


Modification and Performance Evaluation of a Biomass Pelleting Machine

 ,
, 

Abstract
1. Introduction
2. Materials and Methods
2.1. Description of the Existing Fish Feed Pelletizing Machines
- a.
- Compression Chamber
- b.
- Auger
- c.
- Die Plate
2.2. Design of Other Components
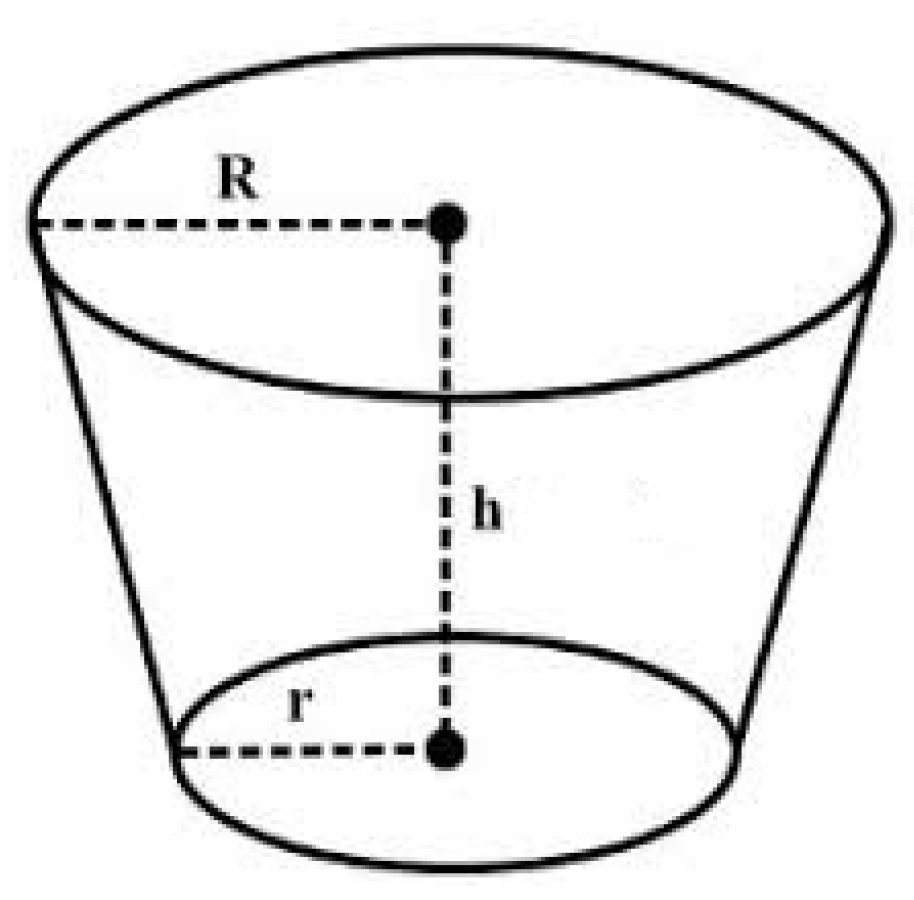
2.2.1. Design of Hopper Extension
2.2.2. Power Required to Drive the Screw Conveyor
2.2.3. Design of Belt Drive System for Power Transmission
- (a)
- Speed of driven pulley
- a.
- Power range = 0.7–3.5 kW;
- b.
- Top width (b) = 0.013 m;
- c.
- Thickness (t) = 0.008 m;
- d.
- Cross sectional area= b × t = 0.000104 m2;
- e.
- Coefficient of friction = 0.25;
- f.
- Density of rubber belt = 1000 kg/m3;
- g.
- Permissible stress = 2.8 MPa.
