Abstract
The three-dimensional (3D) product model has become a tool that has transitioned from a legacy instrument, used in design, to an emerging technology applied to production and assembly processes. As this evolution has occurred, the need has developed to understand the value of deploying the 3D product model beyond the design phase. This research answers the question and solves the problem, does electronic documentation inclusive of the 3D product model add to the production workers’ ability to complete the production task? To answer this question, the methods used were that the research team tested how accurately and quickly a production and assembly team could build the product using interactive, electronic documentation, including the 3D product model, as a means to understand the design intent as opposed to printed bills of materials (BOMs) and two-dimensional (2D) paper drawings. The conclusions that can be drawn from this research are that the research found statistically significant improvements in the production throughput time (~10%), reductions in the direct labor hours per unit (~14%), and retained quality levels, when deploying electronic documentation, including the 3D product model, into the production and assembly processes. Through the deployment of the interactive 3D product model electronic documentation to the production floor, the organization also took a step towards creating a digital twin of the produced product and laid a foundation for the further adoption of Industry 4.0 practices. The novelty of the work and the areas where it goes beyond previous efforts in the literature concerns the current body of knowledge that does not demonstrate a repeatable methodology through which industry and other researchers can replicate the experiment on demonstrating economic value when deploying the 3D product model to production and assembly processes. In this paper, the authors aim to build on prior work to demonstrate a repeatable methodology for determining the economic value of 3D product model deployment in production and assembly processes through applied research.
1. Introduction
The 3D product model, once a tool used primarily for product design [1], has evolved to be able to create value beyond design, in areas such as improving the efficiency and reliability of assembly process design, reducing process planning problems, and shortening the process planning cycle [2,3]. Up until the 2000s to 2010s, the ability to deploy the 3D product model to the assembly process was limited by software availability [4,5]. More recently, the following enabling factors have been removing these limitations [6] via transforming the engineering bill of materials (eBOM) into the manufacturing bill of materials (mBOM) [7,8,9]: the advent of manufacturing process management (MPM) systems [10], the ability to extract 3D product model data [11,12,13,14,15,16], and the growth in virtual manufacturing knowledge [17,18]. Building on these enabling factors, research has demonstrated that the 3D product model can be integrated with assembly line balancing via process consumption [19], can be used as the link between the bill of process (BOP) and the bill of materials (BOM) [20,21], and can check the product’s configuration for assemblability [22]. Through these applications, the 3D product model can be used to enhance shop-floor work instructions, improve process planning, and increase assembly efficiency [23,24]. While the body of knowledge does demonstrate that deploying the 3D product model to the assembly process is now feasible and can be conducted in ways that create value, the value is not described in numerical terms on economic (i.e., shareholder) value creation for organizations. Under this premise, the authors have observed that while academic research maintains that deploying the 3D product model to production and assembly processes creates value, those theoretical findings are not being translated into definitive action in industry. This research will bridge that gap, taking and building on the value creation principles in academic research and translating those principles into an industry use case in which value creation can be further substantiated.
With the development of emerging technologies to deploy the three-dimensional (3D) product model to production and assembly processes, the opportunity exists for organizations in industry to capture value that was previously unattainable [20]. To align the authors’ and the readers’ understanding of value, value is defined in this paper at the highest level as shareholder value, which can be further broken down into subcategories of value creation, such as revenue growth, operating margin, asset efficiency, and shareholder expectations [25].
When deploying the 3D product model to production and assembly processes, key areas to focus on in capturing value include [26]:
- Greater accuracy in the assignment of the right parts, tools, work allocation, and work instructions;
- Faster new product/model roll out to production;
- Less time updating work instructions;
- Quicker operator training;
- Smoother transition for field use.
A quantitative model has also been developed, which organizations can use to understand the incremental value that deploying the 3D product model creates in these areas [27]. However, a study has not been conducted on the interactions between variables in the quantitative value calculation, the loss of value created due to tradeoffs in retiring legacy processes while implementing the 3D product model in production and assembly processes, or on the further development of the cost of implementing and maintaining the 3D product model in the manufacturing process solution [27]. Through applied research, the authors have collaborated with an industrial equipment manufacturer to further understand the impacts of deploying the 3D product model to production and assembly processes.
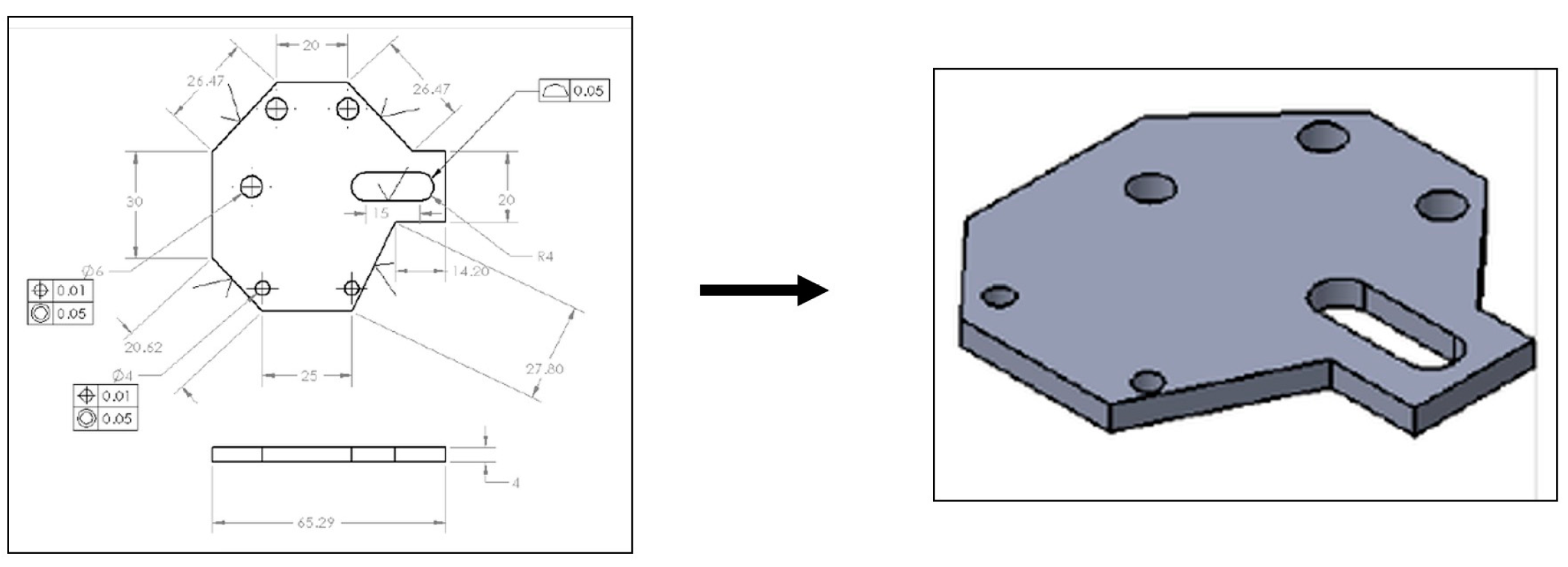
The authors note that research does exist on the benefits that various BOM structures and product family configurations have on shop-floor production metrics [28,29,30]. However, this paper will differ from those in that it will focus on the process flow for information to move from engineering to production in the presence of electronic documentation and, more specifically, the 3D product model, as a means to communicate design intent from engineering to the production floor, as opposed to printed bills of materials (BOMs) and two-dimensional (2D) paper drawings. For clarity, the 3D product model is defined as the virtual computer-aided design (CAD) model and digital assembly mock-up (as shown in Figure 1).
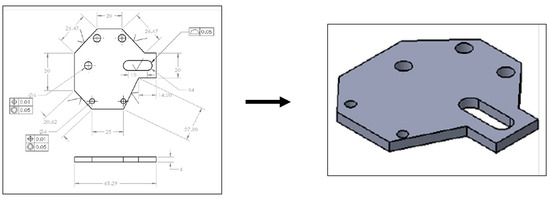
Figure 1.
Moving from a 2D drawing to a 3D product model.
While prior research has focused on the legal, technical, and data requirements of moving to electronic documentation as a means of communication from engineering to the production floor, prior research concludes that additional research needs to be conducted on the cost-savings benefits in order to garner broader industry adoption [5]. The novelty of this work and where it goes beyond previous efforts in the literature is that the current body of knowledge does not demonstrate a repeatable methodology through which industry and other researchers can replicate the experiment on demonstrating economic value when deploying the 3D product model to production and assembly processes. In this paper, the authors aim to build on prior work to demonstrate a repeatable methodology for determining the economic value of 3D product model deployment in production and assembly processes through applied research.
The objective of this research paper is to fill the gap in the existing body of knowledge by demonstrating the incremental value (or lack thereof) that deploying the 3D product model in production and assembly processes can have, over deploying the hard copy BOM and associated printed 2D drawings to the production floor and assembly processes. Laboratory research has shown an improvement in the operator assembly time when training operators on assembly processes, when those operators are trained using electronic guided assembly instructions over paper instructions [31,32]. Yet despite the academic research demonstrating the theoretical benefits, few studies exist demonstrating this value in an applied industry setting. This research will answer the question of whether electronic documentation, inclusive of a 3D product model, adds to the production workers’ ability to complete the production task.
