
Erosion–Corrosion of Novel Electroless Ni-P-NiTi Composite Coating



Abstract
:1. Introduction
2. Materials and Methods
2.1. Coating Preparation
2.2. Coating Characterization
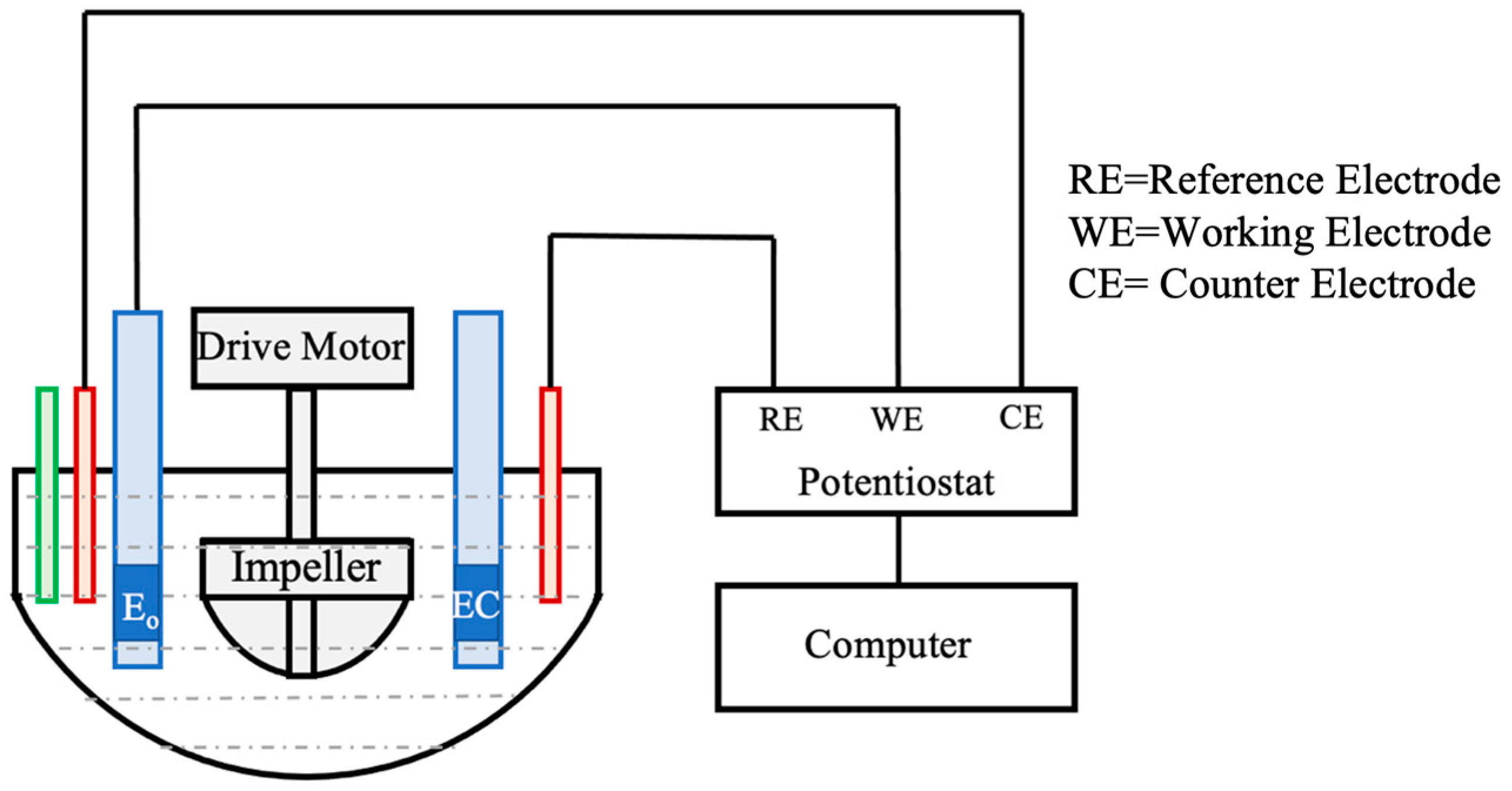
2.3. Slurry Pot Erosion–Corrosion (SPEC) Test
3. Results
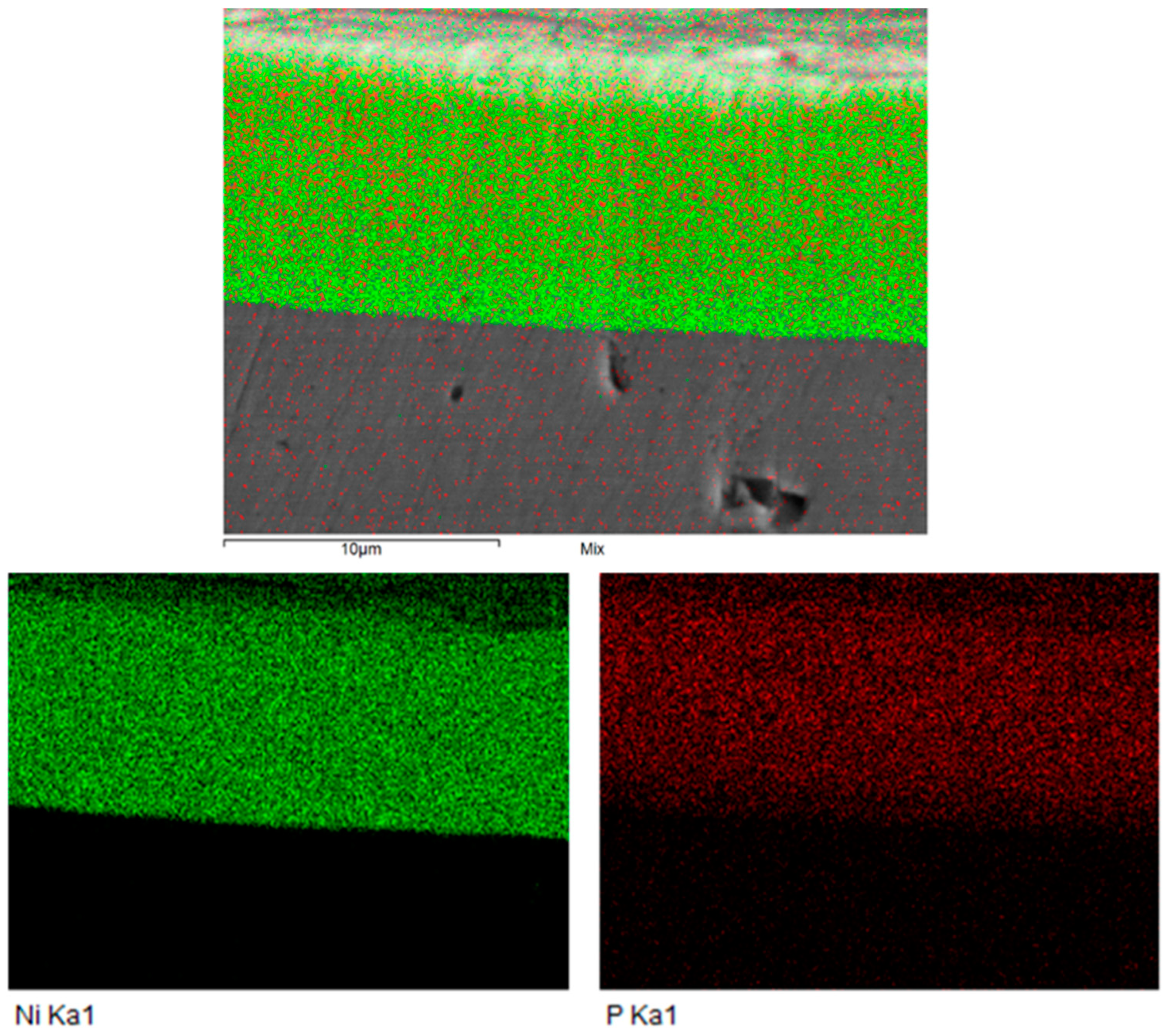
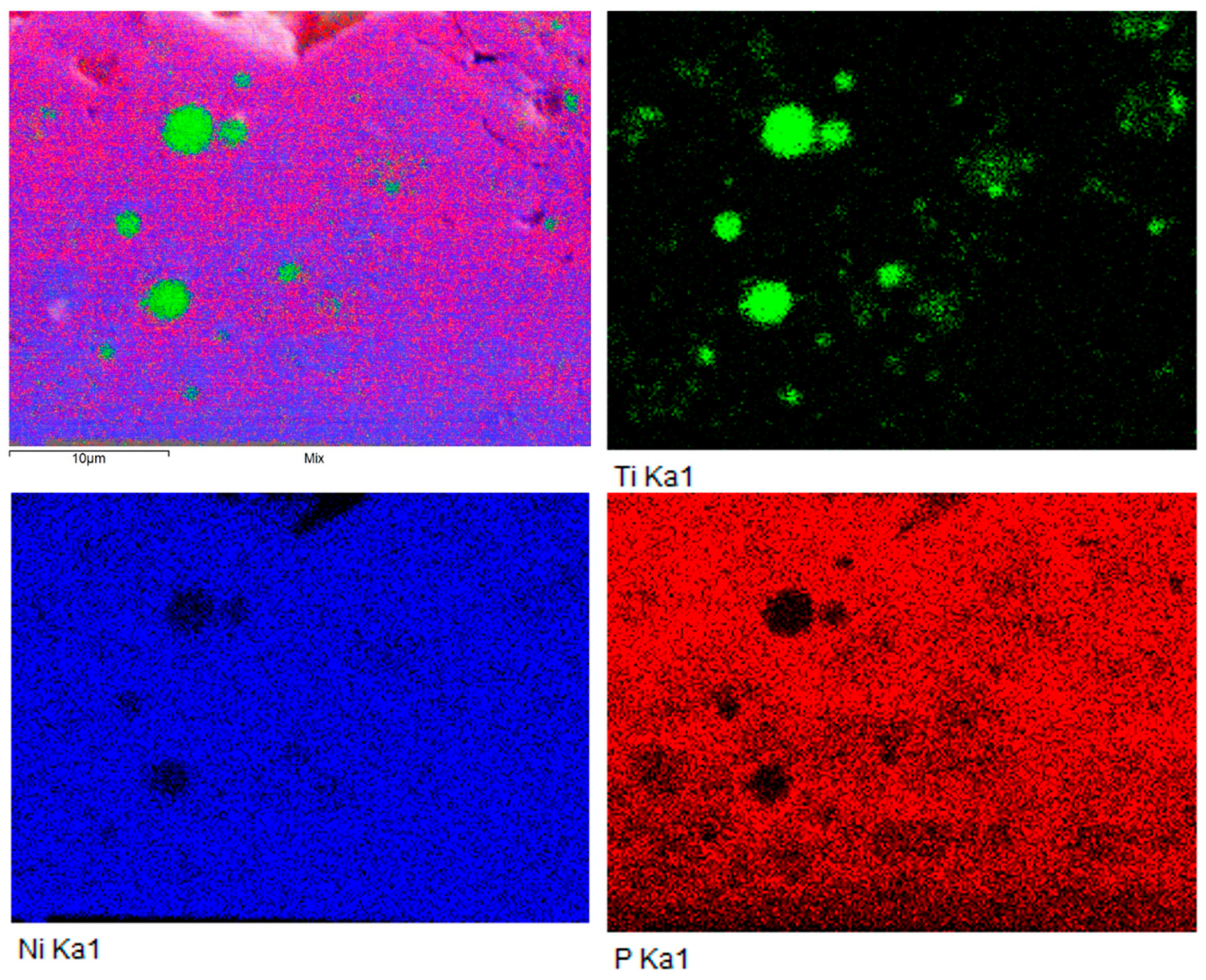
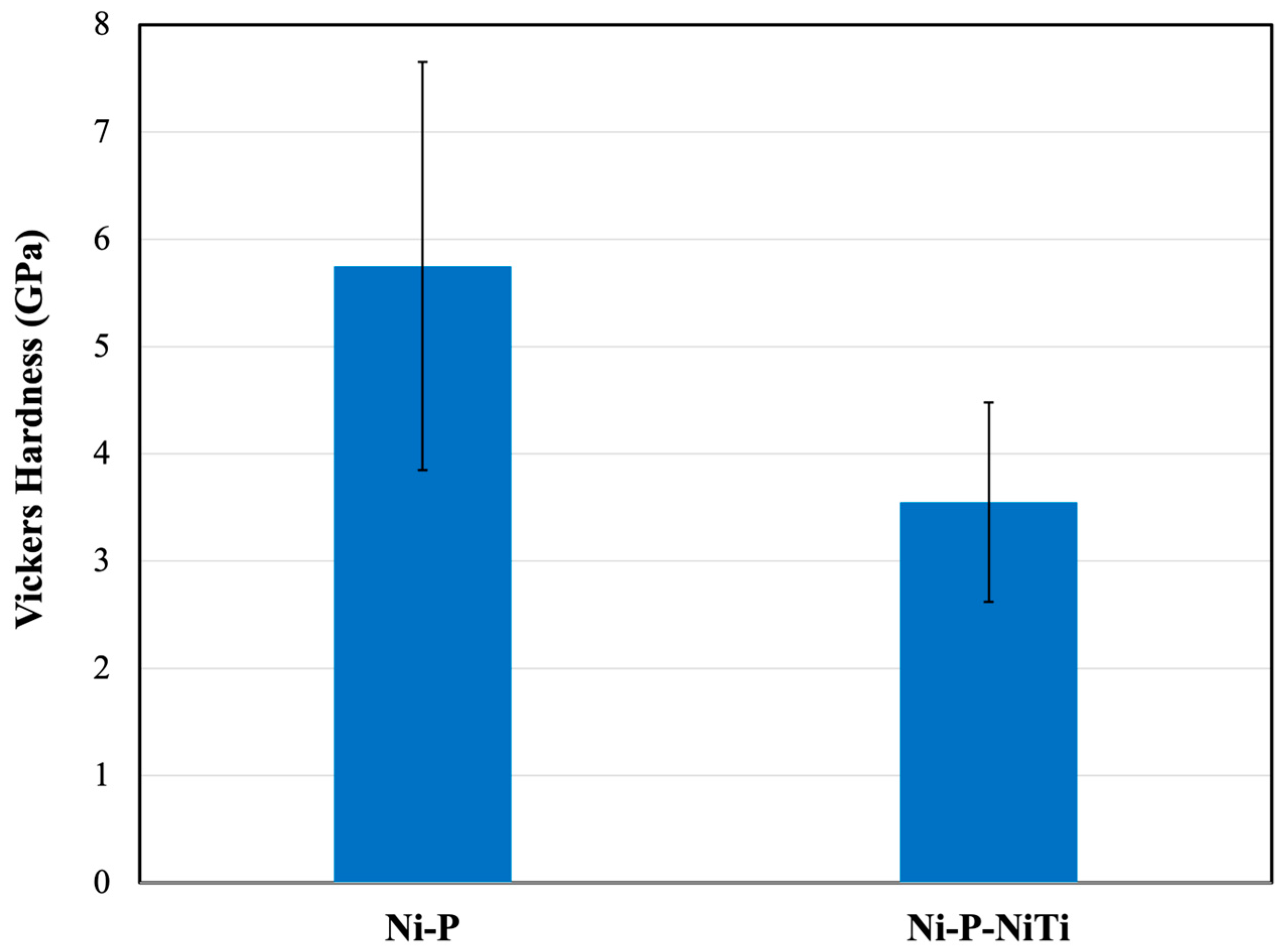
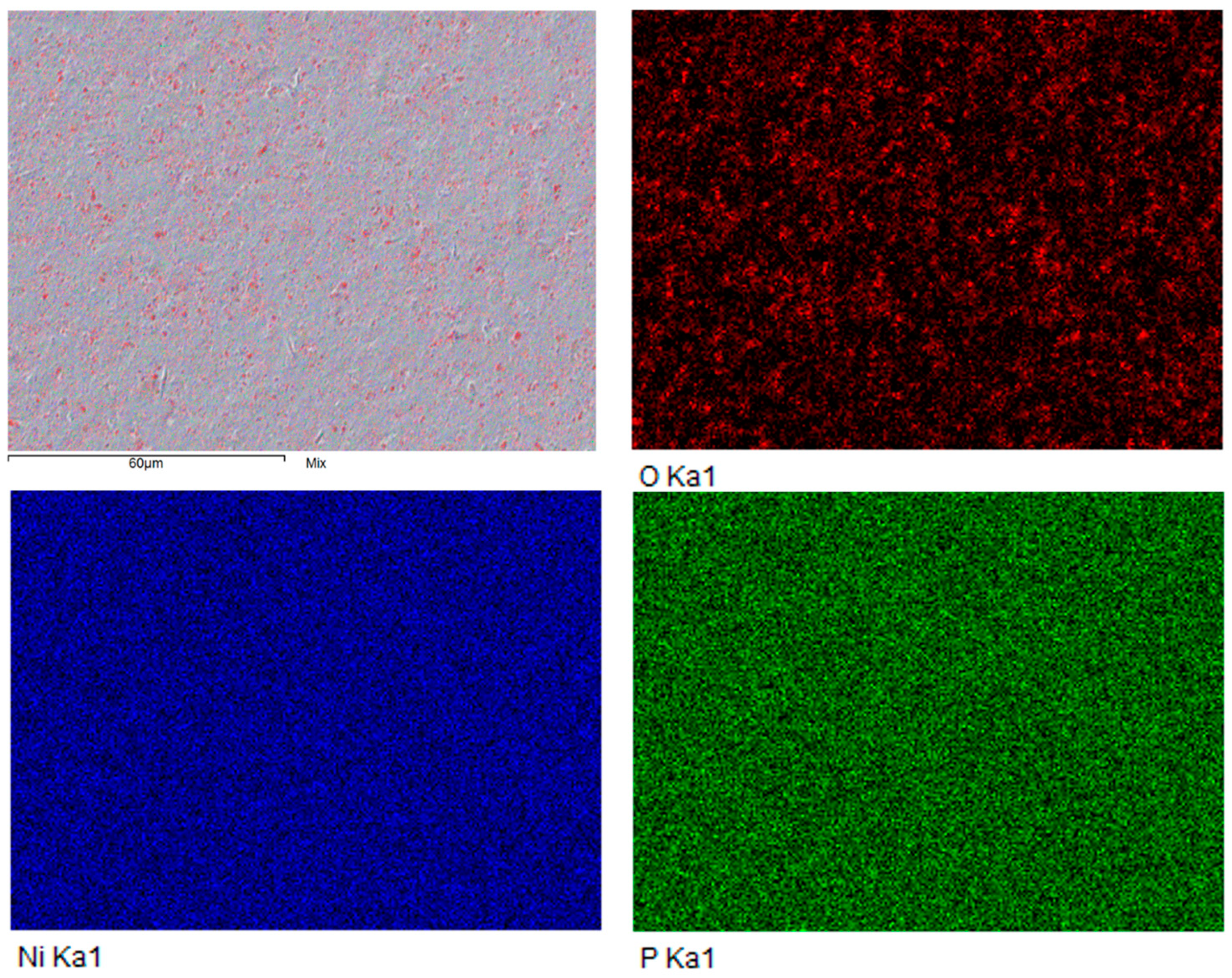
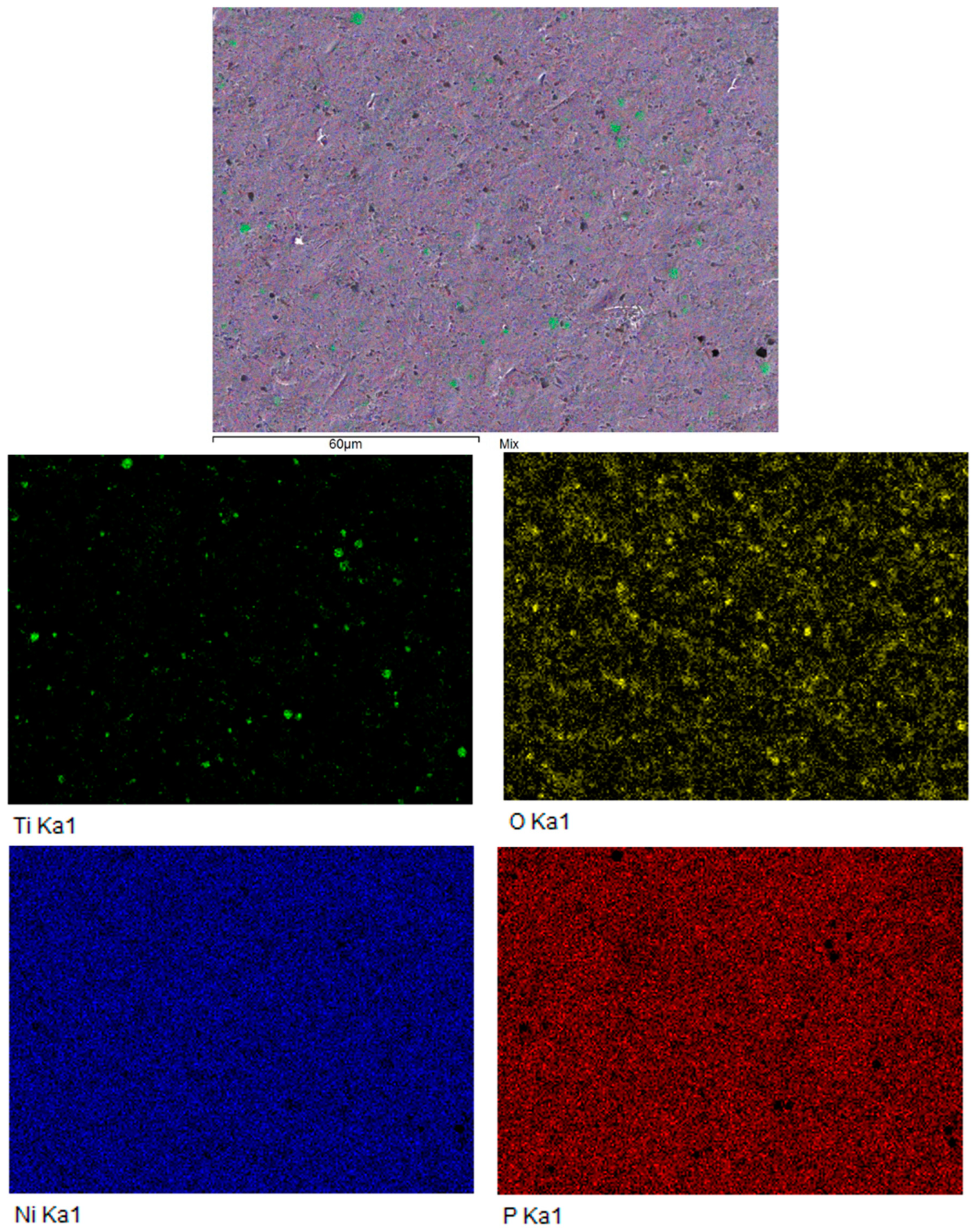
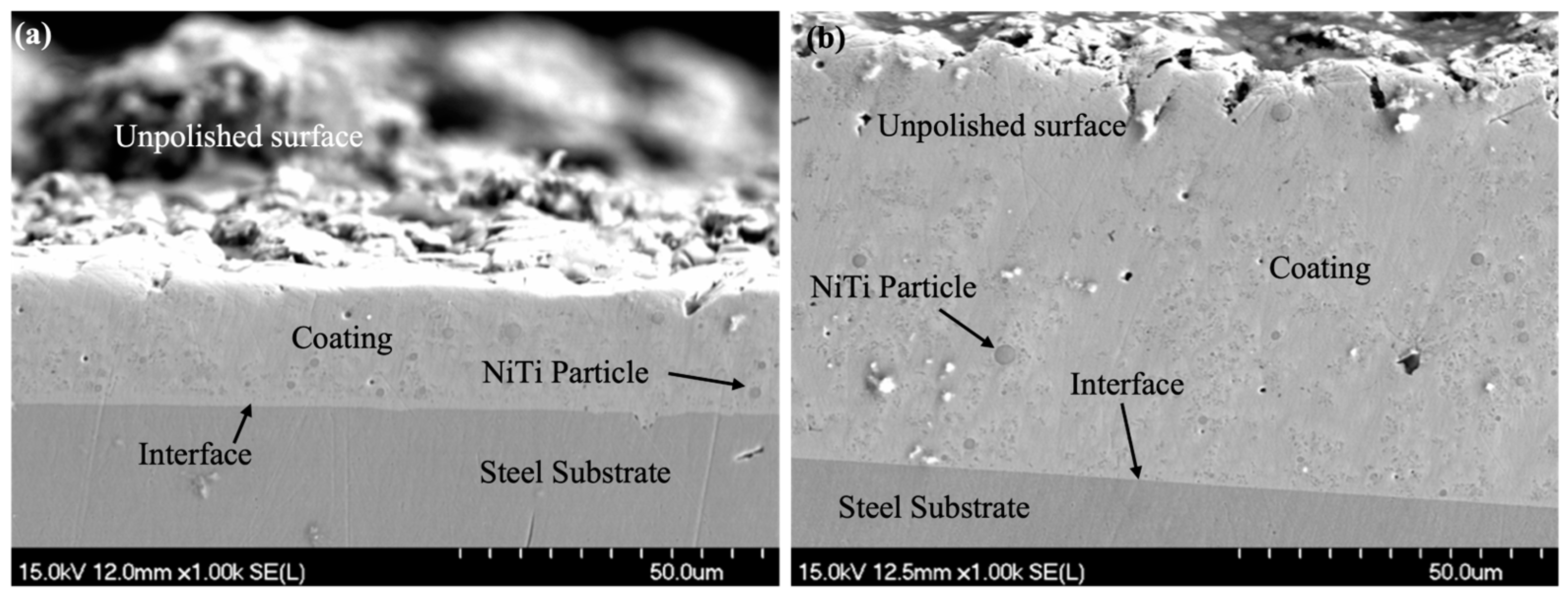
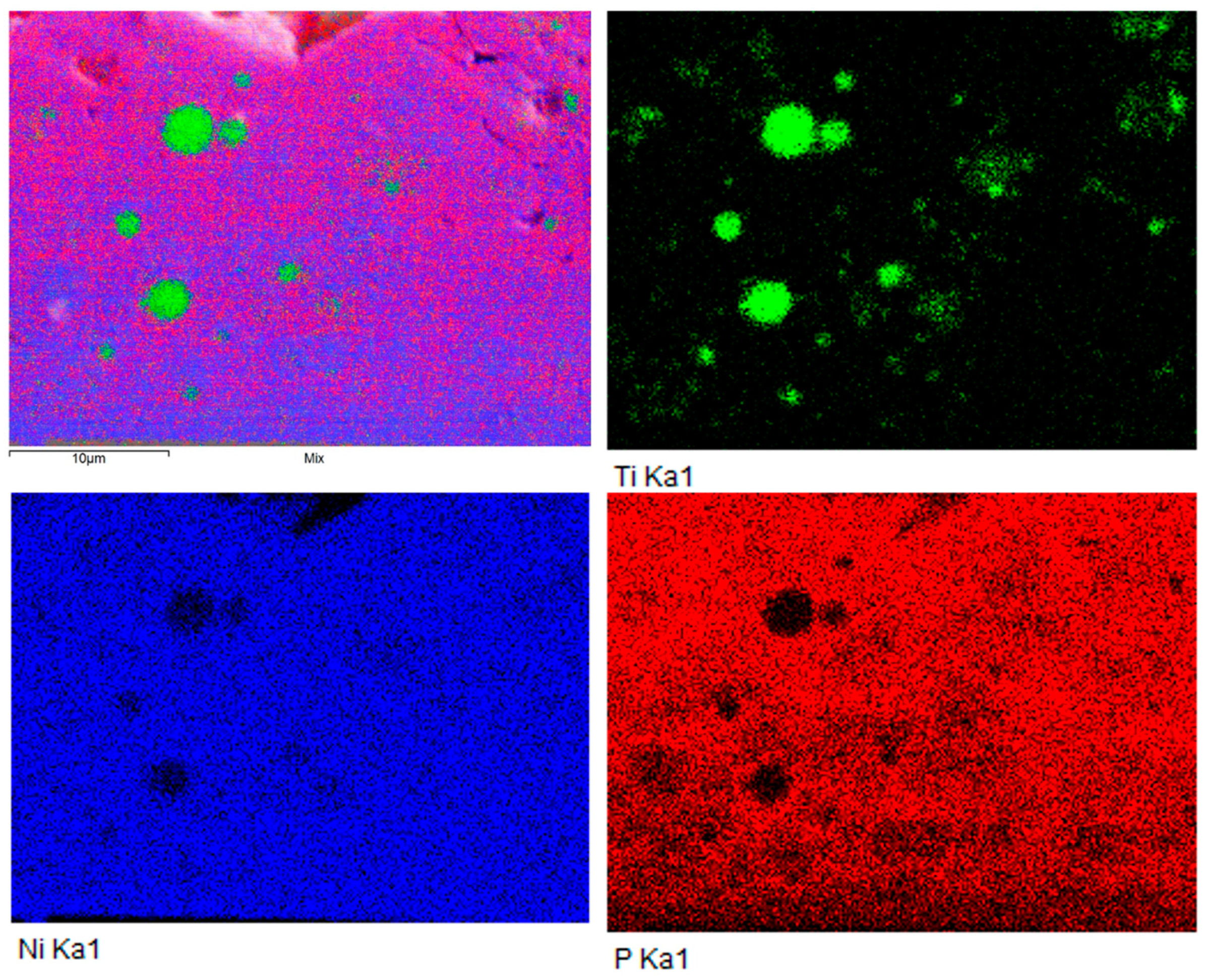
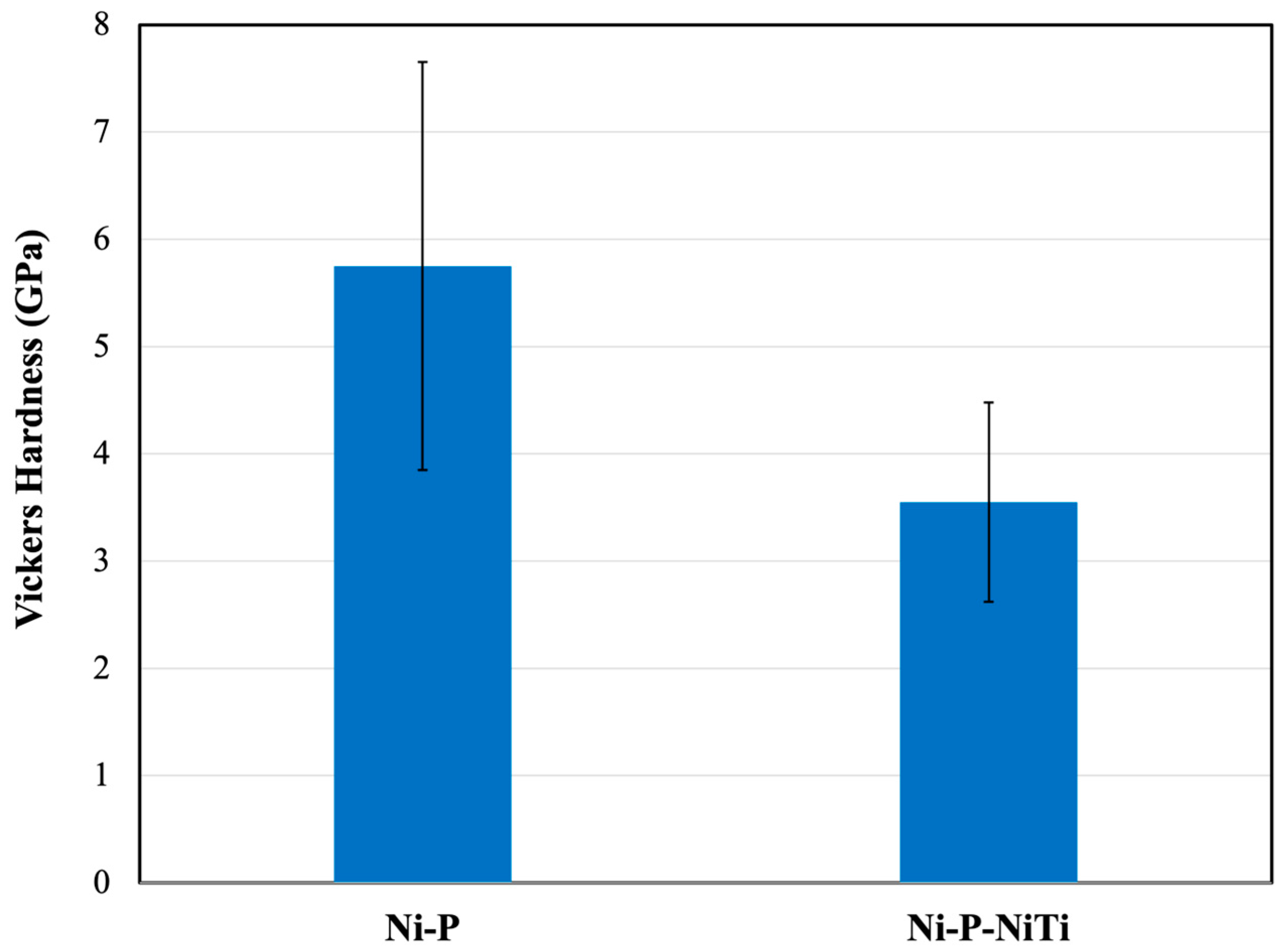
3.1. Coating Characterizaiton
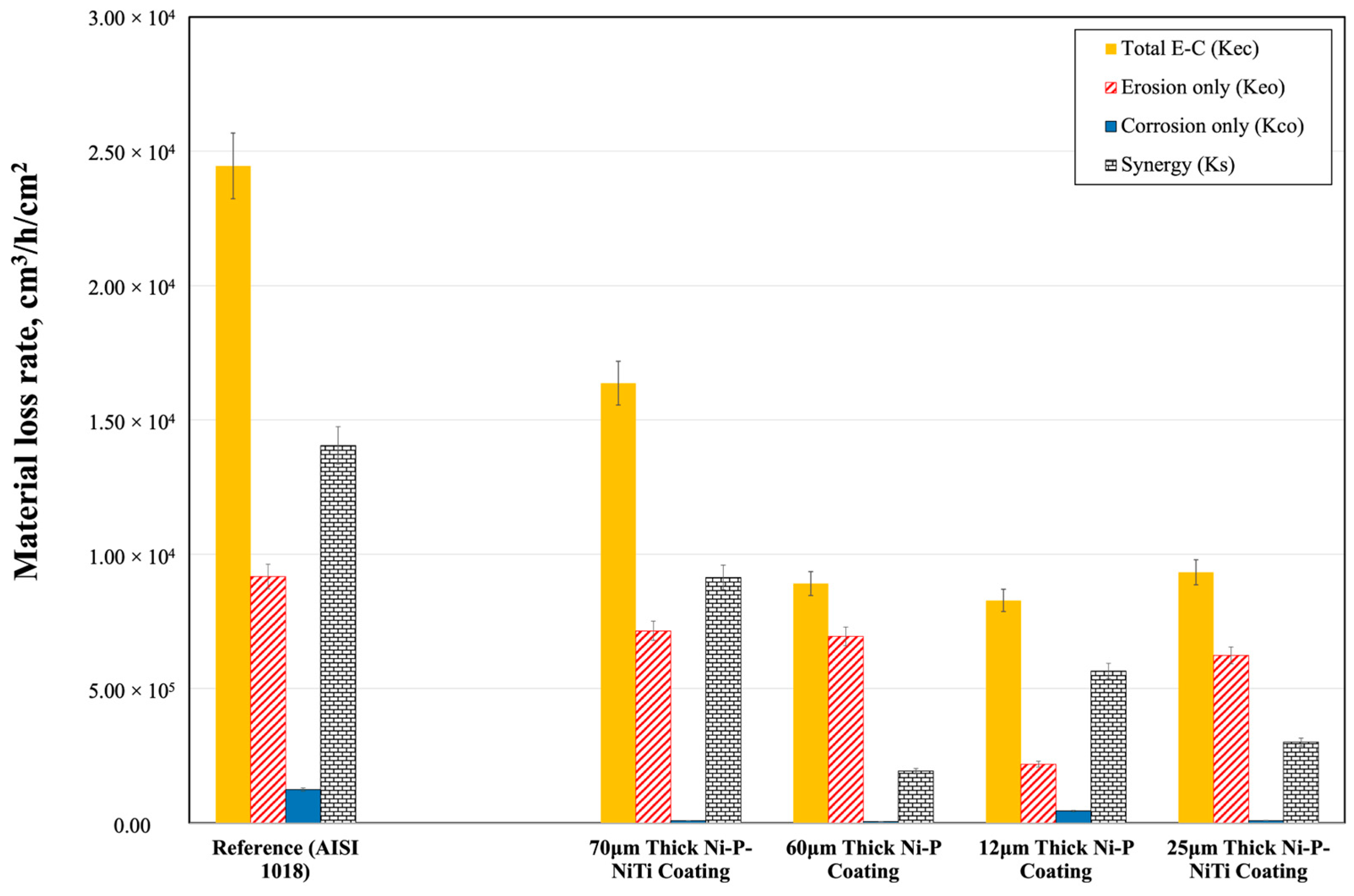
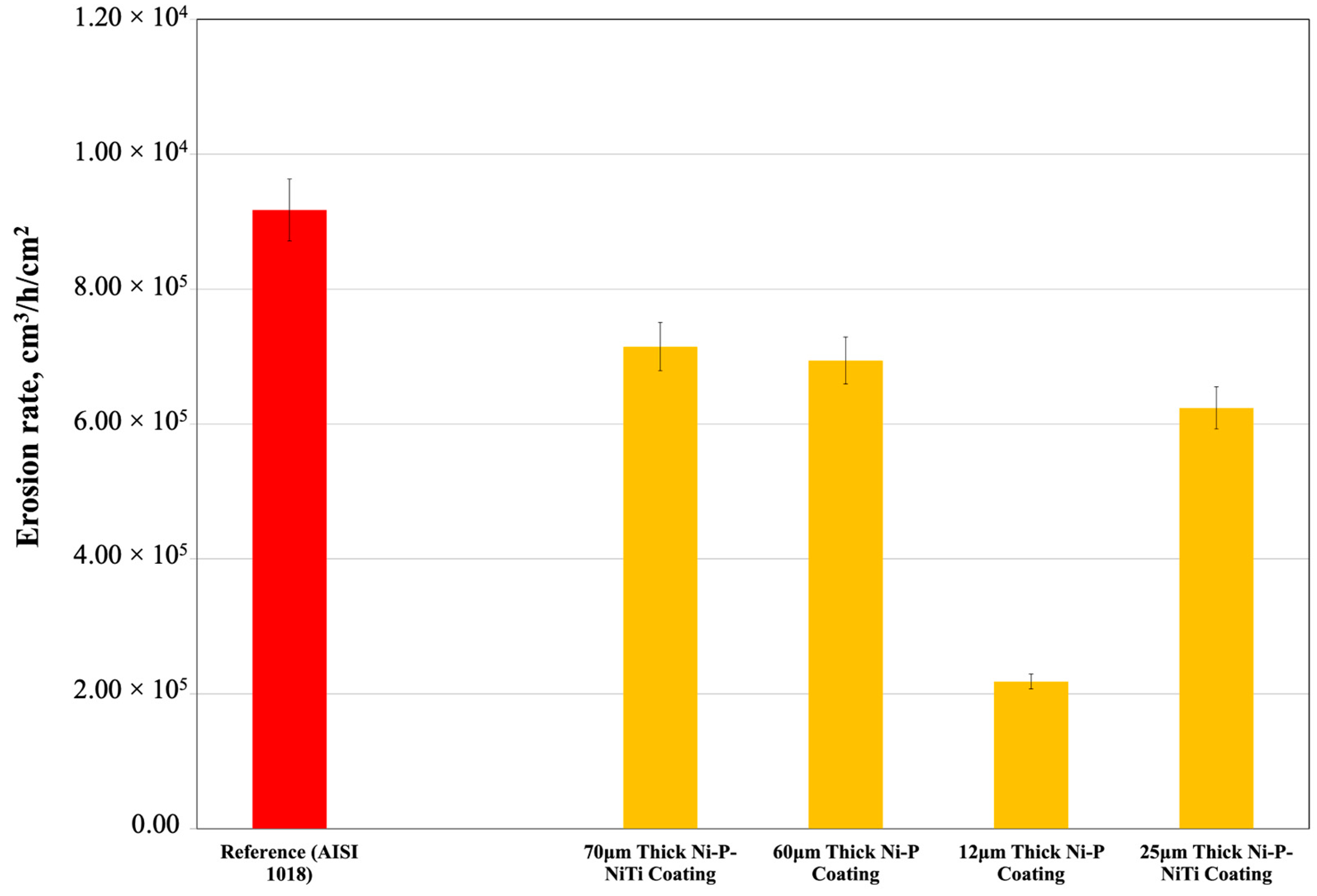
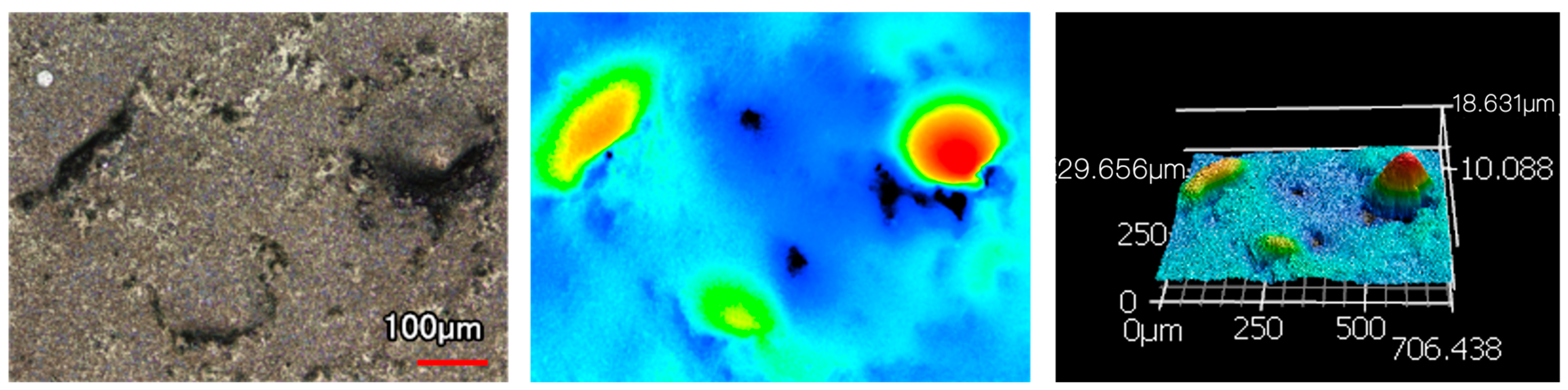
3.2. Erosion–Corrosion Performance
4. Conclusions
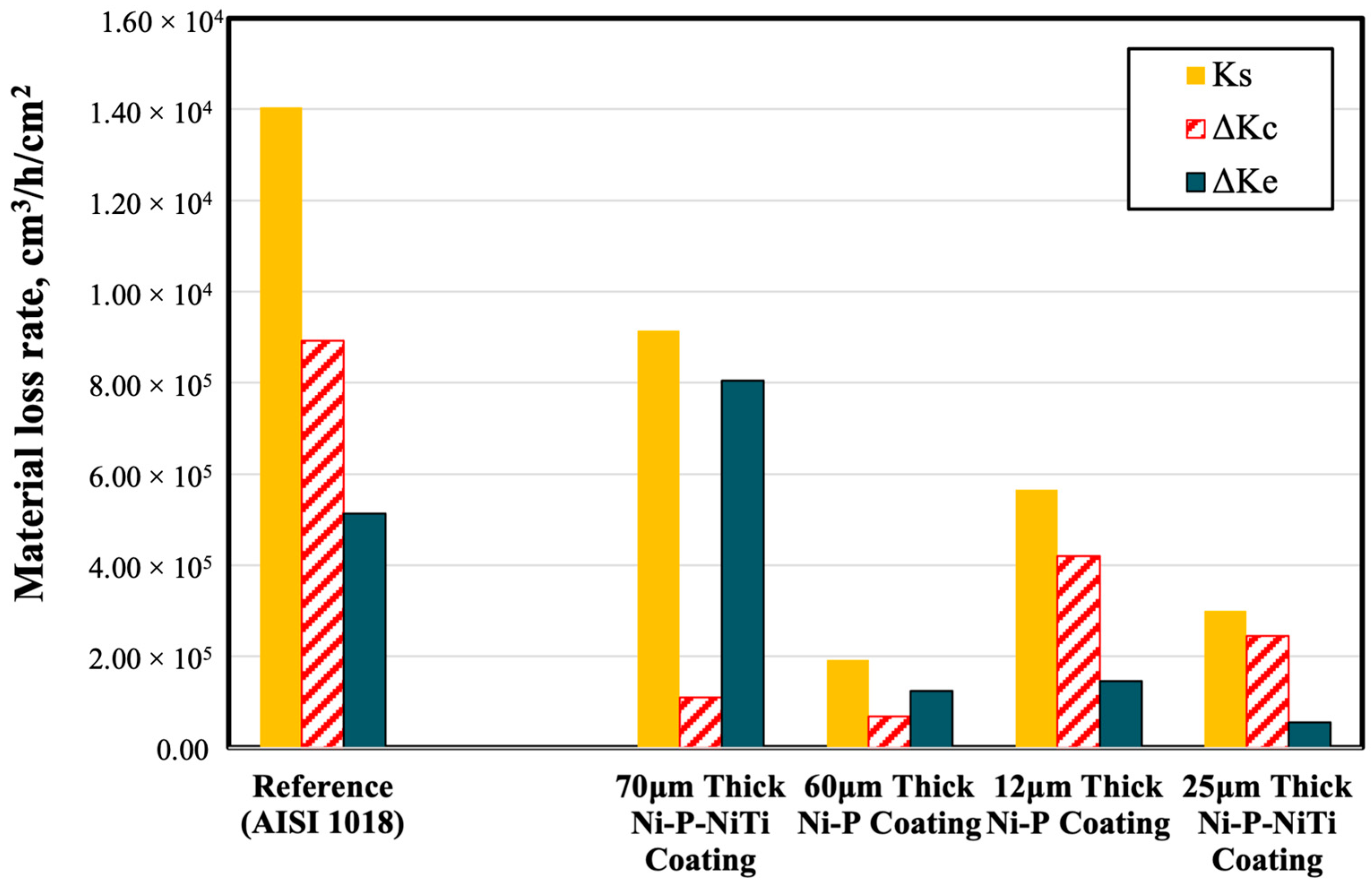
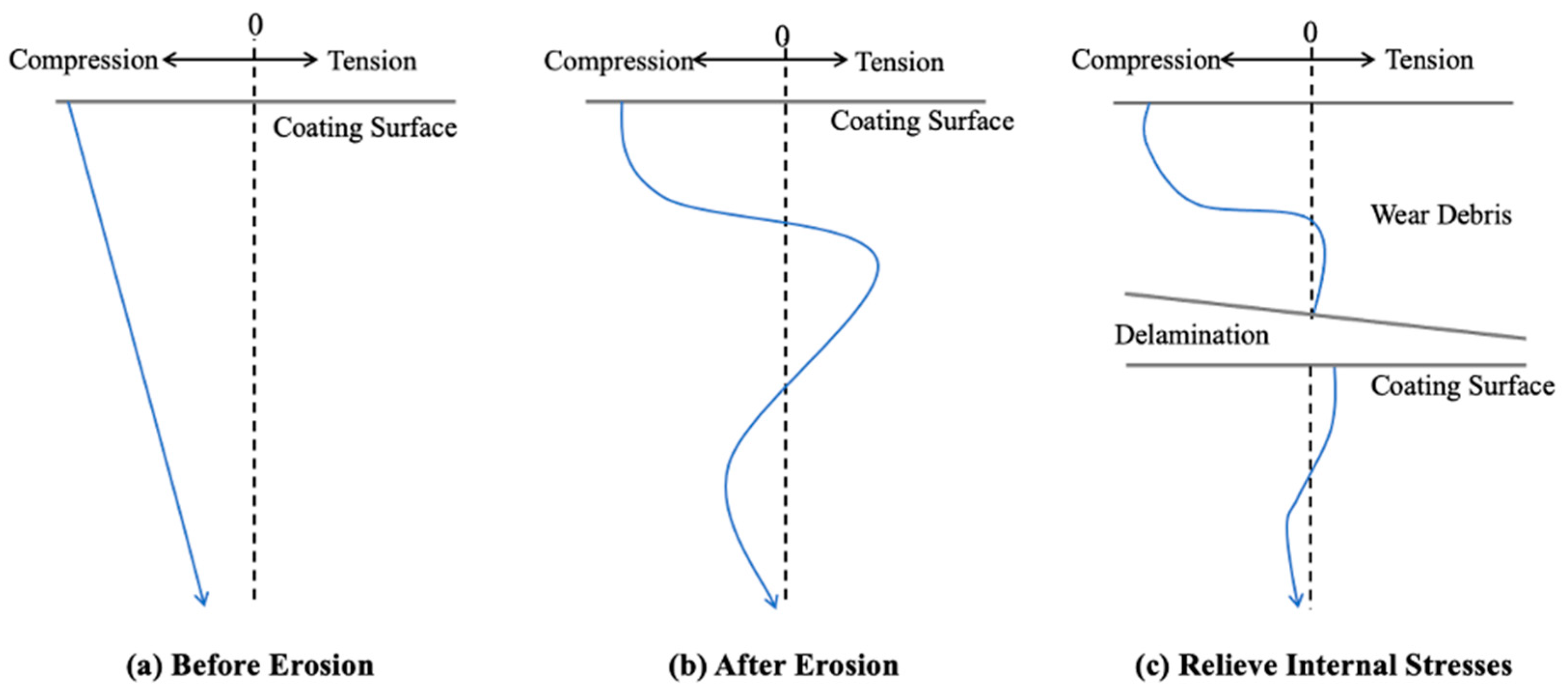
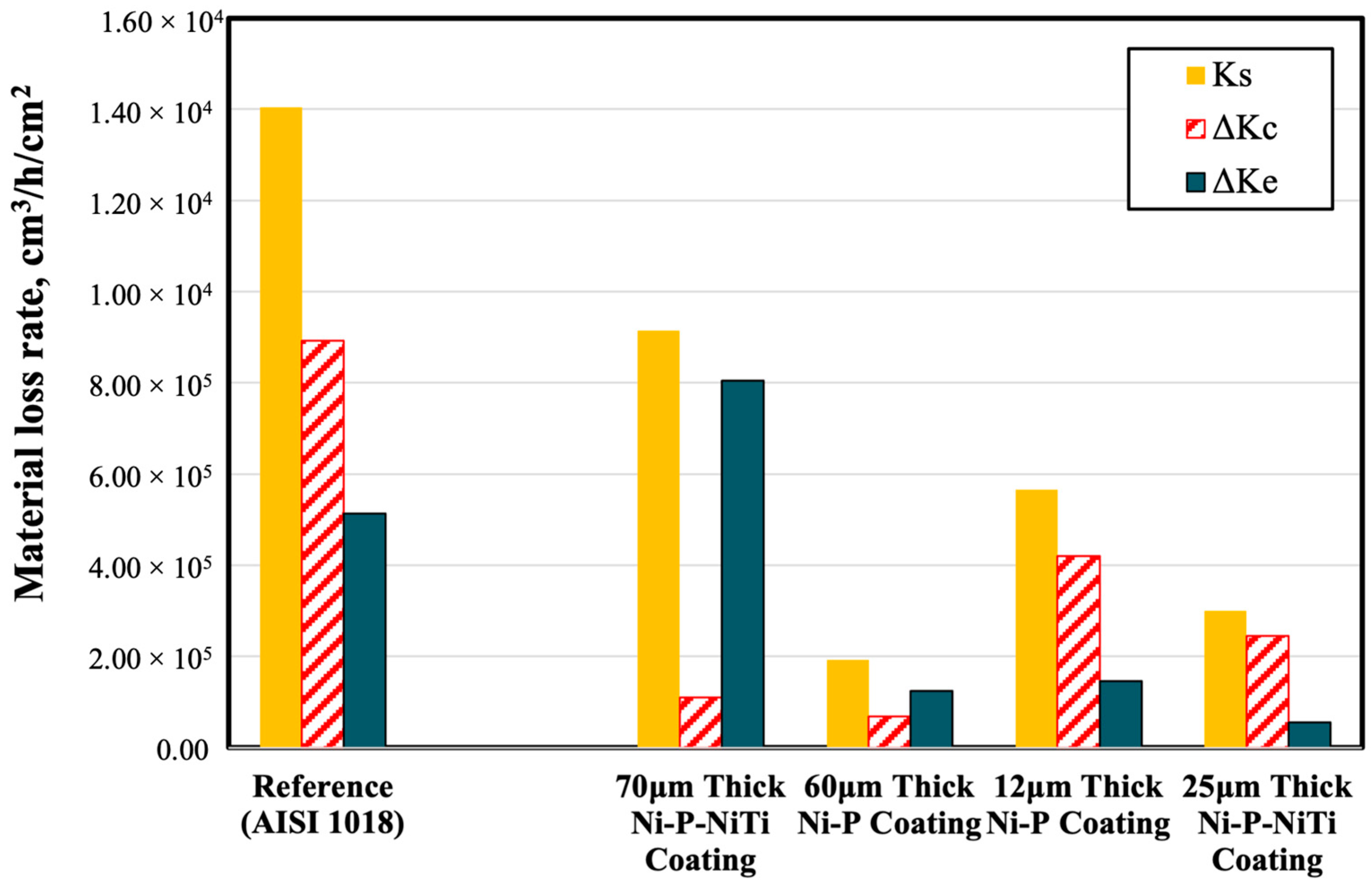
- The thickness and presence of nanoparticles proved to be significant factors in the coating’s performance, which is suggestive of the substantial role that the degree of residual stress has on the coating.
- The thicker coatings had more degradation from the particle impact than their counterpart thinner coating. Additionally, producing a thinner coating is more cost efficient than a thick coating due to time and materials savings.
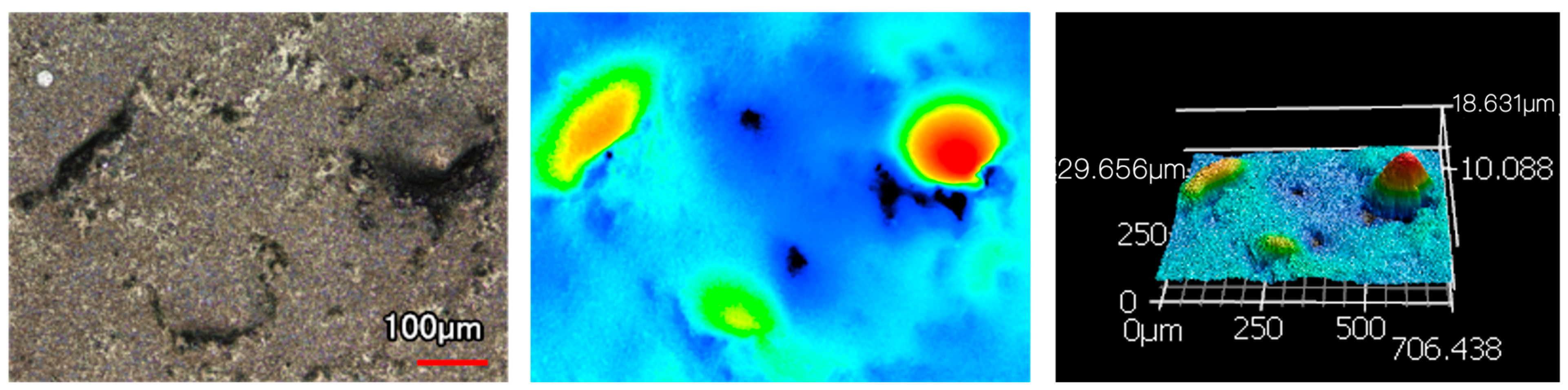
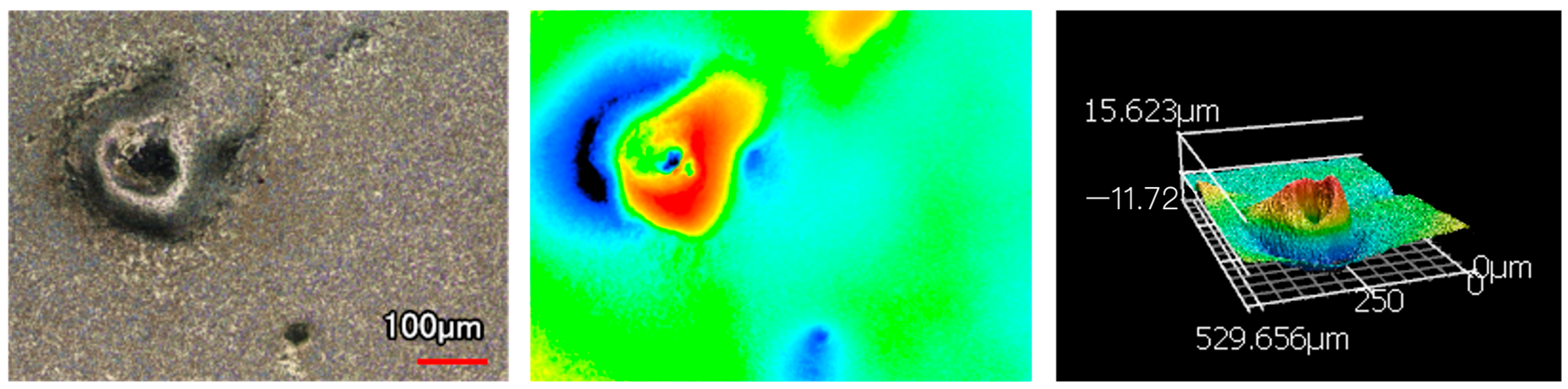
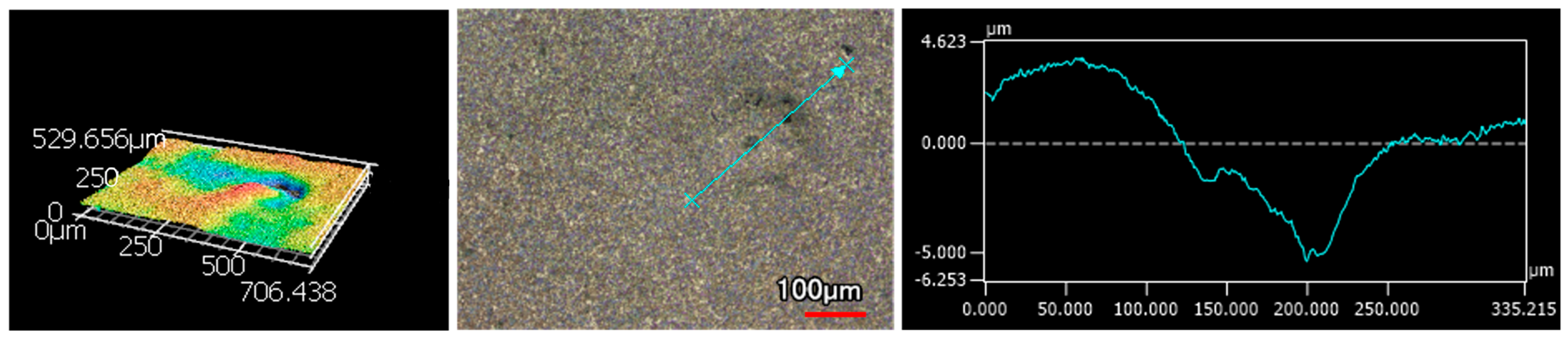
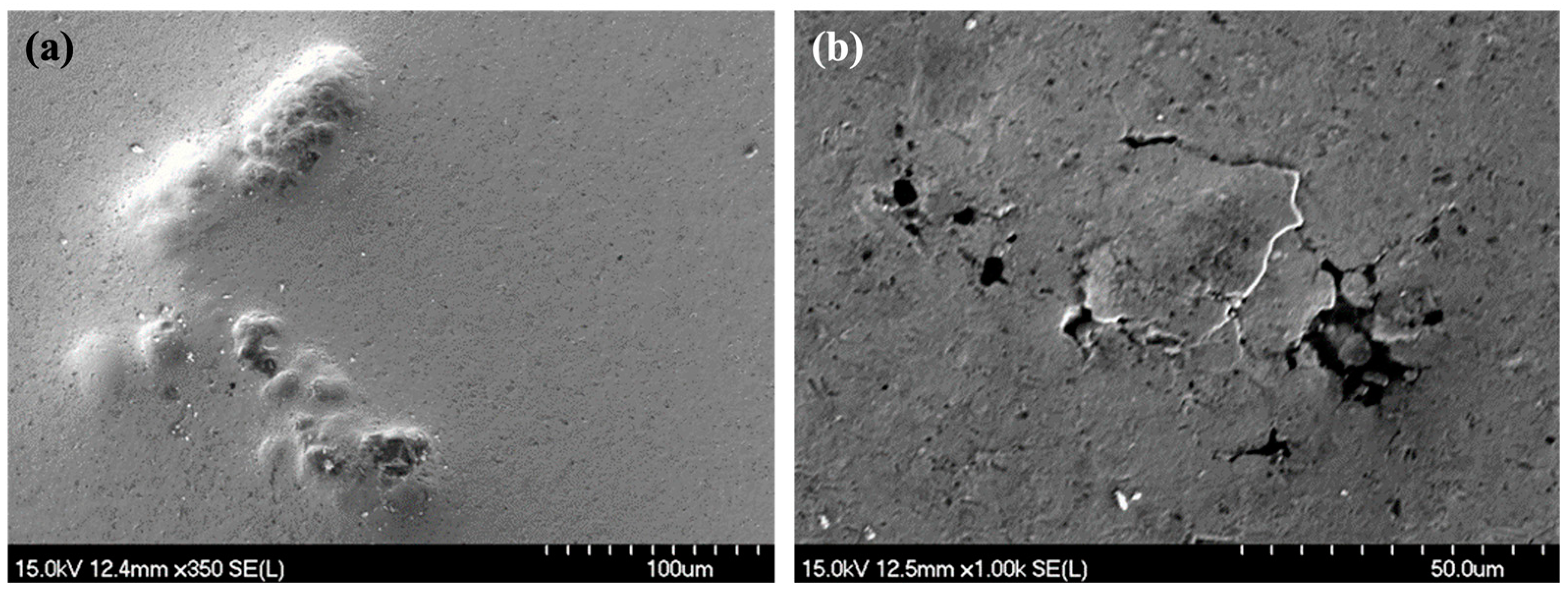
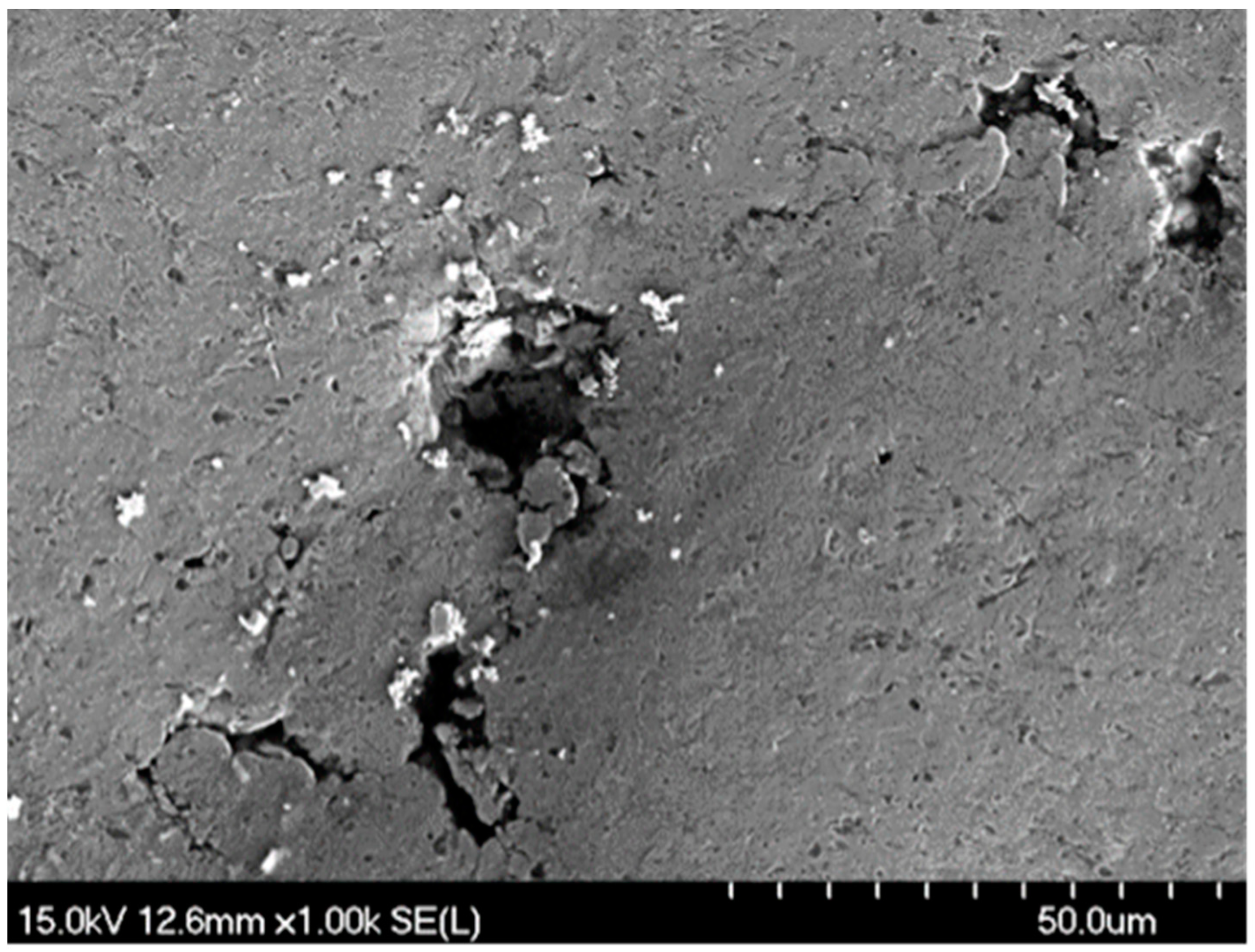
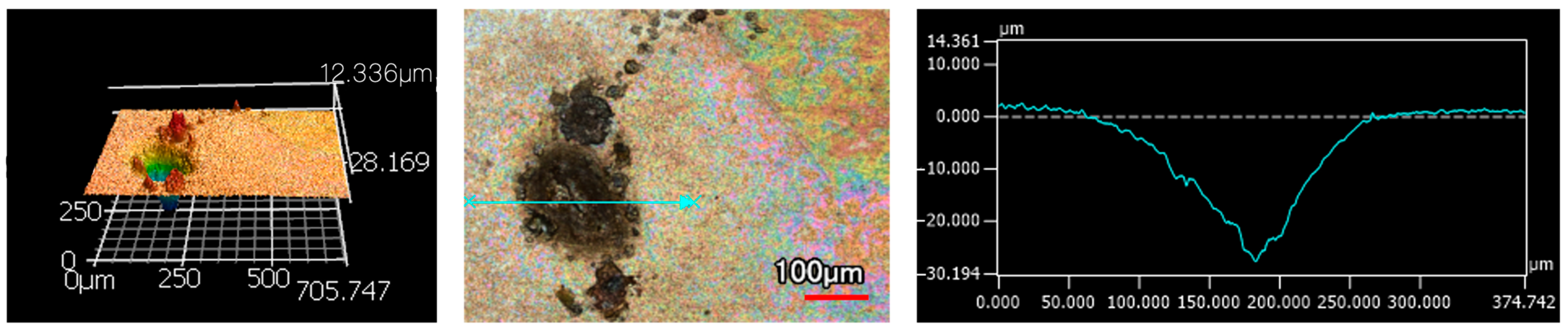
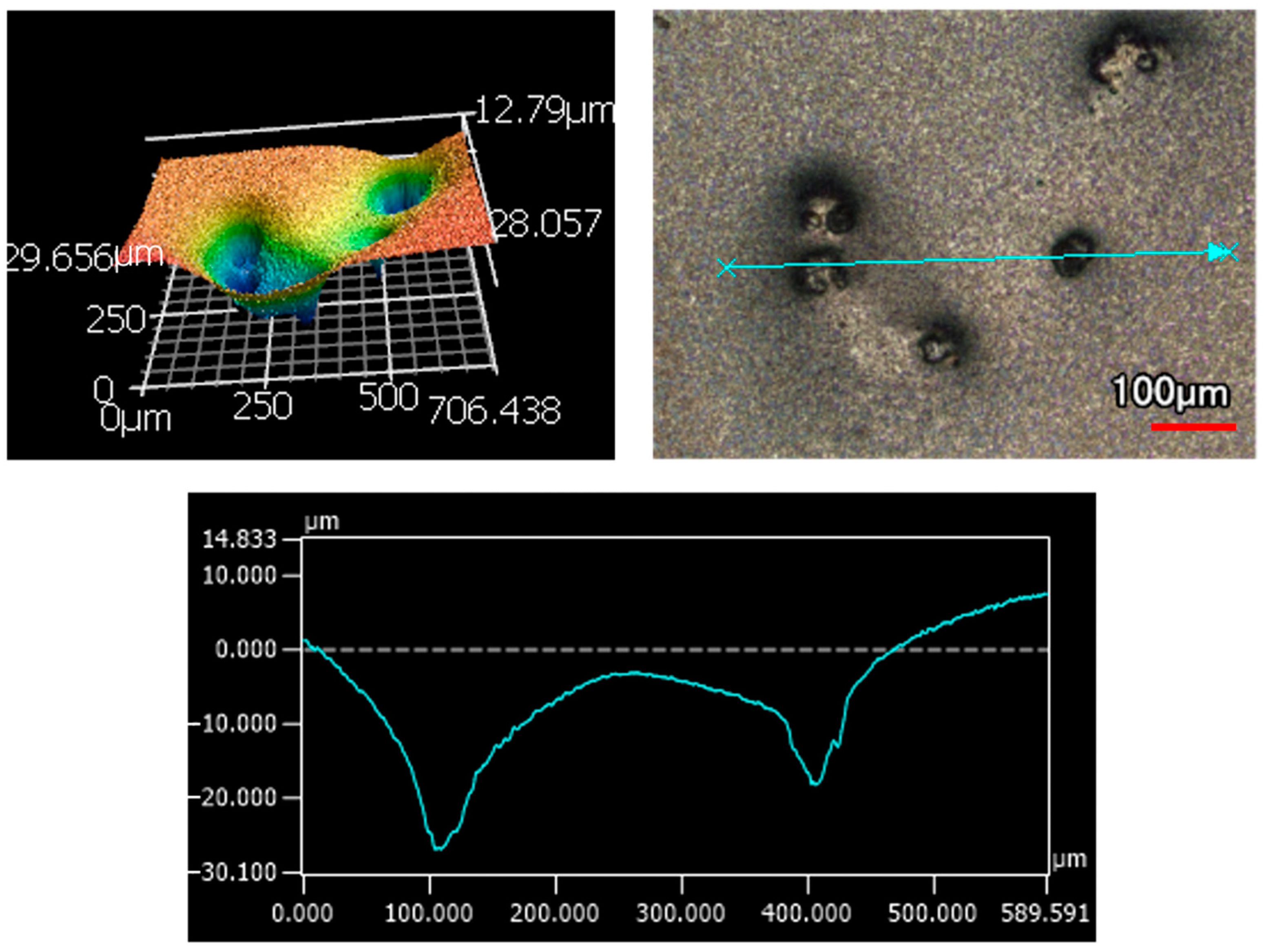
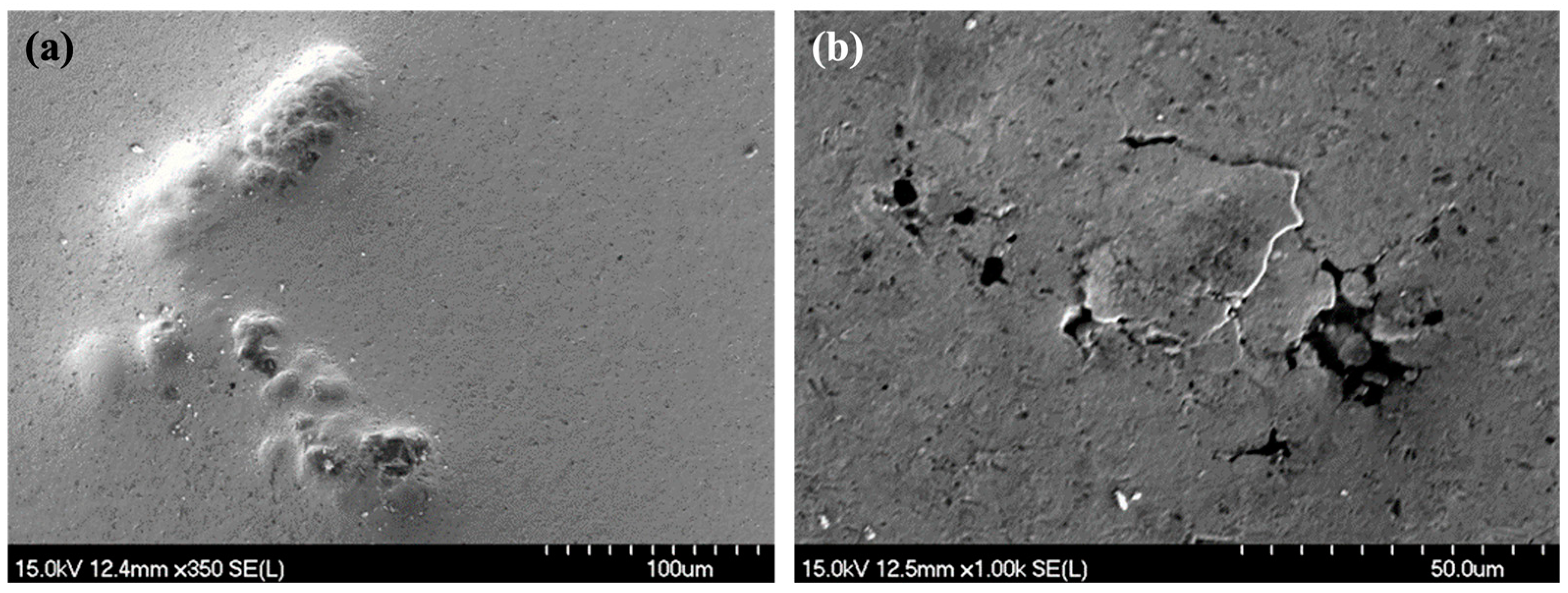