- (b)
- Belt velocity
- (c)
- Centrifugal tension of belt
- (d)
- Tension in belt
- (e)
- Power transmitted by belt
- (f)
- Torque transmitted by belt
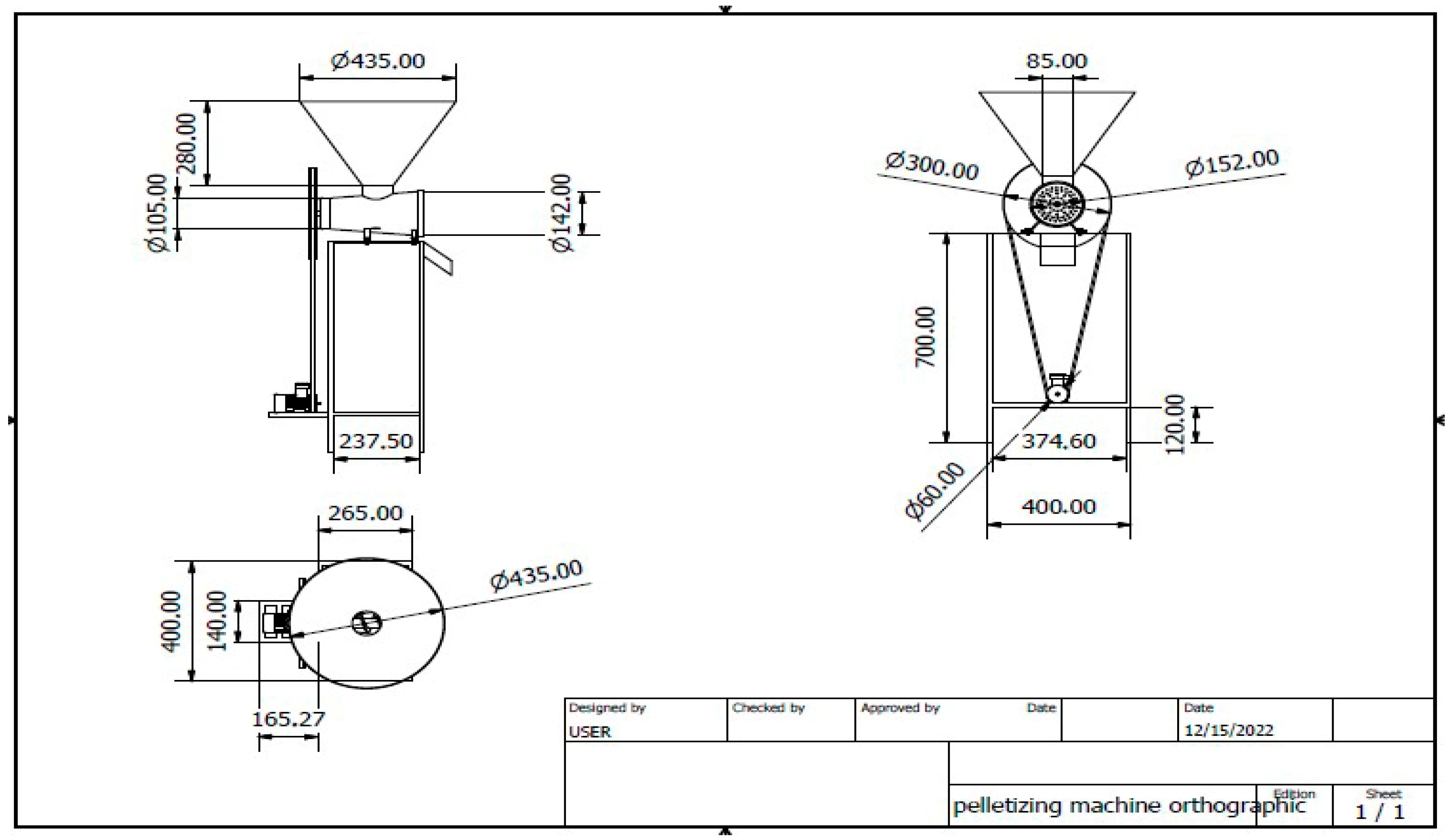
2.3. Fabrication and Assemblage of the Pelleting Machine
2.4. Experimental Procedure
2.4.1. Feedstock Collection and Preparation
- a.
- Corncob
- b.
- Preparation of binder (cassava starch)
- c.
- Mixing of corncobs with binder (feedstock mixture)
2.4.2. Performance Evaluation Procedure
- (a)
- Machine efficiency
- (b)
- Machine throughput (MT)
2.4.3. Evaluation of Pellets Properties
- The length of pellets was measured using the method of Prulovic et al. [40]. Ten pellets were randomly selected from each experimental sample. The length (L) of each pellet was measured using a digital Vernier caliper, and the average length was calculated as the mean of the lengths of the selected pellets.
- The bulk density of pellets was determined according to the ASTM E873-82 [41] standard method. The sample weight of pellets was packed in a measuring cylinder. The weight of the sample (g) was divided by the volume (cm3) of the measuring cylinder. The bulk density was measured in triplicate and the average value recorded. The bulk density was calculated from the relationship in Equation (18) [42].
