1. Introduction
Composites are defined as multiphase materials with certain complementarity in their properties arising from the synergistic effect of their constituents on one another. Most of the composites comprise of two phases with one phase providing the functional properties (the reinforcing phase) and the other one providing the first phase with the shape and certain structural integrity termed as the matrix phase. Reinforcements can be added to “complement” various properties of matrices. These include mechanical properties such as strength, stiffness, elongation at break, toughness and hardness in addition to electrical and thermal conductivity, etc. Due to this design flexibility arising from the freedom that the vast array of available materials provides in the selection of various structure–property relationships, composites have found wide applications in various domains such as aeronautics, transportation, industrial and civil infrastructure, etc., as well as a tremendous research interest.
Smart composites are a special class of composites where one of the two phases (reinforcement or matrix) endows the composite with an added functionality. Sometimes these functional properties can be achieved by adding a third phase or “filler” material into the composite. The added functionality can be in the form of either sensing or actuation ability. The former comprises the ability to sense various environmental stimuli such as temperature, humidity and pressure, etc. This sensing ability can also include the ability to sense strain and monitor stresses, vibrations and thermal flux. These attributes can potentially make a composite sensitive to its own state of structural integrity or “health”. Actuation, on the other hand, is the ability to respond to various input stimuli and convert these into mechanical motion. Many forms of actuation mechanisms in composites include those which are either triggered by the physical stimuli such as temperature, light intensity, magnetic and electric field or by the chemical stimuli such as electrolyte concentration or pH.
Those smart composites which demonstrate actuation in response to changes in temperature undergo phase transformations in response to temperature changes (thermoresponsive). The phase change is usually accompanied by volume changes [
1]. These changes in volume can be used to actuate mechanical motion in composites [
2]. Jin et al. have reported phase change hybrids (PCHs) consisting of paraffin waxes deposited onto poly(diphenylacetylene) PDPA films [
3]. It was reported that the PCH films demonstrate highly reversible thermomechanical actuation owing to phase transition in paraffin waxes.
Magneto responsive polymers are yet another class of smart composites [
4]. An interesting application concerning the development of magneto responsive composites comprises flexible polymers and elastomers with distributed magnetic particles such as Magnetite, Fe
3O
4 [
5]. The forces on the particles are transferred to the polymer resulting in locomotion and deformation [
6]. As a result, shape distortion appears and disappears instantly when the external magnetic field is applied and altered. The combination of elastic and magnetic properties results in not only actuation but also in tunable elastic modulus with short response times. In one such application, the suspended magnetic particles were oriented under the effect of an external magnetic field [
7]. The particles orient themselves along the magnetic dipoles resulting in a pearl chain structure once the surrounding matrix is cross-linked. Such composites exhibit structural anisotropy in their elastic response as well as anisotropic swelling characteristics in the presence of an external magnetic field [
8].
Ionic polymer-metal composites (IPMCs) are known to demonstrate artificial muscle behavior under the influence of an applied voltage [
9]. In IPMCs ion-exchange polymers such as Nafion or Flemion are sandwiched with metallic electrodes deposited using an electroless plating process [
10,
11,
12]. The perfluorinated ionomers with ionic side groups allow ions to be transported through the membranes [
13]. In one such application, water molecules were used to couple with cations in the polymer [
14]. In the absence of electric potential, water/cation pairs are uniformly arranged inside the membrane. When the voltage is applied, the pairs redistribute to balance the charge resulting in the negative side swelling more than the positive side. In non-symmetric configurations, the imposed voltages can be used to generate twisting, rolling, twirling, whirling and non-symmetric bending [
15]. This peculiar actuation mechanism has been used to design artificial muscles for robotic applications [
16,
17,
18].
Yet another type of actuation mechanism has been reported in dielectric electroactive polymers (EAPs) [
19] and their nanocomposites [
20]. An EAP is effectively a composite with a lightweight polymer membrane sandwiched as a dielectric between two compliant electrodes. When an electric field is applied across the electrodes, the dielectric polymer contracts in the thickness direction thereby expanding in the planar direction due to the electrostatic forces at the two electrodes [
21]. This actuation has been exploited in asymmetric configurations in order to achieve bending actuation not only for gripping as in robotic fingers [
22] but also for locomotion [
23].
Application of an electric field across the boundaries of a piezoelectric material can produce mechanical stress and vice versa [
24,
25,
26]. Piezoelectric composites can be made by incorporating piezoelectric ceramics in a polymer matrix [
27]. The compliant polymers offer superior flexibility whereas exceptionally high electromechanical coupling of piezoelectric ceramics gives them mechanical actuation and energy harvesting properties [
28]. These piezoelectric composites are designed in so-called 1–3 or 0–3 configurations [
29]. The 1–3 piezocomposites consist of piezoelectric pillars embedded in the polymer matrix. Dice-and-fill and Arrange-and-fill are two techniques that are used to make this type of composites. The 0–3 piezocomposites are relatively simpler and inexpensive to synthesize as inorganic piezoceramic particles are mixed in the polymer before it is cured. Both types of piezoelectric composites especially the 0–3 types have been used to fabricate MEMS [
30] and macroscale devices for energy harvesting and actuation applications [
31].
Another mode of actuation can be achieved in shape memory polymers and their composites. Composites with multiple phases where one of these, usually the fillers or fibers, acts as the fixity phase, thereby memorizing the initial polymer configuration and the other one as the switch phase, responsible for fixing the temporary shape, can be designed to have “memory” [
32]. In addition to this, the introduction of reinforcements can significantly improve the mechanical properties of the polymer matrix having an intrinsic shape memory effect [
33].
Self-healing composites are also categorized among smart composites since they have the ability to recover some of their mechanical properties once the healing cycle is allowed to proceed either with or without the intervention of some external trigger [
34]. In the former case, they may be termed as non-autonomous self-healing systems requiring heat or UV light for healing to take place. The latter class of self-healing composites is fully autonomous in that the damage acts as the trigger for the healing mechanism to proceed. The first generation of autonomic self-healing composites comprises microspheres embedded in the composite matrix dispersed with the catalyst for initiation of the healing reaction [
35]. Propagating cracks fracture the microsphere shell wall, releasing the healing agent which comes in contact with the dispersed catalyst. The catalyst initiates the curing reaction, thereby arresting the crack propagation. Most of the microspheres use DCPD (dicyclopentadiene) as the healing agent with first-generation Grubb’s catalyst [
36]. DCPD undergoes ring-opening polymerization, heals relatively quickly in the presence of Grubb’s catalyst and shows minimal contraction upon crosslinking; some of the properties most desirable for a healing agent. An important drawback of using microspheres is that the microspheres can only release the healing agent once and there is no way of replenishing the healing agent. This has prompted the development of microvascular networks for self-healing composites [
37]. Inspired from the vascular networks in living organisms, these vascular networks are filled with the resin and its curing agent (for two-part curing systems), once the crack damages the vascular network, the healing agent and its catalyst is filled up in the crack plane where it crosslinks and arrests the propagating crack [
38]. The vascular networks can resupply the curing agent to the same crack plane in case of propagation of a crack in the same plane owing to capillary action. Earlier microvascular networks comprised of two sets of hollow glass fibers; one filled with epoxy resin and the other set with the curing agent as reported by Pang et al. [
39]. Flexural loading tests demonstrated the utility of this approach as 97% of flexural strength was reported to have been recovered after healing. Norris et al. additionally added UV-sensitive dyes for damage identification and subsequent observation of healing mechanism [
40]. Other researchers have developed microvascular networks by incorporating sacrificial fibers, subsequently heating and evaporating them to obtain micro-channels which were then filled with the healing agents [
41]. Over the years the concepts have evolved into coaxially spun nanofibers with resin and hardener systems [
42]. These coaxially spun nanofiber mats can be incorporated inside a composite to introduce self-healing capability. Three-dimensional printed sacrificial scaffolds made of 60 wt.% petroleum jelly and 40 wt.% microcrystalline wax have also been reported albeit with an obvious disadvantage related to difficulty in removing melted sacrificial molds as some viscous liquid always gets locked inside the vessels [
43].
Completely autonomic self-healing has been reported for certain ionomers and their composites. In these materials, the self-healing mechanism is activated during high energy impact by the synergistic effect of damage on the self-healing materials [
44]. In one such study, Surlyn
® which is a copolymer of ethylene and methacrylic acid was used as a matrix material with carbon fibers as a reinforcing material and heating element due to their excellent thermal transport properties [
45]. The carbon fibers helped in resistive heating of the matrix to melt and heal it locally. The healing approach was tested in a medium velocity impact scenario. It was reported that the healing approach could achieve width–heal ratios of more than 0.9 under optimum heating conditions exhibiting complete recovery.
Self-sensing composites are another class of smart composites that are being developed in the broader framework of Structural Health Monitoring (SHM). SHM is a paradigm that is developed separately and involves the use of multidisciplinary approaches for on-line in-situ observation of structural integrity in real-time [
46]. The older paradigm of condition monitoring (CM) whereby a structure is put off line or out of service and is monitored using various NDT techniques for scheduled maintenance has given way to a smarter and more cost-efficient paradigm of SHM where human intervention is also minimized owing to greater automation involved [
47]. SHM also improves structural safety and operational reliability over traditional inspection methods as the latter do not provide any information regarding the events which occur between two successive interventions [
48].
SHM gets its inspiration from living bodies where a network of sensors sends continuous feeds of information about the state of the body’s health as a result of its interaction with the environmental parameters and various stimuli [
49,
50]. These signals are sent to the central nervous system via neural networks where the brain monitors and analyzes this information for further action in the form of actuation. An ideal SHM system should incorporate all of these elements of a living body [
50]. The current focus of research is thus directed towards the development of such a holistic approach towards SHM by making a structure smart. A smart structure is able to interact with its environment by acquiring information about itself and its environment including the loading conditions. This not only results in greater reliability and safety but also helps develop operational history from the real-time data acquired from the suites of sensors. This history can in turn be employed to improve the structural design parameters. In its basic form SHM system comprises a network of sensors acquiring real-time information about the structural integrity and sending it to a centrally located computer via a data logging device [
51]. Diagnostic algorithms can be developed to identify and distinguish electrical signals as depicting damage or safe operations. Additionally, prognostic algorithms can help predict the residual life of the structure on the basis of the diagnostic analysis [
52]. Owing to its nature, any SHM system is multidisciplinary in its scope and execution.
Sensors are an important part of any SHM system. Various types of sensors may be incorporated in a monitoring system depending on the service conditions and phenomena which are intended to be monitored. The selection of suitable sensors is also dependent upon the nature of the structure including its mechanical and material properties. Since the SHM paradigm is intended to be implemented in critical applications where structural integrity and safety concerns outweigh the cost and complexity associated with the implementation of the SHM system, it is usually applied in civil and aeronautical domains. Critical civil structures such as bridges can thus have accelerometers and pressure sensors installed for monitoring vibrations and loading due to traffic. In aircraft, monitoring of strains is much more critical therefore these can be fitted with strain gauges. Traditional resin bonded metal foil strain gauges and Fiber Bragg Grating (FBG) sensors are commonly applied for this purpose. More recently diverse piezoresistive sensors have also emerged as a potential solution to the monitoring needs in aircraft owing to their superior sensitivity and adaptability. These sensors are usually applied as external sensing elements or as integrated sensors in various configurations during the manufacturing of the aircraft components.
