1. Introduction
A lot of attention is being given to natural fragrances, in particular to essential oils [
1,
2]. The first records of essential oils came to us from ancient Persia, Egypt, India and also Rome, with their extensive trade in odoriferous oils all over the Orient. These products were extracted from flowers, roots, and leaves placed in fatty oils, or were used directly. The distillation technique of essential oils was developed in the Arab world and it spread to Europe during the Middle Ages, and it was described in the period from the 11th to the 13th century [
3]. The application of essential oils in commercial products has several objectives: as odorants for cosmetics, perfumes, soaps, detergents, and other industrial products, such as animal feeds or paints insecticides; as flavors in baking, candies, drinks, etc.; as pharmaceuticals in the hygienic, dental products and medicines [
3].
The essential eucalyptus oil is one of about 150 essential oils known today, and it contains about 90% of the monoterpene eucalyptol (1,8-cineol). The essential eucalyptus oil can provide benefits for people [
4] due to its medical effect [
5,
6,
7], good smell, emotional association [
8], and large-scale production [
9,
10,
11]. The effects on humans [
12] and as an antifungal on wood materials have been described [
13,
14]. It has been shown to have anti-inflammatory and antioxidant effects in relation to various diseases (cardiovascular, neurodegenerative, respiratory, pancreatitis, colon damage) from aromatherapy treatments, in addition to medication [
15]. Terpenes, like eucalyptol, due to their high volatility are widely used in air fresheners, such as in spray air-fresheners and wood-made air-fresheners (wood-balls, wood-cubic or sachet air fresheners with wood residue fillings). However, they do not provide long-lasting odor release and need to be frequently replaced. The detection and quantification of odors can be done using Gas Chromatography (GC) analytical techniques [
16,
17,
18]. A spectroscopic technique has also been described for eucalyptol detection [
19].
Sawdust is the most important residual in the wood processing industry. In the context of the circular economy, it is crucial to reuse it. Reusing this waste is critical for sustainable and environmental friendly material development, taking into consideration the life cycle assessment of products and the sequestration of carbon in wood [
20,
21]. Sawdust has already been explored as an absorbent material for different substances, like heavy oil and oleic acid [
22,
23,
24]. To the best of our knowledge, there are no reports about the absorption of eucalyptol by sawdust, nor of eucalyptol release evaluation from sawdust for long-lasting release of odor.
The principal objective of this work is the evaluation of different fractions of sawdust with different sizes for eucalyptol absorption, followed by the assessment of the slow release of the odor. Moreover, a laminated plywood prototype with a slow eucalyptol odor release system was developed. A life cycle assessment (LCA) and carbon footprint of the development material was calculated.
2. Materials and Methods
The three-layer one-side laminated plywood samples were 20 × 12 cm with a groove/slit 1.5 × 0.3 cm on the bottom layer, comprising sawdust from wood production processes and polyvinyl glue (PVA) D3 category for wood, which were provided by Strong Export, Lda (Braga, Portugal). Analytical grade eucalyptol (99%) (from Sigma-Aldrich, St. Louis, MO, USA) was used.
