Coating 1-Octanethiol-Coated Copper Nano-Ink on a Paper Substrate via Multi-Pulse Flash Light Sintering for Application in Disposable Devices


Abstract
:1. Introduction
2. Experimental Process
2.1. Fabrication of Copper Nano-Ink Using 1 Octanethiol-Coated Cu Nanoparticles
2.2. Inkjet Printing Followed by Flash Light Sintering
3. Results
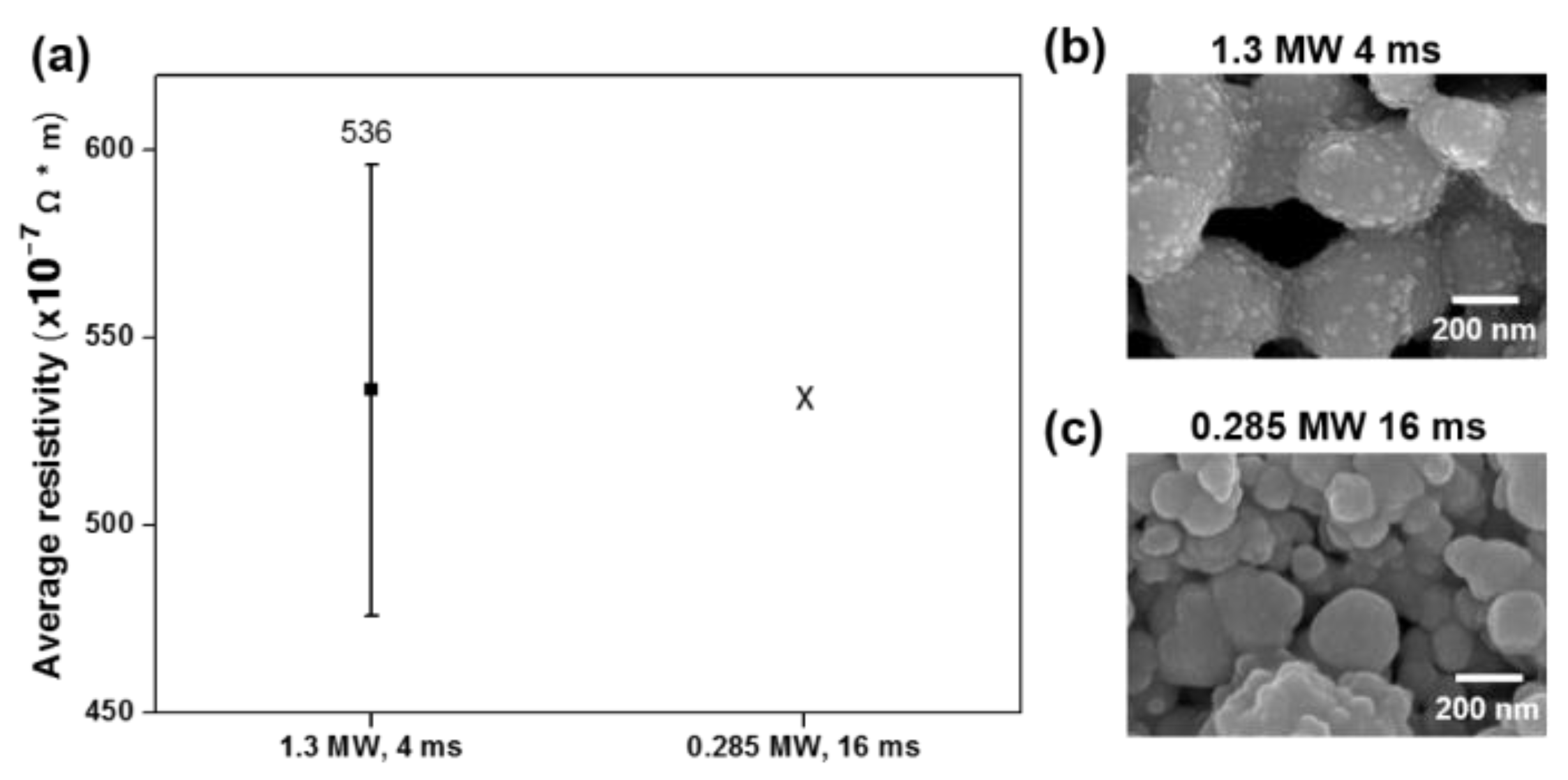
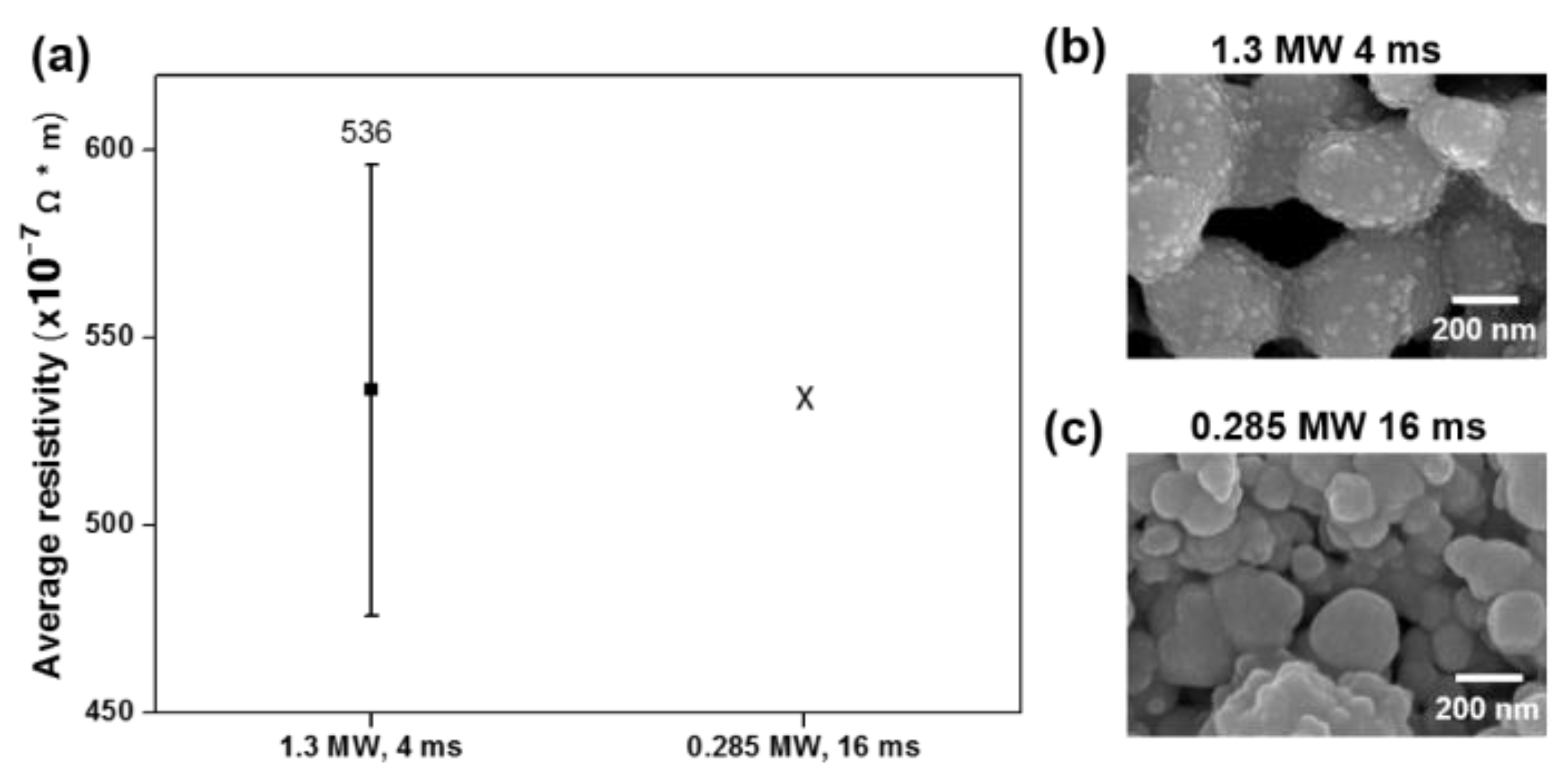
3.1. Single-Step Flash Light Sintering
3.2. Multi-Step Flash Light Sintering with the Same Energy Density
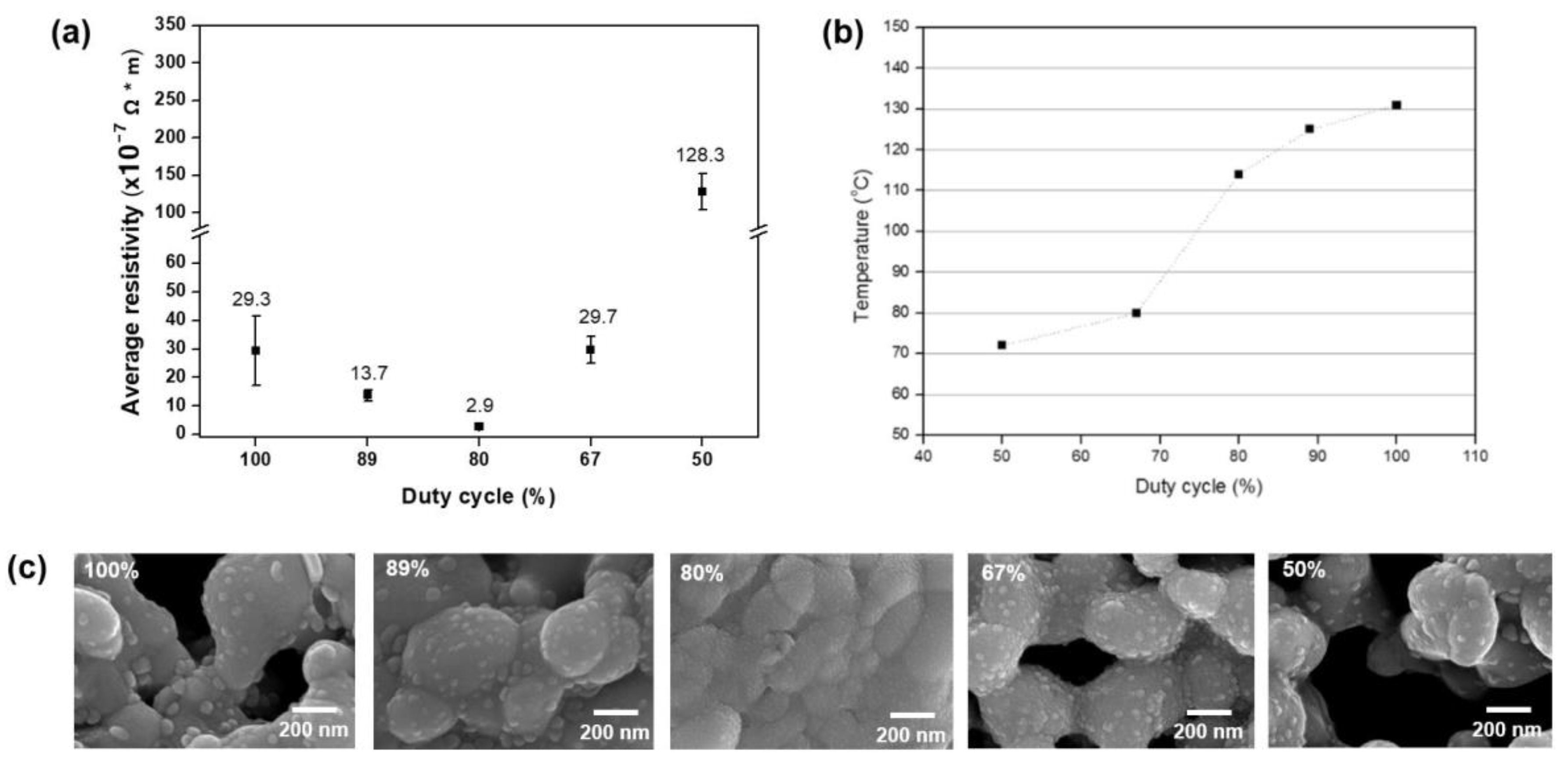
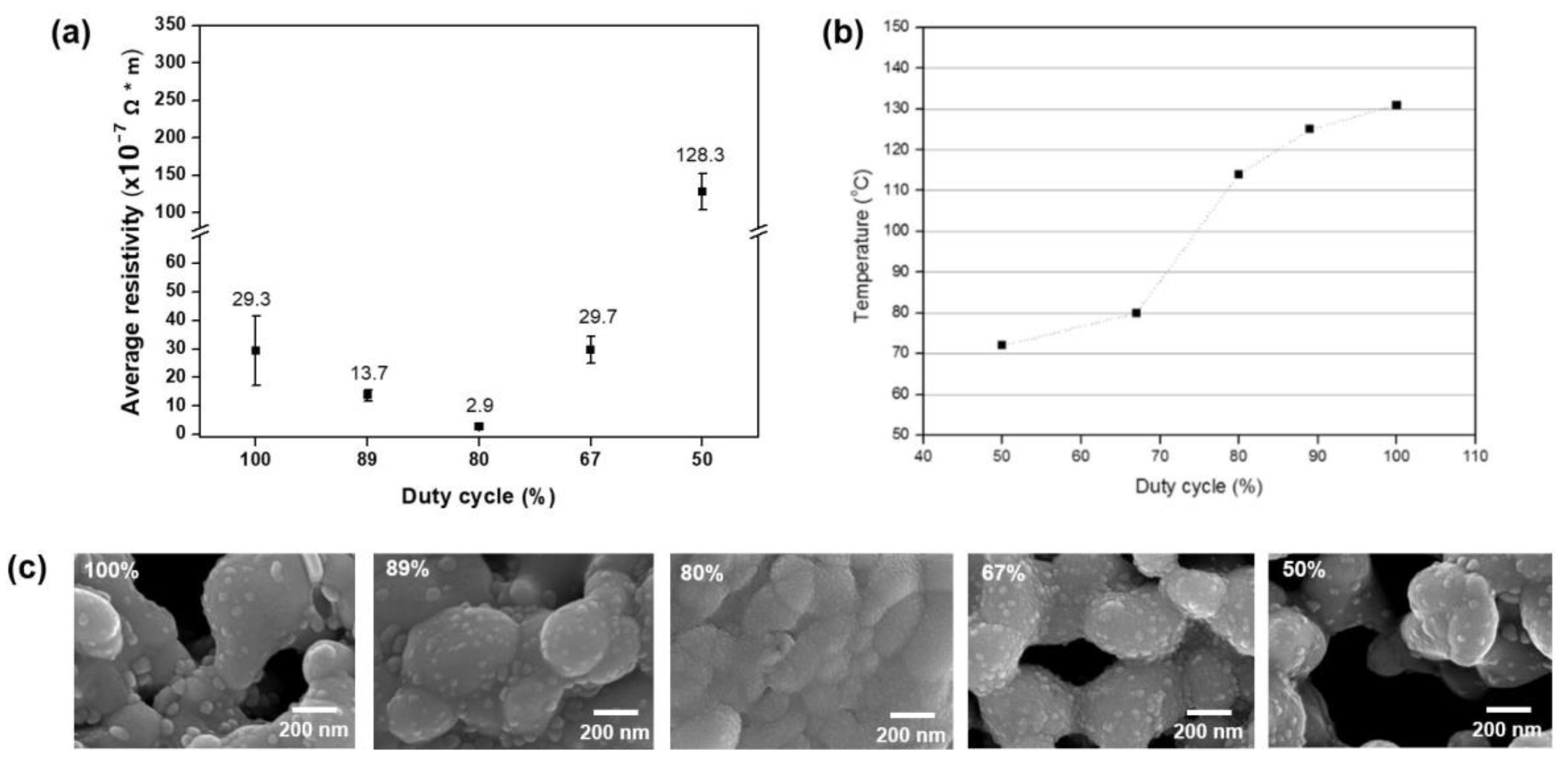
3.2.1. Multi Step Sintering under Various Duty Cycle
3.2.2. Calculating Heat Dissipation
- Qin, out: Heat transferred to the fluid (J);
- q: Object density (kg/cm3);
- V: Object volume (m3);
- Cp,v: Heat capacity (J/kg∙K);
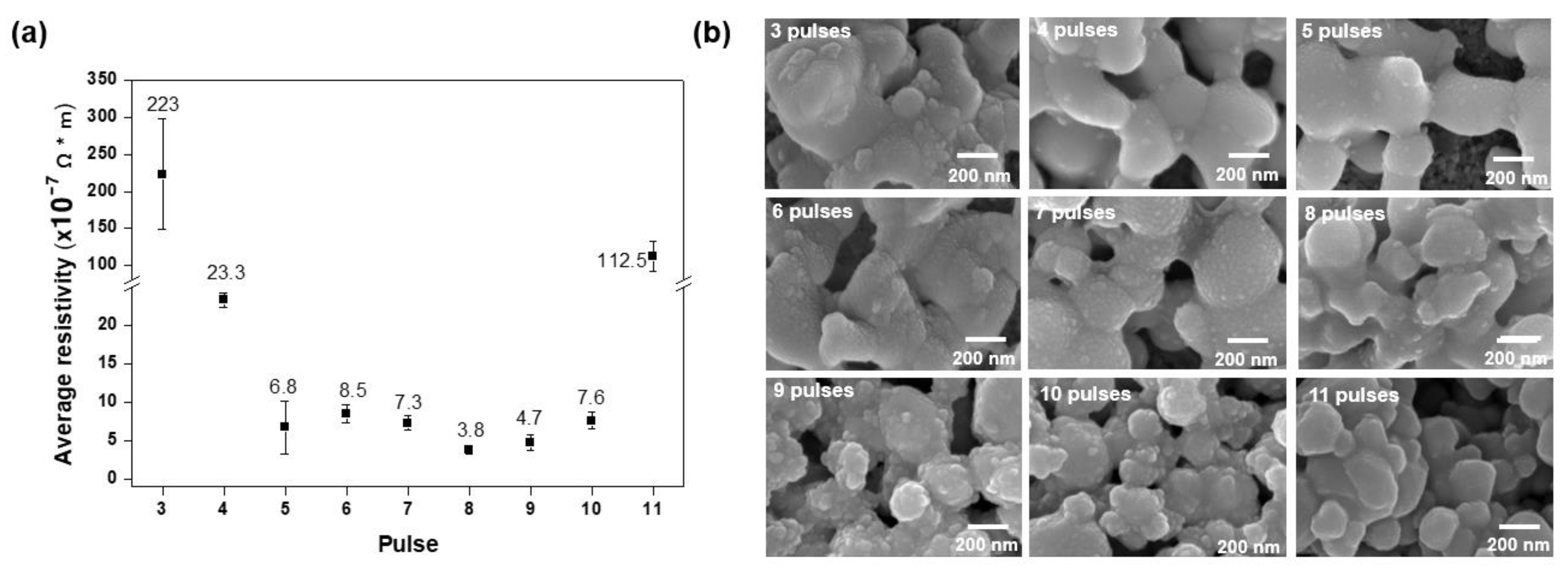
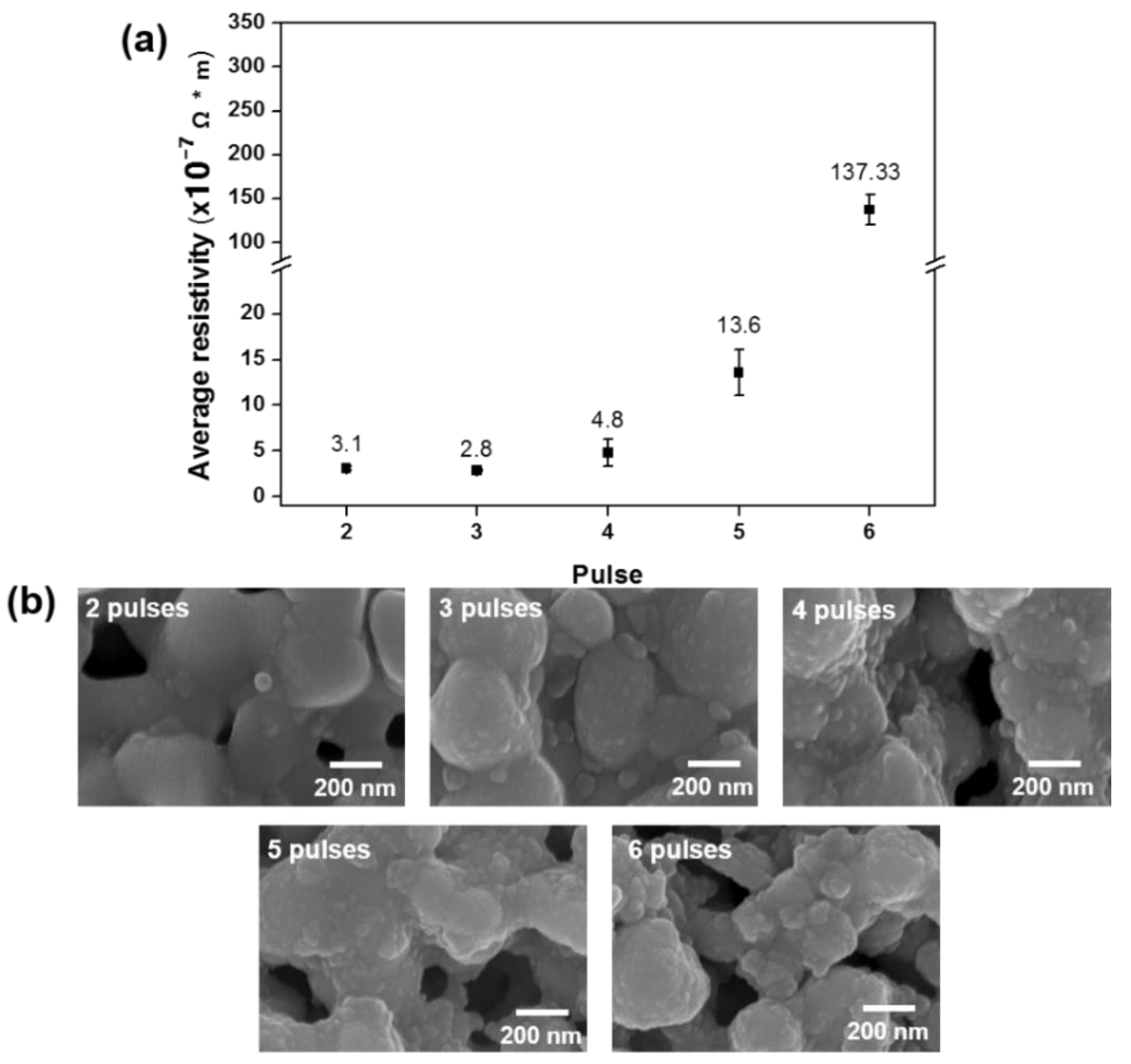
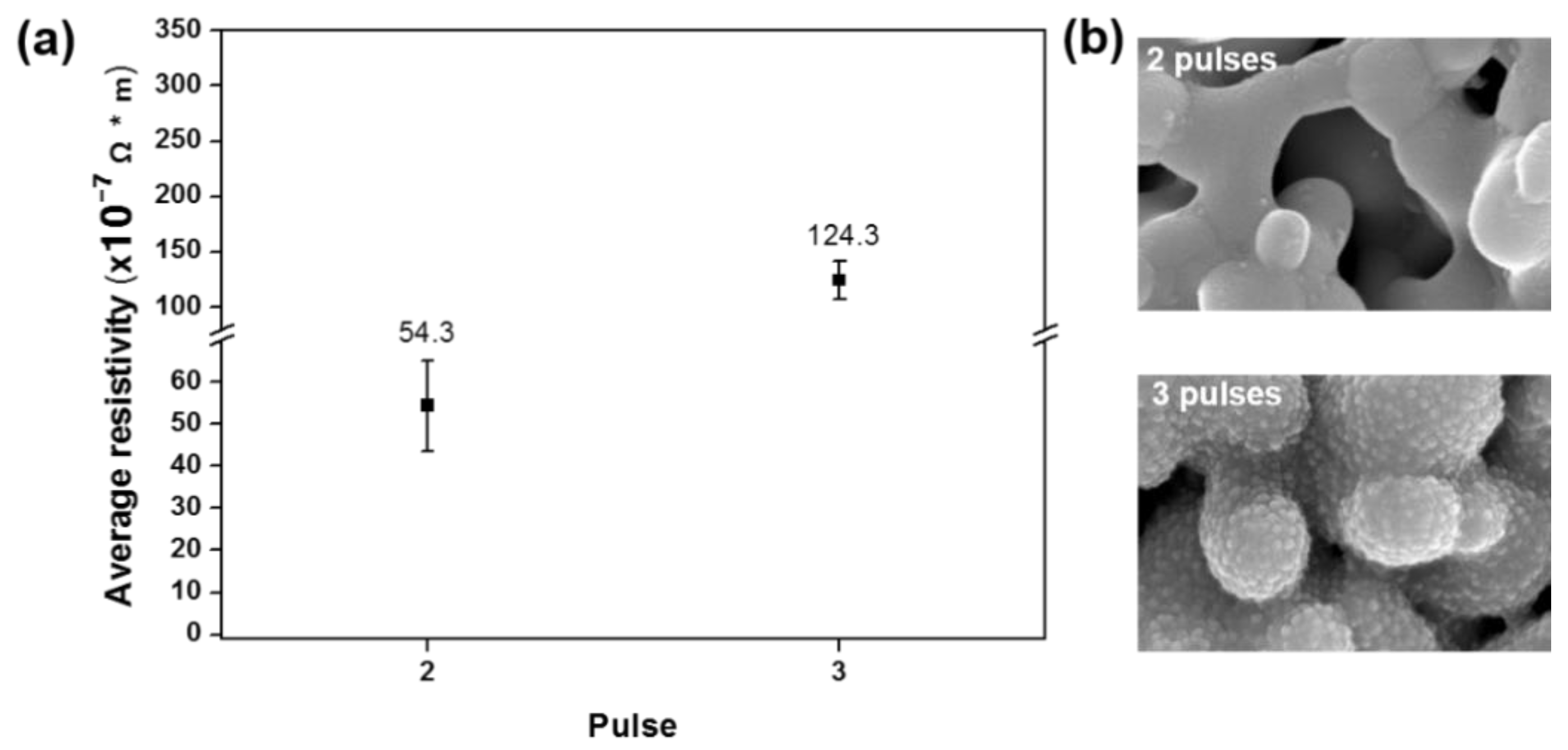
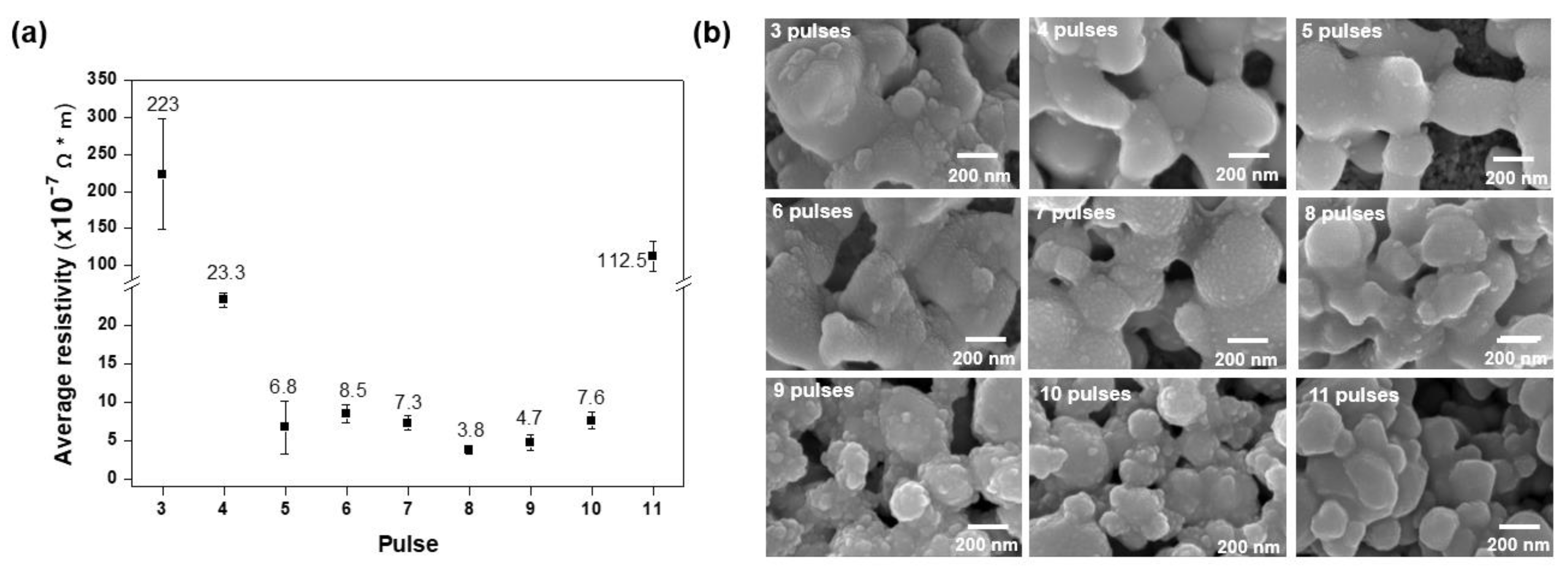
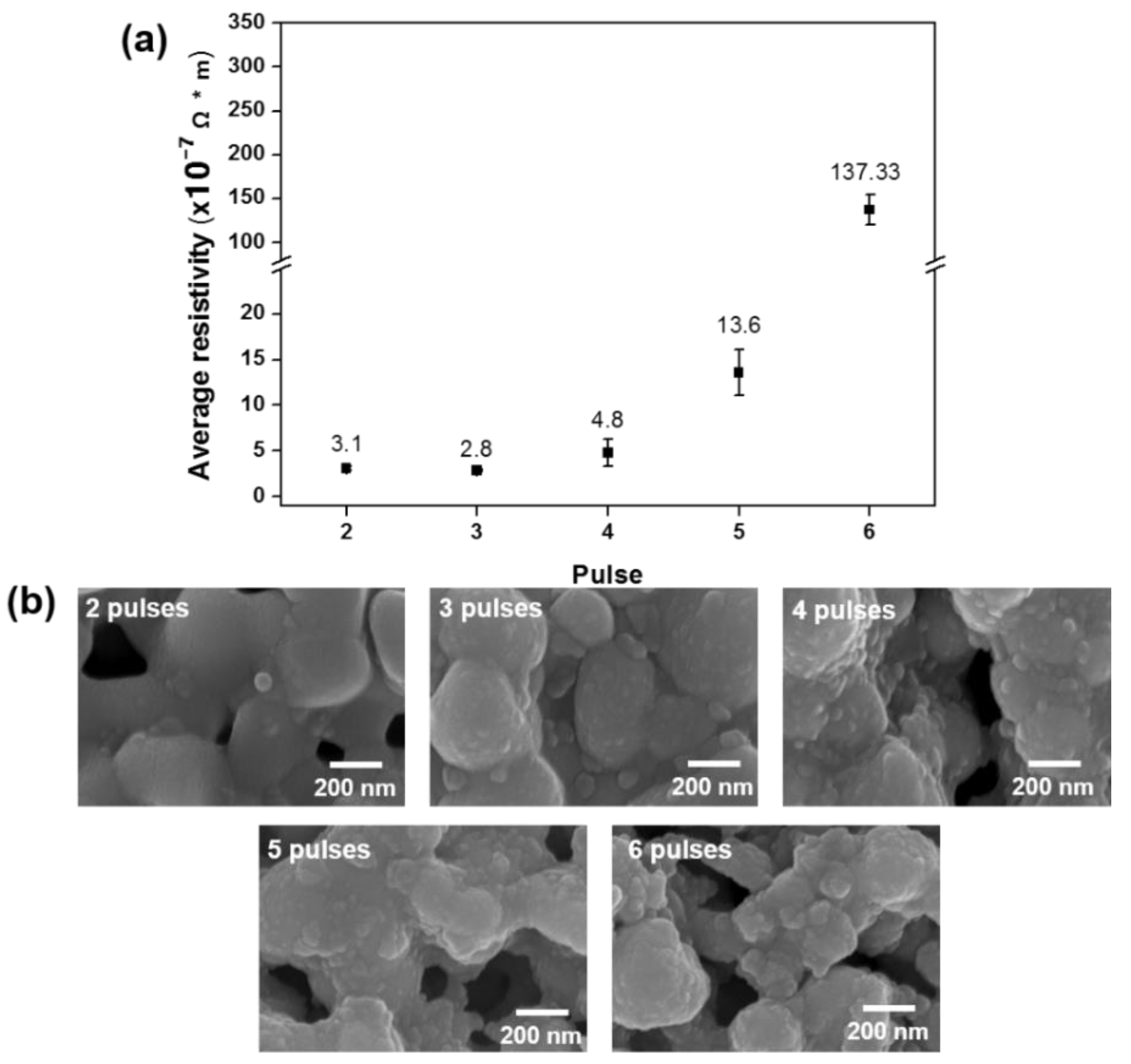
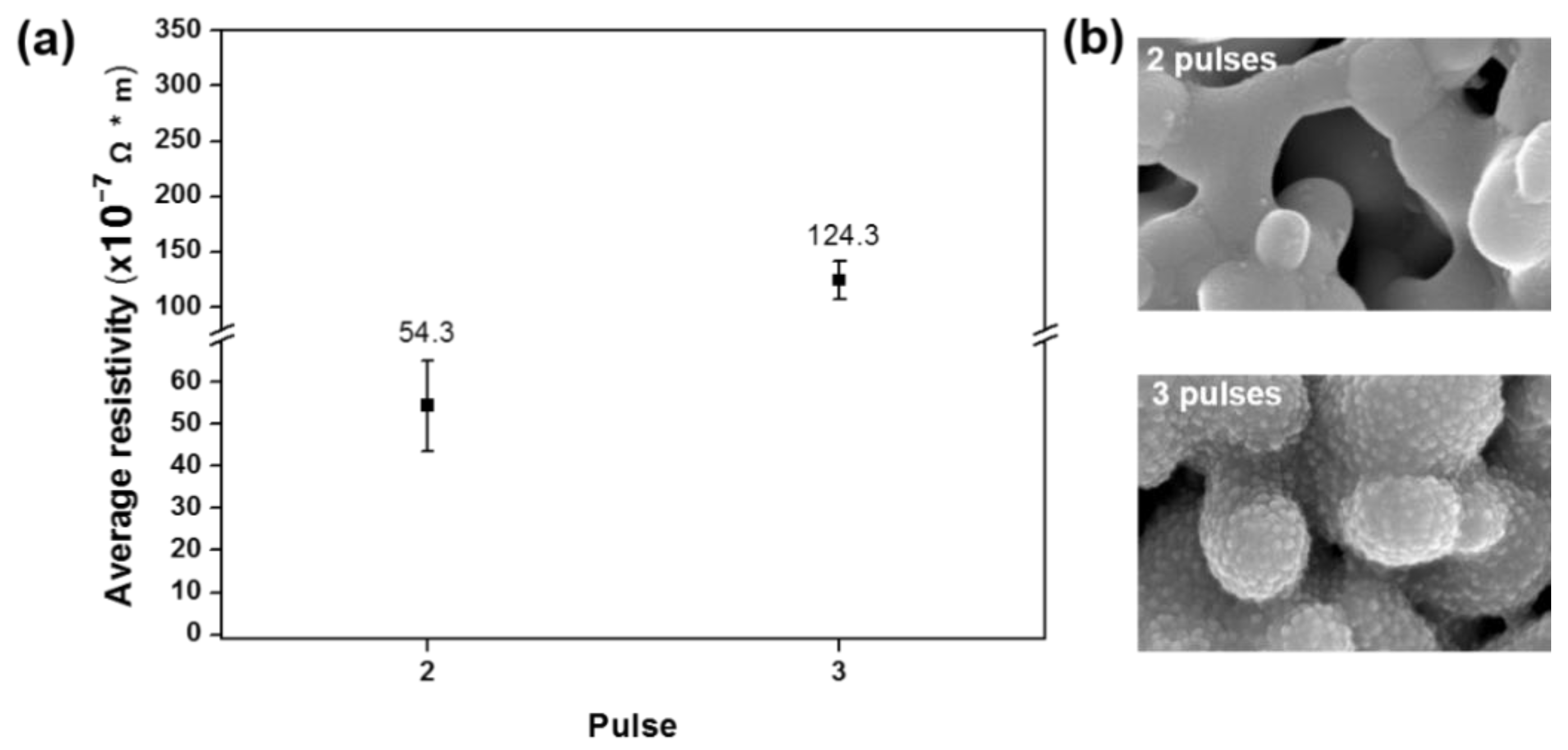
3.2.3. Effect of Varying Multi-Pulse Time
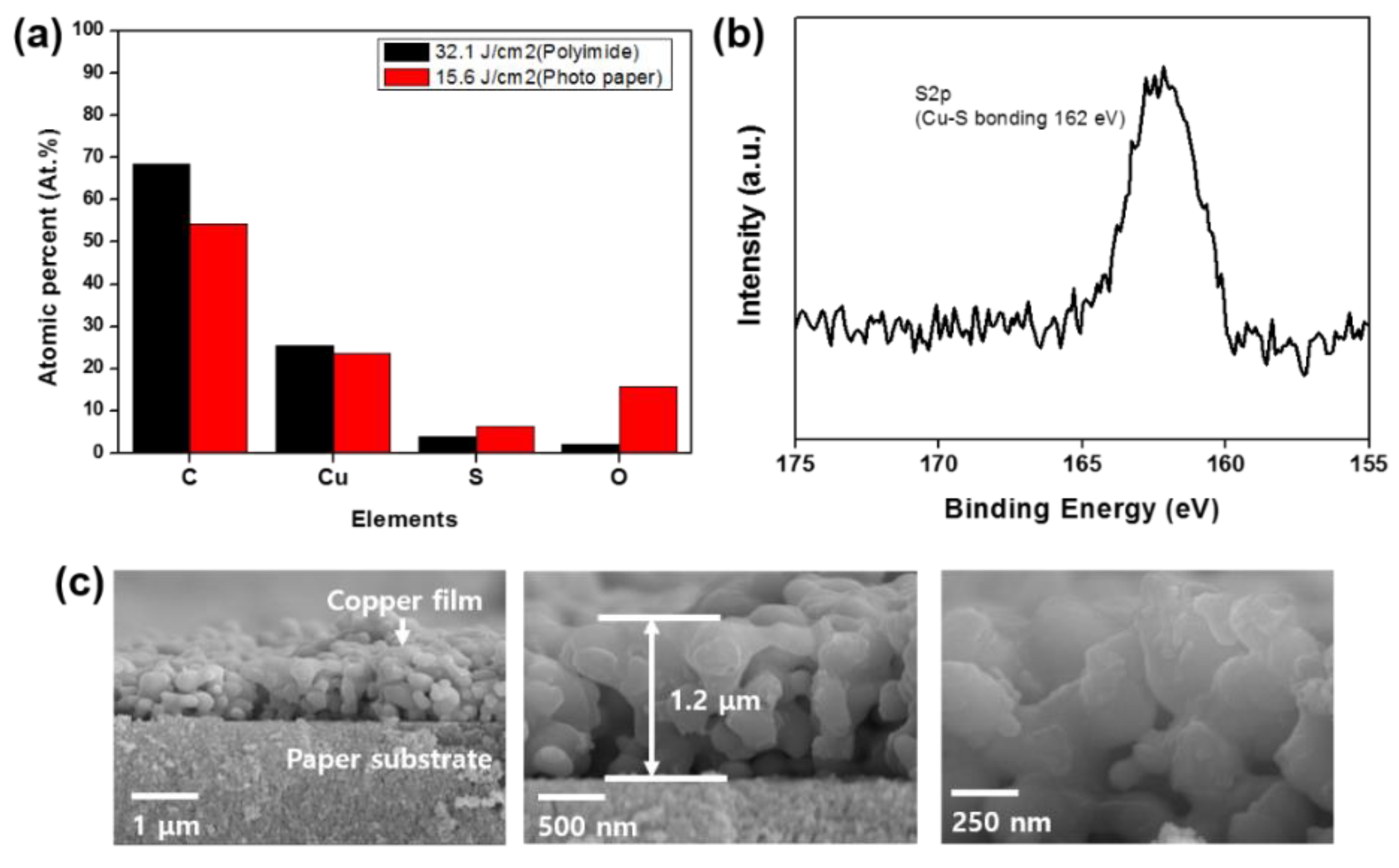
3.2.4. Analysis of Patterns Produced Using the Optimal Multi-Pulse Parameters
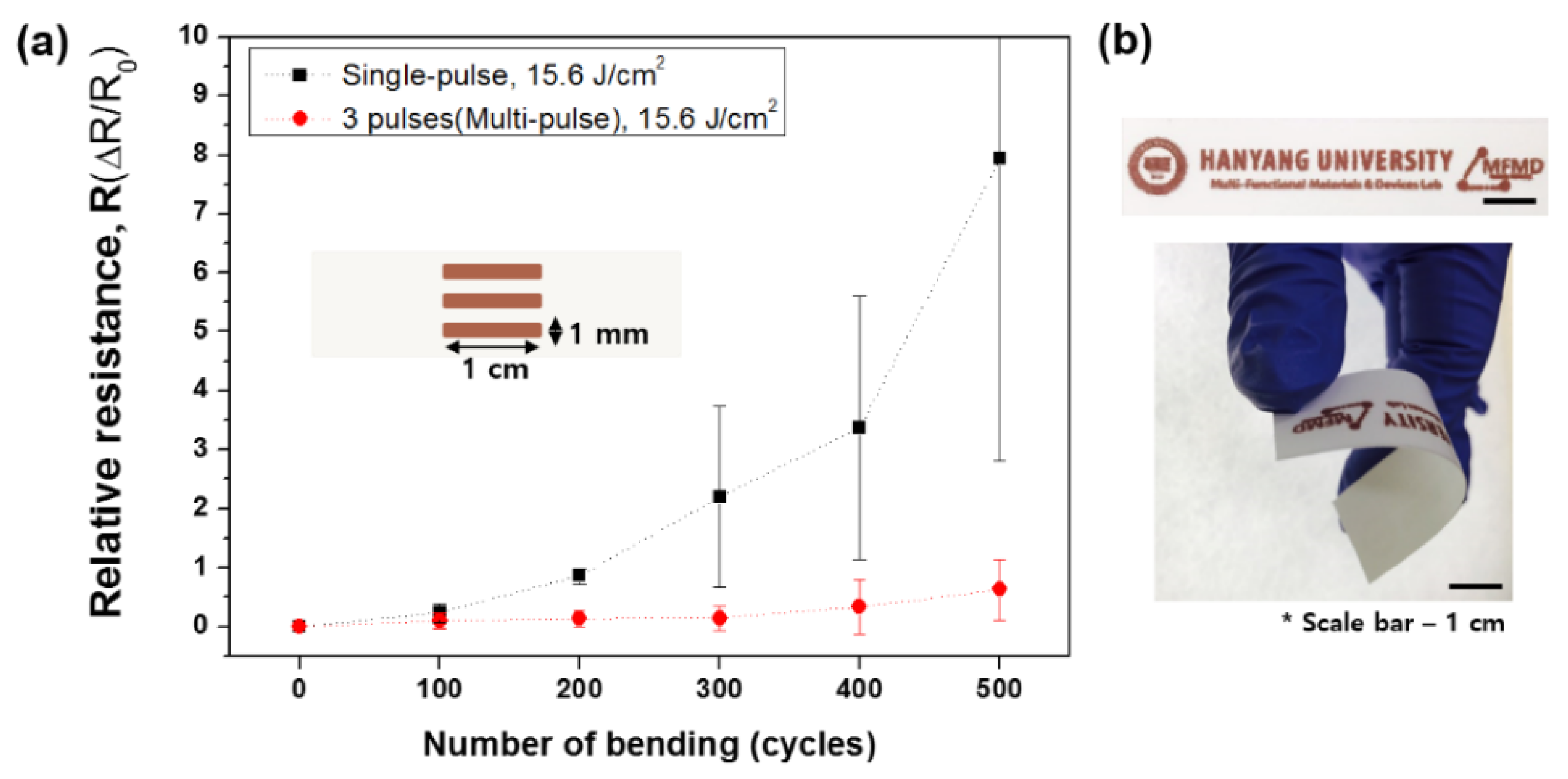
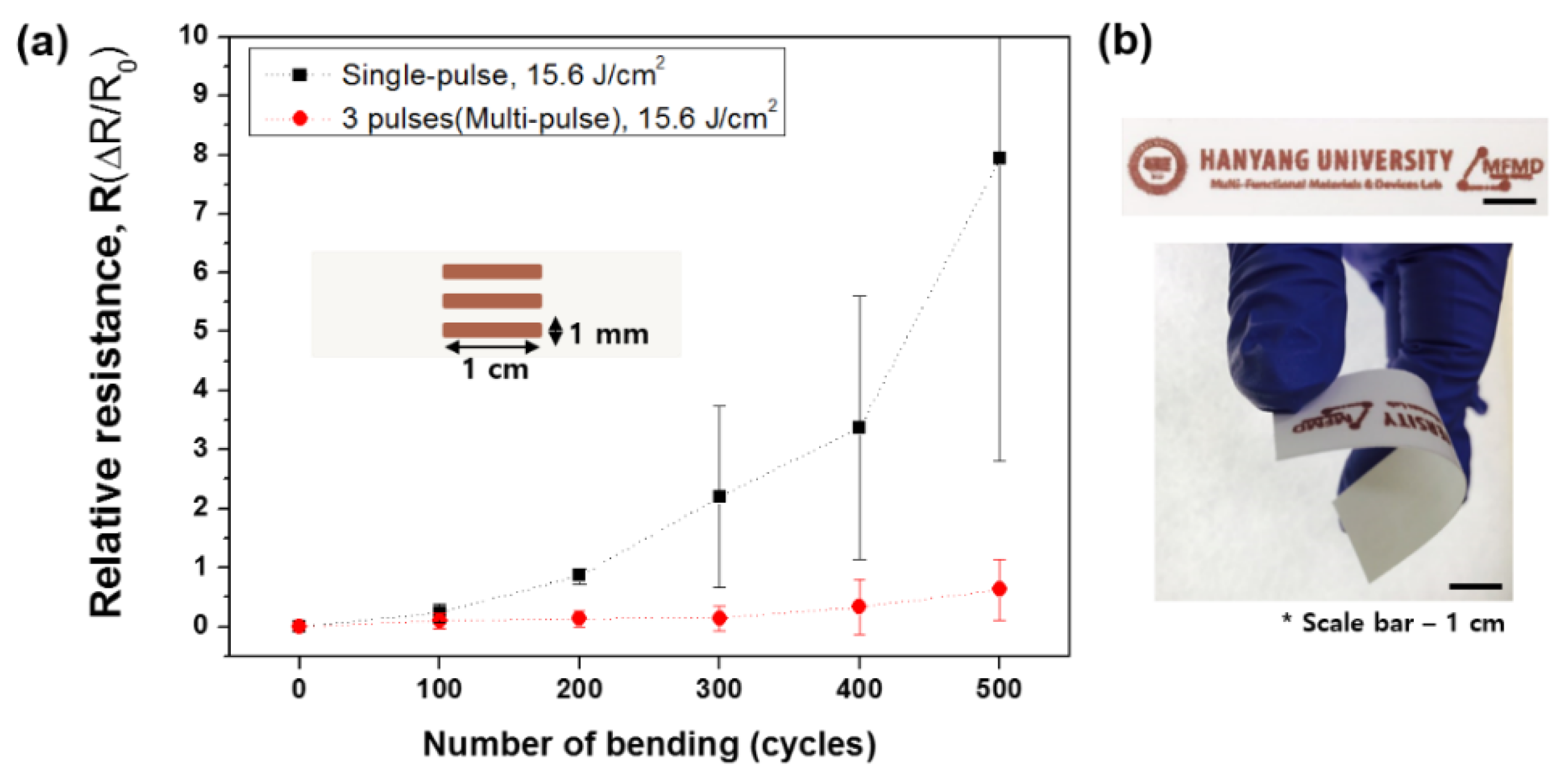
3.3. Bending Properties of the Copper Pattern on Paper Substrate
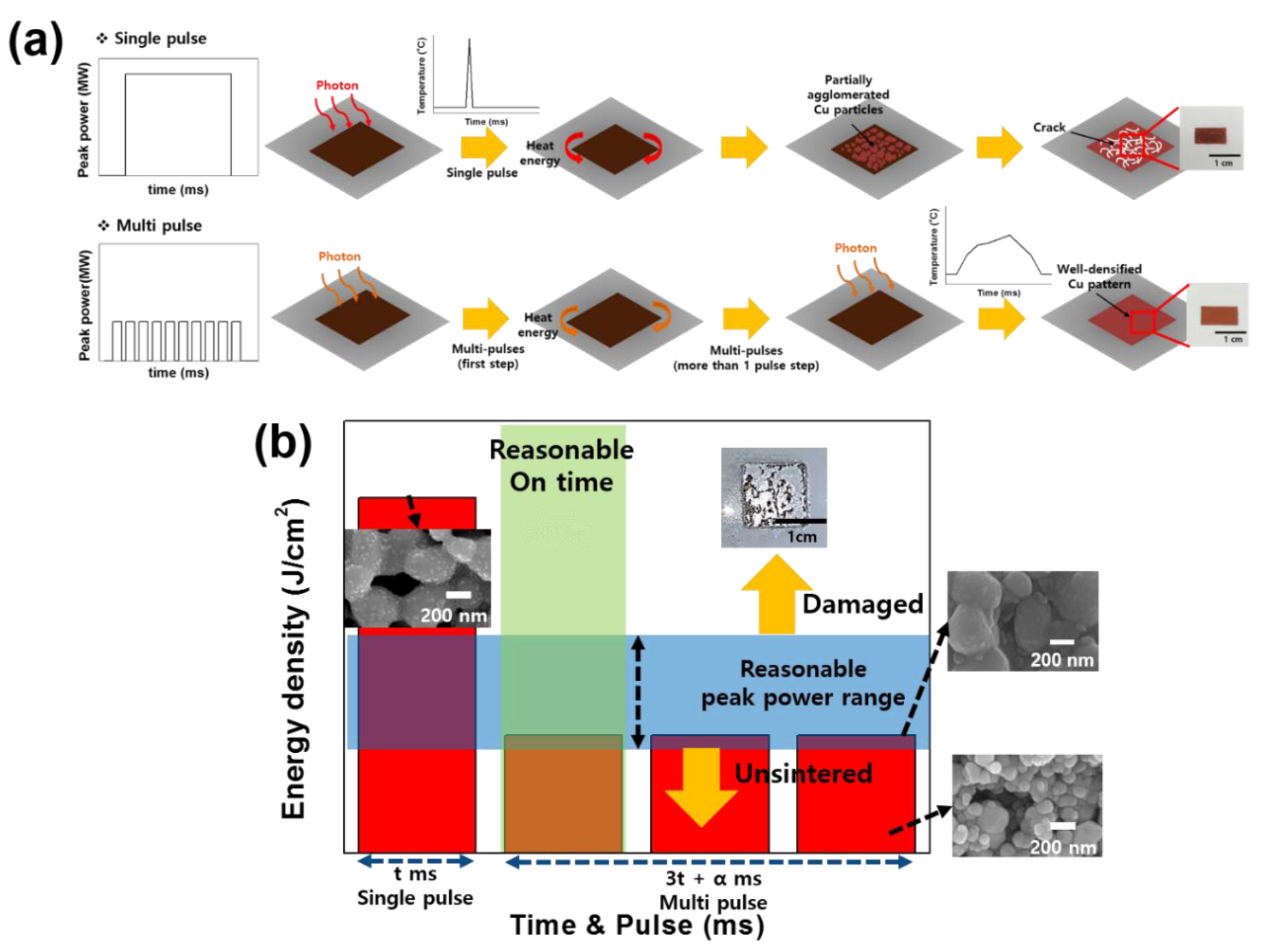
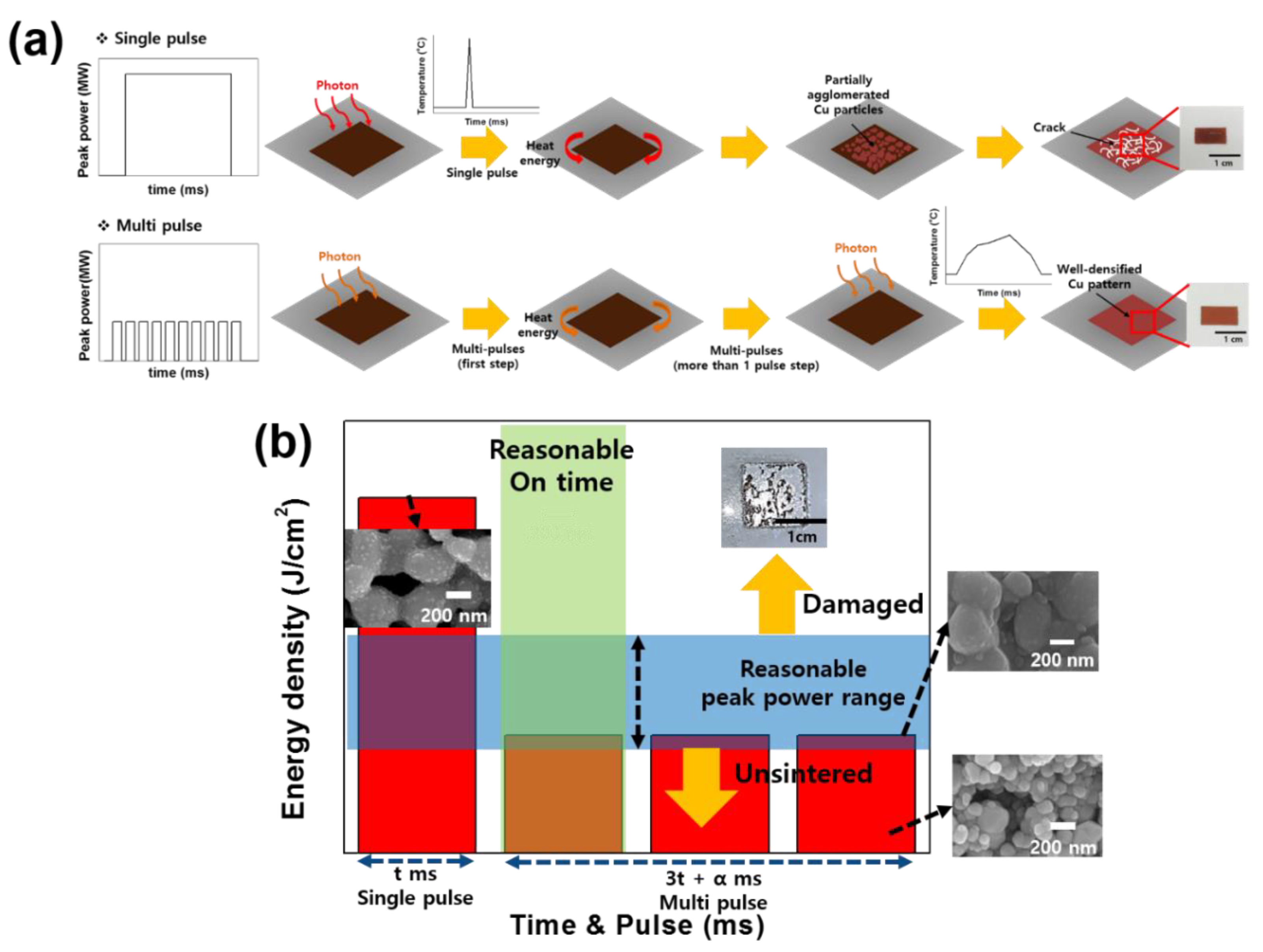
3.4. The Characteristic of Multi-Pulse Sintering
