An Integrated Plastic Contamination Monitoring System for Cotton Module Feeders

 , ,
, ,  ,
,  ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. System Design and Operation
2.1. System Overview
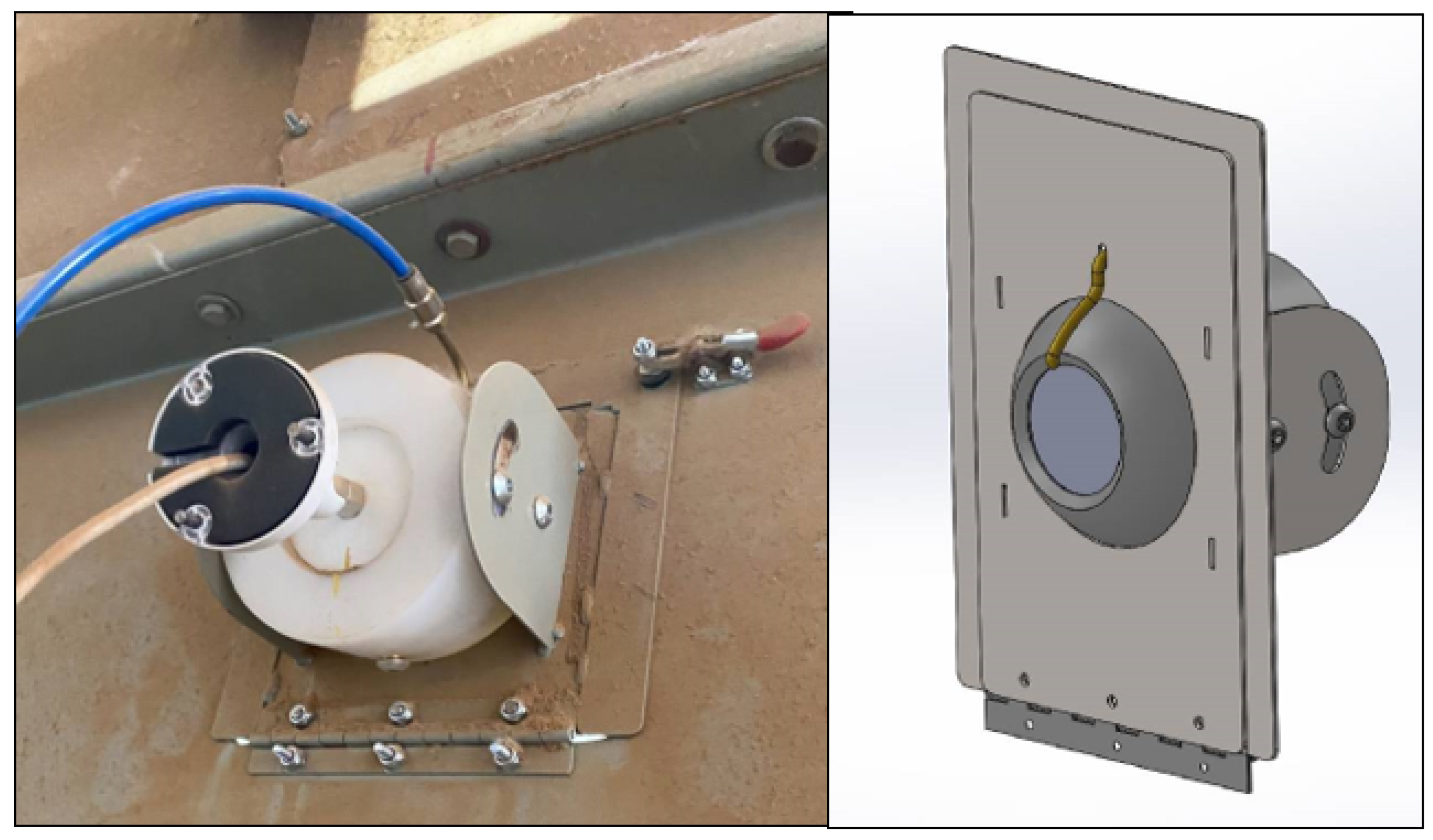
2.2. Subsystem 1: Module Feeder—Intake End