2.1. Sawdust Moisture
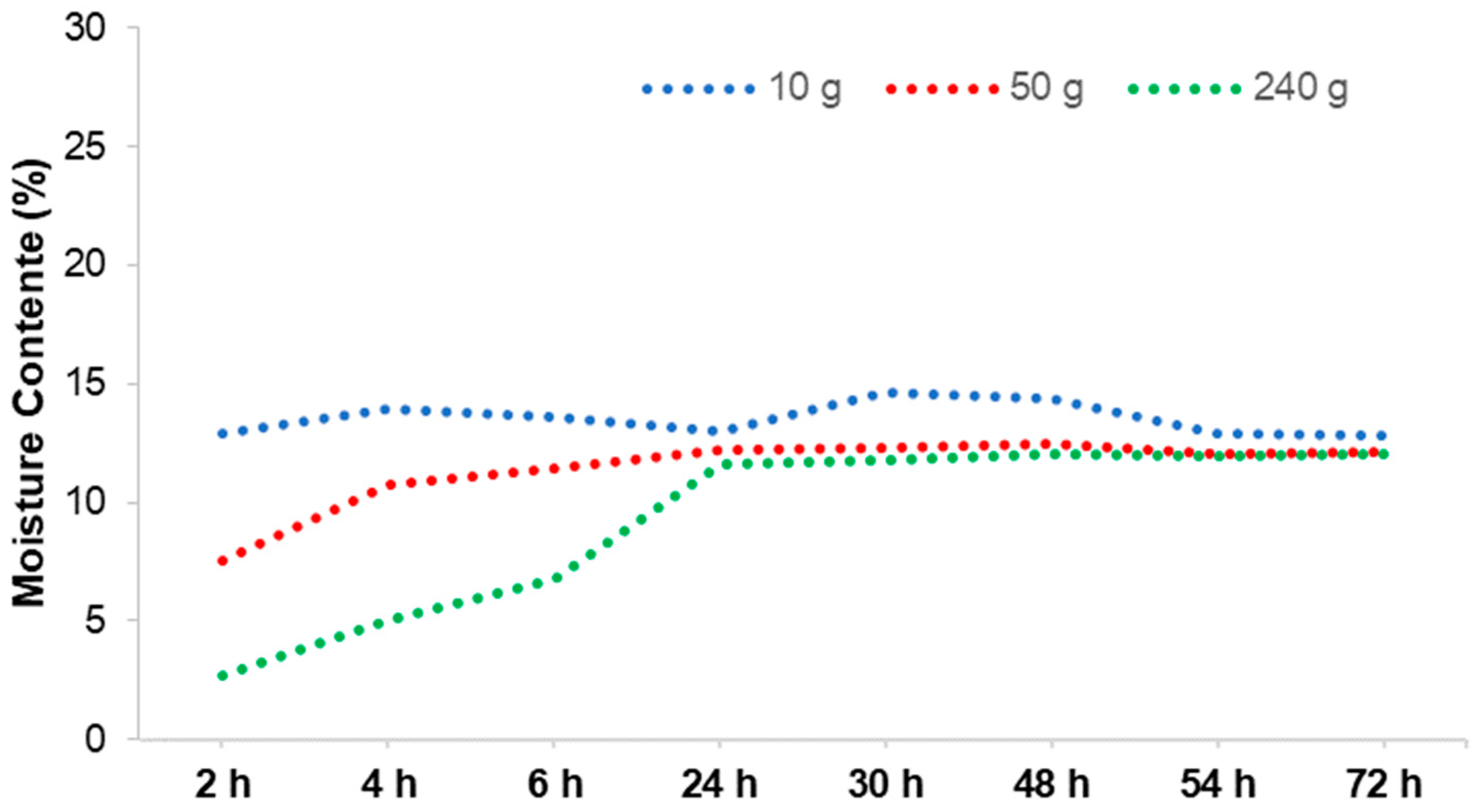
The Moisture Content (MC) of sawdust was determined by following the International Standard ASTM D4442-92:2003. For moisture measurements, this is widely employed and expressed as a percentage, and it indicates the measurement of how much water is present in the wood compared to the dry matter of the wood. For this purpose, samples of 10 g, 50 g and 240 g of heterogeneous sawdust were weighted. This sample was then placed in a DRY-Line® Prime oven (VWR) at 103 ± 2 °C, weighed every hour until the weight stabilized. According to ASTM D4442-92:2003, the accuracy of the desired moisture content is related to the accuracy of the balance used. In this particular case, a balance with an accuracy of 0.010 g (equivalent to 10 mg) was utilized. Therefore, to ensure accurate measurement, the variation in the desired moisture content should be kept below 0.1%, considering the limitations of the balance’s accuracy.
This procedure was repeated three times for each sample to verify the variability of the relative humidity of the sawdust. The calculation of moisture content is made according to the following equation:
where m
0—sawdust initial weight; m
1—sawdust final weight.