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- Eda, G.; Fanchini, G.; Chhowalla, M. Large-area ultrathin films of reduced graphene oxide as a transparent and flexible electronic material. Nat. Nanotechnol. 2008, 3, 270–274. [Google Scholar] [CrossRef]
- Mastrototaro, J.J.; Johnson, K.W.; Morff, R.J.; Lipson, D.; Andrew, C.C.; Allen, D.J. An electroenzymatic glucose sensor fabricated on a flexible substrate. Sens. Actuators B Chem. 1991, 5, 139–144. [Google Scholar] [CrossRef]
- Yu, T.; Ni, Z.; Du, C.; You, Y.; Wang, Y.; Shen, Z. Raman mapping investigation of graphene on transparent flexible substrate: The strain effect. J. Phys. Chem. C 2008, 112, 12602–12605. [Google Scholar] [CrossRef]
- Matsuhisa, N.; Kaltenbrunner, M.; Yokota, T.; Jinno, H.; Kuribara, K.; Sekitani, T.; Someya, T. Printable elastic conductors with a high conductivity for electronic textile applications. Nat. Commun. 2015, 6, 7461. [Google Scholar] [CrossRef] [PubMed]
- Luo, H.; Wang, C.; Linghu, C.; Yu, K.; Wang, C.; Song, J. Laser-driven programmable non-contact transfer printing of objects onto arbitrary receivers via an active elastomeric microstructured stamp. Natl. Sci. Rev. 2020, 7, 296–304. [Google Scholar] [CrossRef] [Green Version]
- Pais, A.; Banerjee, A.; Klotzkin, D.; Papautsky, I. High-sensitivity, disposable lab-on-a-chip with thin-film organic electronics for fluorescence detection. Lab. Chip 2008, 8, 794–800. [Google Scholar] [CrossRef]
- Gadsby, P.D.; Moore, M.R.; Olson, D.E.; Scott, B.M. Disposable biopotential electrode. U.S. Patent 4,852,571, 1 August 1989. [Google Scholar]