To answer this question, Section 2 discusses the materials and methods used by the research team to test how accurately and quickly a production and assembly team can build the product using interactive, electronic documentation, including the 3D product model, as opposed to the production team referencing printed BOMs and 2D paper drawings to build the product. Included in Section 2 is the experimental design, along with a description of the process, from when a manufacturing engineer receives the information for a new order through to when the production workers receive and consume that information. Section 3 analyzes the data captured during the study and applies hypothesis testing to report on the statistical relevance of those findings. Section 4 and Section 5 include a discussion on the research conducted at the industrial equipment manufacturer and document how the methodology is repeatable, ensuring other companies can benefit from the findings and the application of this research. The final sections in the paper also provide a summary, conclusion, and details on future work.
2. Materials and Methods
2.1. Emerging Technology Studies
Before beginning the study, the authors reviewed other studies on applications of emerging technologies to businesses to see the metrics and processes used to determine if those technology and process deployments were successful. Studies on Enterprise Resource Planning (ERP) implementations, which determined financial metrics such as the return on investment (ROI), return on assets (ROA), and others, to evaluate the success of the ERP system [33] were found to provide a baseline approach to metrics that could be used in 3D product model electronic documentation deployment to production and assembly processes. However, given that the ERP performance measurement study used metrics at the highest level of the organization, other contributing factors could have played a large part in the metrics that may not have been attributable to the ERP implementation. As such, the approach of using key value metrics measured before and after the technology implementation was adopted in this paper, with consideration for ensuring the metrics were tied to the emerging technology deployment.
The authors also reviewed a study in which a new process was introduced into the business rather than a new technology, specifically the introduction of an operational excellence program [34]. The team that focused on the operational excellence implementation developed specific profitability metrics that tied directly back to the operational excellence process [34]. While the study could have been enhanced by including a metric on throughput related to the operational excellence program, the specific metrics tied to profitability to measure the success of the operational excellence process were transferable to metrics that could be used when evaluating the value of the 3D product model electronic documentation deployment in production and assembly processes. Thus, the authors have taken a similar approach in this research, using targeted metrics tied back to profitability (and thus shareholder value) to determine the success of deploying the 3D product model as a means of communication on the design intent between manufacturing engineering and production team members.
2.2. Production Unit Specification Information Flow
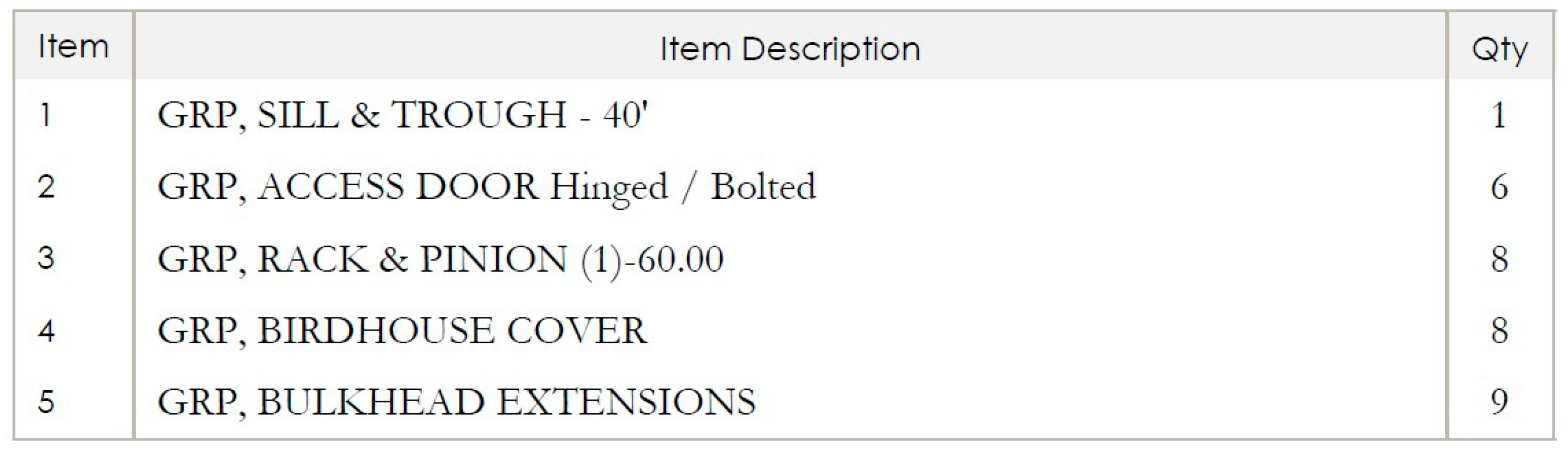
After reviewing adjacent technology and process implementation studies to develop a framework for this research, the research team began working with the industrial equipment manufacturer to understand the current state of the engineering and manufacturing operations. The objective was to understand the process for how the company communicated information on design intent from engineering to production, without the use of the 3D product model, beyond the initial design phase. When the research team began working with the manufacturer, the company was using the bill of materials released to the shop floor as the bill of process. The company had six product models, but each model could contain thousands of options. The BOM not only detailed the model to be manufactured, but also included all the options to be manufactured/assembled for that given piece of equipment. An example of a couple lines from the BOM that was released to the shop floor is shown in Figure 2.
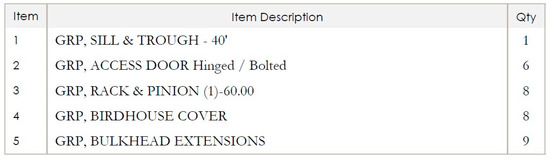
Figure 2.
Example of line items from the bill of materials (BOM).
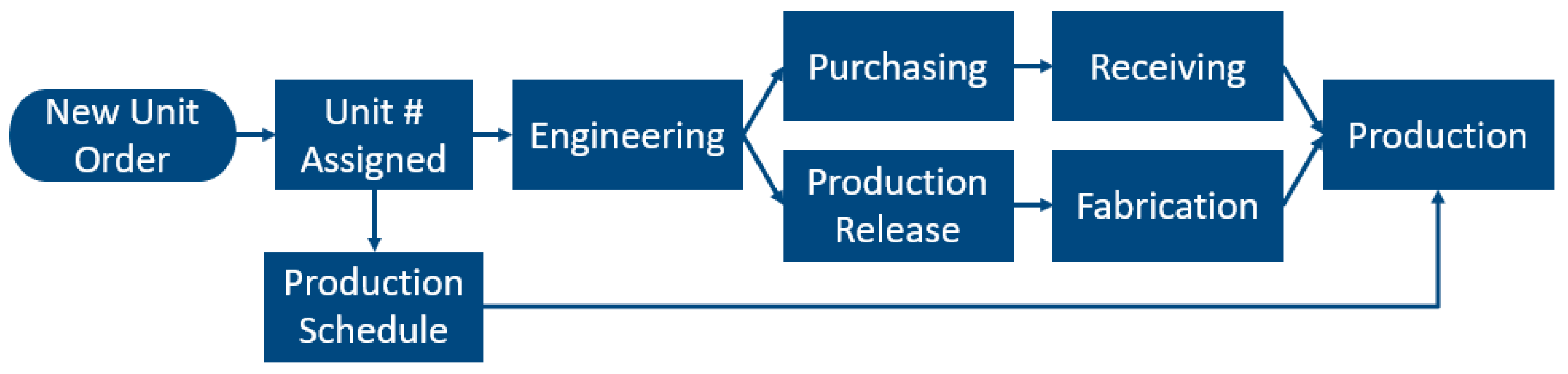
The research team first aimed to gain an understanding of the baseline process for communicating information from engineering to production before determining where electronic documentation, inclusive of the 3D product model, would be best deployed. The process in which the BOM was created started with the sales representative, who worked with the customer to determine the model type and options that the customer would like in their unit. The sales process not only included inputs from the customer’s wants and needs, but also the translation of those wants and needs into the corresponding unit model and options based on the sales representative’s expertise. The information was input into a configurator by the sales representative, which generated a baseline BOM and translated that information into a quote. The sales representative could also add custom options that had never been designed before. Once the customer and sales representative reached an agreement on the model, options, and price, the quote was signed. The customer then placed a down payment or a purchase order, which kicked off the process internally at the manufacturer involving the translation of that initial design concept into a manufacturable BOM and drawing set. The internal process after a quote became an order is shown in Figure 3.
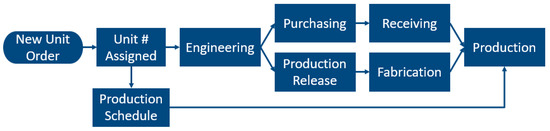
Figure 3.
Baseline state manufacturing engineering information flow to production.
When a quote became an order, that resulted in a transaction where a new unit (or set of units) was agreed to be purchased and sold. To create a unique identifier for each unit, a unit number was assigned. This unit number acted as the unique reference key for the unit and was included in all stages of the unit’s life cycle, from production to later serving as a reference for future parts and service work orders.
