

Microstructural, Corrosion, and Mechanical Characterization of Friction Stir Welded Al 6022-to-ZEK100 Mg Joints

 ,
, 
 ,
,  and
and 
Abstract
1. Introduction
2. Materials and Methods
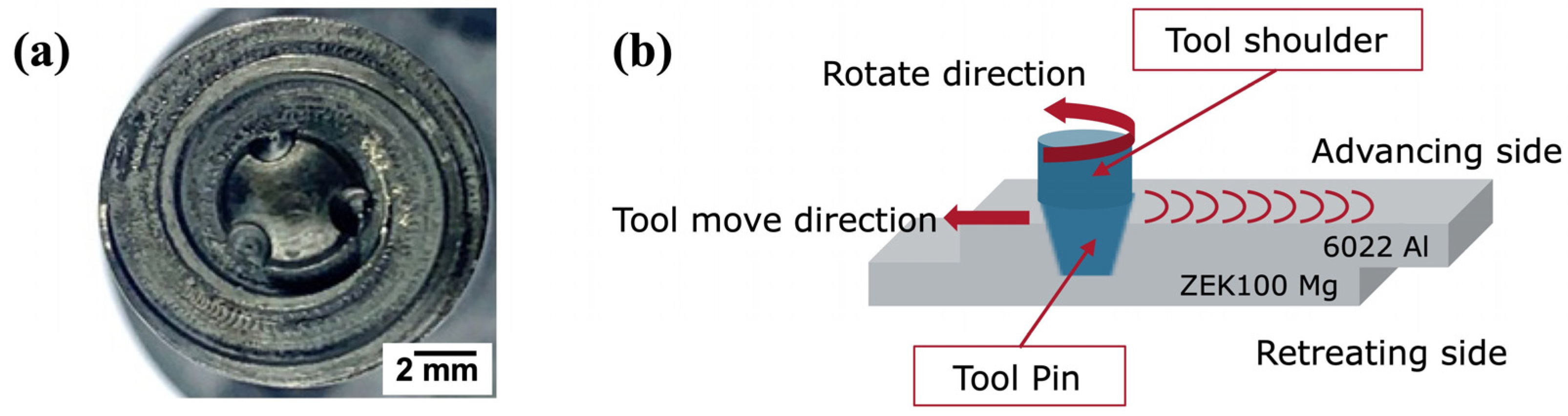
2.1. Sample Information
2.2. Experimental Methodology
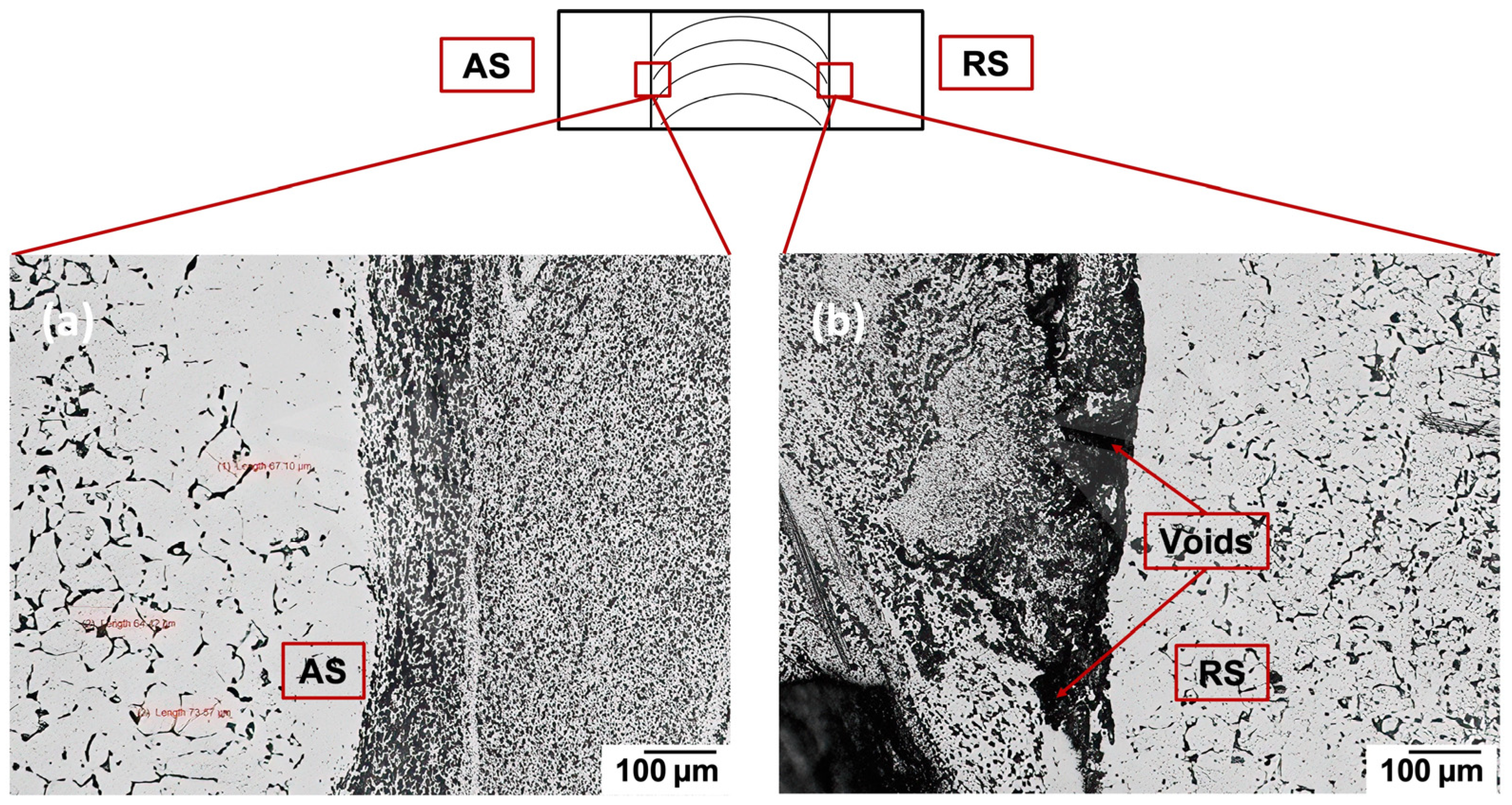
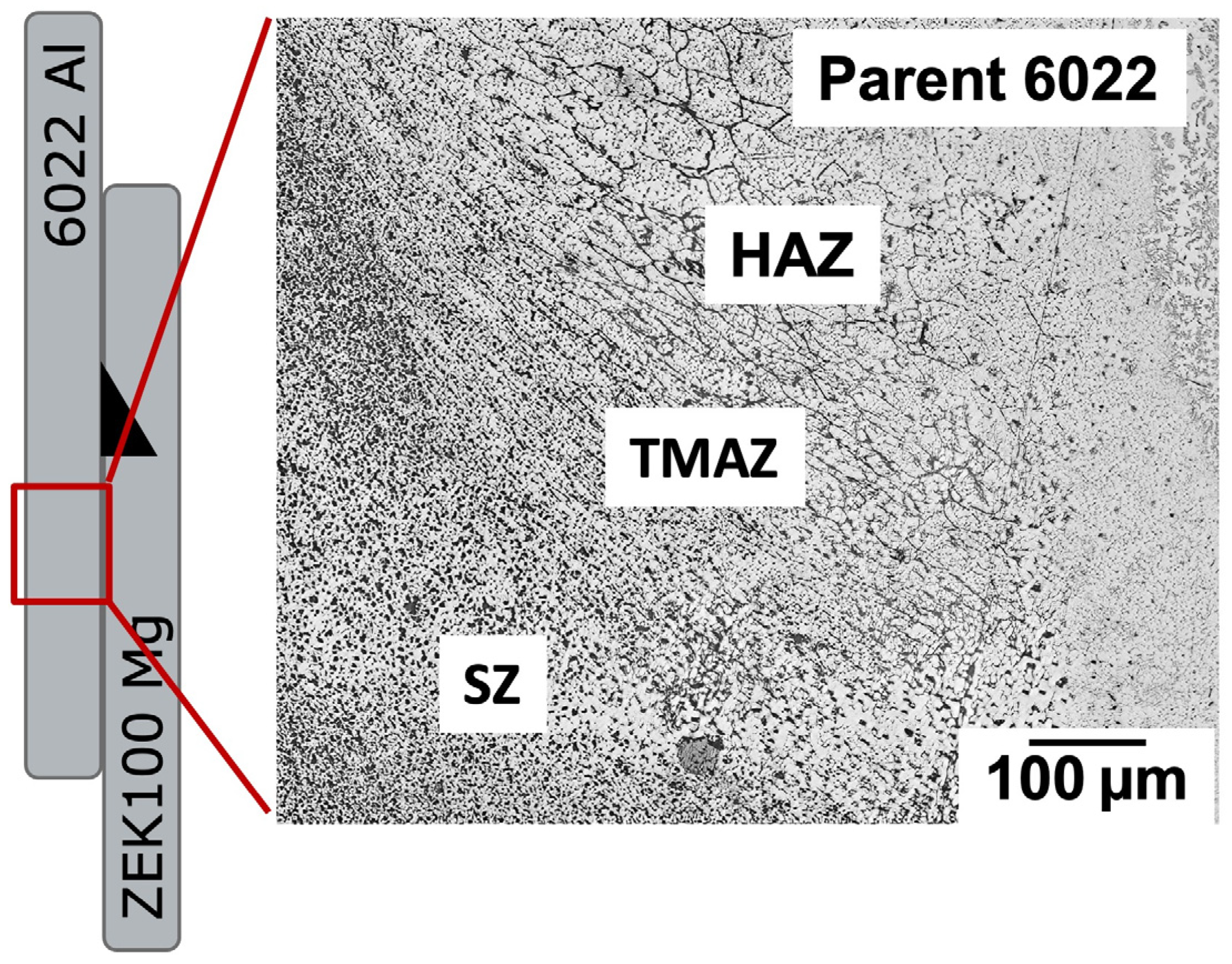
2.2.1. Metallographic Characterization
2.2.2. Electrochemical Testing