3. Piezoresistive Sensing Approaches in Composites—Recent Trends and Advancements
3.1. Self Sensing in Carbon Composites
Carbon fiber reinforced composites have found extensive applications in the aerospace and automotive industries because of their exceptionally high strength and stiffness to weight ratios. The industrial practices exploiting carbon fibers for the design and manufacturing of carbon fiber reinforced composites with tailored properties owing to fiber orientation techniques such as 1D, 2D and 3D reinforcing schemes are relatively well established. These high-performance composite materials are usually manufactured from continuous carbon fibers in the form of tows which are then placed in different directions according to the requirements imposed by loading directions. Epoxies are the most common resin systems used with the carbon fibers for the purpose of impregnation using manufacturing processes such as vacuum bagging of laminates followed by autoclaving, filament winding, pultrusion and automatic fiber placement, etc. The use of epoxies is ubiquitous today in the carbon fiber composites industry partly because of its mechanical properties but also because it is a two-part thermoset system that has low viscosity before the onset of gelation and as such allows optimum resin impregnation and infiltration in micropores in high volume fraction reinforcements under vacuum assisted (such as vacuum-assisted resin transfer molding) or pressure-driven (such as resin transfer molding) techniques. Another important advantage of epoxy-based resin systems is the large range of properties that the family of epoxies offers ranging from highly flexible aliphatic epoxies to high stiffness epoxies with aromatic structures.
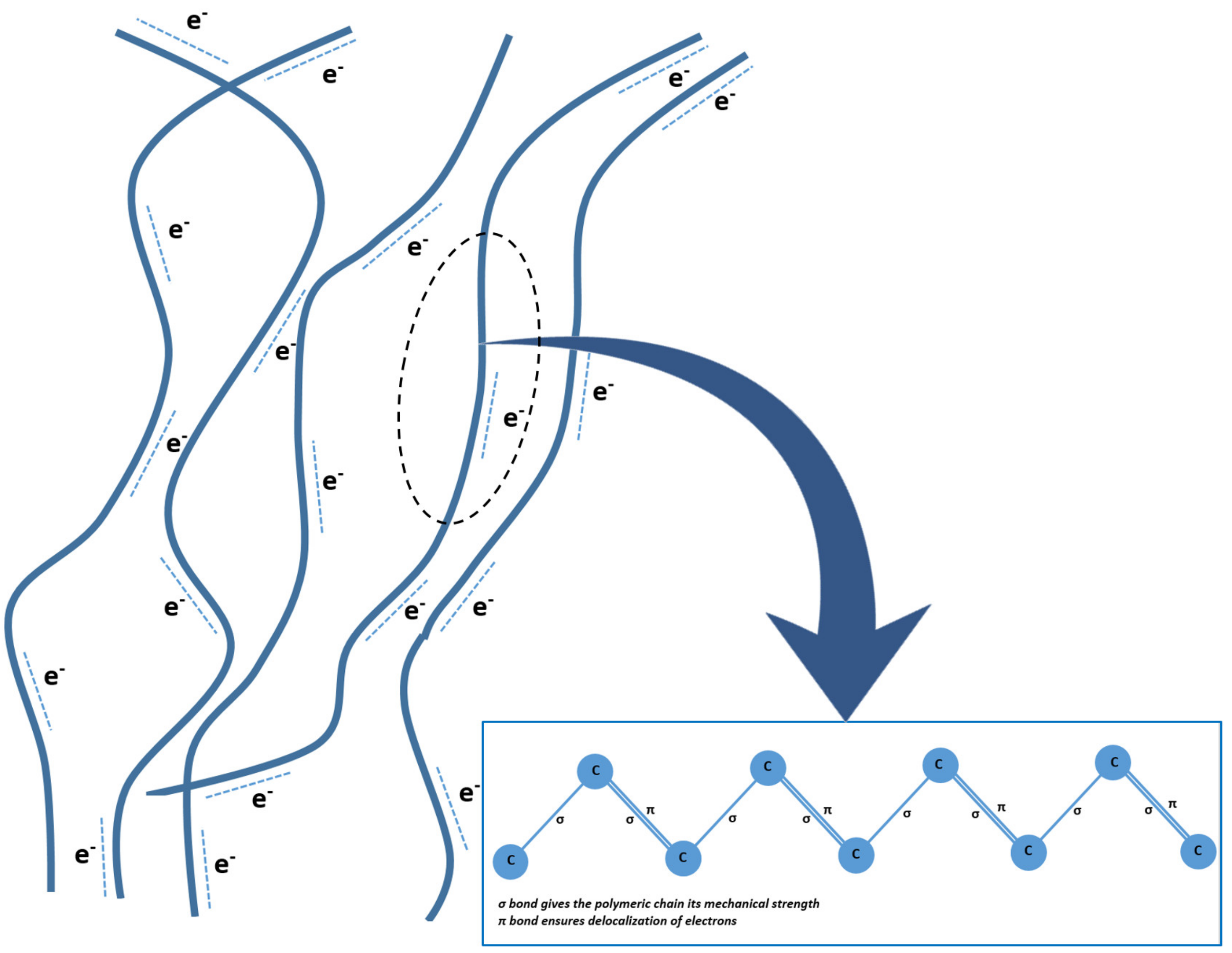
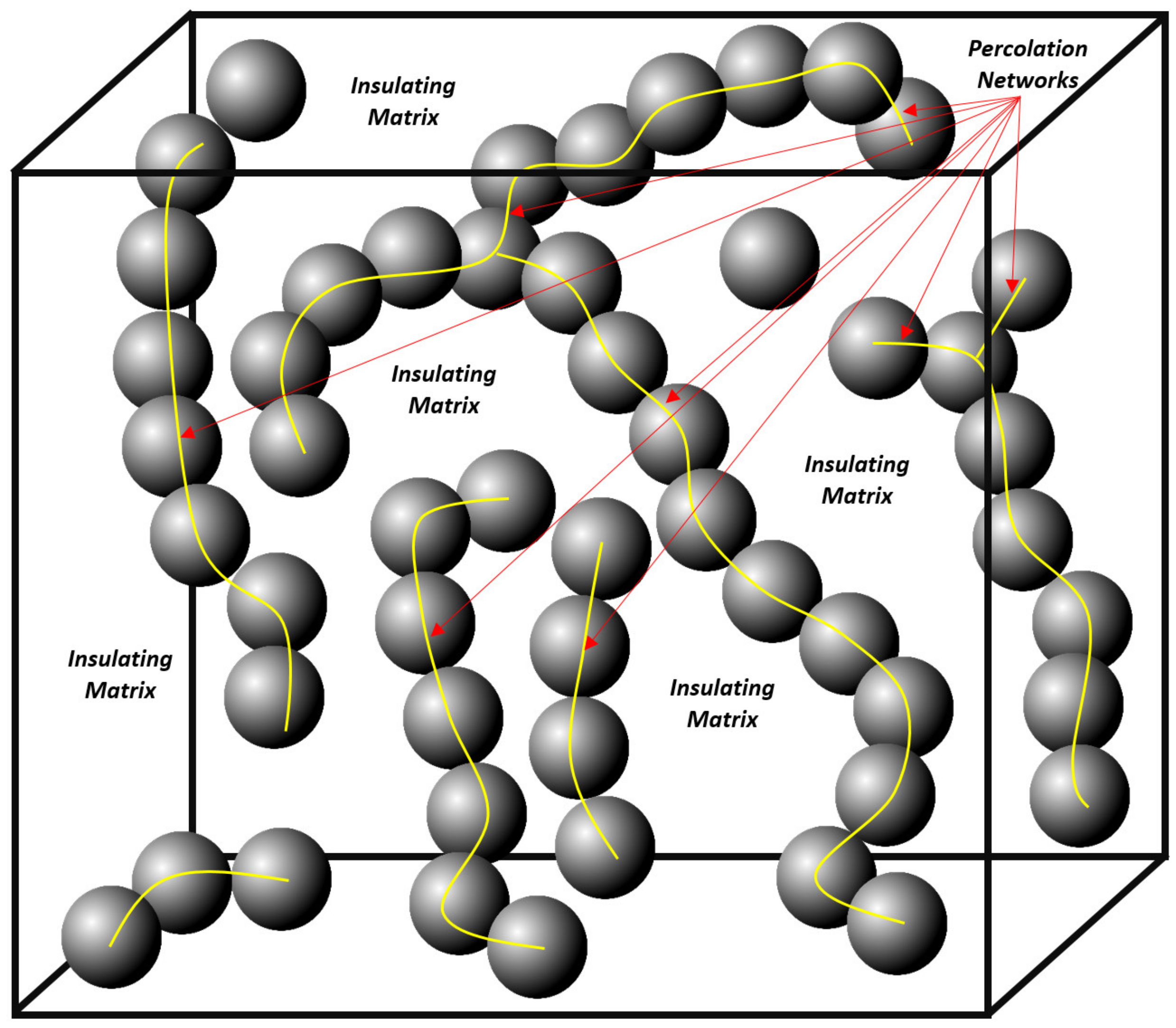
Apart from their structural properties carbon fiber reinforced epoxy matrix-based composites have another distinguishing property which is related to the conductivities of the two constituents. These composites are a synergistic combination of conductive fibers in a non-conductive matrix, whereby the reinforcing fibers form a percolating network. Crack propagation and induced damage alter local fiber volume fraction and thus cause an alteration of the percolation network resulting in a change in electrical properties. These changes in electrical properties can be measured as resistance or impedance change and serve as a non-invasive way of monitoring the state of health or integrity of the composite system.