Once a unit number was assigned, the paperwork for that unit was moved to the engineering team and scheduling team. The engineering team took the information developed by the sales representative and turned that information into a manufacturing bill of materials (mBOM) and an associated 2D drawing package. While the engineering team had the capability to create 3D models, this technology was not used beyond the initial design phase when this study began. All the information that was translated to production and purchasing was primarily in the form of the BOM, with 2D drawings of the newly designed options and features. The scheduling team was also informed when a unit number was assigned, so that the building of the unit could be slotted into the production schedule.
Once engineering finalized the BOM and 2D drawings, this information was released to both purchasing and production. The purchasing team sourced the purchased components needed to build the industrial equipment. These purchased items were then received by the shipping and receiving team, and production was notified when those components arrived. For production, the BOM and 2D drawings were reviewed to ensure that the information released was manufacturable (e.g., there were not two options in the BOM intended to be placed in the same space in the produced unit). The production supervision team then decided which drawings needed to be printed to be given to the production and assembly team, along with the printed BOM. The baseline process had no formal way for engineering to communicate with production other than through these channels.
The production supervision team then passed off the BOM and the selected printed drawings to the fabrication team. The fabrication team built the internal parts and subassemblies needed to produce and assemble the unit. At this stage, the externally purchased components were also being received. These fabricated subassemblies and purchased components then flowed to the production team, along with the BOM and 2D drawings. The production team used the fabricated components, purchased components, hard copy 2D drawings, and printed BOM to produce and assemble the unit. These activities were all synchronized to align with the key dates listed in the production schedule that were developed back when the unit number was assigned (i.e., when the new unit order from the customer was received).
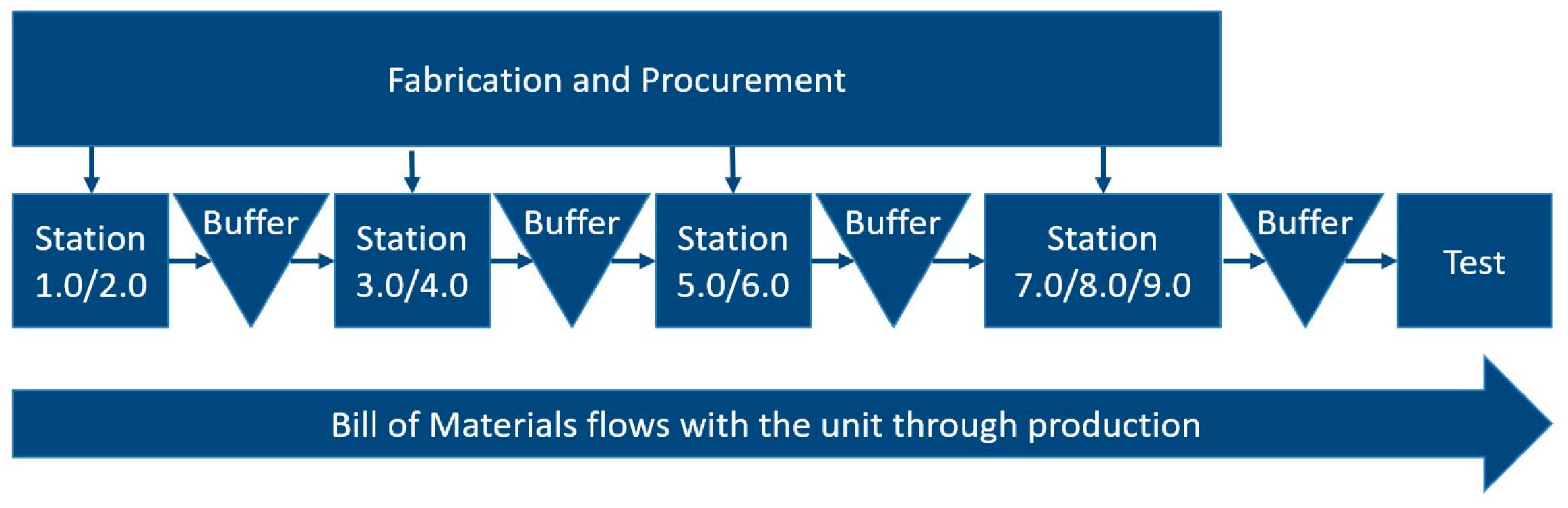
As Figure 3 and the process description above demonstrate, the link between engineering and production flowed through intermediary steps before reaching production. Nowhere in this process was the 3D product model used, other than in the initial product design. Drawings were not available to the operators unless the engineering team and production supervisors released specific 2D paper drawings with the paper bill of materials for new features. All other models and options that needed to be manufactured/assembled in the unit were either understood by the operator through the information they read in the BOM, based on their experience having built similar model and option combinations previously, or through discussions with the engineers. The BOM, which was the primary means of communication between engineering and production, traveled with the unit being produced through the production and assembly processes, which is shown in Figure 4.
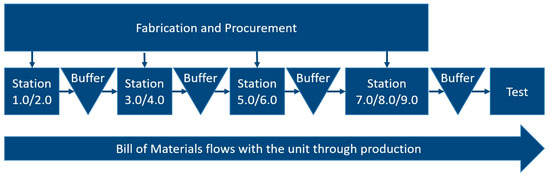
Figure 4.
Unit production and bill of materials flow through the production and assembly processes.
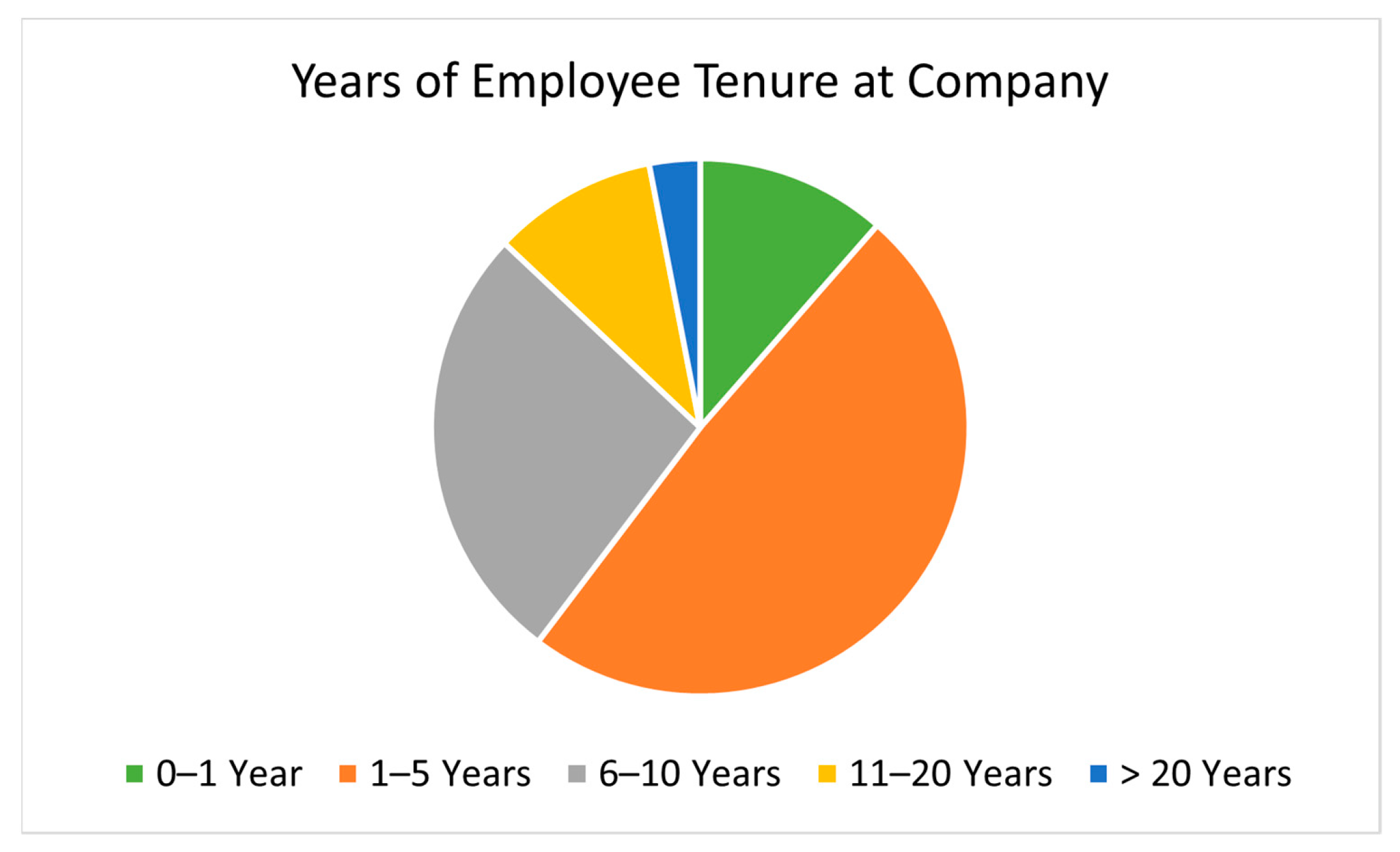
The operators did not have access to computers on the shop floor, so they would either walk into the engineering office to request clarification/2D prints or use a two-way radio to request that an engineer come out to the production floor to answer their question. Given that the company has experienced low turnover in the prior 5+ years, operator experience played a key factor in being able to successfully build units with varying model and option combinations based on knowledge gained from that previous experience. Figure 5 shows the tenure of the workforce at this location.
