1. Introduction
Currently, defect identification based on ultrasonic B-scan pictures constitutes one of the research hotspots in phased array ultrasonic testing (PAUT) technology. PAUT allows the collection of high-resolution B-scan pictures with greater sensitivity and clarity, displaying tremendous application potential in the examination of heterogeneous media and their contents.
In the use of ultrasonic B-scan technology, Wu Yuanming [
1] adapted the B-scan to the fault detection of railway freight vehicle wheelsets, considerably enhancing detection efficiency and accuracy. Luo Gengsheng [
2] et al. suggested an ultrasonic guided wave detection technique based on B-scan imaging for identifying faults in oil and gas butt-welded elbows with anti-corrosion coatings. F. Honarva et al. [
3] examined in-depth ultrasonic testing techniques and their applications in the damage detection of additive manufacturing items. Yuan Alin et al. [
4] conducted an experimental study on electromagnetic ultrasonic guided wave B-scan detection of fractures in aluminum sheets, carrying out studies on electromagnetic ultrasonic testing of aluminum sheet specimens with cracks. Zhang Wenxue [
5] suggested a three-dimensional reconstruction analysis technique for metal cylinders based on ultrasonic testing. This approach included rearranging pixel points using B-scan photography and then applying volume rendering methods for three-dimensional reconstruction analysis. In the realm of ultrasonic B-scan image detection, Gao Shuangsheng et al. [
6] applied a morphological technique based on area reconstruction to segment fault features in ultrasonic images of brazed joints of guide rings and built-related software using Matlab R2024a. Guo Beitao et al. [
7] suggested an enhanced region-expanding method to solve the issue of decreasing accuracy in the defect detection of metal components in ultrasonic imaging pictures due to variables such as noise. Li Hua et al. [
8], after using classical filtering algorithms to reduce noise in the ultrasonic B-scan images of metal plates, compared the effects of three different image segmentation techniques and ultimately chose an improved seed region growing algorithm for accurate segmentation, which effectively highlighted defect features. Hu et al. [
9] developed a deep learning-based hierarchical classification model to assess ultrasonic B-scan pictures of railway problems, utilizing a two-stage approach: model A for fuzzy classification and EfficientNet-B7 for fine-grained classification. Ye [
10] et al. created a deep learning system named DPLA-Net (Dual Path Lesion Attention Network) for diagnosing different eye illnesses and normal eyes based on ocular B-scan pictures. Feng Wei [
11] suggested a deep learning-based technique for defect recognition in ultrasonic B-scan pictures, performing experimental research on defect identification utilizing B-scan images produced by linear array phased array ultrasonic testing.
However, in the process of utilizing ultrasonic phased array technology to find faults in the industrial sphere, various issues are faced when dealing with ultrasonic B-scan pictures including defects. Firstly, directly captured B-scan pictures are typically affected by numerous types of noise. This noise not only obscures the problem characteristics in the picture but also provides obstacles to human or automated defect identification, lowering the accuracy and reliability of defect detection. Secondly, B-scan pictures are often given in color format (three-dimensional data volume of R, G, and B values), and their enormous data volume greatly decreases the running performance of fault identification algorithms.
In response to these two issues, this study provides a screening approach for ultrasonic B-scan pictures including defects based on image entropy recurrence plots (hereafter referred to as the “recurrence method”). By comparing it with other screening techniques for ultrasonic B-scan image segments that have flaws based on image entropy, the usefulness and superiority of this approach are established.
2. Materials and Methods
2.1. Image Features and Basic Concepts
2.1.1. Basic Structural Properties of B-Mode Ultrasound Scan Pictures
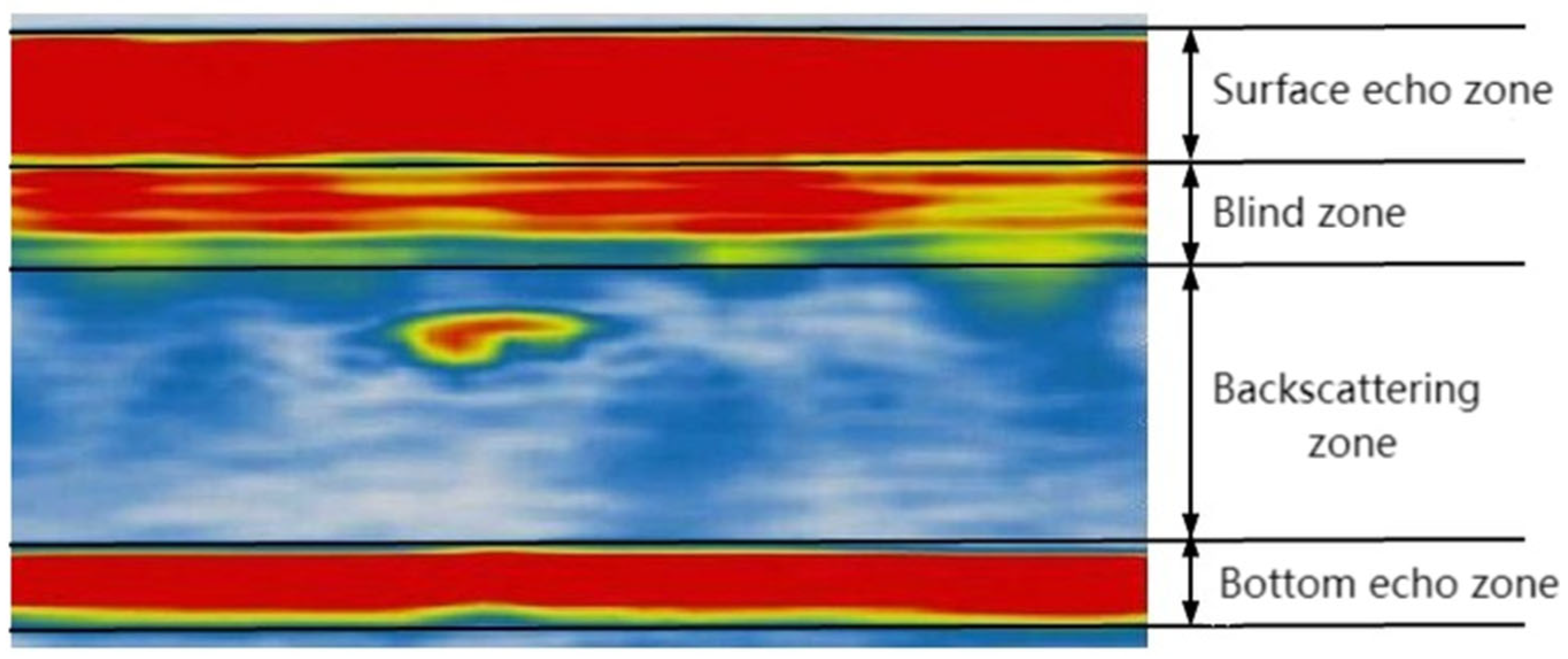
Figure 1 depicts a schematic illustration of the key structural properties of a typical phased array ultrasonic B-scan picture. The picture is formed of a white–blue–yellow–red color gradient corresponding to the echo strength from weak to strong, with each pixel reflecting the echo intensity at its corresponding position. A schematic illustration of the main structural properties of a typical phased array ultrasonic B-scan picture is presented in
Figure 1.
When viewing the geographical composition of the picture, it is basically formed of four components from top to bottom: the surface echo zone, the dead zone, the backscatter zone, and the bottom echo zone. Among them, the backscatter zone corresponds to the ultrasonic echoes reflected within the workpiece under testing. This section of the signal may be utilized to disclose the interior structural properties of the workpiece under testing. The image qualities of this zone rely on the regularity of the workpiece and the existence of internal flaws, etc. Therefore, the picture properties of the backscatter zone constitute a significant foundation for defect identification and analysis. At the same time, typical defects exist in the form of a red core area wrapped by a yellow contour as shown in the figure; the bottom echo zone corresponds to the ultrasonic reflection signal that penetrates the workpiece and reaches the bottom surface of the workpiece, also known as the “bottom wave zone”. It is characterized by a tiny region and continuous and high-intensity red reflection echoes that span the whole width of the picture, frequently accompanied by a thin yellow band surrounding it. The bottom echo zone is the border of an ultrasonic testing process, and its location may disclose the thickness of the workpiece, and its morphology can reflect the bottom structure of the workpiece to a certain degree.
