
The Impact of Operating Parameters on the Gas-Phase Sulfur Concentration after High Temperature Sulfur Sorption on a Supported Mo-Mn Sorbent




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Chemicals and Materials
2.2. Sample Preparation
2.3. Sulfur Residue Tests
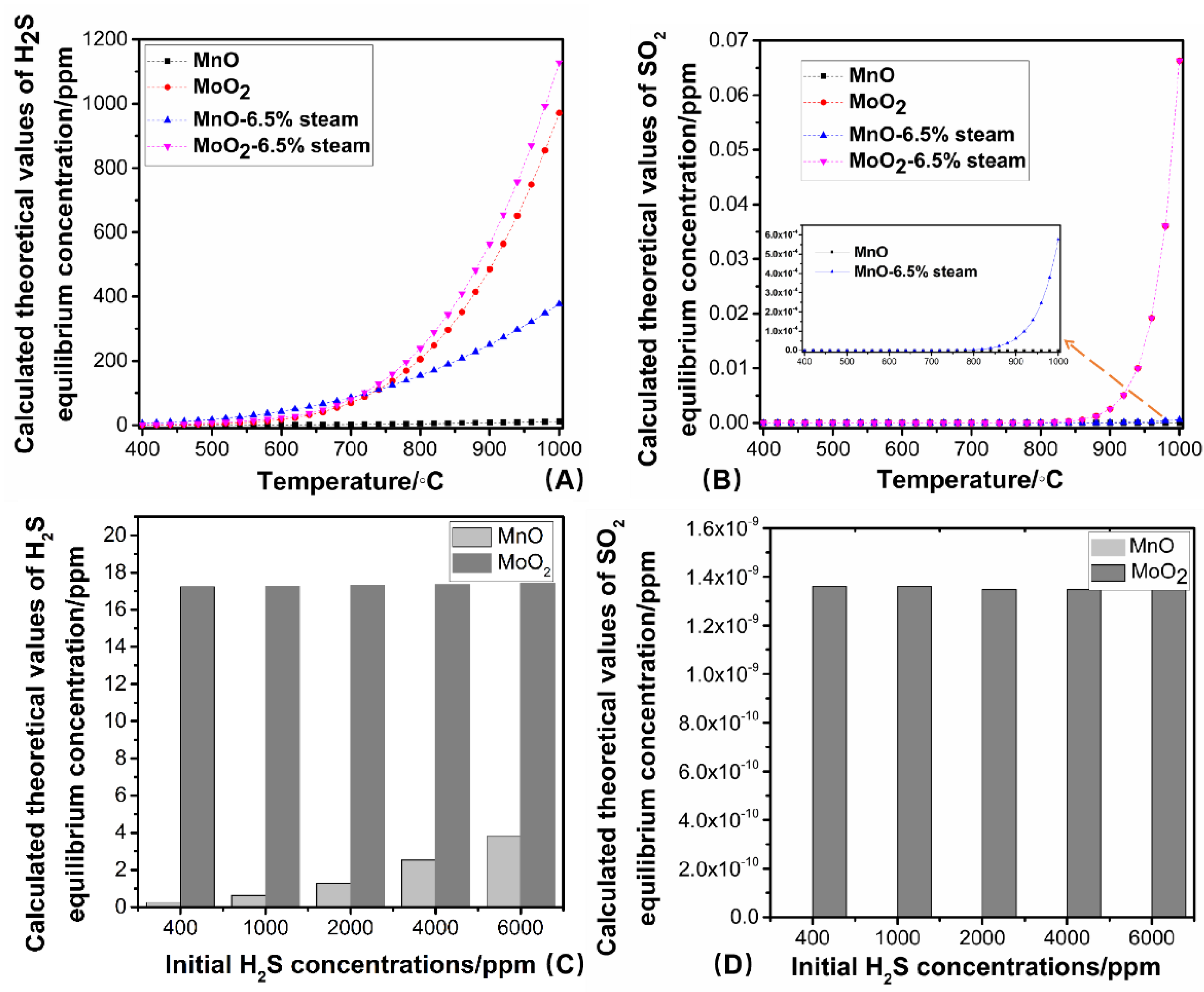
2.4. Thermodynamic Calculations
3. Results
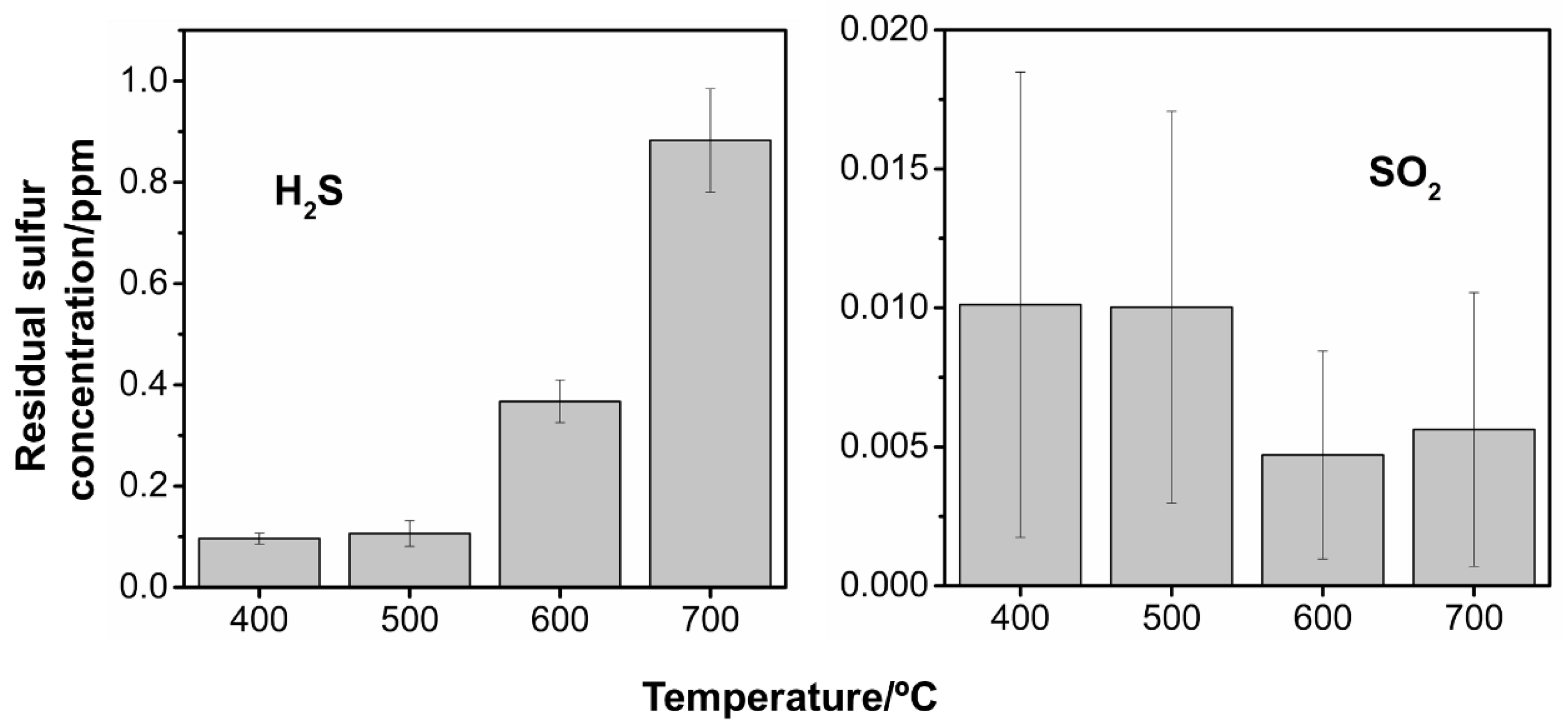
3.1. Effect of Temperature on Residual Sulfur Concentrations
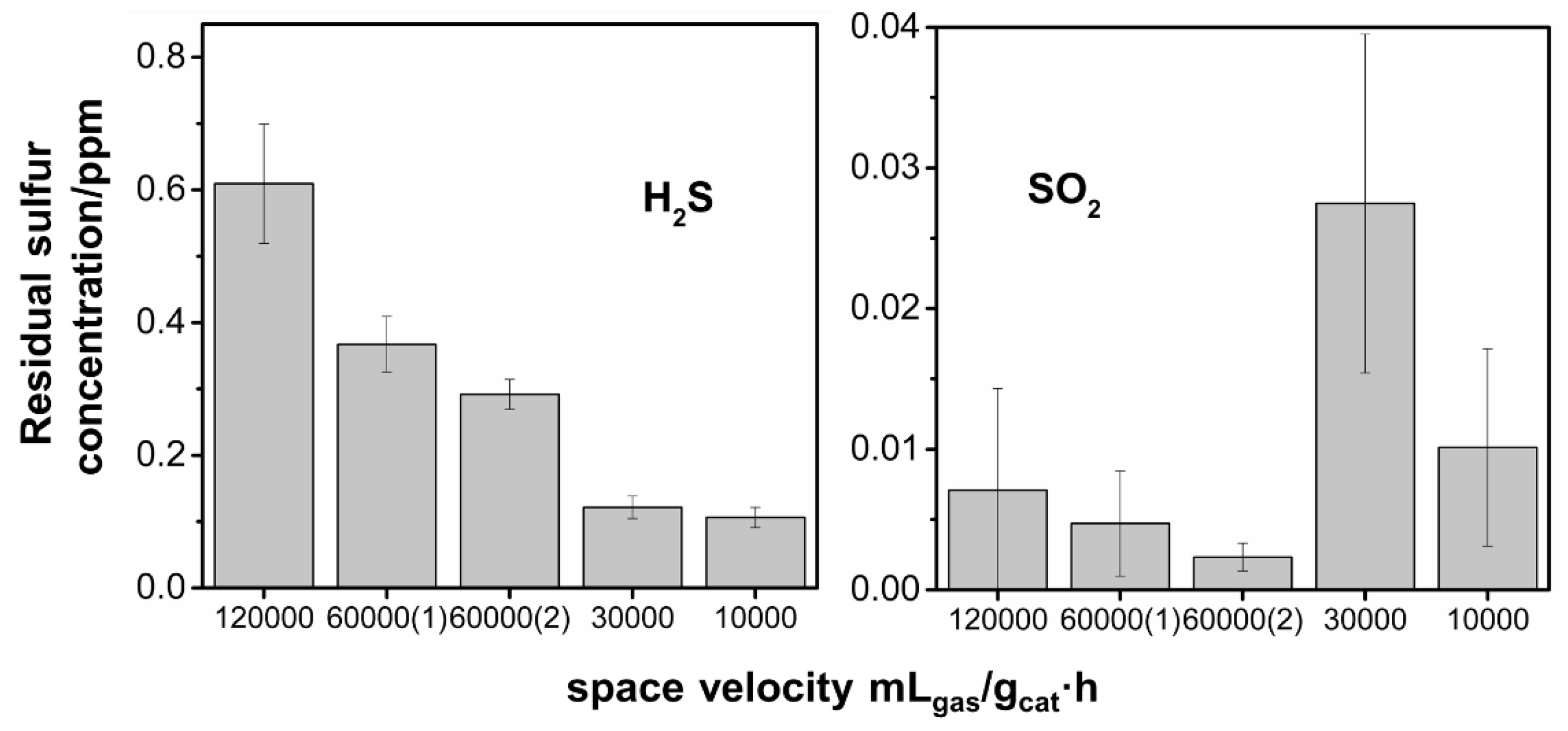
3.2. Effect of Space Velocity on Residual Sulfur Concentrations
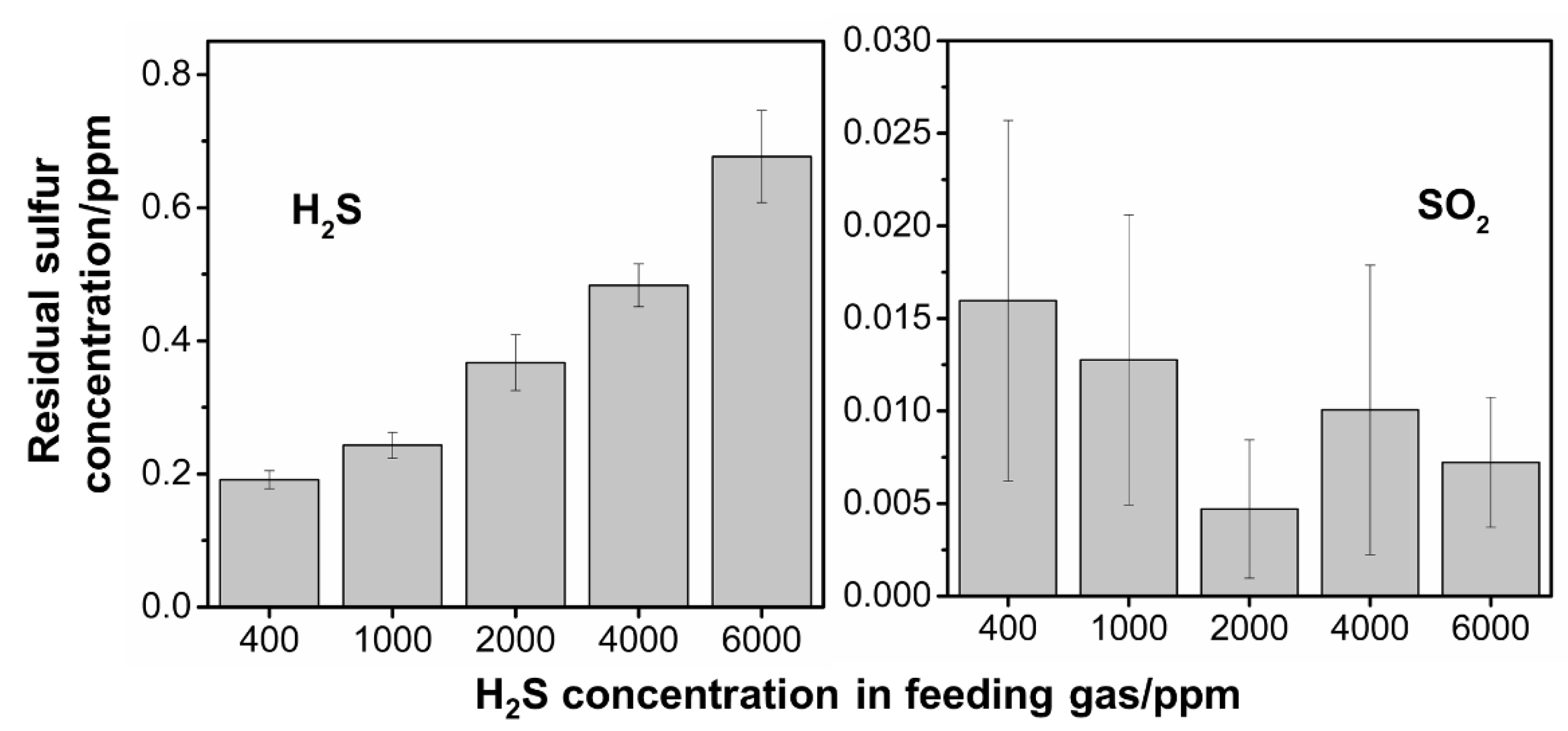
3.3. Effect of Feeding H2S Concentration on Residual Sulfur Concentrations
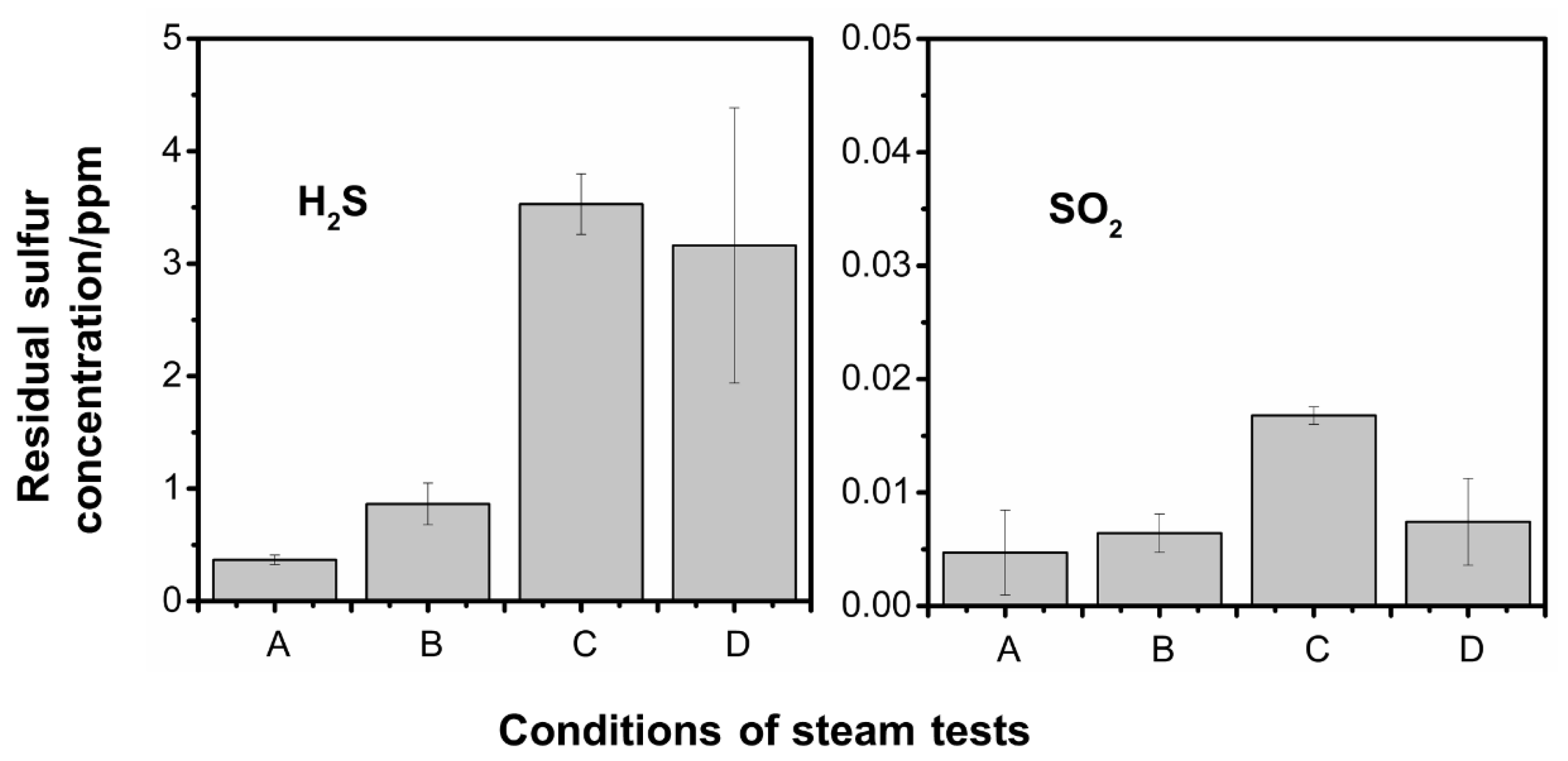
3.4. Effect of Steam Content on Residual Sulfur Concentrations
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Huber, G.W.; Iborra, S.; Corma, A. Synthesis of Transportation Fuels from Biomass: Chemistry, Catalysts, and Engineering. Chem. Rev. 2006, 106, 4044–4098. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Abdoulmoumine, N.; Adhikari, S.; Kulkarni, A.; Chattanathan, S. A review on biomass gasification syngas cleanup. Appl. Energy 2015, 155, 294–307. [Google Scholar] [CrossRef]
