
Assessment of Co-Pyrolysis of Polypropylene with Triacylglycerol-Based Waste Biomass to Obtain Sustainable Hydrocarbons

 ,
,  and
and
Abstract
1. Introduction
2. Materials and Methods
2.1. Feedstock
2.2. Immediate and Elemental Analysis
2.3. Thermogravimetric Analysis (TGA)
2.4. Micropyrolysis Off-Line
2.5. FTIR
2.6. APCI(+)-FT-Orbitrap MS
3. Results
3.1. Immediate and Elemental Analysis
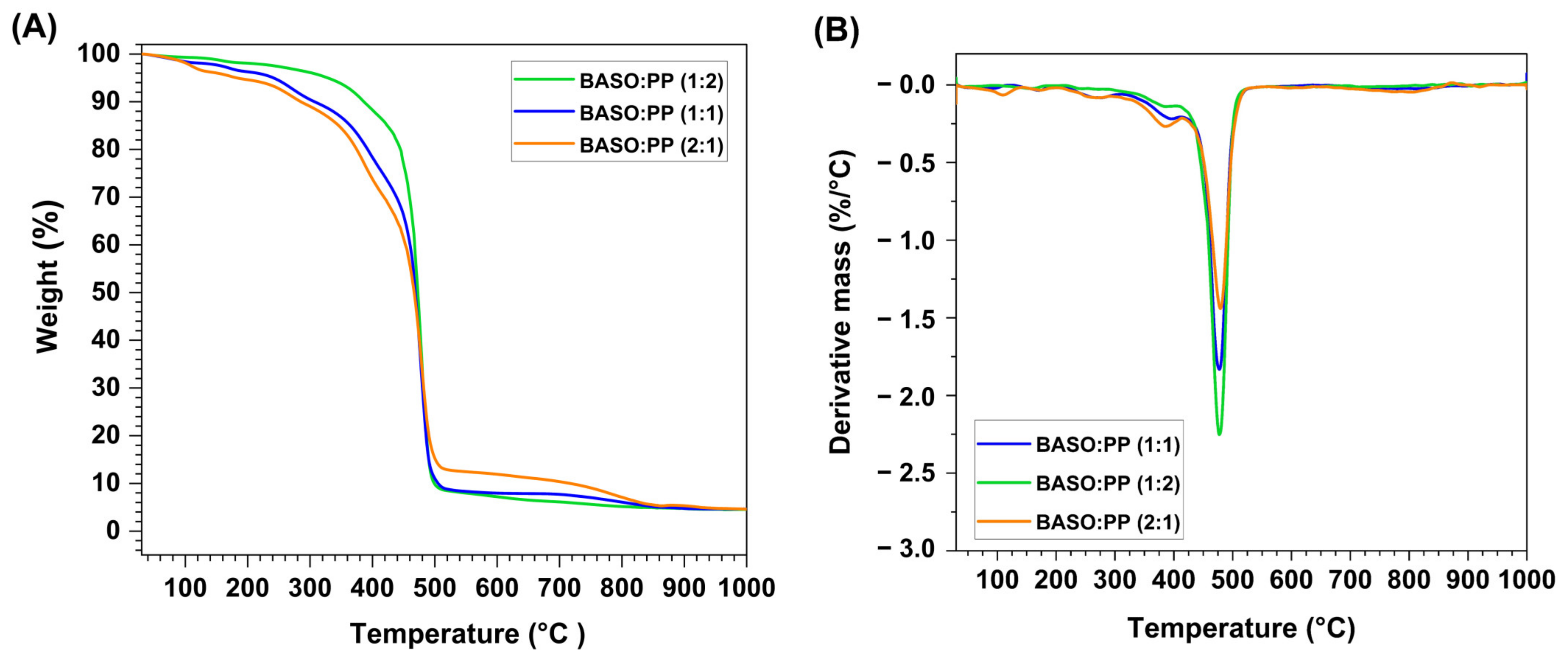
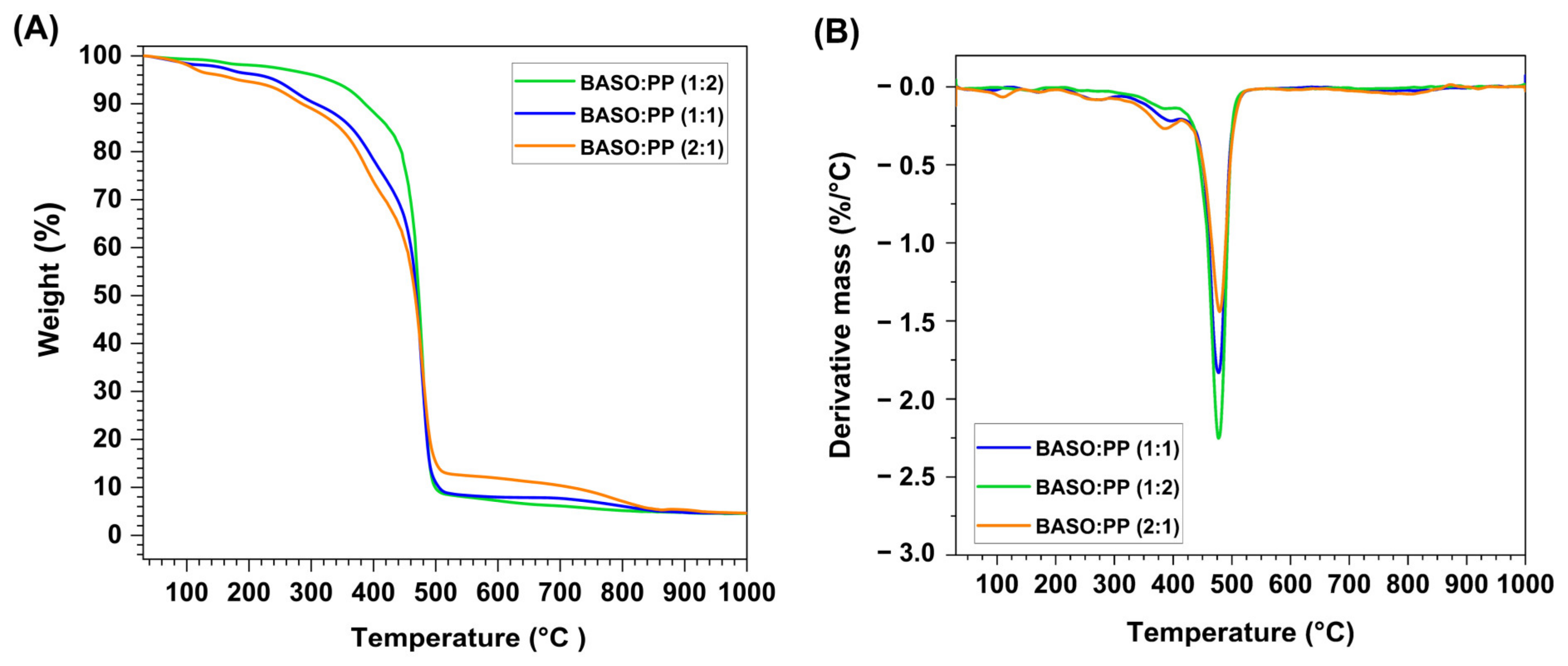
3.2. Thermogravimetric Behavior
3.3. Pyrolytic Gravimetry Yields
3.4. Chemical Characterization of Pyrolytic Liquid by GC/MS
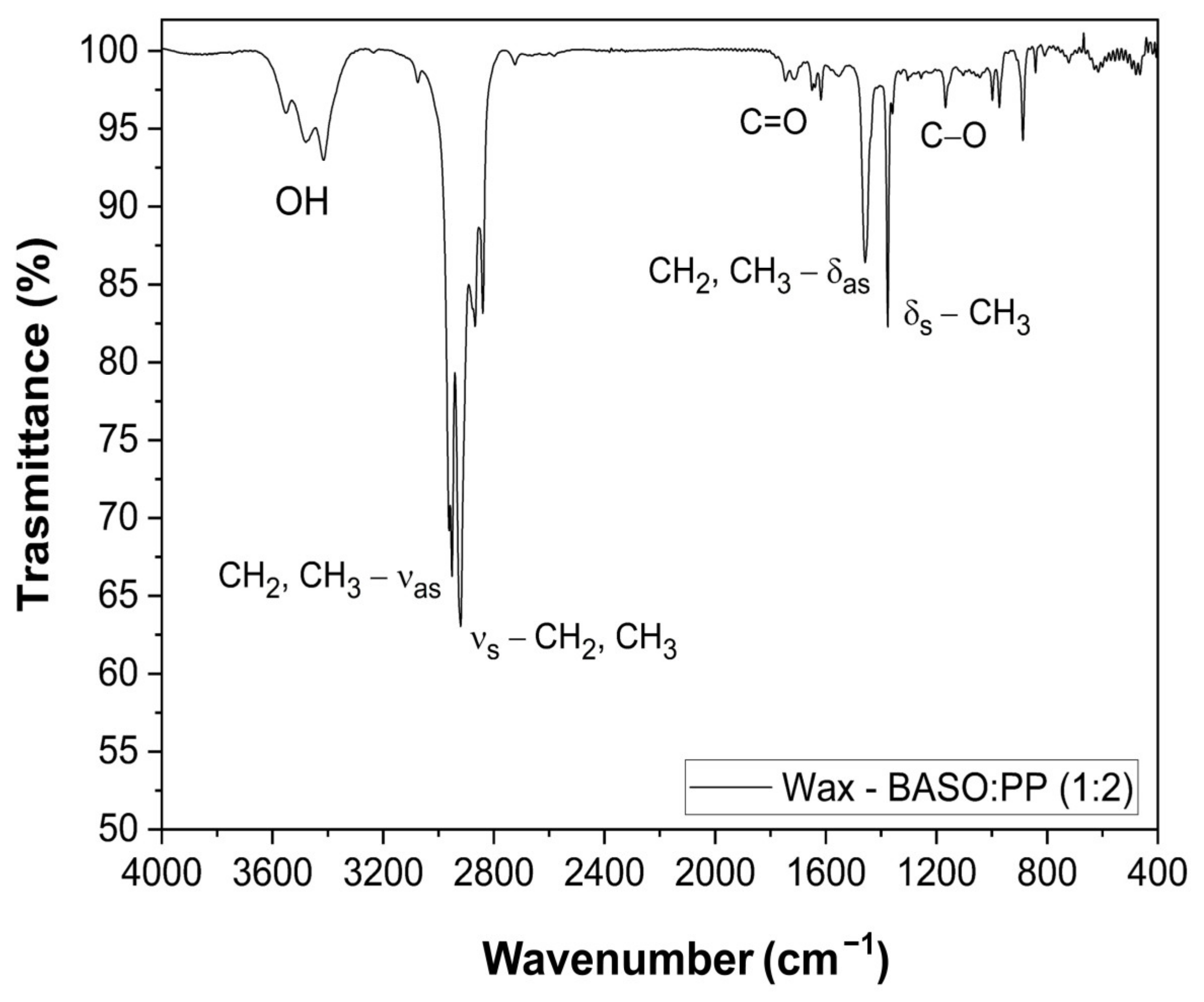
3.5. FTIR of the Pyrolytic Wax
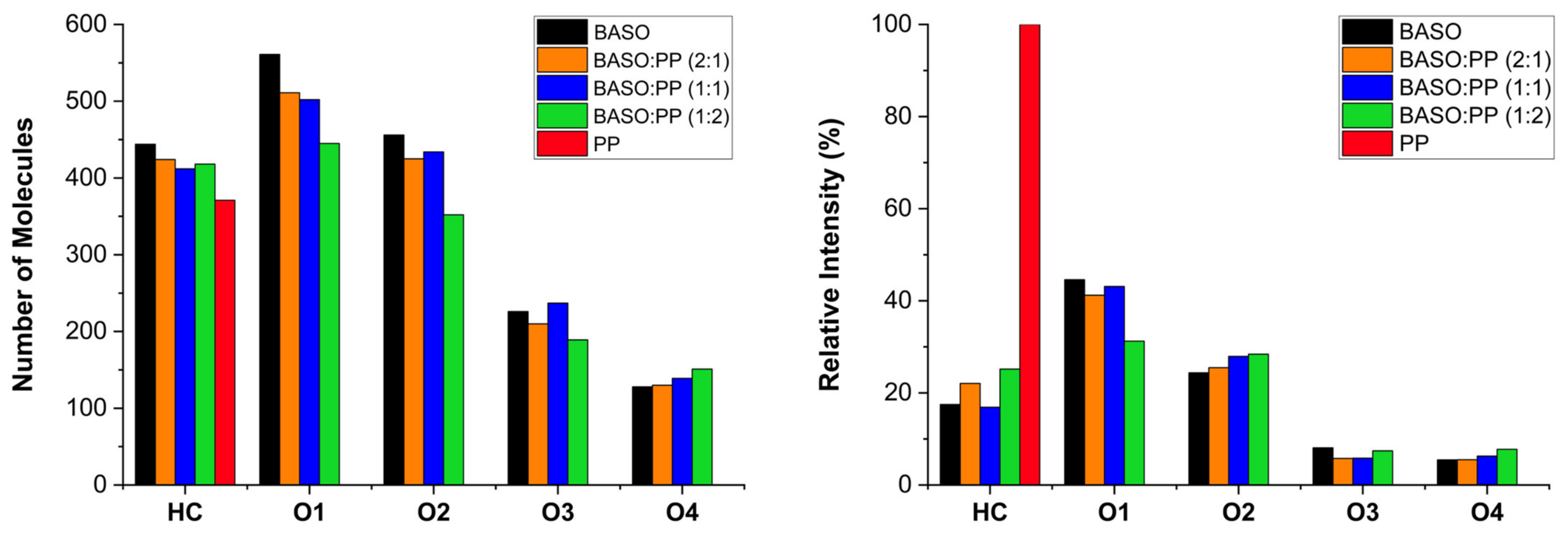
3.6. APCI(+)-FT-Orbitrap MS
4. Discussion
4.1. Elemental Analysis
4.2. Thermogravimetric Behavior
4.3. Pyrolysis Yields
4.4. Chemical Characterization of Pyrolytic Liquid
4.5. Chemical Characterization of the Wax
4.6. Comprehensive Chemical Characterization of Pyrolytic Liquid by APCI(+)-FT-Orbitrap MS
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Naderi Kalali, E.; Lotfian, S.; Entezar Shabestari, M.; Khayatzadeh, S.; Zhao, C.; Yazdani Nezhad, H. A Critical Review of the Current Progress of Plastic Waste Recycling Technology in Structural Materials. Curr. Opin. Green Sustain. Chem. 2023, 40, 100763. [Google Scholar] [CrossRef]
- Stiegel, G.J.; Maxwell, R.C. Gasification Technologies: The Path to Clean, Affordable Energy in the 21st Century. Fuel Process. Technol. 2001, 71, 79–97. [Google Scholar] [CrossRef]
- Armenise, S.; SyieLuing, W.; Ramírez-Velásquez, J.M.; Launay, F.; Wuebben, D.; Ngadi, N.; Rams, J.; Muñoz, M. Plastic Waste Recycling via Pyrolysis: A Bibliometric Survey and Literature Review. J. Anal. Appl. Pyrolysis 2021, 158, 105265. [Google Scholar] [CrossRef]
- Merrington, A. Recycling of Plastics. In Applied Plastics Engineering Handbook; Elsevier: Amsterdam, The Netherlands, 2011; pp. 177–192. [Google Scholar]