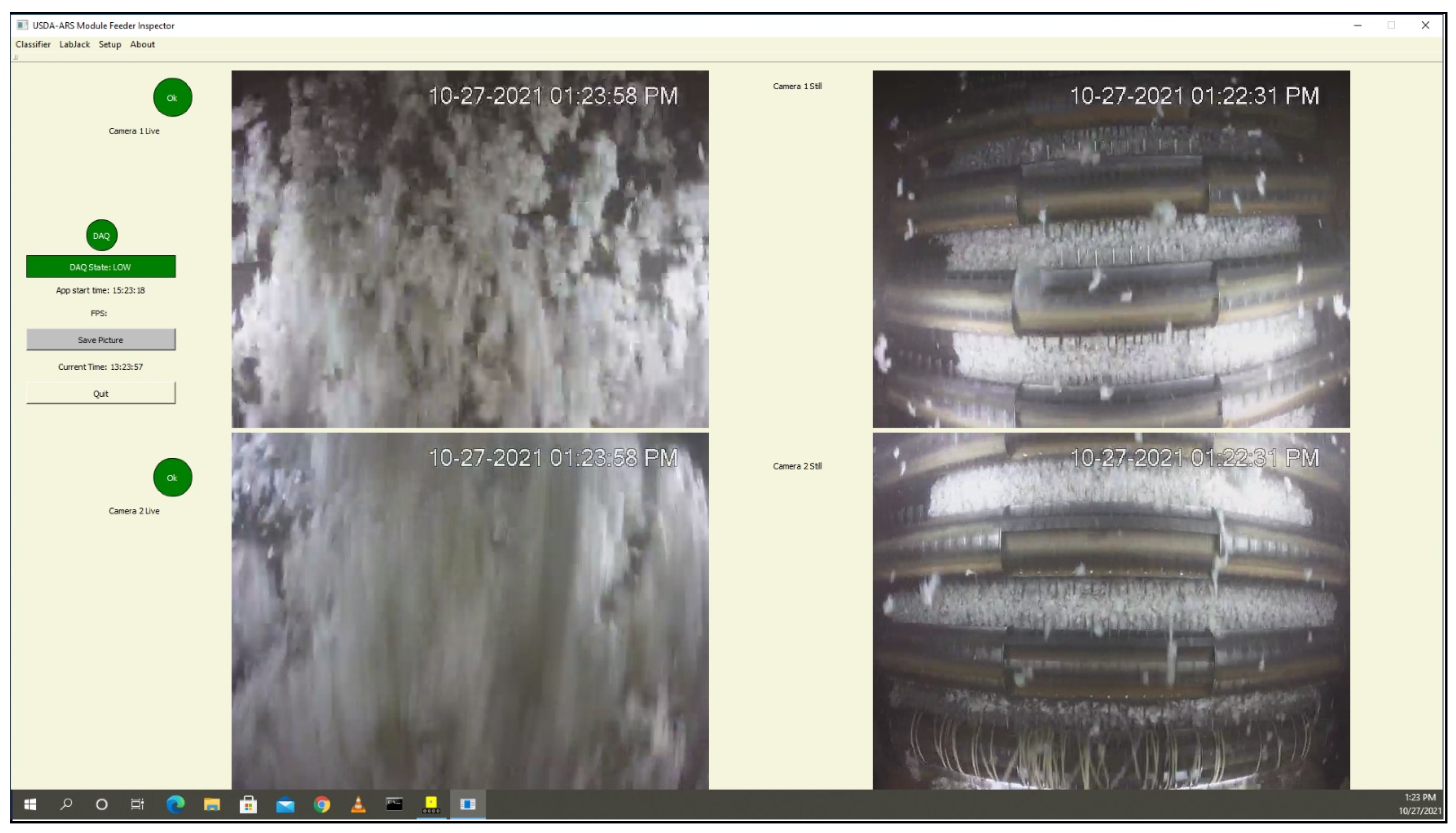
2.3. Subsystem 2: Module Feeder—Dispersing End
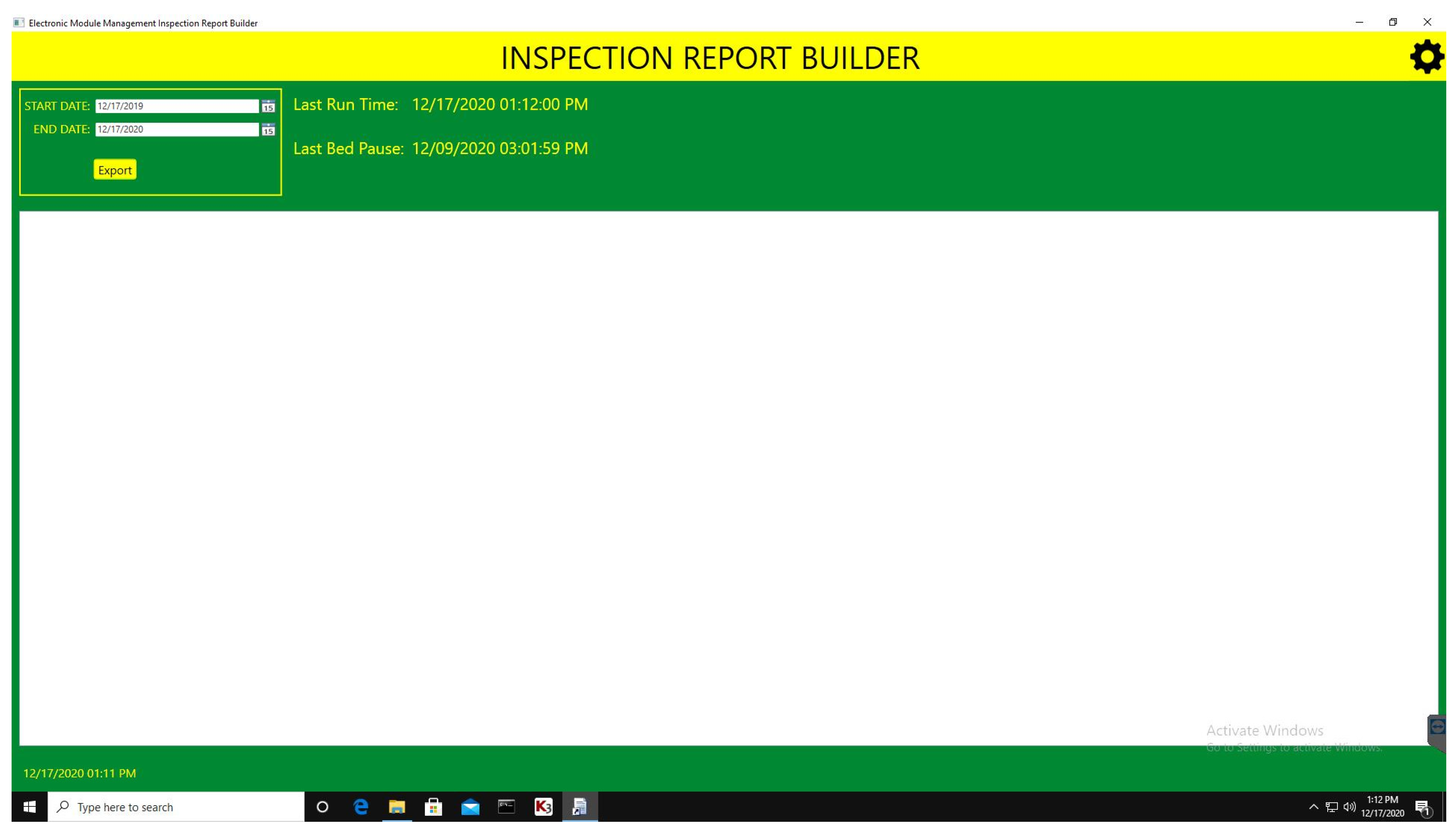
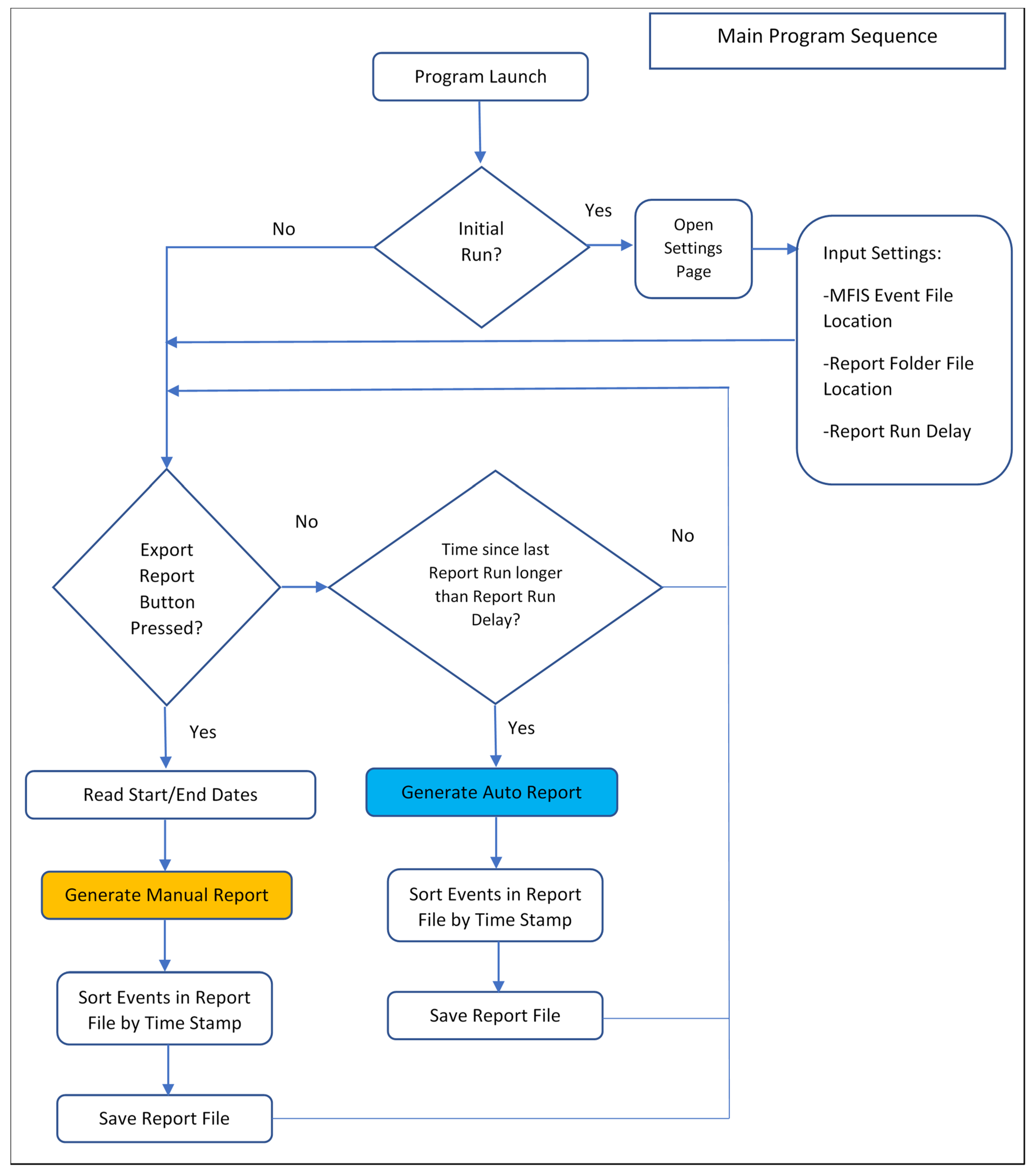
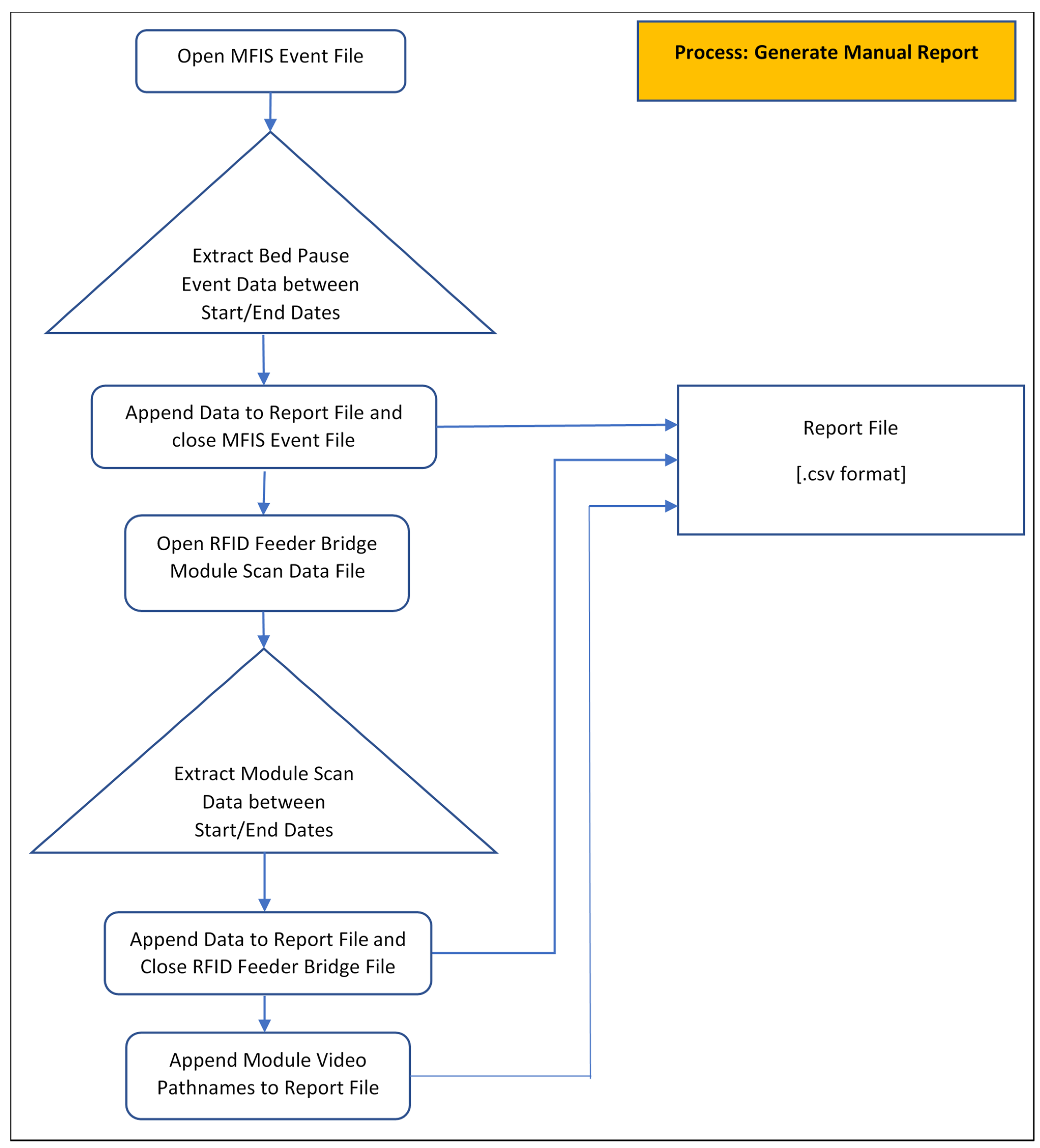
2.4. Integration Software—Inspection Report Builder
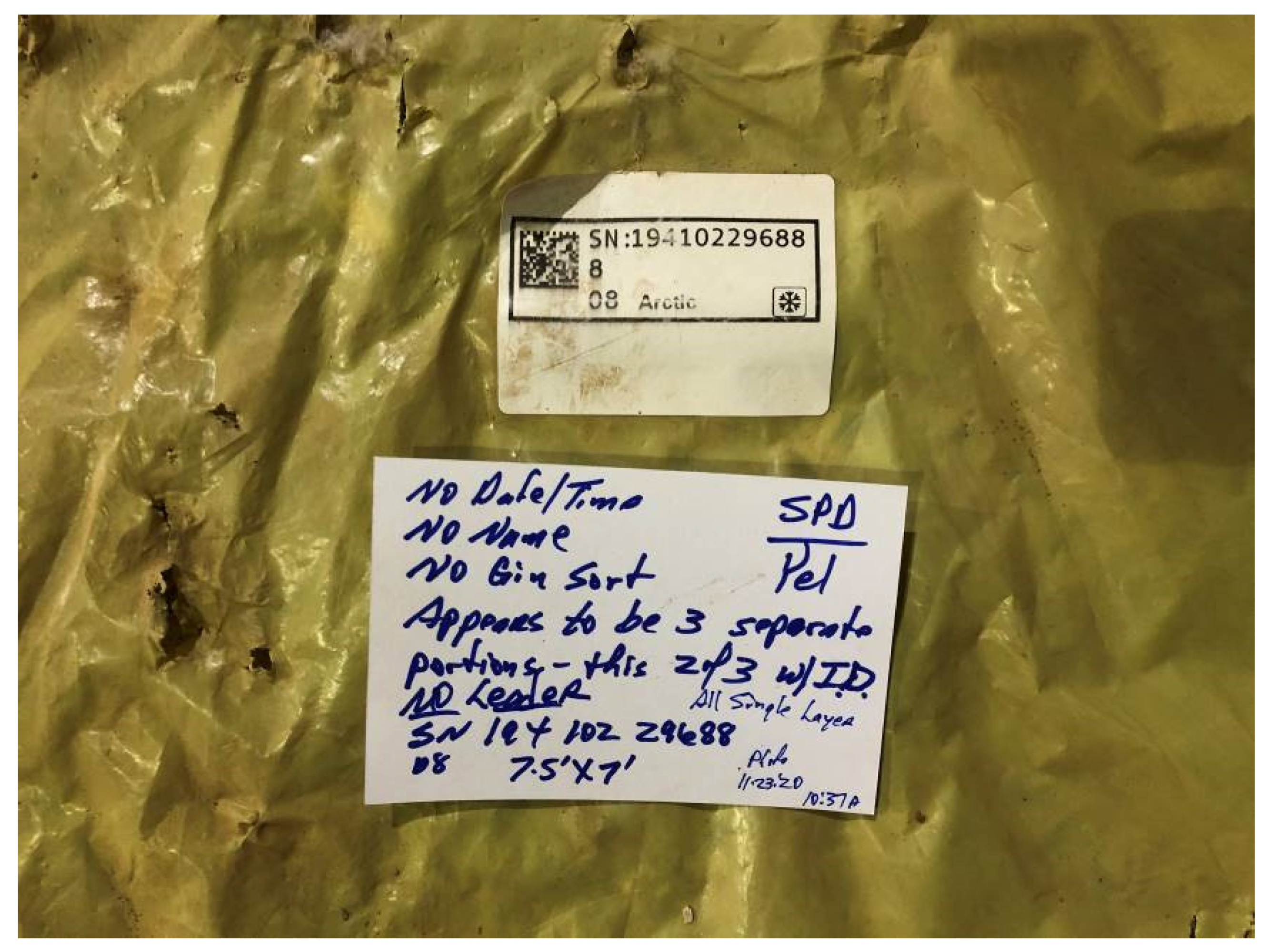
