
Evaluation of the Effect of Dual-Stage Aging and RRA on the Hardening and Corrosion Resistance of AW7075 Alloy



Abstract
1. Introduction
2. Material and Methodology of Research
- Temperature inside the chamber: + 35°C ± 0.4 °C;
- Brine concentration: 5.00%;
- Salt spray precipitation: 1.5 mL/h;
- Brine pH: 8.06 ± 0.6;
- pH of the collected solution: 6.90 ± 0.06;
- Density of the collected solution 1.033 ± 0.002 g/cm3;
- Test duration: 144 h.
- K—constant equal to 8.76 × 104;
- W—weight loss (g);
- A—surface area (cm2);
- T—exposure time (h);
- D—density (g/cm3).
3. Results and Discussion
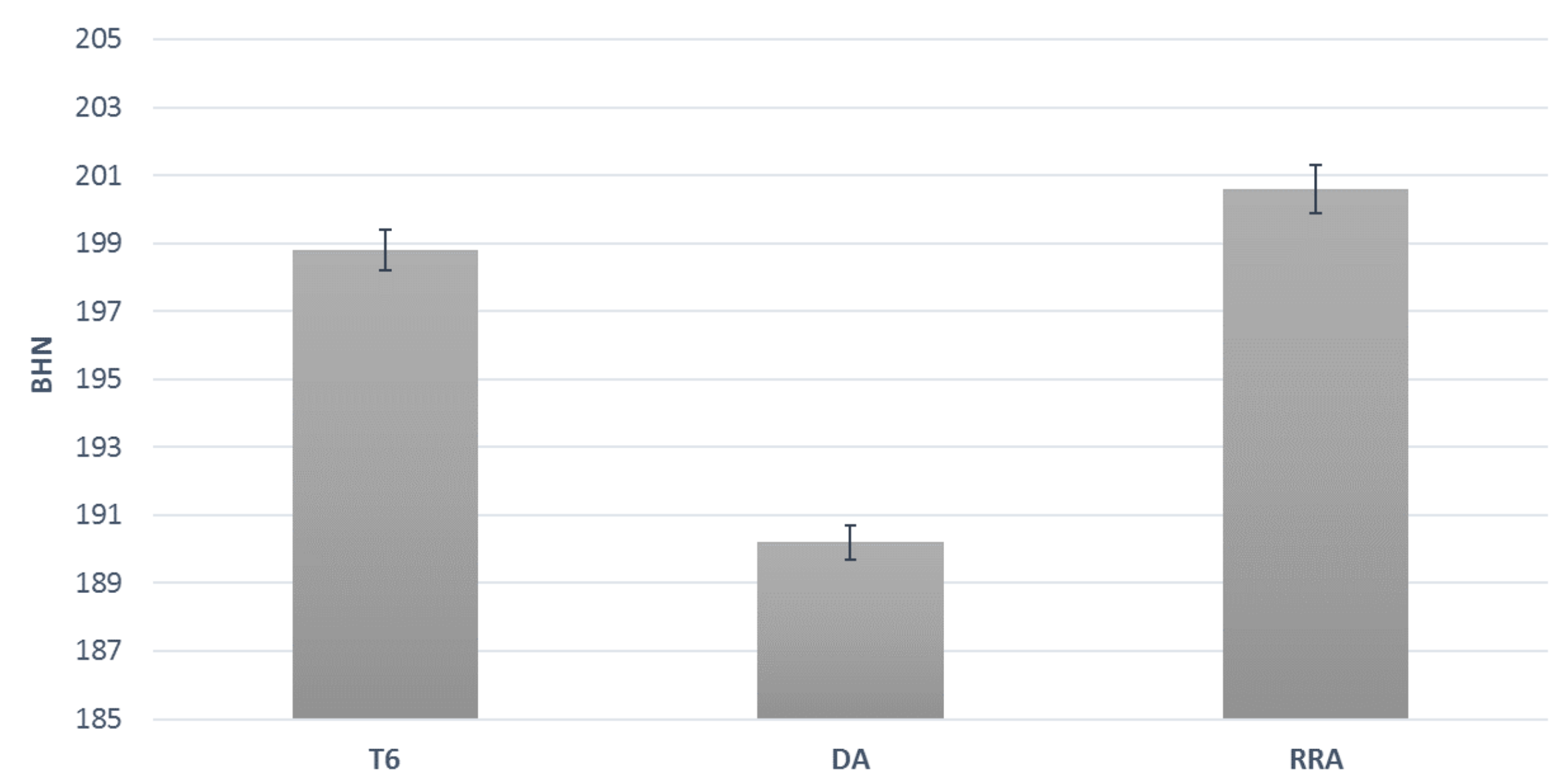
3.1. Hardness Measurements
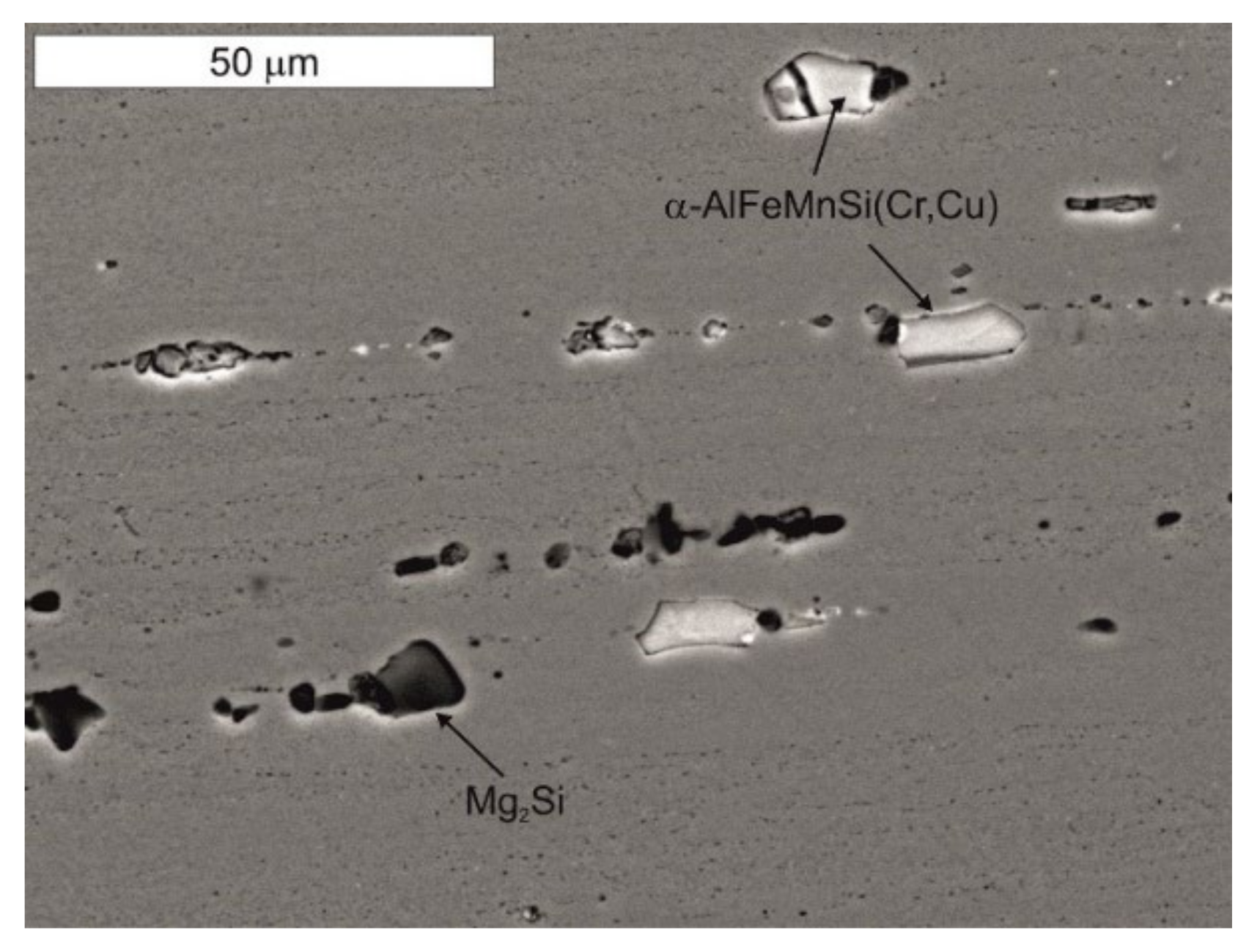
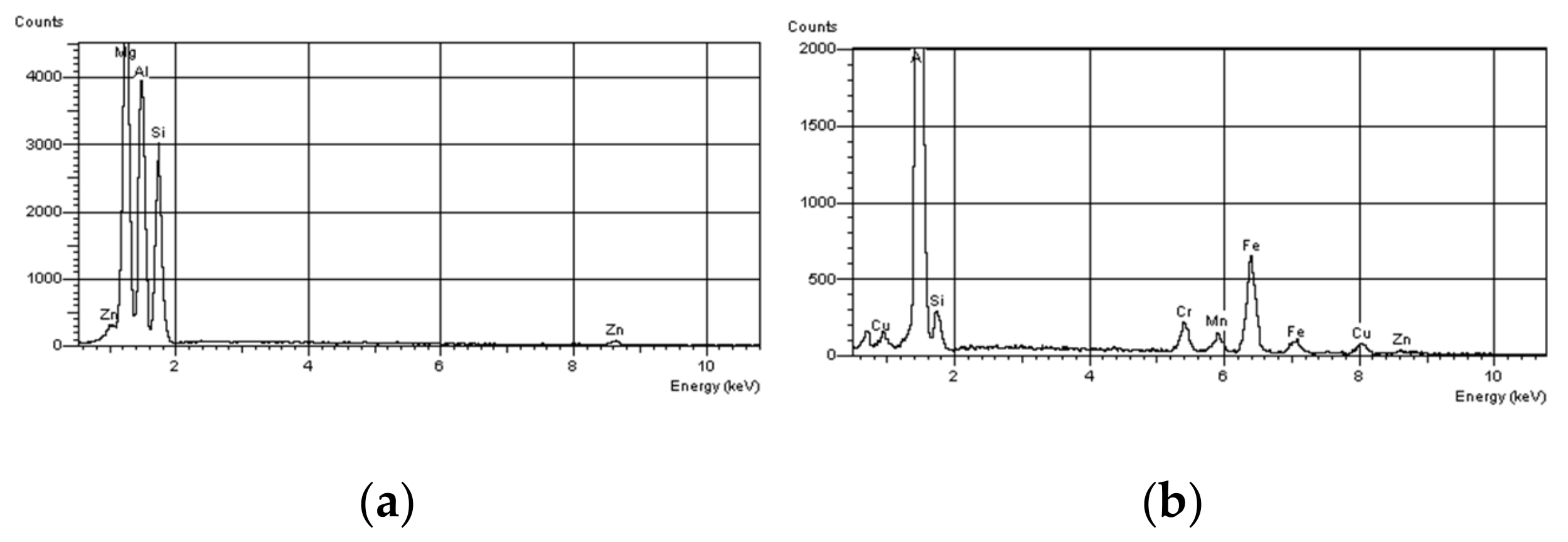
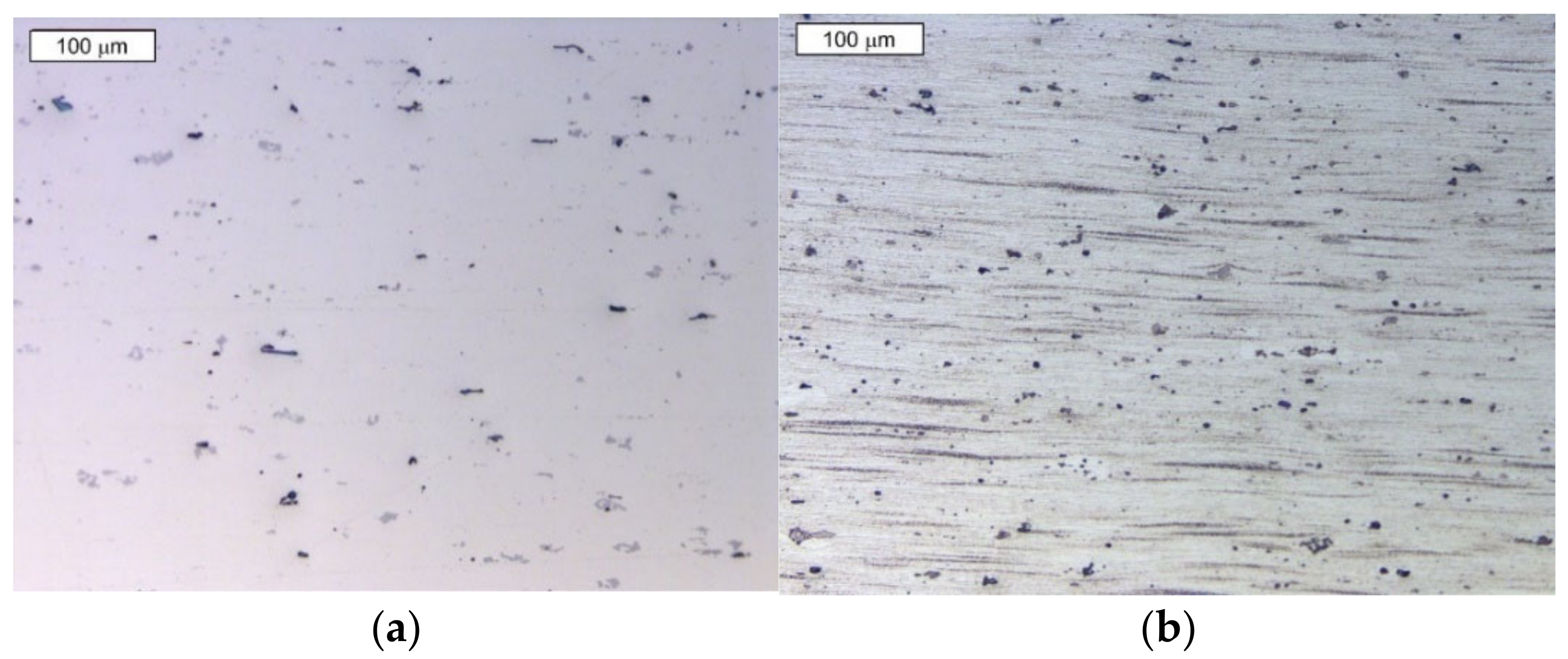
3.2. Study of Microstructure after Heat Treatment
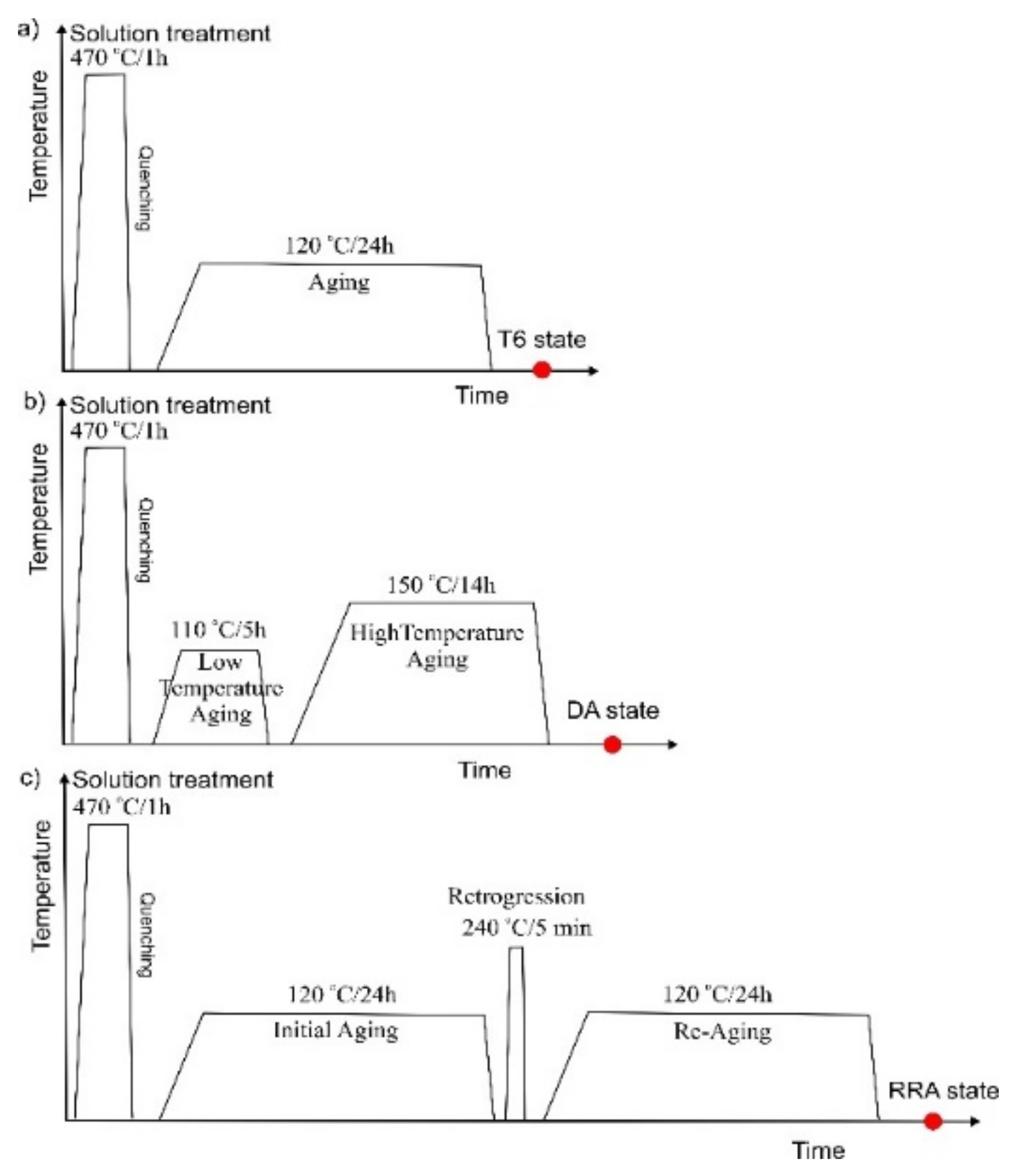
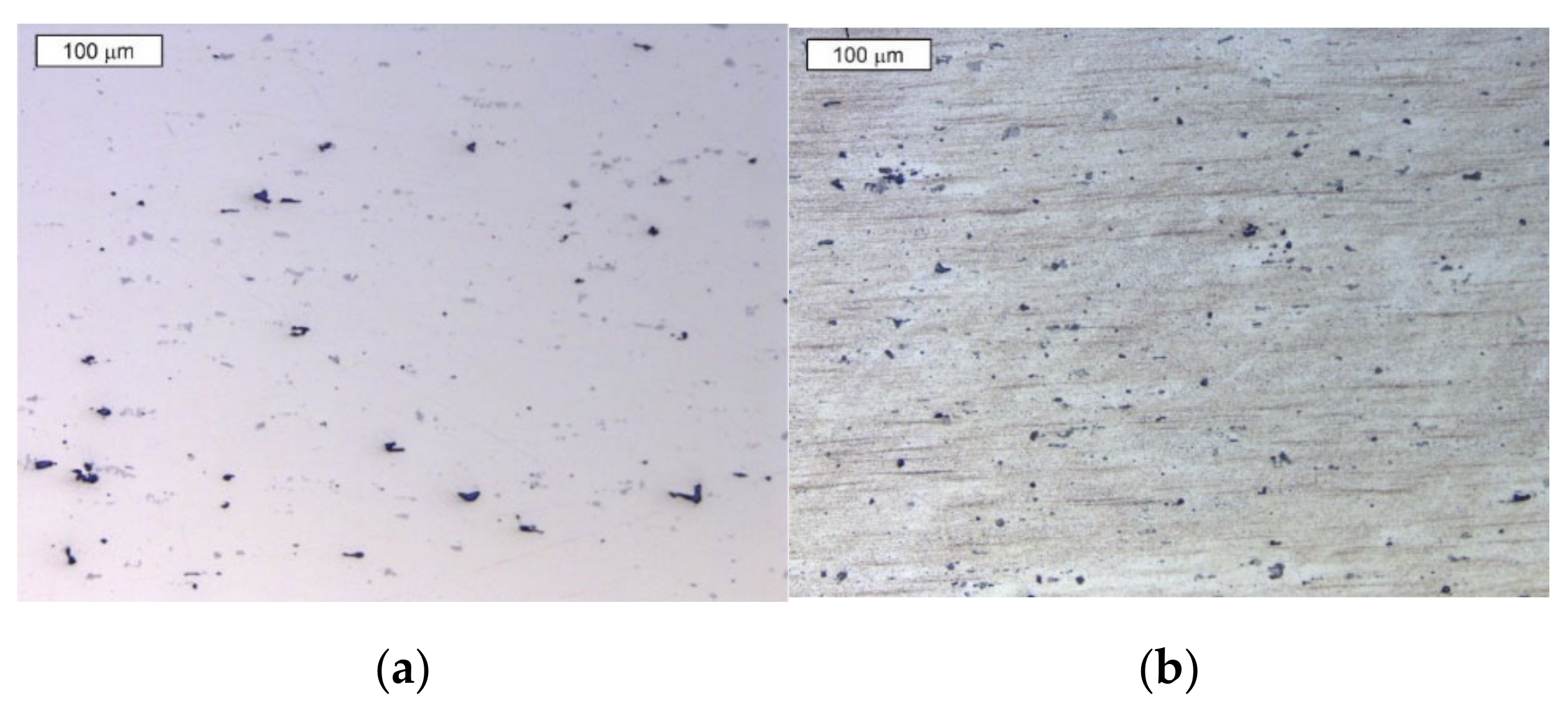
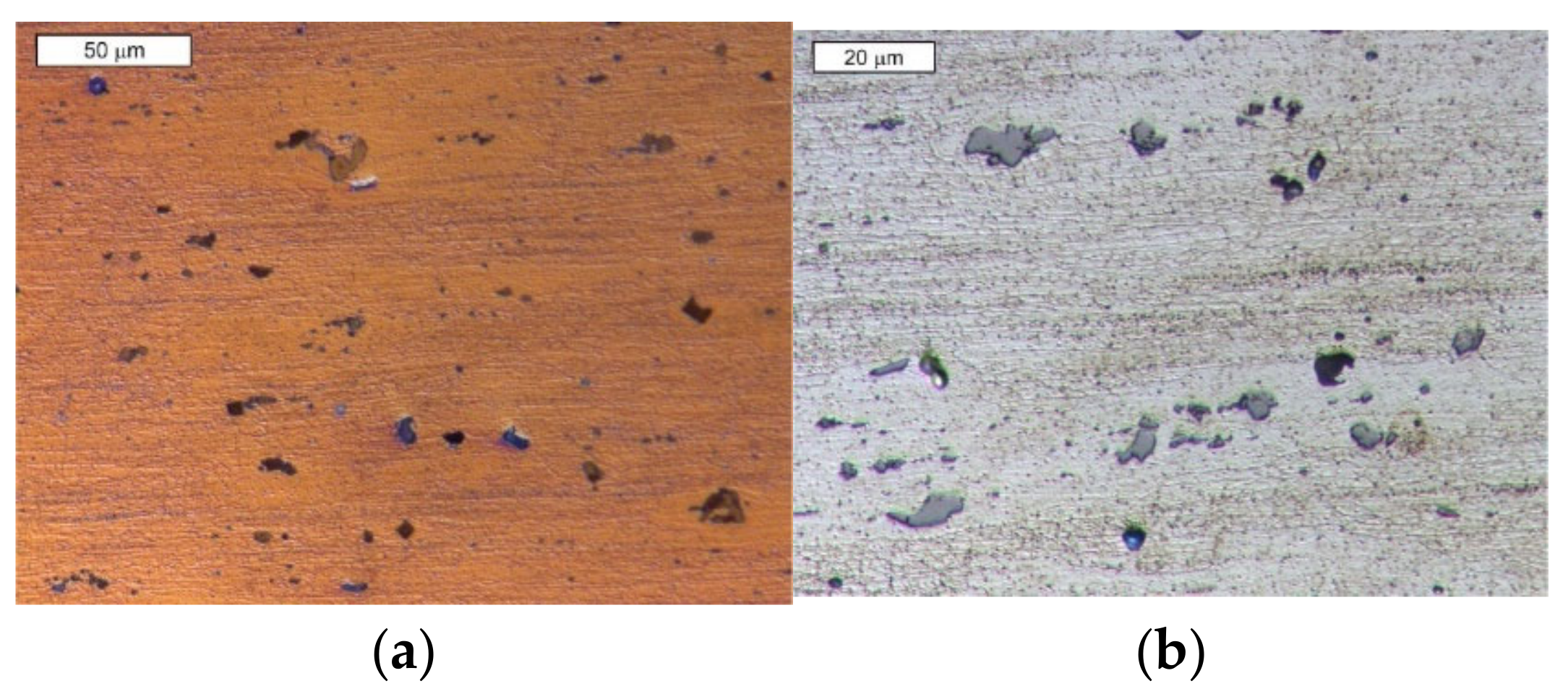
3.2.1. T6 State
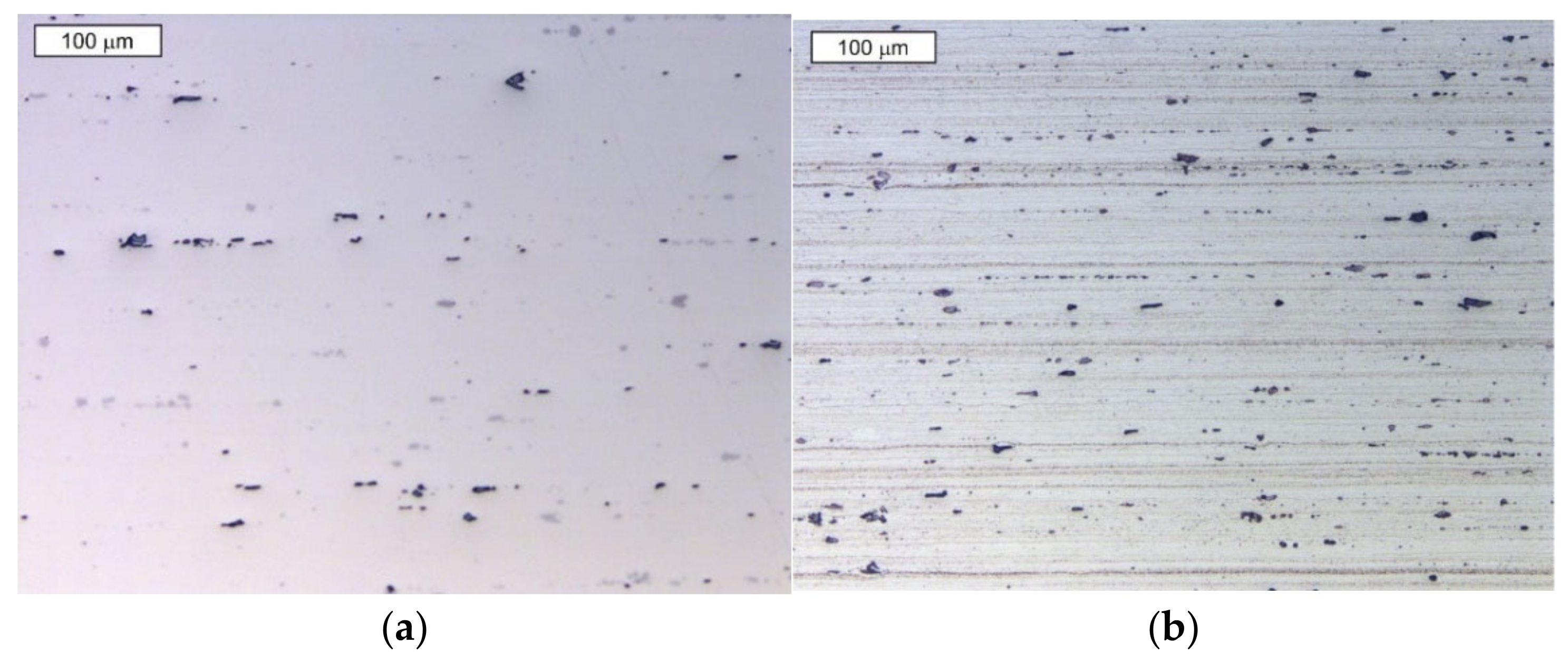
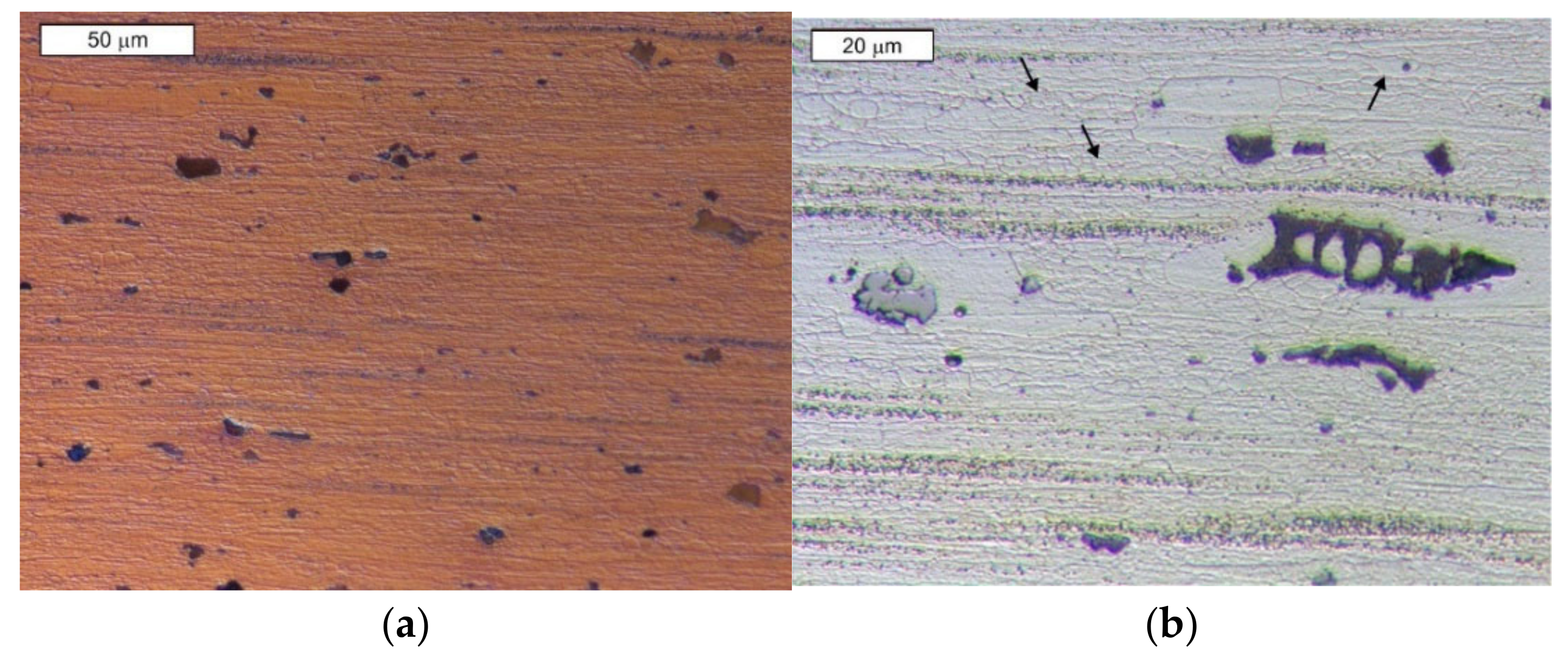
3.2.2. Double Aging (DA)
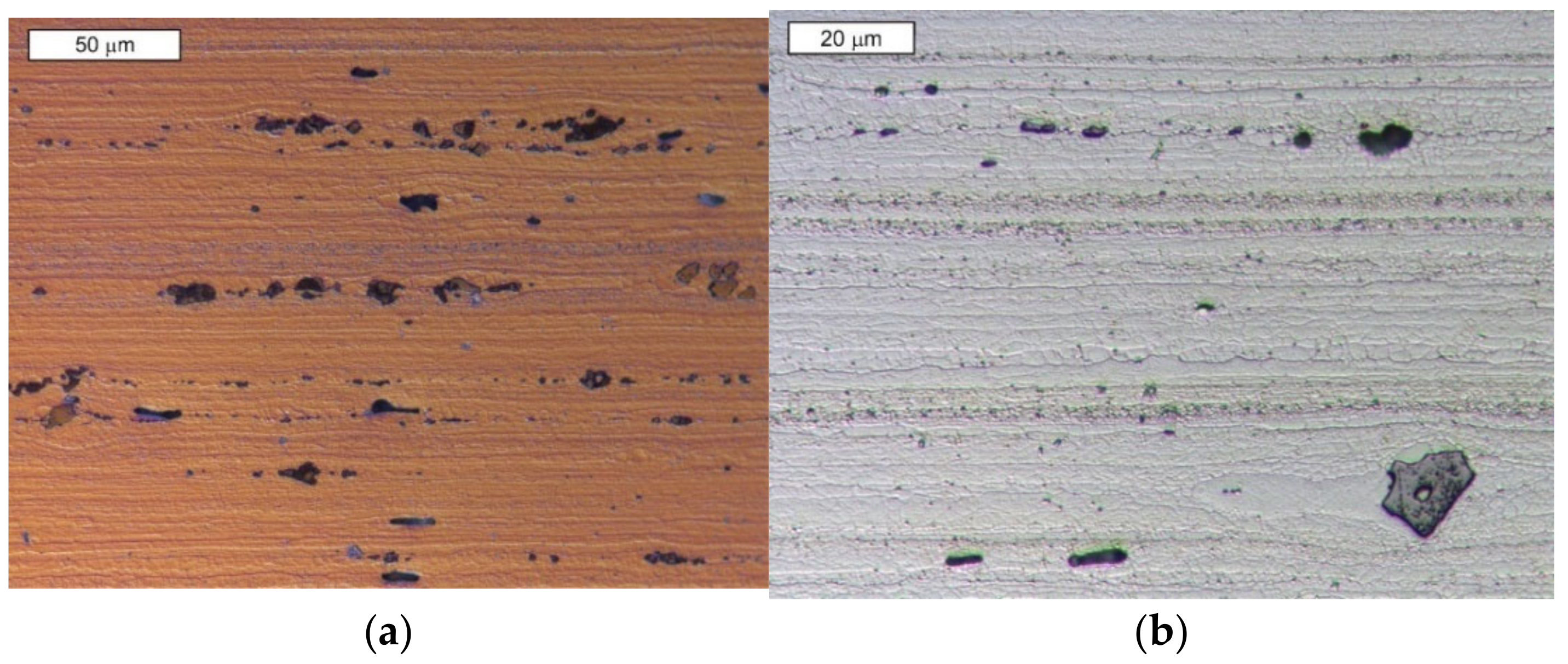
3.2.3. RRA Treatment
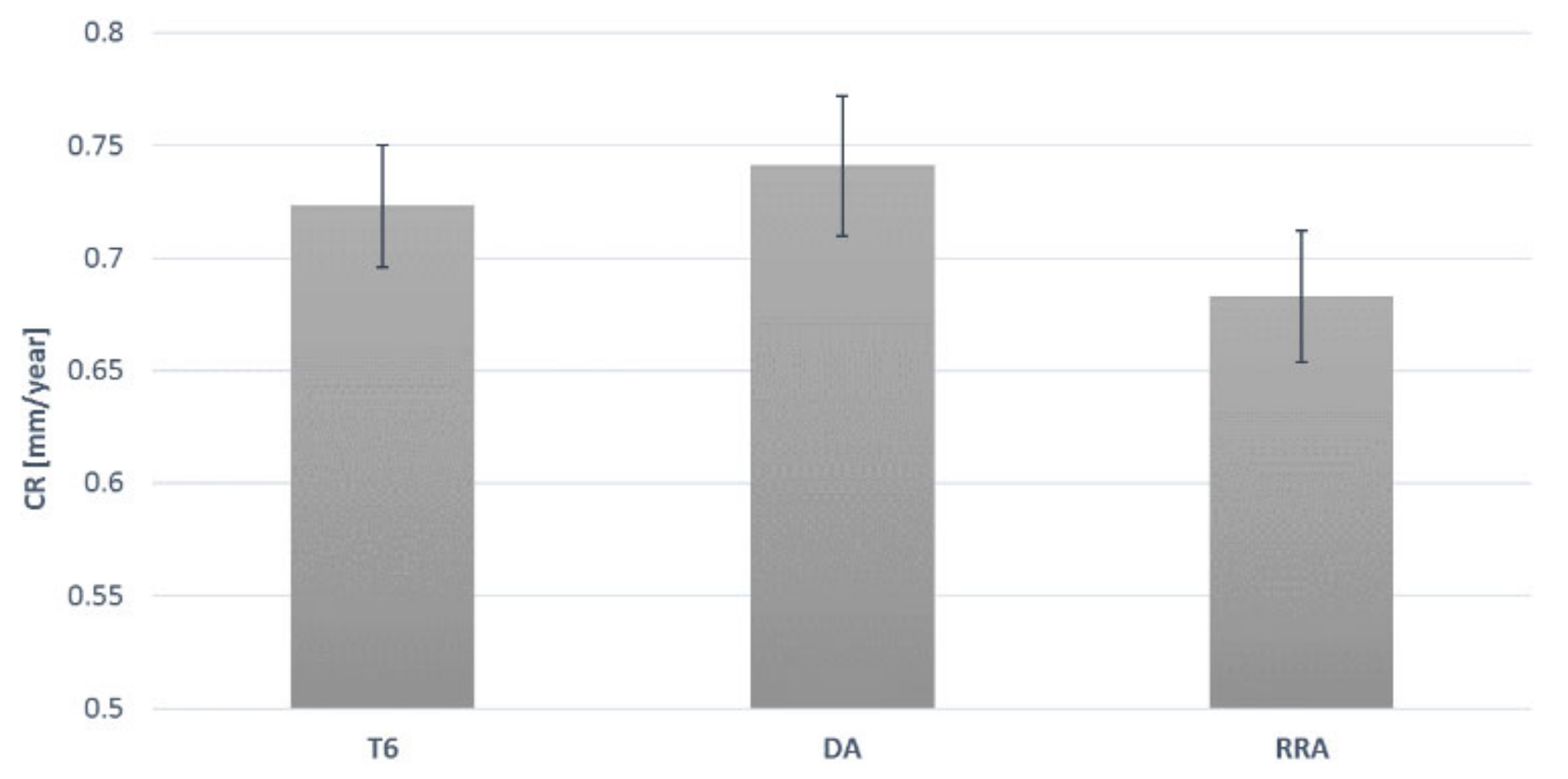
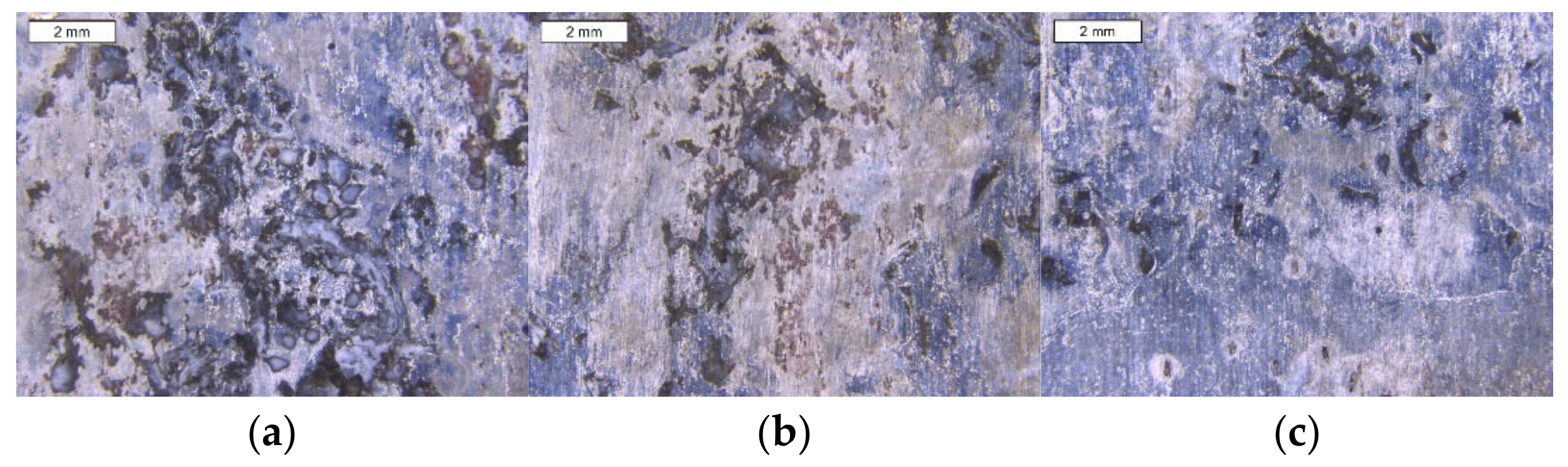
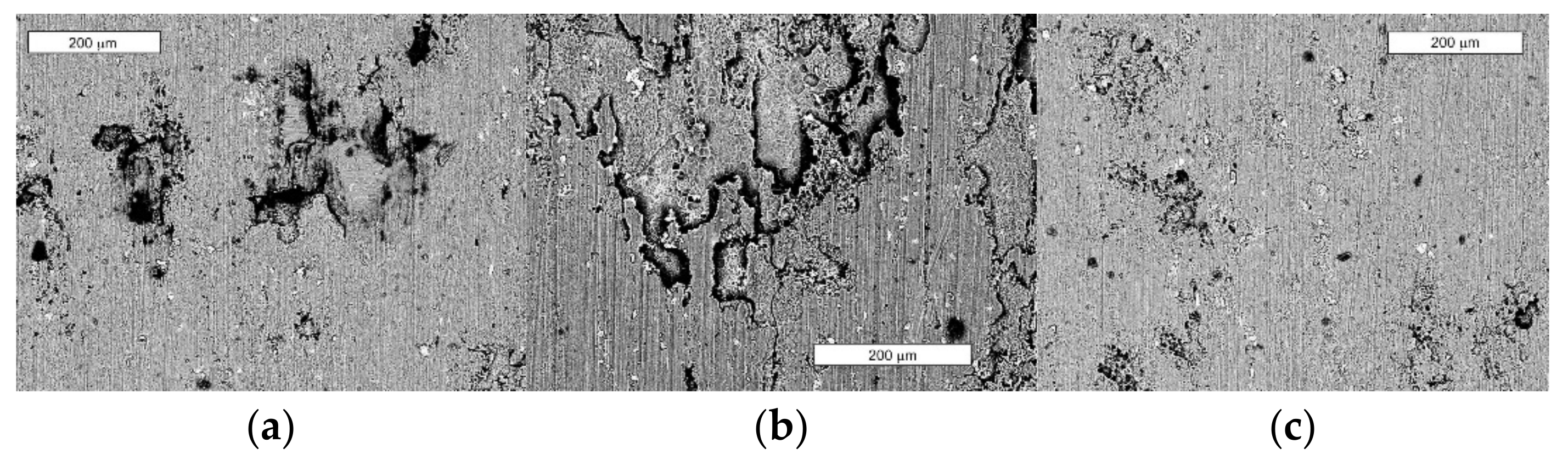
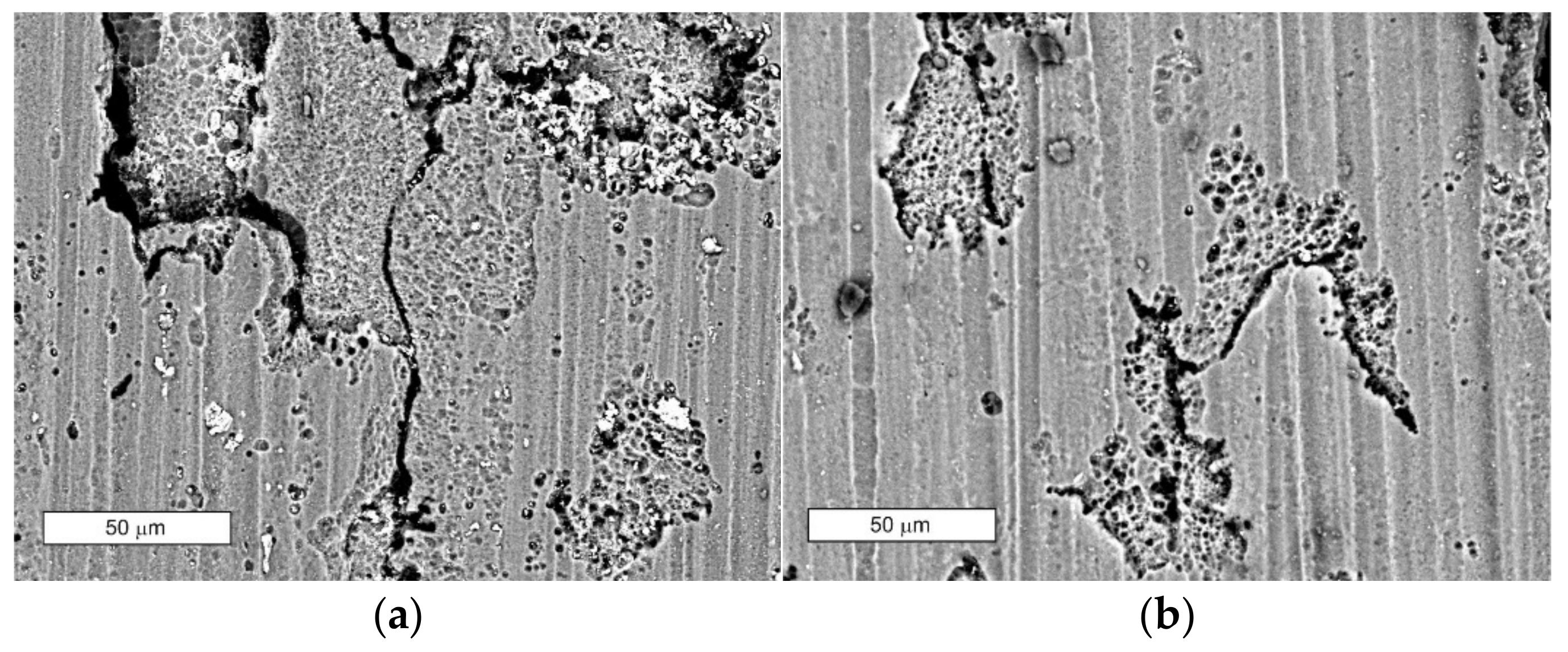
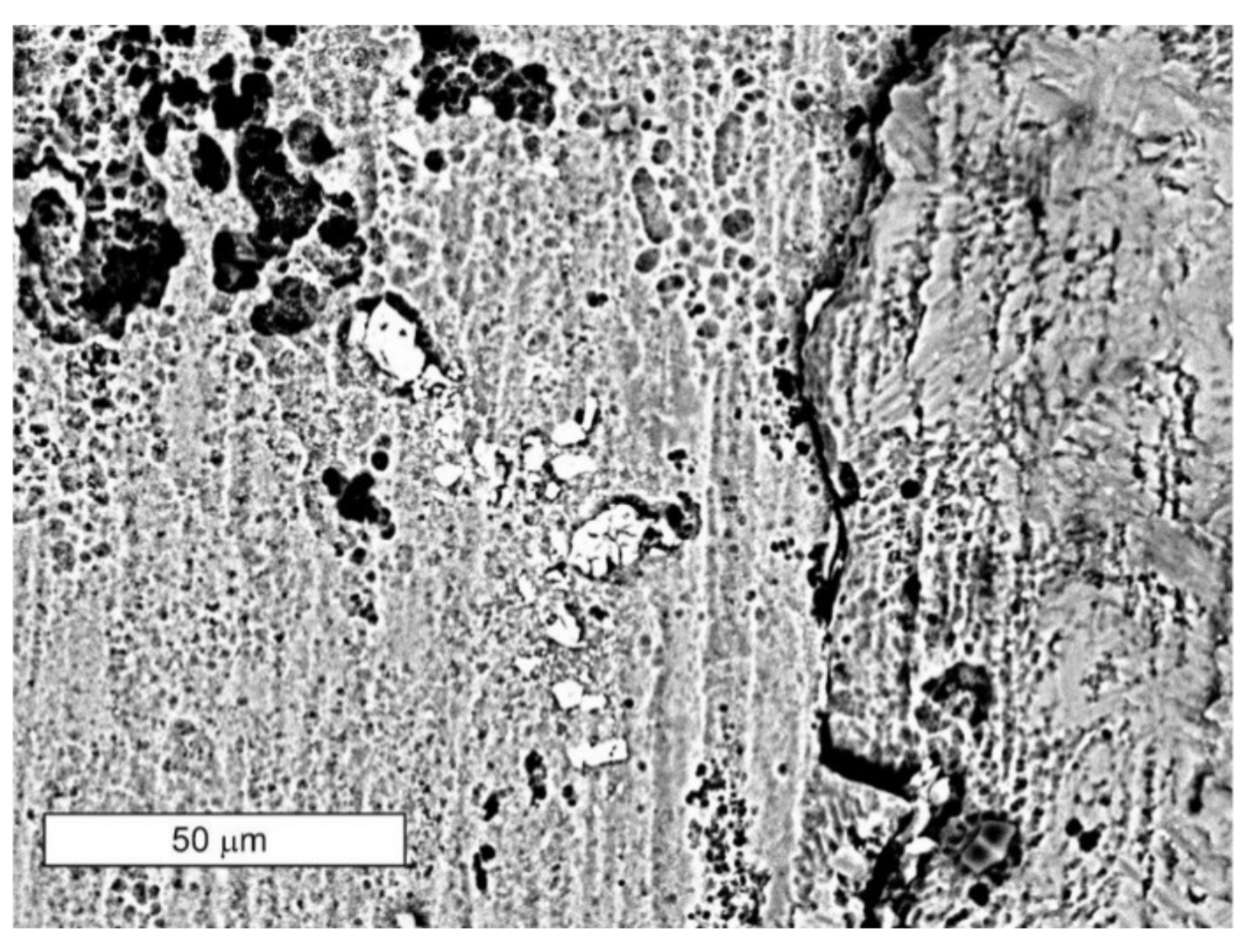
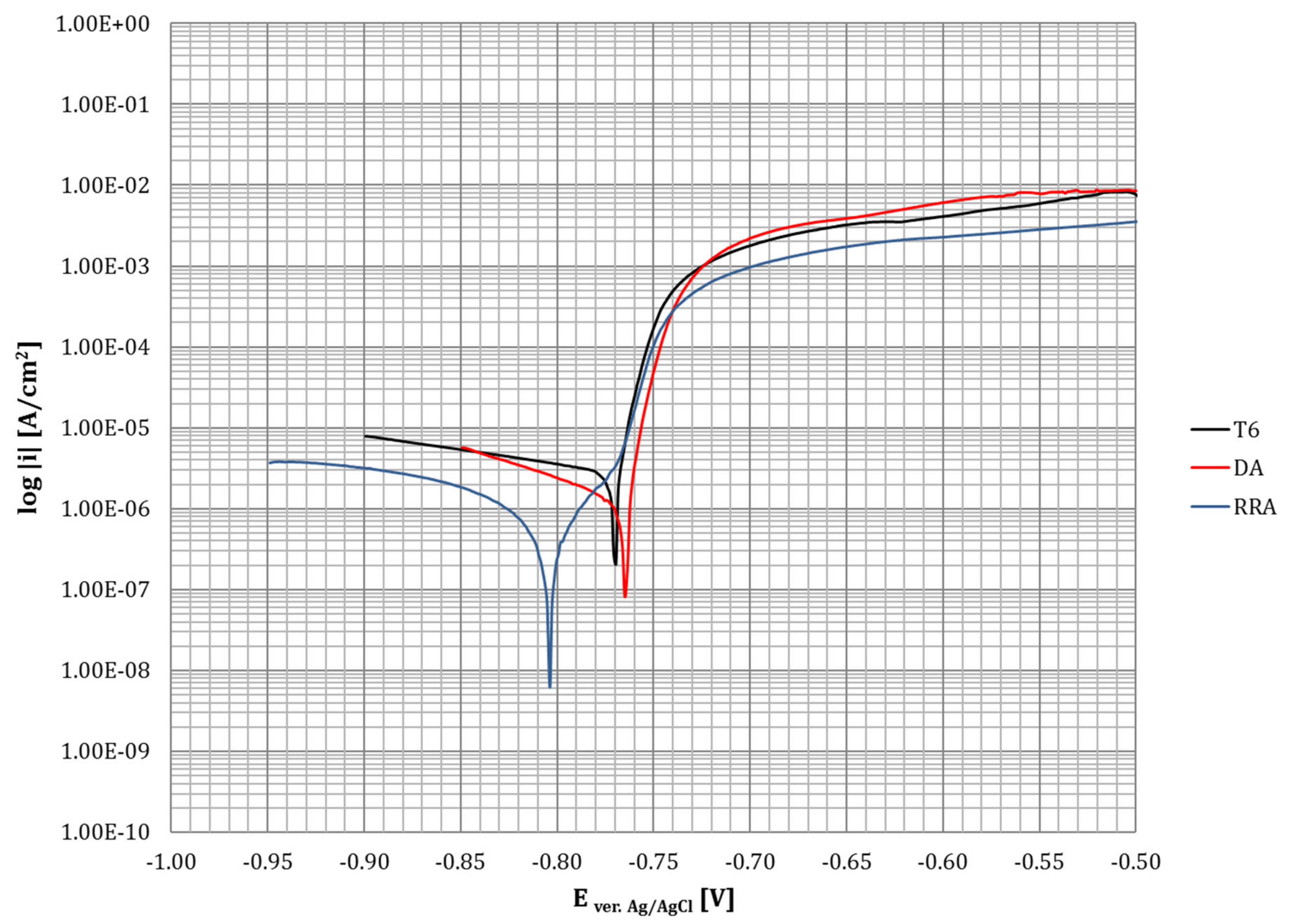
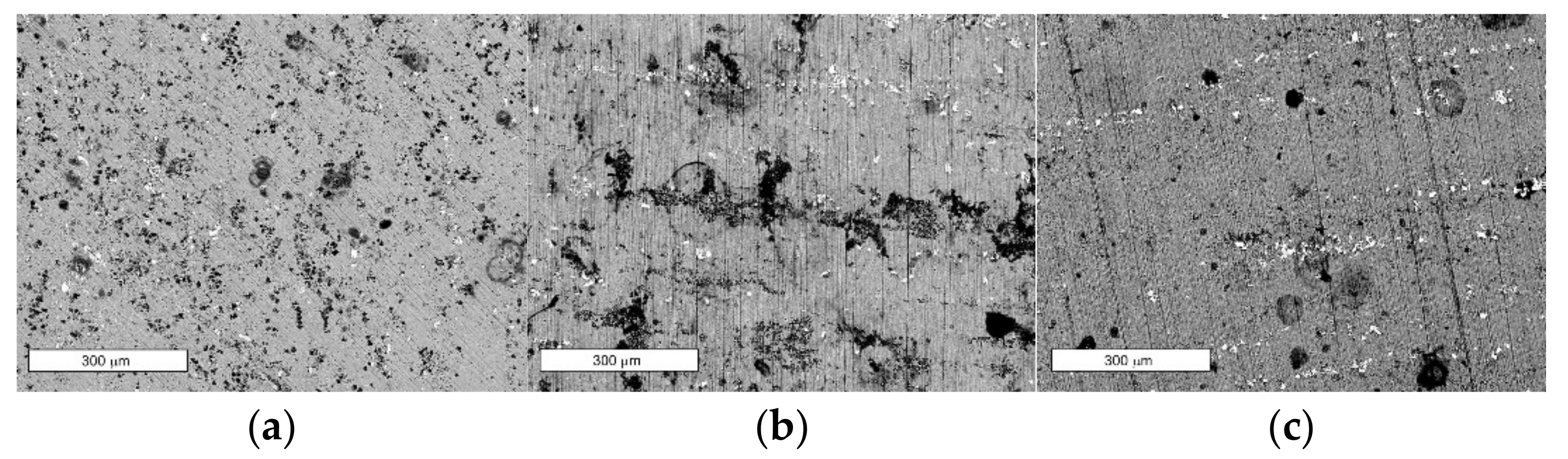
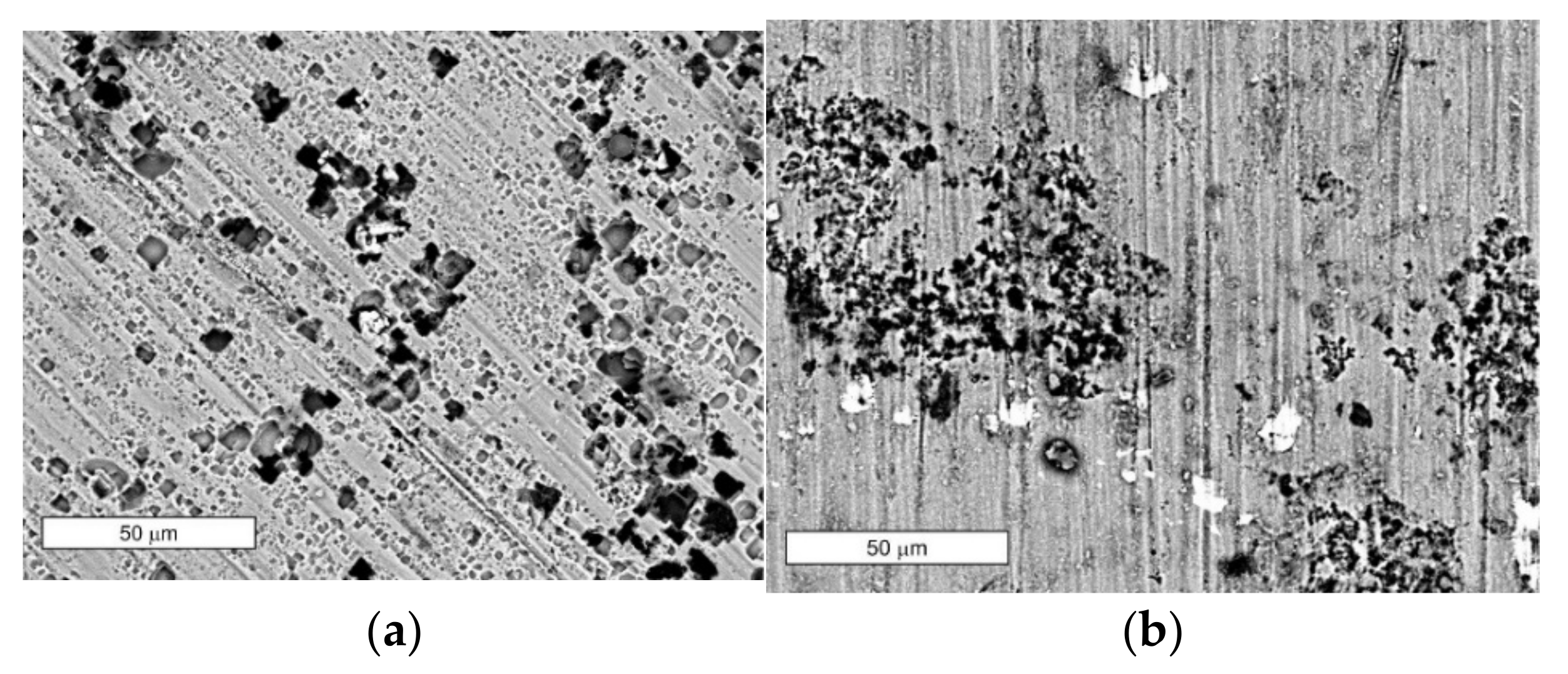
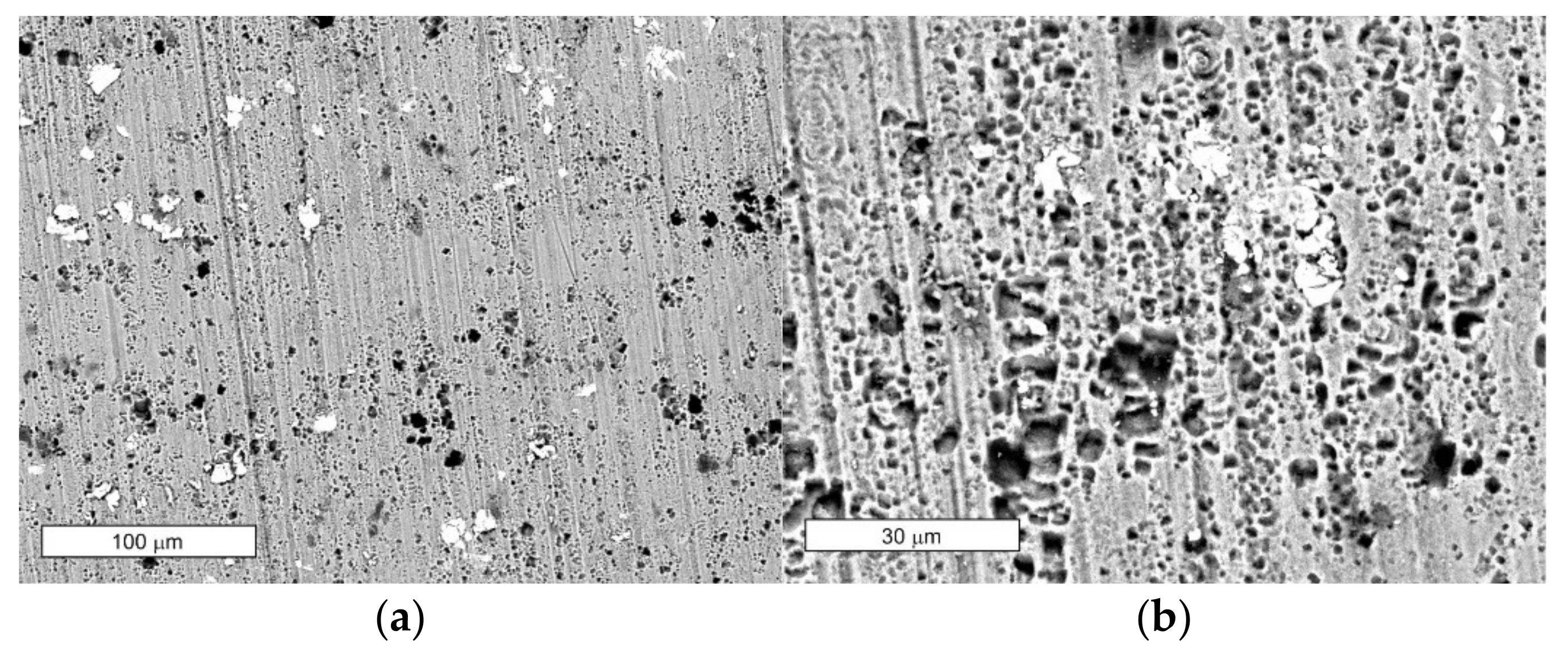
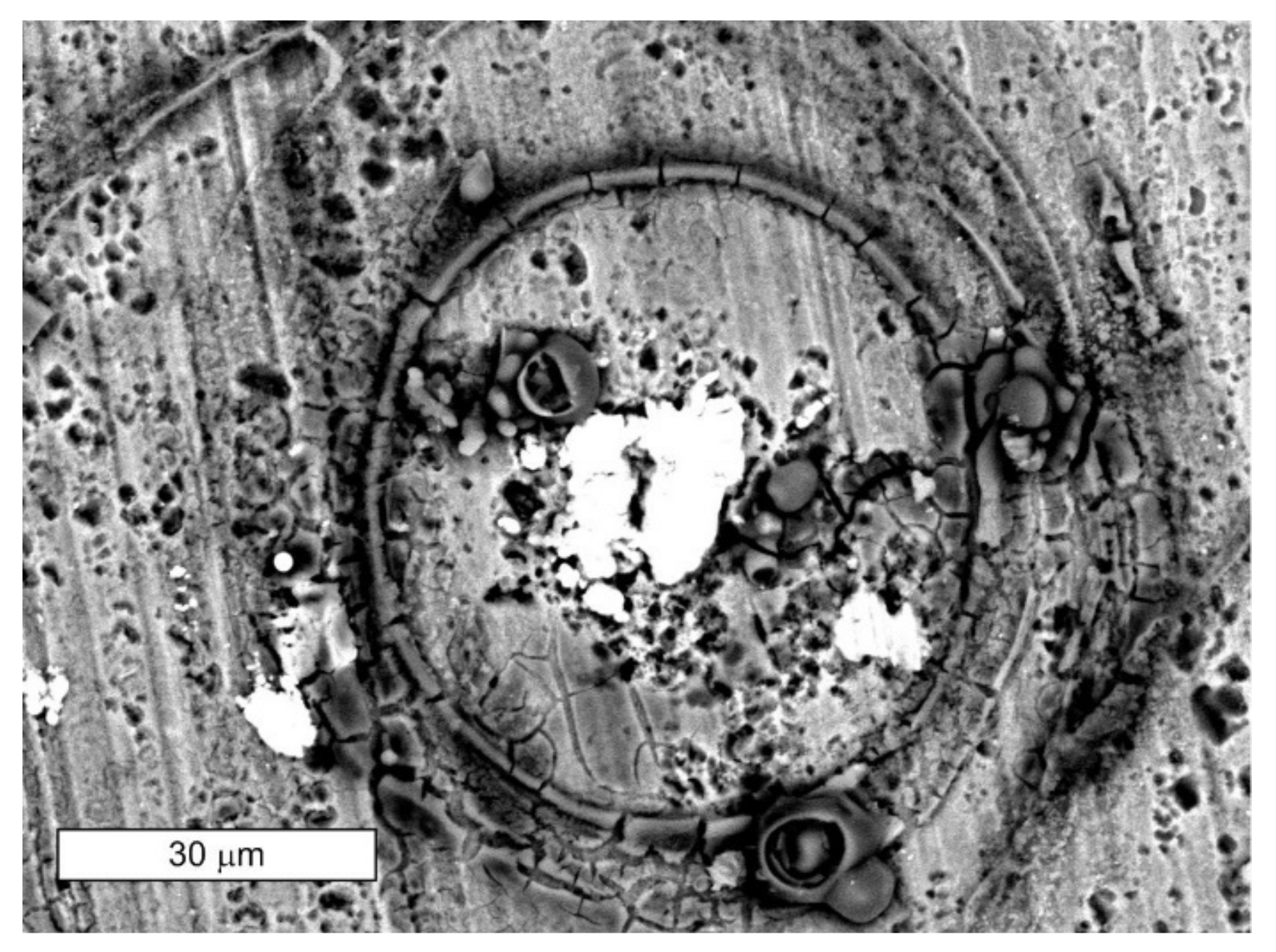
3.3. Corrosion Resistance Tests
4. Conclusions
- (1)
- RRA treatment improved the hardening of the tested alloy, which will result in better strength properties. The alloy after RRA treatment was characterized by the highest hardness. The hardness of the AW7075 alloy increased in the following order: DA < T6 < RRA.
- (2)