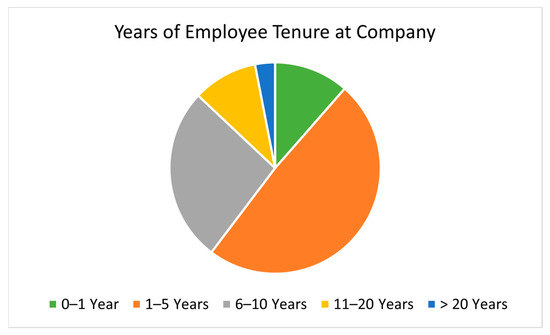
Figure 5.
Employee tenure at the company (where the research was completed).
2.3. Adding Electronic Documentation, inclusive of the 3D Product Model, to the Production Process
After understanding the baseline product specification information flow for a new unit order at this industrial equipment manufacturer, the research team analyzed where deploying the 3D product model would add value. The manufacturing facility has a production line where different operators perform different tasks. The research scope focused on deploying electronic documentation inclusive of the 3D product model via a virtual interface (a computer on the production floor) to two of the stations (1.0/2.0 and 3.0/4.0) on the production line. The intent was to provide the operators with a visual 3D representation of the portion of the product they were responsible for building, so that they could visually see the impact that the model and option combination had on their station in the assembly line. The hypothesis was that the production process would improve due to the production and assembly workers having direct access to the 3D product model in the production process. The expected benefits included: greater accuracy in the assignment of the right parts, tools, work allocation, and work instructions; faster new product/model roll out to production; less time spent updating work instructions; quicker operator training; and a smoother transition for field use. These benefits were anticipated to result in improved throughput, fewer direct labor hours per unit, and a reduction in quality defects in the units produced. Based on these hypotheses, the research team recommended deploying electronic documentation, inclusive of the 3D product model, to the production floor.
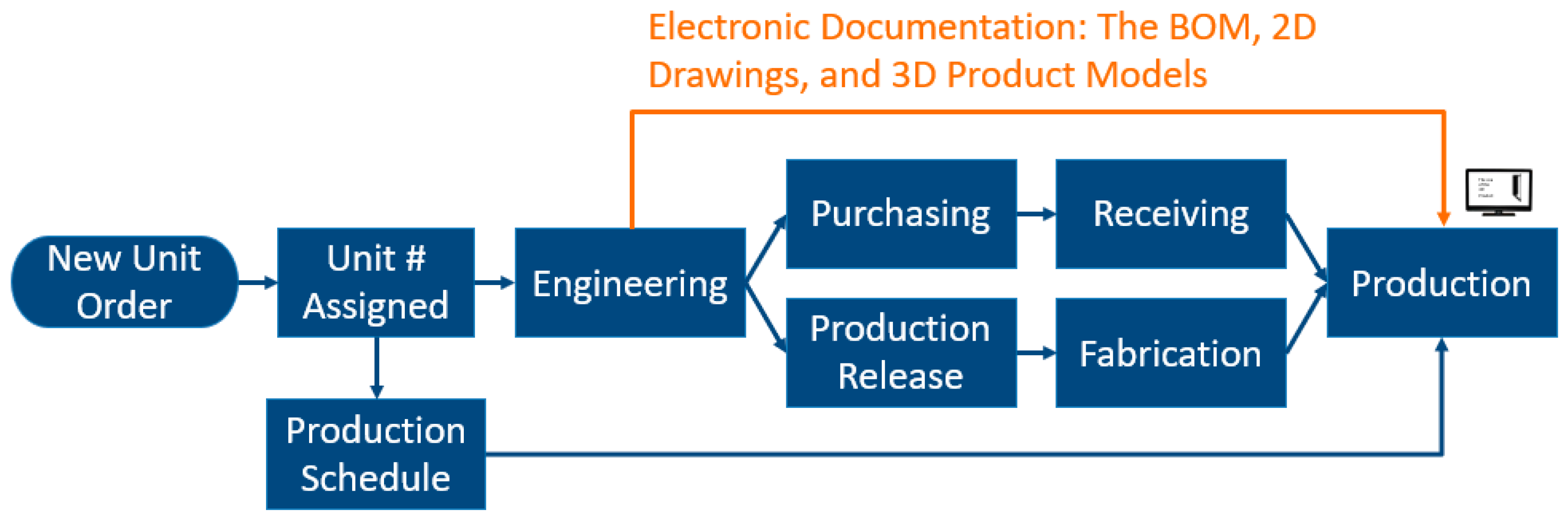
Even though most employees were able to use prior experience to successfully build the units, the company leadership agreed that having electronic documentation, including the 3D product model, available to the workforce in this division would be a good system to put in place. Such a system was projected to help current and future operators (that would inherently have less experience on previously built model option combinations) learn the production/assembly process more quickly and possibly produce fewer errors and quality defects by having the 3D product model available for reference. For example, the 3D product model could be directly displayed on the shop floor via a computer screen allowing the operator to interact with the model as the unit is being assembled and produced. This enabled engineering to directly convey the design intent to the production floor through electronic documentation, including the 3D product model, as shown in Figure 6.
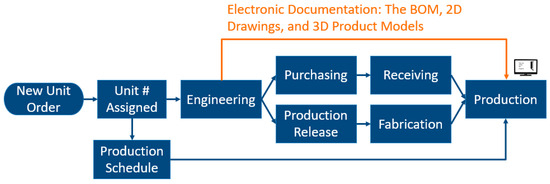
Figure 6.
Future state (phase 1 and 2) manufacturing engineering information flow to production.
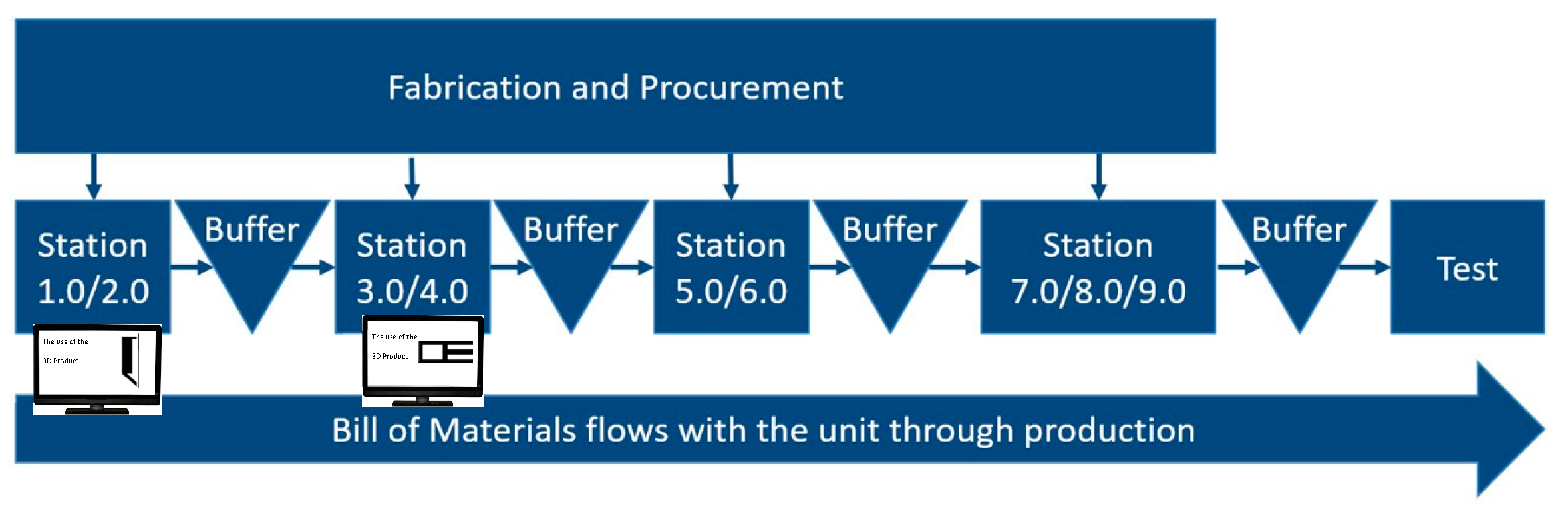
When deploying the electronic documentation to the production and assembly process, the research team specifically focused on stations 1.0/2.0 and 3.0/4.0. These stations were selected based on discussions with the company that these operations were the bottleneck in the manufacturing process. As such, if the takt time of these stations improved, the takt time of the full manufacturing process would improve (subject to this bottleneck not improving past the point that the takt times at station 1.0/2.0 and station 3.0/4.0 became less than another station). This changed the process flow in Figure 4, Figure 5, Figure 6 and Figure 7, with the addition of computers to deploy the electronic documentation to the shop floor. The interactive nature of the 3D product model and electronic documentation, and its deployment to the production floor, was also a step towards this manufacturer creating a digital twin of the units being produced and set the stage for the company evolving into an organization that embraces Industry 4.0. The deployment of electronic documentation to the production floor increased collaboration between engineering and production on new product development, such that an increased focus was placed on design for manufacturing and assembly (DFMA). In addition, the move towards a digital twin of the units being developed opened up the opportunity for the engineering team to evaluate software that has artificial intelligence built-in to assist with design recommendations. Although these concepts are still in an early stage of development, deploying the 3D product model to the production process has enabled the initial steps to be taken towards such change.