2.1.2. Image Entropy
Entropy is a physical number that defines the degree of disorder in a system in the area of physics, and in information theory, it is used to characterize the amount of information contained in a specific signal. As a two-dimensional carrier for storing information, pictures have a greater data density than one-dimensional signals and consequently have a corresponding entropy value that reflects the amount of information they carry—image entropy. Picture entropy is a statistical kind of feature that displays the average amount of information in a picture and represents the aggregation properties of the grayscale distribution of the image.
Grayscale images typically use 8 bits (1 byte) to store the brightness value of each pixel. According to the notion of entropy in information theory, from the standpoint of the distribution of grayscale values in a grayscale picture, it is a practical way to exploit the aggregation features of grayscale distribution to represent the amount of information contained in the image. Let
be the weight of pixels with the grayscale value among all pixels, and then the unary grayscale entropy of the grayscale picture is
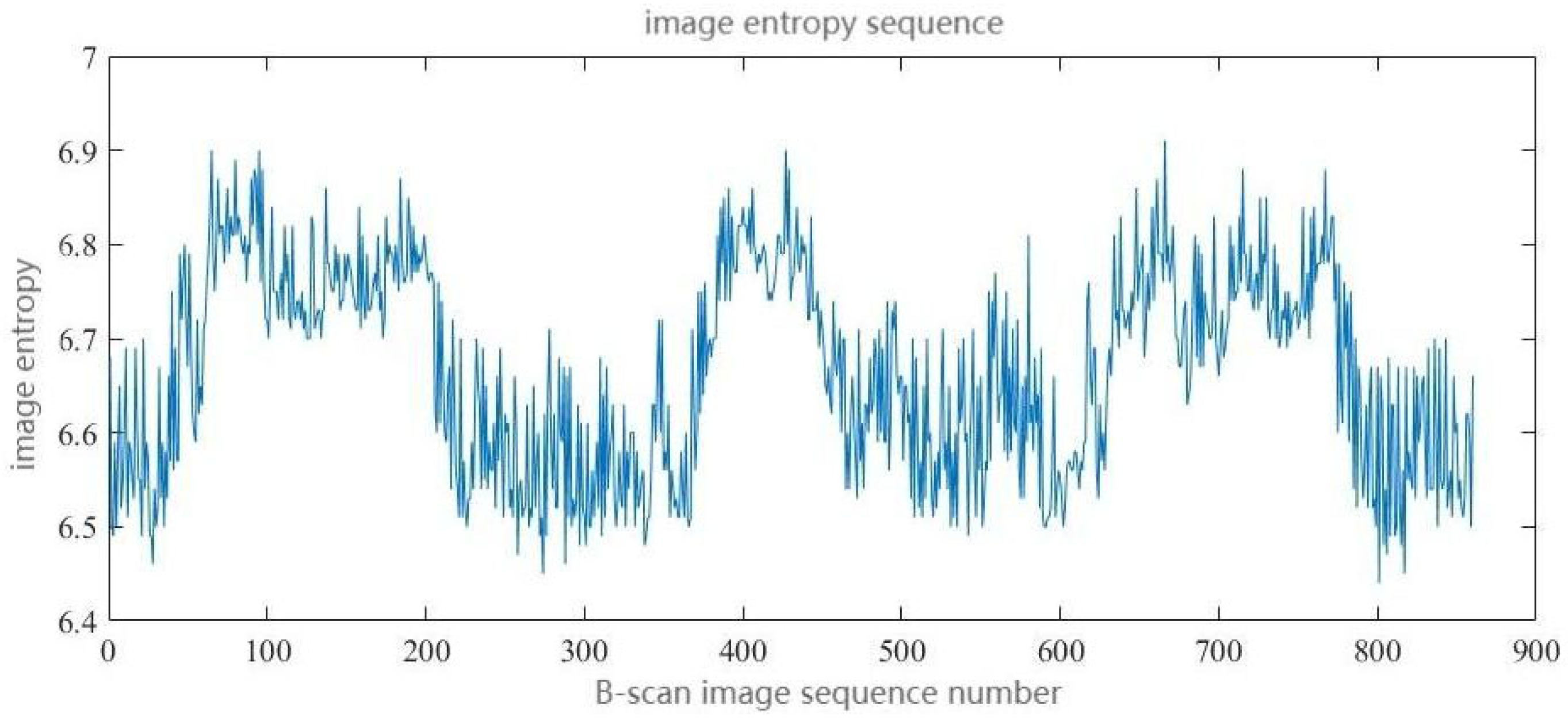
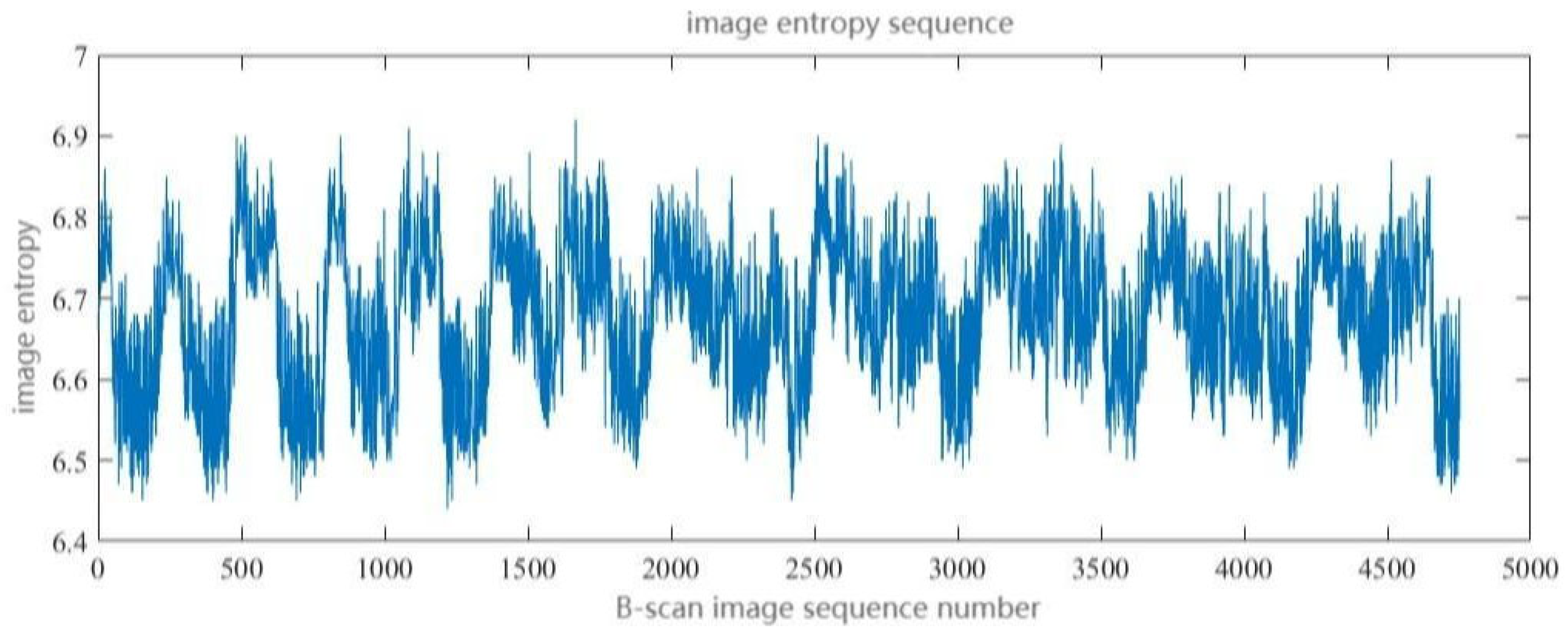
Through Equation (1), the grayscale information of each pixel in a B-scan picture may be turned into image entropy information for the whole image, enabling data compression. The image entropy sequence of a series of B-scan picture sequences is presented in
Figure 2.
2.1.3. Phase Space Reconstruction
For a non-stationary deterministic system, its characteristics are frequently explored in a high-dimensional phase space. The objective of phase space reconstruction is to try to mine additional information from the complete time series and locate another new system equal to the original system in high dimensions.