- The tests also revealed that the achieved increase in hardening was correlated with the preservation of high resistance to general corrosion of the alloy after RRA treatment. The corrosion rate determined after the salt spray tests can be arranged in the following order: RRA < T6 ≈ DA.
- (3)
- Higher polarization resistance and corrosion rate density values also indicated better corrosion resistance of the material after RRA treatment. However, this was accompanied by a decrease in corrosion and open-circuit potential values. The corrosion potential value can be presented in increasing order: RRA < T6 ≈ DA.
- (4)
- Nevertheless, it should be remembered that resistance to one type of corrosion does not ensure resistance to the others. At the same time, the literature analysis showed that RRA treatment provides better resistance to stress corrosion cracking and relatively good resistance to intergranular corrosion.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rometsch, P.A.; Zhang, Y.; Knight, S. Heat treatment of 7xxx series aluminium alloys—Some recent developments. Trans. Nonferrous Met. Soc. China 2014, 24, 2003–2017. [Google Scholar] [CrossRef]
- Peng, G.; Chen, K.; Chen, S.; Fang, H. Influence of repetitious-RRA treatment on the strength and SCC resistance of Al–Zn–Mg–Cu alloy. Mater. Sci. Eng. A 2011, 528, 4014–4018. [Google Scholar] [CrossRef]
- Wang, T.; Yang, L.; Tang, Z.; Liu, C.; Ma, Y.; Wu, L.; Yan, H.; Yu, Z.; Liu, W. Effect of aging treatment on microstructure, mechanical and corrosion properties of 7055 aluminum alloy prepared using powder by-product. Mater. Sci. Eng. A 2021, 822, 141606. [Google Scholar] [CrossRef]
- Li, J.; Birbilis, N.; Li, C.; Jia, Z.; Cai, B.; Zheng, Z. Influence of retrogression temperature and time on the mechanical properties and exfoliation corrosion behavior of aluminium alloy AA7150. Mater. Charact. 2009, 60, 1334–1341. [Google Scholar] [CrossRef]
