Research on Energy Intensity of Wheat Harvesting at Different Ripeness Phases with a New Stripping–Threshing Unit




Abstract
1. Introduction
2. Materials and Methods
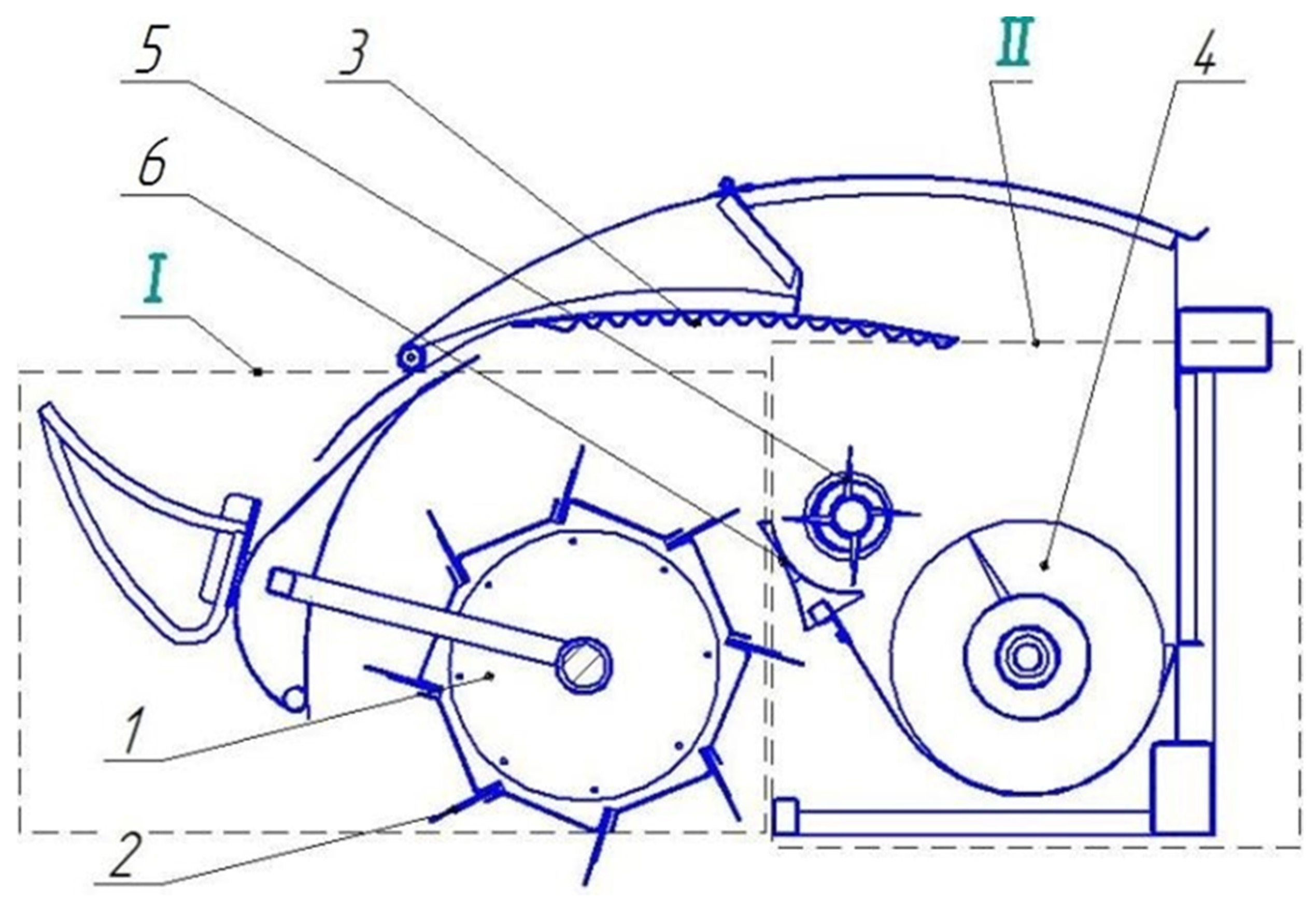
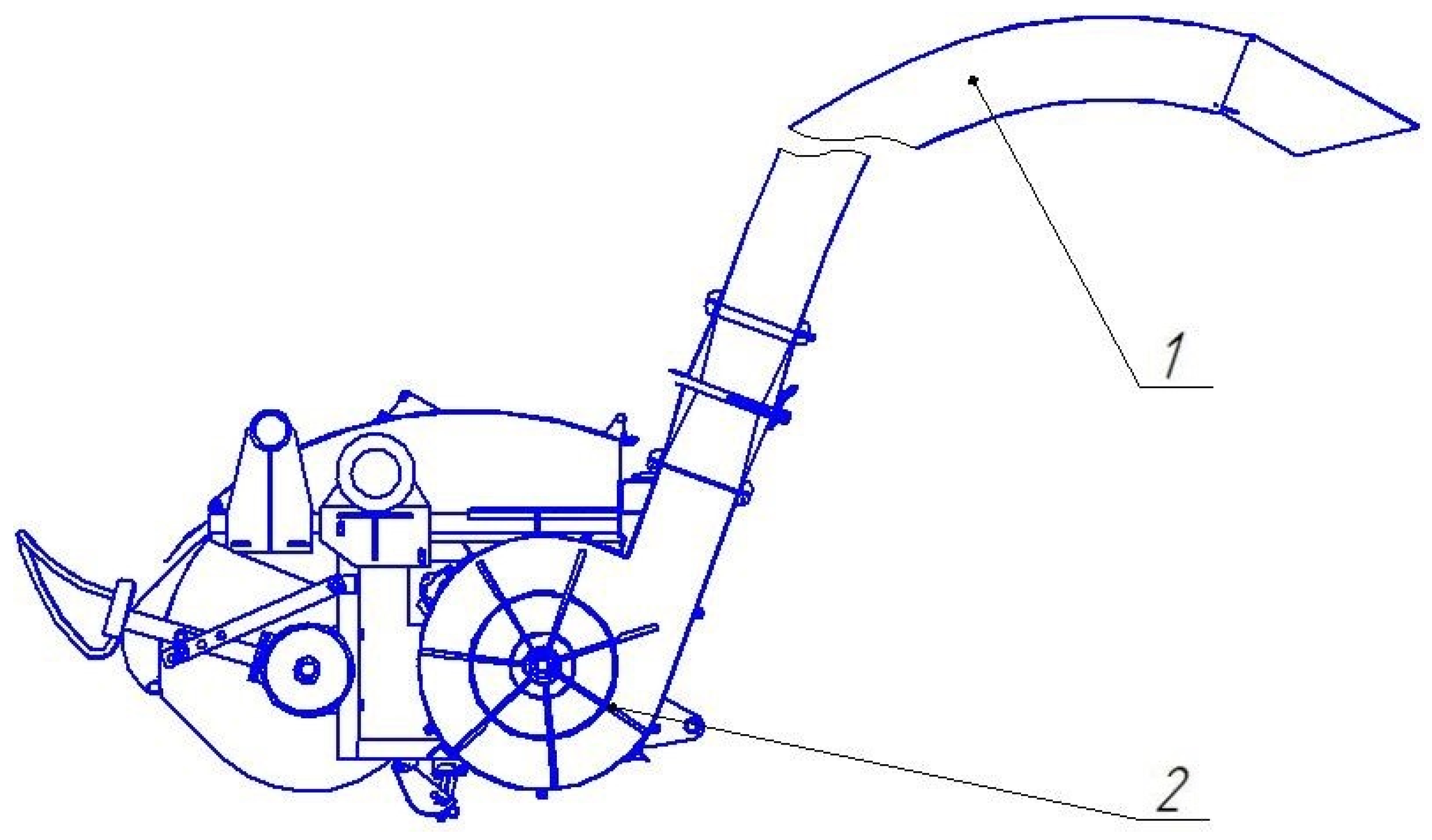
2.1. Stripping and Threshing Unit for Harvesting Cereal Crops
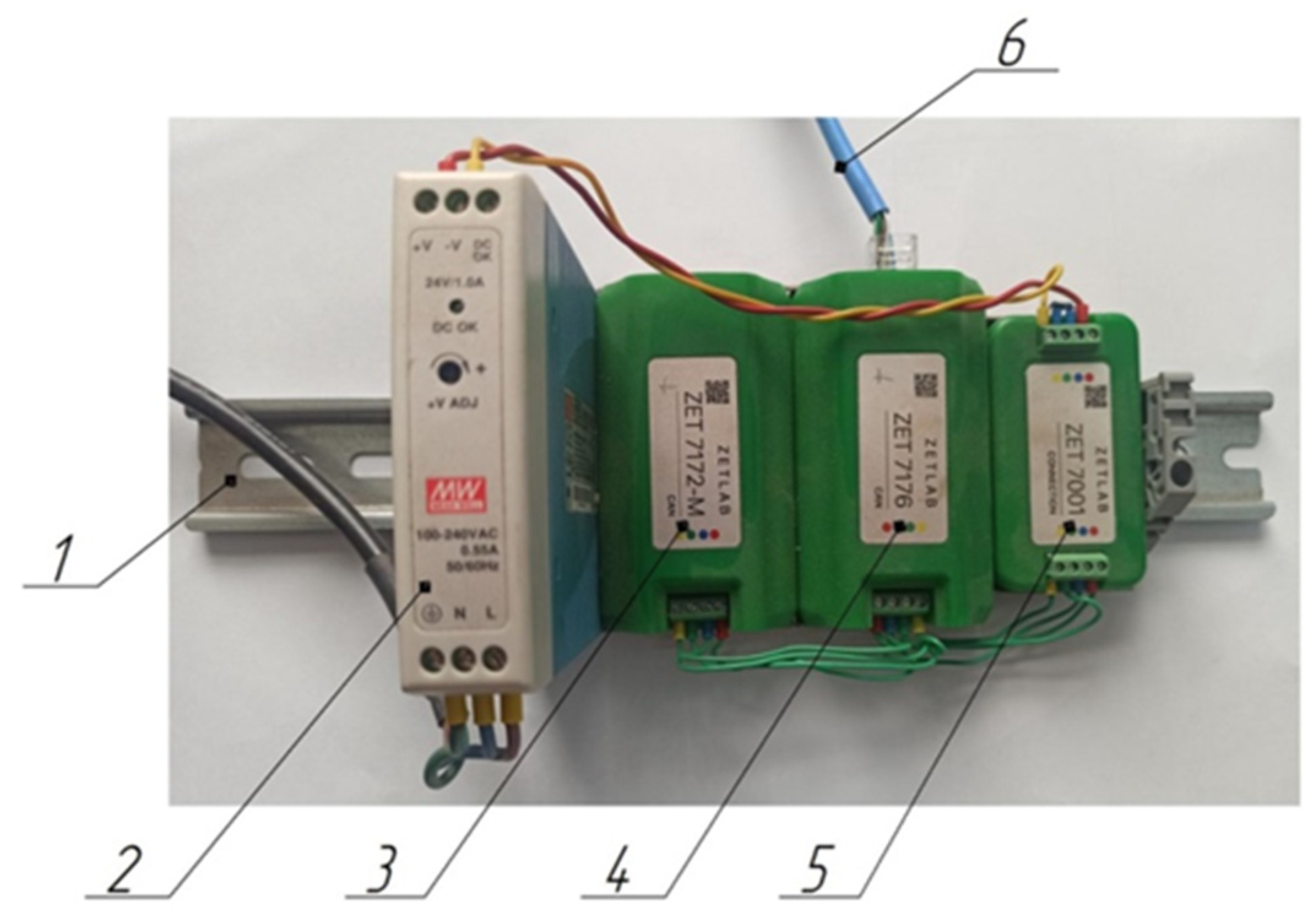
2.2. Methodology for Analyzing the Energy Intensity of the Wheat Grain Harvesting Process at Different Stages of Maturity Using a Stripping and Threshing Unit
3. Results
4. Discussion
5. Conclusions
- -
- Harvesting grain with a classic combine with a straight-cut header is the most energy-intensive;
- -
- The power consumed in the harvesting process is 1.7 times higher than the power of the stripping and threshing unit for harvesting cereal crops;
- -
- The power expended on harvesting with a combine with a stripper header is 1.5 times higher than when harvesting with a stripper–threshing unit;
- -
- The difference in power values depending on the harvested wheat variety varies slightly, within 0.28–1.14 kW per 1 m of the header.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- FAO’s Cereal Supply and Demand Brief. Available online: https://www.fao.org/worldfoodsituation/csdb/en/ (accessed on 5 July 2024).
- OECD/FAO. OECD-FAO Agricultural Outlook 2024–2033, Paris and Rome. 2024. Available online: https://doi.org/10.1787/4c5d2cfb-en (accessed on 5 July 2024).