- Raut, S.P.; Ralegaonkar, R.V.; Mandavgane, S.A. Development of Sustainable Construction Material Using Industrial and Agricultural Solid Waste: A Review of Waste-Create Bricks. Constr. Build. Mater. 2011, 25, 4037–4042. [Google Scholar] [CrossRef]
- Kumar, P.; Mehariya, S.; Ray, S.; Mishra, A.; Kalia, V.C. Biodiesel Industry Waste: A Potential Source of Bioenergy and Biopolymers. Indian J. Microbiol. 2015, 55, 1–7. [Google Scholar] [CrossRef]
- Tan, H.W.; Abdul Aziz, A.R.; Aroua, M.K. Glycerol Production and Its Applications as a Raw Material: A Review. Renew. Sustain. Energy Rev. 2013, 27, 118–127. [Google Scholar] [CrossRef]
- Maru, B.T.; Bielen, A.A.M.; Constantí, M.; Medina, F.; Kengen, S.W.M. Glycerol Fermentation to Hydrogen by Thermotoga Maritima: Proposed Pathway and Bioenergetic Considerations. Int. J. Hydrog. Energy 2013, 38, 5563–5572. [Google Scholar] [CrossRef]
- Wagner, M.; Scherer, C.; Alvarez-Muñoz, D.; Brennholt, N.; Bourrain, X.; Buchinger, S.; Fries, E.; Grosbois, C.; Klasmeier, J.; Marti, T.; et al. Microplastics in Freshwater Ecosystems: What We Know and What We Need to Know. Environ. Sci. Eur. 2014, 26, 12. [Google Scholar] [CrossRef]
- Alsabri, A.; Tahir, F.; Al-Ghamdi, S.G. Environmental Impacts of Polypropylene (PP) Production and Prospects of Its Recycling in the GCC Region. Mater. Today Proc. 2022, 56, 2245–2251. [Google Scholar] [CrossRef]
- Bora, R.R.; Wang, R.; You, F. Waste Polypropylene Plastic Recycling toward Climate Change Mitigation and Circular Economy: Energy, Environmental, and Technoeconomic Perspectives. ACS Sustain. Chem. Eng. 2020, 8, 16350–16363. [Google Scholar] [CrossRef]
- Maddah, H.A. Polypropylene as a Promising Plastic: A Review. Am. J. Polym. Sci. 2016, 6, 1–11. [Google Scholar] [CrossRef]
- Samper, M.D.; Bertomeu, D.; Arrieta, M.P.; Ferri, J.M.; López-Martínez, J. Interference of Biodegradable Plastics in the Polypropylene Recycling Process. Materials 2018, 11, 1886. [Google Scholar] [CrossRef]
- Aliu, I.R.; Ajala, A.O. Intra-City Polarization, Residential Type and Attribute Importance: A Discrete Choice Study of Lagos. Habitat Int. 2014, 42, 11–20. [Google Scholar] [CrossRef]