- Su, R.; Qu, Y.; Li, X.; You, J.; Li, R. Effect of Retrogression and Reaging on Stress Corrosion Cracking of Spray Formed Al Alloy. Mater. Sci. Appl. 2016, 7, 1–7. [Google Scholar] [CrossRef]
- Ozer, G.; Karaaslan, A. Properties of AA7075 aluminum alloy in aging and retrogression and reaging process. Trans. Nonferrous Met. Soc. China 2017, 27, 2357–2362. [Google Scholar] [CrossRef]
- Guo, F.; Duan, S.; Wu, D.; Matsuda, K.; Wang, T.; Zou, Y. Effect of retrogression re-aging treatment on corrosion behavior of 7055 Al-Zn-Mg alloy. Mater. Res. Express 2020, 7, 106523. [Google Scholar] [CrossRef]
- Podrez-Radziszewska, M.; Jóźwik, P. Influence of heat treatment on resistance to electrochemical corrosion of the strain-hardened strips made of the Ni3Al phase based alloys. Arch. Civ. Mech. Eng. 2011, 11, 1011–1021. [Google Scholar] [CrossRef]
- Lachowicz, M.M.; Jasionowski, R. Effect of Cooling Rate at the Eutectoid Transformation Temperature on the Corrosion Resistance of Zn-4Al Alloy. Materials 2020, 13, 1703. [Google Scholar] [CrossRef]
- Golański, G.; Lachowicz, M.M. Failure cause analysis for the suspension element of boiler superheater. Eng. Fail. Anal. 2019, 105, 490–495. [Google Scholar] [CrossRef]
- Park, J.K.; Ardell, A.J. Effect of retrogression and reaging treatments on the microstructure of Ai-7075-T651. Met. Mater. Trans. A 1984, 15, 1531–1543. [Google Scholar] [CrossRef]
- Marlaud, T.; Deschamps, A.; Bley, F.; Lefebvre, W.; Baroux, B. Evolution of precipitate microstructures during the retrogression and re-ageing heat treatment of an Al–Zn–Mg–Cu alloy. Acta Mater. 2010, 58, 4814–4826. [Google Scholar] [CrossRef]
- Rao, A.U.; Vasu, V.; Govindaraju, M.; Srinadh, K.S. Stress corrosion cracking behaviour of 7xxx aluminum alloys: A literature review. Trans. Nonferrous Met. Soc. China 2016, 26, 1447–1471. [Google Scholar] [CrossRef]
