
Alternative Fuel Substitution Improvements in Low NOx In-Line Calciners

 ,
,  ,
,
Abstract
1. Introduction
2. Literature Review
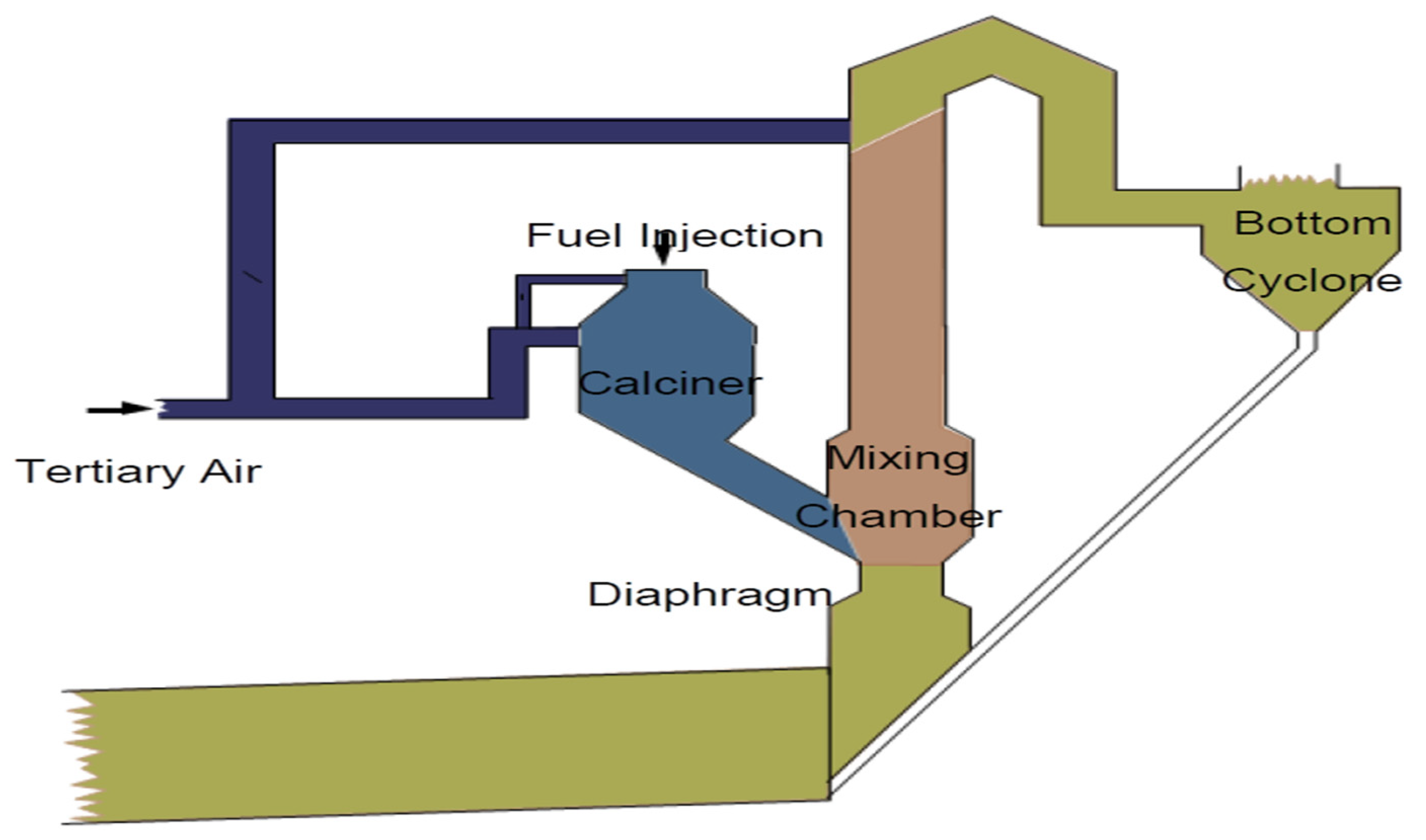