- Welivita, I.; Wattage, P.; Gunawardena, P. Review of Household Solid Waste Charges for Developing Countries—A Focus on Quantity-Based Charge Methods. Waste Manag. 2015, 46, 637–645. [Google Scholar] [CrossRef]
- Chilakamarry, C.R.; Khilji, I.A.; Sirohi, R.; Pandey, A.; Baskar, G.; Satyavolu, J. Maximizing the Value of Biodiesel Industry Waste: Exploring Recover, Recycle, and Reuse for Sustainable Environment. Environ. Technol. Innov. 2023, 32, 103447. [Google Scholar] [CrossRef]
- Bhosle, B.M.; Subramanian, R. New Approaches in Deacidification of Edible Oils—A Review. J. Food Eng. 2005, 69, 481–494. [Google Scholar] [CrossRef]
- Daud, N.M.; Sheikh Abdullah, S.R.; Abu Hasan, H.; Yaakob, Z. Production of Biodiesel and Its Wastewater Treatment Technologies: A Review. Process Saf. Environ. Prot. 2015, 94, 487–508. [Google Scholar] [CrossRef]
- Da Silva Almeida, H.; Corrêa, O.A.; Eid, J.G.; Ribeiro, H.J.; de Castro, D.A.R.; Pereira, M.S.; Pereira, L.M.; de Andrade Aâncio, A.; Santos, M.C.; da Mota, S.A.P.; et al. Performance of Thermochemical Conversion of Fat, Oils, and Grease into Kerosene-like Hydrocarbons in Different Production Scales. J. Anal. Appl. Pyrolysis 2016, 120, 126–143. [Google Scholar] [CrossRef]
- Zhang, L.; Hu, X.; Hu, K.; Hu, C.; Zhang, Z.; Liu, Q.; Hu, S.; Xiang, J.; Wang, Y.; Zhang, S. Progress in the Reforming of Bio-Oil Derived Carboxylic Acids for Hydrogen Generation. J. Power Sources 2018, 403, 137–156. [Google Scholar] [CrossRef]
- Hu, X.; Gholizadeh, M. Biomass Pyrolysis: A Review of the Process Development and Challenges from Initial Researches up to the Commercialisation Stage. J. Energy Chem. 2019, 39, 109–143. [Google Scholar] [CrossRef]
- Elordi, G.; Olazar, M.; Lopez, G.; Artetxe, M.; Bilbao, J. Product Yields and Compositions in the Continuous Pyrolysis of High-Density Polyethylene in a Conical Spouted Bed Reactor. Ind. Eng. Chem. Res. 2011, 50, 6650–6659. [Google Scholar] [CrossRef]