Such a sensing methodology uses the CFRP (carbon fiber reinforced plastic) or hybrid carbon/glass-aramid FRP or a part of it as a sensor. Resistance of the composites in this case can be a useful tool for the monitoring of fiber fracture and pullouts which induces changes in the configuration of conductive networks. It has been reported that dielectric analysis [
82] and measurement of complex impedance [
84] of CFRP crossply can be used for cure monitoring and fiber failure/matrix cracking respectively. Abry et al. [
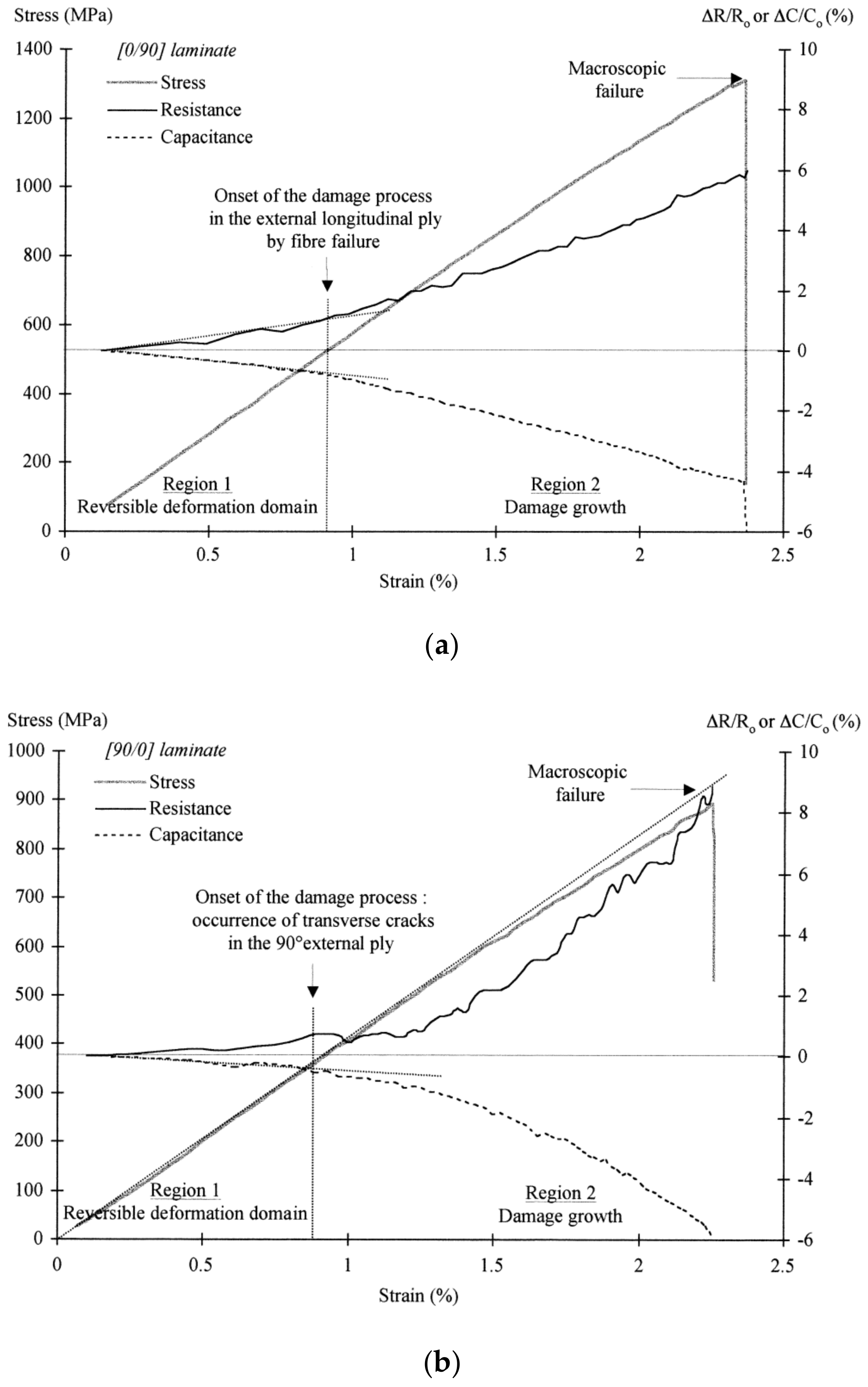
85,
86] pioneered the self-sensing approaches using AC and DC electrical property measurements in CFRPs. They carried out monotonic tests on crossply [0/90] and [90/0] CFRP laminates under post-buckling bending conditions (
Figure 3). Changes in electrical resistance and capacitance were employed as self-sensing mechanisms in the reported CFRPs. It has been concluded by the authors that DC electrical measurements can be used to detect fiber-dominated failure modes whereas AC measurements are more suitable for monitoring matrix-dominated failure modes such as delamination, interfacial debonding and transverse cracks. The investigators have stressed the complementary nature of AC and DC measurements. DC measurements, i.e., change in electrical resistance and AC measurements (changes in resistance and capacitance) can be used for structural health monitoring via qualitative identification of the onset of damage and quantitative measurement of the crack initiation and propagation. For such an SHM system, critical threshold resistance and capacitance values could be defined for warning during monotonic or cyclic loading.
Carbon–carbon (C/C) composites are another important class of graphitic materials that are derived from CFRPs through the process of repeated cycles of polymeric resin infiltration and subsequent pyrolysis of the matrix for graphitization known as densification. Due to their high-temperature stability and exceptional mechanical properties, these materials have found applications in rocket nozzles, brake discs for aircraft and sports vehicles, etc. Nevertheless, these composites are susceptible to delamination owing to their inherently high porosity and high operating temperatures. Xi et al. [
87] recently reported strain and flaw monitoring in C/C composites based on the self-sensing principle. The composites were fabricated from PAN-based biaxially woven carbon fiber fabric with a density of 1.5 g/cm
3 after densification. The in-plane electrical resistivity at room temperature was 2.4 × 10
−5 Ωm. The composite was cut into specimens of size 8 in (203.2 mm) × 6 in (152.4 mm) × 1.40 mm. Cardboard tabs were bonded to the ends of the specimens which were tested along the direction of length at 90 N/min. In addition to capacitance and piezoelectric monitoring, the authors have also reported significant piezoresistivity in the tested composites. The in-plane gauge factor owing to piezoresistivity was reported to be negative (−7804 ± 429) which is attractive for the exploitation of piezoresistivity for SHM. The negative gauge factor was due to the reversible orientation of the basal planes. It was reported that since the carbon matrix in C/C composites has initially a low degree of orientation as against a relatively high degree of orientation in carbon fibers, the C/C composite exhibits a high magnitude of gauge factor as compared to the carbon fiber (gauge factor: −1830 ± 47).
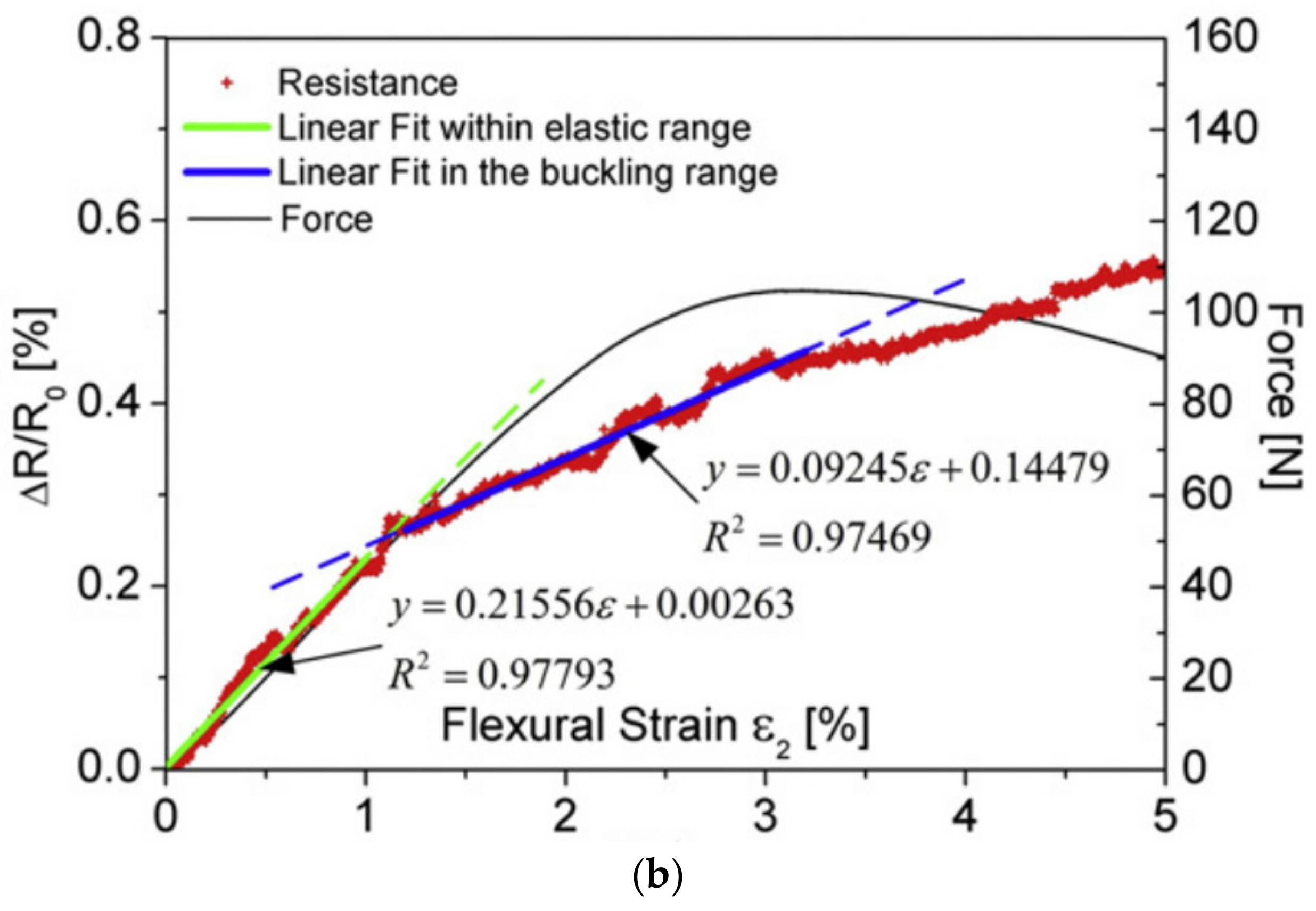
Yao et al. [
88] have demonstrated a simple approach of manufacturing self-sensing 3D printed, carbon fiber reinforced thermoplastic composites through the exploitation of fused deposition modeling (FDM). The carbon fiber reinforced thermoplastic composites did not only show an improvement in tensile strength (70%) and flexural strength (18.7%) but also demonstrated self-sensing capability. PAN-based carbon fibers were impregnated in a two-part epoxy formulation. PLA filaments were used to deposit an initial layer on the build platform maintained at 50 °C. The pre-impregnated carbon fibers were placed over the thin initial layer and were maintained under constant tension (2 N) using a dynamometer. The deposition of PLA via 3D printing was continued over pre-impregnated carbon fibers to obtain dog bone-shaped specimens for tensile testing and rectangular ones for flexural testing. The gauge factors determined from the normalized resistance vs. strain response were found to be smaller for tensile response and higher for three-point bending tests. The overall response in both the cases was reported to be bilinear with the changes in slopes indicating the onset of yielding and buckling in tensile testing and flexural testing respectively. These results are shown in
Figure 4a,b. It was concluded by the authors that the sensitivity imparted to the 3D printed composites by the incorporation of carbon fibers can be used for self-sensing before the proportional limit (point A) and damage detection from the proportional limit to the yield point (from point A to B) as shown in
Figure 4.
Even though some irreversible component in the normalized resistance response against strain was detected, but was reported to be insignificant with the large component being reversible and repeatable.
Such a self-sensing approach can only be used for conductive fibers and is not suitable for composites reinforced with non-conductive fibers such as aramid and glass fibers. Moreover, a network of electrodes is also needed so that the area of interest may be monitored through them. It also appears imperative that prior interpretation of failure mechanisms for the composite be carried out through fractographic analysis so that the AC and DC measurements could be used effectively for SHM. Even then this global approach of resistance or capacitance measurement may not be able to fully capture all the microscale damage mechanisms and identify the source of failure.
3.2. Piezoresistive Matrices
Yet another approach of SHM in composites can be in the form of nanofillers modified matrix. In this regard, conductive networks of nanofillers can be employed both for damage sensing and strain monitoring. Chief among these are carbonaceous fillers which can be functionalized and then suspended in the matrix through ultra-sonication for use as secondary reinforcement where they not only enhance the mechanical properties by stiffening the matrix and arrest crack propagation through crack bridging, pinning and deflection mechanisms but also induce piezoresistivity in the matrix [
89]. As described earlier these filler concentrations can be maintained at the percolation threshold in order to induce sensitivity to the matrix for the purpose of strain monitoring and damage sensing. Among the carbonaceous fillers, carbon nanoparticles, carbon nanotubes and graphene platelets have been extensively investigated for use as fillers and secondary reinforcements in matrices for structural health monitoring and improvement of mechanical properties of composites.