- The monolithic Ni-P coatings had a lower material weight loss but had degradation features that are more detrimental in comparison to the higher amount of uniform material loss that was observed on the Ni-P-NiTi coatings.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Liu, Y.; Zhao, Y.; Yao, J. Synergistic Erosion–Corrosion Behavior of X80 Pipeline Steel at Various Impingement Angles in Two-Phase Flow Impingement. Wear 2021, 466–467, 203572. [Google Scholar] [CrossRef]
- Wang, C.; Farhat, Z.; Jarjoura, G.; Hassan, M.K.; Abdullah, A.M. Indentation and Bending Behavior of Electroless Ni-P-Ti Composite Coatings on Pipeline Steel. Surf. Coat. Technol. 2018, 334, 243–252. [Google Scholar] [CrossRef]
- Ozanne, H.S. Chapter 6—Overview of pipeline materials. In Pipeline Planning and Construction Field Manual, 1st ed.; Menon, E.S., Ed.; Gulf Professional Publishing: Waltham, MA, USA, 2011; pp. 93–103. [Google Scholar] [CrossRef]
- Hu, X.; Neville, A. CO2 Erosion–Corrosion of Pipeline Steel (API X65) in Oil and Gas Conditions—A Systematic Approach. Wear 2009, 267, 2027–2032. [Google Scholar] [CrossRef]
- Rana, A.R.; Islam, M.A.; Farhat, Z. Effect of Graphene Nanoplatelets (GNPs) Addition on Erosion–Corrosion Resistance of Electroless Ni–P Coatings. J. Bio-Tribo-Corros. 2019, 6, 11. [Google Scholar] [CrossRef]
- Xu, Y.; Liu, L.; Zhou, Q.; Wang, X.; Huang, Y. Understanding the Influences of Pre-Corrosion on the Erosion-Corrosion Performance of Pipeline Steel. Wear 2020, 442–443, 203151. [Google Scholar] [CrossRef]
- Islam, M.A.; Farhat, Z.N.; Ahmed, E.M.; Alfantazi, A.M. Erosion Enhanced Corrosion and Corrosion Enhanced Erosion of API X-70 Pipeline Steel. Wear 2013, 302, 1592–1601. [Google Scholar] [CrossRef]
- Saeed, N.; Ronagh, H.R. Chapter 10—Design of Fibre-Reinforced Polymer Overwraps for Pipe Pressure. In Rehabilitation of Pipelines Using Fiber-reinforced Polymer (FRP) Composites, 1st ed.; Karbhari, V.M., Ed.; Woodhead Publishing: Sawston, UK, 2015; pp. 211–223. [Google Scholar] [CrossRef]