In 1980, Packard [
12] and other researchers presented a technique for reconstructing the phase space of a one-dimensional time series, known as the coordinate delay reconstruction method or the time delay reconstruction method. The crux of this strategy rests in leveraging data from various time points in the time series to generate an m-dimensional phase space vector by imposing a time delay
. Subsequently, in 1981, Taken [
13] presented an important theorem, the “embedding theorem”. The theorem states that for a one-dimensional scalar time series
of an infinitely long and undisturbed m-dimensional dynamic system, one can always find an embedded phase space of at least m dimensions such that this phase space remains topologically consistent with the original system, provided that
satisfies
. Based on the embedding theorem, an image entropy high-dimensional phase space may be generated from the image entropy sequence, and further tasks such as state determination and feature analysis of the image entropy sequence are carried out based on the reconstructed image entropy phase space.
The following are the particular stages of phase space reconstruction:
- (1)
Obtain a one-dimensional scalar time series {x(i), i ∈ [1,n]};
- (2)
Determine the delay time τ and the embedding dimension m;
- (3)
Construct an (n − (m − 1)τ) × m dimensional reconstructed vector X(t_i), where each row vector is derived using Equation (10):
As can be observed from the creation processes of the vector, there are two basic parameters: the embedding dimension and the time delay . However, the embedding theorem does not give exact methods for computing these two values. In real applications, as time series data frequently includes noise and has limited length, the values of these two parameters need to be determined depending on the unique scenario.
2.1.4. Recurrence Plot Method
After rebuilding the phase space of a one-dimensional image entropy sequence, we receive a mapping space consisting of N m-dimensional (embedding dimension) vectors, which may then be examined using recurrence plots.
A recurrence plot (RP) is basically a technique for visualizing phase spaces of various dimensions inside a two-dimensional space. It calculates the Euclidean distance matrix
of the phase space state vectors by determining the distance between two separate state vectors
and
, as illustrated in Equation (16):
where
represents the distance between two vectors;
.
It can be observed that the procedure provides an
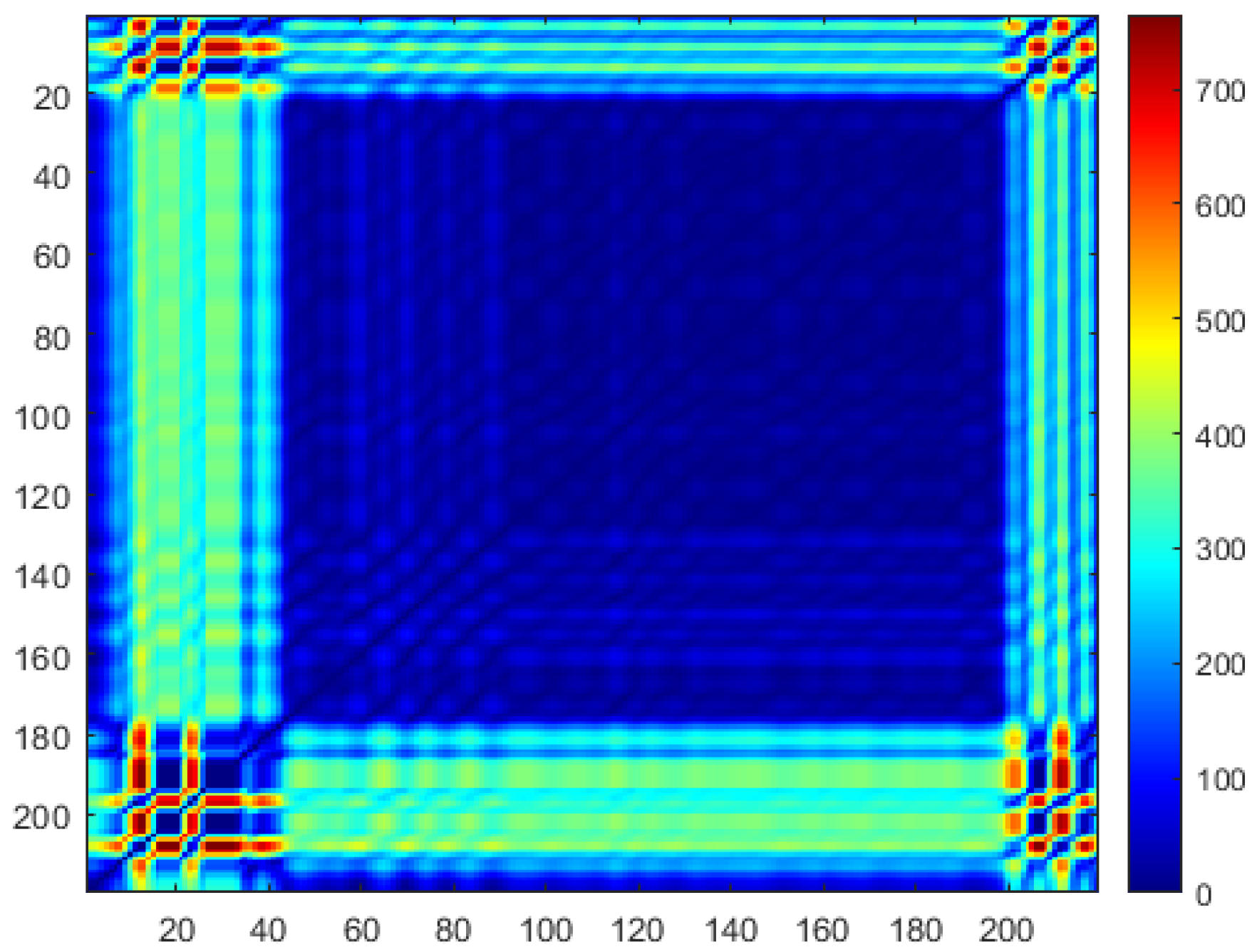
matrix for any dimensional phase space. By coloring depending on the highest and lowest values in the matrix, a color map indicating the distance distribution of the matrix components may be generated. Blue is often used to signify proximity and red to represent distance. Such a picture is also termed a threshold-free recurrence plot. The threshold-free recurrence plot following phase space reconstruction of the sampled signal sequence with
and
is presented in
Figure 3.
Through the threshold-free recurrence plot, it is feasible to examine and evaluate rebuilt phase spaces of any dimension at a two-dimensional level. However, owing to concerns such as substantial discrepancies in the absolute values of components, it is difficult to examine threshold-free recurrence plots of various kinds of signals using invariant criteria. Therefore, relevant researchers have developed a binary recurrence plot presentation approach, defining the phase point-threshold distance matrix
as follows:
In the formula, ε is a manually chosen threshold used to compare the values in the distance matrix , and .
The phase point-threshold distance matrix generated by the foregoing computation is an square matrix, and its members only contain 0 and 1. Starting from such a matrix , assign black to points with an element value of 1 and white to points with an element value of 0. The produced binary picture is termed a “binary recurrence plot”.