- Cooper, K.R.; Kelly, R. Crack tip chemistry and electrochemistry of environmental cracks in AA 7050. Corros. Sci. 2007, 49, 2636–2662. [Google Scholar] [CrossRef]
- Puiggali, M.; Zielinski, A.; Olive, J.; Renauld, E.; Desjardins, D.; Cid, M. Effect of microstructure on stress corrosion cracking of an Al-Zn-Mg-Cu alloy. Corros. Sci. 1998, 40, 805–819. [Google Scholar] [CrossRef]
- Zieliński, A.; Chrzanowski, J.; Warmuzek, M.; Gazda, A.; Jezierska, E. Influence of retrogression and reaging on microstructure, mechanical properties and susceptibility to stress corrosion cracking of an Al-Zn-Mg alloy. Mater. Corros. 2004, 55, 77–87. [Google Scholar] [CrossRef]
- Liu, L.; Pan, Q.; Wang, X.; Xiong, S. The effects of aging treatments on mechanical property and corrosion behavior of spray formed 7055 aluminium alloy. J. Alloy. Compd. 2018, 735, 261–276. [Google Scholar] [CrossRef]
- Park, J.; Ardell, A. Microchemical analysis of precipitate free zones in 7075-A1 in the T6, T7 and RRA tempers. Acta Met. Mater. 1991, 39, 591–598. [Google Scholar] [CrossRef]
- Liu, Y.; Jiang, D.; Li, W. The effect of multistage ageing on microstructure and mechanical properties of 7050 alloy. J. Alloy. Compd. 2016, 671, 408–418. [Google Scholar] [CrossRef]
- Krishnanunni, S.; Gupta, R.; Ajithkumar, G.; Kumar, V.A.; Ghosh, R. Investigation on effect of optimized RRA in strength and SCC resistance for aluminium alloy AA7010. Mater. Today Proc. 2020, 27, 2385–2389. [Google Scholar] [CrossRef]
- Hou, Y.; Chen, L.; Li, Z.; Zhao, G.; Zhang, C. Effects of artificial aging on microstructure, mechanical properties and stress corrosion cracking of a novel high strength 7A99 Al alloy. Mater. Sci. Eng. A 2020, 780, 139217. [Google Scholar] [CrossRef]
- Wang, Y.; Jiang, H.; Li, Z.; Yan, D.; Zhang, D.; Rong, L. Two-stage double peaks ageing and its effect on stress corrosion cracking susceptibility of Al-Zn-Mg alloy. J. Mater. Sci. Technol. 2018, 34, 1250–1257. [Google Scholar] [CrossRef]