2.2.3. Cyclic Corrosion Testing (CCT)
2.2.4. Lap-Shear Tensile Test
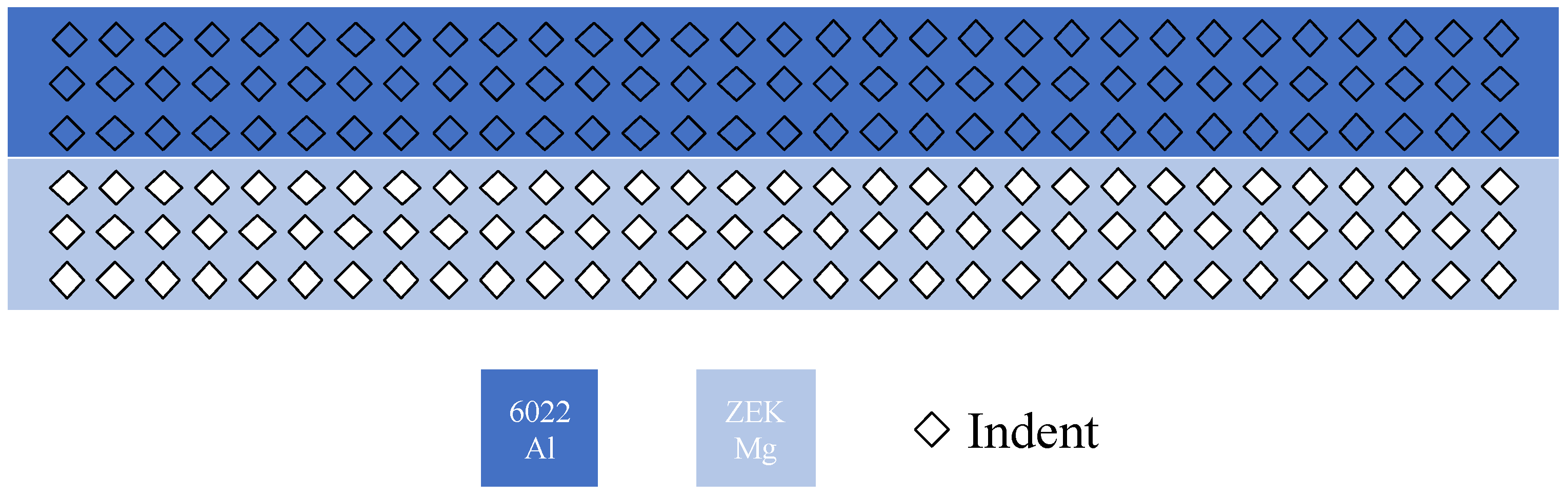
2.2.5. Indentation Tests
3. Results and Discussions
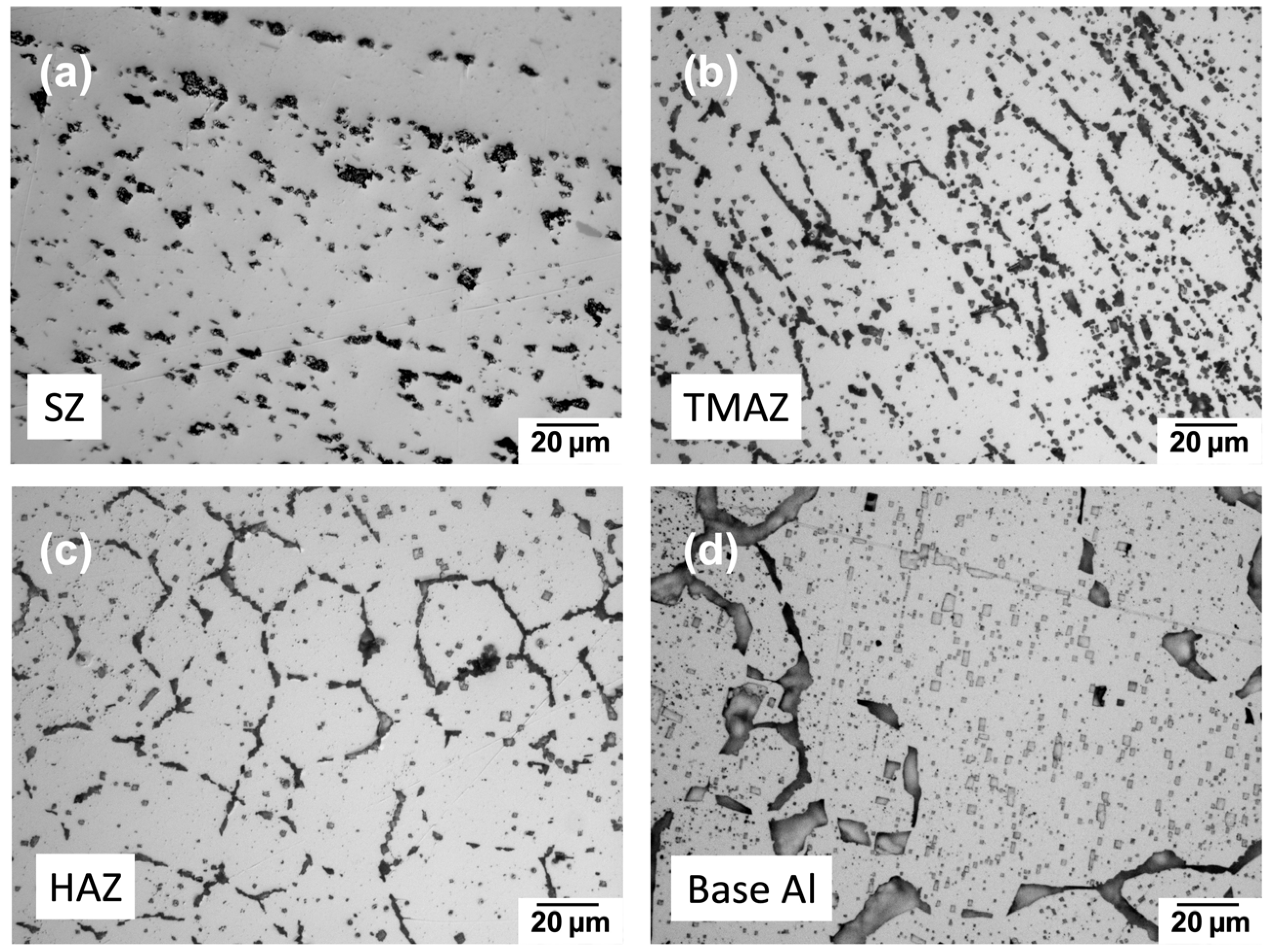
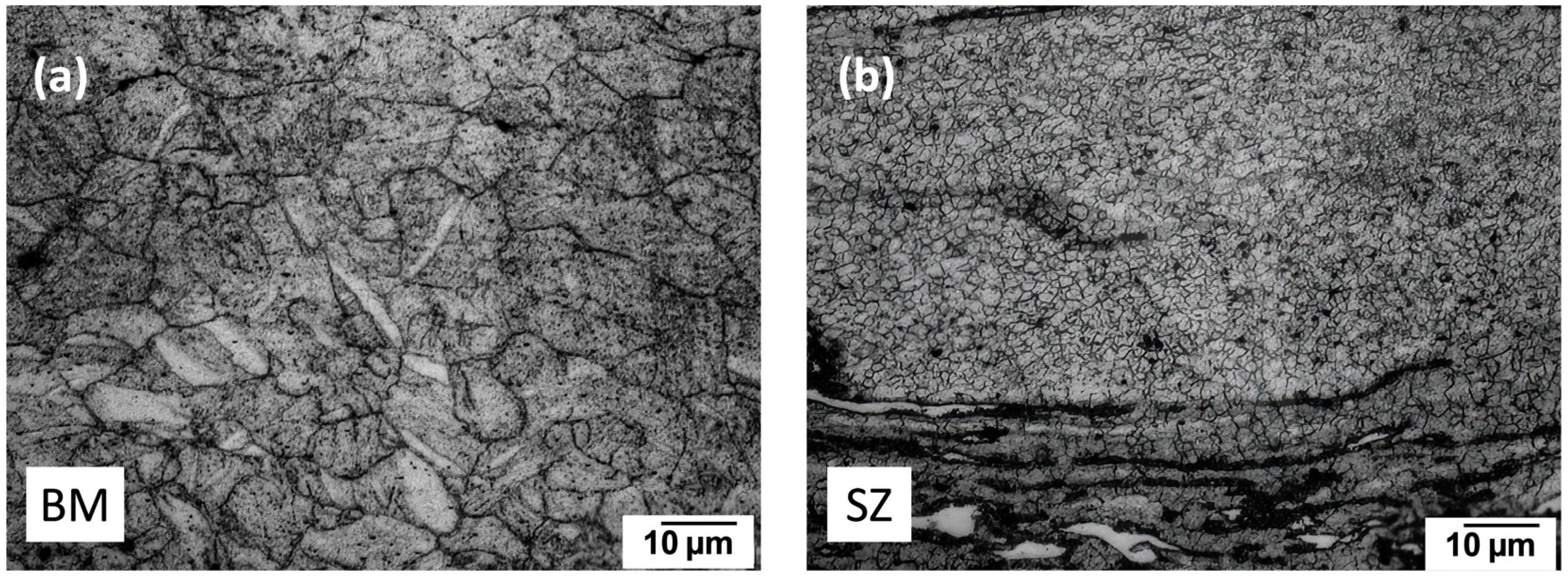
3.1. Sample Characterization
3.2. Electrochemical Testing
3.3. Cyclic Corrosion Testing (CCT)
3.4. Lap Shear Tensile Test
3.5. Mechanical Properties through Indentation Testing