- Cheah, S.; Carpenter, D.L.; Magrini-Bair, K.A. Review of mid- to high-temperature sulfur sorbents for desulfurization of biomass- and coal-derived syngas. Energy Fuels 2009, 23, 5291–5307. [Google Scholar] [CrossRef]
- Boerrigter, H.; Den Uil, H.; Calis, H.-P. Green Diesel from Biomass via Fischer-Tropsch synthesis: New Insights in Gas Cleaning and Process Design. In Proceedings of the Pyrolysis and Gasification of Biomass and Waste, Expert Meeting, Strasbourg, France, 30 September–1 October 2002. [Google Scholar]
- Kung, H.H. Deactivation of methanol synthesis catalysts—A review. Catal. Today 1992, 11, 443–453. [Google Scholar] [CrossRef]
- Woolcock, P.J.; Brown, R.C. A review of cleaning technologies for biomass-derived syngas. Biomass Bioenergy 2013, 52, 54–84. [Google Scholar] [CrossRef]
- Meng, X. Biomass Gasification: The Understanding of Sulfur, Tar, and Char Reaction in Fluidized Bed Gasifiers. Ph.D. Thesis, TU Delft, Delft, The Netherlands, 2012. [Google Scholar]
- Westmoreland, P.R.; Harrison, D.P. Evaluation of Candidate Solids for High-Temperature Desulfurization of Low-Btu Gases. Environ. Sci. Technol. 1976, 10, 659–661. [Google Scholar] [CrossRef]
- Bakker, W.J.; Kapteijn, F.; Moulijn, J.A. A high capacity manganese-based sorbent for regenerative high-temperature desulfurization with direct sulfur production: Conceptual process application to coal gas cleaning. Chem. Eng. J. 2003, 96, 223–235. [Google Scholar] [CrossRef]
- Meng, X.; De Jong, W.; Pal, R.; Verkooijen, A.H.M. In bed and downstream hot gas desulphurization during solid fuel gasification: A review. Fuel Process. Technol. 2010, 91, 964–981. [Google Scholar] [CrossRef]
- Meng, X.M.; De Jong, W.; Verkooijen, A.H.M. Thermodynamic analysis and kinetics model of H2S sorption using different sorbents. Environ. Prog. Sustain. Energy 2009, 28, 360–371. [Google Scholar] [CrossRef]
- Husmann, M.; Hochenauer, C.; Meng, X.; De Jong, W.; Kienberger, T. Evaluation of Sorbents for High Temperature In Situ Desulfurization of Biomass-Derived Syngas. Energy Fuels 2014, 28, 2523–2534. [Google Scholar] [CrossRef]