- Aisien, E.T.; Otuya, I.C.; Aisien, F.A. Thermal and Catalytic Pyrolysis of Waste Polypropylene Plastic Using Spent FCC Catalyst. Environ. Technol. Innov. 2021, 22, 101455. [Google Scholar] [CrossRef]
- Ashfaq, A.; Clochard, M.-C.; Coqueret, X.; Dispenza, C.; Driscoll, M.S.; Ulański, P.; Al-Sheikhly, M. Polymerization Reactions and Modifications of Polymers by Ionizing Radiation. Polymers 2020, 12, 2877. [Google Scholar] [CrossRef]
- Idem, R.O.; Katikaneni, S.P.R.; Bakhshi, N.N. Catalytic Conversion of Canola Oil to Fuels and Chemicals: Roles of Catalyst Acidity, Basicity and Shape Selectivity on Product Distribution. Fuel Process. Technol. 1997, 51, 101–125. [Google Scholar] [CrossRef]
- Maher, K.D.; Bressler, D.C. Pyrolysis of Triglyceride Materials for the Production of Renewable Fuels and Chemicals. Bioresour. Technol. 2007, 98, 2351–2368. [Google Scholar] [CrossRef]
- Muneer, B.; Zeeshan, M.; Qaisar, S.; Razzaq, M.; Iftikhar, H. Influence of In-Situ and Ex-Situ HZSM-5 Catalyst on Co-Pyrolysis of Corn Stalk and Polystyrene with a Focus on Liquid Yield and Quality. J. Clean. Prod. 2019, 237, 117762. [Google Scholar] [CrossRef]
- Wang, L.; Lei, H.; Liu, J.; Bu, Q. Thermal Decomposition Behavior and Kinetics for Pyrolysis and Catalytic Pyrolysis of Douglas Fir. RSC Adv. 2018, 8, 2196–2202. [Google Scholar] [CrossRef]
- Miandad, R.; Barakat, M.A.; Rehan, M.; Aburiazaiza, A.S.; Ismail, I.M.I.; Nizami, A.S. Plastic Waste to Liquid Oil through Catalytic Pyrolysis Using Natural and Synthetic Zeolite Catalysts. Waste Manag. 2017, 69, 66–78. [Google Scholar] [CrossRef]
- Miandad, R.; Barakat, M.A.; Aburiazaiza, A.S.; Rehan, M.; Nizami, A.S. Catalytic Pyrolysis of Plastic Waste: A Review. Process Saf. Environ. Prot. 2016, 102, 822–838. [Google Scholar] [CrossRef]
- Zulkafli, A.H.; Hassan, H.; Ahmad, M.A.; Mohd Din, A.T.; Wasli, S.M. Co-Pyrolysis of Biomass and Waste Plastics for Production of Chemicals and Liquid Fuel: A Review on the Role of Plastics and Catalyst Types. Arab. J. Chem. 2023, 16, 104389. [Google Scholar] [CrossRef]