4. Conclusions
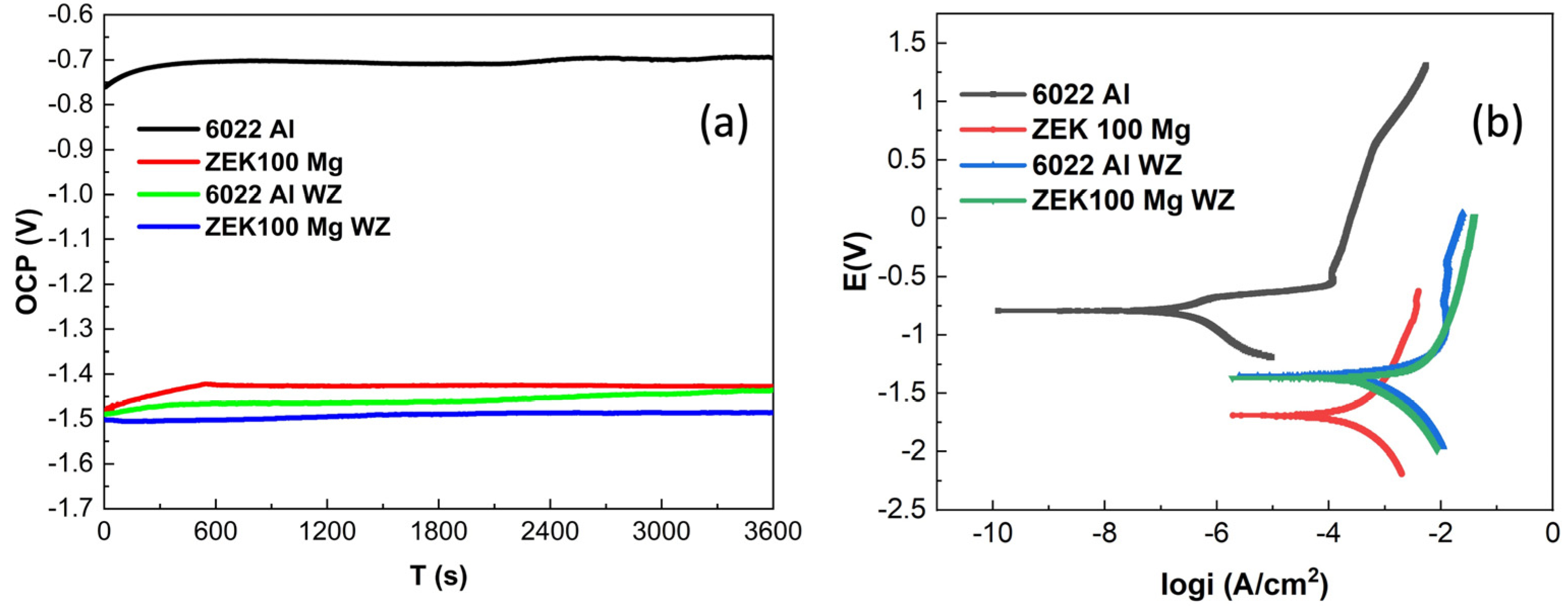
- Electrochemical tests indicate that this specific FSW Al-Mg joint shows a corrosion resistance in the order of BM-ZEK100 Mg ≅ Mg WZ ≅ Al WZ < BM-6022 Al and a corrosion rate in the order of BM-6022 Al < BM-ZEK100 Mg < Mg WZ ≅ Al WZ.
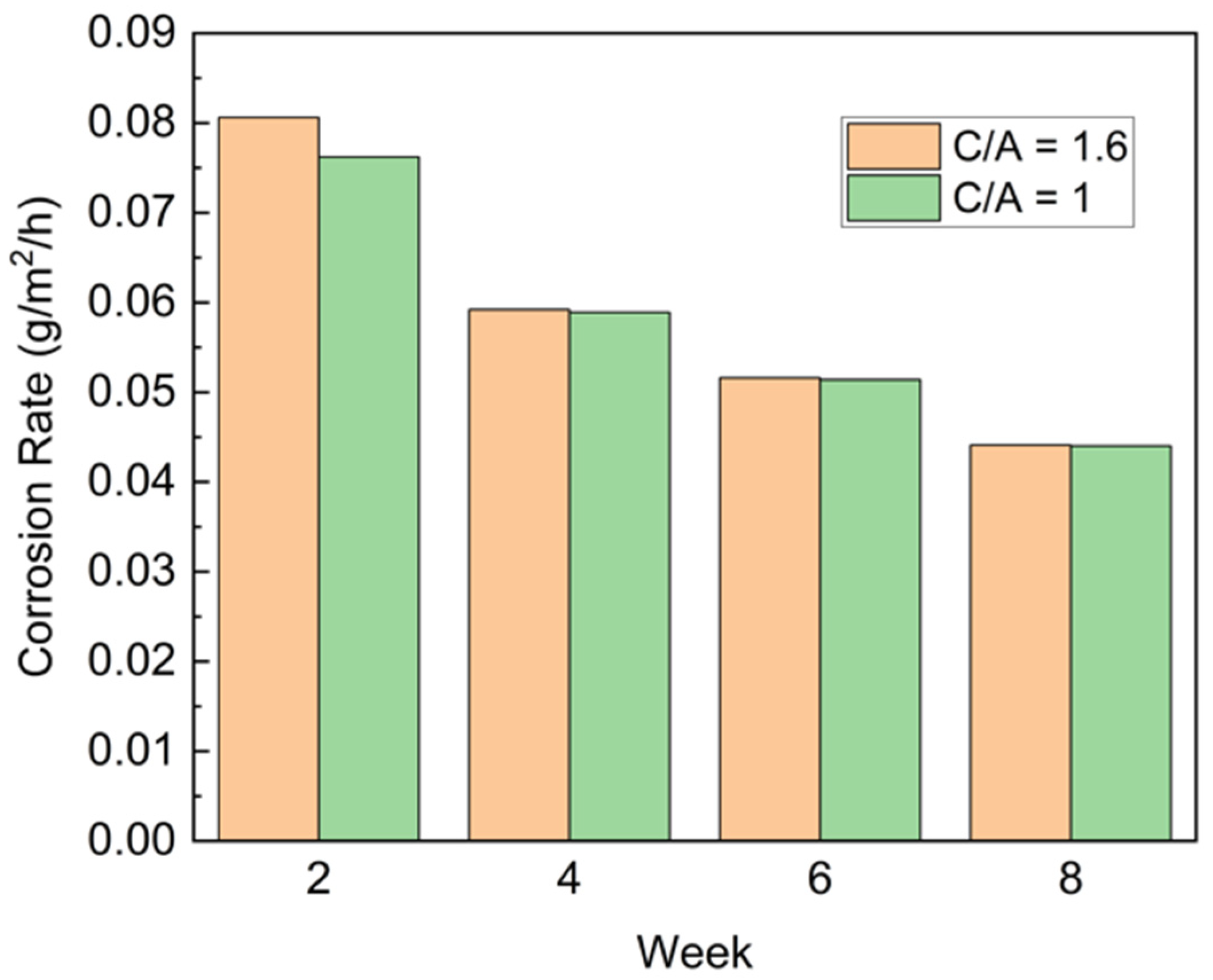
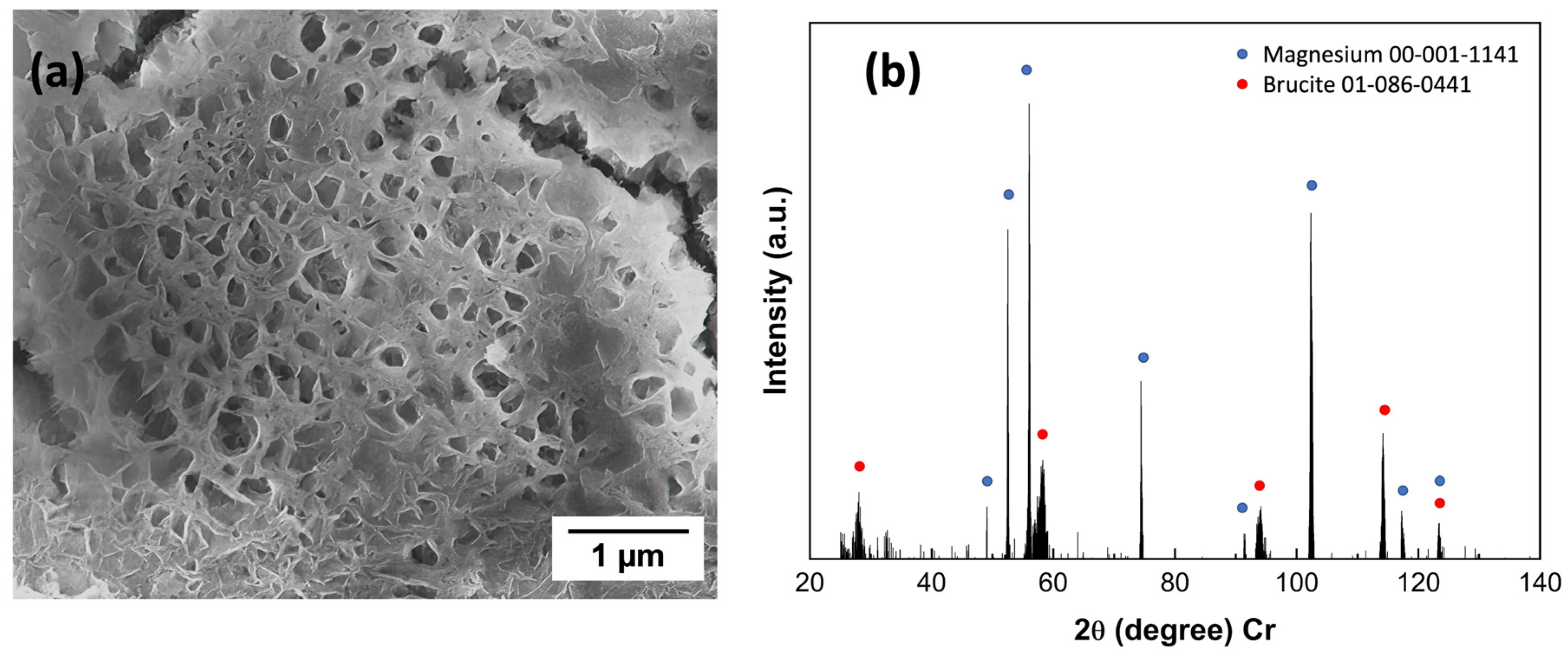
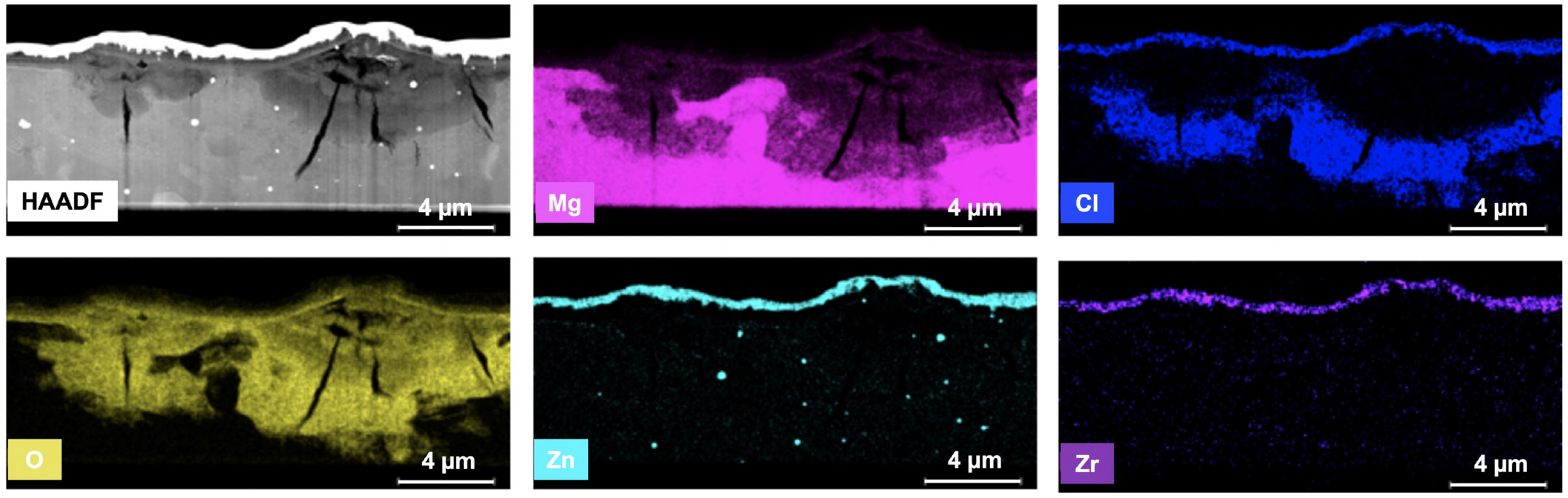
- Cyclic corrosion tests provide the biweekly corrosion rate through weight loss: It is found that the corrosion rate reduces with time because of the passivation effect and formation of slightly soluble products; the result also proves that at a very early stage, a larger cathode could lower the corrosion resistance to some extent. The immersion test backs up the mechanism of Cl- penetration, which causes the failure on the magnesium part.