- Gupta, R.; Gangwal, S.K.; Jain, S.C. Development of Zinc Ferrite Sorbents for Desulfurization of Hot Coal Gas in a Fluid-Bed Reactor. Energy Fuels 1992, 6, 21–27. [Google Scholar] [CrossRef]
- Ikenaga, N.O.; Ohgaito, Y.; Matsushima, H.; Suzuki, T. Preparation of zinc ferrite in the presence of carbon material and its application to hot-gas cleaning. Fuel 2004, 83, 661–669. [Google Scholar] [CrossRef]
- Kobayashi, M.; Shirai, H.; Nunokawa, M. Moderate temperature gas purification system: Application to high calorific coal-derived fuel. Powder Technol. 2008, 180, 178–183. [Google Scholar] [CrossRef]
- Sick, G.; Schwerdtfeger, K. Hot Desulfurization of Coal Gas with Copper. Metall. Trans. B 1987, 18, 603–609. [Google Scholar] [CrossRef]
- Lew, S.; Jothimurugesan, K.; Flytzani-stephanopoulos, M. High-Temperature H2S Removal from Fuel Gases by Regenerable Zinc Oxide—Titanium Dioxide Sorbents. Ind. Eng. Chem. Res. 1989, 28, 535–541. [Google Scholar] [CrossRef]
- Abad, A.; Adánez, J.; García-Labiano, F.; de Diego, L.F.; Gayán, P. Hot coal-gas desulfurization with calcium-based sorbents in a pressurized moving-bed reactor. Energy Fuels 2004, 18, 1543–1554. [Google Scholar] [CrossRef]