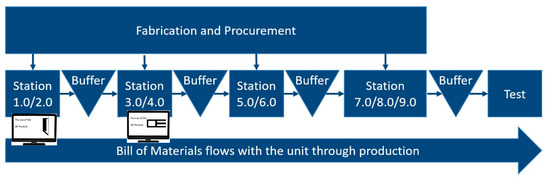
Figure 7.
Unit production flow with electronic documentation added at stations 1.0/2.0 and 3.0/4.0.
2.4. Experimental Design
Once the hypotheses to be tested were agreed upon between the research team and company leadership, an experiment had to be created to test the hypotheses. To determine the impact of deploying the electronic documentation to the production and assembly processes, the authors compared the scenario with and without the 3D product model electronic documentation. In both scenarios, the research team measured the quality and speed with which the production team were able to assemble and produce the unit. The experimental design followed the details set out in Table 1.

Table 1.
Manufacturing engineering information flow to production.
Once the experimental design was agreed upon, the methods that would be used to collect data had to be established. Before deploying the 3D product model to the production floor, the research team started by measuring the standard times of the production team at stations 1.0/2.0 and 3.0/4.0 to produce units under the baseline process, with the BOM and some 2D drawings available. The measurements included the throughput time of units by these stations, the direct labor hours at these stations, and the quality defects attributable to these stations. The research team then deployed the electronic documentation, including the 3D product model, to the production process and remeasured all these key metrics. The throughput time of the units was measured based on the duration that each unit was in the jig. This time study data was captured through video observations, where the interface used for observation and data collection is shown in Figure 8. Over 1600 h of video data was recorded and over 1200 h of video data was analyzed. The video that was analyzed was the time that the units being studied were at station 1.0/2.0 and station 3.0/4.0. Video that was recorded but not analyzed comprised of times when the manufacturing facility was not in operation (e.g., recordings made on Saturday evenings and Sundays).

Figure 8.
Video software used for observation and data collection.
Direct labor hours were measured through timecards filled out by each operator at each station, noting the amount of time that they worked on each unit. The company reconciled these timecards against the operator’s timeclock information on when they punched-in and punched-out to ensure the accuracy of the timecard data, which gave the research team confidence in the accuracy of the information. The research team then aggregated the timecard data to determine all the direct labor hours per unit by station.
Any quality defects that require reworking are captured through documentation on a red sheet of paper that travels with the unit. The defects are corrected prior to the unit leaving the manufacturing facility. These quality items can be identified throughout the process or in the final stages of the quality inspection and testing. The documentation of the quality defects in the units in this research were reviewed to determine if the quality defect occurrences changed after the implementation of the 3D product model electronic documentation.
The research team also accounted for control variables throughout the research study and data collection process. Baseline factors, such as the operators working at the stations, the manufacturing environment they were working in, the management team, the engineering team, and the access to production tools and equipment, were all set to be the same across all phases of the study. Thus, these factors were not changed when the sample data was collected. To control against the learning curve, the baseline data was used to establish a learning curve and then extrapolated across future units to test if there was an improvement in the production throughput time and direct labor hours when accounting for the continuation of that learning curve. For controlling against the Hawthorne effect [35], the facility has had cameras installed for over five years prior to this study, so the operators were accustomed to the cameras being in place. Data collection was only conducted through observation by these cameras and in post-process documentation review, such that the operators were not aware the units in this study were being observed. While the operators were aware of the changes being made in the production process through the implementation and training on the use of the electronic documentation and 3D product models, the operators were not aware that observations were being made via the cameras and post-process documentation regarding changes in throughput, direct labor hours, and quality. Thus, the fact that the production of those units was being observed would not have an impact on the results.
Ultimately, the objective was to understand how quickly and accurately a new unit could be produced with the operators having access to electronic documentation, including the 3D product model, versus using only printed BOMs and 2D drawings to understand the design intent, while controlling for other variables.
2.5. Experimental Set-Up
Once the methods were determined that would be used to collect data, the experiment had to be set-up to structure the data in a way that would align with the experimental design. The data collection plan is shown in Table 2. The research team collected data in the baseline phase without the electronic documentation deployed to the production floor. In Phase 1, a computer inclusive of electronic 3D documentation was implemented at station 1.0/2.0 and one of the two 3.0/4.0 stations (3.0/4.0 North). In Table 2 below, this can be seen in Phase 1 samples 12–15, where electronic documentation was at station 1.0/2.0, as well as station 3.0/4.0 North, but not at station 3.0/4.0 South. Phase 1 is also when the operators were trained in how to access the electronic documentation and use the information. In Phase 2, all stations (1.0/2.0, 3.0/4.0 North, and 3.0/4.0 South) had a computer deployed to the shop floor with the needed electronic documentation software and access to 3D product models. The baseline phase was used for the current state analysis. Both Phase 1 and Phase 2 units and associated throughput time, direct labor hours, and quality were included as a part of the future state.
Table 2.
Electronic documentation, including 3D product model, deployment to production.
3. Results and Analysis
3.1. Difference in Mean Results and Analysis
The results that follow use the data collected on throughput times, production labor hours, and quality defects per unit, and compare the results before the electronic documentation was deployed (baseline) as compared to after (Phase 1 and Phase 2). The data was collected across multiple months as each station can only have one unit being processed at a time, and each unit takes multiple working days with multiple operators to be produced. This led to a smaller sample size, yet even with the smaller sample size the research team was able to obtain conclusive results. The tables below show the sample size, sample mean, and sample standard deviation (Std Dev), when compared to without (w/o) and with (w/) electronic documentation (Elec Doc) at stations 1.0/2.0 and 3.0/4.0. Table 3 shows the comparison on the throughput times, Table 4 shows the comparison on the direct labor hours, and Table 5 shows the quality defects per unit comparison.
Table 3.
Electronic documentation, including 3D product model, deployment throughput hours.
Table 4.
Electronic documentation, including 3D product model, deployment direct labor hours.
Table 5.
Electronic documentation, including 3D product model, deployment quality defects/unit.
Using the sample size, mean, and standard deviation for the metrics at each of the two stations, three hypothesis tests were run across each station to test the difference in the mean throughput time, direct labor hours, and quality. This resulted in a total of six hypothesis tests. Table 6 demonstrates the null and alternative hypothesis for each metric of interest across each station.
Table 6.
Hypothesis testing by station (1.0/2.0 and 3.0/4.0) by metric of interest (throughput time, direct labor hours, and quality measured in defects per unit).
Table 7 then shows the difference in the mean in the cases with and without electronic documentation to determine if there is a true difference in the mean throughput time, mean production labor hours, and mean quality defects. The results in Table 7 were calculated using one sided t-tests for the difference in the mean with different sample sizes.
Table 7.
Electronic documentation, including 3D product model, deployment difference in the mean (∆ = not significant so fail to reject the null, * = significant at 0.1 level, ** = significant at 0.05 level, *** = significant at 0.025 level, **** = significant at 0.01 level).
The difference in the mean for quality at both stations 1.0/2.0 and 3.0/4.0 were not significant and, therefore, the null hypothesis failed to be rejected. Therefore, the conclusion cannot be drawn that the quality improved after the electronic documentation deployment in the production process. The difference in the mean results for the throughput and direct labor hours at both stations 1.0/2.0 and stations 3.0/4.0 do show results with levels of significance, which vary as indicated by the asterisks in the Table 7. Therefore, the conclusion can be made that there is a difference in the mean throughput times and the mean direct labor hours when comparing the baseline case to the deployment of the electronic documentation to the shop floor. However, these results do not account for the learning curve, which is one of the variables the research team planned to control for when determining the result of the experiment. As such, the results need to be compared when accounting for the learning curve. Additional statistical analysis was run accordingly.