- Yang, X.H.; Zhu, W.L.; Lin, Z.; Huo, J.J. Aerodynamic Evaluation of an Internal Epoxy Coating in Nature Gas Pipeline. Prog. Org. Coat. 2005, 54, 73–77. [Google Scholar] [CrossRef]
- Tamilarasan, T.R.; Sanjith, U.; Siva Shankar, M.; Rajagopal, G. Effect of Reduced Graphene Oxide (RGO) on Corrosion and Erosion-Corrosion Behaviour of Electroless Ni-P Coatings. Wear 2017, 390–391, 385–391. [Google Scholar] [CrossRef]
- Bayram, T.C.; Orbey, N.; Adhikari, R.Y.; Tuominen, M. FP-Based Formulations as Protective Coatings in Oil/Gas Pipelines. Prog. Org. Coat. 2015, 88, 54–63. [Google Scholar] [CrossRef]
- Taubkin, I.S.; Sukhov, A.V.; Rudakova, T.A. Analysis of the Behaviour of a Protective Polymer Coating for Gas Pipelines under the Action of Applied Heat. Int. Polym. Sci. Technol. 2005, 32, 22–32. [Google Scholar] [CrossRef]
- Howell, G.R.; Cheng, Y.F. Characterization of High Performance Composite Coating for the Northern Pipeline Application. Prog. Org. Coat. 2007, 60, 148–152. [Google Scholar] [CrossRef]
- Li, Z.; Islam, M.A.; Farhat, Z. Investigation of Erosion–Corrosion Resistance of Electroless Ni–P–Ti Composite Coatings. J. Bio-Tribo-Corros. 2020, 6, 107. [Google Scholar] [CrossRef]
- Calderón, J.A.; Jiménez, J.P.; Zuleta, A.A. Improvement of the Erosion-Corrosion Resistance of Magnesium by Electroless Ni-P/Ni(OH)2-Ceramic Nanoparticle Composite Coatings. Surf. Coat. Technol. 2016, 304, 167–178. [Google Scholar] [CrossRef]
- MacLean, M.; Farhat, Z.; Jarjoura, G.; Fayyad, E.; Abdullah, A.; Hassan, M. Fabrication and Investigation of the Scratch and Indentation Behaviour of New Generation Ni-P-Nano-Niti Composite Coating for Oil and Gas Pipelines. Wear 2019, 426–427, 265–276. [Google Scholar] [CrossRef]