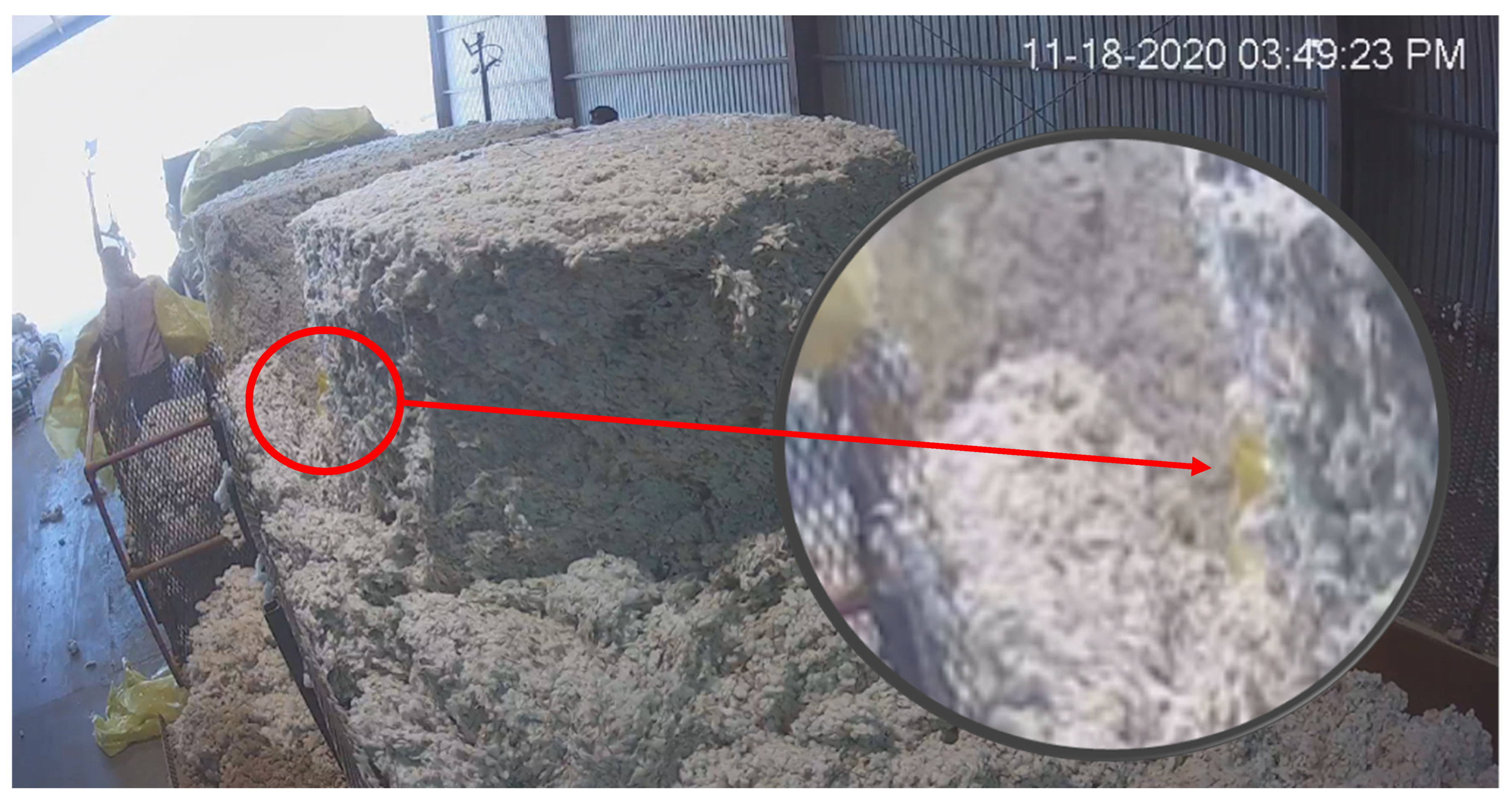
2.5. Data Analysis Example
3. Conclusions and Future Developments
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Barnes, E.; Morgan, G.; Hake, K.; Devine, J.; Kurtz, R.; Ibendahl, G.; Sharda, A.; Rains, G.; Snider, J.; Maja, J.M.; et