It has been demonstrated that the electronic properties of these nanomaterials are strongly dependent upon the atomic structure, therefore mechanical strain and chemical doping can alter the electrical resistance of these materials via changes in their atomic structure. This property makes these nanomaterials miniature sensors, sensitive to the chemical and mechanical changes in their environment.
In fact, the transition from conventional micron size to nanoscale reinforcement in at least one of the dimensions can enable the design of multifunctional composites. The nanoscale fillers can infiltrate matrix-rich regions between fibers in the tows as well as in between the plies. These nanofillers form a percolating network analogous to neurons in living bodies. Thostenson and Chou [
90] used calendaring approach to disperse carbon nanotubes in the epoxy resin system, which was then used to impregnate the fibrous reinforcement. It was found that these networks of CNTs are capable of sensing the initial matrix-dominated failure modes thus enabling their in-situ health monitoring. The authors went on to design different experiments to induce specific failure modes in order to demonstrate the feasibility of the approach to monitoring damage progression.
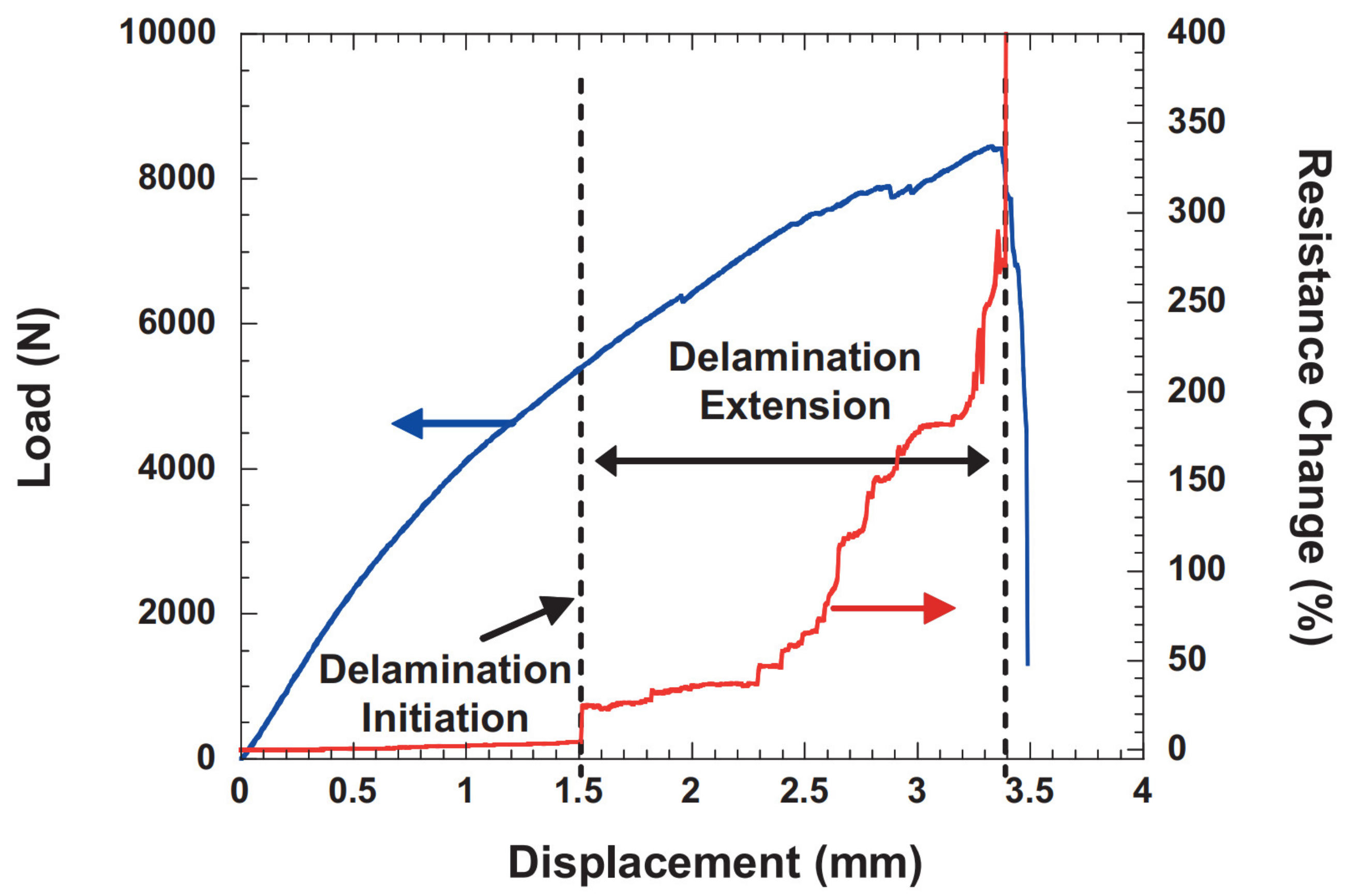
Figure 5 demonstrates the results of one such experiment where the center ply was intentionally cut in order to initiate ply delamination during tensile loading of the five-ply unidirectional composite laminate. A linear increase in resistance can be observed in the low strain regime. Ply delamination results in a sharp rise in electrical resistance owing to slippage of layers. This is followed by a high slope region in the resistance plot due to large increase in resistance as the delamination further grows.
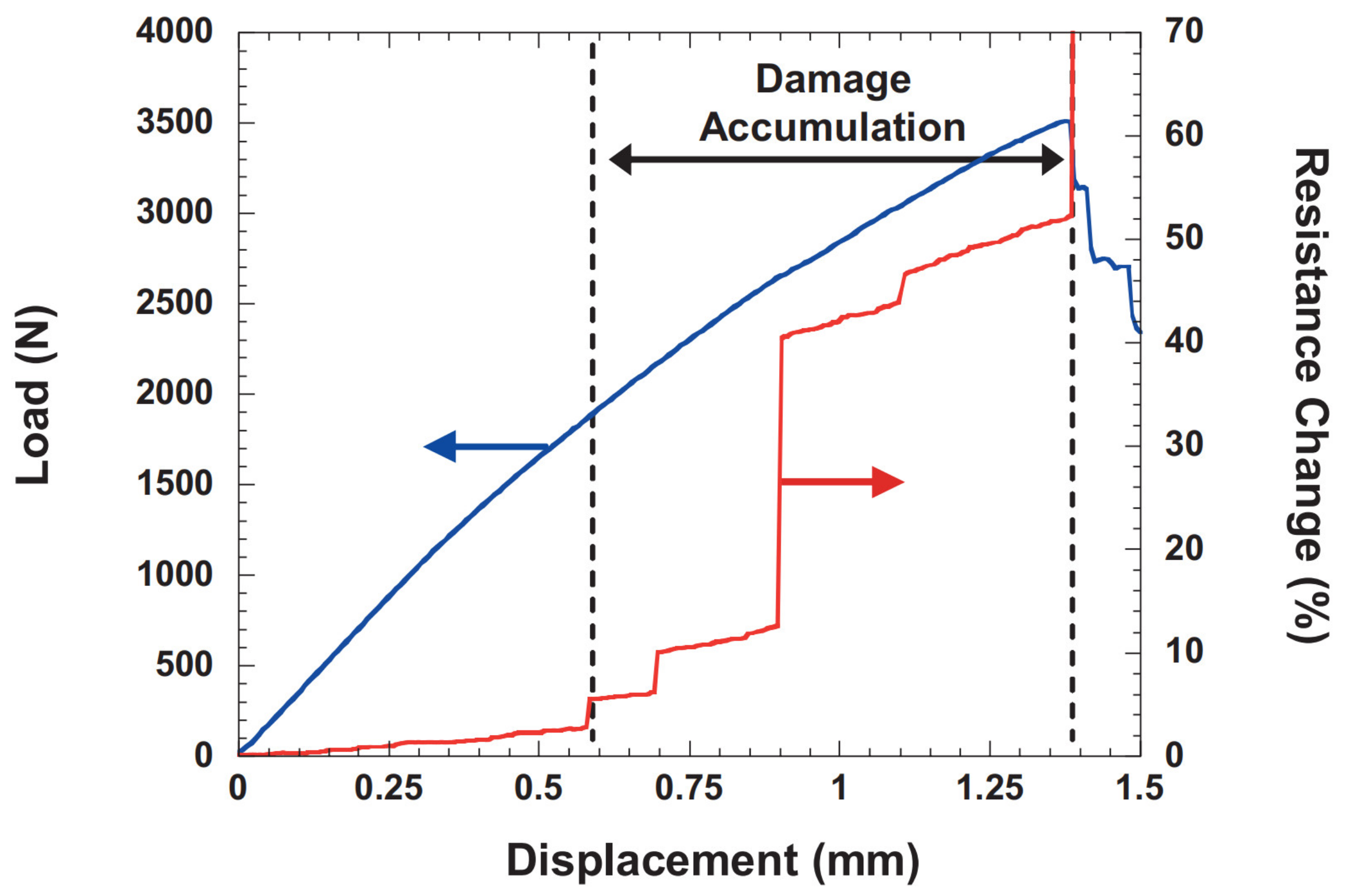
Figure 6 shows the result of the crossply symmetric laminate during monotonic tensile loading. A linear increase in electrical resistance can be observed in the initial loading region. Initiation of micro-cracks due to ply splitting in the 90° plies causes an increase in electrical resistance. Accumulation of micro-cracks in the 90° plies results in sharp step increases. These step-like features appear until the final fracture of the laminate. In between the step-like features, a rather linear resistance response can be observed. The onset of damage is followed by the reloading of the damaged structure whereby the load is transferred to the intact fibers which results in the shift in the electrical resistance curve reminiscent of irreversible damage. These results are promising for a future design of structural health monitoring, diagnostic and prognostic systems. Another advantage of nanoscale reinforcements is their small size which renders their incorporation in the matrix non-invasive as these nanofillers have to be added in small fiber volume fractions in order to achieve requisite functionality (0.15% of the volume in this case) without adversely affecting the structural properties of the composite.
Recently Gupta et al. [
91] demonstrated the structural health monitoring capability of smart piezoresistive composites for pressure pipes. These composites were manufactured by solvent mixing and subsequent compression molding of MWCNTs in low-density polyethylene (LDPE). The composites were prepared by varying the weight %age from 0.1% to 5%. The electrical conductivity increased progressively with the addition of MWCNTs from 10–13 Scm
−1 for pristine LDPE to 2.38 × 10
−2 Scm
−1 for a maximum MWCNTs weight fraction of 5%. Percolation threshold was achieved for 1wt.% MWCNTs. The gauge factors varied from 4.88 to 52.82 in the linear elastic regime for different loading fractions of MWCNTs. In the plastic region, these composites demonstrated a self-sensing ability of up to 15% strain. As expected the mechanical properties were also found to improve with the addition of MWCNTs. As reported by the investigators these results hold promise for piezoresistive self-sensing composites for in-situ SHM of civil pipelines and landfill membranes.