- Li, Z.; Farhat, Z. The Benefit of Superelastic Niti Addition on Corrosion Performance of Electroless Ni–P Coating during an Accidental Scratch Event. J. Bio-Tribo-Corros. 2020, 7, 12. [Google Scholar] [CrossRef]
- Basista, M.; Węglewski, W. Modelling of Damage and Fracture in Ceramic Matrix Composites—An Overview. J. Theor. Appl. Mech. 2006, 44, 455–484. [Google Scholar]
- Kuntz, J.D.; Zhan, G.-D.; Mukherjee, A.K. Nanocrystalline-Matrix Ceramic Composites for Improved Fracture Toughness. MRS Bull. 2004, 29, 22–27. [Google Scholar] [CrossRef]
- Ma, L. Fundamental Formulation for Transformation Toughening. Int. J. Solids Struct. 2010, 47, 3214–3220. [Google Scholar] [CrossRef]
- Li, Z.; Islam, M.A.; Farhat, Z.; Jarjoura, G. Enhanced Erosion–Corrosion Resistance of Nickel–Phosphorus–Nitinol Coating. J. Bio- Tribo-Corros. 2022, 8, 45. [Google Scholar] [CrossRef]
- Jensen, R.; Farhat, Z.; Islam, M.A.; Jarjoura, G. Effect of Coating Thickness on Wear Behaviour of Monolithic Ni-P and Ni-P-NiTi Composite Coatings. Solids 2022, 3, 620–642. [Google Scholar] [CrossRef]
- Czapczyk, K.; Siwak, P.; Legutko, S. Study of the Effect of the Electroless Ni-P Coating Thickness Applied on AW-7075 Aluminum Alloy on Its Mechanical Properties. Adv. Sci. Technol. Res. J. 2018, 12, 291–297. [Google Scholar] [CrossRef]
- Saraloğlu Güler, E.; Karakaya, İ.; Konca, E. Effects of Current Density, Coating Thickness, Temperature, Ph and Particle Concentration on Internal Stress during Ni–MOS2 Electrocodeposition. Surf. Eng. 2013, 30, 109–114. [Google Scholar] [CrossRef]
- Alam, T.; Farhat, Z.N. Slurry erosion surface damage under normal impact for pipeline steels. Eng. Fail. Anal. 2018, 90, 116–128. [Google Scholar] [CrossRef]