2.5. Experimental Design
3. Results and Discussion
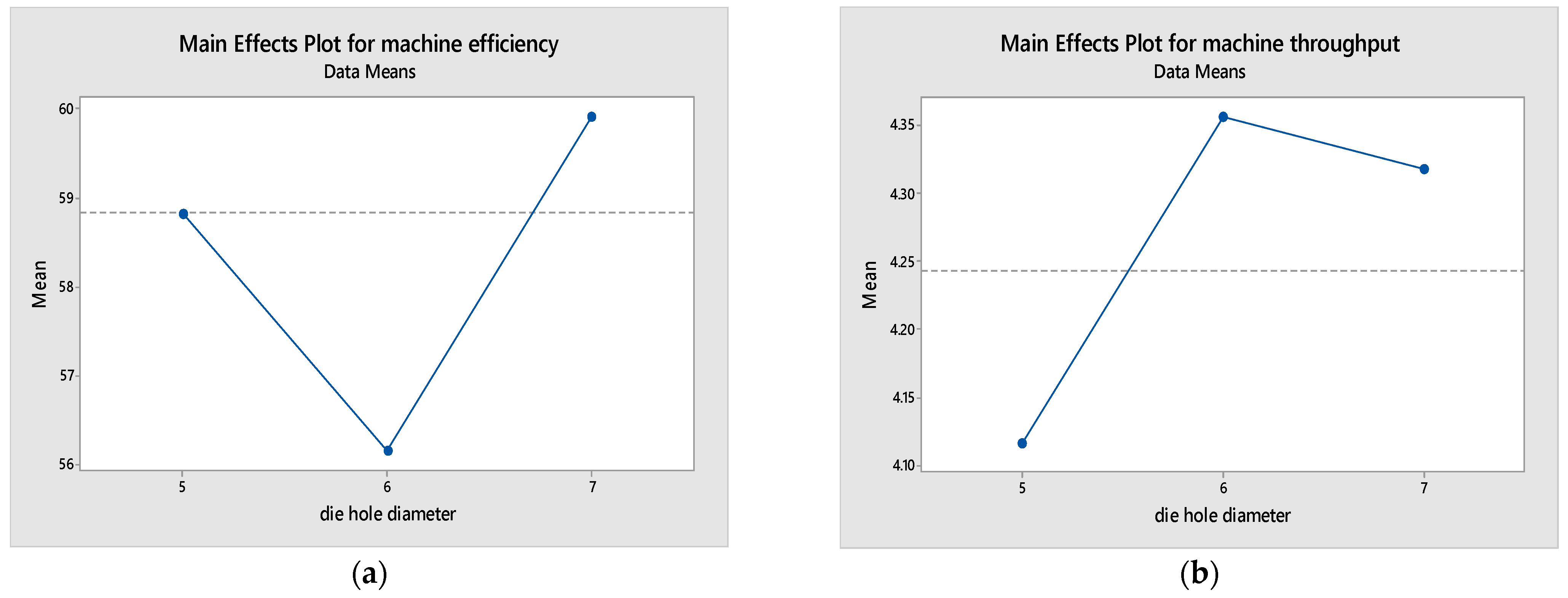
3.1. Effect of Die Hole Diameter on Machine Performance
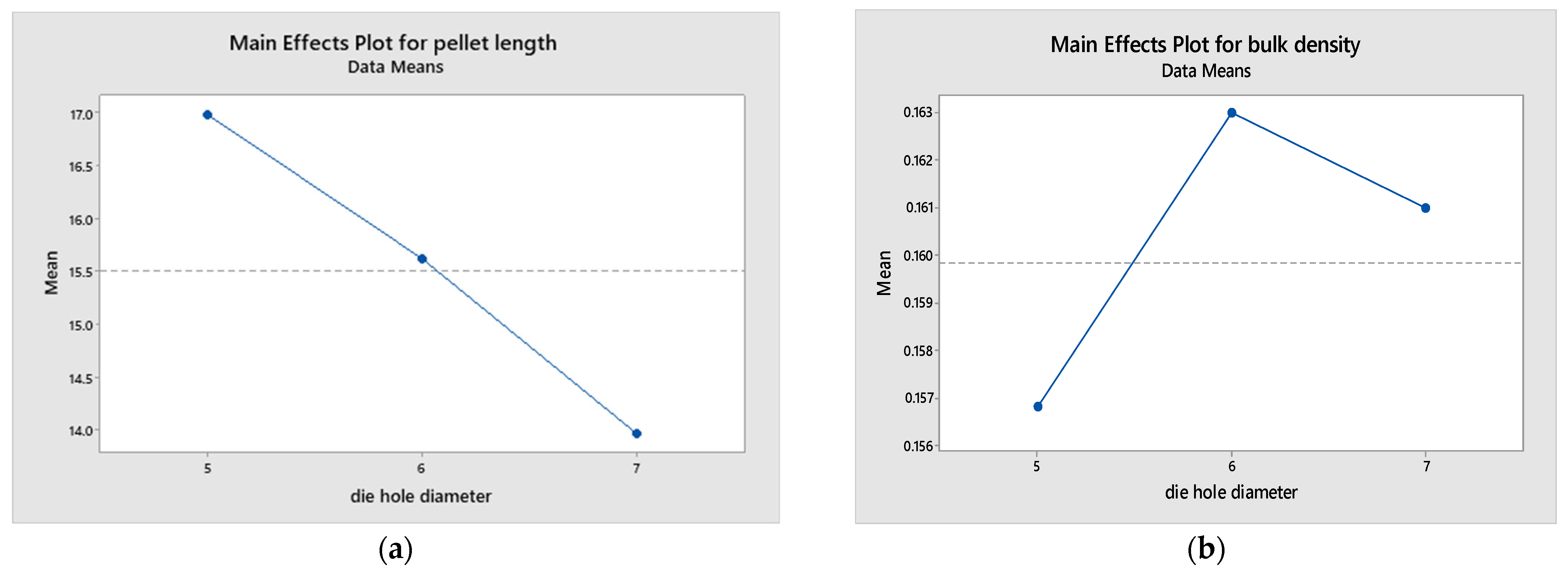
3.2. Effect of Die Hole Diameter on Pellet Properties
3.3. Effect of Binder Quantity on Machine Performance
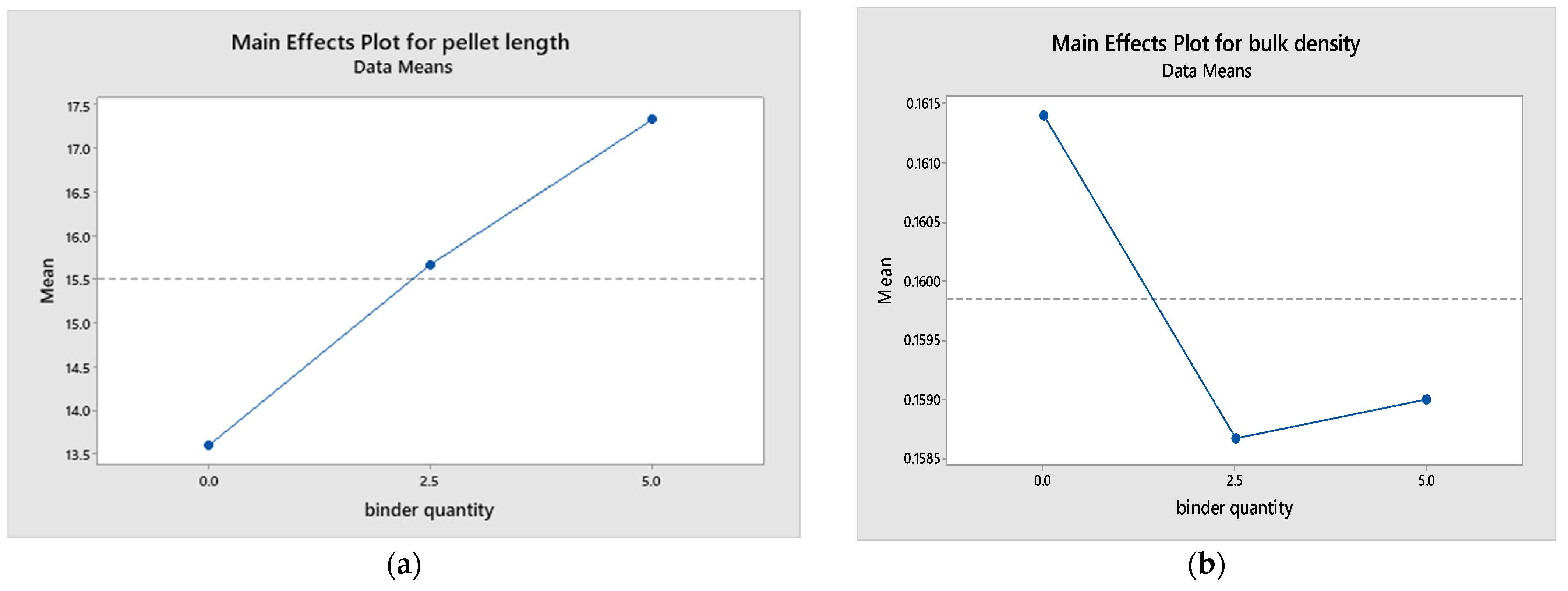
3.4. Effect of Binder Quantity on Pellet Properties
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Japhet, J.A.; Tokan, A.; Kyauta, E.E. A Review of Pellet Production from Biomass Residues as Domestic Fuel. Int. J. Environ. Agric. Biotechnol. 2019, 4, 835–842. [Google Scholar]
- Mckendry, P. Energy production from biomass (part 1): Overview of biomass. Bioresour. Technol. 2002, 83, 37–64. [Google Scholar] [CrossRef] [PubMed]
- Markson, I.E.; Akpan, W.A.; Ufot, E. Determination of Combustion Characteristics of Compressed Pulverized Coal-Rice Husk Briquettes. Int. J. Appl. Sci. Technol. 2013, 3, 61–64. [Google Scholar]
- Orisaleye, J.I.; Jekayinfa, S.O.; Pecenka, R.; Onifade, T.B. Effect of densification variables on water resistance of corn cob briquettes. Agron. Res. 2019, 17, 1722–1734. [Google Scholar]
- Tumuluru, J.S.; Wright, C.T.; Kenney, K.L.; Hess, J.R. A technical review on biomass processing: Densification, preprocessing, modeling and optimization. In Proceedings of the American Society of Agricultural and Biological Engineers Annual International Meeting 2010, ASABE 2010, Pittsburgh, PA, USA, 20–23 June 2010; American Society of Agricultural and Biological Engineers: St. Joseph, MI, USA, 2010; pp. 4594–4625. [Google Scholar]
- Holm, J.K.; Henriksen, U.B.; Hustad, J.E.; Sørensen, L.H. Toward an understanding of controlling parameters in softwood and hardwood pellets production. Energy Fuels 2006, 20, 2686–2694. [Google Scholar] [CrossRef]
- Miranda, T.; Arranz, J.I.; Montero, I.; Román, S.; Rojas, C.V.; Nogales, S. Characterization and combustion of olive pomace and forest residue pellets. Fuel Process Technol. 2012, 103, 91–96. [Google Scholar] [CrossRef]