- Saker, S.; Levshin, A.G. Analysis of losses during wheat harvesting. In Proceedings of the All-Russian Scientific Conference of Young Scientists and Specialists with International Participation, Dedicated to the 155th Anniversary of the Birth of N.N. Khudyakov, Moscow, Russia, 7–9 June 2021; Volume 1, pp. 215–218. (In Russian). [Google Scholar]
- Berenshtein, I.B.; Gonchar, I.V. Technical and economic efficiency of two-phase harvesting of grain (spike) crops with post-harvest utilization of straw. News Agric. Sci. Tavrida 2017, 11, 51–60. (In Russian) [Google Scholar]
- Buryanov, A.I.; Goryachev, Y.O.; Buryanov, M.A. Efficiency of grain crop harvesting technology by combine stripping. Tract. Agric. Mach. 2016, 9, 34–39. (In Russian) [Google Scholar] [CrossRef]
- Xu, L.; Tang, G.; Wu, D.; Han, Y.; Zhang, J. Effects of tillage and maturity stage on the yield, nutritive composition, and silage fermentation quality of whole-crop wheat. Front. Plant Sci. 2024, 15, 1357442. [Google Scholar] [CrossRef] [PubMed]
- Lachuga, Y.F.; Meskhi, B.C.; Pakhomov, V.I.; Rudoy, D.V.; Kambulov, S.I.; Maltseva, T.A. Study of Changes in the Amino Acid Composition of Spiked Cereals during the Ripening Process. Eng. Technol. Syst. 2023, 33, 508–523. [Google Scholar] [CrossRef]
- Berihuete-Azorín, M.; Stika, H.-P.; Hallama, M.; Valamoti, S.M. Distinguishing ripe spelt from processed green spelt (Grünkern) grains: Methodological aspects and the case of early La Tène Hochdorf (Vaihingen a.d. Enz, Germany). J. Archaeol. Sci. 2020, 118, 105143. [Google Scholar] [CrossRef]
- Kraska, P.; Andruszczak, S.; Dziki, D.; Stocki, M.; Stocka, N.; Kwiecińska-Poppe, E.; Różyło, K.; Gierasimiuk, P. Green grain of spelt (Triticum aestivum ssp. spelta) harvested at the stage of milk-dough as a rich source of valuable nutrients. Emir. J. Food Agric. 2019, 31, 263–270. [Google Scholar] [CrossRef]
- Marti, A.; Rahardjo, C.P.; Ismail, B. Insights Into Perennial Crops as Potential Food Source. Encycl. Food Secur. Sustain. 2019, 2, 400–405. [Google Scholar] [CrossRef]
- Salami, S.A.; O’Grady, M.N.; Luciano, G.; Priolo, A.; McGee, M.; Moloney, A.P.; Kerry, J.P. Fatty acid composition, shelf-life and eating quality of beef from steers fed corn or wheat dried distillers’ grains with solubles in a concentrate supplement to grass silage. Meat Sci. 2021, 173, 108381. [Google Scholar] [CrossRef]
- Khazaei, J.; Shahbazi, F.; Massah, J.; Nikravesh, M.; Kianmehr, M. Evaluation and Modeling of Physical and Physiological Damage to Wheat Seeds under Successive Impact Loadings: Mathematical and Neural Networks Modeling. Crop Sci. 2008, 48, 1532–1544. [Google Scholar] [CrossRef]