al. Opportunities for robotic systems and automation in cotton production. ion. AgriEngineering 2021, 3, 339–362. [Google Scholar] [CrossRef]
- USDA-AMS. Daily Spot Cotton Quotations. 2019; Volume 102. Available online: https://mymarketnews.ams.usda.gov/filerepo/sites/default/files/3002/2019-08-16/93922/CN20190816DDSQ.PDF (accessed on 27 September 2021).
- USDA-CCC. 2021 Crop Upland Cotton Schedule of Premiums and Discounts. 2021. Available online: https://www.fsa.usda.gov/Assets/USDA-FSA-Public/usdafiles/Price-Support/pdf/2021/2021%20Cotton%20%20Premiums%20and%20Discounts.pdf (accessed on 27 September 2021).
- Pelletier, M.G.; Holt, G.; Wanjura, J. Cotton Gin Stand Machine-Vision Inspection and Removal System for Plastic Contamination: Software Design. AgriEngineering 2021, 3, 494–518. [Google Scholar] [CrossRef]
- Wanjura, J.; Pelletier, M.; Ward, J.; Hardin, R.; Barnes, E. Prevention of Plastic Contamination When Handling Cotton Modules. 2020. Available online: https://cottoncultivated.cottoninc.com/wp-content/uploads/2020/08/PreventionOfContamination-HaulingModules-19Aug2020.pdf (accessed on 27 September 2021).