Wichmann et al. [
92] investigated epoxy-based nanocomposites. They dispersed MWCNTs at weight %-age of 0.1% and 0.3% while carbon nanoparticles at 0.5 wt.%. All of the nanocomposites had peculiar piezoresistive responses owing to the different dimensionality for MWCNTs (1D) and nanoparticles (0D), aspect ratio and proportion of the nanofillers added. The electrical resistance response against strain was marked by a high signal-to-noise ratio and reproducibility. In the elastic region, the MWCNT-based composites showed a linear relationship between normalized resistance and strain while for carbon nanoparticles the relationship was rather exponential. It was also reported that MWCNTs induce greater linearity to the piezoresistive response while carbon nanoparticles endow the composites with greater sensitivity. For all the nanocomposites tested, the approximate piezoresistive response was found to be linear at low strain values of <1%.
Spinelli et al. [
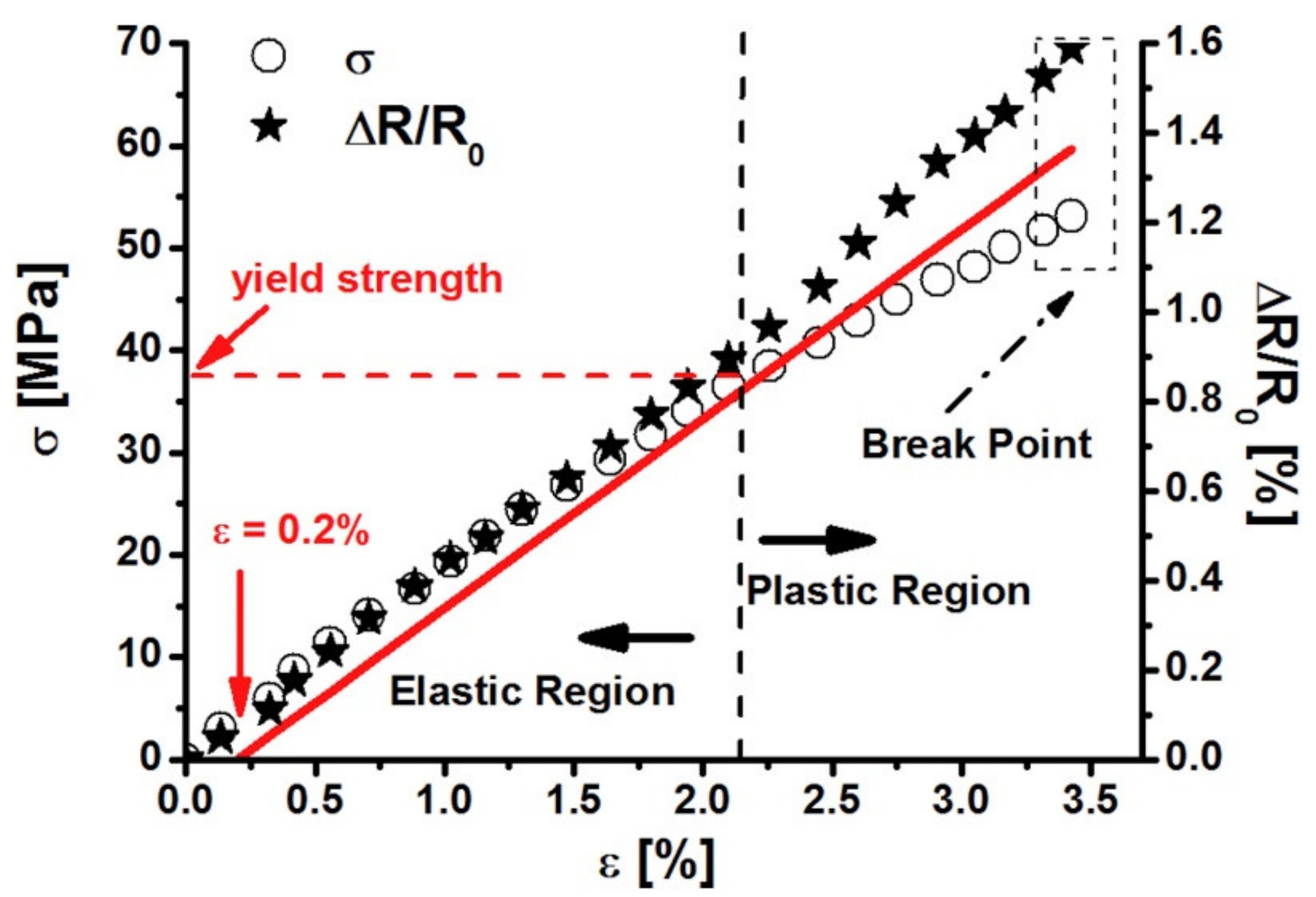
93] have described composites comprising 0.3 wt.% MWCNTs dispersed in epoxy. The electromechanical response of the composite was evaluated in tensile and three-point bending test modes. The tensile tests revealed a rather low gauge factor of 0.43 but the normalized resistance varied in the elastic regime with high fidelity and exhibited identical reversibility over multiple cycles. In the plastic region, the irreversible change in resistance was reported for strain exceeding 2.42% as shown in
Figure 7. In this region, matrix yielding was conjectured to have permanently altered the percolating networks. This particular feature of irreversible change in resistance in plastic regime due to sub-surface material damage was described by the authors as a valuable tool for real time in situ monitoring of structural health in composite structures.
Yet another interesting approach of incorporating piezoresistance in the epoxy matrix was demonstrated by Zhang et al. [
94]. Instead of directly dispersing nanofillers in the matrix they first fabricated Bucky paper (BP), which has been described as a 2D membrane comprising of randomly distributed or aligned carbon nanotubes (CNTs). Here, the CNTs are assembled due to strong Van der Waal interactions. Due to the use of conductive CNTs, the BP can exhibit piezoresistance for certain distributions of CNTs. The filtration process was used by the authors to synthesize BP whereby an aqueous suspension of single-walled carbon nanotubes (SWCNTs) was filtered through the Nylon filtration membrane under vacuum. This was followed by washing in DI water and subsequent drying at 60 °C for 10 h. In order to fabricate composite specimens, four layers of woven glass reinforcement were laid up with the BP along with copper wire connections inserted in the middle. The laminate was then impregnated with epoxy resin. The embedded BP layer had a width of 10 mm, with an aspect ratio of 9/1. The strain sensing performance of the embedded BP layer was unaffected by resin infiltration as revealed by the comparison of gauge factors in free-standing and embedded BP layers. The gauge factors determined by linear fitting in the first region and second region were 3.8 and 6.24 respectively. The damage detection capability was determined by tensile testing the V-notched specimen while simultaneously monitoring the strain with the help of a commercially available metal foil strain gauge and embedded BP layer. The initial linear variation in strain till 0.1% strain was followed by fiber cracking sound and a simultaneous sharp rise in strain. Within a span of 20 s, the composite fracture was observed in the notched area indicated by a jump in the BP resistance to infinity.
Repeatability of the piezoresistive BP layer, its relatively high gauge factor (above 2000 με), simultaneous strain monitoring and damage detection capability as well as simple fabrication process along with the ease of embedding the layer inside fiber-reinforced composites have been described as attractive features of the reported approach.
Even though the use of nanofillers as sensing networks inside matrix materials has tremendous potential for SHM of composites, their widespread use is hampered by certain inherent difficulties associated with the use of multiscale materials incorporating nanofillers. These include effective dispersion techniques for nanomaterials in traditional thermoset and thermoplastic matrix materials, growth of continuous nanotubes and nanosheets on substrates and otherwise to exploit true advantages of these materials at the nanoscale, processing of smart composites with high concentrations of nanofillers with acceptable mechanical properties and development of design methodologies for prediction of properties of nanocomposites by determining the link between nanoscale and macroscale material properties, etc.
3.3. Piezoresistive Surface Deposited/Mounted Sensors
Given the complexities associated with the dispersion of nanofillers inside matrices during the manufacturing of composite materials, surface deposition of sensors on composites can be a viable alternative technique for SHM of composites. This can be achieved through the use of traditional technologies widely available and practiced across a multitude of engineering disciplines such as slot dyeing, spray deposition, screen printing, inkjet printing and 3D printing, etc. Through the use of these techniques, the sensor deposition can be achieved in a cost-effective manner in a relatively short time. Additionally, these sensors can be integrated along various strategic locations on the surface of composite structural parts for monitoring of structural health of critical components.
Tung et al. [
95] have reported a surface deposition technique employing layer-by-layer spraying of conductive polymer composite (CPC) solution. Graphene oxide was synthesized from graphite using modified Hummer’s method. Reduced graphene oxide was functionalized using 2, 6-dimethylbenzamide (DMBA) surfactant to help avert aggregation of RGO and provide crosslinking with the epoxy matrix. As prepared RGO-DMBA was added as filler in various concentrations in epoxy resin. Acetone was then added along with ultrasonication for viscosity reduction prior to the subsequent deposition step. Laminated epoxy was then sprayed with the prepared CPC solution. The desired thickness and resistance of the sprayed layer were achieved through layer by layer deposition in conjunction with the masking technique. Optimized 2 wt.% RGO–DMBA/epoxy surface deposited CPC was used for detailed electromechanical characterization. Cyclic loading and unloading helped establish the excellent repeatability of sensor response as a minor hysteresis loop was observed after 1000 cycles. Gauge factor was determined through the linear fitting of normalized resistance data obtained against strain. Its value was reported to be 12.8 in the linear elastic regime.
Zhang et al. [
96] have reported a comparative study on screen printed and inkjet printed sensors for structural health monitoring of aircraft structures. Serpentine patterns were printed on polyethylene–terephthalate (PET) substrates using the two techniques as shown in images given in
Figure 8. A squeegee was used for manual screen printing of carbon ink in a polymeric binder for the deposition of sensing tracks. This was followed by curing of sensors in an oven at 105 °C for 30 min. On the other hand, a commercially available conductive ink formulation of silver nanoparticles (NP) was used for inkjet printing of sensing patterns as well. Curing was carried out at room temperature for 24 h. Some defects in the inkjet-printed patterns due to partial clogging of nozzles were observed. Relatively homogeneous and void-free coatings were achieved through screen printing whereas open-cell networks with interconnected pores were observed in the case of inkjet-printed sensors. These were conjectured to act as crack initiators. Manual screen printing also resulted in a higher gauge factor which was reported to be 8.8 ± 0.3 for screen printed and 3.7 ± 0.3 for inkjet deposited sensors even though greater precision of the inkjet printing process resulted in coherent resistance values as compared to the manual screen printing process. Screen printed sensors based on graphite-polymer ink also demonstrated better strain tolerance and fatigue resistance as compared to inkjet-printed silver NP-based sensors. Transverse sensitivities were also determined for the two variants and were found to be 52% and 31% for screen-printed and inkjet-printed strain sensors respectively. These values are higher than those reported for metal foil strain gauges (<1%) due to the high aspect ratios of the printed patterns.