2.2. Granulometry Analysis
The analyses of the granulometry of sawdust were performed by following the Portuguese Standard NP EN 933-1:2014. For this purpose, an AS 200 Control Retsch electric sieve with 5 fraction sieves (2000; 630; 200; 112; 63 µm) was used. First, considering the different granulometries of the sawdust, it was mixed and homogenized. Then, the sawdust was dried in an oven at 103 ± 2 °C for 24 h (according to the results of relative humidity), which was later placed in a desiccator to avoid the adsorption of moisture from the air. After the sawdust had cooled, 200 g of sawdust was weighed and recorded as m1. According to the standard, for particles whose maximum dimension is less than 4 mm, the minimum mass of the test piece must be 0.2 kg. This dried sample was placed on the electric sieve shaker, where, in this case, the largest sieve opening was 2 mm, and the smallest was 63 µm. Then, it was stirred with an amplitude of 2.80 mm (3 mm—maximum amplitude) until there was no longer any material passing between the sieves. Subsequently, the material retained on each sieve was weighed and recorded, including the material that remained at the bottom of the equipment. This procedure was repeated three times in order to verify the dimensional variability of the sawdust. This also ensures that the initial mixing and homogenization has been carried out properly.
2.3. SEM Microscopy
The morphology and size of sawdust particles were analyzed by Scanning Electron Microscopy (SEM) Hitachi Flex SEM 1000. It was applied both to the heterogeneous sawdust, as well as to the different fractions (63–112; 112–200; 200–630 and 630–2000 µm). This analysis aimed to examine how the specific characteristics, such as particle morphology, size distribution, and surface area and porosity, of the different size fractions of sawdust vary depending on their classification. These data are important for assessing the potential absorption capacity and release characteristics of sawdust particles, which can impact the performance of materials or products they are incorporated into.
In this way, the heterogeneous sawdust and the four fractions were placed to dry in the oven at 103 ± 2 °C for 24 h. Then, the samples were deposited onto carbon tape for SEM analysis.
2.4. Composite Eucalyptol-Sawdust Preparation and Plywood Finish
The eucalyptol limit absorption for four dry sawdust fractions (63–112; 112–200; 200–630 and 630–2000 µm) was estimated by observation of the presence of the non-absorbed liquid eucalyptol upon adding increasing quantities of the essential oil to a selected quantity of sawdust (3.0 g). Among the various sawdust fractions considered, the most favorable proportion of sawdust to eucalyptol in grams was determined to be 1:3 for fractions ranging from 112 to 200 µm. This specific ratio exhibited superior performance compared to other fractions, demonstrating its suitability for the desired outcomes.
The eucalyptol absorbed/adsorbed on sawdust was almost completely evaporated within 24 h, if the material was left outdoors. However, if it was kept in a tightly sealed enclosure, it exhibited a long-term period of time.
A composite eucalyptol–sawdust preparation was initiated with sawdust (112–200 μm) drying for 24 h, followed by the addition of eucalyptol at a proportion of 1:3, with 1 part sawdust and 3 parts eucalyptol. A composite finish was applied to the plywood (
Figure 1) by applying 2 layers of PVA glue on the groove/slit (one per day) on the bottom of the plywood with the objective of reducing the eucalyptol absorption by plywood layers. After filing the slit, a thick layer of PVA glue was applied on the top of the slit with the composite in it, and it was left to dry for 12 h before the second, less thick PVA glue layer application.
To initiate the assessment experiment, a 0.8 mm-diameter aperture was carefully formed on the surface of the dry PVA layer. Next, each week, the laminated plywood was left for 4 consecutive days in the open air, followed by 3 consecutive days in a closed desiccator. Each week, at the end of the 3 days in the desiccator, a headspace sample was analyzed by CG-FID. This procedure continued for a six-month period.