- Majid, Y.; Feizollah, S.; Kianoosh, H. Crop Yield and Physicochemical Properties of Wheat Grains as Affected by Tillage Systems. Sustainability 2021, 13, 4781. [Google Scholar] [CrossRef]
- Zhou, Y.; Gao, J.; Hui, Y.; Wang, X.; Liu, J.; Zhang, Y.; Wang, Q. Accurate modelling and fracture characteristics of wheat grains. J. Stored Prod. Res. 2024, 105, 102249. [Google Scholar] [CrossRef]
- Yuan, L.; He, X.; Zhu, C.; Wang, W.; Wang, M.; Wu, S. Design and test of tangential and longitudinal-axial threshing and separating unit for wheat. Results Eng. 2024, 21, 101774. [Google Scholar] [CrossRef]
- Liang, Z.; Wada, M.E. Development of cleaning systems for combine harvesters: A review. Biosyst. Eng. 2023, 236, 79–102. [Google Scholar] [CrossRef]
- Ni, X.; Liu, K.; Zhou, X.; Mao, X.; Chen, D.; Wang, S. Unsupervised anomaly analysis-based manufacturing quality test and grading method for combine harvesters. Comput. Electron. Agric. 2023, 210, 107898. [Google Scholar] [CrossRef]
- Pakhomov, V.I.; Braginets, S.V.; Bakhchevnikov, O.N.; Benova, E.V.; Rukhlyada, A.I. Experimental Data of the Ear Threshing Process in a Pneumatic Device. Eng. Technol. Syst. 2020, 30, 111–132. [Google Scholar] [CrossRef]
- Safaei, F.A.; Rezaei, N.A.; Feizollah, S.; Sadegh, M.-F. The Effects of Simulated Vibration Stress on Plant Height and Some Physical and Mechanical Properties of Coleus blumei Benth. Int. J. Hortic. Sci. Technol. 2019, 6, 273–282. [Google Scholar] [CrossRef]
- Meskhi, B.; Rudoy, D.; Lachuga, Y.; Pakhomov, V.; Soloviev, A.; Matrosov, A.; Panfilov, I.; Maltseva, T. Finite Element and Applied Models of the Stem with Spike Deformation. Agriculture 2021, 11, 1147. [Google Scholar] [CrossRef]
- Lachuga, Y.F.; Meskhi, B.C.; Pakhomov, V.I.; Rudoy, D.V. Harvesting Machine. Patent of the Russian Federation No 206314 U1, 6 September 2021. [Google Scholar]
- Strain Gauges of the 2FKP Series. Available online: https://zetlab.com/shop/datchiki/tensodatchiki/tenzorezistoryi/2fkp/ (accessed on 23 August 2024).
- Lezhenkin, A.N. Methodology of Formation of Energy- and Resource-Saving Technology of Harvesting Grain Crops in Conditions of Farms: On the Example of Ukraine. Ph.D. Thesis, V.P. Goryachkin Moscow State Agroengineering University, Saint Petersburg, Russia, 2008; 503p. [Google Scholar]
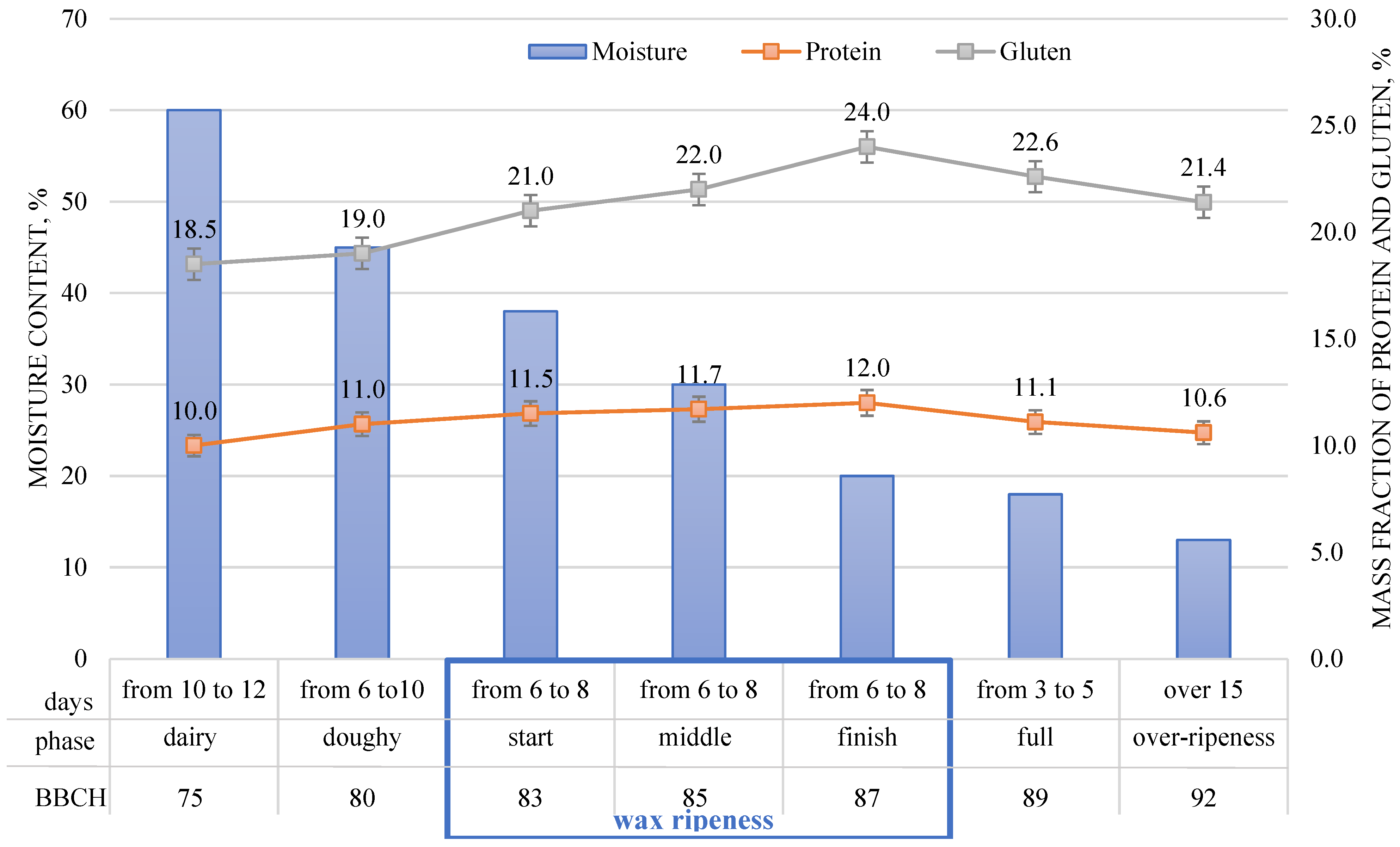
- Diagnostics of Winter Wheat Development Stages according to the BBCH Scale. Methodological Manual. Available online: https://pesticidy.by/diagnostika-stadij-razvitiya-ozimoj-pshenitsy-po-shkale-vvsn-metodicheskoe-posobie/ (accessed on 23 August 2024).