- Hyun, W.J.; Secor, E.B.; Hersam, M.C.; Frisbie, C.D.; Francis, L.F. High-resolution patterning of graphene by screen printing with a silicon stencil for highly flexible printed electronics. Adv. Mater. 2015, 27, 109–115. [Google Scholar] [CrossRef]
- Gaikwad, A.M.; Steingart, D.A.; Nga Ng, T.; Schwartz, D.E.; Whiting, G.L. A flexible high potential printed battery for powering printed electronics. Appl. Phys. Lett. 2013, 102, 104_1. [Google Scholar] [CrossRef] [Green Version]
- Zhou, H.; Qin, W.; Yu, Q.; Cheng, H.; Yu, X.; Wu, H. Transfer Printing and its Applications in Flexible Electronic Devices. Nanomaterials 2019, 9, 283. [Google Scholar] [CrossRef] [Green Version]
- Linghu, C.; Zhang, S.; Wang, C.; Song, J. Transfer printing techniques for flexible and stretchable inorganic electronics. NPJ Flex. Electron. 2018, 2, 26. [Google Scholar] [CrossRef]
- Yang, L.; Rida, A.; Vyas, R.; Tentzeris, M.M. RFID tag and RF structures on a paper substrate using inkjet-printing technology. IEEE Trans. Microw. Theory Tech. 2007, 55, 2894–2901. [Google Scholar] [CrossRef] [Green Version]
- Shaker, G.; Safavi-Naeini, S.; Sangary, N.; Tentzeris, M.M. Inkjet printing of ultrawideband (UWB) antennas on paper-based substrates. IEEE Antennas Wirel. Propag. Lett. 2011, 10, 111–114. [Google Scholar] [CrossRef] [Green Version]
- Kim, S.; Lee, W.S.; Lee, J.; Park, I. Direct micro/nano metal patterning based on two-step transfer printing of ionic metal nano-ink. Nanotechnology 2012, 23, 285301. [Google Scholar] [CrossRef] [PubMed]
- Sirringhaus, H.; Kawase, T.; Friend, R.; Shimoda, T.; Inbasekaran, M.; Wu, W.; Woo, E. High-resolution inkjet printing of all-polymer transistor circuits. Science 2000, 290, 2123–2126. [Google Scholar] [CrossRef] [Green Version]