- Hu, Q.; Yang, H.; Yao, D.; Zhu, D.; Wang, X.; Shao, J.; Chen, H. The densification of bio-char: Effect of pyrolysis temperature on the qualities of pellets. Bioresour. Technol. 2016, 200, 521–527. [Google Scholar] [CrossRef] [PubMed]
- Zainuddin, M.; Rosnah, S.; Noriznan, M.M.; Dahlan, I. Effect of Moisture Content on Physical Properties of Animal Feed Pellets from Pineapple Plant Waste. Agric. Agric. Sci. Procedia 2014, 2, 224–230. [Google Scholar] [CrossRef]
- Jackson, J.; Turner, A.; Mark, T.; Montross, M. Densification of biomass using a pilot scale flat ring roller pellet mill. Fuel Process Technol. 2016, 148, 43–49. [Google Scholar] [CrossRef]
- Tondare, A.; Nadkar, A.; Zope, V.; Khond, M.P. Design and Fabrication of Biomass Pelleting Machine. J. Adv. Mach. 2018, 3, 6–11. [Google Scholar]
- Anenberg, S.C.; Balakrishnan, K.; Jetter, J.; Masera, O.; Mehta, S.; Moss, J.; Ramanathan, V. Cleaner Cooking Solutions to Achieve Health, Climate, and Economic Cobenefits; ACS Publications: Washington, DC, USA, 2013. [Google Scholar]
- Carone, M.T.; Pantaleo, A.; Pellerano, A. Influence of process parameters and biomass characteristics on the durability of pellets from the pruning residues of Olea europaea L. Biomass Bioenergy 2011, 35, 402–410. [Google Scholar] [CrossRef]
- Nunes, J.; Freitas, H. An indicator to assess the pellet production per forest area. A case-study from Portugal. For. Policy Econ. 2016, 70, 99–105. [Google Scholar] [CrossRef]
- Pecenka, R.; Lenz, H.; Jekayinfa, S.O.; Hoffmann, T. Influence of tree species, harvesting method and storage on energy demand and wood chip quality when chipping poplar, willow and black locust. Agriculture 2020, 10, 116. [Google Scholar] [CrossRef]
- Orisaleye, J.I.; Ogundare, A.A.; Oloyede, C.T.; Ojolo, S.J.; Jekayinfa, S.O. Effect of preconditioning and die thickness on pelleting of livestock feed. Aust. J. Multi-Discip. Eng. 2024, 20, 13–25. [Google Scholar] [CrossRef]
