
Preparation and Physicochemical Characterization of Biodiesel from Recycled Vegetable Oil in Cuenca, Ecuador by Transesterification Catalyzed by KOH and NaOH


 and
and
Abstract
1. Introduction
2. Materials and Methods
2.1. Pretreatment and Characterization of Recycled Vegetable Oil
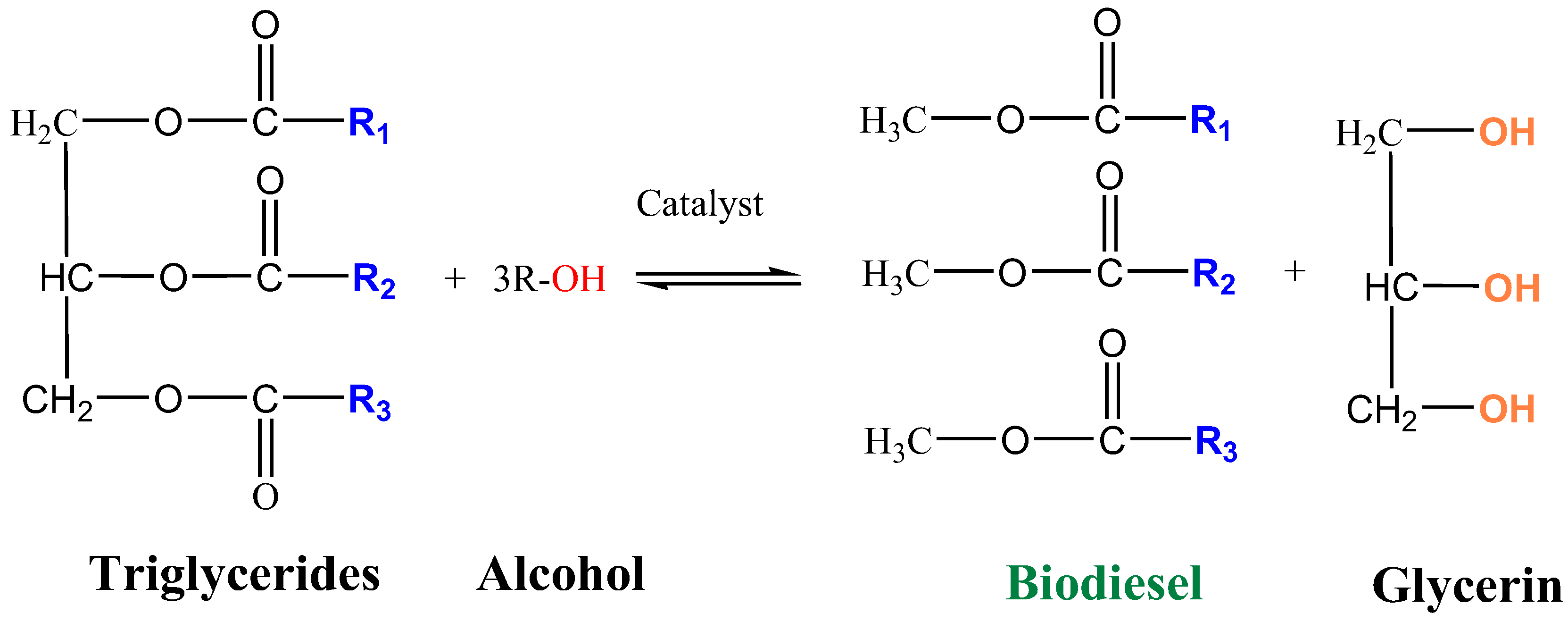
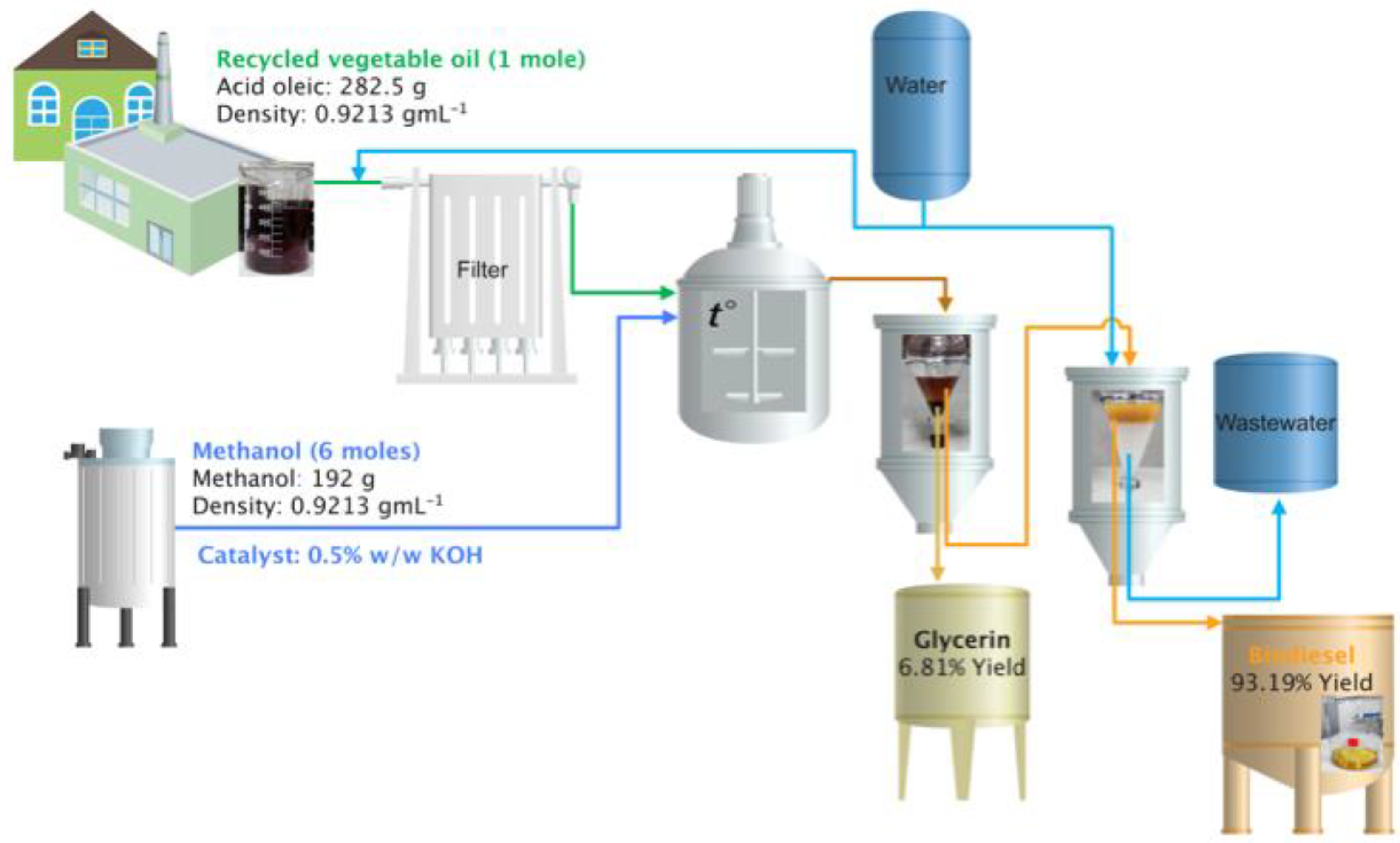
2.2. Transesterification Reaction with Base Catalysis
2.3. Biodiesel Characterization
2.4. Statistical Analysis
3. Results and Discussion
3.1. Characteristics of Recycled Vegetable Oil
3.2. Characteristics of the Biodiesel Obtained
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Martínez Ullate, P. Biocombustibles y su Mercado Internacional; Universidad Nacional de Rosario: Rosario, Argentine, 2016; Available online: https://rephip.unr.edu.ar/xmlui/bitstream/handle/2133/11365/Paula%20Mart%c3%adnez%20Ullate%20-%20Trabajo%20Final.pdf?sequence=3&isAllowed=y (accessed on 11 May 2022).
- British Petroleum (BP). Statistical Review of World Energy 2021, 70th ed.; British Petroleum: London, UK, 2021; Available online: https://www.bp.com/content/dam/bp/business-sites/en/global/corporate/pdfs/energy-economics/statistical-review/bp-stats-review-2021-full-report.pdf (accessed on 24 July 2022).
- Piña Contreras, S. Análisis de la Esterificación por Catálisis Ácida Homogénea Como Pretratamiento de Aceite Modelo Acidificado; Universidad Michoacana de San Nicolás de Hidalgo: Morelia, Mexico, 2020; Available online: http://bibliotecavirtual.dgb.umich.mx:8083/xmlui/bitstream/handle/DGB_UMICH/4925/FIQ-M-2020-1218.pdf?sequence=1&isAllowed=y (accessed on 22 June 2022).
