
Bituminous Pavement Reinforcement with Fiber: A Review



{kind=link}
{kind=link}
Abstract
:1. Introduction
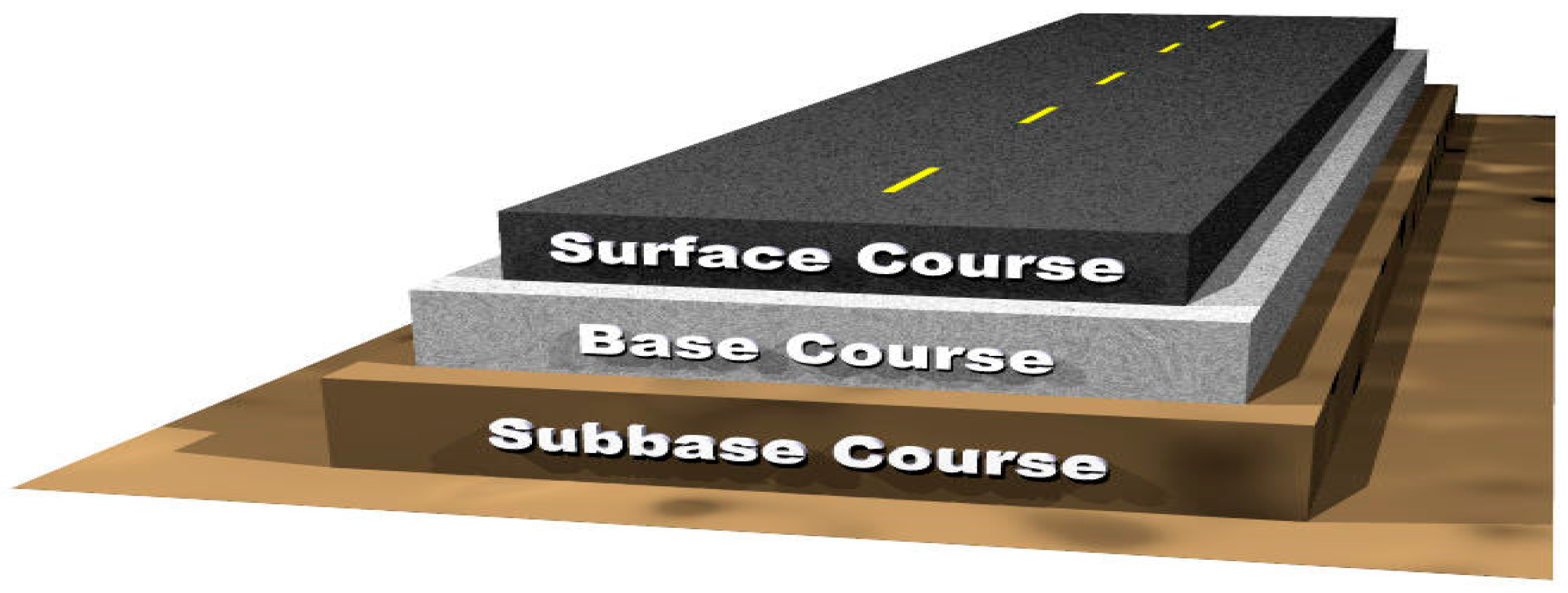
2. Bituminous Pavement Reinforcement
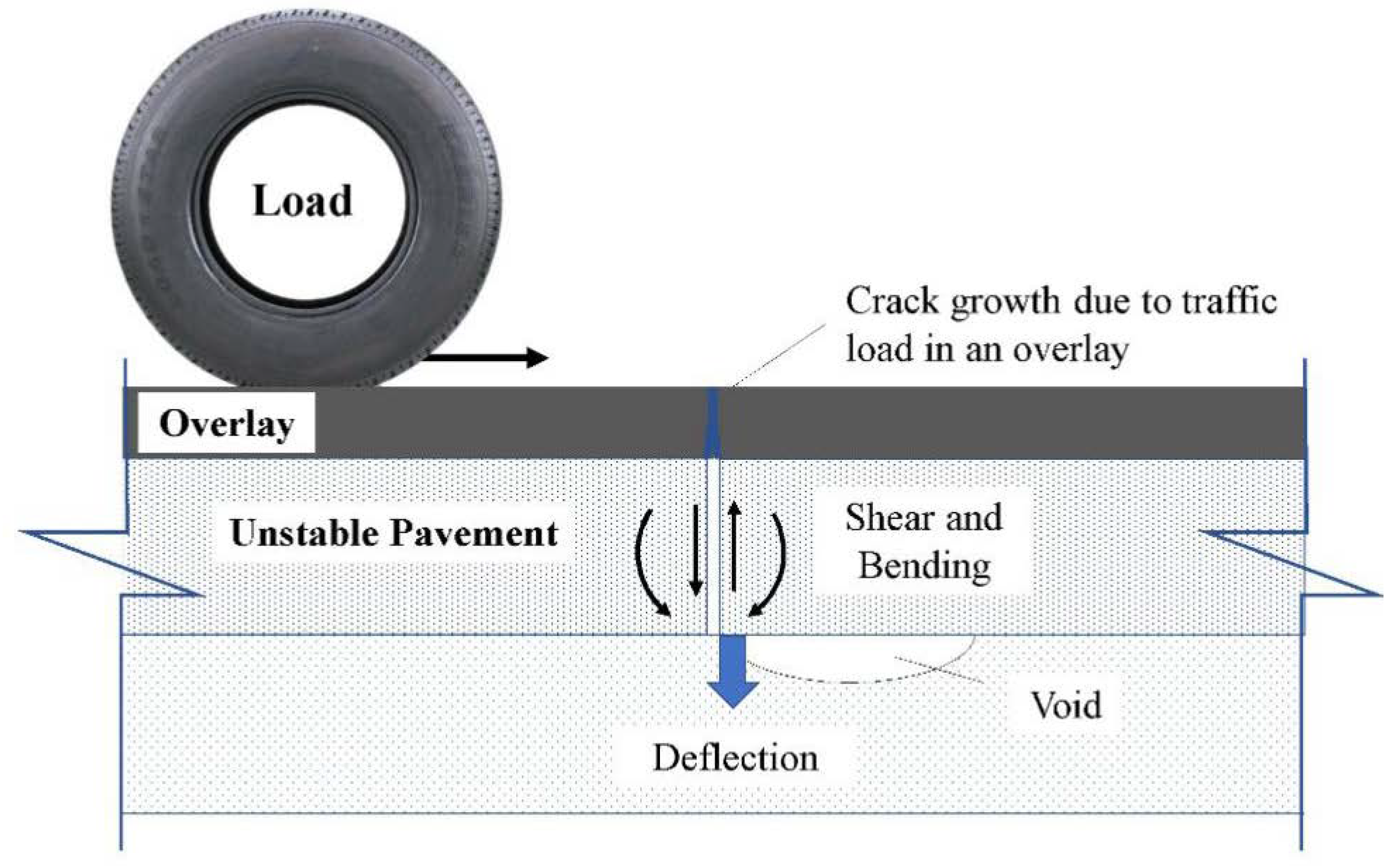
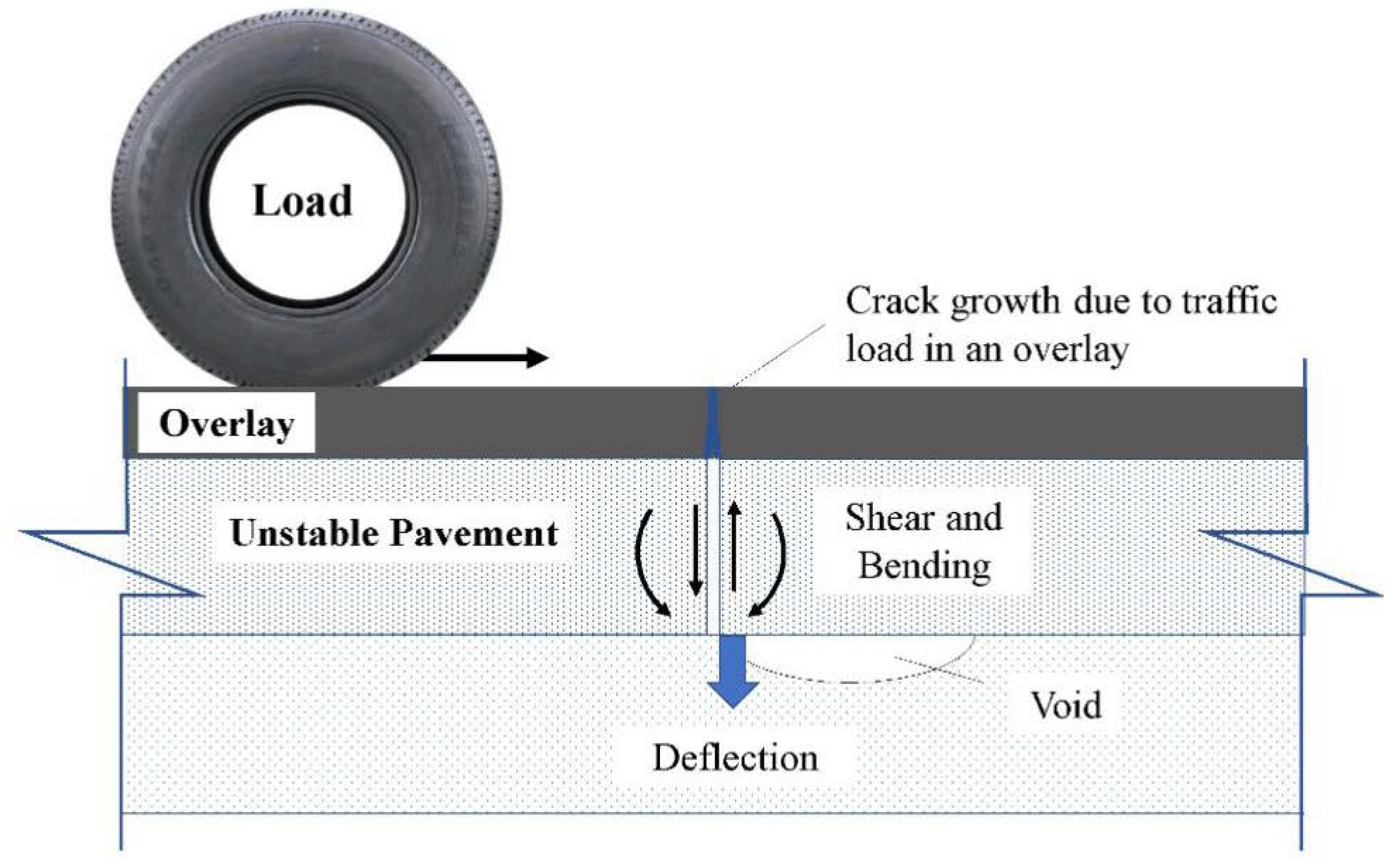
2.1. Pavement Distress, Surface Deterioration and Deformation
2.1.1. Cracking
2.1.2. Rutting
3. Fiber Application and Classification
4. Fiber as Additive in Asphalt Mixtures
5. Review of Various Fibers in Bituminous Pavement
5.1. Asbestos Fiber
5.2. Polyester Fiber
5.3. GLASS Fiber
5.4. Cellulose Fiber
5.5. Waste Fiber
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Yildrim, Y. Polymer modified asphalt binder. J. Build. Constr. Mater. 2007, 21, 66–72. [Google Scholar] [CrossRef]
- Ali, A. Influence of crumb rubber modifier on performance characteristics of stone mastic asphalt. MSc. Dissertation, University of Malaya, Kuala Lumpur, Malaysia, 2013. [Google Scholar]
- O’Flaherty, C.A. Highway Engineering Textbook, 3rd ed.; Edward Arnold: London, UK, 1988. [Google Scholar]
- Mashaan, N.S.; Hassan, A.; Karim, M.R.; Aziz, M.A. A Review on Using Crumb Rubber in Reinforcement of Asphalt Pavement. Sci. World J. 2014, 2014, 21. [Google Scholar] [CrossRef]
- Mahrez, A. Properties and Performance of Stone Mastic Asphalt Reinforced with Glass Fibre. Ph.D. Thesis, Faculty of Engineering, University of Malaya, Kuala Lumpur, Malaysia, 2008. [Google Scholar]
- Al-Hadidy, A.; Yi-Qiu, T. Effect of polyethylene on life of flexible pavements. Constr. Build. Mater. 2009, 23, 1456–1464. [Google Scholar] [CrossRef]
- Al-Hadidy, A.; Yi-Qiu, T. Mechanistic approach for polypropylene-modified flexible pavements. Mater. Des. 2009, 30, 1133–1140. [Google Scholar] [CrossRef]
- Abdullah, S. A Laboratory Investigation of Modified Binders in Bituminous Mixes. MSc. Dissertation, University of Malaya, Kuala Lumpur, Malaysia, 1996. [Google Scholar]