It was reported by Khan et al. [
97] that sensitivities of screen printed sensing patterns on laminated composite specimens are dependent on the state of stress at senor boundaries. Crossply plain-woven glass fabric reinforced composite sheets were fabricated using the VARTM process. The rectangular specimens were then cut from the cured composite sheets. Notches were induced in order to simulate preexisting damage in the composite. The rectangular sensing patterns screen printed using a manual process in the middle of the composite specimens demonstrated gauge factors of ~10 and ~19 for notch sizes of 2.5 mm and 4 mm respectively. High local stress concentrations, local strain hardening, triaxial stress state at the notch edges and elevated local strain rates were reported to affect the gauge factors. This ability of the screen-printed sensors to intimately follow the response of the substrate to the stress state in its vicinity make them suitable not only for strain sensing but damage identification and monitoring as well.
Anas et al. [
98] have demonstrated strain sensing capability of graphene nanoplatelet–polystyrene (GNP-PS) composite strain gauges pasted on GFRP specimens. These sensors were fabricated separately by molding technique in the form of rectangular sheets. GNPs were added to the PS matrix in different concentrations (2 wt.%, 5 wt.% and 6 wt.%). When tested in tensile mode the gauge factors were determined to be 1, 2.7 and 4.6 for 2 wt.%, 5 wt.% and 6 wt.% concentrations respectively. The improved gauge factor and linearity at higher concentrations were conjectured to be the result of larger surface area and geometry of GNPs as GNPs are capable of making more frequent inter-particle contacts which make them more sensitive to local deformation.
Liquid-exfoliated graphene nanosheets (GNS) were used by Jan et al. to fabricated “smart sensing layers” attachable to a laminated composite surface for its structural health monitoring [
99]. Liquid exfoliation was adopted because of its propensity to produce dispersions with high GNS content. As reported by the authors, centrifugation at low rotary speeds helped obtain nanosheets of relatively large size and aspect ratio with thickness spanning only a few nanosheets (average number of layers: ~4). Even though a large range of GNS content was dispersed in TPU to obtain “smart sensing layers” ranging from a volume fraction (V
f) of 0.0002 to 0.12, the 0.12 V
f was finally chosen for electromechanical characterization due to its low initial resistance. These low resistance sensors were reported to exhibit low levels of noise in their output making them practical for in-situ applications. The electromechanical tests conducted on GFRP specimens with the surface bonded “sensing layer” helped determine the gauge factor through linear fitting. A low gauge factor of 2.15 due to conductivity mechanism employing a combination of both the tunnel effect and physical contact between neighboring GNS flakes was reported. It was also observed by the authors that hysteresis and associated heating in the polymer matrix during cyclic loading caused a drift in the initial resistance values.
Lithography is another useful technique that can be used to deposit high fidelity strain sensors for SHM of composites. Burton et al. [
100] have reported strain sensors for SHM, fabricated via layer-by-layer lithographic deposition technique. The multifunctional composite is comprised of SWNTs dispersed in polyvinyl alcohol and polysodium-4-styrene sulfonate matrix. The composite thin film was deposited on a Kapton polyimide substrate with a thickness of 35 µm via lithography. PVC coupons with attached thin-film strain sensors were tested in four-point bending for electromechanical characterization of strain sensors. Reported sensitivities range between 4.8 V/ε and 5.9 V/ε. For all the tested specimens, the linearity was also greater than 0.98 (linear regression values).
Makireddi et al. [
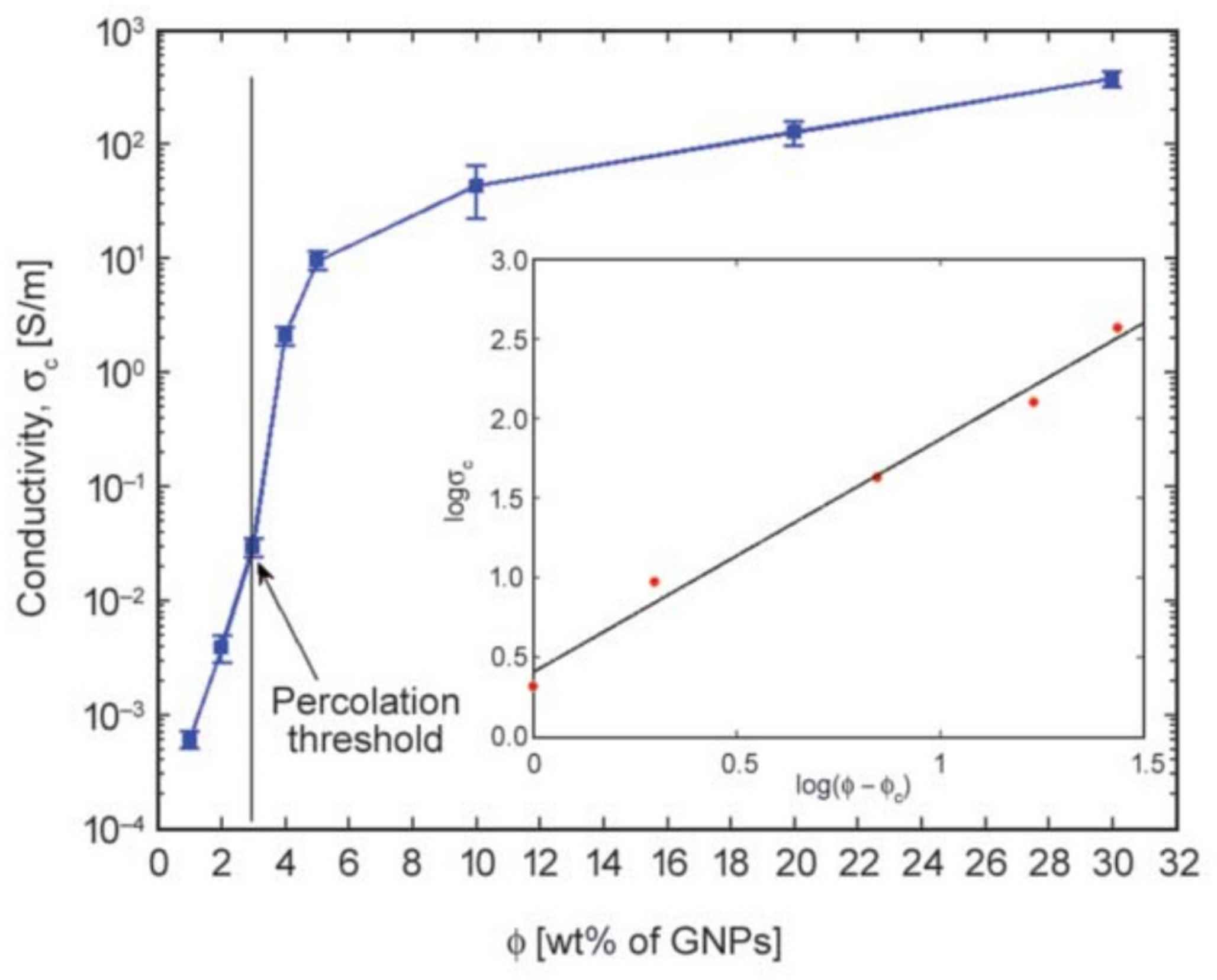
101] used graphene nanoplatelets as fillers in the thermoplastic matrix (polymethyl methacrylate) to conduct a percolation study on GNP/PMMA composite films for strain monitoring of aluminum beams. GNPs were first dispersed in THF through ultrasonication. PMMA separately dispersed in THF was then added to the GNP dispersion. The CPC solution thus formed was poured into a petri dish and eventually dried in the form of ~100 µm thick films. The rectangular films having dimensions of 25 mm × 15 mm were pasted on aluminum beams (200 mm × 30 mm × 2.5 mm) using commercially available M bond 200 adhesives. The beams were tested in tensile mode on UTM at crosshead speed of 1 mm/min. The performance of developed strain sensing GNP/PMMA films was also compared with that of a commercially available metal foil strain gage (WK-13-125TM-350) and that of CNT-based paint applied on polyethylene terephthalate (PET). The percolation threshold was detected at ~3 wt.% GNP (
Figure 9) where the maximum sensitivity (gauge factor = 114 ± 13) was also reported.
It was conjectured by the authors that the change in the interparticle separation along with graphene lattice distortion upon application of tensile load resulted in elevated sensitivity reported for these sensors. The simplicity associated with the solution casting technique adopted for the manufacturing of strain sensing films and the facile deposition process involving bonding on the surface is an important feature of this approach. High gauge factor and linearity reported for the sensor make it worthwhile for the SHM of composite materials which involve complex failure modes in different loading scenarios.
3.4. Embedded Piezoresistive Filaments/Yarns
Another important configuration adopted for the manufacturing of self-sensing polymer composites for in-situ structural health monitoring has been in the form of preforms with embedded yarns and filaments with inherent piezoresistivity. These yarns and filaments can be manufactured using various techniques practiced in textile and polymer industries such as spinning involving twisting of fibers into a coherent thread configuration or extrusion which results in the manufacturing of elongated filaments. Conductive fillers both with intrinsic and/or extrinsic conductivity can be incorporated during the yarn/filament fabrication stage in order to induce piezoresistivity. Various processing parameters such as concentration of conductive fillers, twist angle and twist per inch in spun yarns and draw ratios in extruded filaments can be effectively tailored in order to design sensors with optimum gauge factors and strain/damage monitoring capability.
Among nanofillers, carbon nanotubes (CNTs) offer numerous advantages due to their exceptional mechanical, electrical and thermal properties. Despite the reported advantages, their full potential is yet to be realized partly due to the inability to manufacture continuous lengths of CNTs. Even though this feat is yet to be achieved, an important solution for some applications has been found in the form of twisted yarns realized from CNT forests grown via chemical vapor deposition (CVD). The CNTs grown on a substrate can be drawn and twisted much like traditional textile yarns to manufacturing threads of continuous lengths for various applications allowing optimal exploitation of CNT properties.
Wan et al. [
102] have reported a similar approach for the fabrication of twisted thread using CVD-grown CNTs. The twisted yarn was used in braided preform manufactured from carbon tows. The composite specimens were tested in the tensile mode in order to evaluate thread sensors. Reported gauge factors have been quite low (longitudinal GF: 0.394 and transverse GF: 0.028) with linear response registered for loading till 650 MPa. Detailed analysis of the damage sensing mechanism of these sensors and their failure inside composite specimens were not reported by the authors.
A more detailed description of the CNT threads for delamination detection in both mode I and mode II is given by Abot et al. [
103]. CNTs with lengths of around 1 mm were grown on the substrate. The density of the CNT forest was reported to be more than five billion CNTs per square centimeter. Threads drawn from these forests contained more than 1000 CNTs in their cross-section. These threads were further twisted to form yarns having 10-30 µm diameter. For mode-II delamination detection, two CNT threads were stitched transversely in the center plies of unidirectional and pain woven reinforcements. All the samples were fabricated without a pre-crack. Applied load and electrical resistance were plotted against displacement of central ply in the three-point bending scenario. The thread sensors were reported to detect delamination in all the composite specimens as the maximum load coincided with the abrupt increase in electrical resistance to infinity indicating CNT thread failure. Moreover, unidirectional composites exhibited brittle failure mode as compared to woven composites where transversal tows acted to divert the crack path. Mode I delamination response of the thread sensor was also evaluated using similar CNT threads. Pre-crack was introduced between the central plies and three sensors were placed between the central plies perpendicular to the direction of crack propagation whereas one additional thread sensor was placed parallel to the direction of crack propagation. The resistance of all the thread sensors was reported to increase slightly before the final abrupt failure when the resistance shot to infinity. The failure of sensors placed in the crack path was progressive with the parallel thread sensor failing first followed by the one by one failure of three perpendicularly placed thread sensors. The rise in electrical resistance and eventual sensor failure with the propagating crack has been reported to indicate the crack propagation between the central plies. The sensitivity of this system depends on the number of threads, stitch density, stitch loop angle and the number of stitched plies and hence can be easily tailored for the selected composite system.