- Calvert, P. Inkjet printing for materials and devices. Chem. Mater. 2001, 13, 3299–3305. [Google Scholar] [CrossRef]
- Shrestha, M.; Lu, Z.; Lau, G.-K. Transparent Tunable Acoustic Absorber Membrane Using Inkjet-Printed PEDOT:PSS Thin-Film Compliant Electrodes. ACS Appl. Mater. Interfaces 2018, 10, 39942–39951. [Google Scholar] [CrossRef]
- Krebs, F.C.; Gevorgyan, S.A.; Alstrup, J. A roll-to-roll process to flexible polymer solar cells: Model studies, manufacture and operational stability studies. J. Mater. Chem. 2009, 19, 5442–5451. [Google Scholar] [CrossRef]
- Moberg, Å.; Johansson, M.; Finnveden, G.; Jonsson, A. Printed and tablet e-paper newspaper from an environmental perspective—A screening life cycle assessment. Environ. Impact Assess. Rev. 2010, 30, 177–191. [Google Scholar] [CrossRef]
- Park, J.-H.; Lee, J.-H.; Kim, D.; Hwang, K.-T.; Kim, J.-H.; Han, K.-S. Ink-Jet 3D Printability of Ceramic Ink with Contact Angle Control. J. Korean Ceram. Soc. 2019, 56. [Google Scholar] [CrossRef] [Green Version]
- Kuswandi, B.; Wicaksono, Y.; Abdullah, A.; Heng, L.Y.; Ahmad, M. Smart packaging: Sensors for monitoring of food quality and safety. Sens. Instrum. Food Qual. Saf. 2011, 5, 137–146. [Google Scholar] [CrossRef]
- Lee, H.-H.; Chou, K.-S.; Huang, K.-C. Inkjet printing of nanosized silver colloids. Nanotechnology 2005, 16, 2436. [Google Scholar] [CrossRef] [PubMed]
- Joo, S.-J.; Hwang, H.-J.; Kim, H.-S. Highly conductive copper nano/microparticles ink via flash light sintering for printed electronics. Nanotechnology 2014, 25, 265601. [Google Scholar] [CrossRef] [PubMed]