- Ben-Slimane, R.; Hepworth, M.T. Desulfurization of Hot Coal-Derived Fuel Gases with Manganese-Based Regenerable Sorbents. 2. Regeneration and Multicycle Tests. Energy Fuels 1994, 8, 1184–1191. [Google Scholar] [CrossRef]
- Gasper-Galvin, L.D.; Atimtay, A.T.; Gupta, R.P. Zeolite-supported metal oxide sorbents for hot-gas desulfurization. Ind. Eng. Chem. Res. 1998, 37, 4157–4166. [Google Scholar] [CrossRef]
- Alonso, L.; Palacios, J.M. Performance and recovering of a Zn-doped manganese oxide as a regenerable sorbent for hot coal gas desulfurization. Energy Fuels 2002, 16, 1550–1556. [Google Scholar] [CrossRef]
- Xia, H.; Liu, B.; Li, Q.; Huang, Z.; Cheung, A.S.-C. High capacity Mn-Fe-Mo/FSM-16 sorbents in hot coal gas desulfurization and mechanism of elemental sulfur formation. Appl. Catal. B Environ. 2017, 200, 552–565. [Google Scholar] [CrossRef]
- Westmoreland, P.R.; Gibson, J.B.; Harrison, D.P. Comparative kinetics of high-temperature reaction between hydrogen sulfide and selected metal oxides. Environ. Sci. Technol. 1977, 11, 488–491. [Google Scholar] [CrossRef]