- ARC. Aceite Reciclado de Cocina. 2021. Available online: https://www.arc.ec/2186/0/sobre-nosotros (accessed on 28 July 2022).
- Pantoja Cabrera, D.A. Caracterización de las Propiedades Fisicoquímicas de Biodiesel Extraído de Aceite Reciclado de Origen Vegetal; Universidad de San Francisco de Quito: Quito, Ecuador, 2018; Available online: https://repositorio.usfq.edu.ec/bitstream/23000/7140/1/137034.pdf (accessed on 18 May 2022).
- Castillo Fernández, K. Caracterización Teórica de Parámetros del Biodiésel y Estudio de Algunas de Sus Emisiones; Universidad Politécnica de Madrid: Madrid, Spain, 2018; Available online: https://oa.upm.es/53357/1/TFG_KEVIN_CASTILLO_FERNANDEZ.pdf (accessed on 21 June 2022).
- Miranda Peña, N.A. Obtención del Biodiesel a Partir del Aceite Vegetal Residual Mediante el Proceso de Transesterificación a Nivel Laboratorio, en Sullana, 2019–2020; Universidad Nacional de Piura: Castilla, Peru, 2021; Available online: https://repositorio.unp.edu.pe/bitstream/handle/20.500.12676/3178/IQUI-MIR-PEN-2021.pdf?sequence=1&isAllowed=y (accessed on 17 July 2022).
- Guerrero De La, B.N.; Kocher Solano, K.N. Obtención de Éster Metílico (Biodiesel), Mediante Reacción de Transesterificación del Aceite de Moringa Oleífera; Universidad de Guayaquil, Facultad de Ingeniería Química: Guayaquil, Ecuador, 2019; Available online: http://repositorio.ug.edu.ec/handle/redug/45466 (accessed on 23 June 2022).
- Yusuf, N.N.A.N.; Kamarudin, S.K.; Yaakub, Z. Overview on the current trends in biodiesel production. Energy Convers. Manag. 2011, 52, 2741–2751. [Google Scholar] [CrossRef]
- Medina Pérez, E.; Ruiz Domínguez, M.R.; Morales Espinoza, J.; Cerezal Mezquita, P. Evaluación del perfil de ácidos grasos de isochrysis galbana mediante el uso de métodos ácidos y alcalinos de transesterificación. Inf. Técnico 2019, 83, 66–75. [Google Scholar] [CrossRef]
- Diniz Vicente Pardal, A.C. Obtención de Biodiesel por Transesterificación de Aceites Vegetales: Nuevos Métodos de Síntesis. Ph.D. Thesis, Universidad de Extremadura, Badajoz, Spain, 2012. [Google Scholar]
- De La Cruz López, C.J.; Trujillo Luna, C.A. Obtención de Biodiésel a Partir de Aceite Comestible Residual del Comedor de la UNAC; Universidad Nacional de Callao: Callao, Peru, 2017. [Google Scholar]
- Zannol, C.V. Factibilidad Económica de Producción de Biodiesel a Partir de Microalgas en Argentina; Instituto Tecnológico de Buenos Aires: Buenos Aires, Argentine, 2016. [Google Scholar]
- Flores Patiño, E.E. Obtención y Caracterización de Biodiesel a Partir de Aceite Vegetal Usado y su Efecto en Las Presentaciones de un MCIA; Universidad de Guanajuato: Guanajuato, Mexico, 2017. [Google Scholar]
- Caro Becerra, J.L.; Castellanos Rangel, L.; Romero Gonzalez, F.; Ruiz Morales M del, R. Generación de biodiesel a partir de residuos de aceites, utilizando un reactor con PLC para la automatización del proceso; Revista de Energía Química y Física. 2017, pp. 4–11, 16–27. Available online: https://www.ecorfan.org/bolivia/researchjournals/Energia_Quimica_y_Fisica/vol4num11/Revista_de_Energ%C3%ADa_Qu%C3%ADmica_y_F%C3%ADsica_V4_N11_3.pdf (accessed on 17 February 2022).