2.5. GC-FID Method Elaboration for Eucalyptol Release Evaluation
Before analyzing the release of eucalyptol from the composite material, we had to develop an analytical procedure able to detect and quantify this compound. Many eucalyptol detection and quantification methods, based on GC-FID, have reported complex procedures: the GC-FID method for head-space samples analysis with eucalyptol bubbling in hexane and n-dodecane [
25]; the injection of liquid samples based on eucalyptol dissolved in different organic solvents [
16]. These procedures were not suitable for our work.
We have developed a method aiming at the detection and quantification of eucalyptol, which is based on GC-FID with headspace samples without eucalyptol dissolution or bubbling in any organic solvents. The GC-FID measurements were performed by interpolation in the calibration curve. The standards were made by weighting small quantities (0.1–0.8 mg) of eucalyptol into 5 flasks (43 mL) before waiting for 30 min for stabilization to ensure the total volatilization of eucalyptol in the surrounding air. The injections were made by gas syringe, injecting 50 μL into the headspace volume for each of the 5 standards in triplicate. The essential statistical criteria for the chemical analytical method were also evaluated.
To monitor eucalyptol concentration during a six-month experiment, from March till September, gas chromatography coupled with flame ionization detector (GC-FID) “Chronomass” (Bracciano, Italy) was employed. For GC-FID separation “Agilent Tecnologies” (Santa Clara, CA, USA) PLOT capillary column CP-Sil 13 CB (L 25 m × ID 0.32 mm × Film 1.2 um) was used, via the following method: helium flow rate 1.5 mL/min; hydrogen gas detection; FID temperature of 250 °C; 50 μL injection volume of headspace samples; injection temperature of 200 °C; initial temperature for column of 150 °C; waiting time 0.5 min; temperature rate of 30 °C/min; analysis time 4.2 min.
3. Results
3.1. Sawdust Moisture, Granulometry Analyses and SEM Microscopy
Sawdust moisture is a fundamental parameter because it elucidates how long it takes for the sawdust to get dry and, subsequently, absorb the maximum amount of essential oil. The initial absorption of eucalyptol can be directly influenced by the moisture content of sawdust. This is because the absorbed water and the expansion of wood fibers lead to a decrease in pore volume. However, if the pores are filled with water, the absorption becomes less efficient. Furthermore, the moisture content indirectly affects the desorption process, resulting in a reduced quantity of eucalyptol being released and a shorter volatilization time. As shown in
Figure 2, complete drying is only achieved after at least 24 h.
Furthermore, granulometric analyses can enable us to comprehend the impacts of various size fractions on the optimal absorption of eucalyptol, particularly emphasizing its long-lasting release properties; eucalyptol adsorption/absorption by different sawdust fractions is described in 2.4.
Prior to SEM analysis, the sawdust was separated into six fractions (according to size) by an electric sieve-shaker: >2000 μm; 2000–630 μm; 630–200 μm; 200–112 μm; 112–63 μm; ˂63 μm (
Figure 3). After that, both the >2000 and <63 μm fractions were discarded. The >2000 μm fraction was discarded due to its significantly higher size. The <63 μm fraction was discarded due to its very small amount. In fact, the mass percentages of the remaining fractions were: 32.8% for 2000–630 μm, 33.7% for 630–200 μm, 16.7% for 200–112 μm, and 8.4% for 112–63 μm.