- Paradela, F.; Pinto, F.; Gulyurtlu, I.; Cabrita, I.; Lapa, N. Study of the Co-Pyrolysis of Biomass and Plastic Wastes. Clean Technol. Environ. Policy 2009, 11, 115–122. [Google Scholar] [CrossRef]
- Sá, M.S.; Martins, T.; Melo, J.A.; de Carvalho Carregosa, J.; Wisniewski, A. Assessment of Co-Pyrolysis of Polyethylene Terephthalate with Waste Cooking Oil: Kinetic Study and Impact on the Chemical Constituents of the Liquid Product. Waste Manag. 2025, 193, 237–249. [Google Scholar] [CrossRef]
- Alam, M.; Bhavanam, A.; Jana, A.; Viroja, J.k.S.; Peela, N.R. Co-Pyrolysis of Bamboo Sawdust and Plastic: Synergistic Effects and Kinetics. Renew. Energy 2020, 149, 1133–1145. [Google Scholar] [CrossRef]
- Zhao, Y.; Li, X.; Li, Y.; Bao, H.; Xing, J.; Zhu, Y.; Nan, J.; Xu, G. Biochar Acts as an Emerging Soil Amendment and Its Potential Ecological Risks: A Review. Energies 2022, 16, 410. [Google Scholar] [CrossRef]
- Doumer, M.E.; Arízaga, G.G.C.; da Silva, D.A.; Yamamoto, C.I.; Novotny, E.H.; Santos, J.M.; dos Santos, L.O.; Wisniewski, A.; de Andrade, J.B.; Mangrich, A.S. Slow Pyrolysis of Different Brazilian Waste Biomasses as Sources of Soil Conditioners and Energy, and for Environmental Protection. J. Anal. Appl. Pyrolysis 2015, 113, 434–443. [Google Scholar] [CrossRef]
- Cha, J.S.; Park, S.H.; Jung, S.-C.; Ryu, C.; Jeon, J.-K.; Shin, M.-C.; Park, Y.-K. Production and Utilization of Biochar: A Review. J. Ind. Eng. Chem. 2016, 40, 1–15. [Google Scholar] [CrossRef]
- Olsson Månsson, E.; Achour, A.; Ho, P.H.; Arora, P.; Öhrman, O.; Creaser, D.; Olsson, L. Removal of Inorganic Impurities in the Fast Pyrolysis Bio-Oil Using Sorbents at Ambient Temperature. Energy Fuels 2024, 38, 414–425. [Google Scholar] [CrossRef]
- Long, F.; Zhang, X.; Cao, X.; Zhai, Q.; Song, Y.; Wang, F.; Jiang, J.; Xu, J. Mechanism Investigation on the Formation of Olefins and Paraffin from the Thermochemical Catalytic Conversion of Triglycerides Catalyzed by Alkali Metal Catalysts. Fuel Process. Technol. 2020, 200, 106312. [Google Scholar] [CrossRef]