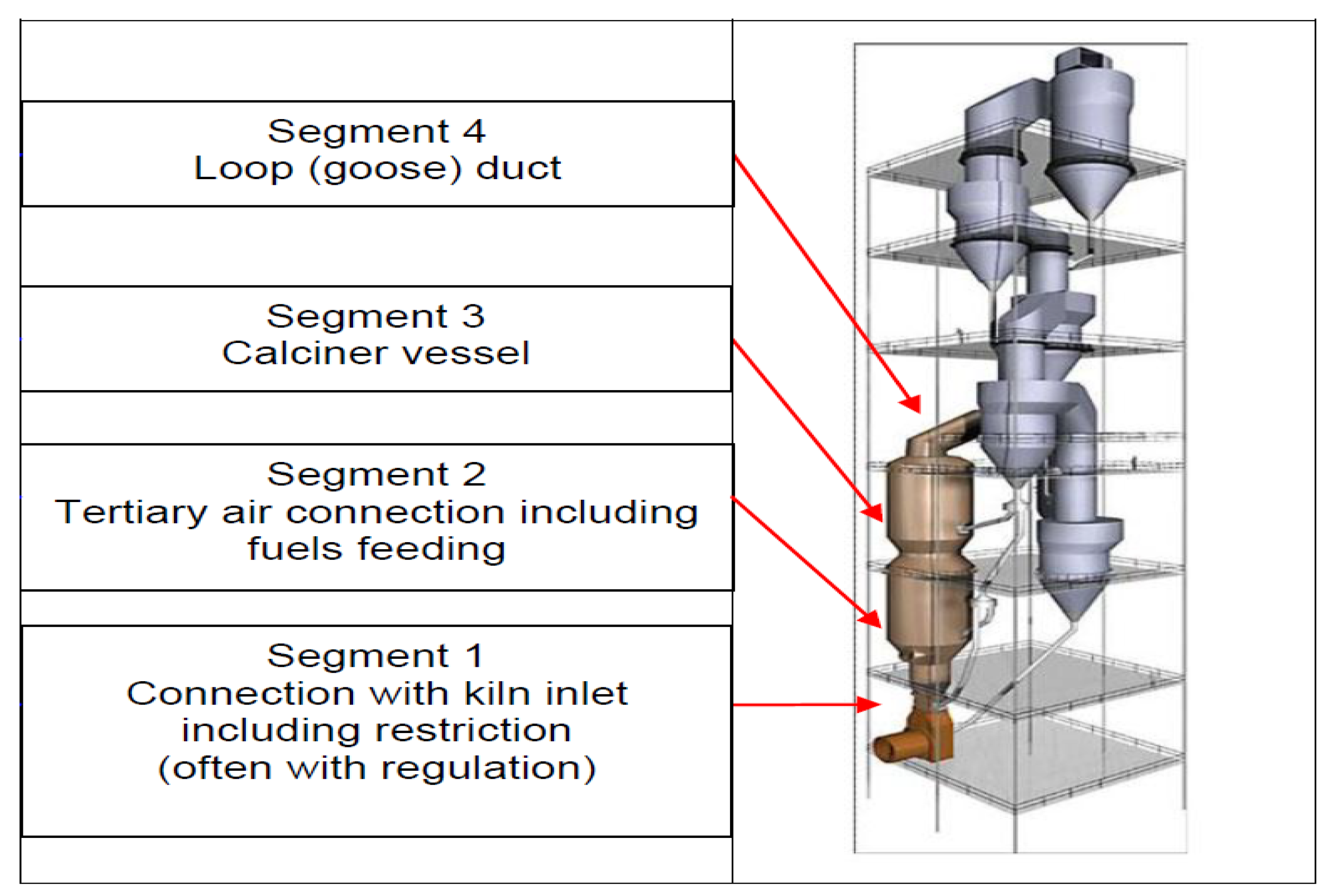
2.1. In-Line Calciner (Il-Calciner)
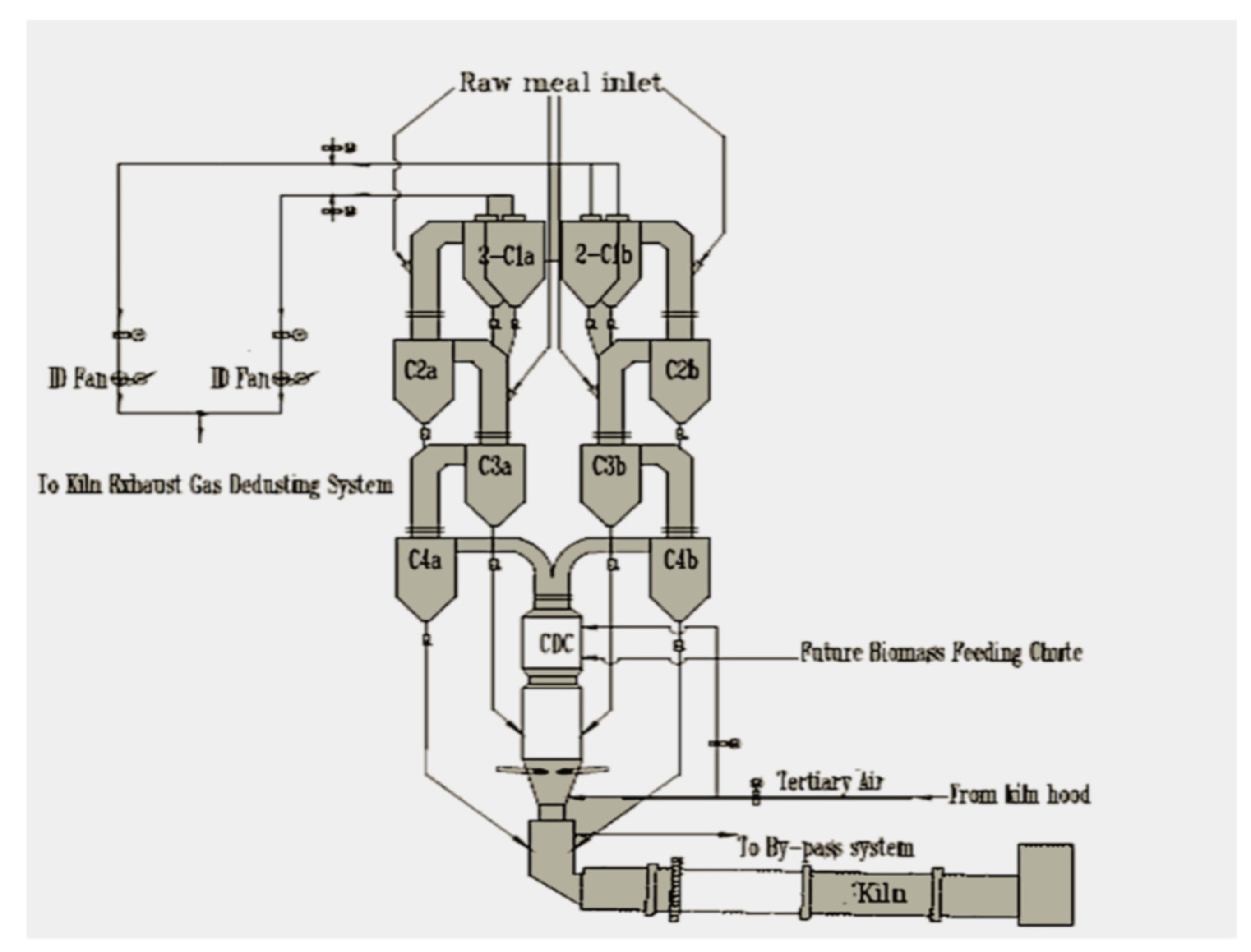
2.2. CDC (Chengdu Design Calciner)-CALCINER
2.3. Tertiary Air Ducts
- Shape and route;
- Air velocity;
- Splitting of tertiary air, also for low NOx purposes;
- Process measurement.