2.2. Method Design
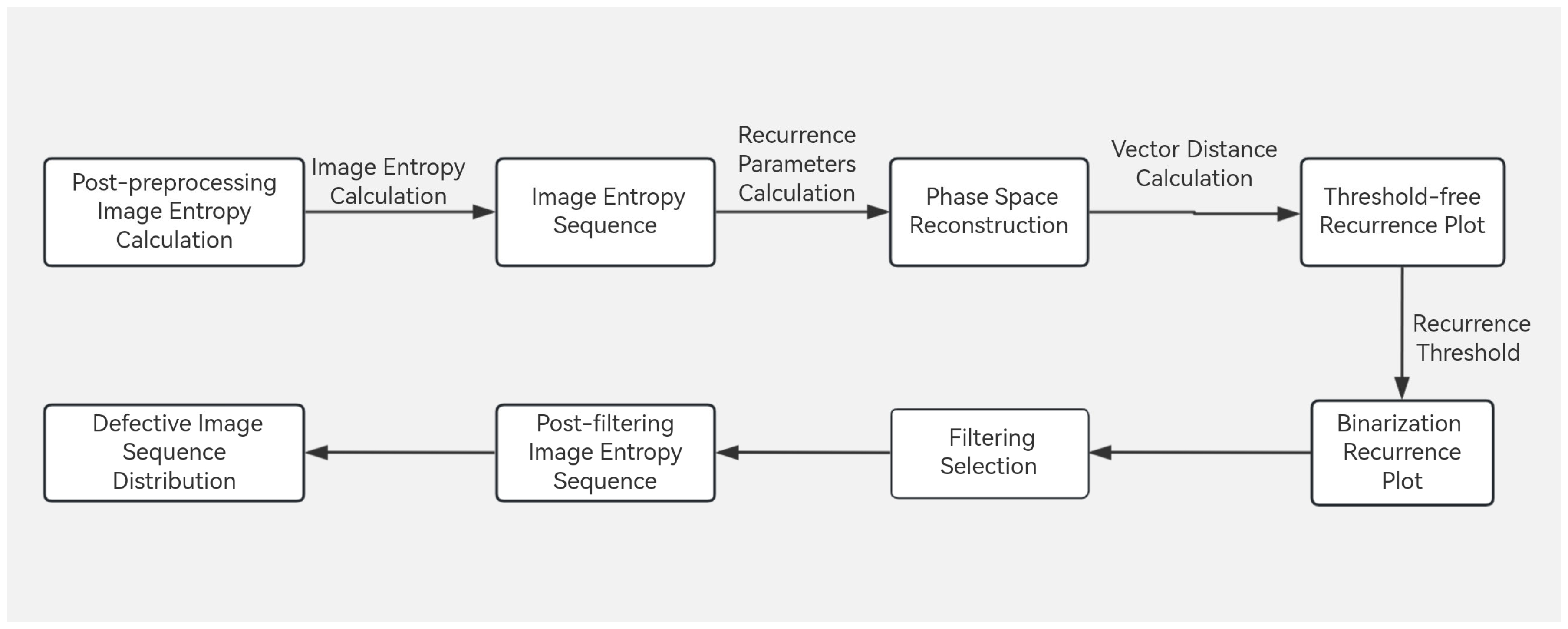
2.2.1. Overall Technical Route
The technical method of the recurrence technique is as follows: First, preprocess the B-scan pictures, and then calculate the image entropy of the preprocessed B-scan image sequence to produce the image entropy sequence. On this basis, execute phase space reconstruction to produce the binary recurrence plot of the image entropy sequence. Then, utilize the fraction of the recurrence points in the recurrence plot space to characterize the likelihood of numerical mutations in the picture entropy owing to defect features, and generate a filter used to screen suspected faulty sequences. Finally, forecast the distribution of suspected faulty picture sequences using the filtered image entropy sequence. The technical method of the recurrence technique is depicted in
Figure 5.
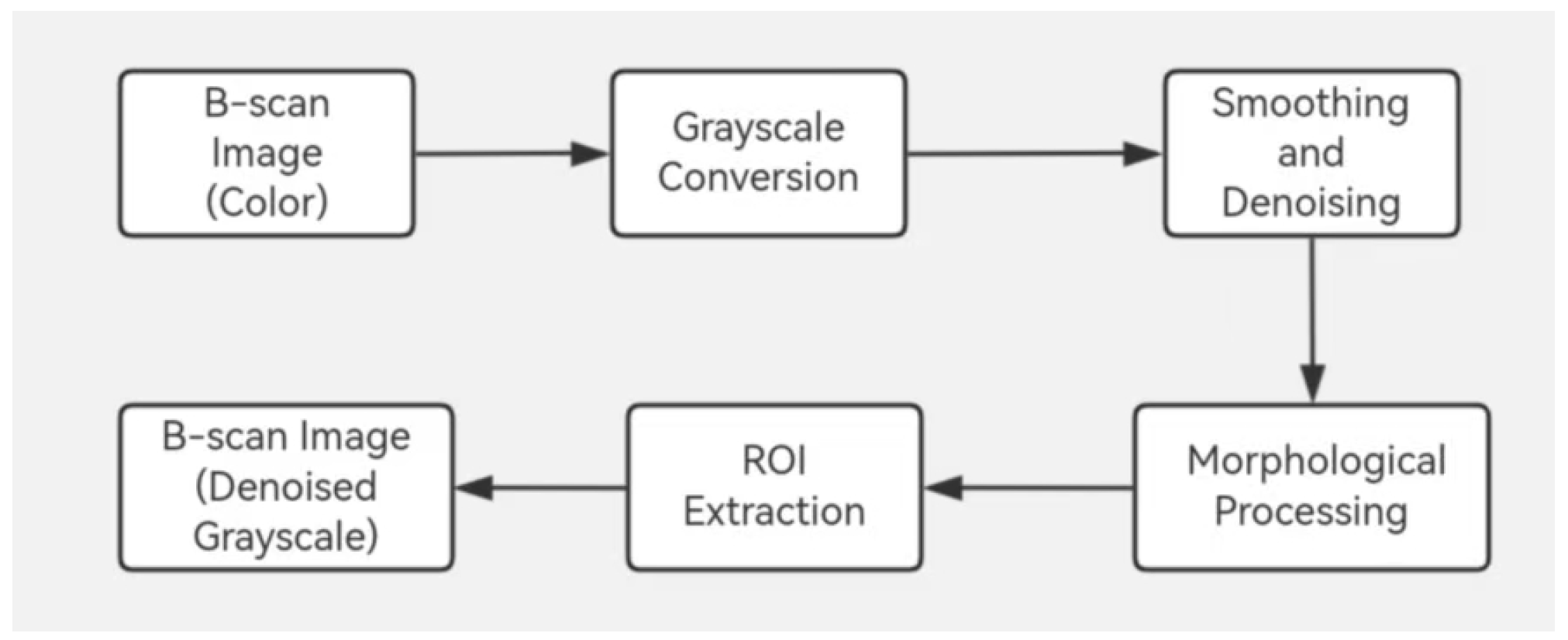
2.2.2. Image Preprocessing
In order to accomplish standardization and normalization of the picture representation for B-scan images, it is required to preprocess the original images at the beginning. The preparation procedure is presented in
Figure 6.
To reduce information loss during the grayscale conversion of B-scan color pictures, this work offers an information-lossless full-mapping grayscale conversion technique. The algorithm for calculating grayscale values from RGB values is presented in Equation (5):
Secondly, via experiments, median filtering was shown to reduce noise in grayscale pictures to the maximum degree, while the opening operation displayed the largest enhancing impact on defect edge characteristics in images. This study employs median filtering as the smoothing and denoising approach, and the opening operation as the morphological processing method.
ROI refers to the “Region of Interest”, which is the key region of a picture for attaining the intended purpose. It frequently includes critical information that needs identification, analysis, and processing. By studying photos after grayscale conversion, smoothing/denoising, and morphological processing, it was observed that their row grayscale mean values display characteristics that change gradually from top to bottom with regional variations. Calculating their row grayscale mean curves showed that for each B-scan picture, the top of the surface echo and the bottom of the bottom echo correspond to the places where the row grayscale mean value first considerably rises and last dramatically declines, respectively. By choosing suitable thresholds based on these parameters, ROI extraction of B-scan pictures may be achieved. The row grayscale mean curve of the picture is displayed in
Figure 7.
2.2.3. Phase Space Reconstruction Optimal Delay Time and Embedding Dimension Selection
According to the embedding theorem described in
Section 2.1.2, given an indefinitely long noise-free time series, the delay time may be freely set. However, significant practical research has revealed that phase space representation is strongly reliant on the selection of τ. The main idea is to guarantee that reconstructed vectors are as mutually independent as feasible.
This work applies the mutual information approach to estimate the best delay time τ. The mutual information coefficient (MI) is used to measure the correlation strength between state vectors following phase space reconstruction. Based on the aforementioned examination of recurrence plot theory, it can be determined that a lower mutual information coefficient implies a poorer connection between state vectors, which better reveals rapid changes in system patterns.
The average information content of the system about the sum of variables is defined as the system’s information entropy, called joint entropy. Its calculating formula is presented in Equation (6):
The spatial mutual information coefficient may be calculated as illustrated in Equation (7):
At this point, the delay time corresponding to the initial local minimum value of the mutual information coefficient is chosen as the ideal delay time for phase space reconstruction of the image entropy sequence in this segment.
The purpose of selecting an appropriate embedding dimension m is to fully unfold the geometric structure of the attractor as much as possible, thereby characterizing the system’s attractor without losing information carried by the original image entropy sequence and revealing the characteristics of the system under analysis. If the embedding dimension m is too small, the attractor will overlap, allowing phase space points from various trajectories to appear in the same neighborhood. This leads to a substantial gap between the reconstructed attractor and the system’s true attractor, reducing the accuracy of subsequent quantitative evaluations. Conversely, if m is too large, while guaranteeing the attractor’s geometric structure is completely unfurled, it also amplifies noise and increases computing complexity.