- Ma, L.; Huang, C.; Xie, Y.; Jiang, J.; Tufa, K.Y.; Hui, R.; Liu, Z.-S. Modeling of erodent particle trajectories in slurry flow. Wear 2015, 334–335, 49–55. [Google Scholar] [CrossRef]
- Clark, H.M.I. A comparison of particle impact in gas-solid and liquid-solid erosion. Wear 1995, 186–187, 465–472. [Google Scholar] [CrossRef]
- ASTM G119-09; Guide for Determining Synergism between Wear and Corrosion. ASTM International Standards: West Conshohocken, PA, USA, 2021. [CrossRef]
- Hashimoto, K. What We Have Learned from Studies on Chemical Properties of Amorphous Alloys? Appl. Surf. Sci. 2011, 257, 8141–8150. [Google Scholar] [CrossRef]
- Cheng, Y.H.; Zou, Y.; Cheng, L.; Liu, W. Effect of the Microstructure on the Anti-Fouling Property of the Electroless Ni–P Coating. Mater. Lett. 2008, 62, 4283–4285. [Google Scholar] [CrossRef]
- Fayyad, E.M.; Hassan, M.K.; Rasool, K.; Mahmoud, K.A.; Mohamed, A.M.A.; Jarjoura, G.; Farhat, Z.; Abdullah, A.M. Novel Electroless Deposited Corrosion—Resistant and Anti-Bacterial Nip–TiNi Nanocomposite Coatings. Surf. Coat. Technol. 2019, 369, 323–333. [Google Scholar] [CrossRef]
- Diegle, R.B.; Sorensen, N.R.; Clayton, C.R.; Helfand, M.A.; Yu, Y.C. An XPS Investigation into the Passivity of an Amorphous Ni-20P Alloy. J. Electrochem. Soc. 1988, 135, 1085–1092. [Google Scholar] [CrossRef]
- Elsener, B.; Crobu, M.; Scorciapino, M.A.; Rossi, A. Electroless Deposited Ni–P Alloys: Corrosion Resistance Mechanism. J. Appl. Electrochem. 2008, 38, 1053–1060. [Google Scholar] [CrossRef]
- Kobayashi, M.; Matsui, T.; Murakami, Y. Mechanism of Creation of Compressive Residual Stress by Shot Peening. Int. J. Fatigue 1998, 20, 351–357. [Google Scholar] [CrossRef]
- Burrell, N.K. Controlled Shot Peening of Automotive Components. SAE Tech. Pap. Ser. 1985, 94, 44–51. [Google Scholar] [CrossRef]