- Piromanski, B.; Chegenizadeh, A.; Mashaan, N.; Nikraz, H. Study on HDPE effect on rutting resistance of binder. Buildings 2020, 10, 156. [Google Scholar] [CrossRef]
- Mahrez, A. Properties of Rubberised Bitumen Binder and Its Effect on the Bituminous Mix. MSc. Dissertation, Faculty of Engineering, University of Malaya, Kuala Lumpur, Malaysia, 1999. [Google Scholar]
- Arabani, M.; Mirabdolazimi, S.M. Experimental investigation of the fatigue behaviour of asphalt concrete mixtures containing waste iron powder. Mater. Sci. Eng. A 2011, 528, 3866–3870. [Google Scholar] [CrossRef]
- Sousa, J.B.; Weissman, S.L. Modeling permanent deformation of asphalt-aggregate mixes. J. Assoc. Asph. Paving Technol. 1994, 63, 224–257. [Google Scholar]
- Brown, E.R.; Cross, S.A. A National Study of Rutting in Asphalt Pavement. J. Assoc. Asph. Paving Technol. 1992, 61, 535–583. [Google Scholar]
- Tayfur, S.; Ozen, H.; Aksoy, A. Investigation of rutting performance of asphalt mixtures containing polymer modifiers. Constr. Build. Mater. 2007, 21, 328–337. [Google Scholar] [CrossRef]
- Brown, E.R.; Hemant, M. Evaluation of Laboratory Properties of SMA Mixture; NCATR Report No. 93-5; National Center for Asphalt Technology, Auburn University: Auburn, AL, USA, 1993. [Google Scholar]
- Ratnasamy, M.; Bujang, B.K. Laboratory diameteral fatigue performance of SMA with cellulose oil palm fiber. Am. J. Appl. Sci. 2006, 3, 2005–2010. [Google Scholar]
- Hamed, F.K.M. Evaluation of Fatigue Resistance for Modified Asphalt Concrete Mixture Based on Dissipate Energy Concept. Ph.D. Thesis, Technische University, Darmstadt, Germany, 2010. [Google Scholar]
- Abtahi, S.M.; Sheikhzadeh, M.; Hejazi, S.M. Fiber- reinforced asphalt-concrete—A review. Constr. Build. Mater. 2010, 24, 871–877. [Google Scholar] [CrossRef]