This study adopts the enhanced false closest neighbors (FNN) approach described by Cao’s algorithm [
14], which provides a distance coefficient
based on the notion of false closest neighbors:
Define the metric (the average rate of change in Euclidean distances between the phase points induced by a dimensionality increase)
:
Using the rate of change ratio
of the metric value as the requirement for the minimal embedding dimension,
At this point, examine the trend of as m varies, and select the embedding dimension corresponding to the place where starts to converge to 1 as the minimal phase space reconstruction embedding dimension for this image entropy sequence.
2.2.4. Binarization Recurrence Plot Threshold Selection
According to the definition of the binarized recurrence plot, it contains the following characteristics:
The primary diagonal values of the square matrix are always 1.
The square matrix is symmetrical along the diagonal (line of identity, LOI).
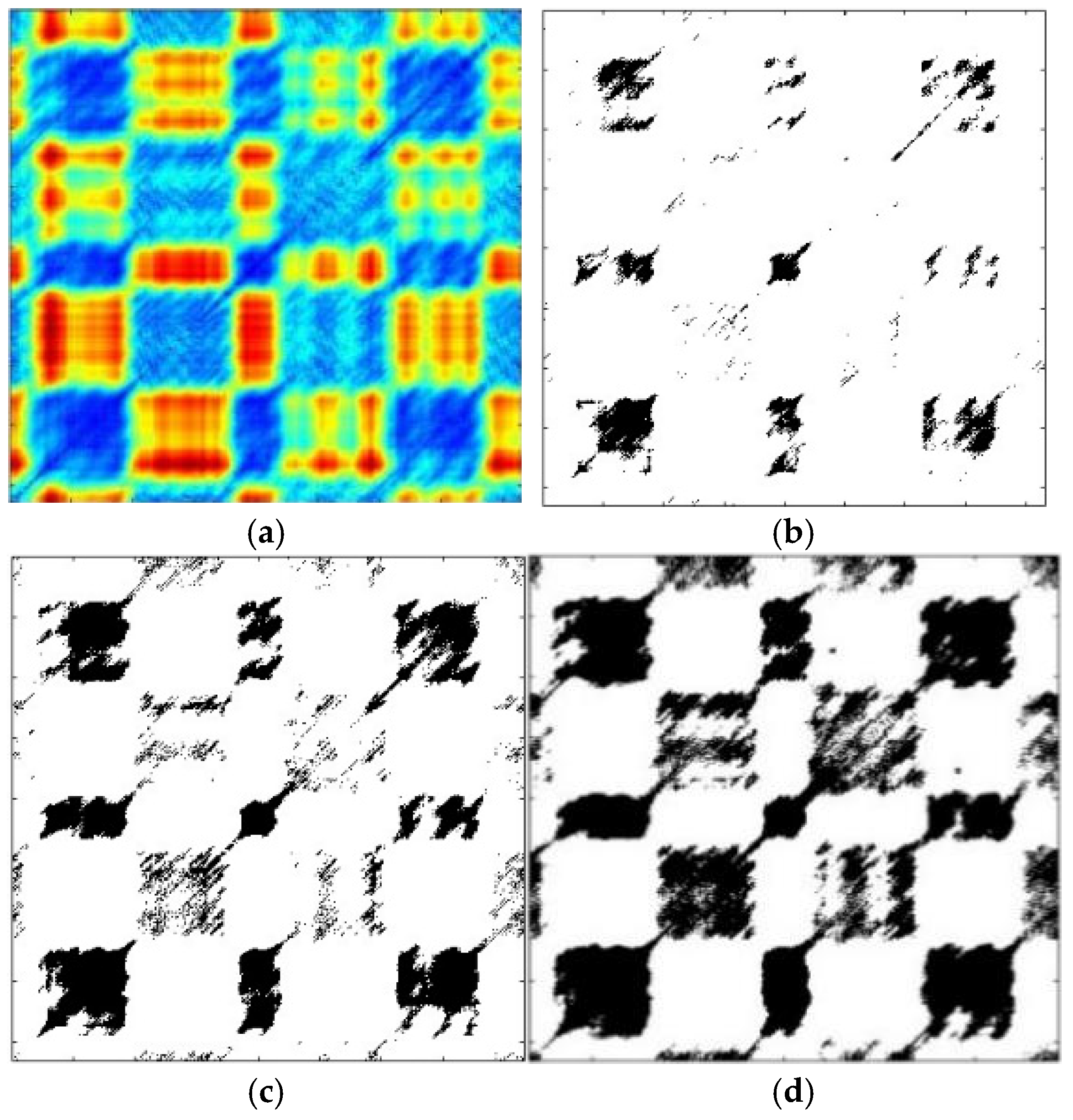
For a binarized recurrence plot of a specific signal sequence, the choice of threshold
is critical since it impacts the final appearance of the binarized recurrence plot. The selection of thresholds
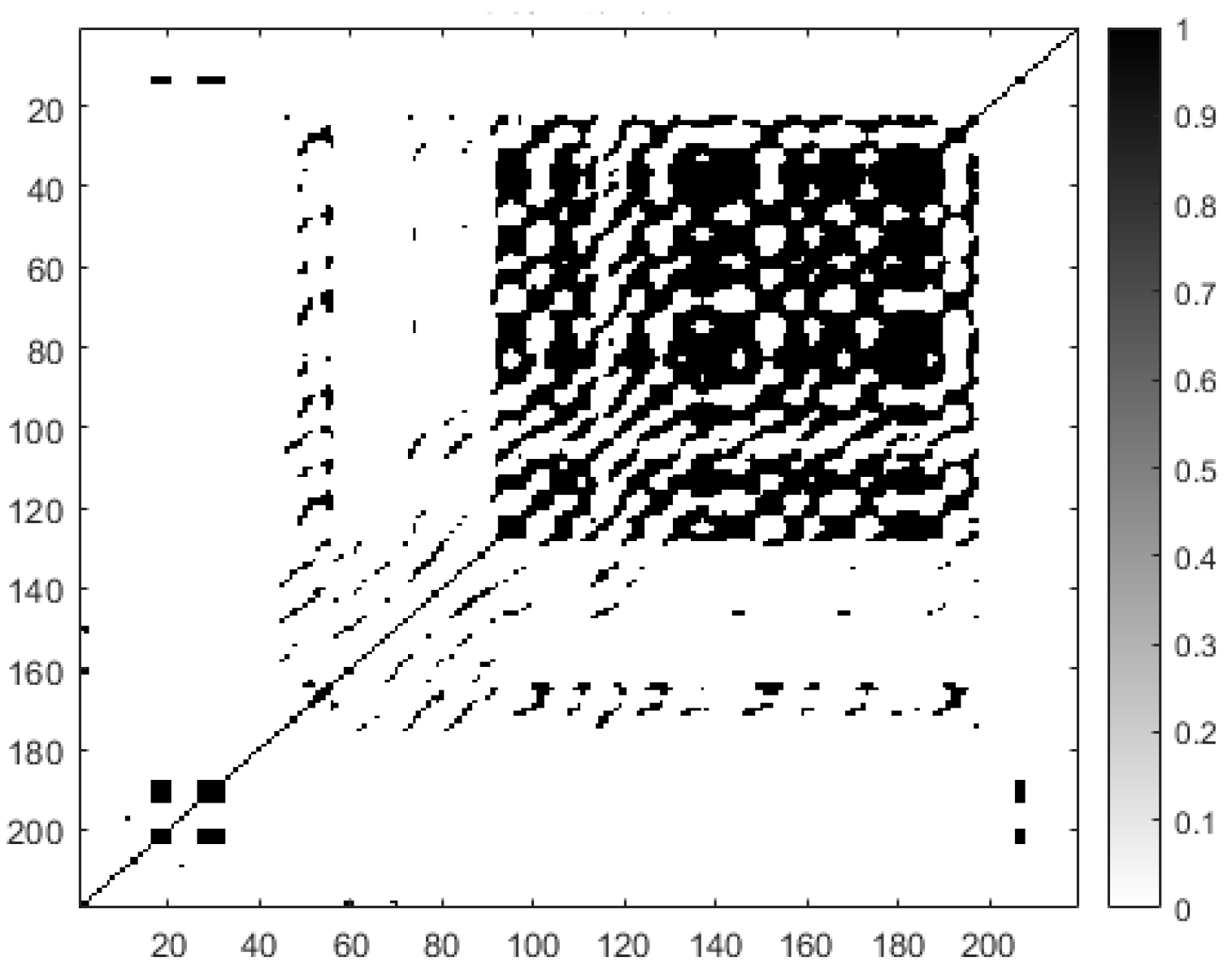
considerably changes the display of the binarized recurrence plot and, additionally, affects the analysis and identification of its system properties. When the threshold value is too little, the number of recurrence points in the recurrence plot is inadequate, which cannot properly describe the system’s features. Conversely, when the threshold value is too large, a large number of recurrence points will show as continuous block-like black regions in the recurrence plot, masking valuable recurring feature information. The binarized recurrence graphs under various thresholds are given in
Figure 8.
