

Effect of Process Parameters on Joint Performance in Hot Pressure Welding of 6061 Aluminum Alloy to CF/PA66



Abstract
1. Introduction
2. Experimental Procedure
2.1. Experimental Material
2.2. Experimental Methods
2.2.1. Aluminum Alloy Surface Treatment
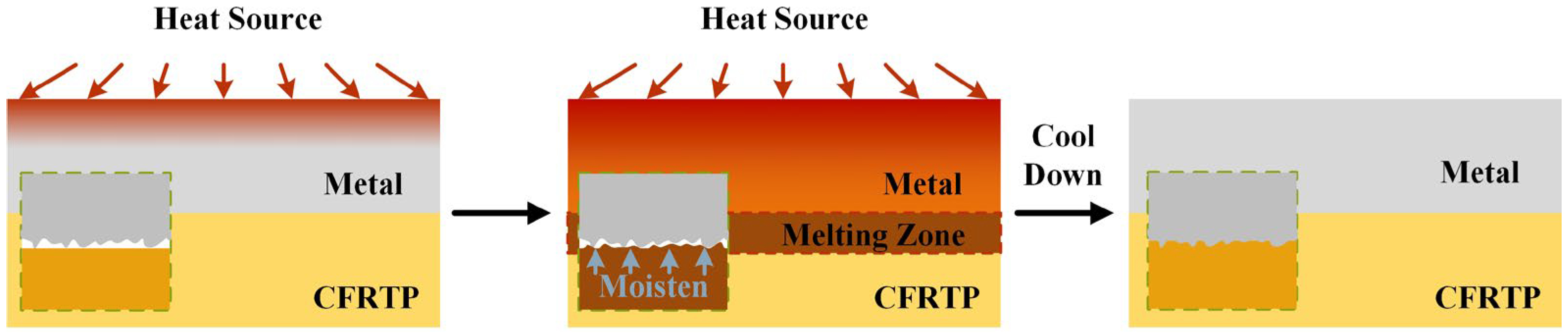
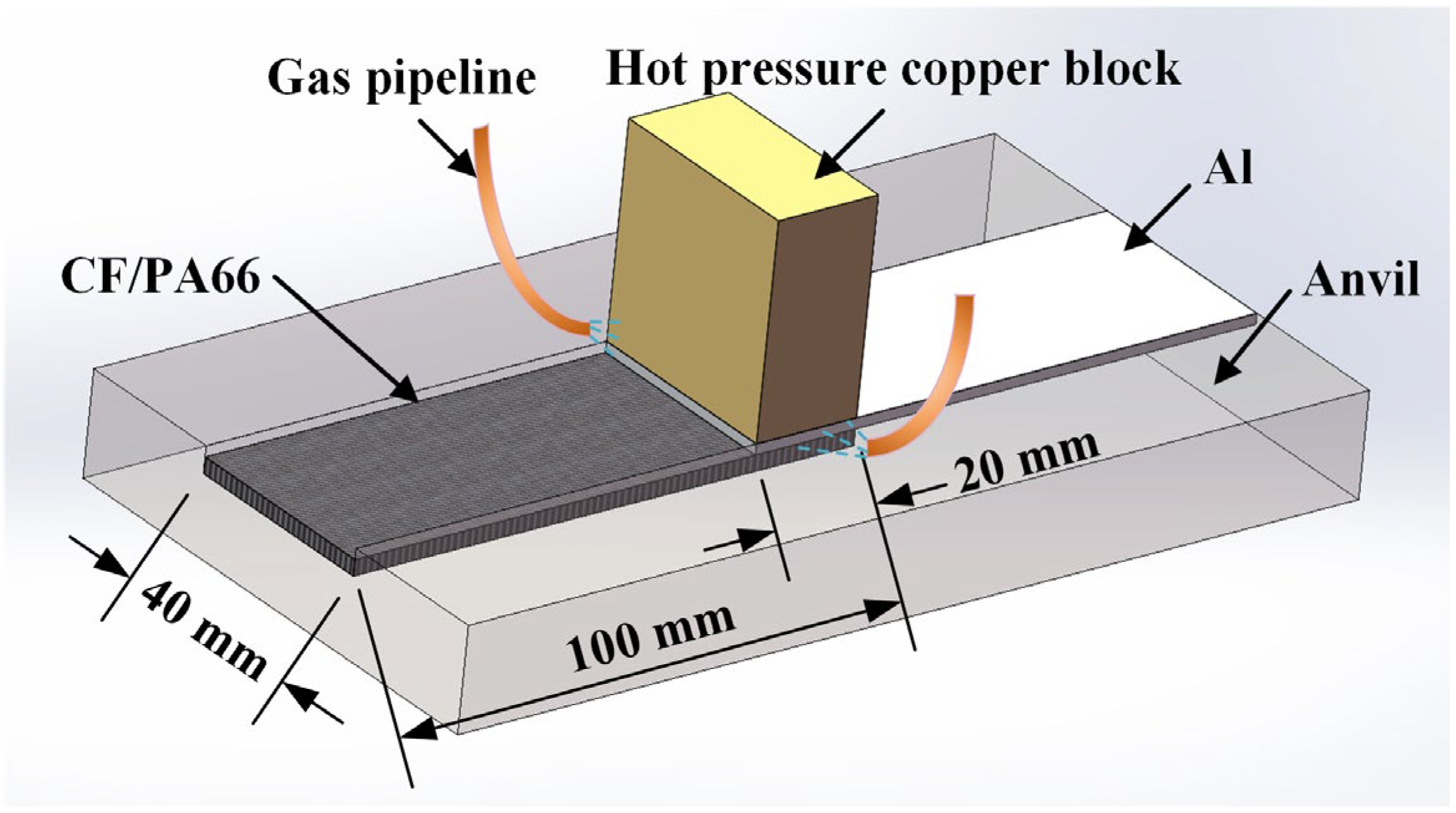
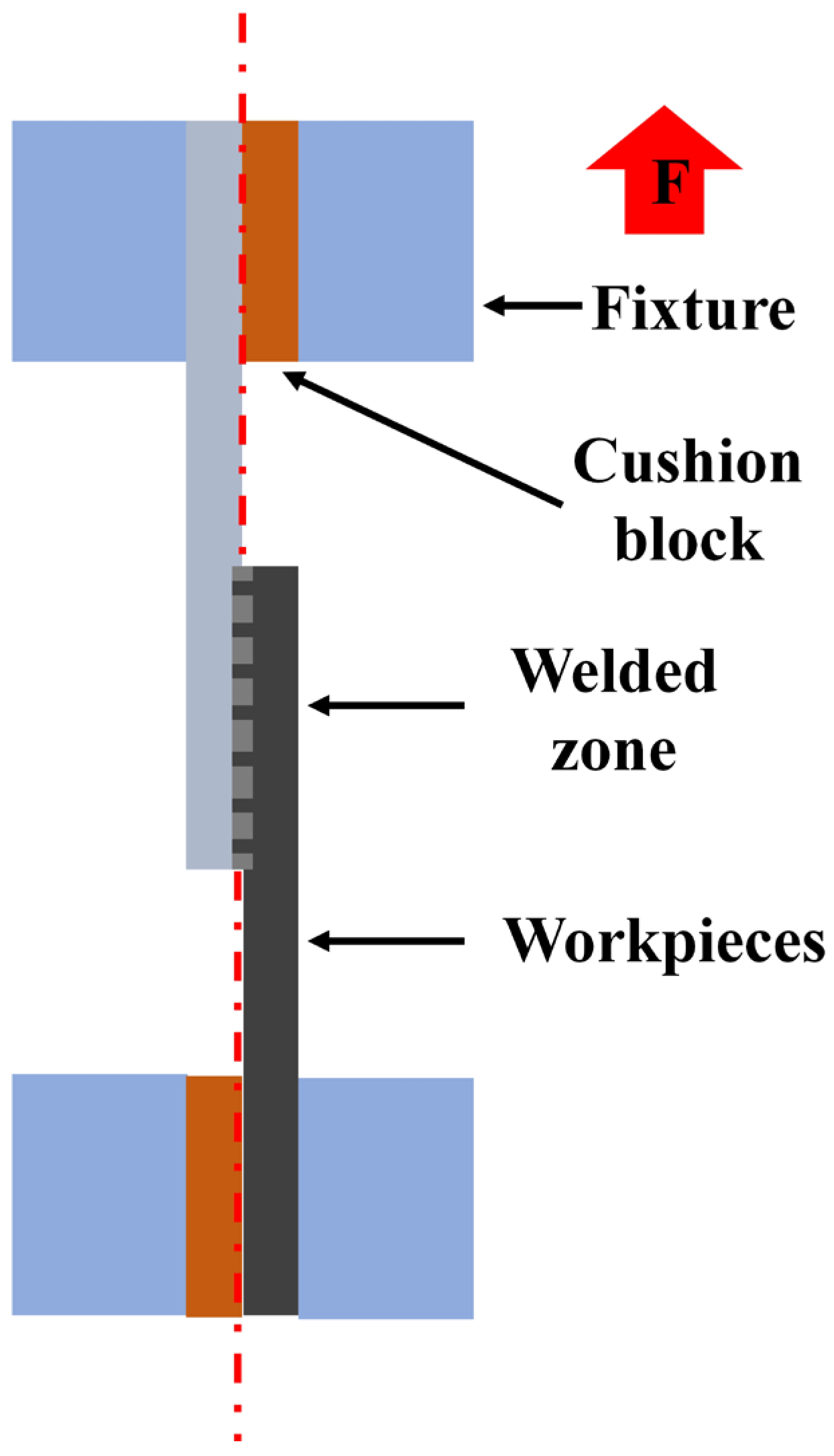
2.2.2. Hot Pressure Welding
3. Results and Discussion