- Rodríguez Rodríguez, D.A.; Riesco Avila, J.M.; Malagón Romero, D.H.M. Obtención de biodiésel a partir de mezclas de aceite de cocina usado y aceite de higuerilla por transesterificación. Jóvenes En La Cienc. 2016, 2, 1850–1854. [Google Scholar]
- Tovar Torres, M.L.T. Análisis de parámetros para la producción de biodiesel a partir de aceite de cocina usado. Rev. EJE Eng. J. ECCI 2019, 1, 28–33. [Google Scholar] [CrossRef]
- López, L.; Bocanegra, J.; Malagón Romero, D. Obtención de biodiesel por transesterificación de aceite de cocina usado. Ing. Y Univ. 2015, 19, 155–172. [Google Scholar]
- Verdesoto Cozzarelli, C.E.; Verduga Loza, K.E. Evaluación Técnica de un Biocombustible (Biodiésel) Obtenido por Catálisis Homogénea y Transesterificación de Aceites Usados. Bachelor’s Thesis, Universidad de Guayaquil. Facultad de Ingeniería Química, Guayaquil, Ecuador, 2021. [Google Scholar]
- Argumedo Negrete, A. Diseño y Construcción de un Reactor BATCH Para la Producción de Biodiesel Como Combustible de Origen Orgánico Producido a Partir de Aceites Vegetales Variando la Relación Molar Aceite/Alcohol; Universidad de Pamplona—Facultad de Ingenieras y Arquitectura: Pamplona, Colombia, 2019. [Google Scholar]
- Acevedo Páez, J.C.; Urbina Suárez, N.A.; Acevedo Rodríguez, A.Z.; Becerra Orozco, L.C. Estudio de la producción de biodiesel por procesos químicos y enzimáticos a partir de aceite de cocina usado. Aibi Rev. De Investig. Adm. E Ing. 2019, 7, 20–26. [Google Scholar]
- Avellaneda Vargas, F. Producción y Caracterización de Biodiesel de Palma y de Aceite Reclicado Mediante un Proceso Batch y un Proceso Continuo con un Reactor Helicoidal; Universitat Rovira I Virgili: Tarragona, Spain, 2010. [Google Scholar]
- Available online: https://www.etapa.net.ec/informacion/saneamiento/plantas-de-tratamiento-de-aguas-residuales-ucubamba (accessed on 25 February 2023).
- NTE INEN. Grasas y Aceites de Origen Animal y Vegetal. Determinación de la Densidad Relativa; Instituto Ecuatoriano de normalización: Quito, Ecuador, 2012. [Google Scholar]
- NTE INEN. Grasas y Aceites Comestibles. Determinación de la Acidez; Instituto Ecuatoriano de normalización: Quito, Ecuador, 1973. [Google Scholar]
- NTE INEN. Grasas y Aceites Comestibles. Determinación de la Pérdida por Calentamiento; Instituto Ecuatoriano de normalización: Quito, Ecuador, 1973. [Google Scholar]
- ASTM. Standard Test Method for Kinematic Viscosity of Transparent and Opaque Liquids (and Calculation of Dynamic Viscosity); American Society for Testing and Materials: Philafelphia, PA, USA, 2021. [Google Scholar]
- ASTM. Standard Test Method for Corrosiveness to Copper from Petroleum Products by Copper Strip Test; ASTM: Philafelphia, PA, USA, 2019. [Google Scholar]
- Zarate Gamarra, J.A.; Luján Rojas, J.M.; Llaque Fernández, G.I. Índice de Aceites Residuales de Cocina Para la Producción de Biodiésel en las Provincias de Lima y Trujillo; Universidad Privada del Norte: Peruterui, Peru, 2022. [Google Scholar] [CrossRef]
- Alvarado Pacheco, J.J.; Canul Ku, J.A.; Quijano Carreón, F.N.; Gamboa Quijano, Y.J.; Herrera Chalé, F.G. Aprovechamiento de aceite residual doméstico de Puerto Progreso, Yucatán, como recurso para la producción de un biodiesel. Rinderesu 2021, 5, 205–215. [Google Scholar]
- Díaz Alvarez, M.C.; Guerrero Arrelucea, S.M. Influencia del Índice de Acidez en el Poder Calorífico del Biodiesel, Obtenido a Partir de Aceites Reciclados de Cocina; Repositorio Institucional—UNS: Chimbote, Peru, 2018. [Google Scholar]
- NTE INEN. Mezclas de Aceites Vegetales Comestibles. Requisitos; Quito, Ecuador. Instituto Ecuatoriano de normalización: Quito, Ecuador, 1985. [Google Scholar]
- Barbosa Reina, C.; Jiménez Ramírez, L.N.; Pedraza Morales, N. Obtención de biodiesel (etil-éster) mediante catálisis básica a nivel planta piloto derivado de aceites usados de la industria alimenticia. Publ. E Investig. 2014, 8, 99–116. [Google Scholar] [CrossRef]
- Gaspar Ñaña, F.J.; Zorrilla Cavero, P.C. Evaluación de la Dosis de Na(OH) y Metanol en la Producción de Biodiésel a Partir de los Aceites Usados de las Pollerías; Universidad Nacional del Centro del Perú: Huancayo, Peru, 2019. [Google Scholar]
- Quispe Puma, K.Y. Obtención de Biodiesel a Partir de la Mezcla de Aceite Doméstico Residual y Aceite de Soya en la Región del Cusco—2020; Repositorio Institucional—UCV: Latitude, Longitude, 2021. [Google Scholar]
- Alarcón Tarira, M.M.; Romero Mosquera, R.L. Estudio y Diseño de un Sistema de Recolección de Aceite Vegetal Usado Para el Sector Comercial y Residencial del Norte de la Ciudad de Guayaquil. Available online: https://dspace.ups.edu.ec/handle/123456789/210482021 (accessed on 17 July 2022).