- Yu, J.H.; Kang, K.-T.; Hwang, J.Y.; Lee, S.-H.; Kang, H. Rapid sintering of copper nano ink using a laser in air. Int. J. Precis. Eng. Manuf. 2014, 15, 1051–1054. [Google Scholar] [CrossRef]
- Li, J.; Mayer, J.; Colgan, E. Oxidation and protection in copper and copper alloy thin films. J. Appl. Phys. 1991, 70, 2820–2827. [Google Scholar] [CrossRef]
- Kwon, J.; Park, S.; Haque, M.; Kim, Y.-S.; Lee, C.S. Study of Sintering Behavior of Vapor Forms of 1-Octanethiol Coated Copper Nanoparticles for Application to Ink-Jet Printing Technology. J. Nanosci. Nanotechnol. 2012, 12, 3434–3437. [Google Scholar] [CrossRef] [PubMed]
- Her, J.; Cho, D.; Lee, C.S. Synthesis of conductive nano ink using 1-octanethiol coated copper nano powders in 1-octanol for low temperature sintering process. Mater. Trans. 2013, 54, 599–602. [Google Scholar] [CrossRef] [Green Version]
- Kwon, J.; Park, S.; Lee, T.H.; Yang, J.-M.; Lee, C.S. Investigation of oxidation inhibition properties of vaporized self-assembled multilayers on copper nanopowders. Appl. Surf. Sci. 2011, 257, 5115–5120. [Google Scholar] [CrossRef]
- Cho, D.; Baik, J.-H.; Choi, D.-H.; Lee, C.S. Dispersion stability of 1-octanethiol coated Cu nanoparticles in a 1-octanol solvent for the application of nanoink. Appl. Surf. Sci. 2014, 309, 300–305. [Google Scholar] [CrossRef]
- Hwang, H.-J.; Chung, W.-H.; Kim, H.-S. In situ monitoring of flash-light sintering of copper nanoparticle ink for printed electronics. Nanotechnology 2012, 23, 485205. [Google Scholar] [CrossRef] [PubMed]