As can be seen from the locally expanded partial details of the binarized recurrence plot in
Figure 8, when the threshold is set to 5% of the recurrence points percentage, the binarized recurrence plot reveals unique local diagonal characteristics and white crosshair features. At this stage, the pattern changes in the B-scan image sequence may be most clearly portrayed, and it can be determined if the binarized recurrence plot of the sample sequence adheres to the macroscopic structural properties of recurrence plots in abrupt change modes. It is determined that there is an abrupt shift in the system state of this picture entropy series.
2.2.5. Faulty Image Screening Filter Design
By evaluating the features and defects of the binarized recurrence plot, it can be shown that the emergence of local diagonal features and white crosshair lines typically correlates to rapid changes in image entropy induced by defects. The existence and distribution of faults alter the distribution of recurrence spots in the recurrence plot. The more the white crosshair lines are spread, the more important the changes in the picture entropy sequence at the relevant time compared to the image entropy sequence at consecutive times.
Based on the foregoing analysis, a filter for the image entropy sequence may be created by merging the distribution density function of recurrence points along the time series in the binarized recurrence plot. This filter improves the image entropy intervals suspected of having defect features while weakening those that do not, in order to assist the screening of B-scan pictures suspected of containing flaws.
Assuming that the original picture entropy sequence comprises
sample points, the size
of the
recurrence plot is determined as follows:
For the
th row or column in the recurrence plot, it shows if the phase distance reconstructed between the
th instant and other
moments passes the threshold. This also depicts, to a certain degree, the chance of a pattern mutation happening at the
th instant compared to other times. In this respect, paired with the diagonally symmetric qualities of the recurrence plot, the distribution density of recurrence points in rows or columns
may be utilized to quantify the probability density of pattern modifications.
The vector formed of
is the filter
to be solved.
To standardize the numerical range of the filter, each
in
is normalized.
At this point, the numerically normalized filter
is obtained.
Multiply the amplitude values
of the example image entropy sequence
at each time point by the normalized distribution density coefficients
of the filter at each time point to produce
, which is the primary non-systematic abrupt change component of the image entropy sequence. The amplitude value at a specific time point is
.
On this premise, the difference between
and
may be used to identify the variation in image entropy produced by system mutations (which can be defined as the variation caused by “defect characteristics + environmental interference”)
, and the amplitude at a specific point
:
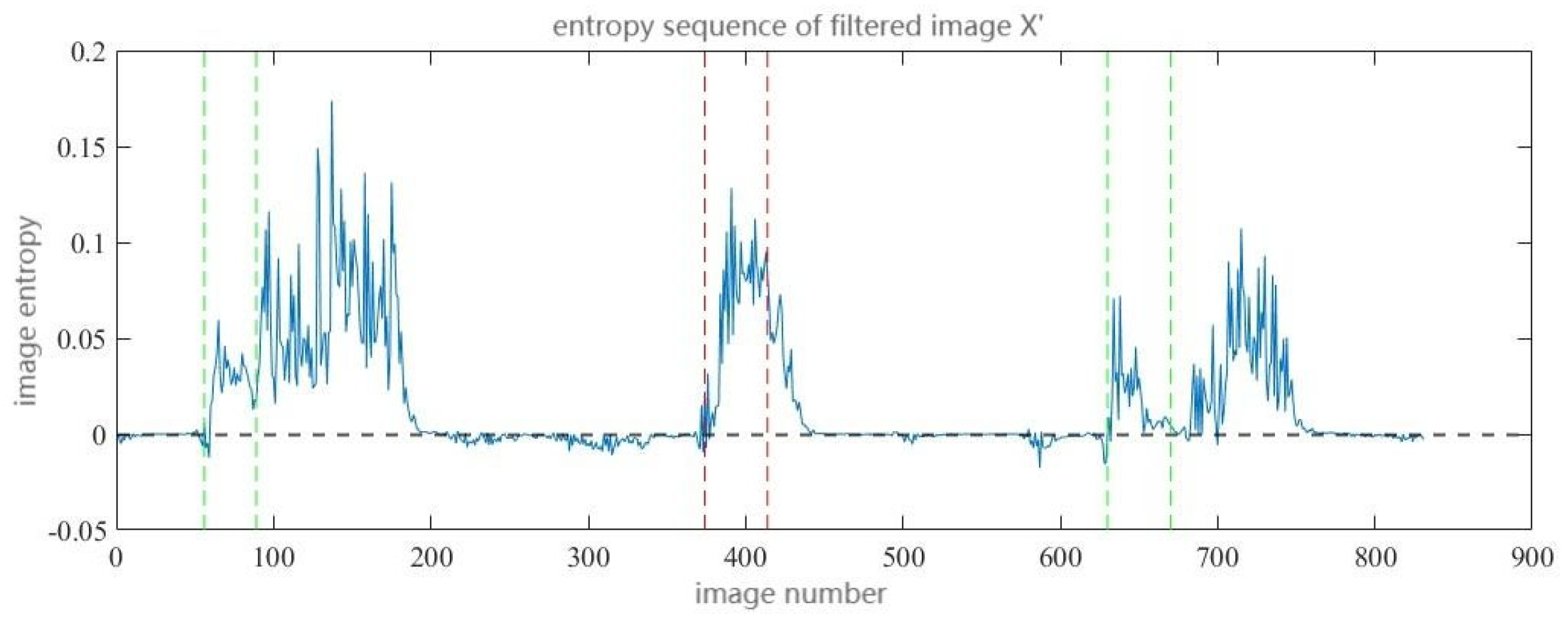
The normalized filter
is displayed in
Figure 9, the filtered image entropy sequence
is given in
Figure 10, and the image entropy variation sequence
is presented in
Figure 11.
