024, 45, 6901–6913. [Google Scholar] [CrossRef]










Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).