- Chung, W.-H.; Hwang, H.-J.; Lee, S.-H.; Kim, H.-S. In situ monitoring of a flash light sintering process using silver nano-ink for producing flexible electronics. Nanotechnology 2012, 24, 035202. [Google Scholar] [CrossRef] [PubMed]
- Kim, H.-S.; Dhage, S.R.; Shim, D.-E.; Hahn, H.T. Intense pulsed light sintering of copper nanoink for printed electronics. Appl. Phys. A Mater. Sci. Process. 2009, 97, 791–798. [Google Scholar] [CrossRef] [Green Version]
- Hwang, J.-G.; Oh, K.-S.; Chung, T.-J.; Kim, T.-H.; Paek, Y.-K. Low-Temperature Sintering Behavior of Aluminum Nitride Ceramics with Added Copper Oxide or Copper. J. Korean Ceram. Soc. 2018, 56. [Google Scholar] [CrossRef] [Green Version]
- Lee, D.J.; Park, S.H.; Jang, S.; Kim, H.S.; Oh, J.H.; Song, Y.W. Pulsed light sintering characteristics of inkjet-printed nanosilver films on a polymer substrate. J. Micromech. Microeng. 2011, 21, 125023. [Google Scholar] [CrossRef]
- Park, S.-H.; Jang, S.; Lee, D.-J.; Oh, J.; Kim, H.-S. Two-step flash light sintering process for crack-free inkjet-printed Ag films. J. Micromech. Microeng. 2012, 23, 015013. [Google Scholar] [CrossRef]
- Park, S.-H.; Chung, W.-H.; Kim, H.-S. Temperature changes of copper nanoparticle ink during flash light sintering. J. Mater. Process. Technol. 2014, 214, 2730–2738. [Google Scholar] [CrossRef]
- Matula, R.A. Electrical resistivity of copper, gold, palladium, and silver. J. Phys. Chem. Ref. Data 1979, 8, 1147–1298. [Google Scholar] [CrossRef] [Green Version]
- Johansson, J.; Kostamo, J.; Karppinen, M.; Niinistö, L. Growth of conductive copper sulfide thin films by atomic layer deposition. J. Mater. Chem. 2002, 12, 1022–1026. [Google Scholar] [CrossRef]