2.3.1. Shape and Route
2.3.2. Air Velocity
2.3.3. Split of Tertiary Air
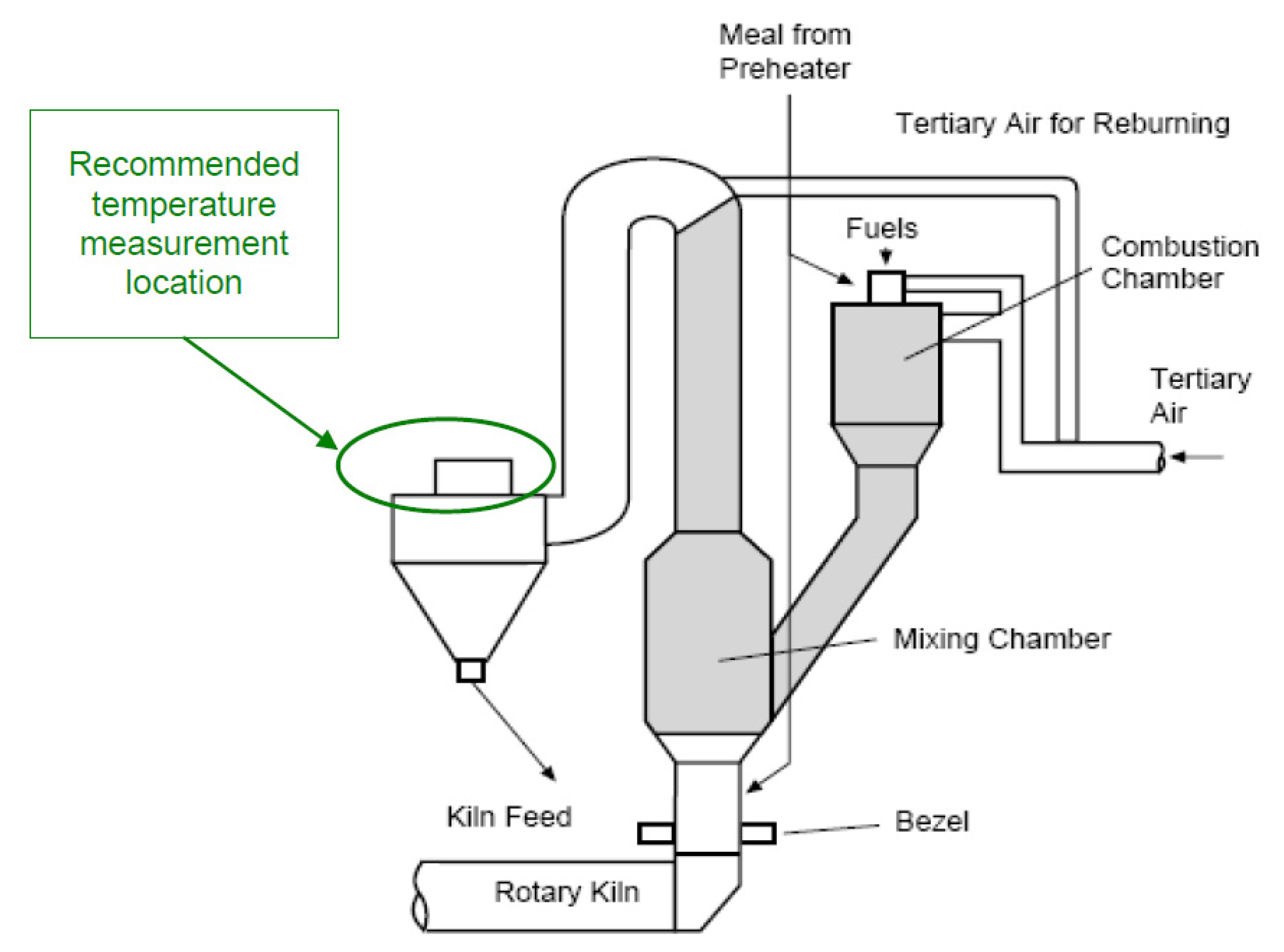
2.3.4. Process Measurement
2.4. Tertiary Air Dampers
- ✓
- The starting area of the kiln operating at low output due to whatever reason;
- ✓
- Much greater coating in the kiln and the riser (restriction) area;
- ✓
- Operating with significantly different raw materials and fuels;
- ✓
- The fuel split between the kiln and calciner is different than originally assumed;
- ✓
- Design mistakes.
- (a)
- Butterfly dampers (and poppet valves for small quaternary air ducts);
- (b)
- Shut-off (regulated) gates.
2.4.1. Butterfly Dampers
2.4.2. Shut-Off Gates
2.4.3. Regulated Riser Restrictions
2.5. Calciner Burners
2.5.1. Number of Burners
2.5.2. Location of Burners
- ✓
- The burner is situated at the point where secondary air enters the body of the cooker;
- ✓
- “Pure” air ignition;
- ✓
- The hot meal is situated above or to the side of this point;
- ✓
- To reduce kiln NOx, a portion of fuel is inserted in the kiln inlet (riser).
2.5.3. Mono-Channel and Gravity-Fed Burners
2.5.4. Multi-Channel High-Momentum Calciner Burners
2.6. Calciner Process Control
Fuel, Calcination, and Control Loops
- ✓
- Manual setpoint control;
- ✓
- PID closed-loop control;
- ✓
- Fuzzy logic (e.g., fuzzy logic expert system);
- ✓
- A “custom” calciner fuel controller.