- Mahmoudi, A.H.; Ghasemi, A.; Farrahi, G.H.; Sherafatnia, K. A Comprehensive Experimental and Numerical Study on Redistribution of Residual Stresses by Shot Peening. Mater. Des. 2016, 90, 478–487. [Google Scholar] [CrossRef]
- Hauer, M.; Henkel, K.M.; Krebs, S.; Kroemmer, W. Study of Traverse Speed Effects on Residual Stress State and Cavitation Erosion Behavior of Arc-Sprayed Aluminum Bronze Coatings. J. Therm. Spray Technol. 2016, 26, 217–228. [Google Scholar] [CrossRef]
- Gurova, T.; Teodósio, J.R.; Rebello, J.M.; Monin, V. Model for the Variation of the Residual Stress State during Plastic Deformation under Uniaxial Tension. J. Strain Anal. Eng. Des. 1998, 33, 367–372. [Google Scholar] [CrossRef]
- Madhavi, Y.; Rama Krishna, L.; Narasaiah, N. Influence of Micro Arc Oxidation Coating Thickness and Prior Shot Peening on the Fatigue Behavior of 6061-T6 Al Alloy. Int. J. Fatigue 2019, 126, 297–305. [Google Scholar] [CrossRef]
- Es-Souni, M.; Es-Souni, M.; Fischer-Brandies, H. Assessing the Biocompatibility of NiTi Shape Memory Alloys Used for Medical Applications. Anal. Bioanal. Chem. 2005, 381, 557–567. [Google Scholar] [CrossRef]
- Islam, M.A.; Farhat, Z.N. The synergistic effect between erosion and corrosion of API pipeline in CO2 and Saline Medium. Tribol. Int. 2013, 68, 26–34. [Google Scholar] [CrossRef]
- Das, S.; Mondal, D.P.; Dasgupta, R.; Prasad, B.K. Mechanisms of material removal during erosion–corrosion of an Al–SiC particle composite. Wear 1999, 236, 295–302. [Google Scholar] [CrossRef]
- Islam, M.A.; Farhat, Z. Erosion-corrosion mechanism and comparison of erosion-corrosion performance of API Steels. Wear 2017, 376–377, 533–541. [Google Scholar] [CrossRef]