- Jekayinfa, S.O.; Abdulsalam, I.A.; Ola, F.A.; Akande, F.B.; Orisaleye, J.I. Effects of binders and die geometry on quality of densified rice bran using a screw-type laboratory scale pelleting machine. Energy Nexus 2024, 13, 100275. [Google Scholar] [CrossRef]
- Orisaleye, J.I.; Jekayinfa, S.O.; Adebayo, A.O.; Ahmed, N.A.; Pecenka, R. Effect of densification variables on density of corn cob briquettes produced using a uniaxial compaction biomass briquetting press. Energy Sources Part A Recovery Util. Environ. Eff. 2018, 40, 3019–3028. [Google Scholar] [CrossRef]
- Orisaleye, J.I.; Jekayinfa, S.O.; Dittrich, C.; Obi, O.F.; Pecenka, R. Effects of feeding speed and temperature on properties of briquettes from poplar wood using a hydraulic briquetting press. Resources 2023, 12, 12. [Google Scholar] [CrossRef]
- Puig-Arnavat, M.; Shang, L.; Sárossy, Z.; Ahrenfeldt, J.; Henriksen, U.B. From a single pellet press to a bench scale pellet mill—Pelletizing six different biomass feedstocks. Fuel Process Technol. 2016, 142, 27–33. [Google Scholar] [CrossRef]
- Wang, T.; Li, Y.; Zhang, J.; Zhao, J.; Liu, Y.; Sun, L.; Liu, B.; Mao, H.; Lin, Y.; Li, W.; et al. Evaluation of the potential of pelletized biomass from different municipal solid wastes for use as solid fuel. Waste Manag. 2018, 74, 260–266. [Google Scholar] [CrossRef]
- Stelte, W.; Clemons, C.; Holm, J.K.; Ahrenfeldt, J.; Henriksen, U.B.; Sanadi, A.R. Fuel pellets from wheat straw: The effect of lignin glass transition and surface waxes on pelletizing properties. Bioenergy Res. 2012, 5, 450–458. [Google Scholar] [CrossRef]
- Stelte, W.; Clemons, C.; Holm, J.K.; Sanadi, A.R.; Ahrenfeldt, J.; Shang, L.; Henriksen, U.B. Pelletizing properties of torrefied spruce. Biomass Bioenergy 2011, 35, 4690–4698. [Google Scholar] [CrossRef]
- Asae/Asabe S2695; Densified Products for Bulk Handling-Definitions and Method. The American Society of Agricultural and Biological Engineers: St. Joseph, MI, USA, 2012; pp. 1–8.