- Bakhterev, A.A.; Iovlev, G.A.; Nesgovorov, A.G. Improving the process of threshing grain crops. Theory Pract. World Sci. 2017, 10, 51–60. (In Russian) [Google Scholar]
- Official Website of the Rostselmash Plant [Electronic Resource]. Available online: https://rostselmash.com/ (accessed on 26 July 2024).
- Lachuga, Y.F.; Pakhomov, V.I.; Buryanov, A.I. Oches: Technology, technique, prospects. In The Collection of Scientific Papers of the International Scientific and Methodological Conference “Innovative Technologies in Science and Education”; DSTU: Rostov-on-Don, Russia, 2013; pp. 47–50. (In Russian) [Google Scholar]
- Lovchikov, A.P. Improving grain quality during harvesting with combines. News OSAU 2005, 7, 141–143. (In Russian) [Google Scholar]
- Ozherelyev, V.N.; Popov, V.B. Innovations in the process of separating grain from the ear. Bull. Gomel State Tech. Univ. Named After P.O. Sukhoi. 2017, 4, 26–35. (In Russian) [Google Scholar]
- Mkrtchyan, S.R.; Ignatov, V.D.; Zhalnin, E.V.; Struzhkin, N.I. Stripping headers: State and development prospects. Agric. Mach. Technol. 2013, 4, 18–21. [Google Scholar]
- Tado, C.J.M.; Wacker, P.; Kutzbach, H.D.; Suministrado, D.C. Development of Stripper Harvesters: A Review. J. Agric. Eng. Res. 1998, 71, 103–112. [Google Scholar] [CrossRef]
- Rudoy, D.V. Results of testing compound feed with grain heap of wheat of early stages of maturity. Polythematic Online Electron. Sci. J. Kuban State Agrar. Univ. (Sci. J. KubSAU) 2023, 4, 1882304013. [Google Scholar] [CrossRef]
- Castelein, R.B.; Broeze, J.; Kok, M.G.; Axmann, H.B.; Guo, X.; Soethoudt, J.M. Mechanization in rice farming reduces greenhouse gas emissions, food losses, and constitutes a positive business case for smallholder farmers—Results from a controlled experiment in Nigeria. Clean. Eng. Technol. 2022, 8, 100487. [Google Scholar] [CrossRef]
- Kumar, T.; Kundu, M.S.; Jha, R.K. Impact of crop rotation and tillage operations on mitigating greenhouse gas emissions and evaluation of sustainability index in rice- wheat-green gram cropping system of north Bihar. J. Environ. Manag. 2024, 366, 121689. [Google Scholar] [CrossRef] [PubMed]
- Braglia, M.; Paco, F.D.; Gabbrielli, R.; Grassi, C.; Marrazzini, L. Greenhouse gas Emissions Deployment (GED): A novel Lean method for mitigating greenhouse gas emissions in industrial environment. Sustain. Prod. Consum. 2024, 48, 29–45. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Grain Maturity Stage (BBCH Scale) | Mass Fraction of Moisture in Grain, % | Power for Stripping, kW | Total Power Consumption, kW | Power Consumption Per 1 m of Header Reach, kW |