- Putman, B.J.; Amirkhanian, S.N. Utilization of waste fibers in stone matrix asphalt mixtures. Reosurces Conserv. Recycl. 2004, 42, 265–274. [Google Scholar] [CrossRef]
- Miao, Y.; Wang, T.; Wang, L. Influences of Interface Properties on the Performance of Fiber-Reinforced Asphalt Binder. Polymers 2019, 11, 542. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mashaan, N.S.; Chegenizadeh, A.; Nikraz, H.; Rezagholilou, A. Investigating the engineering properties of asphalt binder modified with waste plastic polymer. Ain Shams Eng. J. 2021, 12, 1569–1574. [Google Scholar] [CrossRef]
- Mahrez, A.; Karim, M.R. Fatigue characteristics of stone mastic asphalt mix reinforced with fiber glass. Int. J. Phys. Sci. 2010, 5, 1840–1847. [Google Scholar]
- Wu, Y.S.; Li, N. Investigation of the dynamic and fatigue properties of fiber-modified asphalt mixtures. Int. J. Fatigue 2009, 31, 1598–1602. [Google Scholar]
- Xu, Q.; Chen, H.; Jorge, A.P. Performance of fiber reinforced asphalt concrete under environmental temperature and water effects. Constr. Build. Mater. 2010, 24, 2003–2010. [Google Scholar] [CrossRef]
- Chen, J.; Lin, K. Mechanism and Behavior of Bitumen Strength Reinforcement Using Fibers. J. Mater. Sci. 2005, 40, 87–95. [Google Scholar] [CrossRef]
- Wu, S.; Chen, Z.; Ye, Q.; Liao, W. Effects of Fiber Additive on the High Temperature Property of Asphalt Binder. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2006, 21, 28–31. [Google Scholar]
- Mahrez, A. Fatigue and Deformation Properties of Glass Fiber Reinforced Bituminous Mixes. J. East Asia Soc. Transp. Stud. 2005, 6, 997–1007. [Google Scholar]
- Xu, Q.; Chen, H. Experimental study of fibers in stabilizing and reinforcing asphalt binder. Fuel 2010, 89, 71616–71622. [Google Scholar]