3.1. Orthogonal Experimental Results
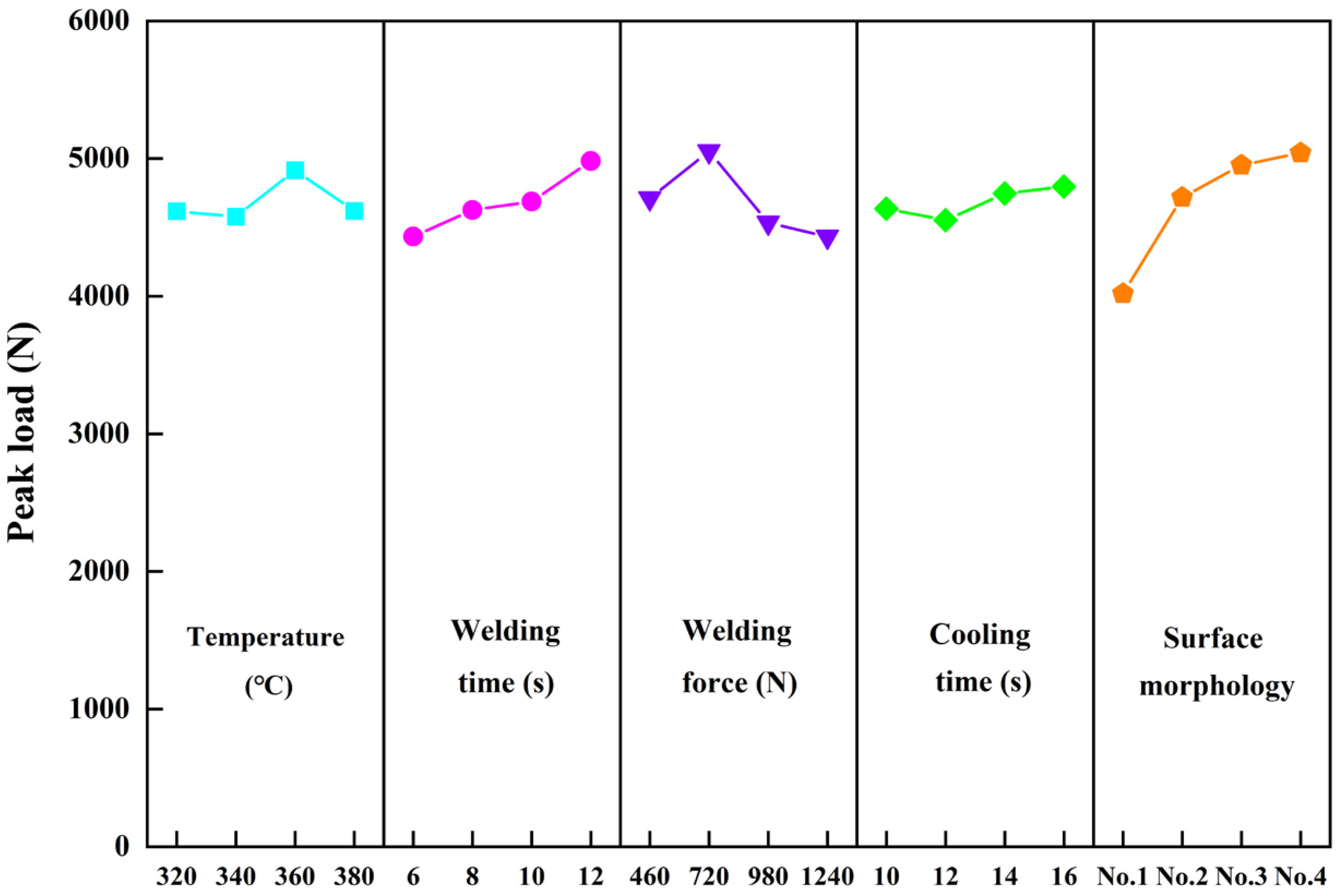
3.2. The Influence of Process Parameters on the Joint Strength
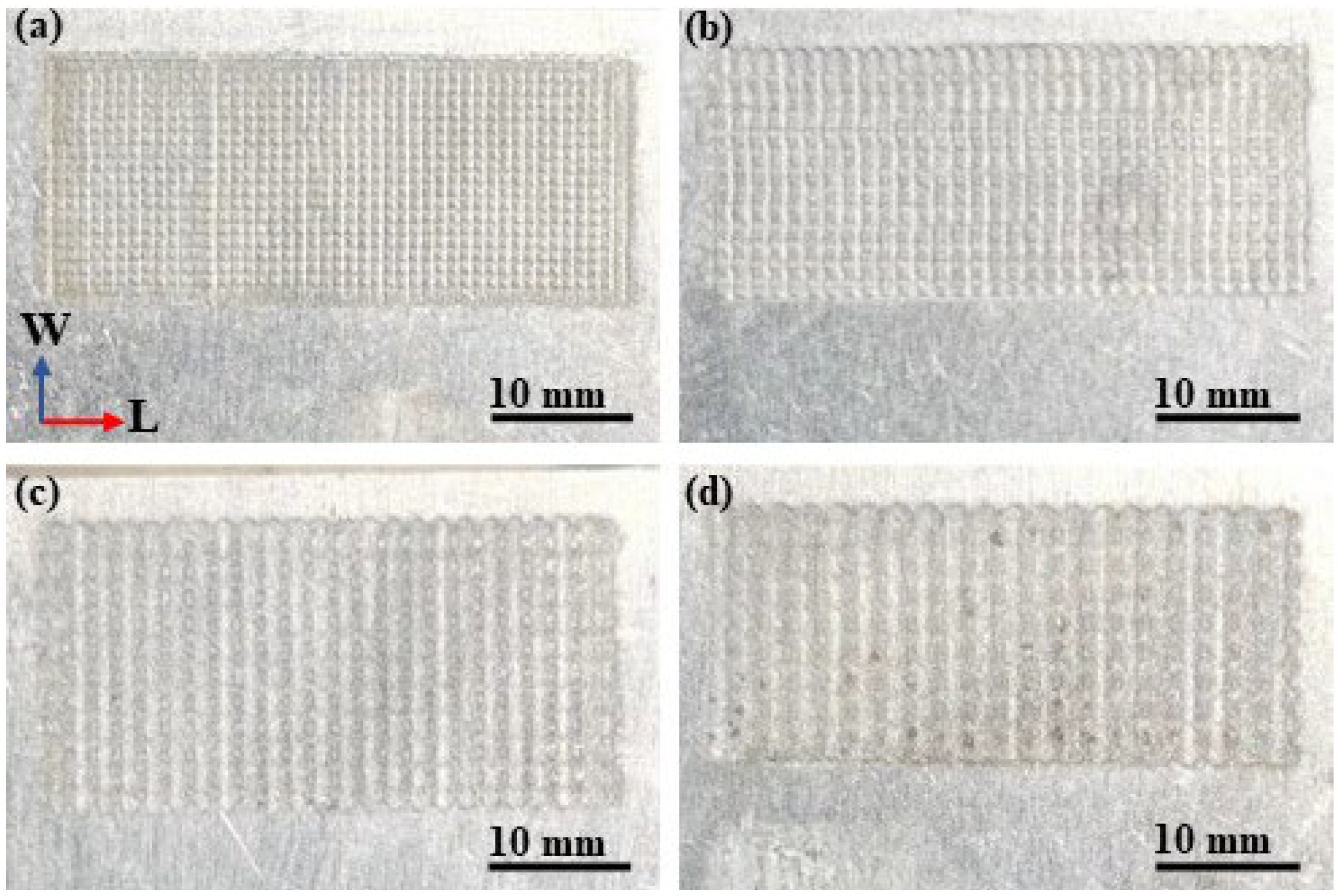
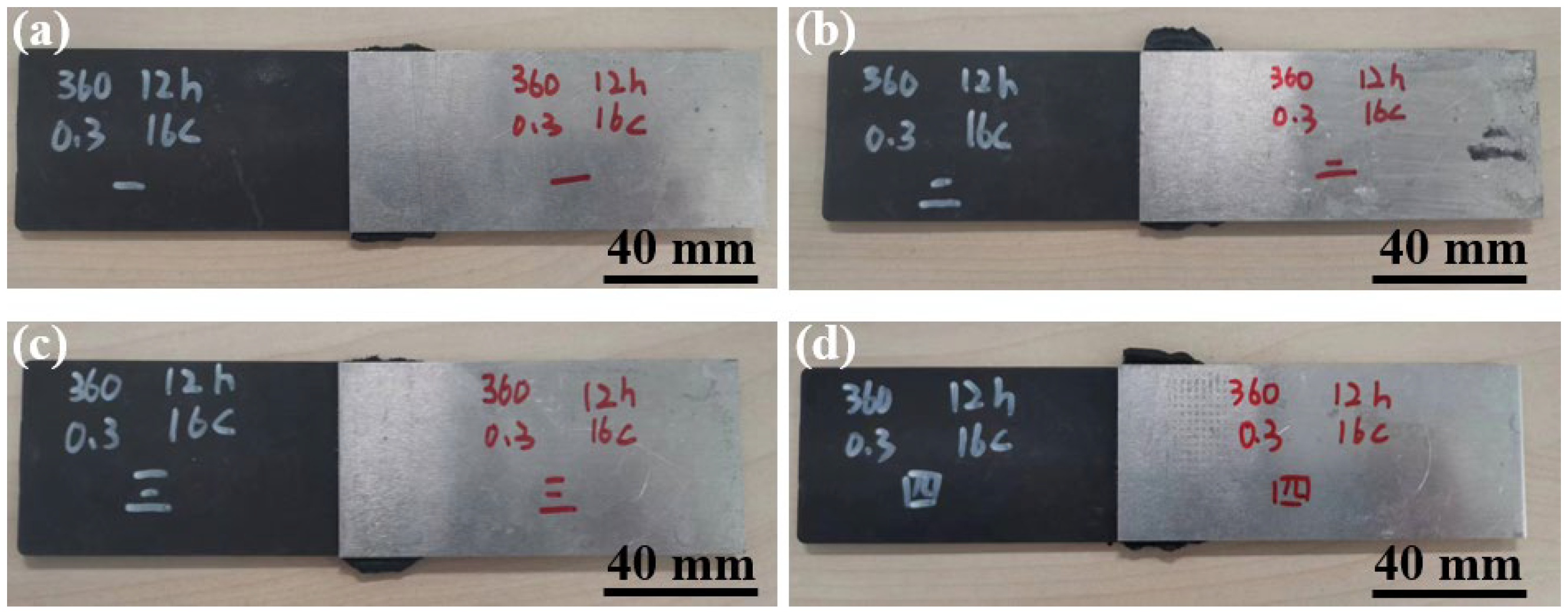
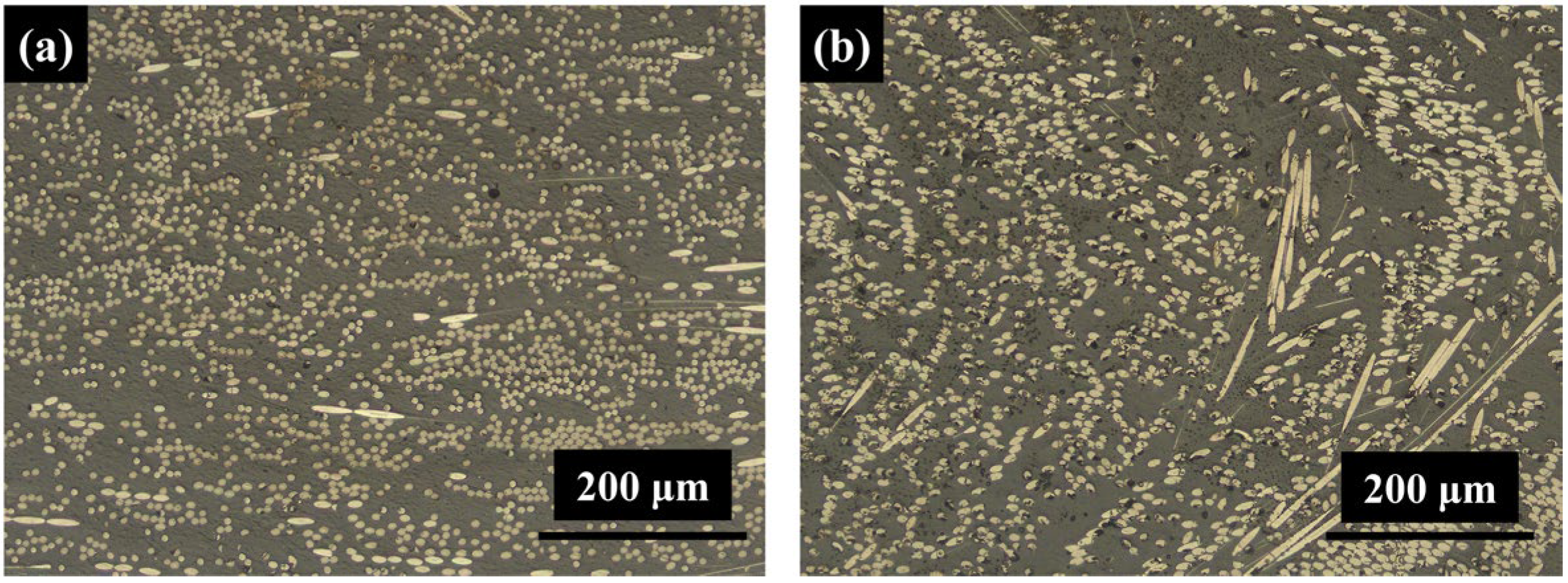
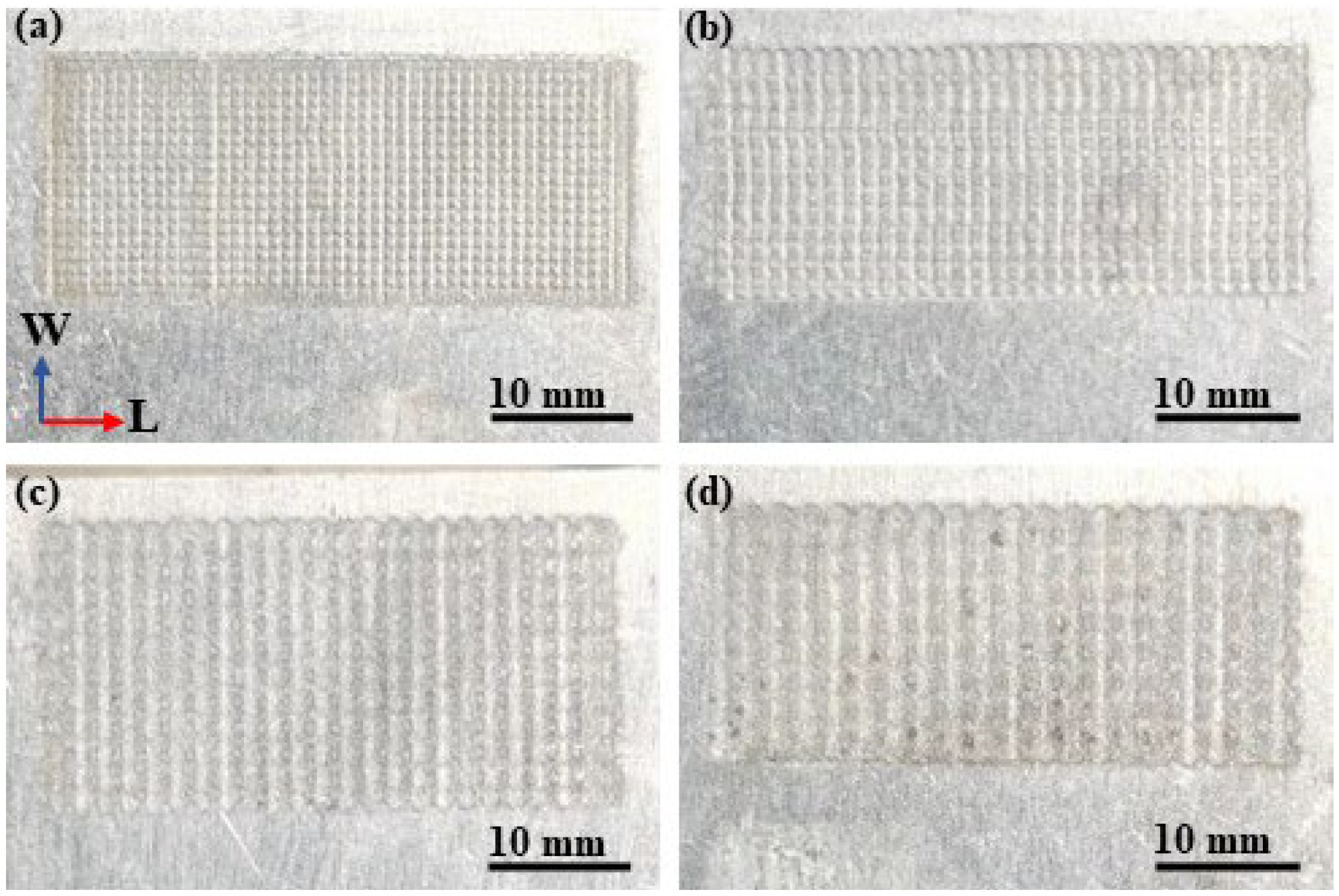
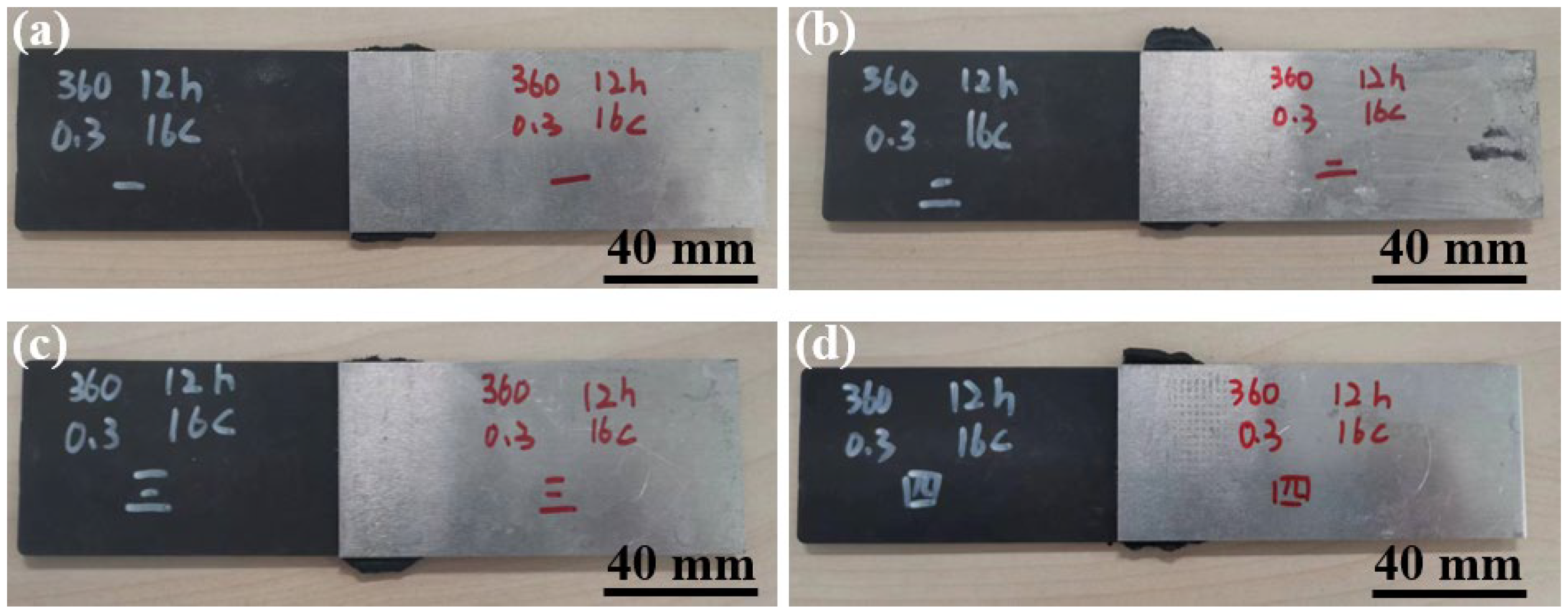
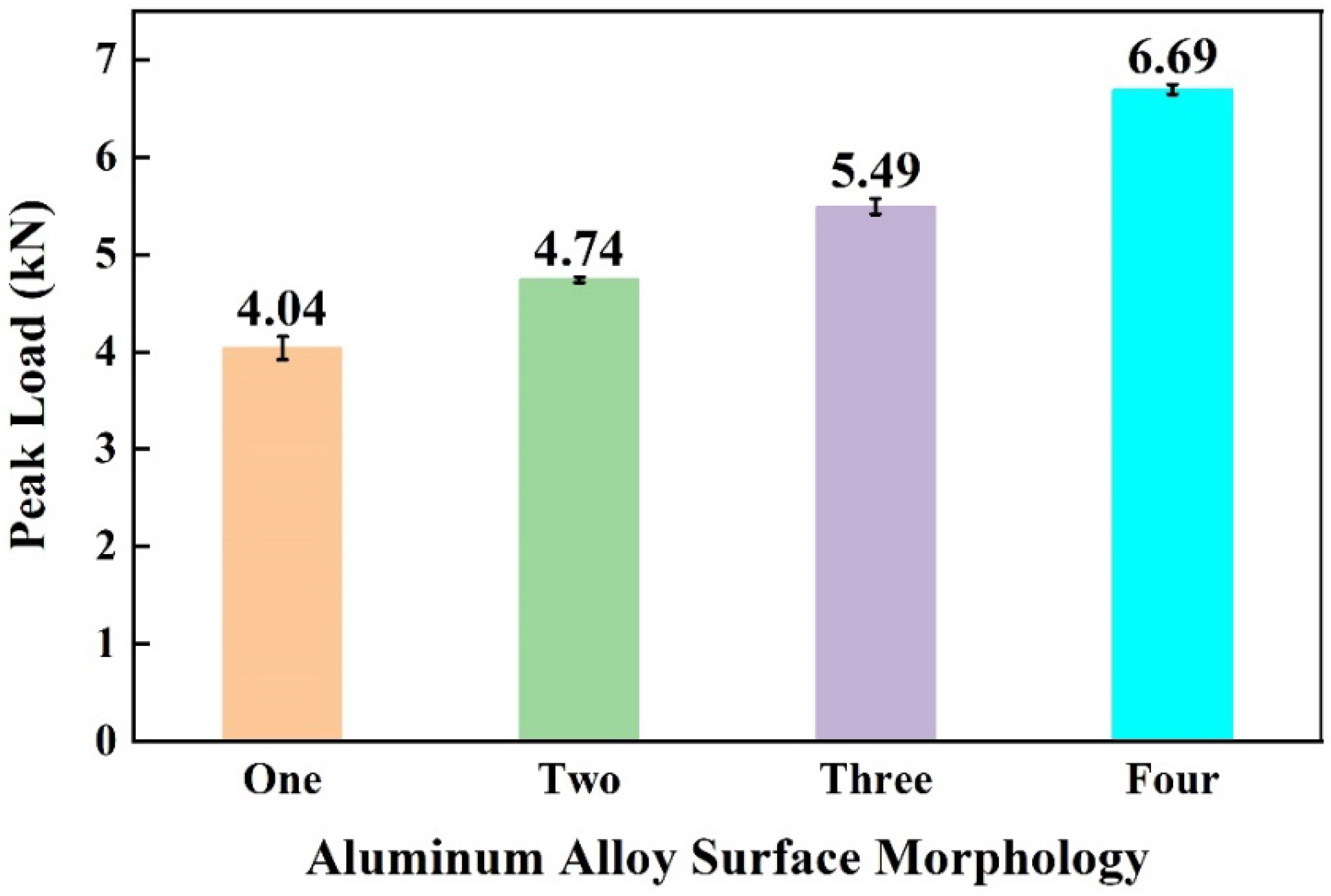
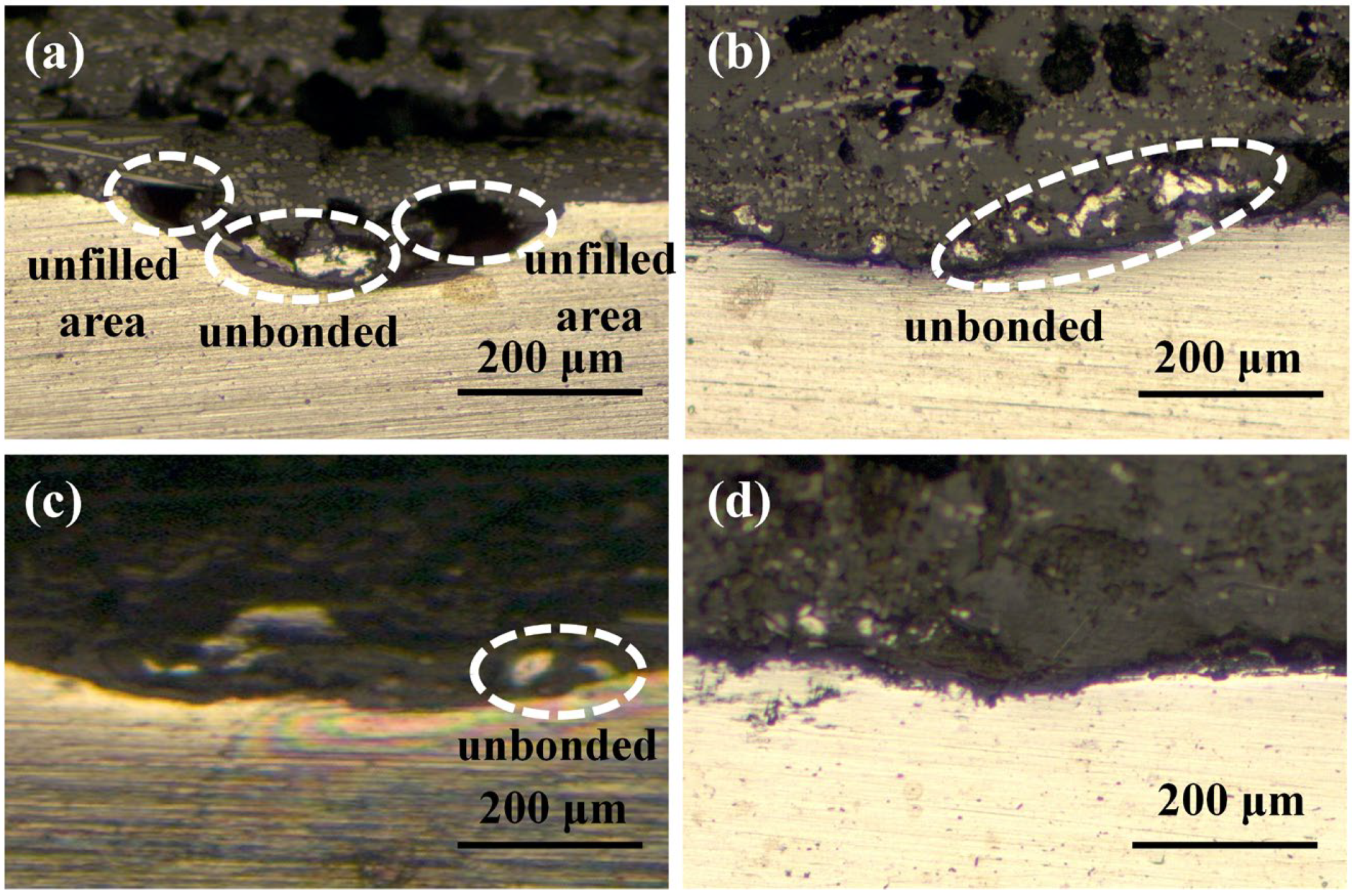
3.2.1. The Influence of Surface Morphology