In
Figure 9,
Figure 10 and
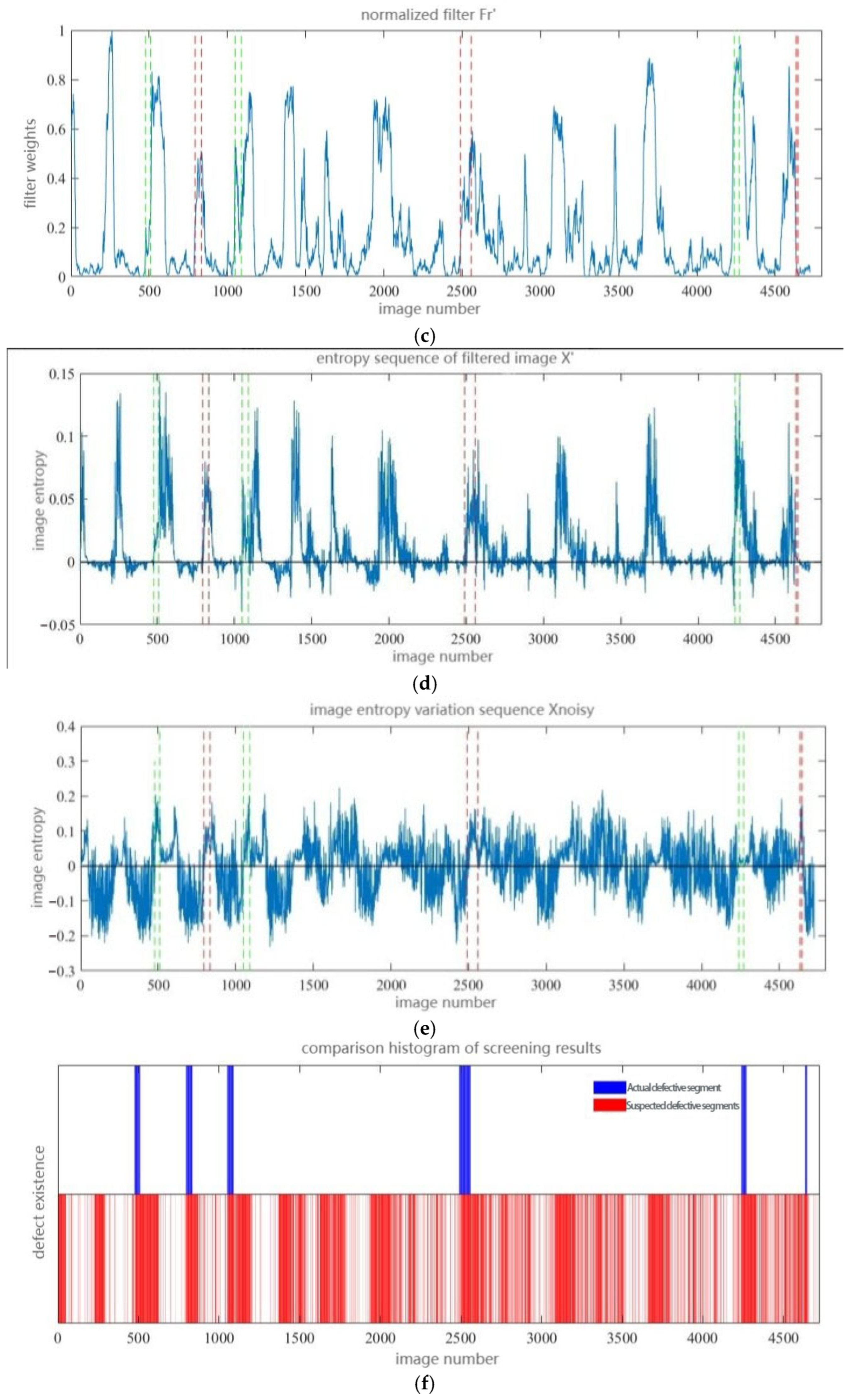
Figure 11, green and red vertical dashed lines are utilized to represent the sequence intervals of pictures with genuine fault features. It can be observed that the non-zero weight areas of the normalized filter nearly totally encompass the real fault intervals. At the same time, the positive areas of image entropy and image entropy variation after filtering likewise almost totally encompass the real fault intervals. Considering that the image entropy variation sequence most directly represents the system mutation induced by defect features, the B-scan pictures with an image entropy variation larger than 0 are regarded as suspected defective images, therefore accomplishing the screening of suspected defective images.
3. Results
To verify the application effectiveness of the recursive-based defective B-scan image sequence screening method proposed in this study under real production conditions, experimental data comprising long-sequence images were acquired using SUPOR-32P ultrasonic phased array equipment (Shantou Ultrasonic Instrument Research Institute Co., Ltd.). The experimental system shown in
Figure 12a,b incorporated important components including a 5.0L64-1.0-10 phased array probe, OK_VGA41A_4E+ image acquisition card, DMC3800 motion control card, and Siemens IPC3000 industrial controller demonstrated in
Appendix A,
Table A1. The automated dual-probe detection method shown in
Figure 13a was applied to scan a copper ring test specimen (inner diameter: 447 mm; outside diameter: 546 mm; thickness: 38 mm) implanted with five fake faults.
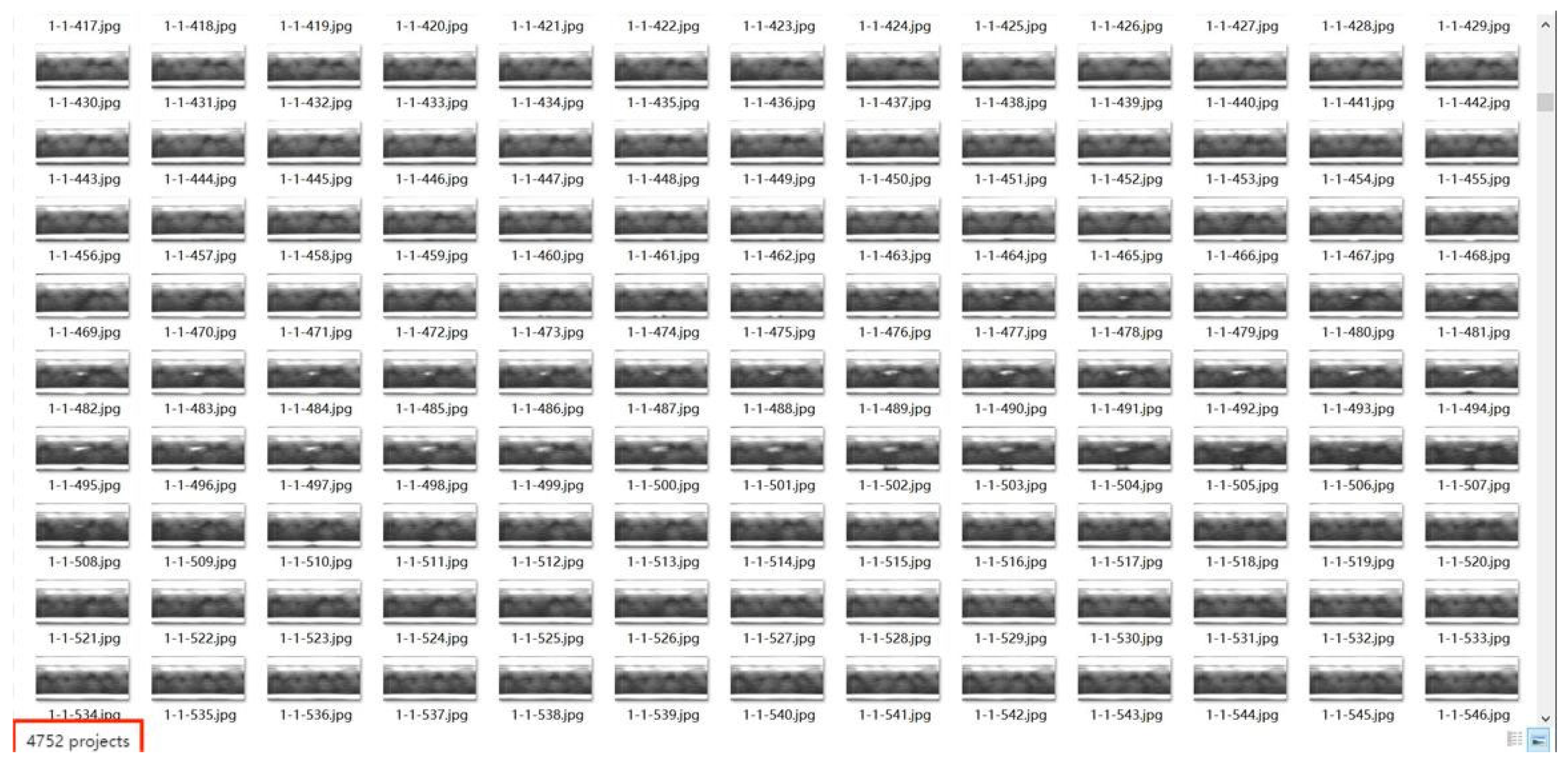
This paper selects a set of long-sequence image entropy data with 4752 B-scan images, hereinafter referred to as the “experimental sequence”, for experimentation. The experimental findings are contrasted with those of two classic screening approaches, the threshold method and the sliding window method. The preprocessed pictures and image entropy sequences of the experimental sequence are displayed in
Figure 14 and
Figure 15, respectively.
Based on the experimental sequence, phase space reconstruction was performed with the optimum delay time of
and embedding dimension of
. On this basis, a threshold-free recurrence plot illustrated in
Figure 16a was developed. Then, a binarized recurrence plot depicted in
Figure 16b was constructed by choosing an acceptable recurrence point ratio of 5%. Finally, the normalized filter function shown in
Figure 16c was calculated according to the steps described in
Section 2.2.5, and the filtered image entropy sequence shown in
Figure 16d, the image entropy variation sequence shown in
Figure 16f, and the defect distribution interval shown in
Figure 16e were obtained.