- ✓
- The proportional control mode produces a change in the controller output proportional to the error signal (difference between actual temperature and set-point);
- ✓
- The integral control mode changes the output of the controller by an amount proportional to the integral of the error signal;
- ✓
- The derivative control mode changes the output of the controller proportionally to the rate of change of the error signal. Practically, derivative control is never used alone because the derivative mode only contributes to the controller output while the error is changing;
- ✓
- The proportional–integral control mode is the combination of proportional control and integral control to provide an automatic reset action that eliminates the proportional offset. The PI mode provides the reset action by constantly changing the controller output until the error is reduced to zero. This is the most common and practical CLC controller mode for cement industry applications. (i.e., derivative setting = 0);
- ✓
- The proportional–derivative control mode is the combination of proportional control and derivative control to reduce the tendency for oscillations and allow a higher proportional setting. The addition of derivative control provides good anticipation of the future error signal and therefore is useful for controlling applications with sudden load changes that produce excessive errors;
- ✓
- The proportional–integral–derivative control mode is a combination of all three individual control modes. The PID control mode is used on processes with sudden large load changes when one or two mode control methods are not capable of keeping the error within acceptable limits. The derivative mode produces an anticipatory action that reduces the maximum error produced by sudden load changes. The integral mode provides a reset action that eliminates the offset coming from the proportional mode.
2.7. Active Setpoint
2.7.1. Calciner AF-Fuel/Coal Feed SP
2.7.2. Setpoint Adjustment Based on Change in Temperature
- Setpoint Adjustment Timer: user-defined frequency with which the controller makes a setpoint change (if necessary);
- Elapsed Time: a timer that resets to zero, restarts, and triggers a setpoint change when the timer equals the setpoint adjustment timer;
- H Limit: user-defined value for which if the temperature change in the last 3 min has exceeded (in this case 4 degrees), the controller triggers a fuel setpoint decrease (in this case a Decrement Value of 0.05 t/h AF-fuel);
- HH Limit: user-defined value for which if the temperature change in the last 3 min has exceeded (in this case 13 degrees), the controller triggers a fuel setpoint decrease (in this case a Decrement Value of 0.17 t/h AF-fuel);
- L Limit: user-defined value for which if the temperature change in the last 3 min has exceeded in the negative direction (in this case 2 degrees), the controller triggers a fuel setpoint increase (in this case an Increment Value of 0.08 t/h AF-fuel l);
- LL Limit: user-defined value for which if the temperature change in last 3 min has exceeded in the negative direction (in this case 8 degrees), the controller triggers a fuel setpoint increase (in this case an Increment Value of 0.20 t/h AF-fuel).
2.7.3. Setpoint Adjustment Based on Change in Temperature
- Stg 5 Temp Max: Upper control limit temperature for calciner exit gas. Above this limit sets off a max temperature limit alarm and blocks output to increase the fuel setpoint;
- Stg 5 Temp Min: Lower control limit temperature for calciner exit gas. Below this limit sets off a min temperature limit alarm and blocks output to decrease the fuel setpoint;
- Stg 5 Temp: actual real-time calciner exit temperature;
- Coal SP Max: user-defined input for maximum controller allowed setpoint to coal dosing system;
- Coal SP Min: user-defined input for minimum controller allowed setpoint to coal dosing system.
2.7.4. Cyclone Outlet
- Measures combustion results as far downstream as possible before the gas temperature is influenced by upstream meal;
- Low abrasion since dust concentration in the gas is lower after the cyclones. Typically, good, safe access to cyclone roofs.
- Risk of meal dropout from above could give a falsely low calciner exit temperature and result in over-fueling the calciner;
- Any combustion that might occur after meal classification does not contribute towards calcination but does influence fuel control.