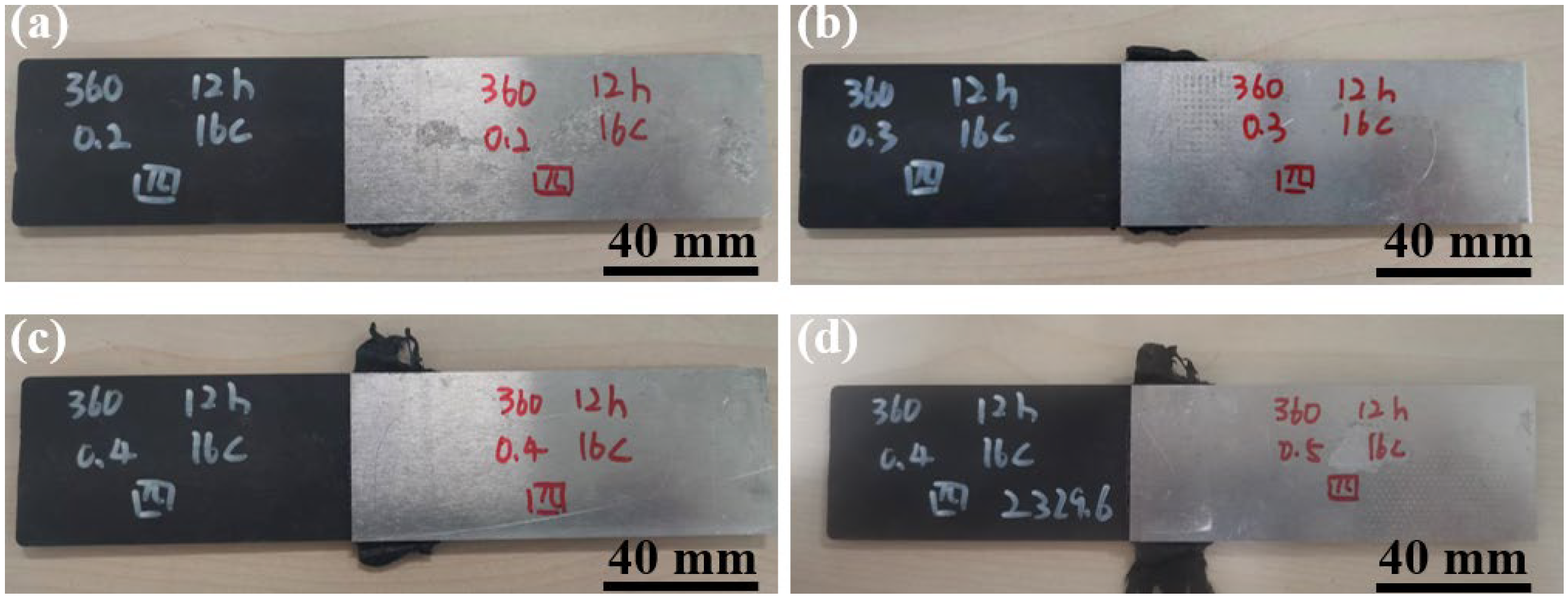
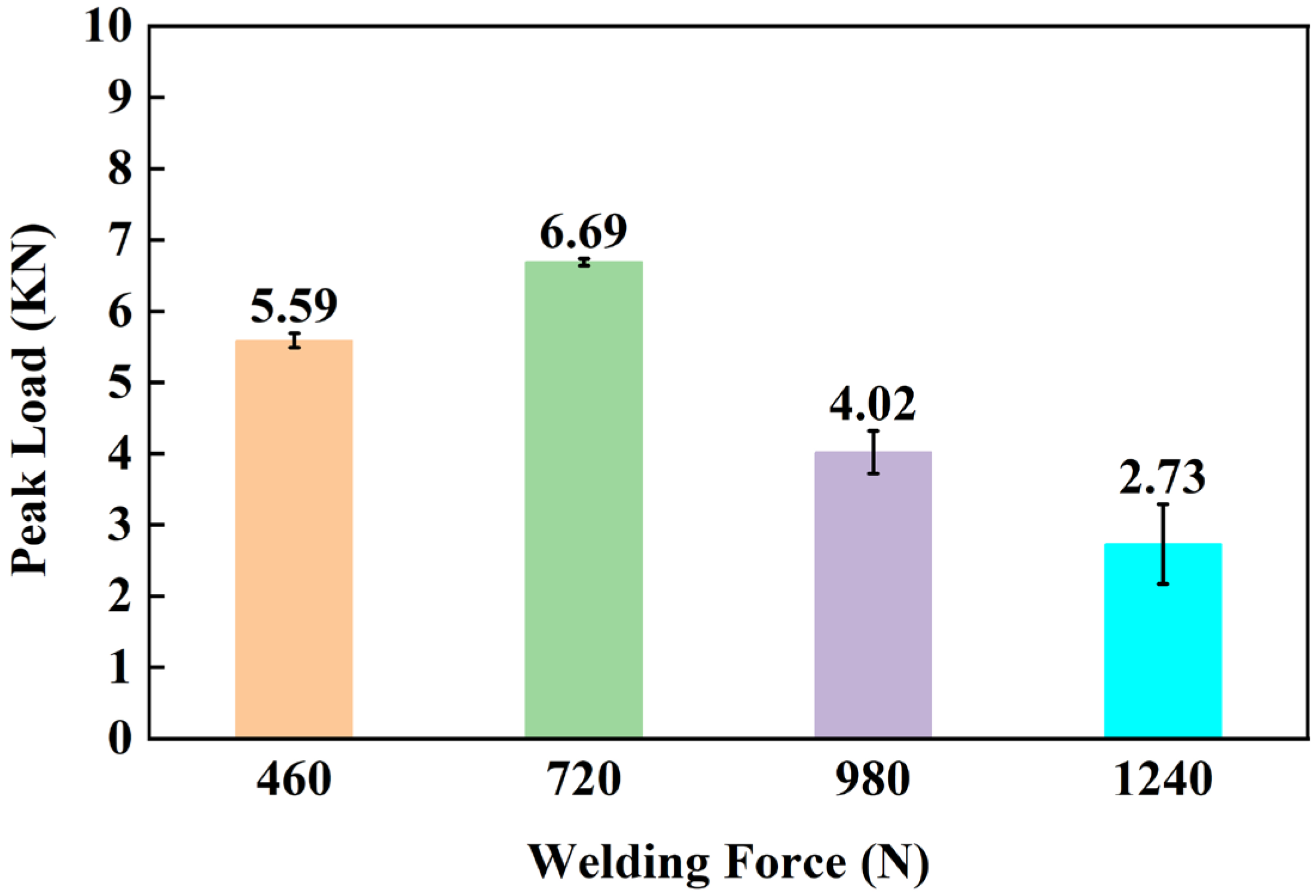
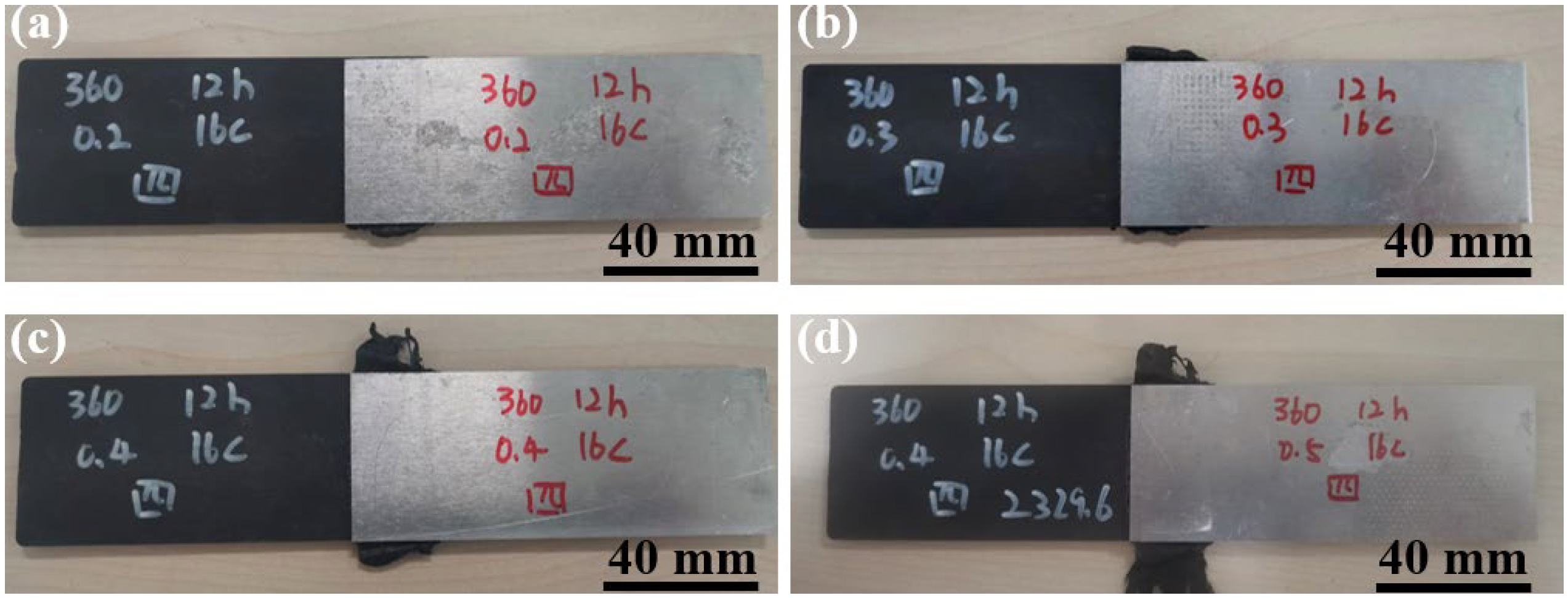
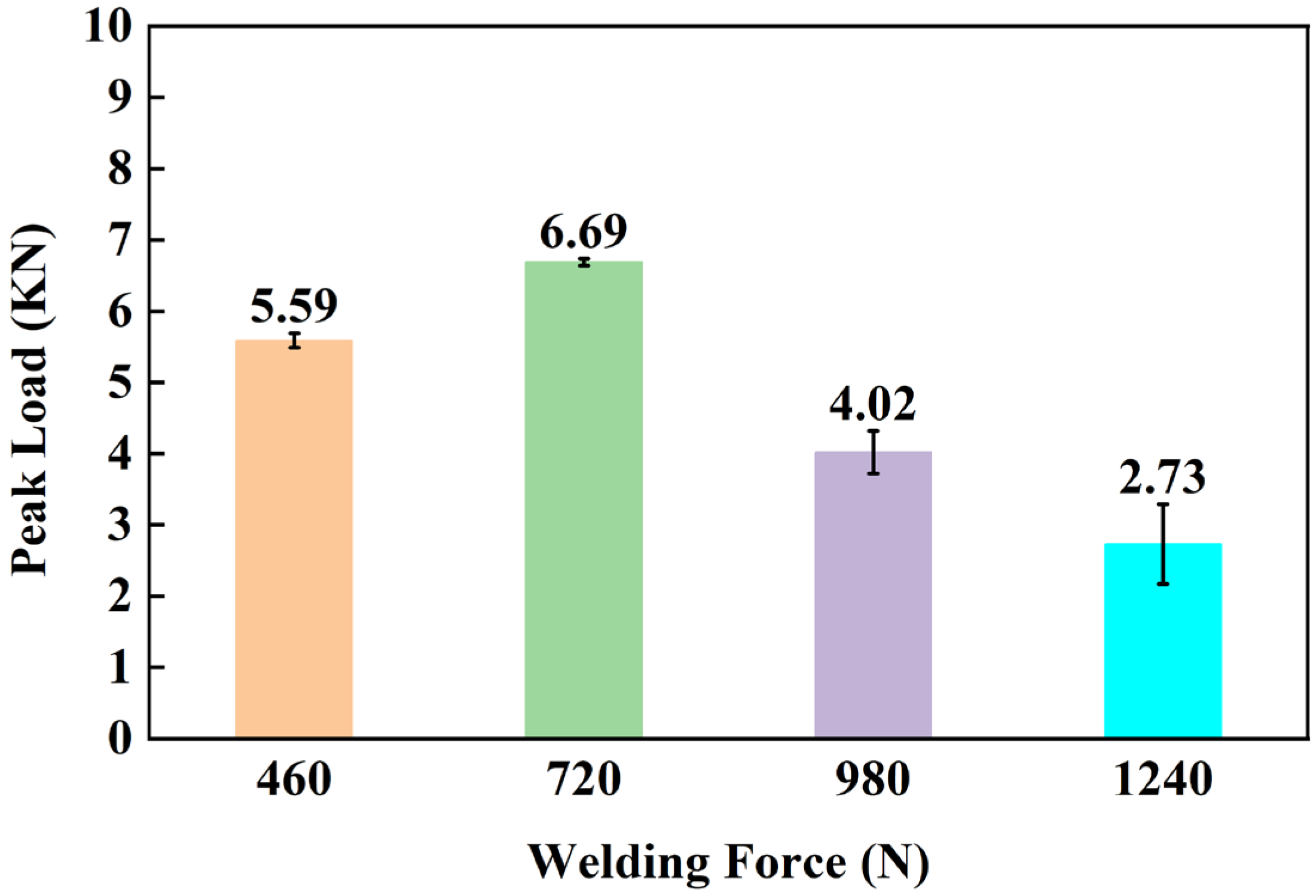
3.2.2. Effect of Welding Force
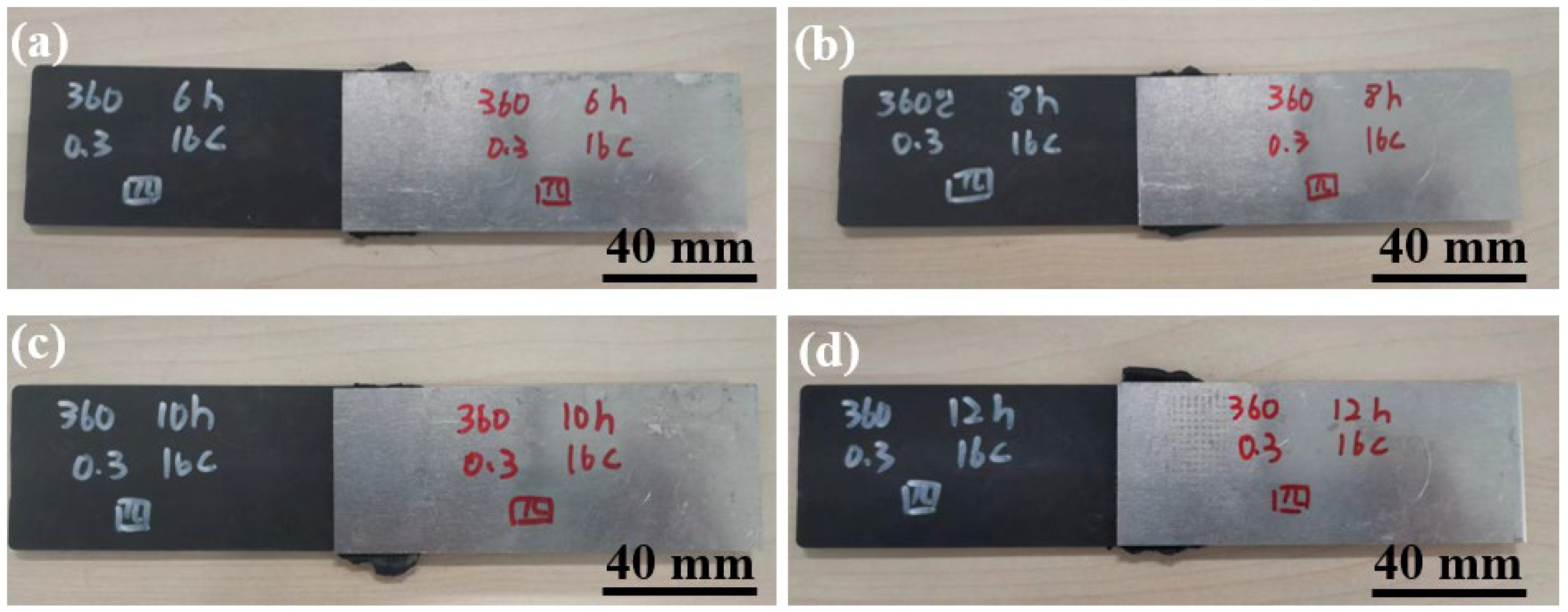
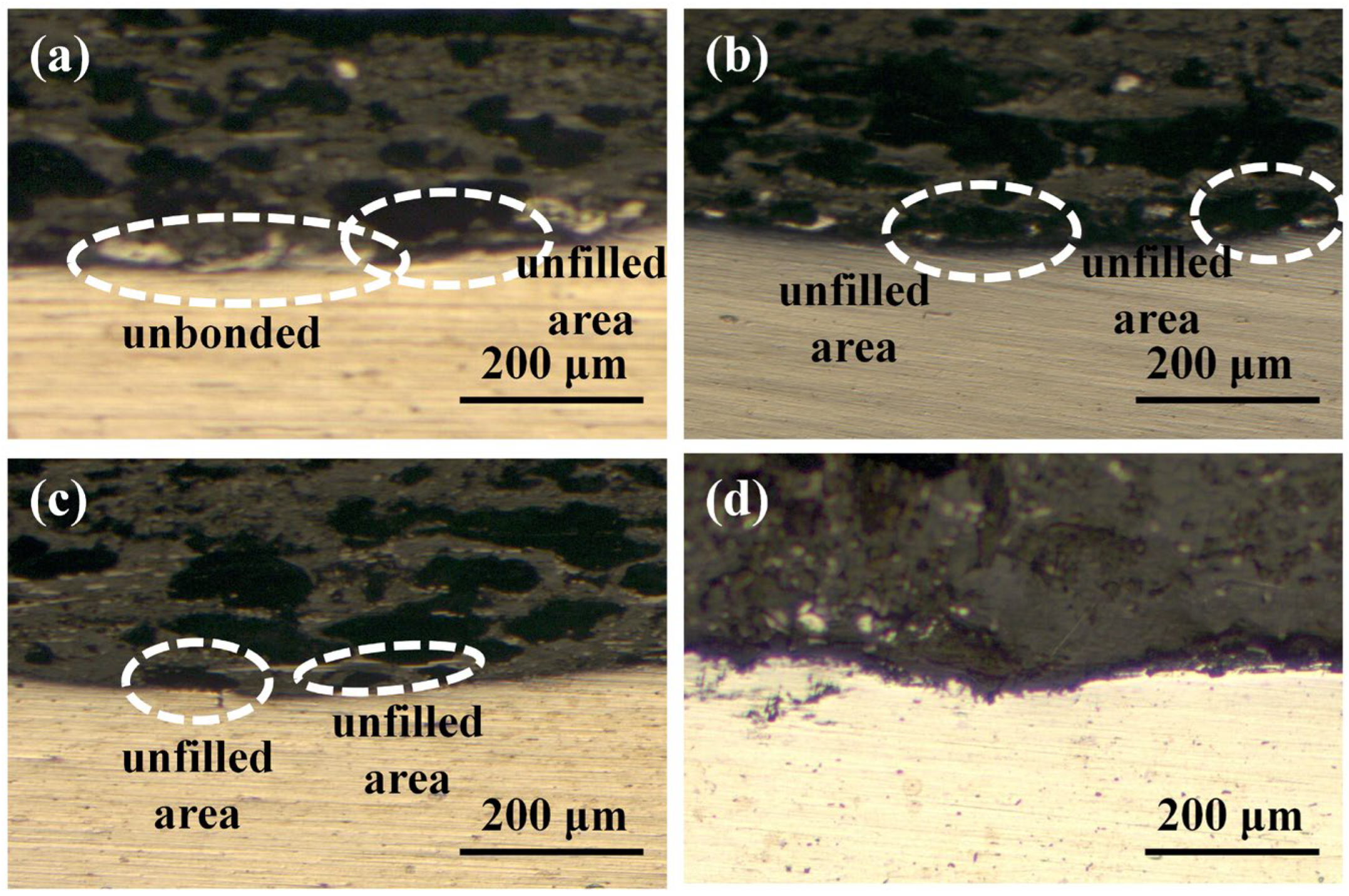
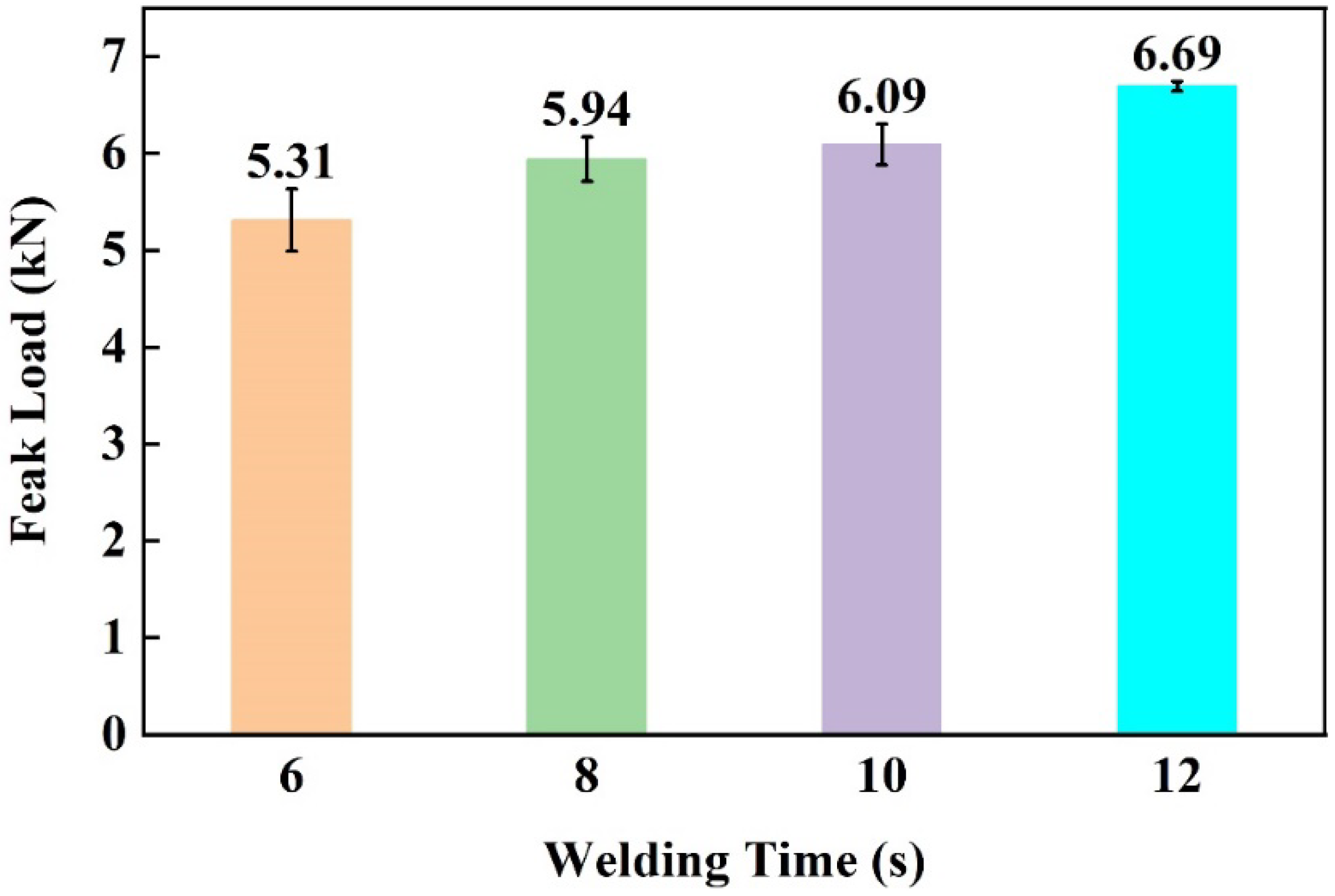
3.2.3. Effect of Welding Time
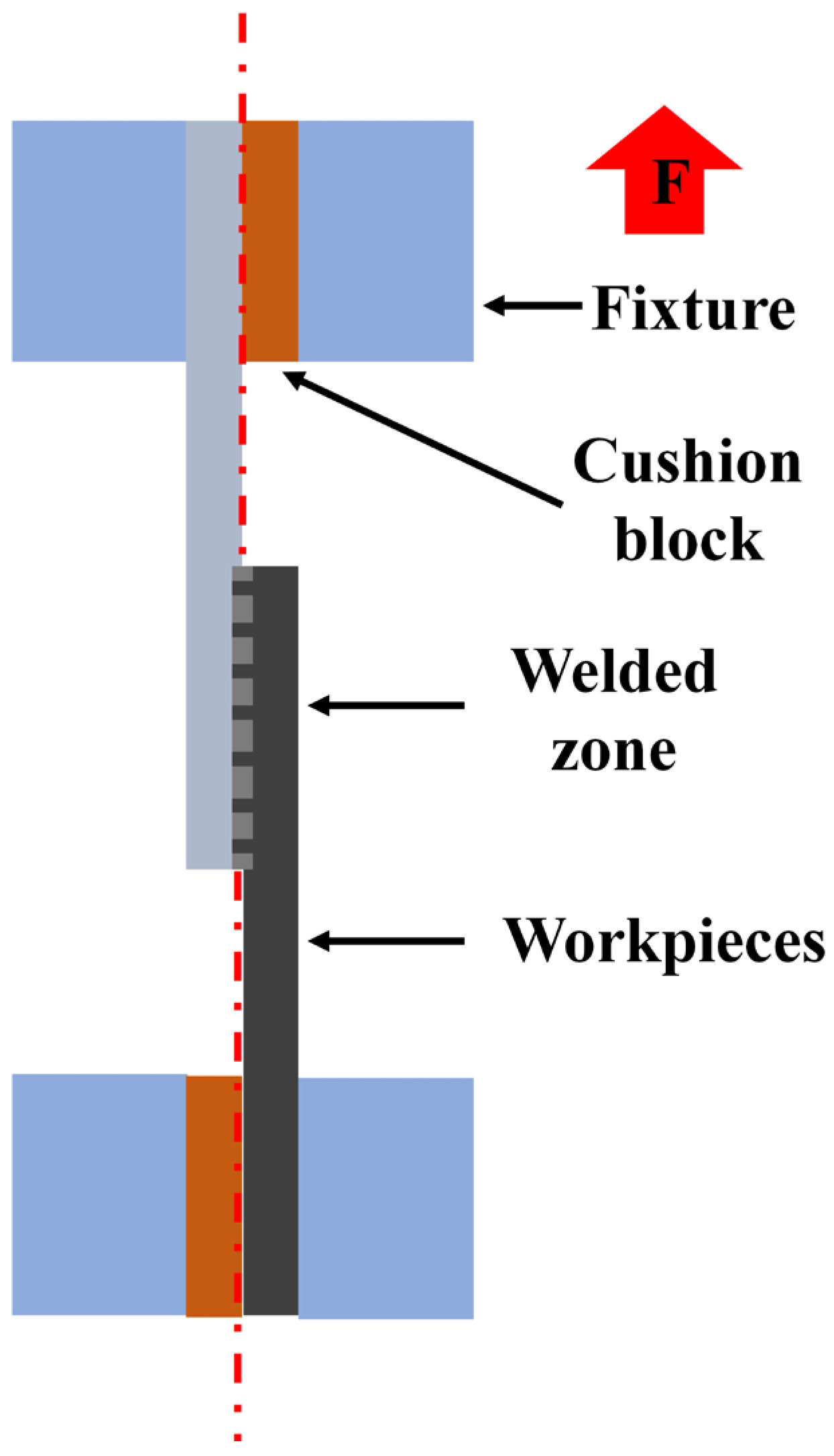
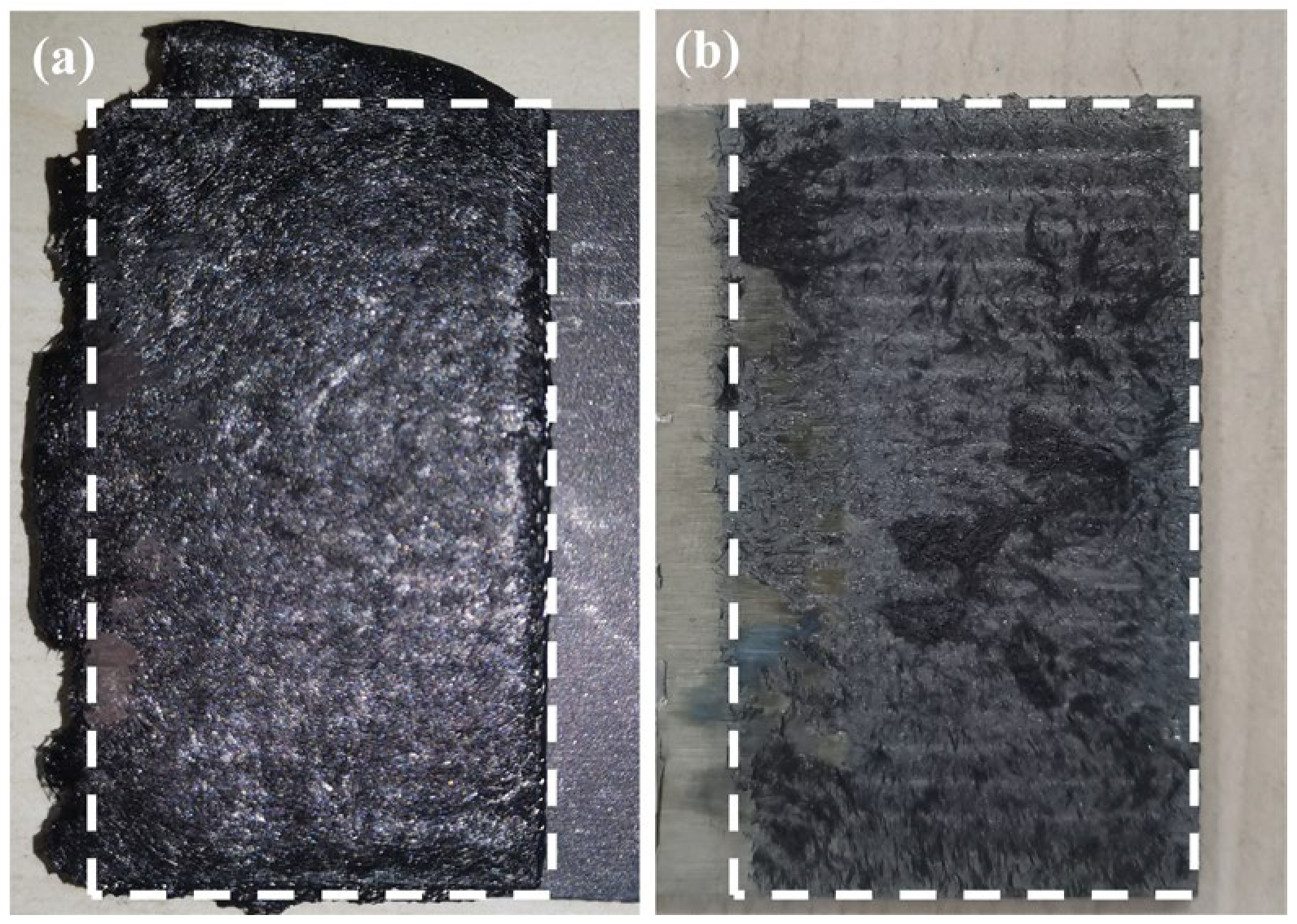