- Ma, J.; Rout, K.R.; Sauer, M.; Mahmoodinia, M.; Blekkan, E.A. Investigations of molybdenum-promoted manganese-based solid sorbents for H2S capture. Biomass Bioenergy 2020, 143, 105843. [Google Scholar] [CrossRef]
- Ma, J.; Mahmoodinia, M.; Rout, K.R.; Blekkan, E.A. High-Temperature Desulphurization by Mn-Mo Sorbent: An Investigation on Optimal Regeneration Condition and Prevention of SO2 Formation. Chem. Ing. Tech. 2021, 93, 949–958. [Google Scholar] [CrossRef]
- Sun, J.; Modi, S.; Liu, K.; Lesieur, R. Kinetics of Zinc Oxide Sulfidation for Packed-Bed Desulfurizer Modeling. Energy Fuels 2007, 21, 1863–1871. [Google Scholar] [CrossRef]
- Rout, K.R.; Jakobsen, H.A. A numerical study of pellets having both catalytic- and capture properties for SE-SMR process: Kinetic- and product layer diffusion controlled regimes. Fuel Process. Technol. 2013, 106, 231–246. [Google Scholar] [CrossRef]
- Kyotani, T.; Kawashima, H.; Tomita, A.; Palmer, A.; Furimsky, E. Removal of H2S from hot gas in the presence of Cu-containing sorbents. Fuel 1989, 68, 74–79. [Google