- Jekayinfa, S.O.; Adebayo, A.O.; Oniya, O.O.; Olatunji, K.O. Comparative analysis of biogas and methane yields from different sizes of groundnut shell in a batch reactor at mesophilic temperature. J. Energy Res. Rev. 2020, 5, 34–44. [Google Scholar] [CrossRef]
- Samuelsson, R.; Thyrel, M.; Sjöström, M.; Lestander, T.A. Effect of biomaterial characteristics on pelletizing properties and biofuel pellet quality. Fuel Process Technol. 2009, 90, 1129–1134. [Google Scholar] [CrossRef]
- Crawford, N.C.; Ray, A.E.; Yancey, N.A.; Nagle, N. Evaluating the pelletization of “pure” and blended lignocellulosic biomass feedstocks. Fuel Process Technol. 2015, 140, 46–56. [Google Scholar] [CrossRef]
- Fedler, C.B. Mathematical models describing the flow of granular material. Math. Comput. Model. 1988, 11, 510–513. [Google Scholar] [CrossRef]
- Huynh, T.; Dao, S. Highly efficient fruit mass and size estimation using only top view images. Multidiscip. Digit. Publ. Inst. Proc. 2019, 42, 57. [Google Scholar]
- Singh, S. Mechanical Engineer’s Handbook Ebook; Khanna Publishers: New Delhi, India, 2003. [Google Scholar]
- Laloon, K.; Junsiri, C.; Sanchumpu, P.; Ansuree, P. Factors affecting the biomass pellet using industrial eucalyptus bark residue. Biomass Convers. Biorefinery 2022, 14, 10101–10113. [Google Scholar] [CrossRef]
- Mani, S.; Tabil, L.G.; Sokhansanj, S. Specific energy requirement for compacting corn stover. Bioresour. Technol. 2006, 97, 1420–1426. [Google Scholar] [CrossRef]
- Khurmi, R.S.; Gupta, J.K.K. A Textbook of Machine Design. In Handbook of Machinery Dynamics; S. Chand Publishing: Delhi, India, 2005; 800p. [Google Scholar]
- IS:2494-1974; V-Belts—Endless V-Belts for Industrial Purposes, Part 1: General Purpose. Bureau of Indian Standrds: New Delhi, India, 1974.
- ASTM E871; Standard Test Method for Moisture Analysis of Particulate Wood Fuels. American Society for Testing and Materials (ASTM): West Conshohocken, PA, USA, 2013.