- Papari, S.; Bamdad, H.; Berruti, F. Pyrolytic Conversion of Plastic Waste to Value-Added Products and Fuels: A Review. Materials 2021, 14, 2586. [Google Scholar] [CrossRef]
- Santana, K.V.R.; Apolônio, F.C.S.O.; Wisniewski, A. Valorization of Cattle Manure by Thermoconversion Process in a Rotary Kiln Reactor to Produce Environmentally Friendly Products. Bioenergy Res. 2020, 13, 605–617. [Google Scholar] [CrossRef]
- Xu, J.; Jiang, J.; Zhao, J. Thermochemical Conversion of Triglycerides for Production of Drop-in Liquid Fuels. Renew. Sustain. Energy Rev. 2016, 58, 331–340. [Google Scholar] [CrossRef]
- Hu, Q.; Zhang, H.; Mao, Q.; Zhu, J.; Zhang, S.; Yang, H.; Chen, H. The Effect of Co-Pyrolysis of Bamboo Waste and Polypropylene on Biomass Deoxygenation and Carbonization Processes. Energy 2024, 291, 130339. [Google Scholar] [CrossRef]
- Dos Santos Souza, T.G.; Santos, B.L.P.; Santos, A.M.A.; de Souza, A.M.G.P.; de Melo, J.C.; Wisniewski, A. Thermal and Catalytic Micropyrolysis for Conversion of Cottonseed Oil Dregs to Produce Biokerosene. J. Anal. Appl. Pyrolysis 2018, 129, 21–28. [Google Scholar] [CrossRef]
- Melo, J.A.; de Sá, M.S.; Moral, A.; Bimbela, F.; Gandía, L.M.; Wisniewski, A. Renewable Hydrocarbon Production from Waste Cottonseed Oil Pyrolysis and Catalytic Upgrading of Vapors with Mo-Co and Mo-Ni Catalysts Supported on γ-Al2O3. Nanomaterials 2021, 11, 1659. [Google Scholar] [CrossRef]
- Apaydin-Varol, E.; Uzun, B.B.; Önal, E.; Pütün, A.E. Synthetic Fuel Production from Cottonseed: Fast Pyrolysis and a TGA/FT-IR/MS Study. J. Anal. Appl. Pyrolysis 2014, 105, 83–90. [Google Scholar] [CrossRef]
- Song, K.; Li, Y.; Wang, N.; Hou, W.; Zhang, R.; Liu, J.; Zhou, Q.; Yan, D.; Lu, X. Co-Pyrolysis Mechanism of PP and PET under Steam Atmosphere. J. Anal. Appl. Pyrolysis 2023, 173, 106033. [Google Scholar] [CrossRef]
- Burra, K.G.; Gupta, A.K. Kinetics of Synergistic Effects in Co-Pyrolysis of Biomass with Plastic Wastes. Appl. Energy 2018, 220, 408–418. [Google Scholar] [CrossRef]