- Emani, S.V.; Benedyk, J.; Nash, P.; Chen, D. Double aging and thermomechanical heat treatment of AA7075 aluminum alloy extrusions. J. Mater. Sci. 2009, 44, 6384–6391. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, M.; Xiao, W.; Zhao, W.; Ma, C. Effects of multi-stage aging treatments on the precipitation behavior and properties of 7136 aluminum alloy. J. Alloy. Compd. 2020, 814, 152256. [Google Scholar] [CrossRef]
- Wei, L.; Han, B.; Ye, F.; Ditta, A.; Li, L.; Xu, Y.; Wu, S. Influencing mechanisms of heat treatments on microstructure and comprehensive properties of Al–Zn–Mg–Cu alloy formed by spray forming. J. Mater. Res. Technol. 2020, 9, 6850–6858. [Google Scholar] [CrossRef]
- Xiao, Y.-P.; Pan, Q.-L.; Li, W.-B.; Liu, X.-Y.; He, Y.-B. Influence of retrogression and re-aging treatment on corrosion behaviour of an Al–Zn–Mg–Cu alloy. Mater. Des. 2011, 32, 2149–2156. [Google Scholar] [CrossRef]
- Zieliński, A.; Warmuzek, M.; Gazda, A.; Jezierska, E.; Chrzanowski, J. Influence of retrogression and reaging (RRA) heat treatment on microstructure, mechanical and chemical behaviour of an Al-Zn-Mg alloy. Adv. Mater. Sci. 2002, 2, 33–69. [Google Scholar]
- Xia, P.; Liu, Z.; Bai, S.; Lu, L.; Gao, L. Enhanced fatigue crack propagation resistance in a superhigh strength Al–Zn–Mg–Cu alloy by modifying RRA treatment. Mater. Charact. 2016, 118, 438–445. [Google Scholar] [CrossRef]
- Lin, Y.; Jiang, Y.-Q.; Chen, X.-M.; Wen, D.-X.; Zhou, H.-M. Effect of creep-aging on precipitates of 7075 aluminum alloy. Mater. Sci. Eng. A 2013, 588, 347–356. [Google Scholar] [CrossRef]
- Li, Y.; Xu, G.; Liu, S.; Peng, X.; Yin, Z.; Wang, L.; Liang, X. Effect of ageing treatment on fatigue crack growth of die forged Al-5.87Zn-2.07Mg-2.42Cu alloy. Eng. Fract. Mech. 2019, 215, 251–260. [Google Scholar] [CrossRef]