- Frodeson, S.; Henriksson, G.; Berghel, J. Effects of moisture content during densification of biomass pellets, focusing on polysaccharide substances. Biomass Bioenergy 2019, 122, 322–330. [Google Scholar] [CrossRef]
- EN 14961-2; Solid Biofuels-Fuel Specifications and Classes—Part 2: Wood Pellets for Non-Industrial Use. European Union: Brussels, Belgium, 2011.
- EN 14961-6; Solid Biofuels-Fuel Specifications and Classes—Part 6: Non-Woody Pellets for Non-Industrial Use. British Standards Institution (BSI): London, UK, 2016; p. 18.
- Orimaye, O.S.; Ajewole, P.O.; Oni, I.O. Design, Fabrication and Performance Evaluation of Indigenous Fish Feed Pelletizing Machine for Low Income Farmers in Nigeria. J. Eng. Res. Rep. 2019, 4, 1–31. [Google Scholar] [CrossRef]
- Prvulovic, S.; Gluvakov, Z.; Tolmac, J.; Tolmac, D.; Matic, M.; Brkic, M. Methods for determination of biomass energy pellet quality. Energy fuels 2014, 28, 2013–2018. [Google Scholar] [CrossRef]
- ASTM E873-82; Standard Test Method for Bulk Density of Densified Particulate Biomass Fuels. ASTM International: West Conshohocken, PA, USA, 2014.
- Japhet, J.A.; Tokan, A.; Muhammad, M.H. Production and characterization of rice husk pellet. Am. J. Eng. Res. 2015, 4, 112–119. [Google Scholar]
- Sunmonu, M.O.; Odewole, M.M.; Falua, K.J. Design of a Varying Die-plate Fish Feed Pelletizer and Performance Evaluation Using a Non-conventional Feed Sources. KMUTNB Int. J. Appl. Sci. Technol. 2018, 11, 263–271. [Google Scholar] [CrossRef]
- Abdel Wahab, M.K.; Tawfik, M.A.; El Shal, A.M.; El Hussiny, Y.A. Factors Affecting the Performance of Aquatic Feeds Flat-die Pelleting Machine. Misr J. Agric. Eng. 2011, 28, 129–148. [Google Scholar] [CrossRef]
- Orisaleye, J.I.; Ojolo, S.J.; Fashina, A.B. Design and development of livestock feed pelleting machine. J. Eng. Res. 2009, 14, 1–9. [Google Scholar]
- Birania, S.; Garg, M.K.; Gupta, R.; Kumar, R.; Kumar, N. Development and Performance Evaluation of Biomass Pellet Machine for On-Farm Sustainable Management and Valorization of Paddy Straw. Environ. Eng. Manag. J. 2021, 20, 2013–2023. [Google Scholar]
- ISO 17829; Solid Biofuels—Determination of Length and Diameter of Pellets. International Organization for Standardization: London, UK, 2015.
- Liu, Z.; Fei, B.; Jiang, Z.; Cai, Z.; Yu, Y. The properties of pellets from mixing bamboo and rice straw. Renew. Energy 2013, 55, 1–5. [Google Scholar] [CrossRef]
- ISO 17225-3; Solid Biofuels-Fuel Specifications and Classes—Part 3: Pellet Quality Requirements. ISO: Geneva, Switzerland, 2015.