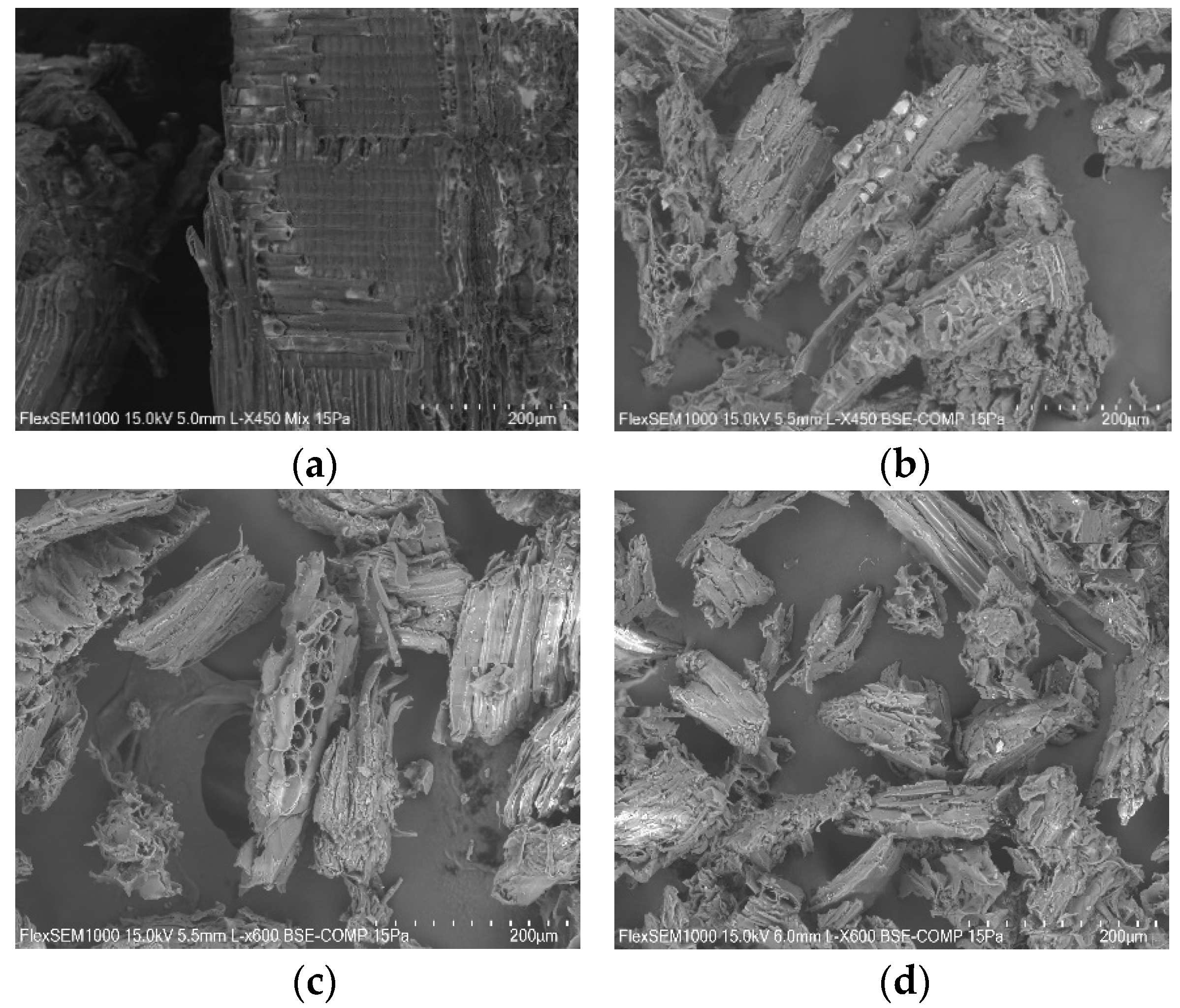
The particle morphology, size distribution surface area and porosity of the four studied sawdust fractions were analyzed by SEM microscopy (
Figure 4). SEM analysis allows us to visualize the surface characteristics and morphology of different size fractions of sawdust particles, as well as the structural properties of the particles, such as their shape, surface roughness, and porosity. We can determine the size distribution of sawdust particles in different fractions.
By combining these observations with other analytical techniques and experimental data, the SEM analysis of different size fractions of sawdust can contribute to a comprehensive understanding of the material’s characteristics and inform its utilization in various fields, such as materials science, environmental engineering, and biomass utilization. Differences regarding both the morphology and porosity were found for all fractions. More specifically, the particles from the 200–112 μm fraction appear to be more porous, when compared with other fractions, which should provide more absorption capacity for eucalyptol (as well as longer release times). It should be noted that the particles from the lower fraction (112–63 μm) appear to be more like debris/detritus from the fraction immediately above (
Figure 4). In fact, with break down lines going through the pores of particles of the 200–112 μm fraction, the number of pores should decrease in the lower fraction (112–63 μm fraction). However, the specific surface area increases with the decreasing size of the sawdust.