- Seah, C.C.; Tan, C.H.; Arifin, N.A.; Hafriz, R.S.R.M.; Salmiaton, A.; Nomanbhay, S.; Shamsuddin, A.H. Co-Pyrolysis of Biomass and Plastic: Circularity of Wastes and Comprehensive Review of Synergistic Mechanism. Results Eng. 2023, 17, 100989. [Google Scholar] [CrossRef]
- Jung, S.-H.; Cho, M.-H.; Kang, B.-S.; Kim, J.-S. Pyrolysis of a Fraction of Waste Polypropylene and Polyethylene for the Recovery of BTX Aromatics Using a Fluidized Bed Reactor. Fuel Process. Technol. 2010, 91, 277–284. [Google Scholar] [CrossRef]
- Xu, D.; Xiong, Y.; Zhang, S.; Su, Y. The Synergistic Mechanism between Coke Depositions and Gas for H2 Production from Co-Pyrolysis of Biomass and Plastic Wastes via Char Supported Catalyst. Waste Manag. 2021, 121, 23–32. [Google Scholar] [CrossRef]
- Rumizen, M.A. Qualification of Alternative Jet Fuels. Front. Energy Res. 2021, 9, 760713. [Google Scholar] [CrossRef]
- Scaldaferri, C.A.; Pasa, V.M.D. Production of Jet Fuel and Green Diesel Range Biohydrocarbons by Hydroprocessing of Soybean Oil over Niobium Phosphate Catalyst. Fuel 2019, 245, 458–466. [Google Scholar] [CrossRef]
- Rashid, U.; Anwar, F.; Knothe, G. Evaluation of Biodiesel Obtained from Cottonseed Oil. Fuel Process. Technol. 2009, 90, 1157–1163. [Google Scholar] [CrossRef]
- Balaraman, E.; Khaskin, E.; Leitus, G.; Milstein, D. Catalytic Transformation of Alcohols to Carboxylic Acid Salts and H2 Using Water as the Oxygen Atom Source. Nat. Chem. 2013, 5, 122–125. [Google Scholar] [CrossRef]
- Karam, L.; Neumann, C.N. Heterogeneously Catalyzed Carboxylic Acid Hydrogenation to Alcohols. ChemCatChem 2022, 14, e202200953. [Google Scholar] [CrossRef]
- Ureel, Y.; Chacón-Patiño, M.L.; Kusenberg, M.; Rodgers, R.P.; Sabbe, M.K.; Van Geem, K.M. Characterization of PP and PE Waste Pyrolysis Oils by Ultrahigh-Resolution Fourier Transform Ion Cyclotron Resonance Mass Spectrometry. Energy Fuels 2024, 38, 11148–11160. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | PP | BASO | BASO:PP (1:1) | BASO:PP (1:2) | BASO:PP (2:1) |
|---|---|---|---|---|---|
| Immediate analysis (wt%) | |||||
| Moisture | 0.00 | 7.84 | – | – | – |