- Nandana, M.S.; Bhat, K.U.; Manjunatha, C.M. Influence of retrogression and re-ageing heat treatment on the fatigue crack growth behavior of 7010 aluminum alloy. Procedia Struct. Integr. 2019, 14, 314–321. [Google Scholar] [CrossRef]
- Özer, G.; Kaya, I.; Karaaslan, A. Effects of retrogression and reaging heat treatment on the microstructure, exfoliation corrosion, electrical conductivity, and mechanical properties of AA7050. Mater. Corros. 2019, 70, 1788–1797. [Google Scholar] [CrossRef]
- Reda, Y.; Abdel-Karim, R.; Elmahallawi, I. Improvements in mechanical and stress corrosion cracking properties in Al-alloy 7075 via retrogression and reaging. Mater. Sci. Eng. A 2008, 485, 468–475. [Google Scholar] [CrossRef]
- Yang, R.X.; Liu, Z.Y.; Ying, P.Y.; Li, J.L.; Lin, L.H.; Zeng, S.M. Multistage-aging process effect on formation of GP zones and mechanical properties in Al–Zn–Mg–Cu alloy. Trans. Nonferrous Met. Soc. China 2016, 26, 1183–1190. [Google Scholar] [CrossRef]
- Xu, L.; Zhan, L.; Xu, Y.; Liu, C.; Huang, M. Thermomechanical pretreatment of Al-Zn-Mg-Cu alloy to improve formability and performance during creep-age forming. J. Mater. Process. Technol. 2021, 293, 117089. [Google Scholar] [CrossRef]
- Yuan, Z.-S.; Lu, Z.; Xie, Y.-H.; Dai, S.-L.; Liu, C.-S. Effects of RRA Treatments on Microstructures and Properties of a New High-strength Aluminum-Lithium Alloy-2A97. Chin. J. Aeronaut. 2007, 20, 187–192. [Google Scholar] [CrossRef][Green Version]
- Mayén, J.; Abúndez, A.; Porcayo-Calderón, J.; Pereyra, I.; Serna, S.; Puente-Lee, I.; Salinas-Bravo, V.M.; Torres-Islas, Á. Part 1: Design and development of new sustainable coatings applied on aluminium 6061 alloy-RRA heat treated for engineering applications. Surf. Coatings Technol. 2017, 328, 488–498. [Google Scholar] [CrossRef]