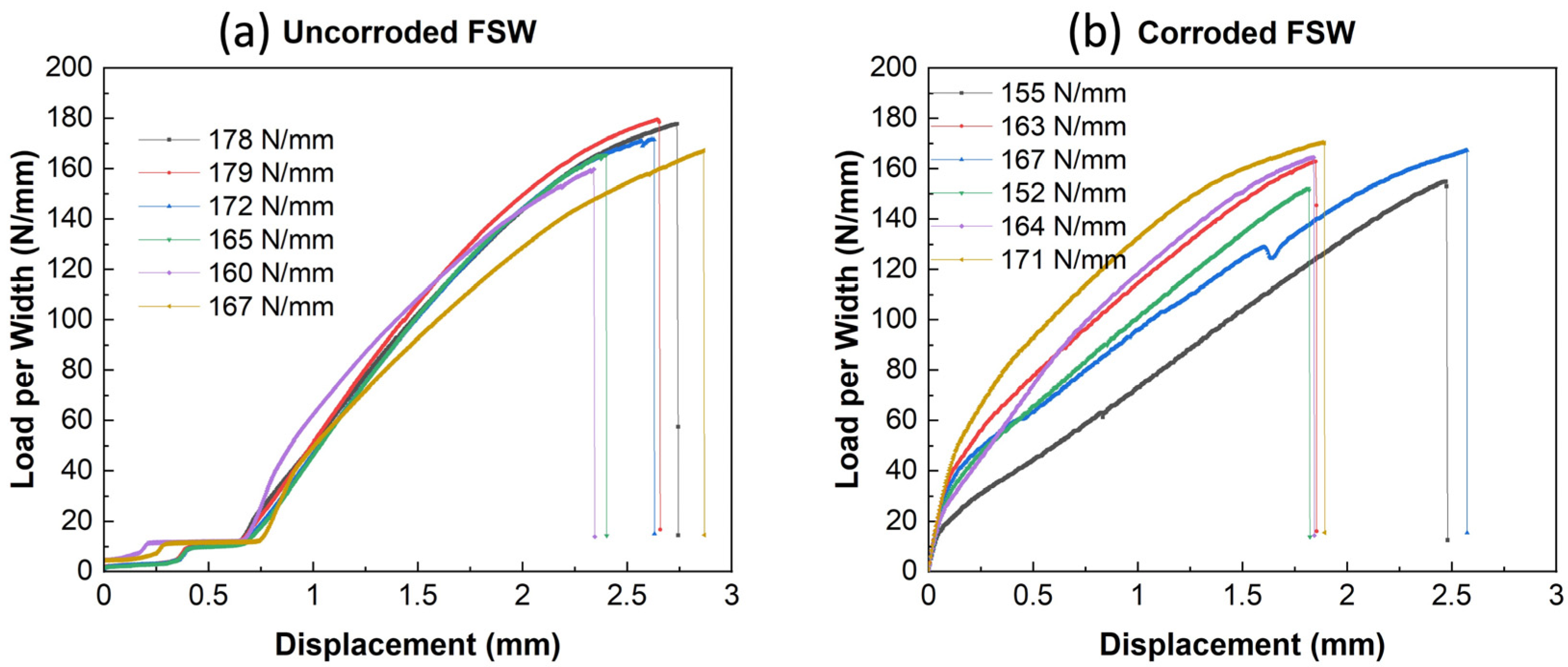
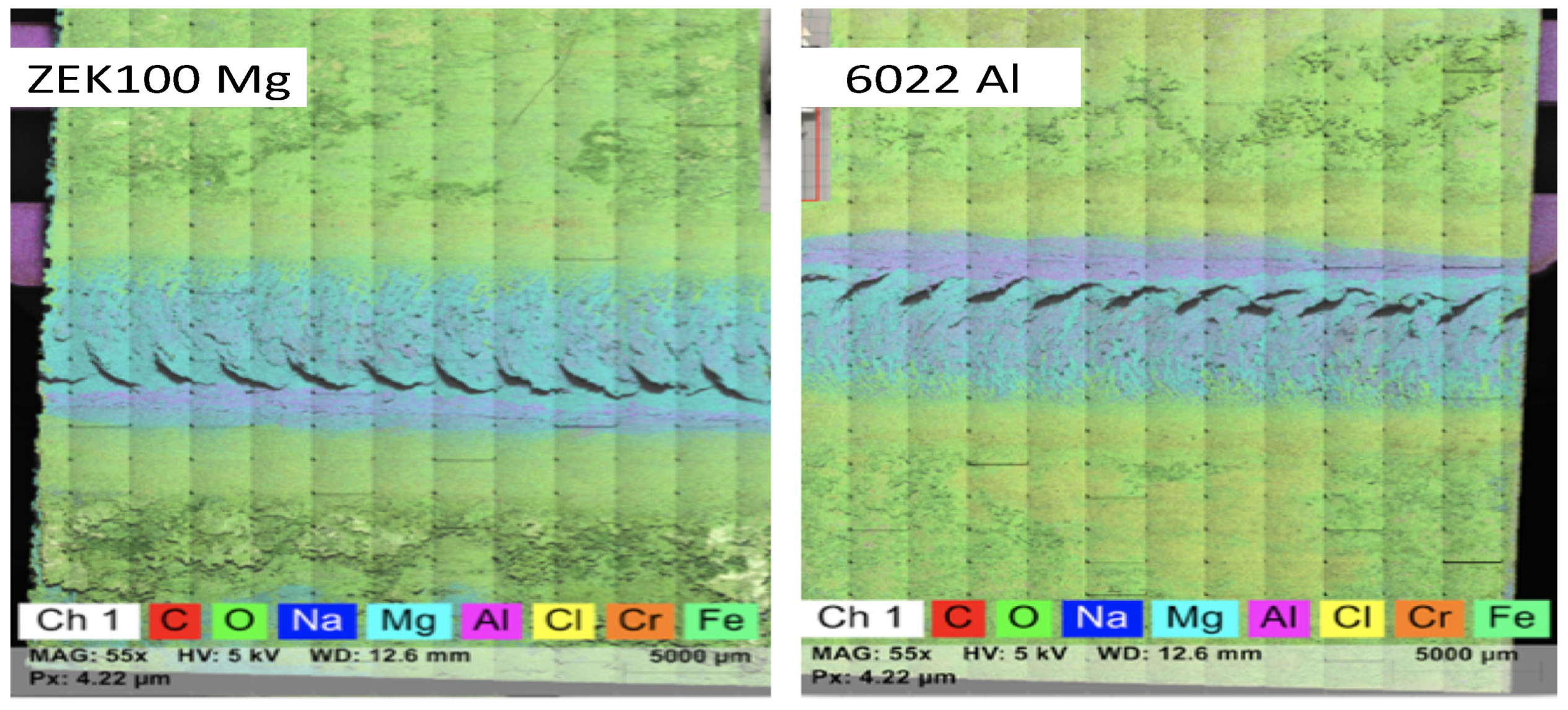
- There is no noticeable reduction in lap shear strength before and after corrosion; the large area of EDS mapping results also indicates that the weld region has good resistance against the corrosion media because the common area is not exposed to corrosion media.
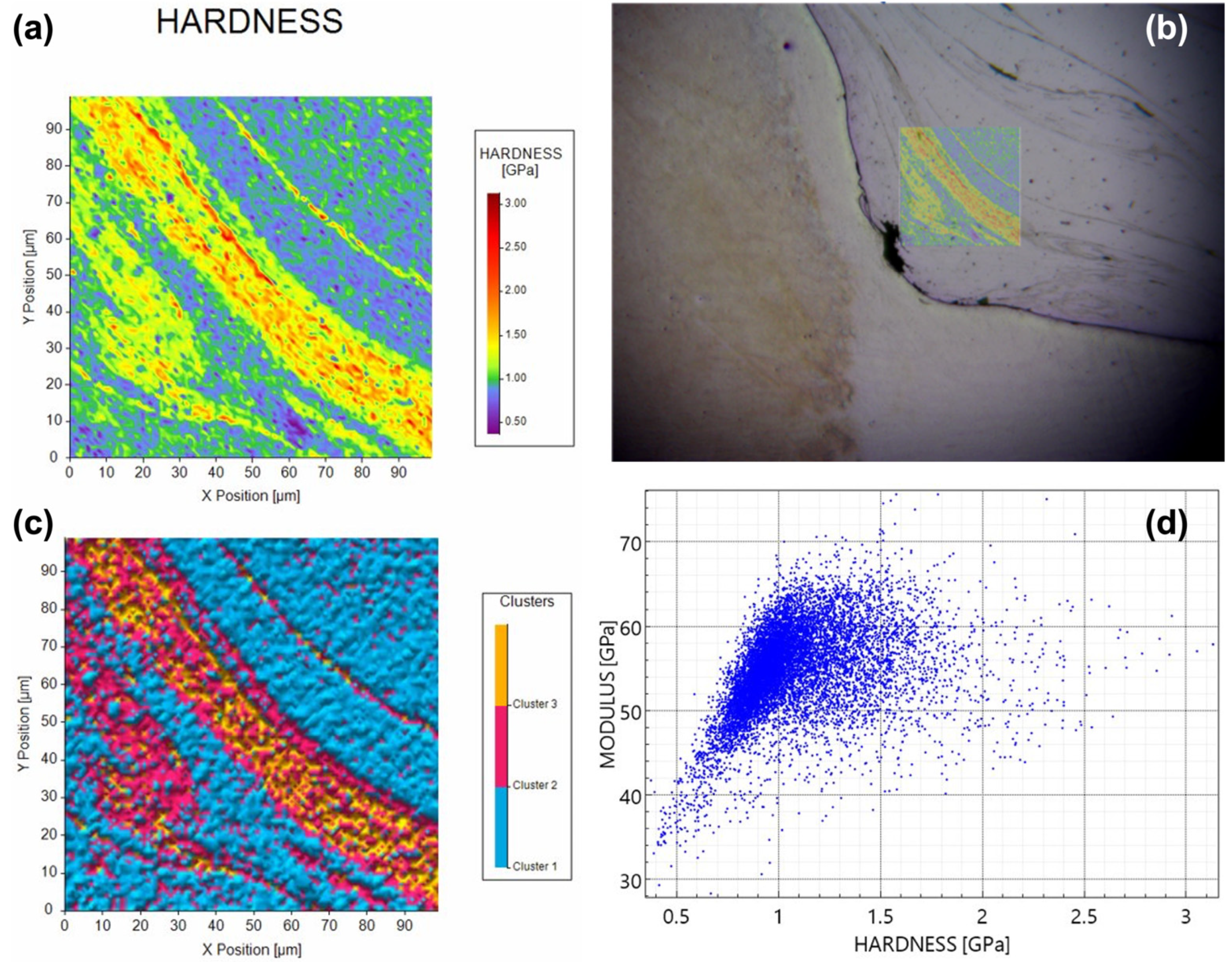
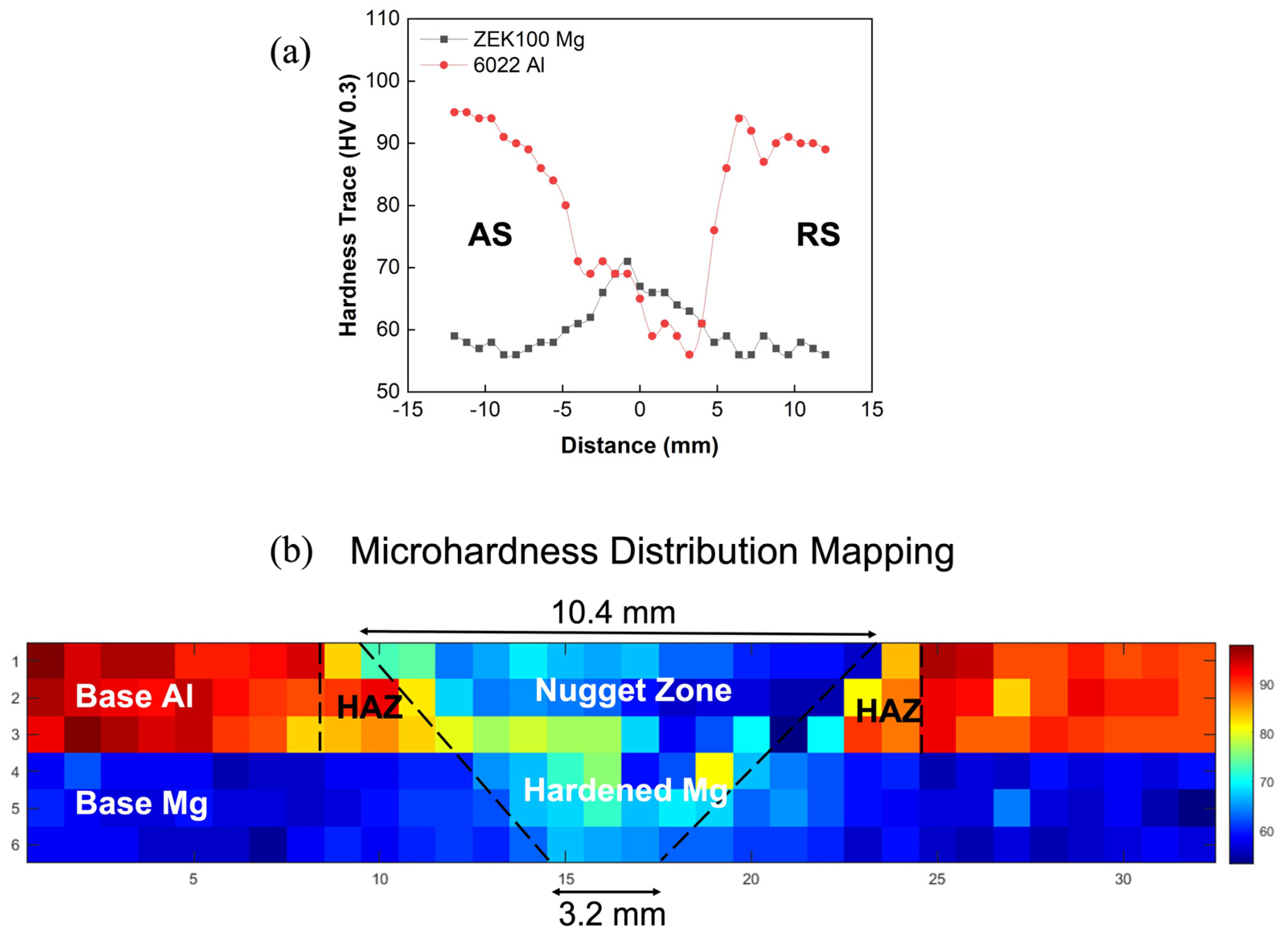
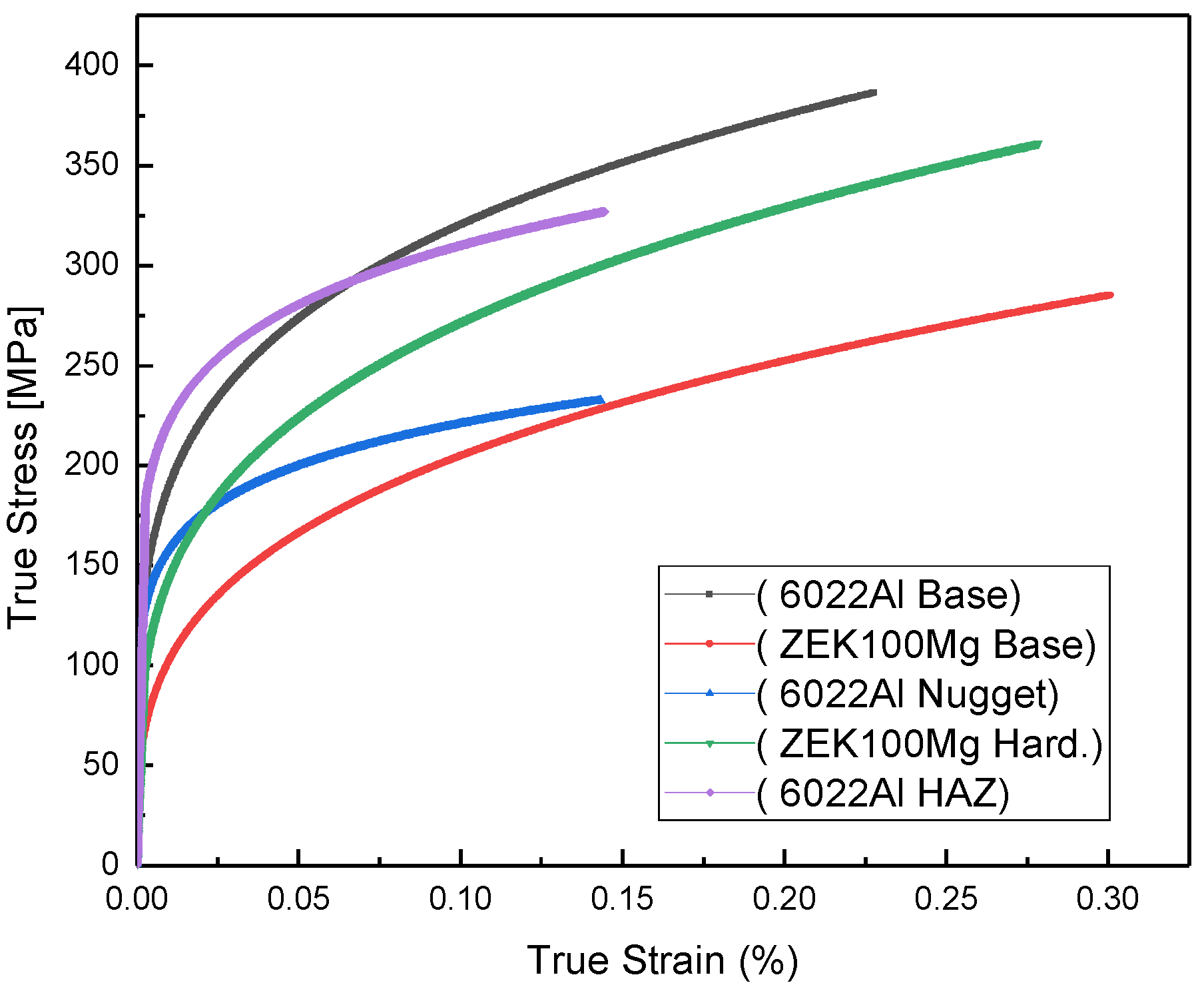
- Microindentation and nanoindentation have a similar trend on the unique region of cross-sectional FSW Al-Mg weld: 6022 Al alloy has the lowest hardness and actual stress value in the nugget zone due to the dissolution of precipitates. In contrast, the ZEK100 Mg has the highest hardness and true stress value in the center weld zone, which is attributed to grain size reduction.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lee, M.; Jung, S.-H. Trends of Advanced Multi-Material Technology for Light Materials based on Aluminum. J. Weld. Join. 2016, 34, 19–25. [Google Scholar] [CrossRef]
- Wang, T.; Ramírez-Tamayo, D.; Jiang, X.; Kitsopoulos, P.; Kuang, W.; Gupta, V.; Barker, E.; Upadhyay, P. Effect of interfacial characteristics on magnesium to steel joint obtained using FAST. Mater. Des. 2020, 192, 108697. [Google Scholar] [CrossRef]
- Raval, S.K.; Judal, K. Recent Advances in Dissimilar Friction Stir Welding of Aluminum to Magnesium Alloys. Mater. Today Proc. 2020, 22, 2665–2675. [Google Scholar] [CrossRef]
- Rao, H.; Ghaffari, B.; Yuan, W.; Jordon, J.; Badarinarayan, H. Effect of process parameters on microstructure and mechanical behaviors of friction stir linear welded aluminum to magnesium. Mater. Sci. Eng. A 2016, 651, 27–36. [Google Scholar] [CrossRef]
- Karim, M.A.; Park, Y.-D. A review on welding of dissimilar metals in car body manufacturing. J. Weld. Join. 2020, 38, 8–23. [Google Scholar] [CrossRef]
- Xu, N.; Ren, Z.; Lu, Z.; Shen, J.; Song, Q.; Zhao, J.; Bao, Y. Improved microstructure and mechanical properties of friction stir-welded AZ61 Mg alloy joint. J. Mater. Res. Technol. 2022, 18, 2608–2619. [Google Scholar] [CrossRef]
- Das, H.; Upadhyay, P.; Kulkarni, S.S.; Choi, W. Dissimilar Joining of ZEK100 and AA6022 for Automotive Application. In Friction Stir Welding and Processing XI; Springer International Publishing: Berlin/Heidelberg, Germany, 2021. [Google Scholar] [CrossRef]
- Mohammadi, J.; Behnamian, Y.; Mostafaei, A.; Gerlich, A. Tool geometry, rotation and travel speeds effects on the properties of dissimilar magnesium/aluminum friction stir welded lap joints. Mater. Des. 2015, 75, 95–112. [Google Scholar] [CrossRef]
- Firouzdor, V.; Kou, S. Al-to-Mg Friction Stir Welding: Effect of Material Position, Travel Speed, and Rotation Speed. Met. Mater. Trans. A 2010, 41, 2914–2935. [Google Scholar] [CrossRef]