- Ighodalo, O.; Amiebenomo, S.O.; Esabunor, T. Optimization of multiple performance responses of a fish feed pelletizer machine. J. Adv. Sci. Eng. 2020, 3, 14–23. [Google Scholar] [CrossRef]
- Tashiwa, Y.I.; Mojeed, K.A.; Kabri, H.U.; Jilima, A.A. Development of a Motorized Fish Feed Pelletizing Machine. Niger. J. Eng. Sci. Technol. Res. 2019, 5, 96–102. [Google Scholar]
- Ikubanni, P.P.; Agboola, O.O.; Adeleke, A.A.; Ogunsemi, B.T.; Ibikunle, R.A. Fabrication and Evaluation of Screw-like Fish Pelletizer. J. Phys. Conf. Ser. 2019, 1378, 022076. [Google Scholar] [CrossRef]
- Olugboji, O.; Abolarin, M.; Owolewa, M.; Ajani, K. Design, Construction and Testing of a Poultry Feed Pellet Machine. Int. J. Eng. Trends Technol. 2015, 22, 168–170. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| S/N | Material | Description and Sizes | Quantity | Unit Cost (Naira) | Total Cost (Naira) |
|---|---|---|---|---|---|
| 1 | Electric motor | 4 hp, 1400 rpm | 1 | 40,000 | 40,000 |
| 2 | Angle iron | 6 × 6 × 2 mm | 2 | 7000 | 14,000 |
| 3 | Bolt and nut | M12 × 1.25 mm | 7 | 100 | 700 |
| 4 | “ | M14 × 2 mm | 4 | 120 | 480 |
| 5 | Rubber belt | Type A, 13 × 8 mm; 1255 mm | 1 | 750 | 750 |
| 6 | Iron plate | 435 × 280 × 2 mm mild steel | 1 | 6000 | 6000 |
| 7 | “ | 100 × 100 × 6 mm mild steel | 5 | 7000 | 35,000 |
| 8 | Paint | Green, 2 dm3 | 5250 | 10,500 | |
| 9 | Miscellaneous and Workmanship | 65,000 | 65,000 | ||
| Total | 161,930 |
| Run | Die Hole Diameter (mm) | Binder Quantity (wt%) |
|---|---|---|
| 1 | 2.5 | 5 |
| 2 | 2.5 | 6 |
| 3 | 5.0 | 7 |
| 4 | 0.0 | 7 |
| 5 | 2.5 | 7 |
| 6 | 0.0 | 6 |
| 7 | 5.0 | 7 |
| 8 | 0.0 | 5 |
| 9 | 0.0 | 5 |
| 10 | 5.0 | 5 |
| 11 | 0.0 | 7 |
| 12 | 5.0 | 5 |
| 13 | 5.0 | 6 |
| Properties | Machine Efficiency (%) | Machine Throughput (kg/h) | Pellet Length (mm) | Bulk Density (g/cm3) |
|---|---|---|---|---|
| Die hole diameter | ||||
| 5 mm | 58.82 a | 4.12 a | 16.98 a | 0.156 a |
| 6 mm | 56.16 a | 4.36 a | 15.62 a | 0.163 a |
| 7 mm | 59.92 a | 4.32 a | 13.97 a | 0.161 a |
| Binder Quantity | ||||
| 0.0 wt% | 68.16 a | 5.39 a | 17.32 a | 0.161 a |
| 2.5 wt% | 58.24 ab | 4.88 a | 15.67 ab | 0.159 a |
| 5.0 wt% | 51.73 b | 2.95 b | 13.60 b | 0.159 a |
| Property | Source | DF | SS | MS | F-Value | p-Value | R2 |
|---|---|---|---|---|---|---|---|
| Machine efficiency | Die hole diameter | 2 | 20.21 | 10.10 | 0.08 | 0.926 | 1.70 |
| Binder quantity | 2 | 601.40 | 300.69 | 4.60 | 0.042 | 50.55 | |
| Machine throughput | Die hole diameter | 2 | 0.1416 | 0.0708 | 0.03 | 0.970 | 0.69 |
| Binder quantity | 2 | 14.819 | 7.4095 | 11.40 | 0.003 | 71.71 | |
| Pellet length | Die hole diameter | 2 | 22.79 | 11.395 | 2.45 | 0.136 | 32.88 |
| Binder quantity | 2 | 34.84 | 17.422 | 5.06 | 0.030 | 50.28 | |
| Bulk density | Die hole diameter | 2 | 8.3 × 10−5 | 4.1 × 10−5 | 2.15 | 0.167 | 30.07 |
| Binder quantity | 2 | 2 × 10−5 | 1 × 10−5 | 0.39 | 0.689 | 7.19 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jekayinfa, S.O.; Ola, F.A.; Akande, F.B.; Adesokan, M.A.; Abdulsalam, I.A. Modification and Performance Evaluation of a Biomass Pelleting Machine. AgriEngineering 2024, 6, 2214-2228. https://doi.org/10.3390/agriengineering6030130
Jekayinfa SO, Ola FA, Akande FB, Adesokan MA, Abdulsalam IA. Modification and Performance Evaluation of a Biomass Pelleting Machine. AgriEngineering. 2024; 6(3):2214-2228. https://doi.org/10.3390/agriengineering6030130
Chicago/Turabian StyleJekayinfa, Simeon Olatayo, Folorunso Adegboyega Ola, Fatai Bukola Akande, Mutairu Abiola Adesokan, and Ibrahim Akinola Abdulsalam. 2024. "Modification and Performance Evaluation of a Biomass Pelleting Machine" AgriEngineering 6, no. 3: 2214-2228. https://doi.org/10.3390/agriengineering6030130
APA StyleJekayinfa, S. O., Ola, F. A., Akande, F. B., Adesokan, M. A., & Abdulsalam, I. A. (2024). Modification and Performance Evaluation of a Biomass Pelleting Machine. AgriEngineering, 6(3), 2214-2228. https://doi.org/10.3390/agriengineering6030130