- Iqbal, Z.; Hardin, R.G.; Wang, T.; Ward, J.K.; Wanjura, J.D. Round Modules: Handling Logistics and Cover Damage, 2nd Year. In Proceedings of the 2021 Beltwide Cotton Conference, Virtual Meeting, 4–6 January 2021; National Cotton Council of America: Memphis, TN, USA, 2021; pp. 623–629. [Google Scholar]
- Deere, J. Round Cotton Module Ginning Recommendations; Manual No. KK11359; Deere and Company: Moline, IL, USA, 2013. [Google Scholar]
- Adeleke, A.A.; Hardin, R.G.; Pelletier, M.G. Design of a Plastic Removal System for a Cotton Gin Module Feeder. In Proceedings of the 2021 Beltwide Cotton Conference, Virtual Meeting, 4–6 January 2021; National Cotton Council of America: Memphis, TN, USA, 2021; pp. 630–637. [Google Scholar]
- Hardin IV, R.G.; Byler, R.K. Removal of sheet plastic materials from seed cotton using a cylinder cleaner. J. Cotton Sci. 2016, 20, 375–385. [Google Scholar]
- Wanjura, J.D.; Pelletier, M.G.; Holt, G.A.; Barnes, E.M.; Wigdahl, J.; Doron, N. An Integrated Module Feeder Monitoring System to Mitigate Plastic Contamination. In Proceedings of the 2021 Beltwide Cotton Conference, Virtual Meeting, 4–6 January 2021; National Cotton Council of America: Memphis, TN, USA, 2021; pp. 240–254. [Google Scholar]
- Wanjura, J.D.; Holt, G.A.; Pelletier, M.G.; Barnes, E.M. 2020b. Advances in managing cotton modules using RFID technology—System development update. In Proceedings of the 2020 Beltwide Cotton Conference, Austin, TX, USA, 8–10 January 2020; National Cotton Council of America: Memphis, TN, USA, 2020; pp. 588–6609. [Google Scholar]
- Pelletier, M.G.; Holt, G.A.; Wanjura, J.D. A Cotton Module Feeder Plastic Contamination Inspection System. AgriEngineering 2020, 2, 280–293. [Google Scholar] [CrossRef]
- Wanjura, J.D.; Pelletier, M.G.; Holt, G.A. Module Feeder Inspection System for Plastic Contamination: Design Update. 2021. Available online: https://www.cotton.org/ncga/upload/JDW-MFIS-Design-Update-NCGA-White-Paper-04222021-002.pdf (accessed on 27 September 2021).
- Wanjura, J.D.; Pelletier, M.G.; Holt, G.A. Inspection Report Builder. Program Source Code; CERN: Geneve, Switzerland, 2021. [Google Scholar] [CrossRef]














Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wanjura, J.D.; Pelletier, M.G.; Holt, G.A.; Barnes, E.M.; Wigdahl, J.; Doron, N. An Integrated Plastic Contamination Monitoring System for Cotton Module Feeders. AgriEngineering 2021, 3, 907-923. https://doi.org/10.3390/agriengineering3040057
Wanjura JD, Pelletier MG, Holt GA, Barnes EM, Wigdahl J, Doron N. An Integrated Plastic Contamination Monitoring System for Cotton Module Feeders. AgriEngineering. 2021; 3(4):907-923. https://doi.org/10.3390/agriengineering3040057
Chicago/Turabian StyleWanjura, John D., Mathew G. Pelletier, Greg A. Holt, Edward M. Barnes, Jeffrey Wigdahl, and Nachem Doron. 2021. "An Integrated Plastic Contamination Monitoring System for Cotton Module Feeders" AgriEngineering 3, no. 4: 907-923. https://doi.org/10.3390/agriengineering3040057
APA StyleWanjura, J. D., Pelletier, M. G., Holt, G. A., Barnes, E. M., Wigdahl, J., & Doron, N. (2021). An Integrated Plastic Contamination Monitoring System for Cotton Module Feeders. AgriEngineering, 3(4), 907-923. https://doi.org/10.3390/agriengineering3040057