- Kostka, A.; Coelho, R.; dos Santos, J.; Pyzalla, A. Microstructure of friction stir welding of aluminium alloy to magnesium alloy. Scr. Mater. 2009, 60, 953–956. [Google Scholar] [CrossRef]
- Yan, J.; Xu, Z.; Li, Z.; Li, L.; Yang, S. Microstructure characteristics and performance of dissimilar welds between magnesium alloy and aluminum formed by friction stirring. Scr. Mater. 2005, 53, 585–589. [Google Scholar] [CrossRef]
- Liu, C.; Chen, D.; Bhole, S.; Cao, X.; Jahazi, M. Polishing-assisted galvanic corrosion in the dissimilar friction stir welded joint of AZ31 magnesium alloy to 2024 aluminum alloy. Mater. Charact. 2009, 60, 370–376. [Google Scholar] [CrossRef]
- Ji, S.; Li, Z.; Zhang, L.; Zhou, Z.; Chai, P. Effect of lap configuration on magnesium to aluminum friction stir lap welding assisted by external stationary shoulder. Mater. Des. 2016, 103, 160–170. [Google Scholar] [CrossRef]
- Chen, Y.; Nakata, K. Friction stir lap joining aluminum and magnesium alloys. Scr. Mater. 2008, 58, 433–436. [Google Scholar] [CrossRef]
- Fu, B.; Qin, G.; Li, F.; Meng, X.; Zhang, J.; Wu, C. Friction stir welding process of dissimilar metals of 6061-T6 aluminum alloy to AZ31B magnesium alloy. J. Mater. Process. Technol. 2014, 218, 38–47. [Google Scholar] [CrossRef]
- Dong, Z.; Song, Q.; Ai, X.; Lv, Z. Effect of joining time on intermetallic compound thickness and mechanical properties of refill friction stir spot welded dissimilar Al/Mg alloys. J. Manuf. Process. 2019, 42, 106–112. [Google Scholar] [CrossRef]
- Wang, T.; Sinha, S.; Komarasamy, M.; Shukla, S.; Williams, S.; Mishra, R.S. Ultrasonic spot welding of dissimilar Al 6022 and Al 7075 alloys. J. Mater. Process. Technol. 2019, 278, 116460. [Google Scholar] [CrossRef]
- Townsend, H.E. Laboratory Perforation Corrosion Tests of Autobody Steel Sheet; Corrosion Prevention, SP-1265; SAE: Warrendale, PA, USA, 1997; pp. 99–109. [Google Scholar] [CrossRef]
- Gleason, M.A.; Sousa, B.C.; Tsaknopoulos, K.; Grubbs, J.A.; Hay, J.; Nardi, A.; Brown, C.A.; Cote, D.L. Application of Mass Finishing for Surface Modification of Copper Cold Sprayed Material Consolidations. Materials 2022, 15, 2054. [Google Scholar] [CrossRef]
- Hay, J. Instrumented Indentation Apparatus Having Indenter Punch with Flat End Surface and Instrumented Indentation Method Using the Same. U.S. Patent 10,288,540, 14 May 2019. [Google Scholar]
- Tan, S.; Zheng, F.; Chen, J.; Han, J.; Wu, Y.; Peng, L. Effects of process parameters on microstructure and mechanical properties of friction stir lap linear welded 6061 aluminum alloy to NZ30K magnesium alloy. J. Magnes. Alloy. 2017, 5, 56–63. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z. Friction stir welding and processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Liang, Z.; Chen, K.; Wang, X.; Yao, J.; Yang, Q.; Zhang, L.; Shan, A. Effect of Tool Offset and Tool Rotational Speed on Enhancing Mechanical Property of Al/Mg Dissimilar FSW Joints. Met. Mater. Trans. A 2013, 44, 3721–3731. [Google Scholar] [CrossRef]