We apply the threshold technique and sliding window method (with indicators set as the mean, maximum, and variance values) to the experimental sequence. Then, we define the efficacy assessment indicators as the filtering rate, interval coverage rate, and complete coverage rate. Their computation techniques are presented in Equations (18)–(20) in
Table 1. To guarantee that the screening results include the acoustic picture that best fits the defect, the sample points around the center of the defect interval must not be missing or discontinuous. In other words, only the suspected faulty intervals filtered out are permitted to have missing judgments at the beginning and end sections compared to the real defective intervals. By synthesizing the aforementioned three quantitative factors and one qualitative criterion, the impacts of various screening techniques can be objectively and fully analyzed, and the ideal approach may be chosen.
The data with the greatest filtering rate, complete coverage rate, and single interval coverage rate are highlighted in bold. The findings demonstrate that the recursive technique has the best coverage rate in all defect intervals, as well as the most comprehensive coverage rate, and no center interval is missing. However, in terms of the filtering rate, the recursive technique performs significantly worse than the other methods, at roughly 50%.
Based on a complete examination of the experimental data, it can be stated that the recursive technique may produce the most reliable screening effect for faulty ultrasonic phased array B-scan pictures, with nearly ideal reliability.
4. Discussion
The suggested approach increases fault identification in ultrasonic B-scan pictures by integrating image entropy analysis with recurrence plots. The experimental findings indicate a 95% complete defect coverage rate, exceeding standard thresholding (81%) and sliding window approaches (85–90%). This derives from the recurrence plot’s sensitivity to entropy changes caused by flaws, assuring minimum crucial interval omissions. While the filtering rate (49%) needs further verification, this emphasizes reliability—crucial in industrial settings where defect supervision is pricier than human inspections.
Unlike deep learning algorithms needing considerable training data [
9,
10,
11], this method changes parameters (e.g., delay time τ and embedding dimension m) dynamically to each sequence, boosting scalability. Preprocessing using median filtering and morphological processes also overcomes the noise difficulties presented by prior approaches [
6,
7,
8].
This method is especially interesting for evaluating heterogeneous materials (e.g., composites and additive-manufactured components) since grayscale entropy reduction decreases computing effort, allowing real-time application. Future work should investigate hybrid frameworks mixing recurrence-based screening with lightweight deep learning models to decrease false positives. Broader validation across fault kinds (micro-cracks and porosity) and materials (polymers and ceramics) would increase generalizability. Adaptive threshold selection for recurrence graphs and hardware acceleration might further enhance performance.
In summary, our technique blends classic image processing with current flexibility, delivering a robust, dataset-independent solution for industrial nondestructive testing. Continued enhancement via hybrid systems and broader validation will establish its practical value.
5. Conclusions
Through experimental results, and combined with the implementation logic of the recursive method, it can be seen that compared with traditional screening methods that require a large number of experiments to determine certain parameters, the selection of parameters in the recursive method process only depends on each segment of the image entropy sequence itself. Whether it is the delay time and embedding size of phase space reconstruction, or the recursion point ratio of the binary recurrence plot, it is not required to refer to a large number of experimental data to rapidly and precisely select approximately ideal values. This demonstrates that the recursive technique described in this study has a natural advantage in scalability compared with standard screening methods and has strong scalability when confronting the job of screening faulty B-scan pictures of diverse kinds of workpieces.
Author Contributions
Conceptualization, P.C. and Q.L.; methodology, P.C.; software, P.C.; validation, P.C., Q.L., and B.T.; formal analysis, Q.L.; investigation, B.T.; resources, B.T.; data curation, B.T.; writing—original draft preparation, P.C.; writing—review and editing, C.Y.; visualization, P.C.; supervision, P.C.; project administration, P.C.; funding acquisition, C.Y. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Major Special Projects of Shanxi Province, grant number 20201102003, the Zhejiang Provincial Market Supervision and Administration Bureau, grant number ZD2024012, and the Zhejiang Provincial Natural Science Joint Fund Key Project, grant number LLSSZ24E050001.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The original contributions presented in this study are included in the article. Further inquiries can be directed to the corresponding author.
Acknowledgments
This work was funded by Shanxi Province, the Zhejiang Market Supervision Bureau, and the Zhejiang Natural Science Joint Fund. We thank colleagues for their technical and administrative support.
Conflicts of Interest
The authors declare no conflicts of interest.
Appendix A
Table A1.
Experimental equipment and instrument list.
Table A1.
Experimental equipment and instrument list.
| Name | Manufacturer | Model |
|---|
| Ultrasonic phased array device | Shantou Institute of Ultrasonic Instruments Co., Ltd., Shantou, China. | SUPOR-32P |
| Phased array probe | Shantou Institute of Ultrasonic Instruments Co., Ltd., Shantou, China. | 5.0L64-1.0-10 (5 MHz) |
| Image acquisition card | Beijing Jiaheng Zhongzi Image Technology Co., Ltd., Beijing, China. | OK_VGA41A_4E+ |
| Servo motor | Panasonic Electric (China) Co., Ltd., Shanghai, China. | MINAS A6 |
| Motion control card | Shenzhen Leadshine Technology Co., Ltd., Shenzhen, China. | DMC3800 |
| Industrial computer | Siemens. Munich, Germany. | IPC3000 |
References
- Wu, Y.M. B-scan Ultrasonic Imaging Testing Equipment and Its Application in Freight Axle Inspection. Railw. Qual. Control 2017, 45, 24–26. [Google Scholar]
- Luo, G.S.; Dai, X. Ultrasonic Guided Wave Testing for Defects in Oil-Gas Butt Welded Elbows Based on B-scan Imaging. Nondestruct. Test. 2019, 41, 53–57+66. [Google Scholar]
- Honarvar, F.; Varvani-Farahani, A. A review of ultrasonic testing applications in additive manufacturing: Defect evaluation, material characterization, and process control. Ultrasonics 2020, 108, 106227. [Google Scholar] [CrossRef]
- Yuan, A.L.; Lai, Y.Q.; Shi, J.; Duan, J.F.; Lu, C.; Shi, W.Z. Experimental Study on Electromagnetic Ultrasonic Guided Wave B-scan Detection for Cracks in Aluminum Thin Plates. Tech. Acoust. 2022, 41, 211–219. [Google Scholar]
- Zhang, W.X. Ultrasonic Testing and Reconstruction of Internal Defects in Metal Columns. Nondestruct. Test. 2023, 45, 7–10. [Google Scholar]
- Gao, S.S.; Gang, T.; Chi, D.Z. Image Processing and Quality Evaluation of Ultrasonic Testing for Guided Ring Brazed Joints. Weld. Join. 2012, 3, 23–25. [Google Scholar]
- Guo, B.T.; Ye, S.H.; Zhang, L.X. Defect Detection in Metal Ultrasonic Images Based on Region Growing. Modul. Mach. Tool Autom. Manuf. Tech. 2023, 12, 132–136. [Google Scholar]
- Li, H.; Zhu, B. Research on Image Processing for Metal Sheet Defects Based on Visualized Laser Ultrasonics. Ind. Control Comput. 2023, 36, 89–91. [Google Scholar]
- Hu, G.; Li, J.; Jing, G.; Aela, P. Rail Flaw B-Scan Image Analysis Using a Hierarchical Classification Model. Int. J. Steel Struct. 2025, 25, 389–401. [Google Scholar] [CrossRef]
- Ye, X.; He, S.; Dan, R. Ocular Disease Detection with Deep Learning (Fine-Grained Image Categorization) Applied to Ocular B-Scan Ultrasound Images. Ophthalmol. Ther. 2024, 13, 2645–2659. [Google Scholar] [CrossRef]
- Feng, W. Experimental Study on Defect Recognition in Ultrasonic B-scan Images Using Deep Learning. Nondestruct. Insp. 2024, 48, 21–26. [Google Scholar]
- Packard, N.H.; Crutchfield, J.P.; Farmer, J.D.; Shaw, R.S. Geometry from a Time Series. Phys. Rev. Lett. 1980, 45, 712–716. [Google Scholar] [CrossRef]
- Takens, F. Detecting strange attractors in turbulence. In Dynamical Systems and Turbulence, Warwick 1980: Proceedings of a Symposium Held at the University of Warwick 1979/80; Springer: Berlin/Heidelberg, Germany, 1981; pp. 366–381. [Google Scholar]
- Cao, L. Practical method for determining the minimum embedding dimension of a scalar time series. Phys. D Nonlinear Phenom. 1997, 110, 43–50. [Google Scholar] [CrossRef]
| Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}