3.2. GC-FID Method Elaboration and Eucalyptol Release Kinetics
A single peak with a retention time of 2.8 min was obtained, which was attributed to the injected compound. The chromatographic peak also showed good resolution and efficiency for method development.
The essential statistical criteria for method development were also determined. More specifically, eucalyptol can be determined with Limits of Detection (LOD) and Quantification (LOQ) of 0.70 g/m3 and 2.11 g/m3, respectively. Also, a linearity range of 2.32–18.60 g/m3 was obtained, with a R2 of 0.9986. The mathematical representation of the linear equation is: y = 39.569x + 32.312.
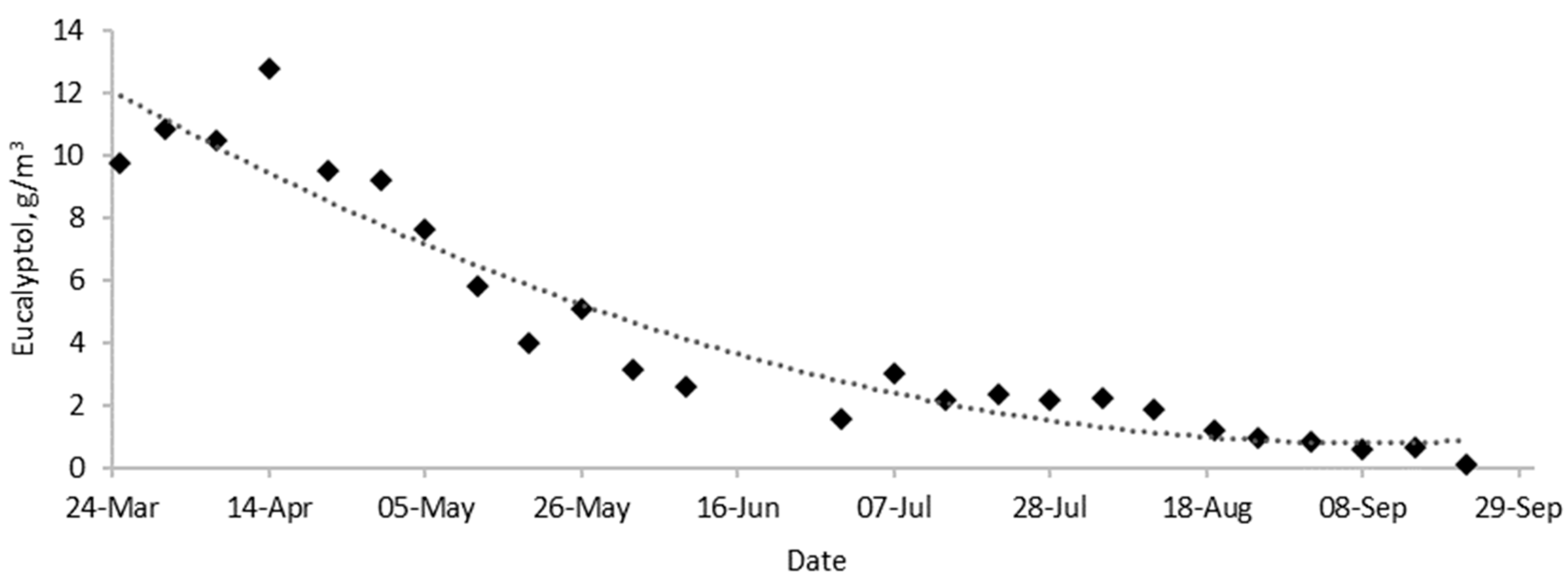
Having developed an appropriate method for eucalyptol quantification, the odor released from the composite added to plywood was subsequently evaluated during a six-month period (
Figure 5).