- Yu, X.L.; Cao, C.B.; Zhu, H.S.; Li, Q.S.; Liu, C.L.; Gong, Q.H. Nanometer-Sized Copper Sulfide Hollow Spheres with Strong Optical-Limiting Properties. Adv. Funct. Mater. 2007, 17, 1397–1401. [Google Scholar] [CrossRef]
- Yung, K.; Gu, X.; Lee, C.; Choy, H. Ink-jet printing and camera flash sintering of silver tracks on different substrates. J. Mater. Process. Technol. 2010, 210, 2268–2272. [Google Scholar] [CrossRef]
- Ryu, C.-H.; Joo, S.-J.; Kim, H.-S. Two-step flash light sintering of copper nanoparticle ink to remove substrate warping. Appl. Surf. Sci. 2016, 384, 182–191. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Energy Density (J/cm2) | Peak Power (MW) | Time (ms) | Average Resistivity (Ω∙m) |
|---|---|---|---|
| 15.6 | 1.3 | 4 | 5.4 × 10−5 |
| 0.285 | 16 | X |
| Energy Density (J/cm2) | On-Time (ms) | Off-Time (ms) | Pulse | Peak Power (MW) | Duty Cycle (%) |
|---|---|---|---|---|---|
| 15.6 | 2 | 0 | 3 | 0.93 | 100 |
| 0.25 | 89 | ||||
| 0.5 | 80 | ||||
| 1 | 67 | ||||
| 2 | 50 |
| Properties | Copper | Paper |
|---|---|---|
| C (J/kg∙K) | 390 | 1400 |
| ρ (kg/m3) | 8940 | 929 |
| Duty Cycle (%) | Qin (J) | Qout (J) | Qin − Qout (J) |
|---|---|---|---|
| 100 | 0.75 | 0.41 | 0.34 |
| 89 | 0.73 | 0.32 | |
| 80 | 0.71 | 0.30 | |
| 67 | 0.64 | 0.23 | |
| 50 | 0.63 | 0.22 |
| Energy Density (J/cm2) | On-Time (ms) | Off-Time (ms) | Pulse | Peak Power (MW) |
|---|---|---|---|---|
| 15.6 | 1 | 0.5 | 3 | 2 |
| 4 | 1.61 | |||
| 5 | 1.38 | |||
| 6 | 1.18 | |||
| 7 | 1.03 | |||
| 8 | 0.93 | |||
| 9 | 0.84 | |||