- Saraswathi, Y.L.; Das, S.; Mondal, D.P. Influence of microstructure and experimental parameters on the erosion–corrosion behavior of Al Alloy Composites. Mater. Sci. Eng. A 2006, 425, 244–254. [Google Scholar] [CrossRef]
- Sasaki, K.; Burstein, G.T. The generation of surface roughness during slurry erosion-corrosion and its effect on the pitting potential. Corros. Sci. 1996, 38, 2111–2120. [Google Scholar] [CrossRef]
- Xu, Y.; Zhang, Q.; Zhou, Q.; Gao, S.; Wang, B.; Wang, X.; Huang, Y. Flow accelerated corrosion and erosion–corrosion behavior of marine carbon steel in natural seawater. npj Mater. Degrad. 2021, 5, 56. [Google Scholar] [CrossRef]
- Xu, Y.; Zhang, Q.; Gao, S.; Wang, X.; Huang, Y. Exploring the effects of sand impacts and anodic dissolution on localized erosion-corrosion in sand entraining electrolyte. Wear 2021, 478–479, 203907. [Google Scholar] [CrossRef]
- Xu, Y.; Tan, M.Y. Probing the initiation and propagation processes of flow accelerated corrosion and erosion corrosion under simulated turbulent flow conditions. Corros. Sci. 2019, 151, 163–174. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Weight % | AISI 1018 |
|---|---|
| C | 0.182 |
| Mn | 0.754 |
| Cu | 0.186 |
| Cr | 0.181 |
| Si | 0.095 |
| P | 0.040 |
| Fe | Balance |
| Thin Ni-P | Thick Ni-P | Average Ni-P | Thin Ni-P-NiTi | Thick Ni-P-NiTi | Average Ni-P-NiTi | |
|---|---|---|---|---|---|---|
| Nickel | 95.49% | 94.31% | 94.90% | 92.51% | 92.365% | 92.44% |
| Phosphorous | 4.595% | 5.69% | 5.14% | 6.125% | 6.015% | 6.07% |
| Titanium | 0% | 0% | 0% | 1.365% | 1.62% | 1.49% |
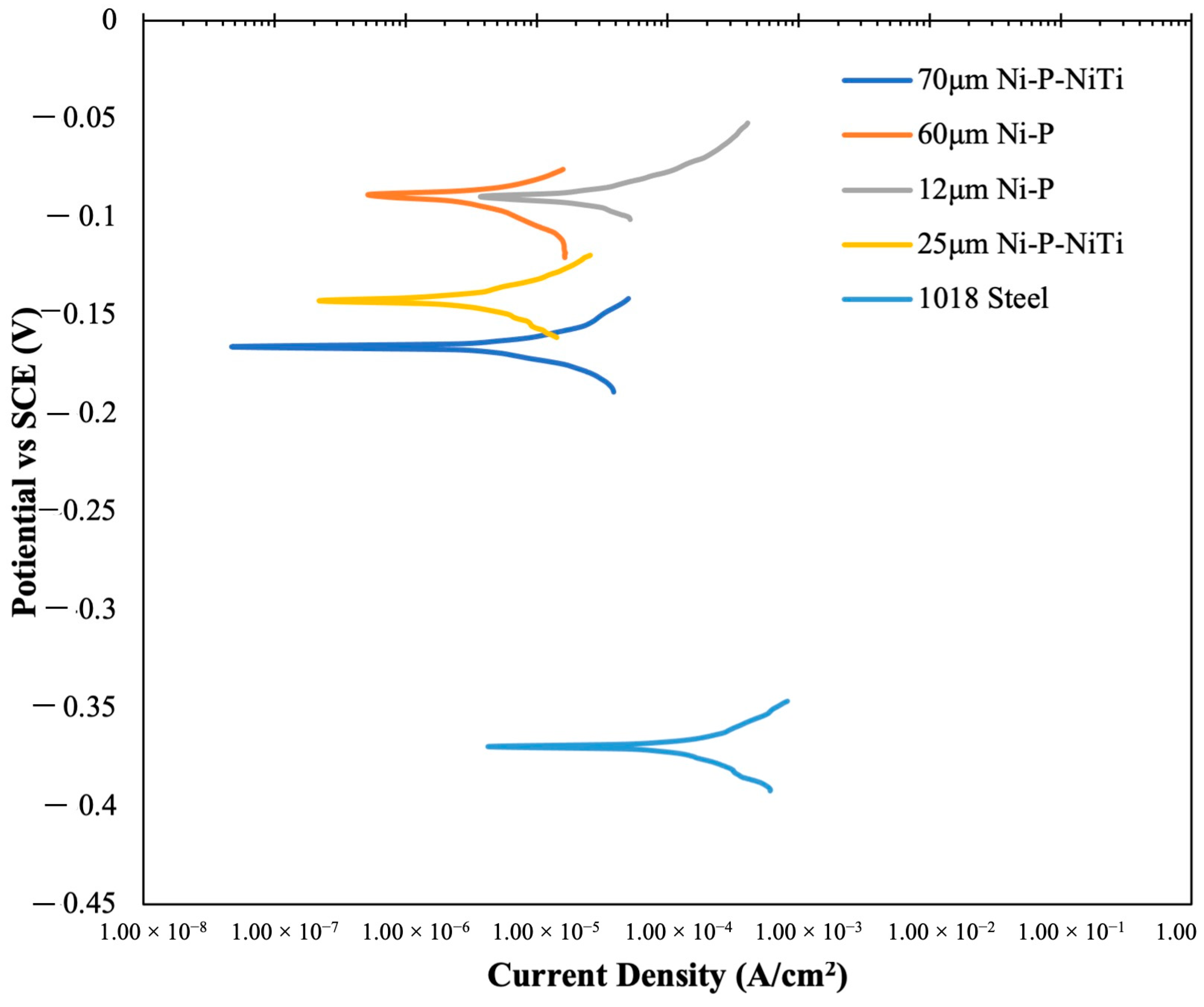
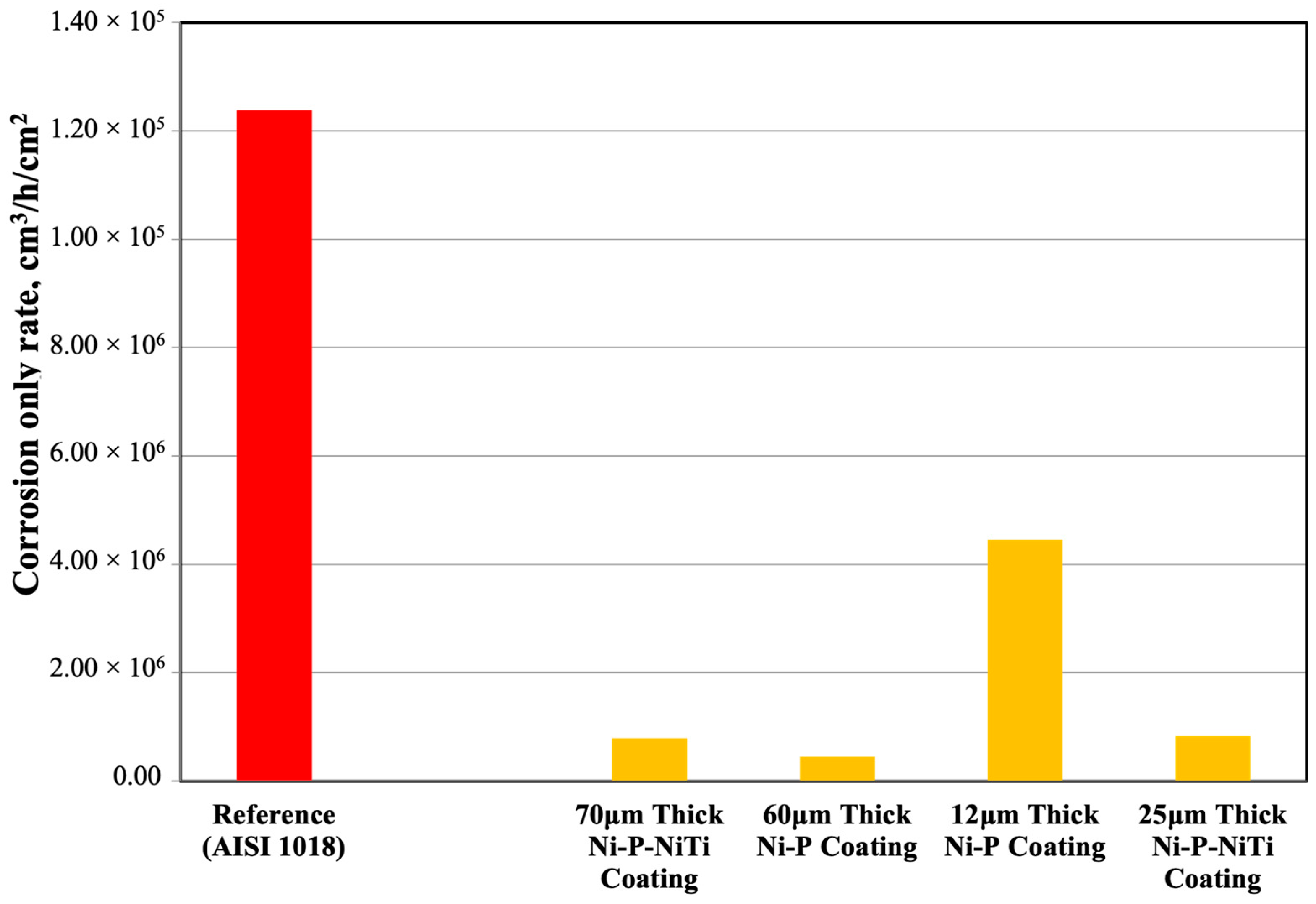
| Pure Corrosion | icorr (amp/cm2) | Ecorr (volts) | Corrosion Rate (cm3/(cm2 × h)) |
|---|---|---|---|
| AISI 1018 | 9.61 ± 0.07 × 10−5 | −3.70 ± 0.18 × 10−1 | 1.24 ± 0.009 × 10−5 |