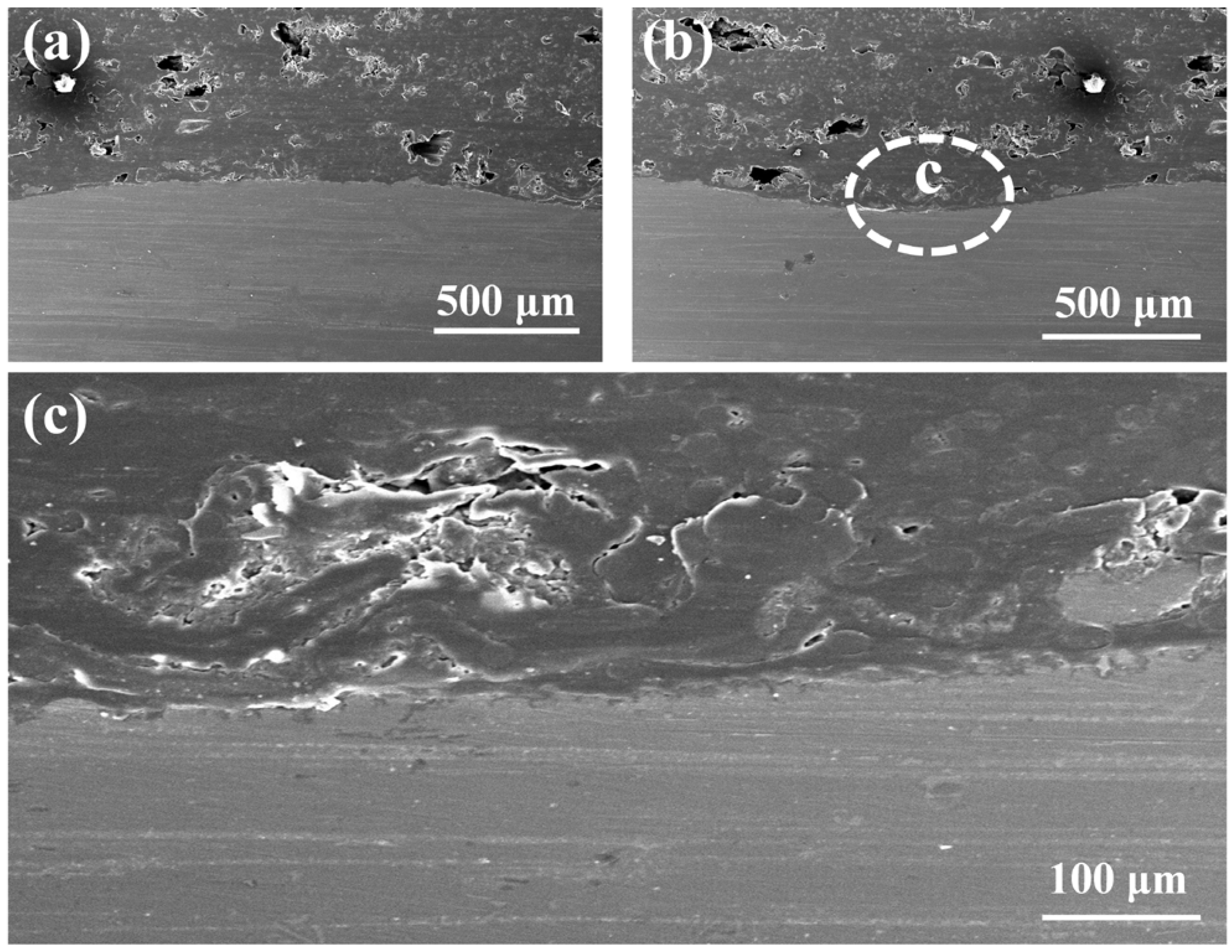
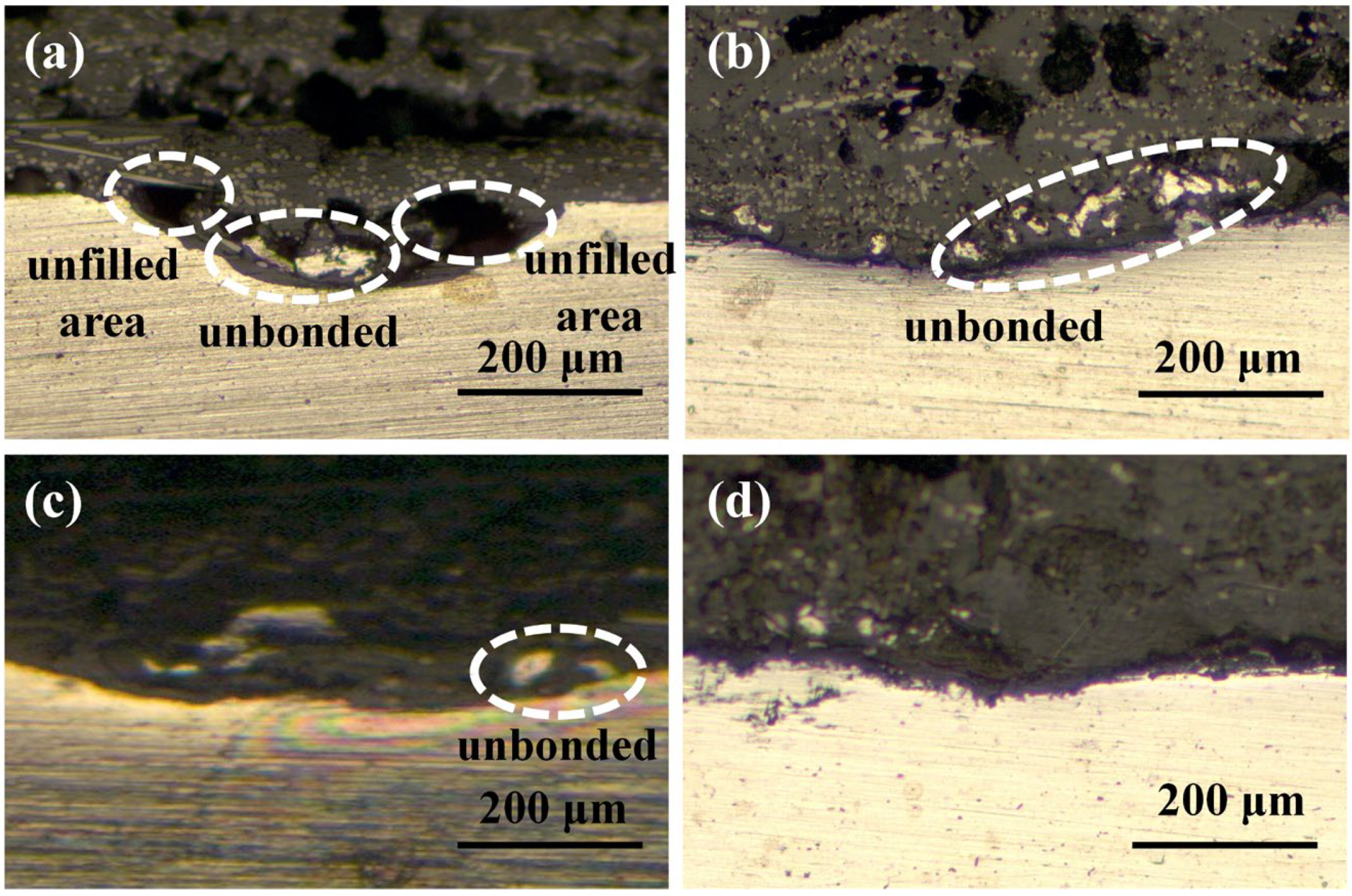
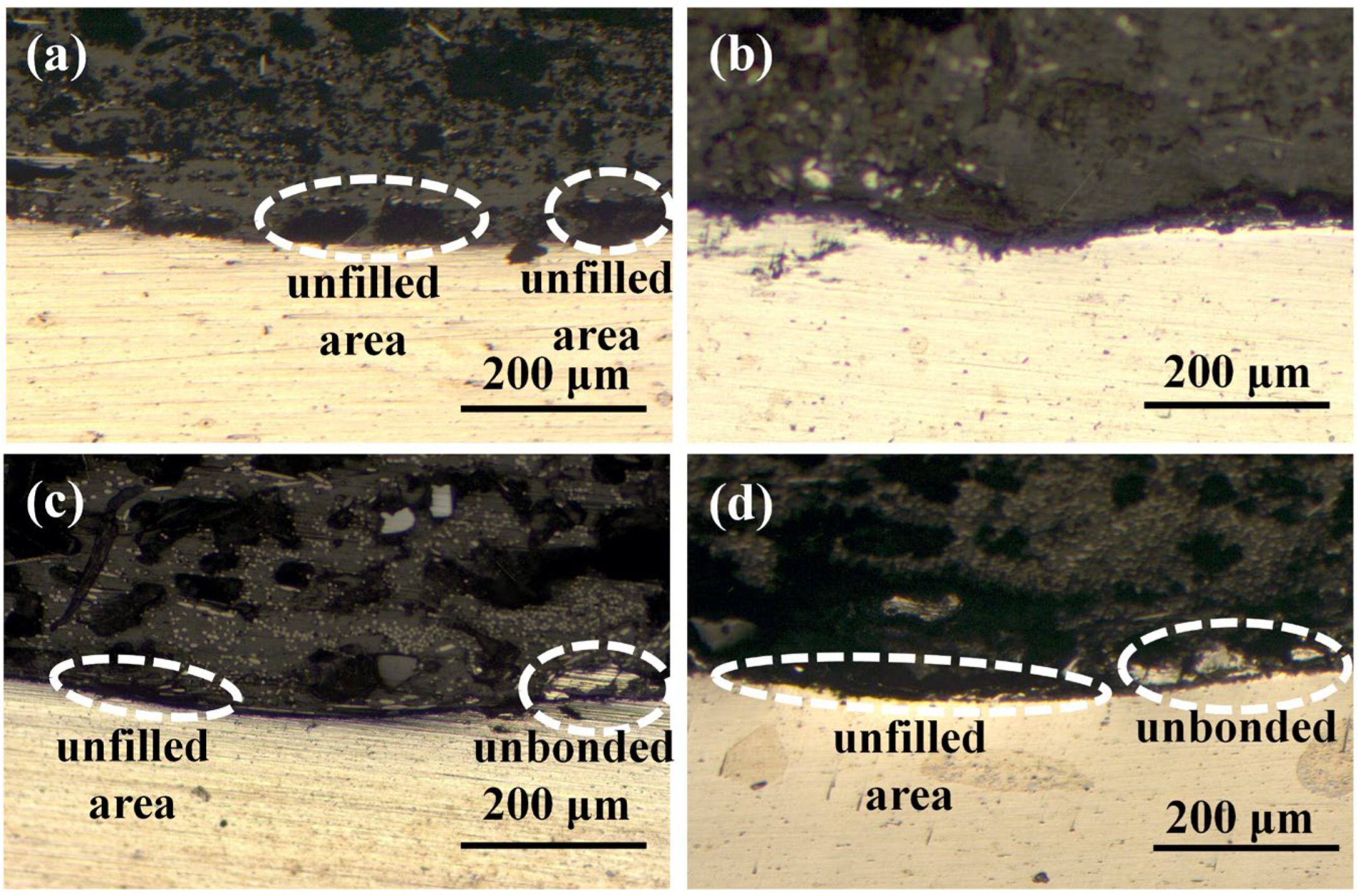
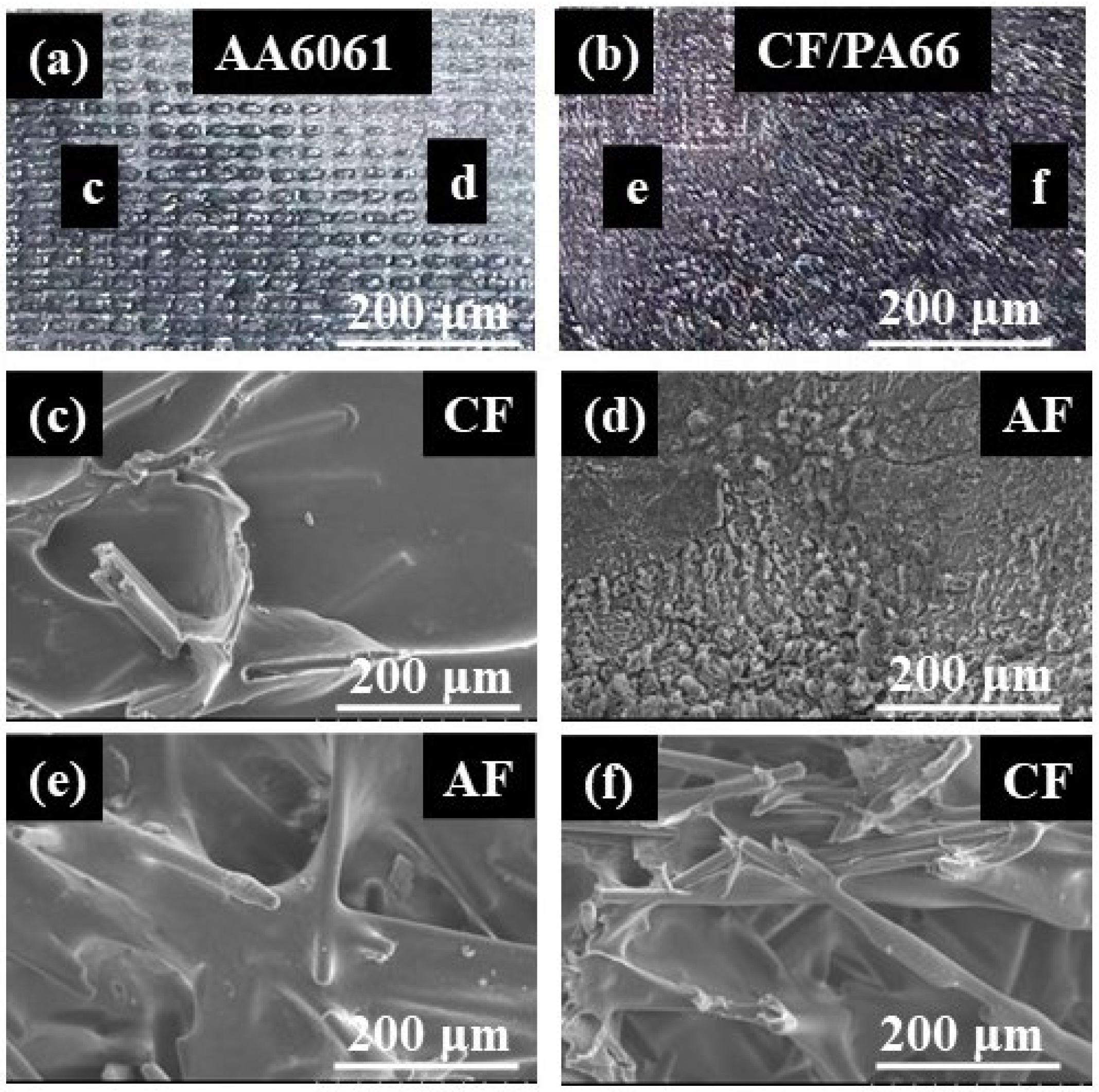
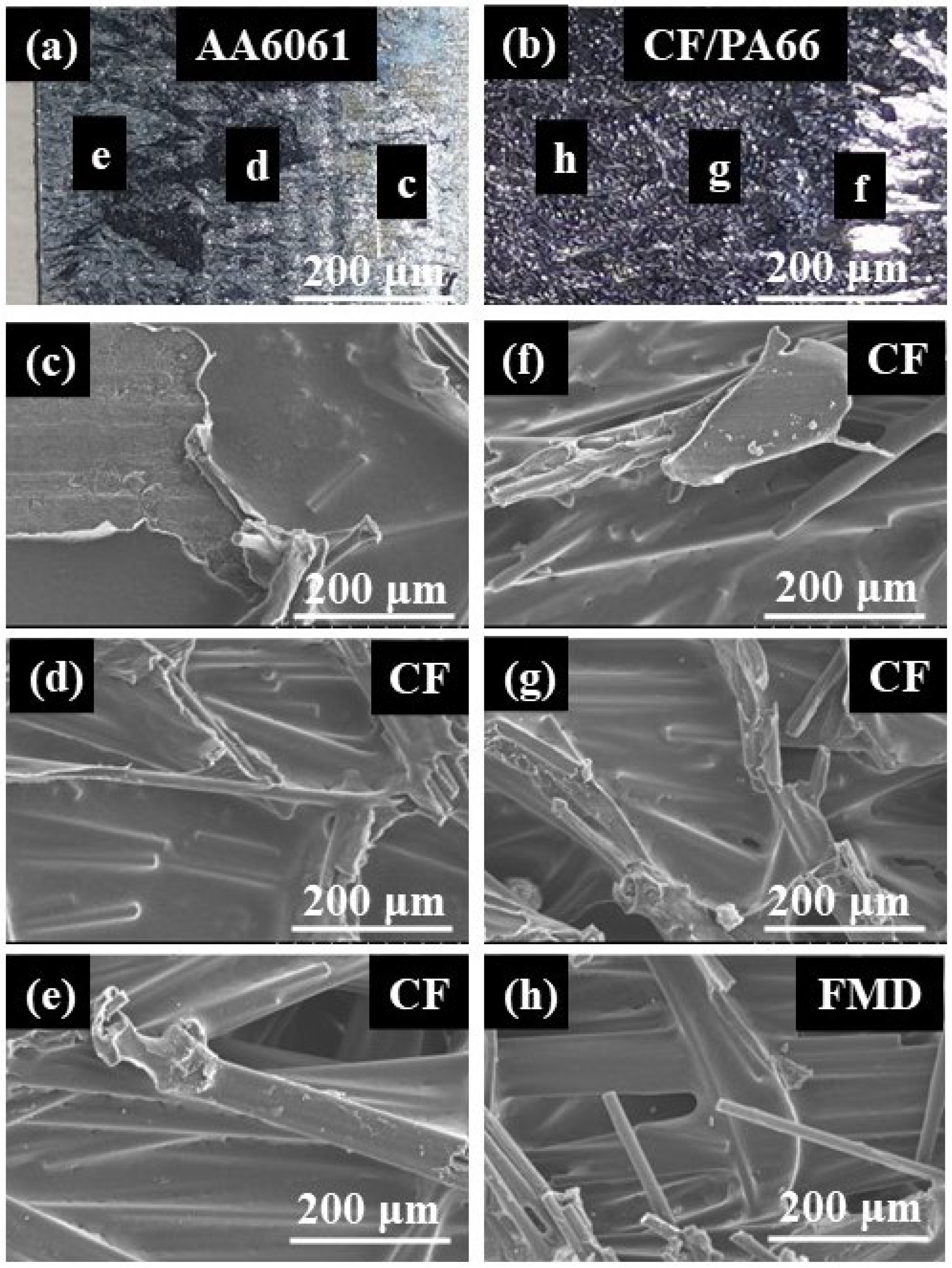
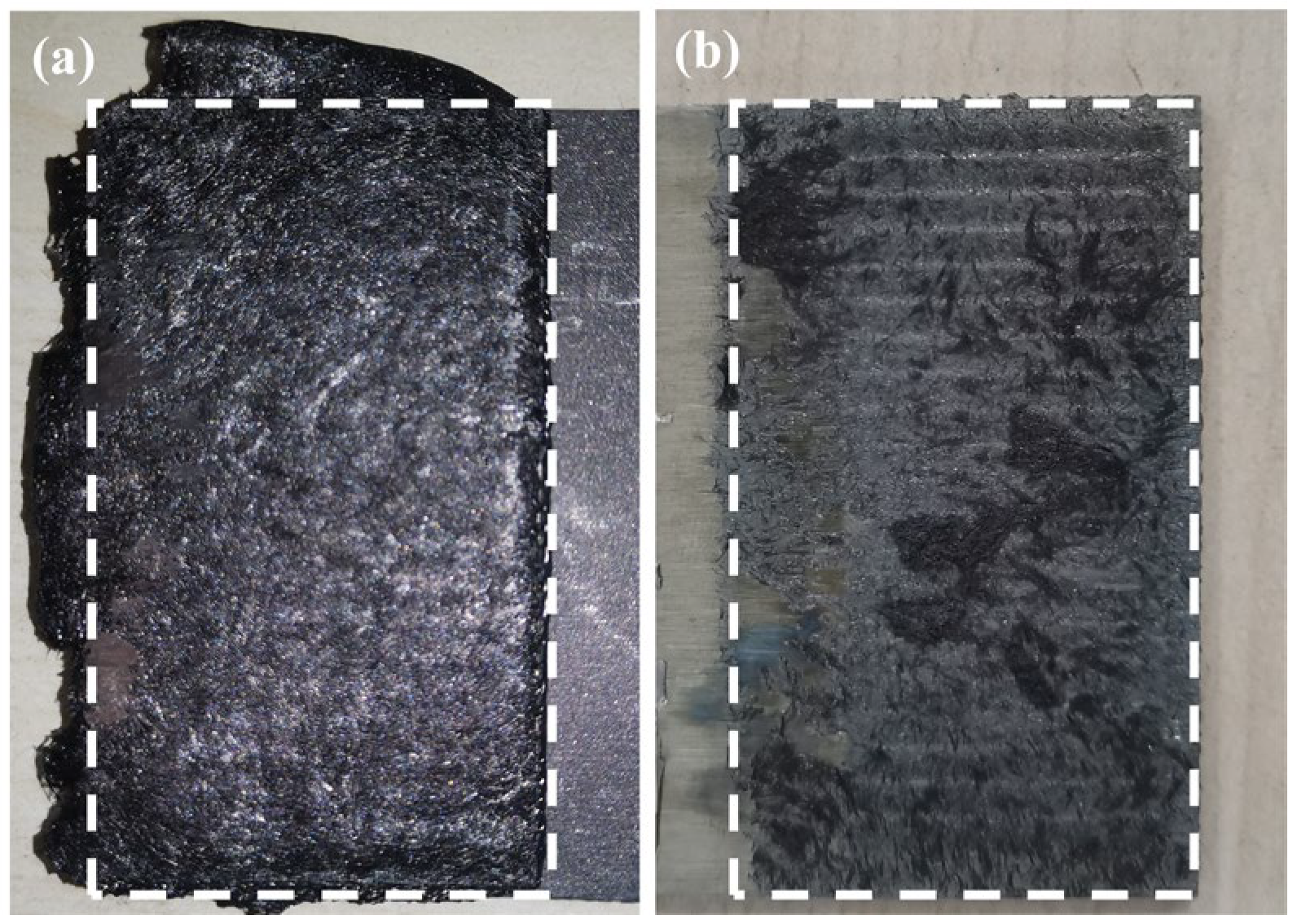
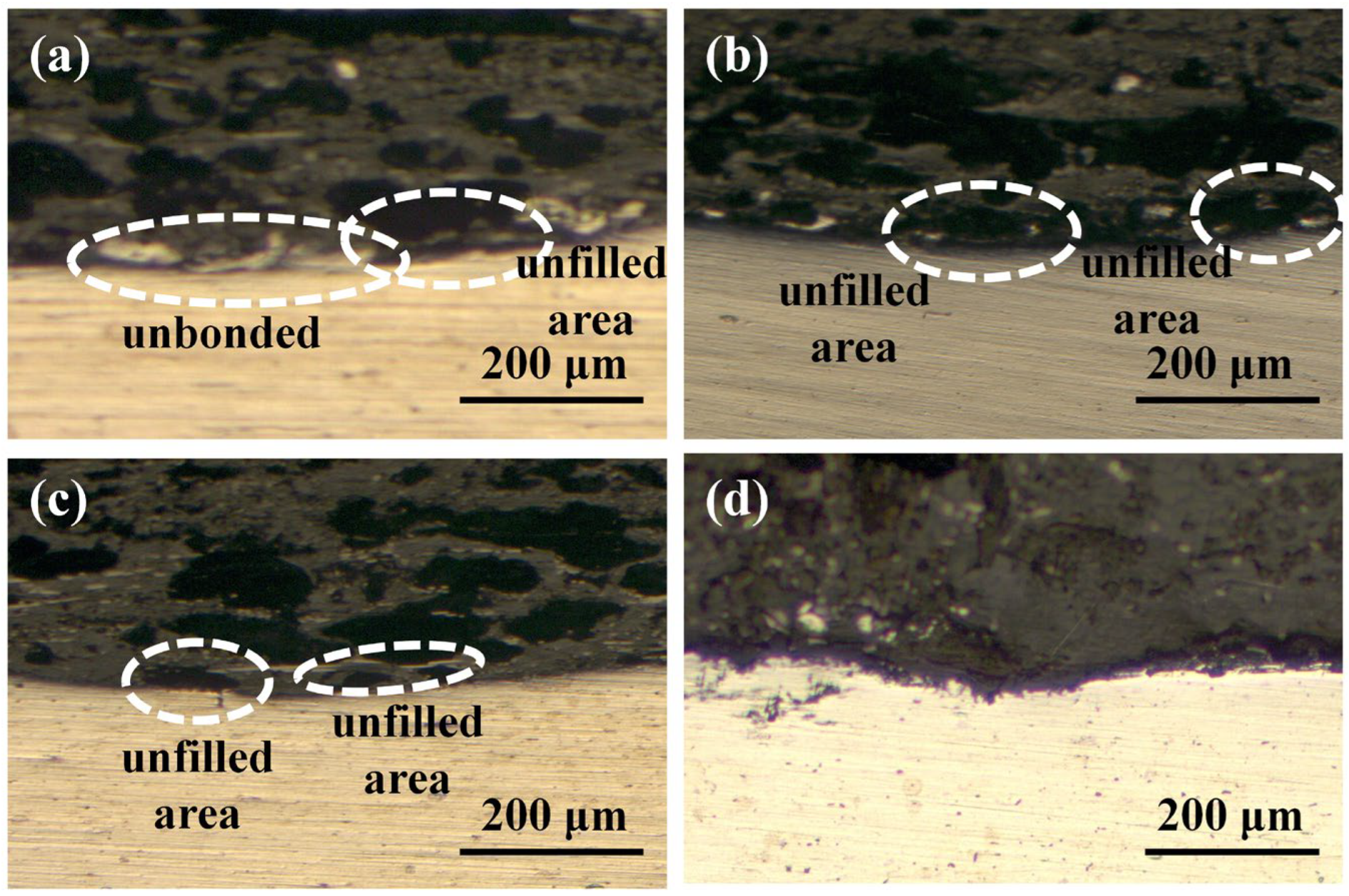
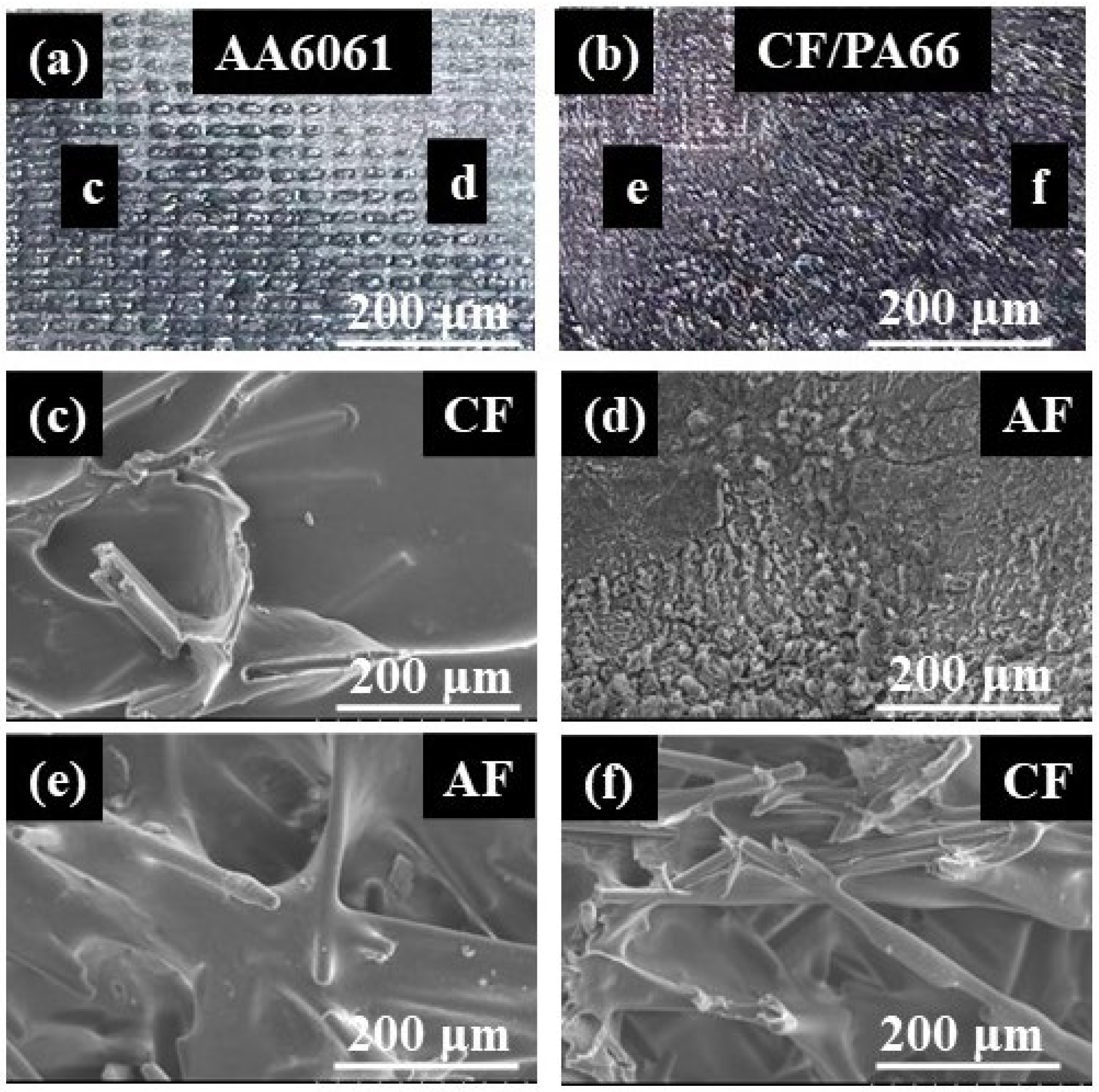
3.2.4. Analysis of Fracture Morphology
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Moritz, T.; Scheithauer, U.; Weingarten, S.; Abel, J.; Michaelis, A.; Hampel, S.; Cano, S.C. Hybridization of materials and processes by additive manufacturing. In Proceedings of the 3rd International Conference on Progress in Additive Manufacturing, Singapore, 14–17 May 2018; pp. 14–17. [Google Scholar]
- Kalashnikov, K.; Kalashnikova, T.; Semenchuk, V.; Knyazhev, E.; Panfilov, A. Development of a Multimaterial Structure Based on CuAl9Mn2 Bronze and Inconel 625 Alloy by Double-Wire-Feed Additive Manufacturing. Metals 2022, 12, 2048. [Google Scholar] [CrossRef]
- Czerwinski, F. Current Trends in Automotive Lightweighting Strategies and Materials. Materials 2021, 14, 6631. [Google Scholar] [CrossRef]
- Lee, J.M.; Min, B.J.; Park, J.H.; Kim, D.H.; Kim, B.M.; Ko, D.C. Design of Lightweight CFRP Automotive Part as an Alternative for Steel Part by Thickness and Lay-Up Optimization. Materials 2019, 12, 2309. [Google Scholar] [CrossRef] [PubMed]
- Kavitha, K.; Vijayan, R.; Sathishkumar, T. Fiber-metal laminates: A review of reinforcement and formability characteristics. Mater. Today 2020, 22, 601–605. [Google Scholar]
- Nico, D. BMW 7 Series’ Carbon Core More Important That You Might Think. BMWBLOG. Available online: https://www.bmwblog.com/2015/09/01/bmw-7-series-carbon-core-more-important-that-you-might-think/ (accessed on 1 September 2015).