|---|---|---|---|---|
| 80 | 63.9 ± 3.20 | 9.57 ± 0.29 | 27.24 ± 0.82 | 13.62 ± 0.41 |
| 83 | 44.7 ± 2.24 | 8.85 ± 0.27 | 26.52 ± 0.80 | 13.26 ± 0.40 |
| 85 | 31.5 ± 1.58 | 8.02 ± 0.24 | 25.69 ± 0.77 | 12.85 ± 0.38 |
| 87 | 23.9 ± 1.20 | 5.32 ± 0.16 | 22.99 ± 0.69 | 11.50 ± 0.34 |
| 89 | 13.2 ± 0.66 | 4.87 ± 0.15 | 22.54 ± 0.68 | 11.27 ± 0.34 |
| 92 | 12.1 ± 0.61 | 4.03 ± 0.12 | 21.70 ± 0.65 | 10.85 ± 0.32 |
| Grain Maturity Stage (BBCH Scale) | Mass Fraction of Moisture in Grain, % | Power for Stripping, kW | Total Power Consumption, kW | Power Consumption Per 1 m of Header Reach, kW |
|---|---|---|---|---|
| 80 | 57.5 ± 2.88 | 8.69 ± 0.26 | 26.36 ± 0.79 | 13.18 ± 0.39 |
| 83 | 39.5 ± 1.98 | 8.06 ± 0.24 | 25.73 ± 0.77 | 12.87 ± 0.38 |
| 85 | 28.7 ± 1.44 | 5.03 ± 0.15 | 22.70 ± 0.68 | 11.35 ± 0.34 |
| 87 | 20.8 ± 1.04 | 3.95 ± 0.12 | 21.62 ± 0.65 | 10.81 ± 0.32 |
| 89 | 12.9 ± 0.65 | 2.58 ± 0.07 | 20.25 ± 0.61 | 10.13 ± 0.30 |
| 92 | 10.9 ± 0.55 | 2.01 ± 0.06 | 19.68 ± 0.59 | 9.84 ± 0.29 |
| Name of the Cleaning Machine | Power Consumed in the Cleaning Process, kW | |||
|---|---|---|---|---|
| “Lydia” Wheat Variety | “Kaprizulya” Wheat Variety | |||
| General | For 1 m of the Header | General | For 1 m of the Header | |
| Stripping and threshing unit | 20.25 | 10.13 | 22.54 | 11.27 |
| Acros 530 grain harvester with a straight-cut header | 129.11 | 18.44 | 131.64 | 18.81 |
| Grain harvester Acros 530 with stripper header | 103.29 | 14.76 | 105.31 | 15.04 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pakhomov, V.; Rudoy, D.; Kambulov, S.; Maltseva, T. Research on Energy Intensity of Wheat Harvesting at Different Ripeness Phases with a New Stripping–Threshing Unit. AgriEngineering 2024, 6, 3159-3173. https://doi.org/10.3390/agriengineering6030180
Pakhomov V, Rudoy D, Kambulov S, Maltseva T. Research on Energy Intensity of Wheat Harvesting at Different Ripeness Phases with a New Stripping–Threshing Unit. AgriEngineering. 2024; 6(3):3159-3173. https://doi.org/10.3390/agriengineering6030180
Chicago/Turabian StylePakhomov, Viktor, Dmitry Rudoy, Sergey Kambulov, and Tatyana Maltseva. 2024. "Research on Energy Intensity of Wheat Harvesting at Different Ripeness Phases with a New Stripping–Threshing Unit" AgriEngineering 6, no. 3: 3159-3173. https://doi.org/10.3390/agriengineering6030180
APA StylePakhomov, V., Rudoy, D., Kambulov, S., & Maltseva, T. (2024). Research on Energy Intensity of Wheat Harvesting at Different Ripeness Phases with a New Stripping–Threshing Unit. AgriEngineering, 6(3), 3159-3173. https://doi.org/10.3390/agriengineering6030180