- Tanzadeh, R.; Tanzadeh, J.; Honarmand, M.; Tahami, S.A. Experimental study on the effect of basalt and glass fibers on behavior of open-graded friction course asphalt modified with nano-silica. Constr. Build. Mater. 2019, 212, 467–475. [Google Scholar] [CrossRef]
- Punith, V.S.; Suresha, S.N.; Raju, S.; Bose, S.; Veeraragavan, A. Laboratory Investigation of Open-Graded Friction-Course Mixtures Containing Polymers and Cellulose Fibers. J. Transp. Eng. 2012, 138, 67–74. [Google Scholar] [CrossRef]
- Hassan, H.F.; Al-Jabri, K.S. Effect of organic fibers on open-graded friction course mixture properties. Int. J. Pavement Eng. 2005, 6, 67–75. [Google Scholar] [CrossRef]
- Petit-Conil, M.; Lecourt, M.; Meyer, V. High-Yield Pulps: An Interesting Concept for Producing Lignocellulosic Fibers. In Lignocellulosic Fibers and Wood Handbook: Renewable Materials for Today’s Environment; Wiley: Hoboken, NJ, USA, 2016. [Google Scholar] [CrossRef]
- Wu, S.P.; Gang, L.I.; Mo, L.T.; Zheng, C.H.; Ye, Q.S. Effect of fiber types on relevant properties of porous asphalt. Trans. Nonferrous Met. Soc. China 2006, 16, 791–795. [Google Scholar] [CrossRef]
- Phan, T.M.; Nguyen, S.N.; Seo, C.B.; Park, D.W. Effect of treated fibers on performance of asphalt mixture. Constr. Build. Mater. 2021, 274, 122051. [Google Scholar] [CrossRef]
- Milad, A.A.; Ali, A.S.B.; Yusoff, N.I.M. A review of the utilisation of recycled waste material as an alternative modifier in asphalt mixtures. Civ. Eng. J. 2020, 6, 42–60. [Google Scholar] [CrossRef]
- Gupta, A.; Castro-Fresno, D.; Lastra-Gonzalez, P.; Rodriguez-Hernandez, J. Selection of fibers to improve porous asphalt mixtures using multi-criteria analysis. Constr. Build. Mater. 2021, 266, 121198. [Google Scholar] [CrossRef]