| Ashes | 0.00 | 4.06 | – | – | – |
| Fixed carbon | 0.00 | 1.57 | – | – | – |
| Elemental composition (wt%) | |||||
| Carbon | 86.29 | 66.48 | 75.33 | 78.28 | 72.91 |
| Hydrogen | 14.55 | 11.14 | 11.94 | 13.27 | 12.73 |
| Nitrogen | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 |
| Oxygen * | 0.00 | 22.31 | 12.73 | 8.45 | 14.37 |
| O/C | 0.00 | 0.25 | 0.13 | 0.08 | 0.15 |
| H/C | 2.02 | 2.01 | 1.90 | 2.03 | 2.09 |
| Pyrolytic Products (% w/w) | ||||
|---|---|---|---|---|
| Process | Char | Oil | Gas | Wax |
| BASO | 25.78 ± 4.42 | 44.45 ± 2.84 | 29.76 ± 2.29 | – |
| PP | 13.88 ± 4.90 | 60.85 ± 4.66 | 18.74 ± 3.61 | 6.52 ± 1.04 |
| BASO:PP (1:1) | 26.52 ± 4.76 | 52.34 ± 3.92 | 17.07 ± 1.86 | 4.04 ± 0.52 |
| BASO:PP (2:1) | 17.17 ± 1.17 | 59.14 ± 2.64 | 19.88 ± 1.21 | 3.79 ± 0.66 |
| BASO:PP (1:2) | 12.80 ± 6.67 | 63.78 ± 4.97 | 13.78 ± 1.68 | 9.61 ± 1.86 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guimarães, I.d.C.; Sá, M.S.d.; Martins, T.; Wisniewski, A., Jr. Assessment of Co-Pyrolysis of Polypropylene with Triacylglycerol-Based Waste Biomass to Obtain Sustainable Hydrocarbons. Sustain. Chem. 2025, 6, 12. https://doi.org/10.3390/suschem6020012
Guimarães IdC, Sá MSd, Martins T, Wisniewski A Jr. Assessment of Co-Pyrolysis of Polypropylene with Triacylglycerol-Based Waste Biomass to Obtain Sustainable Hydrocarbons. Sustainable Chemistry. 2025; 6(2):12. https://doi.org/10.3390/suschem6020012
Chicago/Turabian StyleGuimarães, Isaac de Carvalho, Mirele Santana de Sá, Tarcísio Martins, and Alberto Wisniewski, Jr. 2025. "Assessment of Co-Pyrolysis of Polypropylene with Triacylglycerol-Based Waste Biomass to Obtain Sustainable Hydrocarbons" Sustainable Chemistry 6, no. 2: 12. https://doi.org/10.3390/suschem6020012
APA StyleGuimarães, I. d. C., Sá, M. S. d., Martins, T., & Wisniewski, A., Jr. (2025). Assessment of Co-Pyrolysis of Polypropylene with Triacylglycerol-Based Waste Biomass to Obtain Sustainable Hydrocarbons. Sustainable Chemistry, 6(2), 12. https://doi.org/10.3390/suschem6020012