3.2. Learning Curve Results and Analysis
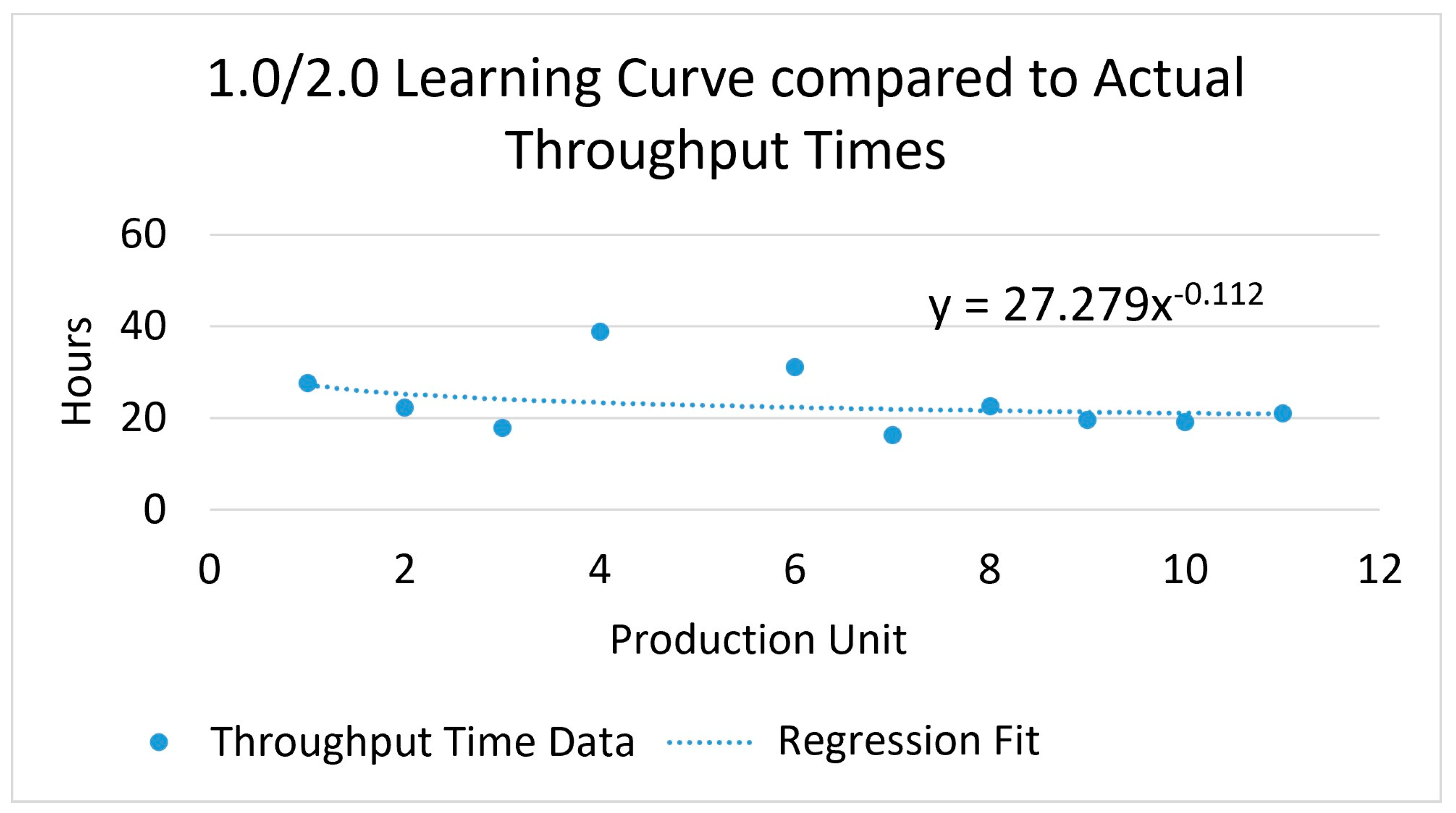
Figure 9 shows a sample of the baseline data collected for station 1.0/2.0 throughput times with a learning curve fit to the data. The learning curve equation is Y = K × X n [36]. In the regression curve fit to the data below, we can see that K = 27.279 and n = −0.112 (which is the learning curve factor). The learning curve factor, n, is equal to the natural log of the learning rate divided by the natural log of 2, so an n of −0.112 equates to a learning rate of 92.5%. A 92.5% learning rate is the same as a 7.5% improvement rate, meaning that each time the operator performs the task, the operator does the task 7.5% better/faster than the time before. Given that the operators at this company are experienced at performing these production and assembly processes, and this study is introducing the operators to a new model–option combination (versus a whole new product or a whole new operation), the 7.5% improvement rate is reasonable.
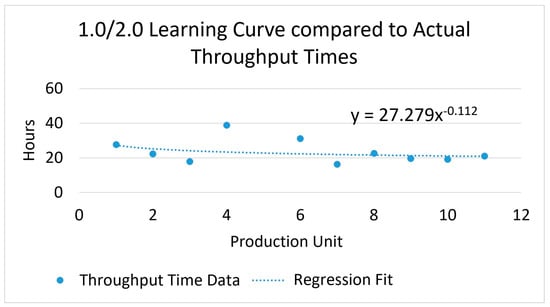
Figure 9.
Learning curve applied to baseline data.
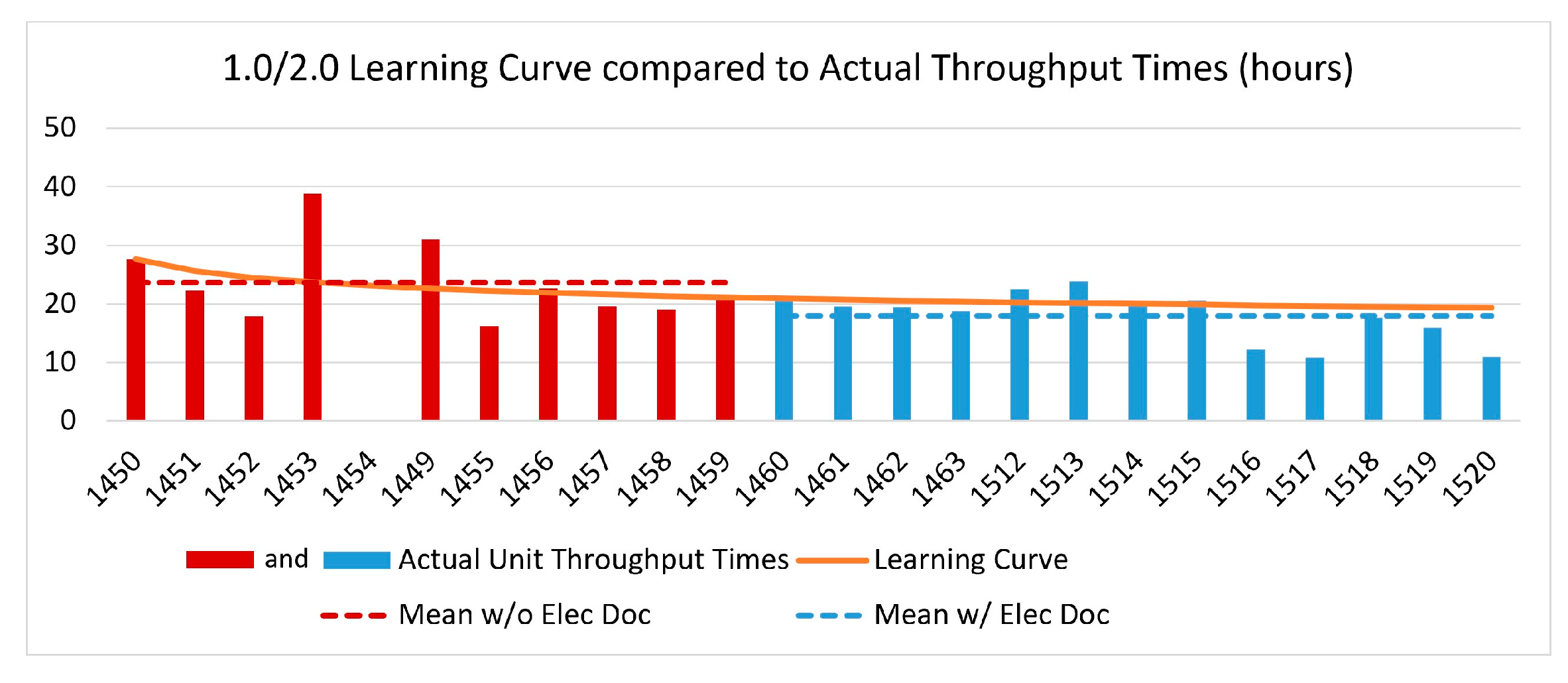
Using the 7.5% improvement rate from the learning curve, the learning curve can then be extrapolated from the data collected in the baseline case, where no electronic documentation or 3D product models were available to the operators. This extrapolation can be used to determine how the production throughput times and direct labor hours would have improved if that state were to have continued without the deployment of the electronic documentation to the shop floor. The solid line in Figure 10 shows an example of the extrapolation of this learning curve when applied to the 1.0/2.0 throughput times. To show that the electronic documentation, inclusive of the 3D product model, caused an improvement in these throughput times, the difference in the mean has to be such that the new mean after the electronic documentation is deployed to the shop floor is an improvement over what the learning curve alone would have accounted for. To visually demonstrate this improvement, the first dashed line in Figure 10 is the mean 1.0/2.0 throughput time without electronic documentation, and the second dashed line is the mean throughput time with electronic documentation. Given the second dashed line is below the projected learning curve line, the graph shows what appears to be an improvement in the mean throughput times after the electronic documentation is deployed beyond what the learning curve alone would explain. However, just visually demonstrating that the mean throughput time is below the projected learning curve does not necessarily mean that the improvement is statistically significant. The research team ran hypothesis tests to better determine the statistical significance of the perceived improvements.