- Mayén, J.; Abúndez-Pliego, A.; Pereyra, I.; Alcudia, E.; Porcayo-Calderón, J.; Colín, J.; Campillo, B. Correlation between mechanical properties and corrosion behavior of an Al 6061 alloy coated by 5% CH3COOH pressurized steam and RRA heat treated. Surf. Coatings Technol. 2017, 309, 344–354. [Google Scholar] [CrossRef]
- Ren, J.; Wang, R.; Peng, C.; Zhang, H.; Xu, C.; Wu, Y.; Feng, Y. Effect of repetitious retrogression and re-aging treatment on the microstructure, strength and corrosion behavior of powder hot-extruded 7055 Al alloy. Mater. Charact. 2020, 162, 110190. [Google Scholar] [CrossRef]
- Liu, Y.; Pan, Q.; Li, H.; Huang, Z.; Ye, J.; Li, M. Revealing the evolution of microstructure, mechanical property and corrosion behavior of 7A46 aluminum alloy with different ageing treatment. J. Alloy. Compd. 2019, 792, 32–45. [Google Scholar] [CrossRef]
- Wang, Y.; Cao, L.; Wu, X.; Tong, X.; Liao, B.; Huang, G.; Wang, Z. Effect of retrogression treatments on microstructure, hardness and corrosion behaviors of aluminum alloy 7085. J. Alloy. Compd. 2020, 814, 152264. [Google Scholar] [CrossRef]
- Sun, Y.; Pan, Q.; Lin, S.; Zhao, X.; Liu, Z.; Li, W.; Wang, G. Effects of critical defects on stress corrosion cracking of Al–Zn–Mg–Cu–Zr alloy. J Mater. Res. Technol. 2021, 12, 1303–1318. [Google Scholar] [CrossRef]
- Ren, J.; Wang, R.; Peng, C.; Feng, Y. Multistage aging treatment influenced precipitate characteristics improve mechanical and corrosion properties in powder hot-extruded 7055 Al alloy. Mater. Charact. 2020, 170, 110683. [Google Scholar] [CrossRef]
- Tian, Q.; Yang, Q.-M.; Lin, Y.-C.; Wang, J.-Q.; Zhu, X.-H. Effects of Aging Treatment on Corrosion Behavior of a Tensile Deformed Al-Cu-Mn-Fe-Zr Alloy in 3.5% NaCl Solution. Materials 2021, 14, 5062. [Google Scholar] [CrossRef] [PubMed]
- Marlaud, T.; Deschamps, A.; Bley, F.; Lefebvre, W.; Baroux, B. Influence of alloy composition and heat treatment on precipitate composition in Al–Zn–Mg–Cu alloys. Acta Mater. 2010, 58, 248–260. [Google Scholar] [CrossRef]