- Liu, K.; Li, T.; Wu, C.; Jiang, K.; Shi, X. Bamboo fiber has engineering properties and performance suitable as reinforcement for asphalt mixture. Constr. Build. Mater. 2021, 290, 123240. [Google Scholar] [CrossRef]
- Guo, Q.; Chen, Z.; Liu, P.; Li, Y.; Hu, J.; Gao, Y.; Li, X. Influence of basalt fiber on mode I and II fracture properties of asphalt mixture at medium and low temperatures. Theor. Appl. Fract. Mech. 2021, 112, 102884. [Google Scholar] [CrossRef]
- Li, N.; Zhan, H.; Yu, X.; Tang, W.; Xue, Q. Investigation of the aging behavior of cellulose fiber in reclaimed asphalt pavement. Constr. Build. Mater. 2021, 271, 121559. [Google Scholar] [CrossRef]
- AL-Ridha, A.S.; Alkaissi, Z.A.; Kareem, S.M. Evaluating the influence of adding steel fibers on the moisture damage and aging resistance of hot asphalt mixtures. Mater. Today Proc. In press.
- Zarei, M.; Abdi Kordani, A.; Zahedi, M. Pure mode I and pure mode II fracture resistance of modified hot mix asphalt at low and intermediate temperatures. Fatigue Fract. Eng. Mater. Struct. 2021, 44, 2222–2243. [Google Scholar] [CrossRef]

Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mashaan, N.; Karim, M.; Khodary, F.; Saboo, N.; Milad, A. Bituminous Pavement Reinforcement with Fiber: A Review. CivilEng 2021, 2, 599-611. https://doi.org/10.3390/civileng2030033
Mashaan N, Karim M, Khodary F, Saboo N, Milad A. Bituminous Pavement Reinforcement with Fiber: A Review. CivilEng. 2021; 2(3):599-611. https://doi.org/10.3390/civileng2030033
Chicago/Turabian StyleMashaan, Nuha, Mohamed Karim, Farag Khodary, Nikhil Saboo, and Abdalrhman Milad. 2021. "Bituminous Pavement Reinforcement with Fiber: A Review" CivilEng 2, no. 3: 599-611. https://doi.org/10.3390/civileng2030033
APA StyleMashaan, N., Karim, M., Khodary, F., Saboo, N., & Milad, A. (2021). Bituminous Pavement Reinforcement with Fiber: A Review. CivilEng, 2(3), 599-611. https://doi.org/10.3390/civileng2030033