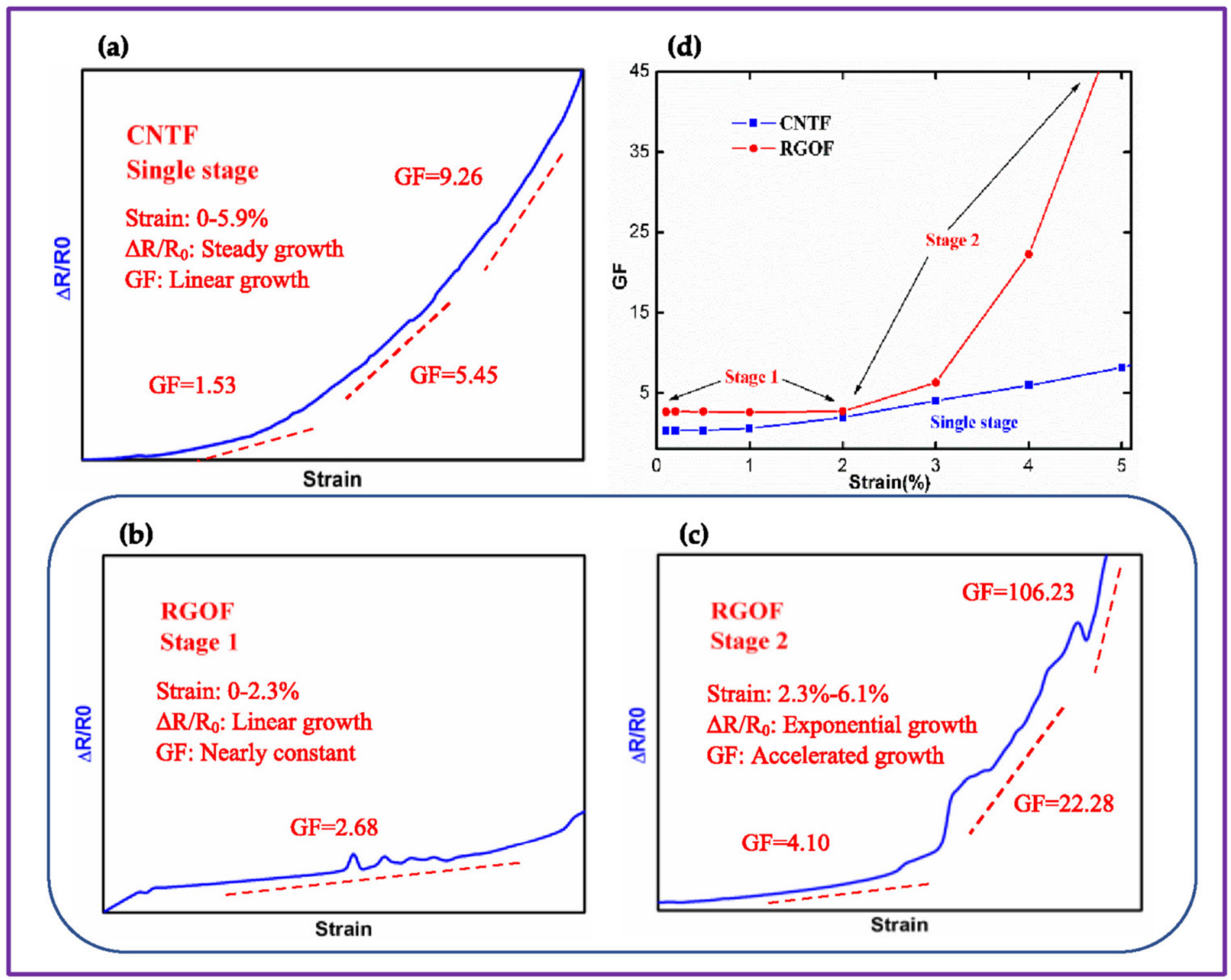
A simpler approach of nanofiller deposition on glass filament tows was described by Wang et al. [
104]. They used multiwalled carbon nanotubes (MWCNTs) and reduced graphene oxide (RGO) dispersions to coat the tows with the nanofillers. The two types of sensing tows (CNTFs and RGOFs respectively) thus fabricated were inserted manually in woven reinforcements which were then laminated using VARTM technology. The smart composites thus fabricated were subjected to both cyclic and monotonic tensile testing. The cyclic tests conducted for 3000 cycles revealed that the CNTFs were superior in terms of their long-term performance with low baseline drift and cycle-to-cycle variation as compared to RGOFs. It was reported that the average gauge factor and electrical resistance for the initial 10 cycles were almost the same for the last 10 cycles. Monotonic tensile tests also allowed a comparison of the performance of the two types of sensors. CNTFs had their gauge factors transitioned smoothly from 1.53 to 5.45 and to ultimately 9.26 (smooth linear—nonlinear transition). Whereas RGOFs showed a distinct two-stage transition of gauge factor from the linear region in stage 1 (gauge factor = 2.68) to stage 2 where gauge factor varied from 4.10 to 22.28 and finally to 106.23. These transitions are clearly highlighted in the plots shown in
Figure 10. It was also concluded by the authors that the distinctive behavior of CNTFs is due to resin penetration into the pores in the CNT layer on the tow surface which converted the CNTF surface into a composite. On the other hand, the large surface area of RGO flakes on the surface of RGOFs did not allow penetration of resin in the RGO layer. Due to these attributes, CNTFs were found to be more suitable for long-term SHM of the host composite whereas higher gauge factors and two-stage behavior of RGOFs allowed detection of distinctive failure events in composites during tensile loading.
An alternative methodology of fabricating fibrous sensors could be based on the spray coating technique [
105]. The fibrous filaments were sprayed with a dispersion of SWCNTs stabilized with a surfactant (sodium dodecylbenzensulfonate) in DI water. The continuous system is comprised of an unwinding and winding mechanism for coating the filaments. Three different types of substrates, i.e., glass, para-aramid and nylon filaments were used for spray coating. The filament sensors were then manually sandwiched between fiberglass prepregs to fabricate laminated composite specimens through vacuum bagging. The three types of sensors were used for cure monitoring during resin crosslinking prior to gauge factor determination and performance evaluation during structural health monitoring. The three distinct stages, i.e., heating from 25 °C to 143 °C (stage 1), dwell at 143 °C for 3 h (isothermal stage 2) and cyclic cooling from 143 °C to 30 °C and then heating to 143 °C again (cyclic stage 3) were captured by the inserted sensors with a high degree of fidelity as shown in
Figure 11.
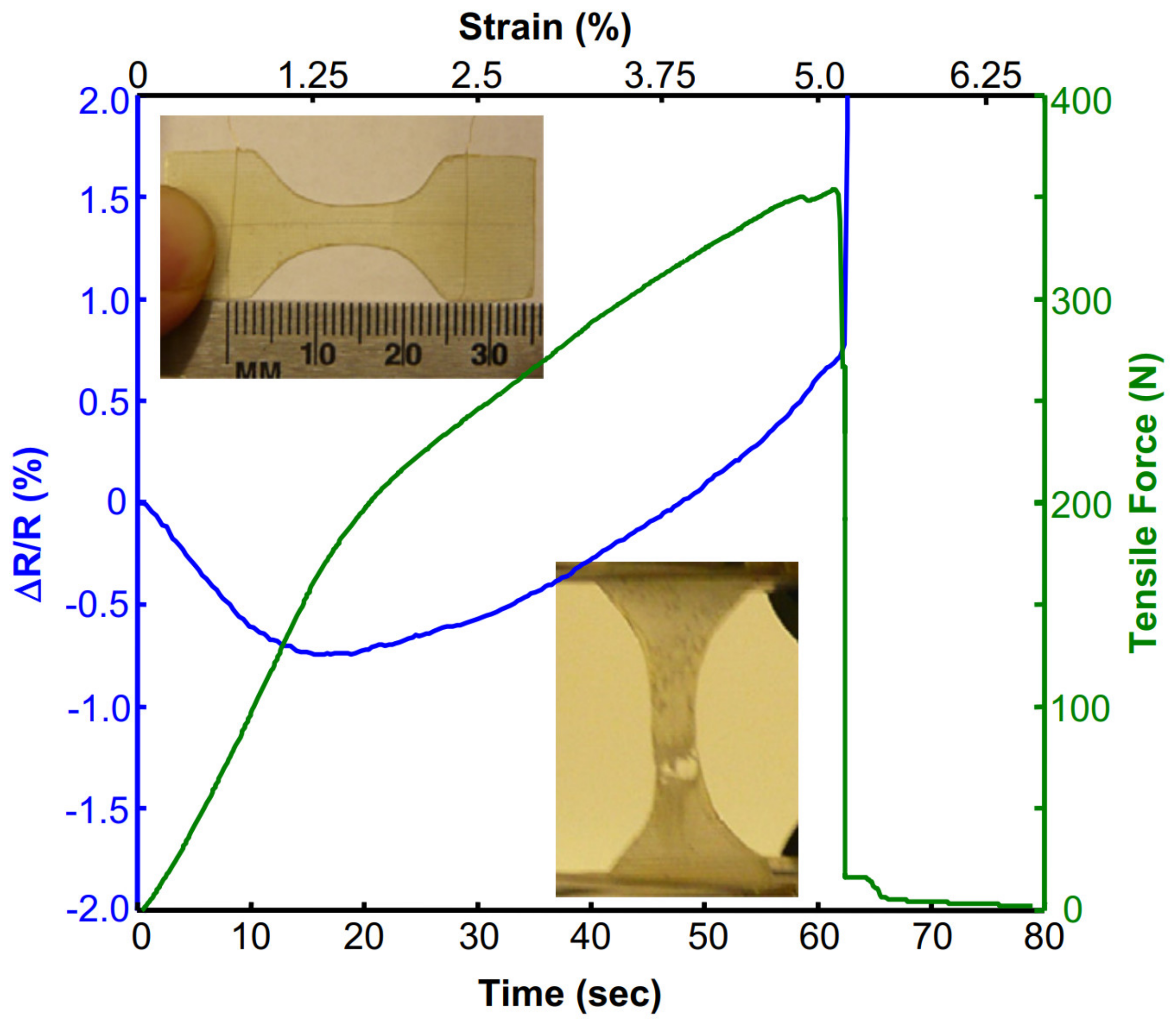
Glass fiber filament-based sensors were then further used for the determination of gauge factors as stated earlier. The sensors which were tested out of the composite showed linear positive piezoresistivity with the highest gauge factor (1.25 ± 0.16). On the other hand, the sensors embedded in 0° direction in GFRP laminates were constrained by the surrounding matrix which also penetrated the surface asperities on the CNT coated surface. This formed the CNT-epoxy composite layer on the substrate filament surface. Moreover, the sensing layer was also constrained by the surrounding glass fiber reinforcement and matrix. The 0° sensor thus experienced compression of the sensor due to Poisson’s effect resulting in a decrease in resistance with negative gauge factor (−0.81 ± 0.03.) when the tensile load was applied in the 0° direction. The 90° sensors showed piezoresistivity with a gauge factor of +0.66 ± 0.03 since the transverse direction of the 90° sensor was subjected to tension during tensile loading. The 45° oriented sensors showed the least sensitivity with a negative gauge factor of −0.25 ± 0.029. Under cyclic loading, the same sensor exhibited stable performance with a reported 1.2% increase in electrical resistance and a 3.7% reduction in gauge factor after 10,000 cycles. A 0° fibrous sensor was also tested in composite failure tests in tensile mode. An initial linear response with negative piezoresistivity in the sensor response was observed (strain < 1.2%). As explained earlier, it was due to Poisson’s effect which caused compression of the 0° sensor in transverse direction. This initial negative piezoresistive region was followed by positive piezoresistivity. In this region the deformation in the longitudinal direction of the dominated sensor. Micro crack initiation in the surface SWCNT-matrix networks resulted in an increase in tunneling resistance (strain > 1.2%). The sensor was also capable of registering the composite failure as its resistance jumped to infinity with the final fracture of the composite laminate at 5.1% strain. These results are shown in
Figure 12.