| 70 μm thick Ni-P-NiTi | 6.73 ± 0.59 × 10−6 | −1.66 ± 0.0009 × 10−1 | 7.87 ± 0.69 × 10−7 |
| 60 μm thick Ni-P | 4.37 ± 1.46 × 10−6 | −9.63 ± 1.08 × 10−2 | 4.50 ± 0.85 × 10−7 |
| 12 μm thick Ni-P | 3.78 ± 0.55 × 10−6 | −1.14 ± 0.35 × 10−1 | 4.45 ± 0.65 × 10−6 |
| 25 μm thick Ni-P-NiTi | 7.18 ± 2.45 × 10−6 | −1.44 ± 0.003 × 10−1 | 8.37 ± 2.86 × 10−7 |
| Erosion-Enhanced Corrosion | icorr (amp/cm2) | Ecorr (volts) | Corrosion Rate (cm3/(cm2 × h)) |
|---|---|---|---|
| AISI 1018 | 7.88 ± 0.26 × 10−4 | −4.44 ± 0.02 × 10−1 | 1.02 ± 0.03 × 10−4 |
| 70 μm thick Ni-P-NiTi | 1.00 ± 0.12 × 10−4 | −1.76 ± 0.004 × 10−1 | 1.17 ± 0.14 × 10−5 |
| 60 μm thick Ni-P | 6.27 ± 1.99 × 10−5 | −1.47 ± 0.10 × 10−1 | 7.31 ± 2.32 × 10−6 |
| 12 μm thick Ni-P | 3.95 ± 2.82 × 10−4 | −1.96 ± 0.03 × 10−1 | 4.64 ± 3.31 × 10−5 |
| 25 μm thick Ni-P-NiTi | 2.17 ± 0.52 × 10−4 | −1.85 ± 0.05 × 10−1 | 2.54 ± 0.61 × 10−5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jensen, R.; Farhat, Z.; Islam, M.A.; Jarjoura, G. Erosion–Corrosion of Novel Electroless Ni-P-NiTi Composite Coating. Corros. Mater. Degrad. 2023, 4, 120-141. https://doi.org/10.3390/cmd4010008
Jensen R, Farhat Z, Islam MA, Jarjoura G. Erosion–Corrosion of Novel Electroless Ni-P-NiTi Composite Coating. Corrosion and Materials Degradation. 2023; 4(1):120-141. https://doi.org/10.3390/cmd4010008
Chicago/Turabian StyleJensen, Rielle, Zoheir Farhat, Md. Aminul Islam, and George Jarjoura. 2023. "Erosion–Corrosion of Novel Electroless Ni-P-NiTi Composite Coating" Corrosion and Materials Degradation 4, no. 1: 120-141. https://doi.org/10.3390/cmd4010008
APA StyleJensen, R., Farhat, Z., Islam, M. A., & Jarjoura, G. (2023). Erosion–Corrosion of Novel Electroless Ni-P-NiTi Composite Coating. Corrosion and Materials Degradation, 4(1), 120-141. https://doi.org/10.3390/cmd4010008