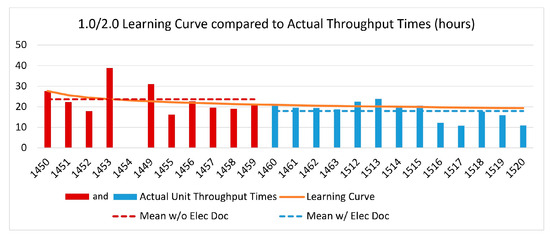
Figure 10.
Extrapolation of the learning curve and comparsion with the mean times.
3.3. Hypothesis Testing Results and Analysis
To run statistical analysis on the perceived improvements in the throughput and direct labor hours after deploying the electronic documentation to the production floor, the team set-up hypothesis tests. In the case of the throughput times, the null hypothesis (H0) was that the electronic documentation mean throughput time is equal to or greater than the throughput time without electronic documentation when accounting for the learning curve. The alternative hypothesis (H1) was that the electronic documentation mean throughput time is less than the throughput time without electronic documentation when accounting for the learning curve. This created a one-sided hypothesis test. Rather than use the mean throughput time without electronic documentation as the hypothesis constant, the research team used the mean throughput time of the extrapolated learning curve as the hypothesis constant. This way, the learning curve was factored into the analysis and proving the alternative hypothesis to be true would show that the electronic documentation, inclusive of the 3D product model, reduced the mean throughput time beyond what the learning curve accounted for.
Similarly, in the case of direct labor hours, the null hypothesis (H0) was that the electronic documentation mean direct labor hours per unit is equal to or greater than the direct labor hours per unit without electronic documentation when accounting for the learning curve. The alternative hypothesis (H1) was that the electronic documentation mean direct labor hours per unit is less than the direct labor hours without electronic documentation when accounting for the learning curve. Like in the throughput hypothesis test, the research team used the extrapolated learning curve mean direct labor hours per unit as the hypothesis constant and structured a one-sided hypothesis test.
The improvement (and percentage improvement) that the electronic documentation mean was better than the extrapolated learning curve mean for the throughput and direct labor at both stations 1.0/2.0 and 3.0/4.0 are below in Table 8. The table also highlights the significance level of each improvement. Given all areas showed significance at the 0.1 level or better, we accept the alternative hypothesis and reject the null hypothesis.
Table 8.
Electronic documentation, including 3D product model, deployment hypothesis testing mean improvement (and percentage improvement) accounting for the learning curve (* = significant at 0.1 level, ** = significant at 0.05 level, *** = significant at 0.025 level, **** = significant at 0.01 level).
The statistical analysis demonstrates that, when accounting for the learning curve, the deployment of electronic documentation, inclusive of the 3D product model, improves the throughput time and reduces the direct labor hours at both stations 1.0/2.0 and 3.0/4.0. As shown previously, when running the difference in mean calculation, this improvement had no adverse impact on the product quality.
3.4. Translating the Results to Economic (Shareholder) Value
As demonstrated in Table 8, the throughput across stations 1.0/2.0 and 3.0/4.0 increased by 10.52% and 8.80%, respectively. For the production line, the throughput can only increase when the throughput of the bottleneck operation increases. At this industrial equipment manufacturer, although station 1.0/2.0 saw a greater improvement in throughput time, the station 3.0/4.0 improvement being less resulted in station 3.0/4.0 remaining as the bottleneck operation. As a result, the throughput of the production line is driven by the improvement across station 3.0/4.0. However, each unit across 3.0/4.0 taking 8.80% less time in the station actually results in a total throughput increase of 9.65%, as each unit moving through the station quicker also creates the opportunity for incremental units to be produced within a set timeframe (e.g., one year).
In addition, the direct labor hours decreased by 13.14% at station 1.0/2.0 and 16.68% at station 3.0/4.0. The direct labor hour reduction creates capacity across both stations at the baseline workforce level. With the implementation of the 3D product model and associated electronic documentation, even when accounting for the learning curve, the reduction in direct labor hours creates capacity and allows for work activities at the station to be consolidated among fewer operators. This frees up an operator to focus on work in other areas of the plant or removes the need to replace associates when attrition occurs because fewer direct labor hours per unit are required. However, direct labor hours can only truly be recognized as value added to the company when they allow for reduction in labor at an activity level, which is a level of work that can be transferred from one station to another. When applying this logic, the result is a combined 14.29% reduction in the direct labor hours at this industrial equipment manufacturer.
By being able to produce more units with less direct labor via the electronic documentation deployment, inclusive of the 3D product model, this research demonstrates a way for manufacturers to increase revenue and profitability. For the manufacturer in this study, the data shows a throughput increase of 9.65%, while simultaneously being able to reduce the direct labor hours by 14.29% and maintaining the same level of quality. This leads to a 6.75% increase in revenue and over a 10% increase in profitability.
4. Discussion
By deploying electronic documentation, inclusive of the 3D product model, to the production and assembly processes the operators had more direct access to the engineering design intent for new product model option combinations. This resulted in the operators having accurate information on how the product was to be assembled and produced. The improvement in information flow between engineering and production via the electronic documentation resulted in improved throughput times of 9.65% with less direct labor hours per unit of 14.29%, while demonstrating no negative impact on quality.
The authors note that, if this study were to be repeated, the tenure of the employees is likely to influence the magnitude of the impact of deploying the 3D product model to the production and assembly processes. The authors anticipate that the benefits of implementing the 3D product model at a location with significant tenure in the workplace may show less value than at an organization with a less experienced workforce. The reason the authors believe this to be true is that a less experienced workforce may benefit more from the information the 3D product model electronic documentation provides to the production floor, as some of that information the experienced worker may already know as a result of their experience. The manufacturer that the authors worked with in this study had strong tenure in the workplace averaging 6 years of experience, and the results still show a positive impact on production throughput and direct labor hours, while maintaining quality, when deploying electronic documentation, inclusive of the 3D product model, to the production floor. Thus, an additional upside beyond what this study shows may be available for manufacturers with a less tenured workforce who undertake the effort to deploy the 3D product model to the production and assembly processes. Additional research would need to be conducted at the other manufacturers to support this theory, which provides an opportunity for future research.
Future research could also take a deeper dive into the decisions that the operators are making during the production processes. This research would include evaluation of the operators’ decisions, whether the 2D or 3D model is better serving the purpose of making the decision on a decision-by-decision level and provide justification behind the ratings for each decision on why a 2D or 3D product model served the operator better in making that decision. This would move the analysis from the production process and company level down to the individual operator level to show what decisions the operator is making using the electronic documentation inclusive of the 3D product model and how those decisions are generating improvements to the production process and company level results.
5. Summary and Conclusions
The implementation of electronic documentation, inclusive of the 3D product model, demonstrates a statistical improvement in both throughput times of approximately 10% and a reduction in direct labor hours of approximately 14%, while having no adverse quality impacts. This statistical improvement was shown using difference in means and then hypothesis testing, while accounting for the learning curve. Thus, the research answers the question and solves the problem “does electronic documentation inclusive of the 3D product model add to the production workers’ ability to complete the production task?” with an answer of “Yes”.
This research fills a gap in the body of knowledge through applied research on the value of deploying 3D product models to production and assembly processes, where the organization studied saw a 6.75% increase in revenue and 10% increase in profitability as a result of deploying 3D product models to the production and assembly processes. The research takes academic concepts developed by the research team and others, and demonstrates to industry and academia that true value creation is attainable when deploying electronic documentation, inclusive of the 3D product model, to production and assembly processes.
For this industrial equipment manufacturer, deploying the 3D product model to the production and assembly processes also kicks off a journey that moves them closer to creating a digital twin of the product being produced on the production floor and sets the stage for advancements towards becoming an organization that embraces Industry 4.0.
Author Contributions
C.K. and D.S. conceived the idea. C.K. and D.S. formulated the problem. C.K. developed the research methodology and analysis that led to the conclusions. G.H. and D.S. provided guidance throughout the research and proofread the manuscript. All authors have read and agreed to the published version of the manuscript.