- Heidarzadeh, A.; Mironov, S.; Kaibyshev, R.; Çam, G.; Simar, A.; Gerlich, A.; Khodabakhshi, F.; Mostafaei, A.; Field, D.; Robson, J.; et al. Friction stir welding/processing of metals and alloys: A comprehensive review on microstructural evolution. Prog. Mater. Sci. 2021, 117, 100752. [Google Scholar] [CrossRef]
- Albannai, A. Review the common defects in friction stir welding. Int. J. Sci. Technol. Res. 2020, 9, 318–329. [Google Scholar]
- Sato, Y.S.; Park, S.H.C.; Michiuchi, M.; Kokawa, H. Constitutional liquation during dissimilar friction stir welding of Al and Mg alloys. Scr. Mater. 2004, 50, 1233–1236. [Google Scholar] [CrossRef]
- Somasekharan, A.; Murr, L. Microstructures in friction-stir welded dissimilar magnesium alloys and magnesium alloys to 6061-T6 aluminum alloy. Mater. Charact. 2004, 52, 49–64. [Google Scholar] [CrossRef]
- Firouzdor, V.; Kou, S. Formation of Liquid and Intermetallics in Al-to-Mg Friction Stir Welding. Met. Mater. Trans. A 2010, 41, 3238–3251. [Google Scholar] [CrossRef]
- Choi, D.H.; Ahn, B.-W.; Lee, C.-Y.; Yeon, Y.-M.; Song, K.; Jung, S.-B. Formation of intermetallic compounds in Al and Mg alloy interface during friction stir spot welding. Intermetallics 2011, 19, 125–130. [Google Scholar] [CrossRef]
- Liu, L.; Ren, D.; Liu, F. A Review of Dissimilar Welding Techniques for Magnesium Alloys to Aluminum Alloys. Materials 2014, 7, 3735–3757. [Google Scholar] [CrossRef]
- Jafarlou, D.M.; Sousa, B.C.; Gleason, M.A.; Ferguson, G.; Nardi, A.T.; Cote, D.L.; Grosse, I.R. Solid-state additive manufacturing of tantalum using high-pressure cold gas-dynamic spray. Addit. Manuf. 2021, 47, 102243. [Google Scholar] [CrossRef]
- Atrens, A.; Song, G.-L.; Cao, F.; Shi, Z.; Bowen, P.K. Advances in Mg corrosion and research suggestions. J. Magnes. Alloy. 2013, 1, 177–200. [Google Scholar] [CrossRef]
- Song, G.; Atrens, A. Understanding Magnesium Corrosion—A Framework for Improved Alloy Performance. Adv. Eng. Mater. 2003, 5, 837–858. [Google Scholar] [CrossRef]
- Lin, Y.-J.; Lin, C.-S. Galvanic corrosion behavior of friction stir welded AZ31B magnesium alloy and 6N01 aluminum alloy dissimilar joints. Corros. Sci. 2020, 180, 109203. [Google Scholar] [CrossRef]
- Song, G.L.; Atrens, A. Corrosion mechanisms of magnesium alloys. Adv. Eng. Mater. 1999, 1, 11–33. [Google Scholar] [CrossRef]
- Zeng, R.-C.; Zhang, J.; Huang, W.-J.; Dietzel, W.; Kainer, K.; Blawert, C.; Ke, W. Review of studies on corrosion of magnesium alloys. Trans. Nonferrous Met. Soc. China 2006, 16, s763–s771. [Google Scholar] [CrossRef]