| 10 | 0.78 | |||
| 11 | 0.73 |
| Energy Density (J/cm2) | On-Time (ms) | Off-Time (ms) | Pulse | Peak Power (MW) | Duty Cycle (%) |
|---|---|---|---|---|---|
| 15.6 | 2 | 0.5 | 2 | 1.38 | 80 |
| 3 | 0.93 | ||||
| 4 | 0.71 | ||||
| 5 | 0.57 | ||||
| 6 | 0.49 |
| Energy Density (J/cm2) | On-Time (ms) | Off-Time (ms) | Pulse | Peak Power (MW) | Duty Cycle (%) |
|---|---|---|---|---|---|
| 15.6 | 3 | 0.5 | 2 | 0.86 | 86 |
| 3 | 0.57 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Son, Y.; Shin, D.; Kang, M.; Lee, C.S. Coating 1-Octanethiol-Coated Copper Nano-Ink on a Paper Substrate via Multi-Pulse Flash Light Sintering for Application in Disposable Devices. Electron. Mater. 2020, 1, 28-39. https://doi.org/10.3390/electronicmat1010004
Son Y, Shin D, Kang M, Lee CS. Coating 1-Octanethiol-Coated Copper Nano-Ink on a Paper Substrate via Multi-Pulse Flash Light Sintering for Application in Disposable Devices. Electronic Materials. 2020; 1(1):28-39. https://doi.org/10.3390/electronicmat1010004
Chicago/Turabian StyleSon, Yeonho, Dongho Shin, Minkyu Kang, and Caroline Sunyong Lee. 2020. "Coating 1-Octanethiol-Coated Copper Nano-Ink on a Paper Substrate via Multi-Pulse Flash Light Sintering for Application in Disposable Devices" Electronic Materials 1, no. 1: 28-39. https://doi.org/10.3390/electronicmat1010004
APA StyleSon, Y., Shin, D., Kang, M., & Lee, C. S. (2020). Coating 1-Octanethiol-Coated Copper Nano-Ink on a Paper Substrate via Multi-Pulse Flash Light Sintering for Application in Disposable Devices. Electronic Materials, 1(1), 28-39. https://doi.org/10.3390/electronicmat1010004