Funding
This research did not receive any specific grant from funding agencies in the public, commercial, or not-for-profit sectors.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study is available in Section 3 of the manuscript. Specific references have been masked to protect the right of the organizations (who collaborated in this research) to remain anonymous while still retaining the relevance of the data.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Kirpes, C.; Hu, G.; Sly, D. The 3D Product Model Research Evolution and Future Trends: A systematic Literature Review. Appl. Syst. Innov. 2022, 5, 29. [Google Scholar] [CrossRef]
- Sun, J.; Yin, F.; Yang, C. Assembly Process Planning System(APPS) based on 3D product model. In Proceedings of the 2010 International Conference on Digital Manufacturing and Automation, ICDMA, Changcha, China, 18–20 December 2010; IEEE Computer Society: Washington, DC, USA, 2010; Volume 1, pp. 293–295. [Google Scholar] [CrossRef]
- Chen, Z.; Tang, J. Aircraft digital assembly process design technology based on 3D Model. In Proceedings of the International Conference on Aeronautical, Aerospace and Mechanical Engineering, AAME, Sarawak, Malaysia, 28–30 June 2018; EDP Sciences: Les Ulis, France, 2018; Volume 202. [Google Scholar] [CrossRef]
- Shridhar, J.M.; Ravi, S. Virtual Manufacturing: An Important Aspect of Collaborative Product Commerce. J. Adv. Manuf. Syst. 2002, 1, 113–119. [Google Scholar] [CrossRef]
- Quintana, V.; Rivest, L.; Pellerin, R.; Venne, F.; Kheddouci, F. Will Model-based Definition replace engineering drawings throughout the product lifecycle? A global perspective from aerospace industry. Comput. Ind. 2010, 61, 497–508. [Google Scholar] [CrossRef]
- Mittal, S.; Khan, M.A.; Romero, D.; Wuest, T. Smart manufacturing: Characteristics, technologies and enabling factors. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 233, 1342–1361. [Google Scholar] [CrossRef]
- Xu, H.C.; Xu, X.F.; He, T. Research on transformation engineering BOM into manufacturing BOM based on BOP. Appl. Mech. Mater. 2007, 10–12, 99–103. [Google Scholar] [CrossRef]
- Tozawa, Y.; Yotsukura, M. Integration of bills of material towards a communication tool. In Proceedings of the 2009 WRI World Congress on Computer Science and Information Engineering, CSIE 2009, Los Angeles, CA, USA, 31 March–2 April 2009; IEEE Computer Society: Washington, DC, USA, 2009; Volume 5, pp. 446–450. [Google Scholar] [CrossRef]
- Quintana, V.; Rivest, L.; Pellerin, R.; Kheddouci, F. Re-engineering the Engineering Change Management process for a drawing-less environment. Comput. Ind. 2012, 63, 79–90. [Google Scholar] [CrossRef]
- Michel, R. Next on the horizon: The bill of process. Manuf. Bus. Technol. 2005, 23, 30. [Google Scholar]
- Kang, X.; Peng, Q. Integration of CAD models with product assembly planning in a Web-based 3D visualized environment. Int. J. Interact. Des. Manuf. 2014, 8, 121–131. [Google Scholar] [CrossRef]
- Chawla, R.; Banerjee, A. A virtual environment for simulating manufacturing operations in 3D. In Proceedings of the 2001 Winter Simulation Conference, Arlington, VA, USA, 9–12 December 2001; Institute of Electrical and Electronics Engineers Inc.: Piscataway Township, NJ, USA, 2001; Volume 2, pp. 991–997. [Google Scholar] [CrossRef]
- Xiao, H.; Li, Y.; Yu, J.-F.; Cheng, H. Dynamic assembly simplification for virtual assembly process of complex product. Assem. Autom. 2014, 34, 1–15. [Google Scholar] [CrossRef]
- Lang, Y.D.; Yao, Y.X.; Xia, P.J. A survey of virtual assembly technology. Appl. Mech. Mater. 2007, 10–12, 711–716. [Google Scholar] [CrossRef]
- Zorriassatine, F.; Wykes, C.; Parkin, R.; Gindy, N. A survey of virtual prototyping techniques for mechanical product development. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2003, 217, 513–530. [Google Scholar] [CrossRef]
- Li, Y.; Dong, L.; Yu, J.F.; Zhang, K.F. A system for 3D digital assembly process planning and simulation in airplane manufacturing enterprises. In Proceedings of the 2nd International Conference on Manufacturing Science and Engineering, ICMSE 2011, Guilin, China, 9–11 April 2011; Trans Tech Publications: Bäch, Switzerland, 2011; Volume 201–203, pp. 926–930. [Google Scholar] [CrossRef]
- Xu, L.D.; Wang, C.; Bi, Z.; Yu, J. AutoAssem: An automated assembly planning system for complex products. IEEE Trans. Ind. Inform. 2012, 8, 669–678. [Google Scholar] [CrossRef]
- Lang, Y.D.; Yao, Y.X.; Xia, P.J.; Li, J.G. Virtual assembly system for large-scale complex products. Appl. Mech. Mater. 2007, 10–12, 444–450. [Google Scholar] [CrossRef]
- Sly, D. Integrating 3D Product Models with Assembly Line Balancing Via Process Consumption. Procedia Manuf. 2018, 17, 183–189. [Google Scholar] [CrossRef]
- Sly, D.; Kirpes, C. Emerging frontiers in industrial and systems engineering: Success through collaboration. In Building and Managing the Bill of Process to Streamline the Enterprise—An Emerging Technology-Enabled Systems Approach; Nembhard, H.B., Cudney, E.A., Coperich, K.M., Eds.; CRC Press: Boca Raton, FL, USA, 2019; pp. 149–165. [Google Scholar]
- He, W.X.; Wan, B.L.; Zhang, B.; Wu, X.H. Research of the technology and application of process digital mock-up for spacecraft assembly based on the MBD. In Proceedings of the 5th International Conference on Computing, Control and Industrial Engineering, CCIE, Wuhan, China, 25–26 October 2014; Trans Tech Publications Ltd.: Bäch, Switzerland, 2014; Volume 1037, pp. 447–452. [Google Scholar] [CrossRef]
- Chao, P.Y.; Chen, T.T. Analysis of assembly through product configuration. Comput. Ind. 2001, 44, 189–203. [Google Scholar] [CrossRef]
- Sun, J.; Yin, F. Design of Assembly Process Information Release System(APIRS) based on 3D product model. In Proceedings of the 3rd International Conference on Information Management, Innovation Management and Industrial Engineering, ICIII 2010, Shenzhen, China, 26–27 November 2010; Volume 4, pp. 438–440. [Google Scholar] [CrossRef]
- Xiao, H.; Duan, Y.; Zhang, Z. Mobile 3D assembly process information construction and transfer to the assembly station of complex products. Int. J. Comput. Integr. Manuf. 2018, 31, 11–26. [Google Scholar] [CrossRef]
- Lukac, E.G.; Frazier, D. Linking Strategy to Value. J. Bus. Strategy 2012, 33, 49–57. Available online: https://www2.deloitte.com/content/dam/Deloitte/ie/Documents/Strategy/2012_linking_strategy_to_value_deloitte_ireland.pdf (accessed on 16 January 2022). [CrossRef]
- Kirpes, C.; Sly, D.; Hu, G. Value of the 3D product model use in assembly processes: Process planning, design, and shop floor execution. Appl. Syst. Innov. 2021, 4, 39. [Google Scholar] [CrossRef]
- Kirpes, C.; Sly, D.; Hu, G. Quantitative Model for the Value of the 3D Product Model Use in Production Processes. Appl. Syst. Innov. 2021, 4, 90. [Google Scholar] [CrossRef]
- Artar, H.U.; Okudan, G. An investigation of impact of the product family design on the shop floor performance. In Proceedings of the 2008 ASME International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, DETC 2008, New York, NY, USA, 3–6 August 2008; ASME: New York, NY, USA, 2009; Volume 5, pp. 25–34. [Google Scholar] [CrossRef]
- Okudan Kremer, G.E.; Gupta, S. Analysis of modularity implementation methods from an assembly and variety viewpoints. Int. J. Adv. Manuf. Technol. 2013, 66, 1959–1976. [Google Scholar] [CrossRef]
- Park, K.; Okudan Kremer, G.E. Assessment of static complexity in design and manufacturing of a product family and its impact on manufacturing performance. Int. J. Prod. Econ. 2015, 169, 215–232. [Google Scholar] [CrossRef]
- Hoover, M.; Miller, J.; Gilbert, S.; Winer, E. Measuring the performance impact of using the microsoft HoloLens 1 to provide guided assembly work instructions. J. Comput. Inf. Sci. Eng. 2020, 20, 061001. [Google Scholar] [CrossRef]
- Oren, M.; Carlson, P.; Gilbert, S.; Vance, J.M. Puzzle assembly training: Real world vs. virtual environment. In Proceedings of the 19th IEEE Virtual Reality Conference, VR 2012, Costa Mesa, CA, USA, 4–8 March 2012; IEEE Computer Society: Washington, DC, USA, 2012; pp. 27–30. [Google Scholar] [CrossRef]
- Nicolaou, A.I.; Reck, J.L. Firm Performance Effects in Relation to the Implementation and use of Enterprise Resource Planning Systems. J. Inf. Syst. 2004, 18, 79–105. [Google Scholar] [CrossRef]
- Barguil, G.; Alejandro, L.; Nadeem, S.P.; Garza-Reyes, J. Measuring Operational Excellence: An Operational Excellence Profitability(OEP) Approach. Prod. Plan. Control. 2019, 30, 682–698. [Google Scholar] [CrossRef]
- Elton, M. The Social Problems of an Industrial Civilisation; Routledge: London, UK, 2014. [Google Scholar]
- Louis, E.Y. The learning curve: Historical review and comprehensive survey. Decis. Sci. 1979, 10, 302–328. [Google Scholar] [CrossRef]

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).