Scholar] [CrossRef]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, J.; Mahmoodinia, M.; Rout, K.R.; Blekkan, E.A. The Impact of Operating Parameters on the Gas-Phase Sulfur Concentration after High Temperature Sulfur Sorption on a Supported Mo-Mn Sorbent. Reactions 2021, 2, 365-373. https://doi.org/10.3390/reactions2040023
Ma J, Mahmoodinia M, Rout KR, Blekkan EA. The Impact of Operating Parameters on the Gas-Phase Sulfur Concentration after High Temperature Sulfur Sorption on a Supported Mo-Mn Sorbent. Reactions. 2021; 2(4):365-373. https://doi.org/10.3390/reactions2040023
Chicago/Turabian StyleMa, Jianyu, Mehdi Mahmoodinia, Kumar R. Rout, and Edd A. Blekkan. 2021. "The Impact of Operating Parameters on the Gas-Phase Sulfur Concentration after High Temperature Sulfur Sorption on a Supported Mo-Mn Sorbent" Reactions 2, no. 4: 365-373. https://doi.org/10.3390/reactions2040023
APA StyleMa, J., Mahmoodinia, M., Rout, K. R., & Blekkan, E. A. (2021). The Impact of Operating Parameters on the Gas-Phase Sulfur Concentration after High Temperature Sulfur Sorption on a Supported Mo-Mn Sorbent. Reactions, 2(4), 365-373. https://doi.org/10.3390/reactions2040023