The six-month release of eucalyptol was analyzed by considering the first-order equation C
i = C
0 exp(−kt), where k is the rate constant that drives the odor release kinetics of this process, t is time, and C
0 and C
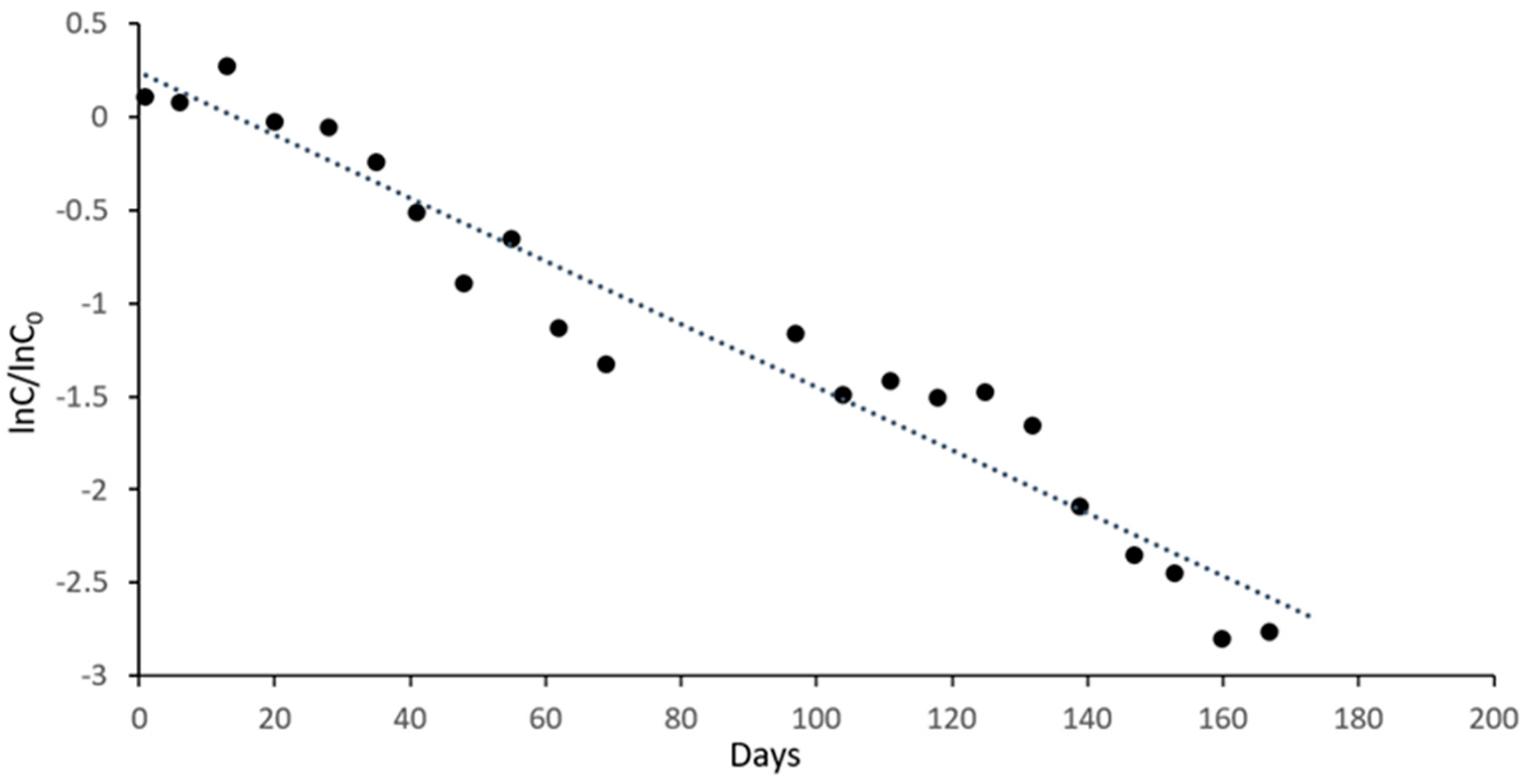
i are the initial and over-time concentrations of eucalyptol, respectively. By integration into the first-order equation lnC
i/lnC
0 = −kt (
Figure 6), we were able to determine a rate constant of 0.0169 day
−1 (R
2 of 0.943). The mathematical representation of the linear equation is: y = −0.0169x + 0.2444. The half-life (t
1/2) of this process was 48 days.