- NTE INEN. Biodiesel. Requisitos; Instituto Ecuatoriano de normalización: Quito, Ecuador, 2009. [Google Scholar]
- ASTM. Standard Specification for Biodiesel Fuel Blend Stock (B100) for Middle Distillate Fuel; The American Society for Testing and Materials: Philafelphia, PA, USA, 2020. [Google Scholar]
- EN. Automotive Fuels. Fatty Acid Methyl Esters (FAME) for Diesel Engines. Requirements and Test Methods; European Committee for Standardization: Brussels, Belgium, 2003. [Google Scholar]
- Gorky, G.; Rivera, A.; Morales, A. Efecto del Poder Calorífico en la Relación de Combustión del Motor con Distintos Tipos de Biodiesel; Quito, Ecuador, 2018; Volume 2, pp. 20–24. Available online: https://nexoscientificos.vidanueva.edu.ec/index.php/ojs/article/view/16/16 (accessed on 19 July 2022)ISSN 2773-7489.
- Rodríguez, D.A.R.; Ávila, J.M.R.; Romero, D.M. Obtención de Biodiesel a Partir de Mezclas de Aceite de Cocina Usado y Aceite de Higuerilla; Universidad de Santo Tomas: Bogota, Colombia, 2017. [Google Scholar]
- Sánchez Domínguez, S.M.; Torres Aldaco, A.; Lugo Leyte, R.; Cervantes Ruiz, J.; Torres González, E.V. Caracterización de Propiedades Físicas del Biodiesel a Partir de Aceite de Coco y Medición del Poder Calorífico; Memorias del XXXI Congreso Nacional De Termodinámica: Durango, Mexico, 2016. [Google Scholar]
- Zamora Burbano, Á.M. Evaluación del Aceite de Lupino Andino (Lupinus mutabilis L.) Cómo Alternativa Energética Para la Producción del Biodiesel; Universidad de las Fuerzas Armadas: Sangolqui, Ecuador, 2015. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
| Catalyst | Concentration of the Catalyst, % w/w | Alcohol/Oil Molar Ratio | Temperature, °C | Time, h | Agitation, rpm | Yield, % | Ref |
|---|---|---|---|---|---|---|---|
| KOH | 0.5 | 6:1 | 55 | 2 | 500 | 91.79 | [7] |
| NaOH | 0.56 | 1:5 | 60 | 1 | 600 | 87.00 | [12] |
| KOH | 1 | 6:1 | 60 | 2 | 300 | 99.00 | [14] |
| NaOH | 1 | 6:1 | 60 | 2 | 300 | 93.75 | [14] |
| NaOH | 1 | 12:1 | 60 | 1.5 | 300 | 86.05 | [15] |
| KOH | 1 | 12:1 | 60 | 1.5 | 300 | 98.40 | [15] |
| KOH | 1 | 6:1 | 60 | 2 | - | 79.43 | [16] |
| KOH | 1 | 6:1 | 60 | 1.5 | 350 | 96.00 | [17] |
| NaOH | 1 | 12:1 | 60 | 2 | 200 | 98.00 | [18] |
| KOH | 1 | 12:1 | 60 | 2 | 200 | 88.00 | [18] |
| NaOH | 1 | 6:1 | 60 | 2 | 200 | 97.04 | [19] |
| KOH | 0.5 | 1:5 | 60 | 3 | 200 | 79.10 | [20] |
| KOH | 0.5 | 1:7 | 60 | 3 | 200 | 85.00 | [20] |
| KOH | 1 | 6:1 | 60 | 1.16 | 200 | 96.15 | [21] |
| Parameter | Value |
|---|---|
| Density, | 0.942 ± 0.018 |
| Free fatty acidas,% | 0.311 ± 0.003 |
| Free acidity, | 0.310 ± 0.003 |
| Humidity | 0.024 ± 0.021 |