Another type of yarn sensor has been described by Montazerian et al. [
106]. Commercially available spandex yarns were coated by immersing in 1 wt.% solution of graphene nanoplatelets (GnPs) in DI water for 3 s and subsequent heating to fabricate piezoresistive threads. These yarns were then coated with silicone rubber (SR) by spin coating SR at 200×
g for 20 s to protect the underlying piezoresistive yarn. A progressive failure mechanism was reported for the SR coated yarns with a maximum failure strain of 860–1140%. Resistance change upon 2.5 hours’ exposure to boiling water was as low as 1.7%. The number of dip coating cycles was found to directly correlate with the sensing range as increasing the number of immersion cycles resulted in more GnP deposition on the yarn surface allowing it to withstand higher strains without disruption of the conductive layer. Fewer dip cycles resulted in higher gauge factors as lower GnP content is more susceptible to resistance variation at low strains. It was found that as the strain increased from 0 to 0.4 during monotonic tensile loading, the gauge factor increased from 3.1 to 13.2 for SR coated yarns whereas it increased from 4.5 to 50.1 for uncoated yarns. The sensors fabricated by 20 dip cycles were inserted in the middle of TWINTEX fiberglass/polypropylene comingled laminates comprising of two and four plies. Hot pressing was employed to manufacture the composite specimens with embedded sensors. The GnP/Spandex sensor itself did not show sensitivity to temperature however the sensors inserted in two-ply and four-ply laminated composites did exhibit low sensitivities of 5.26 × 10
−4 and 1.02 × 10
−4 °C
−1 respectively. This was primarily due to the thermal expansion of the polypropylene matrix. Cyclic three-point flexural loading tests were performed to investigate the structural health monitoring capability of the embedded sensors in two-ply and four-ply laminates. The sensors were found to reversibly follow the loading and unloading cycles with some evidence of permanent resistance change due to progressive failure in composite specimens. The sensor resistance ultimately shot to infinity due to the final failure of the composite specimen. The results obtained amply show the utility of the facile fabrication technique for the development of sensitive yarn sensors for progressive damage monitoring and failure detection in polymer composites. The reported gauge factor of 2.1 during bending tests was higher than the temperature and humidity sensitivity of these sensors signifying their reliability in humid and hot conditions for effective SHM.
4. Strategies for the Selection of Piezoresistive Sensing Approaches for SHM of Composites
A comprehensive strategy for the selection of appropriate sensing approaches in view of their relative merits and demerits is provided in this section.
4.1. Based on Sensitivity (Gauge Factor)
The sensitivity of piezoresistive sensors depends on the filler geometry, intrinsic conductivity of fillers and their concentration in the case of extrinsic conductive polymers whereas in sensors designed from intrinsic conductive polymers, the polymeric structure and dopant concentration can affect the conductivity. Therefore, this property can be tailored in order to maximize sensitivity by the selection of dopant, nanofiller type and its concentration. A comparison of gauge factors for selected self-sensing composites reported in the literature is given in
Figure 13.
Among different strategies discussed above for the introduction/exploitation of piezoresistivity in polymer composites, the resistivity and hence sensitivity in carbon fiber reinforced composites can be altered by varying the fiber volume fraction and bringing it close to the percolation threshold. For structural design reasons, this may not always be possible as changing the fiber volume fraction can adversely affect the mechanical and thermal properties of the composite and hence its suitability for the desired application. In other words, since fiber volume fraction in CFRPs is dictated primarily by design exigencies and not by its utility for self-sensing, therefore, sensitivity is generally not tailorable.
Surface deposited piezoresistive sensing films or printed patterns are an interesting alternative discussed in this review as these types of sensors allow tailorability of gauge factors. This is achieved by optimum selection of various structural and manufacturing parameters such as type of filler, the thickness of thin-film and its bonding with the substrate composite as well as the manufacturing/deposition technique and placement with respect to the strained/damaged area for effective SHM. There is also some indication in the literature that the strain fields in the vicinity of deposited sensors can affect their local sensitivity [
66,
97]. Therefore, in terms of freedom to tailor gauge factors, the surface deposited/mounted piezoresistive sensors stand out. Similarly, piezoresistive filaments and yarns can also be designed with requisite sensitivity by the selection of appropriate materials and manufacturing methodologies.
Direct dispersion of nanofillers in polymeric matrices to induce piezoresistivity is another viable alternative. The intrinsic conductive polymers have so far not been reported as matrix materials for structural composites because of their inferior mechanical properties and high cost. On the other hand, various extrinsic conductive polymers can be exploited as matrices in composites. These include both the thermoplastics and thermosets. Among the fillers which are commonly used in these matrix materials, carbon nanotubes and graphene nanoplatelets have been extensively reported as they not only induce exceptional sensitivities in composite materials but also improve their mechanical properties [
107]. On the other hand, there is a limitation to their exploitation in matrices as the addition of conductive nanofillers may induce piezoresistive properties but at the same time, they also affect the mechanical properties of the composites. Even though the addition of these fillers up to a certain limit results in the improvement of mechanical properties, the quantities have to be optimized as excessive addition may lead to embrittlement of matrices with an associated negative impact on the mechanical properties of reinforced composites. Due to this limitation on their use in matrices, the optimization of gauge factors may not always be possible as the filler concentration would be dictated by its effect on the mechanical properties of structural composites rather than by the sensitivity it induces.
4.2. Based on Manufacturing Method (Feasibility)
Carbon fiber reinforced composites can be manufactured using traditional composite manufacturing technologies in the case of thermoset matrices. For thermoplastic matrices, 3D printed CFRPs manufactured through fused filament fabrication (FFF) technology have also been reported. Since no extra manufacturing step for sensor integration is involved once the post-curing of the composite is complete, the technique remains the simplest and readily adoptable from the point of view of manufacturing feasibility.
Surface deposited or mounted sensors can be printed using various 2D and 3D printing techniques on the composite structural parts. The sensing films can also be glued or bonded to the surface in certain cases. Even though an extra sensor integration step is necessary for surface integration of these sensors, various traditional technologies can be readily adapted to print/deposit arrays of sensors on structural components which not only makes the SHM of complex parts feasible but also reduces the cost of sensor integration through economy of scales.
Piezoresistive sensors and filaments have to be separately manufactured and optimized before their integration in composites which adds to the cost of manufacturing and increases the complexity of the process. The integration step has to be completed during reinforcement manufacturing or lay-up. In the case of textile reinforcements, the insertion is carried out during weaving, knitting or the braiding process. Alternatively, in laminated composites, these sensors can be placed between plies during the lay-up process. In any case, their integration strategy has to be carefully devised keeping in view the sensor morphology, type of reinforcement, in-service loading conditions and the nature of information required.
Most of the structural composites are manufactured from thermoset matrices that have high viscosities prior to curing. On the other hand, the nanofillers—especially those with high aspect ratios such as CNTs—are prone to agglomeration due to high specific surface area and charge density. These have to be uniformly dispersed in the matrix before they could be used for the impregnation of a reinforcement. The proper dispersion of nanofillers in matrix materials not only requires the use of ultrasonic techniques but also the reduction of resin viscosity through the addition of organic solvents. These organic solvents are difficult to completely remove once the nanofillers are dispersed. The trace amount of residual solvent may not only act as a plasticizer but also adversely affect the mechanical properties of the matrix as well as its bonding with the reinforcing fibers. These reported complexities associated with the dispersion of fillers and subsequent removal of solvents are some of the manufacturing difficulties which have hitherto hampered the widespread application of nanofillers in thermoset matrices for SHM of composites.
4.3. Based on Detection Capability (Performance Spectrum)
Composites reinforced with continuous carbon fibers are sensitive to fiber failure owing to the piezoresistance in conductive carbon fibers. This makes this sensing technique particularly sensitive to catastrophic failure modes which involve fibers. On the other hand, matrix-dominated failure modes such as initiation and coalescence of micro-cracks resulting in transverse cracking, matrix splitting and delamination are not generally detectable by the piezoresistive carbon fibers. As a result, piezoresistive sensing in carbon fiber reinforced composites, though a valuable technique for its simplicity and straightforward application in aerospace components, may not be suitable for early damage detection and continual strain monitoring.
As expected, piezoresistive matrices can be used to detect the initiation of micro-cracks and their propagation through the matrices. This is in sharp contrast to the technique discussed above and is an essential requirement for early damage detection and adoption of failure prevention and damage mitigation strategies as cracks generally initiate from matrix-rich regions. On the other hand, the fiber-dominated failure modes are not readily detectable by piezoresistive matrices. This could be a drawback during structural health monitoring of composites designed with high volume fractions which also result in high porosity in fiber-rich regions. Additionally, in composites reinforced with 3D preforms, the use of piezoresistive matrices for SHM may not be desirable since through the thickness failure modes such as delamination are also fiber-dominated and are as such not readily detectable by piezoresistive matrices.
Surface deposited/mounted piezoresistive sensors provide means of continual strain monitoring and are reported to be sensitive to surface notches and defects. Due to surface integration, these sensors are insensitive to various crack initiation and propagation mechanisms which are either intralaminar (ply splitting) or interlaminar (delamination). Nevertheless, these sensors can provide continual monitoring of strain much like traditional resin bonded metal foil strain gauges albeit at higher gauge factors owing to the vast array of conductive nanofillers which can be used in their synthesis.
There is ample evidence in the literature that embedded piezoresistive filaments and yarns are sensitive to the curing cycles during composite manufacturing and when subjected to mechanical loading these sensors detect strain in different loading regions and provide valuable information about structural health [
105]. Moreover, since these filaments and yarns can be designed with high gauge factors and unobtrusive morphologies, they can be integrated during manufacturing for continuous strain monitoring during the service life of the structural component, without negatively impacting its mechanical properties. Strategic placement of these sensors such as insertion in the reinforcement during manufacturing or integration between plies during lay-up may provide information related to either fiber-dominated failure modes or matrix-dominated delamination modes respectively.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}