3.3. Plywood Floor/Absorption Matrix Industrial Process Carbon Footprint
The footprint of the modified plywood plank at the industrial scale was calculated by estimating the equivalent carbon dioxide (CO2eq). A product life cycle methodology was used, with boundaries of the analysis set as those of the factory. Also, a functional unit (FU) of 1 m2 of floating floor (type of flooring installation system where the flooring is not secured to the subfloor by means of glue, nails, or staples) with the composite attached was considered.
The manufacture of the product developed in this project took place in two main stages, each with several steps.
Stage 1. Production of wood board:
- -
Transportation of wood/boards with a forklift;
- -
Cutting, gluing and drying wooden boards and derivatives;
- -
Molding of the plates/groove cutting.
Stage 2. Preparation of the composite and coupling with the wooden board:
- -
Separation of sawdust by sieving;
- -
Drying of the sawdust fraction;
- -
Preparation of the composite;
- -
Coupling with the plate and sealing with white glue.
Table 1 shows the materials and corresponding emission factors necessary for the production of the FU. The emission factor for eucalyptol is based on the information found, and is considered null [
4]. The 2022 Portuguese electric energy mixing has an emission factor of 263 g CO
2eq/kWh [
26]. The PVA wood glue has an emission factor of 5.4 kg CO
2eq/kg [
27]. The wrapping plastic film has an emission factor of 2.92 kg CO
2eq/kg [
28]. In the industrial process, the wood/sawdust is dried in a dryer fed with hot water from an oven that uses biomass (sawdust) as fuel. Burning a biomass residual, like sawdust, yields zero net CO
2eq emissions. Thus, the carbon footprint is 5.94 kg CO
2eq/m
2.
4. Conclusions
In this work, a eucalyptol–sawdust composite to be used as sustainable finish for wood products has been developed and characterized. Here, this composite was studied after application to one-side laminated plywood. The aim of this work was to develop novel composites that allow for a slow release of odors/aromas from wood products. If successful, this work should provide a new strategy for the development of new and innovative wood products, with commercial value.
To this end, the morphology, granulometry and moisture content of sawdust were characterized to optimize the absorption (and subsequent release) of eucalyptol. Prior to the evaluation of eucalyptol release from the composite, a method for its determination was developed based on GC-FID. This method allowed the determination of eucalyptol with Limits of Detection (LOD) and Quantification (LOQ) of 0.70 g/m3 and 2.11 g/m3, respectively, and a linearity range up to 18.60 g/m3. This new method allowed for the evaluation of the eucalyptol release during a six-month period. This release showed a first-order exponential decay kinetic profile, with a rate constant of 0.0169 day−1 and a half-life of 48 days. Moreover, constant release is possible during a one month-period, when considering 2.5 g of eucalyptol–sawdust composite per 0.8 mm-diameter aperture. For longer periods of constant release, the quantity of the composite needs to be increased.
The new product that was developed is based on the circular economy guidelines, and is characterized by a relatively low carbon footprint of 5.94 kg CO2eq/m2 (within the industry limits). If the carbon that is sequestered on the oak sheets that constitute the plywood floor is considered, a negative carbon footprint could be calculated.
In summary, the obtained results should be useful for the future development of novel commercial products using environmentally friendly materials. More specifically, they can help develop commercial products that aim at a more controlled release of odors/aromas.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}