- Kumar, S.; Namboodhiri, T.K.G. Precipitation hardening and hydrogen embrittlement of aluminum alloy AA7020. Bull. Mater. Sci. 2011, 34, 311–321. [Google Scholar] [CrossRef]
- Zhao, H.; Gault, B.; Ponge, D.; Raabe, D. Reversion and re-aging of a peak aged Al-Zn-Mg-Cu alloy. Scr. Mater. 2020, 188, 269–273. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Zn | Mg | Cu | Fe | Cr | Si | Mn | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|
| Content [%] | 5.42 | 2.34 | 1.45 | 0.39 | 0.26 | 0.12 | 0.10 | 0.03 | rest |
| STAN | E0 (I = 0) [mV] | Ecorr vs Ag/AgCl [mV] | icorr [µA/cm2] | Rp [Ohm·cm2] |
|---|---|---|---|---|
| T6 | −771 ± 3 | −769 ± 4 | 1.94 ± 0.21 | 2135 ± 22 |
| DA | −766 ± 4 | −765 ± 2 | 0.79 ± 0.15 | 3438 ± 44 |
| RRA | −805 ± 7 | −802 ± 3 | 0.31 ± 0.11 | 14 801 ± 103 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ładak, A.; Cichoń, M.; Lachowicz, M. Evaluation of the Effect of Dual-Stage Aging and RRA on the Hardening and Corrosion Resistance of AW7075 Alloy. Corros. Mater. Degrad. 2022, 3, 142-159. https://doi.org/10.3390/cmd3010008
Ładak A, Cichoń M, Lachowicz M. Evaluation of the Effect of Dual-Stage Aging and RRA on the Hardening and Corrosion Resistance of AW7075 Alloy. Corrosion and Materials Degradation. 2022; 3(1):142-159. https://doi.org/10.3390/cmd3010008
Chicago/Turabian StyleŁadak, Aleksandra, Mateusz Cichoń, and Marzena Lachowicz. 2022. "Evaluation of the Effect of Dual-Stage Aging and RRA on the Hardening and Corrosion Resistance of AW7075 Alloy" Corrosion and Materials Degradation 3, no. 1: 142-159. https://doi.org/10.3390/cmd3010008
APA StyleŁadak, A., Cichoń, M., & Lachowicz, M. (2022). Evaluation of the Effect of Dual-Stage Aging and RRA on the Hardening and Corrosion Resistance of AW7075 Alloy. Corrosion and Materials Degradation, 3(1), 142-159. https://doi.org/10.3390/cmd3010008