- Lee, M.S.; Seo, H.Y.; Kang, C.G. Comparison of collision test results for center-pillar reinforcements with TWB and CR420/CFRP hybrid composite materials using experimental and theoretical methods. Compos. Struct. 2017, 168, 698–709. [Google Scholar] [CrossRef]
- Sandeep, R.; Natarajan, A. Advances in joining technologies for the innovation of 21st century lightweight aluminium-CFRP hybrid structures. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2022, 236, 1239–1255. [Google Scholar] [CrossRef]
- Arenas, J.M.; Alía, C.; Narbón, J.J.; Ocaña, R.; González, C. Considerations for the industrial application of structural adhesive joints in the aluminium–composite material bonding. Compos. Part B Eng. 2013, 44, 417–423. [Google Scholar] [CrossRef]
- Lionetto, F.; Pappadà, S.; Buccoliero, G.; Maffezzoli, A. Finite element modeling of continuous induction welding of thermoplastic matrix composites. Mater. Des. 2017, 120, 212–221. [Google Scholar] [CrossRef]
- Choi, I.; Roh, H.D.; Jeong, W.N.; Jeong, H.Y.; Suh, S.; Yi, J.; Um, M.; Oh, Y.; Lee, K. Laser-assisted joining of carbon fiber reinforced polyetherketoneketone thermoplastic composite laminates. Compos. Part A Appl. Sci. Manuf. 2022, 163, 107228. [Google Scholar] [CrossRef]
- Katayama, S.; Kawahito, Y. Laser direct joining of metal and plastic. Scr. Mater. 2008, 59, 1247–1250. [Google Scholar] [CrossRef]
- Schricker, K.; Samfaß, L.; Grätzel, M.; Ecke, G.; Bergmann, J.P. Bonding mechanisms in laser-assisted joining of metal-polymer composites. J. Adv. Join. Process. 2020, 1, 100008. [Google Scholar] [CrossRef]
- Wang, F.Y.; Bu, H.C.; Luo, J.B.; Zhang, P.G.; Wang, L.L.; Zhan, X.H. Influence of different micro-pattern types on interface characteristic and mechanical property of CFRTP/aluminum alloy laser bonding joint. Int. J. Adv. Manuf. Technol. 2022, 120, 3543–3557. [Google Scholar] [CrossRef]
- Lambiase, F.; Genna, S. Experimental analysis of Laser assisted joining of Al-Mg aluminium alloy with Polyetheretherketone (PEEK). Int. J. Adhes. Adhes. 2018, 84, 265–274. [Google Scholar] [CrossRef]
- Jung, K.; Kawahito, Y.; Katayama, S. Laser direct joining of carbon fibre reinforced plastic to stainless steel. Sci. Technol. Weld. Join. 2011, 16, 676–680. [Google Scholar] [CrossRef]
- Ye, Y.Y.; Zou, Q.; Xiao, Y.N.; Jiao, J.K.; Liu, Y.Z.; Sheng, L.Y. Effect of interface pretreatment of Al alloy on bonding strength of the laser joined Al/CFRTP butt joint. Micromachines 2021, 12, 179. [Google Scholar] [CrossRef] [PubMed]
- Lambiase, F.; Genna, S. Laser assisted joining of AA5053 aluminum alloy with polyvinyl chloride (PVC). Opt. Laser Technol. 2018, 107, 80–88. [Google Scholar] [CrossRef]
- Ota, E.; Matsuda, T.; Shoji, H.; Ogura, T.; Miyasaka, F.; Sano, T.; Ohata, M.; Hirose, A. Friction stir spot welding of aluminum and carbon fiber reinforced thermoplastic using hybrid surface treatment improving interfacial properties. Mater. Des. 2021, 212, 110221. [Google Scholar] [CrossRef]
- Geng, P.H.; Ma, N.S.; Ma, H.; Ma, Y.W.; Murakami, K.; Liu, H.H.; Aoki, Y.; Fujii, H. Flat friction spot joining of aluminum alloy to carbon fiber reinforced polymer sheets: Experiment and simulation. J. Mater. Sci. Technol. 2022, 107, 266–289. [Google Scholar] [CrossRef]
- Das, A.; Bang, H.; Bang, H. Numerical modelling in friction lap joining of aluminium alloy and carbon-fiber-reinforced-plastic sheets. IOP Conf. Ser. Mater. Sci. Eng. 2018, 369, 012032. [Google Scholar] [CrossRef]
- Bang, H.S.; Das, A.; Lee, S. Friction stir lap joining of automotive aluminium alloy and carbon-fiber-reinforced plastic. IOP Conf. Ser. Mater. Sci. Eng. 2018, 369, 012033. [Google Scholar] [CrossRef]
- Nagatsuka, K.; Yoshida, S.; Tsuchiya, A.; Nakata, K. Direct joining of carbon-fiber–reinforced plastic to an aluminum alloy using friction lap joining. Compos. Part B Eng. 2015, 73, 82–88. [Google Scholar] [CrossRef]
- Goushegir, S.; dos Santos, J.; Amancio-Filho, S. Friction spot joining of aluminum AA2024/carbon-fiber reinforced poly (phenylene sulfide) composite single lap joints: Microstructure and mechanical performance. Mater. Des. 2014, 54, 196–206. [Google Scholar] [CrossRef]
- Ogawa, Y.; Akebono, H.; Tanaka, K.; Sugeta, A. Effect of welding time on fatigue properties of friction stir spot welds of Al to carbon fibre-reinforced plastic. Compos. Sci. Technol. 2019, 24, 235–242. [Google Scholar] [CrossRef]
- André, N.M.; Goushegir, S.M.; Dos Santos, J.F.; Canto, L.B.; Amancio-Filho, S.T. Friction spot joining of aluminum alloy 2024-T3 and carbon-fiber reinforced poly(phenylene sulfide) laminate with additional PPS film interlayer: Microstructure, mechanical strength and failure mechanisms. Compos. Part B Eng. 2016, 94, 197–208. [Google Scholar] [CrossRef]
- Lambiase, F.; Paoletti, A. Friction Assisted Joining of titanium and polyetheretherketone (PEEK) sheets. Thin-Walled Struct. 2018, 130, 254–261. [Google Scholar] [CrossRef]
- Lionetto, F.; Balle, F.; Maffezzoli, A. Hybrid ultrasonic spot welding of aluminum to carbon fiber reinforced epoxy composites. J. Mater. Process. Technol. 2017, 247, 289–295. [Google Scholar] [CrossRef]
- Yu, W.; Zhang, T.; Wang, Y. Effect of anodizing on ultrasonic welding of 6063 aluminum alloy and PPS. Rare Met. Mater. Eng. 2022, 51, 241–248. [Google Scholar]
- Lionetto, F.; Mele, C.; Leo, P.; D’Ostuni, S.; Balle, F.; Maffezzoli, A. Ultrasonic spot welding of carbon fiber reinforced epoxy composites to aluminum: Mechanical and electrochemical characterization. Compos. Part B Eng. 2018, 144, 134–142. [Google Scholar] [CrossRef]
- Yeh, R.Y.; Hsu, R.Q. Development of ultrasonic direct joining of thermoplastic to laser structured metal. Int. J. Adhes. 2016, 65, 28–32. [Google Scholar] [CrossRef]
- Staab, F.; Liesegang, M.; Balle, F. Local shear strength distribution of ultrasonically welded hybrid Aluminium to CFRP joints. Compos. Struct. 2020, 248, 112481. [Google Scholar] [CrossRef]
- Conte, U.; Villegas, I.; Tachon, J. Ultrasonic plastic welding of CF/PA6 composites to aluminium: Process and mechanical performance of welded joints. J. Compos. Mater. 2019, 53, 2607–2621. [Google Scholar] [CrossRef]
- Kumar, R.; Kumar, O. Investigation of ultrasonic welding of carbon fiber reinforced thermoplastic to an aluminum alloy using a interfacial coating. Mater. Manuf. Process. 2021, 36, 1323–1331. [Google Scholar] [CrossRef]
- Barrak, O.S.; Saad, M.L.; Mezher, T.; Hussein, K.; Hamzah, M.M. Joining of double pre-holed aluminum alloy AA6061-T6 to polyamide PA using hot press technique. IOP Conf. Ser. Mater. Sci. Eng. 2020, 881, 012062. [Google Scholar] [CrossRef]
- Zou, X.; Sariyev, B.; Chen, K.; Jiang, M.Y.; Wang, M.; Hua, X.M.; Zhang, L.T.; Shan, A. Enhanced interfacial bonding strength between metal and polymer via synergistic effects of particle anchoring and chemical bonding. J. Manuf. Process. 2021, 68, 558–568. [Google Scholar] [CrossRef]
- Du, K.P.; Huang, J.; Chen, J.; Li, Y.B.; Yang, C.L.; Xia, X.C. Mechanical property and structure of polypropylene/aluminum alloy hybrid prepared via ultrasound-assisted hot-pressing technology. Materials 2020, 13, 236. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.F.; Su, J.H.; Tan, C.W.; Feng, Z.W.; Zhang, H.; Wu, L.J.; Chen, B.; Song, X.G. Effect of laser texturing on mechanical strength and microstructural properties of hot-pressing joining of carbon fiber reinforced plastic to Ti6Al4V. J. Manuf. Process. 2021, 65, 30–41. [Google Scholar] [CrossRef]
- Saborowski, E.; Steinert, P.; Lindner, T.; Schubert, A.; Lampke, T. Pin-Shaped Surface Structures Generated by Laser Single Pulse Drilling for High-Strength Interfaces in Thermally Joined Polymer–Metal Hybrids. Materials 2023, 16, 687. [Google Scholar] [CrossRef]
- Xia, H.B.; Yang, B.Y.; Su, J.H.; Liu, Y.F.; Su, X.; Wang, C.; Qiang, X.; Wu, T.; Tan, C.W. Improvement of Laser Welded TC4/CFRTP Joint Strength by Combination of Surface Modification of MAO and Laser Texturing. Thin. Wall. Struct. 2024, 196, 111409. [Google Scholar] [CrossRef]
- Zhang, X.Y.; Su, J.H.; Feng, Z.W.; Liu, H.R.; Tan, C.W.; Chen, B.; Song, X.G. Effect of laser textured patterns on the interfacial characteristics and mechanical properties of 6061Al/GFRTP joints via hot-pressing. Thin. Wall. Struct. 2023, 189, 110916. [Google Scholar] [CrossRef]
- Liu, X.; Wang, J.F.; Bu, H.C.; Wang, F.Y.; Zhan, X.H. Effect of groove configuration on mechanical properties and fracture behavior of 6061 Al alloy and CFRTP laser joint. Int. J. Adv. Manuf. Technol. 2022, 123, 1913–1924. [Google Scholar] [CrossRef]
- Rodríguez-Vidal, E.; Sanz, C.; Soriano, C.; Leunda, J.; Verhaeghe, G. Effect of metal micro-structuring on the mechanical behavior of polymer–metal laser T-joints. J. Mater. Process. Technol. 2016, 229, 668–677. [Google Scholar] [CrossRef]
- Liang, S.M.; Su, J.H.; Zhang, H.; Liu, H.R.; Tan, C.W.; Chen, B.; Song, X.G. The effect of groove texturing direction on laser joining of titanium alloy to CFRTP. Opt. Laser Technol. 2024, 171, 110416. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Fe | Cu | Mn | Mg | Si | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|
| AA6061 | 96 | 0.7 | 0.25 | 0.15 | 1.0 | 0.6 | 0.25 | 0.15 | Bal. |
| Material | Melting Point (°C) | Elastic Modulus (GPa) | Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|---|
| AA6061 | 650 | 68.7 | 311 | 12.5 |
| CF/PA66 | 260 | 29.5 | 335 | 1.4 |
| No. 1 | No. 2 | No. 3 | No. 4 | |
|---|---|---|---|---|
| Processing width (mm) | 0.372 | 0.551 | 0.711 | 0.881 |
| Processing depth (mm) | 0.073 | 0.054 | 0.044 | 0.035 |
| Spacing (mm) | 0.372 | 0.551 | 0.711 | 0.881 |
| Groove quantity in width (W) direction | 46 | 32 | 25 | 20 |
| Groove quantity in length (L) direction | 19 | 14 | 11 | 9 |
| Total surface area of grooves (mm2) | 26.065 | 25.944 | 25.812 | 25.665 |
| Surface Morphology | Nozzle Thickness (mm) | Electrolyte | Flow Rate (m/s) | Processing Time (s) | Processing Current (A) |
|---|---|---|---|---|---|
| No. 1 | 0.1 | 20%NaCl | 4.28 | 10 | 1.8 |
| No. 2 | 0.2 | 20%NaCl | 4.28 | 10 | 1.8 |
| No. 3 | 0.3 | 20%NaCl | 4.28 | 10 | 1.8 |
| No. 4 | 0.4 | 20%NaCl | 4.28 | 10 | 1.8 |
| Temperature (°C) | Welding Time (s) | Welding Force (N) | Cooling Time (s) | Surface Morphology | |
|---|---|---|---|---|---|
| Level 1 | 320 | 6 | 460 | 10 | No. 1 |
| Level 2 | 340 | 8 | 720 | 12 | No. 2 |
| Level 3 | 360 | 10 | 980 | 14 | No. 3 |
| Level 4 | 380 | 12 | 1240 | 16 | No. 4 |
| Temperature (°C) | Welding Time (s) | Welding Force (N) | Cooling Time (s) | Surface Morphology | |
|---|---|---|---|---|---|
| Group 1 | 360 | 12 | 720 | 16 | Nos. 1, 2, 3, 4 |
| Group 2 | 360 | 12 | 460, 720, 980, 1260 | 16 | No. 4 |
| Group 3 | 360 | 6, 8, 10, 12 | 720 | 16 | No. 4 |
| No. | Temperature (°C) | Welding Time (s) | Welding Force (N) | Cooling Time (s) | Surface Morphology | Peak Load (N) | |||
|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | ||||||
| 1 | 320 | 6 | 460 | 10 | No. 1 | 4446.5 | 3555.8 | 3068.3 | 3681.5 |
| 2 | 320 | 8 | 720 | 12 | No. 2 | 5415.1 | 4839.5 | 3718.7 | 5372.2 |
| 3 | 320 | 10 | 980 | 14 | No. 3 | 5190.7 | 5668.5 | 4342.4 | 4025.5 |
| 4 | 320 | 12 | 1240 | 16 | No. 4 | 5363.9 | 5963.8 | 4499.7 | 4732.3 |
| 5 | 340 | 6 | 720 | 14 | No. 4 | 5541.1 | 5349.1 | 4281.3 | 5305.8 |
| 6 | 340 | 8 | 460 | 16 | No. 3 | 4996.9 | 4890.1 | 5477.3 | 4363.1 |
| 7 | 340 | 10 | 1240 | 10 | No. 2 | 3969.9 | 4253.9 | 4901.4 | 4152.9 |
| 8 | 340 | 12 | 980 | 12 | No. 1 | 4455.7 | 4394.7 | 1508.8 | 4983.3 |
| 9 | 360 | 6 | 980 | 16 | No. 2 | 5376.6 | 4052.1 | 3821.8 | 5417.5 |
| 10 | 360 | 8 | 1240 | 14 | No. 1 | 4083.1 | 4118.8 | 3862.3 | 3963.6 |
| 11 | 360 | 10 | 460 | 12 | No. 4 | 5381.3 | 5328.1 | 5131.8 | 4872.3 |
| 12 | 360 | 12 | 720 | 10 | No. 3 | 6663.9 | 6343.9 | 5322.2 | 4899.1 |
| 13 | 380 | 6 | 1240 | 12 | No. 3 | 3550.1 | 3860.2 | 5558.6 | 4058.8 |
| 14 | 380 | 8 | 980 | 10 | No. 4 | 4726.9 | 4563.6 | 5198.6 | 4412.5 |
| 15 | 380 | 10 | 720 | 16 | No. 1 | 4618.7 | 4819.9 | 3788.1 | 4546.9 |
| 16 | 380 | 12 | 460 | 14 | No. 2 | 6088.5 | 6379.1 | 4176.9 | 3542.8 |
| Ki | Temperature | Welding Time | Welding Force | Cooling Time | Surface Morphology |
|---|---|---|---|---|---|
| K1 | 18,470.8 N | 17,730.8 N | 18,844.8 N | 18,540.4 N | 16,074.0 N |
| K2 | 18,306.0 N | 18,500.4 N | 20,206.4 N | 18,207.2 N | 18,869.6 N |
| K3 | 19,656.4 N | 18,748.0 N | 18,134.8 N | 18,980.0 N | 19,803.2 N |
| K4 | 18,472.4 N | 19,929.6 N | 17,723.2 N | 19,182.4 N | 20,163.2 N |
| R | 1350.4 N | 2198.8 N | 2483.2 N | 642.0 N | 4089.2 N |
| Degree of effect | surface morphology > welding force > welding time > welding temperature > cooling time | ||||
| Optimal level | 360 °C | 12 s | 720 N | 16 s | No. 4 |
| Optimal process parameters | No. 4 surface morphology, welding force 720 N, welding time 12 s, welding temperature 360 °C and cooling time 16 s | ||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, H.; Li, Y.; Liu, W.; Luo, Y.; Ao, S.; Luo, Z. Effect of Process Parameters on Joint Performance in Hot Pressure Welding of 6061 Aluminum Alloy to CF/PA66. Materials 2024, 17, 329. https://doi.org/10.3390/ma17020329
Zhou H, Li Y, Liu W, Luo Y, Ao S, Luo Z. Effect of Process Parameters on Joint Performance in Hot Pressure Welding of 6061 Aluminum Alloy to CF/PA66. Materials. 2024; 17(2):329. https://doi.org/10.3390/ma17020329
Chicago/Turabian StyleZhou, Haipeng, Yang Li, Weidong Liu, Yan Luo, Sansan Ao, and Zhen Luo. 2024. "Effect of Process Parameters on Joint Performance in Hot Pressure Welding of 6061 Aluminum Alloy to CF/PA66" Materials 17, no. 2: 329. https://doi.org/10.3390/ma17020329
APA StyleZhou, H., Li, Y., Liu, W., Luo, Y., Ao, S., & Luo, Z. (2024). Effect of Process Parameters on Joint Performance in Hot Pressure Welding of 6061 Aluminum Alloy to CF/PA66. Materials, 17(2), 329. https://doi.org/10.3390/ma17020329