- Kolotyrkin, J.M. Effects of Anions on the Dissolution Kinetics of Metals. J. Electrochem. Soc. 1961, 108, 209. [Google Scholar] [CrossRef]
- Tunold, R.; Holtan, H.; Berge, M.-B.H.; Lasson, A.; Steen-Hansen, R. The corrosion of magnesium in aqueous solution containing chloride ions. Corros. Sci. 1977, 17, 353–365. [Google Scholar] [CrossRef]
- Miao, W.; Laughlin, D. Precipitation hardening in aluminum alloy 6022. Scr. Mater. 1999, 40, 873–878. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Mg | Si | Zn | Zr | Cr | Mn | Fe | Cu |
|---|---|---|---|---|---|---|---|---|---|
| 6022 Al | 98.35 | 0.61 | 0.79 | / | / | 0.03 | 0.06 | 0.11 | 0.04 |
| ZEK Mg | 0.06 | 98.06 | 0.004 | 1.44 | 0.36 | / | 0.04 | 0.01 | 0.02 |
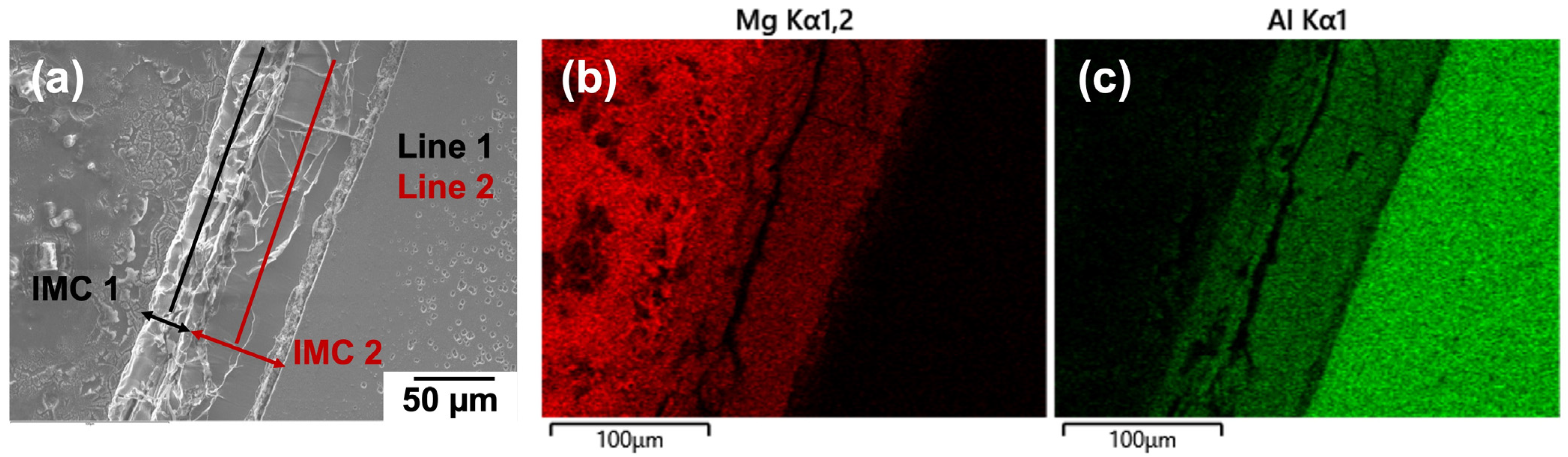
| Line Scan | Al at. % | Mg at. % | IMCs | Width (μm) |
|---|---|---|---|---|
| Line 1 | 41.80 | 58.20 | Al12Mg17 | 25 |
| Line 2 | 61.37 | 38.63 | Al3Mg2 | 65 |
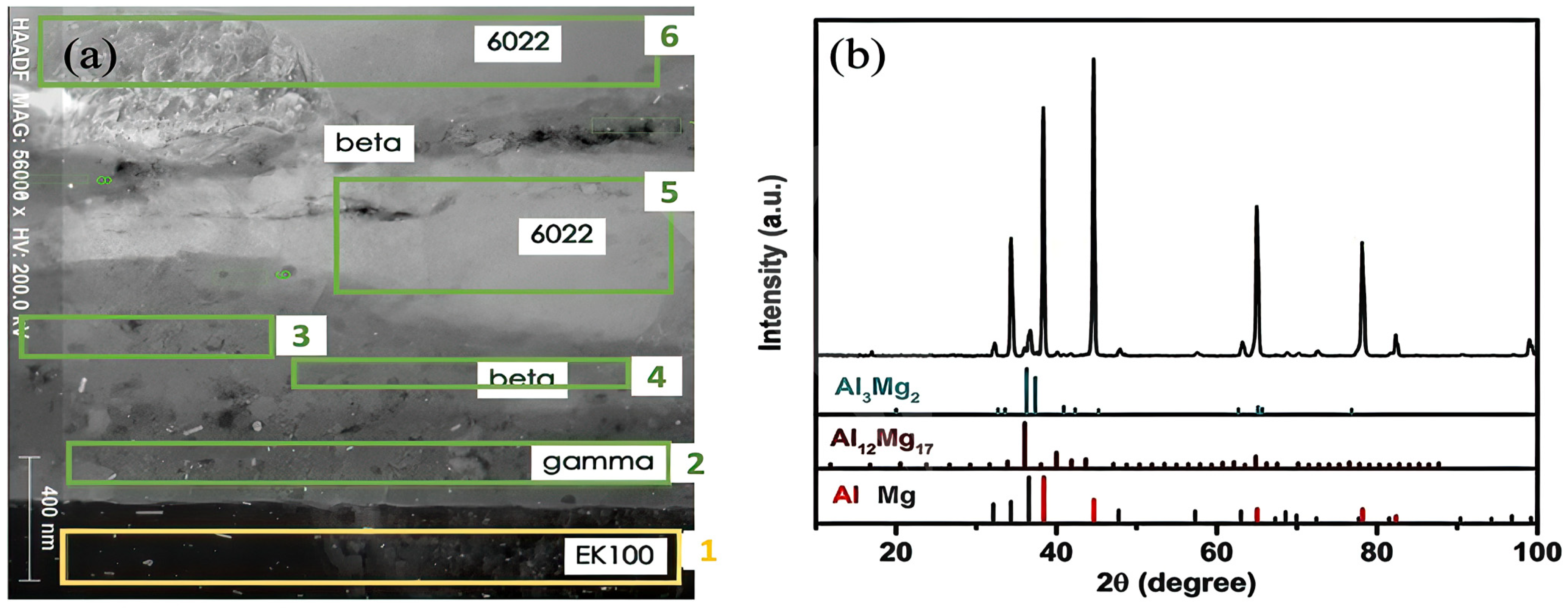
| Region | Al at. % | Mg at. % | IMC Detected |
|---|---|---|---|
| 1 | 96 | 1 | ZEK100 Mg |
| 2 | 36 | 57 | γ-Al12Mg17 |
| 3 | 57 | 39 | β-Al3Mg2 |
| 4 | 57 | 39 | β-Al3Mg2 |
| 5 | 93 | 4 | 6022 Al |
| 6 | 3 | 95 | 6022 Al |
| 6022 Al | ZEK Mg | Al WZ | Mg WZ | |
|---|---|---|---|---|
| Ecorr (V) | −0.79 | −1.69 | −1.34 | −1.40 |
| icorr (A/cm2) | 8.29 × 10−7 | 3.68 × 10−4 | 6.27 × 10−4 | 7.53 × 10−4 |
| βa (V dec−1) | 0.21 | 0.16 | 0.06 | 0.04 |
| βc (V dec−1) | −0.18 | −0.18 | −0.17 | −0.23 |
| 1 | 2 | 3 | 4 | 5 | 6 | Average | |
|---|---|---|---|---|---|---|---|
| Fresh | 178 | 179 | 172 | 165 | 160 | 167 | 170 |
| 8 weeks | 155 | 163 | 167 | 152 | 164 | 171 | 162 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ding, Q.; Das, H.; Upadhyay, P.; Sousa, B.C.; Karayagiz, K.; Powell, A.; Mishra, B. Microstructural, Corrosion, and Mechanical Characterization of Friction Stir Welded Al 6022-to-ZEK100 Mg Joints. Corros. Mater. Degrad. 2023, 4, 142-157. https://doi.org/10.3390/cmd4010009
Ding Q, Das H, Upadhyay P, Sousa BC, Karayagiz K, Powell A, Mishra B. Microstructural, Corrosion, and Mechanical Characterization of Friction Stir Welded Al 6022-to-ZEK100 Mg Joints. Corrosion and Materials Degradation. 2023; 4(1):142-157. https://doi.org/10.3390/cmd4010009
Chicago/Turabian StyleDing, Qingli, Hrishikesh Das, Piyush Upadhyay, Bryer C. Sousa, Kubra Karayagiz, Adam Powell, and Brajendra Mishra. 2023. "Microstructural, Corrosion, and Mechanical Characterization of Friction Stir Welded Al 6022-to-ZEK100 Mg Joints" Corrosion and Materials Degradation 4, no. 1: 142-157. https://doi.org/10.3390/cmd4010009
APA StyleDing, Q., Das, H., Upadhyay, P., Sousa, B. C., Karayagiz, K., Powell, A., & Mishra, B. (2023). Microstructural, Corrosion, and Mechanical Characterization of Friction Stir Welded Al 6022-to-ZEK100 Mg Joints. Corrosion and Materials Degradation, 4(1), 142-157. https://doi.org/10.3390/cmd4010009