| Kinematic viscosity, | 39.8700 ± 0.010 |
| Peak Number | Retention Time, min | % | Component | Name of Component |
|---|---|---|---|---|
| 1 | 10.133 | 0.6650 | C14:0 | myristic |
| 2 | 12.110 | 19.152 | C16:0 | palmitic |
| 3 | 12.903 | 0.8204 | C16:1 | palmitoleico |
| 4 | 14.657 | 03.577 | C18:0 | stearic |
| 5 | 15.673 | 30.233 | C18:1 | oleic |
| 6 | 17.438 | 26.286 | C18:2 | linoleic |
| 7 | 19.922 | 02.321 | C18:3 | linolenic |
| 8 | 28.954 | 02.836 | C24:0 | lignoceric |
| 9 | 34.972 | 0.9402 | C22:6 | docosahexaenoic |
| Total | 86.830 |
| Catalyst and Concentration | Density, | Calorific Power, | Kinematic Viscosity, | Free Acidity, | FAMEs, % | Linolenic Acid (C18:3), % | Yield, % | |
|---|---|---|---|---|---|---|---|---|
| NaOH, 0.5% | 0.88 | 39,696.33 | 4.70 | 0.20 | 93.30 | 2.54 | 85.96 | |
| 0.00 | ±92.48 | ±0.06 | ±0.06 | ±0.45 | ±0.03 | ±2.12 | ||
| NaOH, 1% | 0.88 | 39,764.00 | 4.66 | 0.37 | 88.56 | 2.45 | 78.18 | |
| 0.00 | ±62.45 | ±0.08 | ±0.13 | ±5.92 | ±0.12 | ±0.93 | ||
| KOH, 0.5% | 0.88 | 39,726.00 | 4.69 | 0.36 | 93.08 | 2.54 | 93.19 | |
| 0.00 | ±364.91 | ±0.08 | ±0.09 | ±0.96 | ±0.06 | ±1.67 | ||
| KOH, 1% | 0.88 | 39,727.33 | 4.67 | 0.41 | 94.77 | 2.62 | 93.31 | |
| 0.00 | ±15.63 | ±0.05 | ±0.06 | ±0.76 | ±0.07 | ±3.02 |
| Component | Mean | Standard Deviation |
|---|---|---|
| C18:3 | 2.535 | ±0.092 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ramírez, J.; Buestán, L.; López-Maldonado, E.A.; Pinos-Vélez, V. Preparation and Physicochemical Characterization of Biodiesel from Recycled Vegetable Oil in Cuenca, Ecuador by Transesterification Catalyzed by KOH and NaOH. Eng 2023, 4, 954-963. https://doi.org/10.3390/eng4010056
Ramírez J, Buestán L, López-Maldonado EA, Pinos-Vélez V. Preparation and Physicochemical Characterization of Biodiesel from Recycled Vegetable Oil in Cuenca, Ecuador by Transesterification Catalyzed by KOH and NaOH. Eng. 2023; 4(1):954-963. https://doi.org/10.3390/eng4010056
Chicago/Turabian StyleRamírez, Jennifer, Lourdes Buestán, Eduardo Alberto López-Maldonado, and Verónica Pinos-Vélez. 2023. "Preparation and Physicochemical Characterization of Biodiesel from Recycled Vegetable Oil in Cuenca, Ecuador by Transesterification Catalyzed by KOH and NaOH" Eng 4, no. 1: 954-963. https://doi.org/10.3390/eng4010056
APA StyleRamírez, J., Buestán, L., López-Maldonado, E. A., & Pinos-Vélez, V. (2023). Preparation and Physicochemical Characterization of Biodiesel from Recycled Vegetable Oil in Cuenca, Ecuador by Transesterification Catalyzed by KOH and NaOH. Eng, 4(1), 954-963. https://doi.org/10.3390/eng4010056