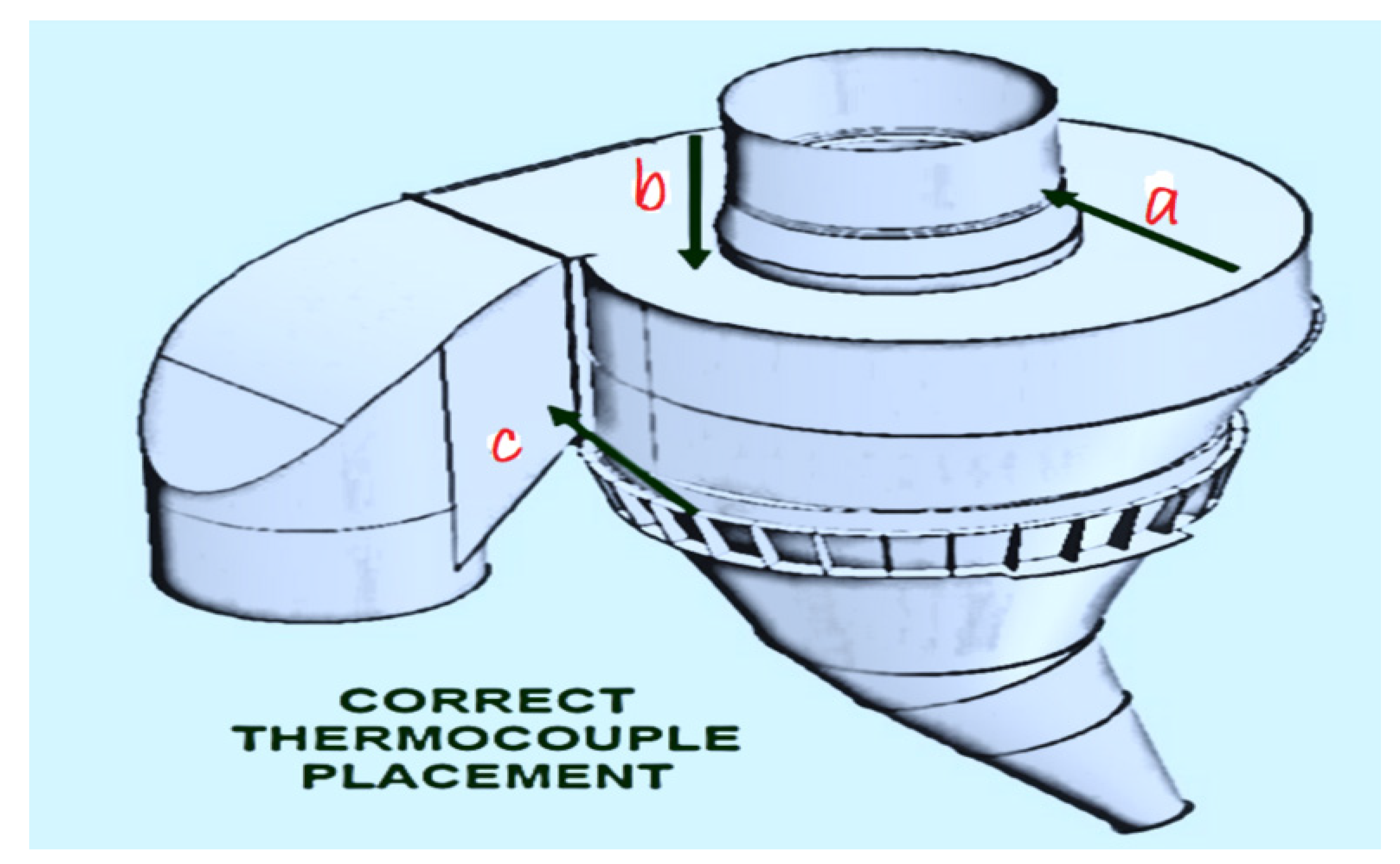
2.7.5. Cyclone Roof
- Very accurate location for measurements of the last combustion that contributes towards calcination;
- Low abrasion since dust concentration in the gas is already under the classification effect;
- Typically, good, safe access to cyclone roofs.
- The risk of build-up on the cyclone’s roof could give a falsely low calciner exit temperature and result in the over-fueling of the calciner;
- To best avoid thermocouple abrasion, it is important that the exact location is towards the inside radius, closer to the dip tube, and close to the end of the meal’s revolution around the cyclone (Figure 7b).
2.7.6. Cyclone Inlet
- Very accurate location for measurements of the last combustion that contributes towards calcination;
- Low abrasion since dust concentration in the gas is already under the classification effect of cyclone inlet geometry;
- The risk of build-up on the cyclone inlet could give a falsely low calciner exit temperature and result in the over-fueling of the calciner;
- Access to this area does not typically exist.
2.8. Calcination Degree of Hot Meal
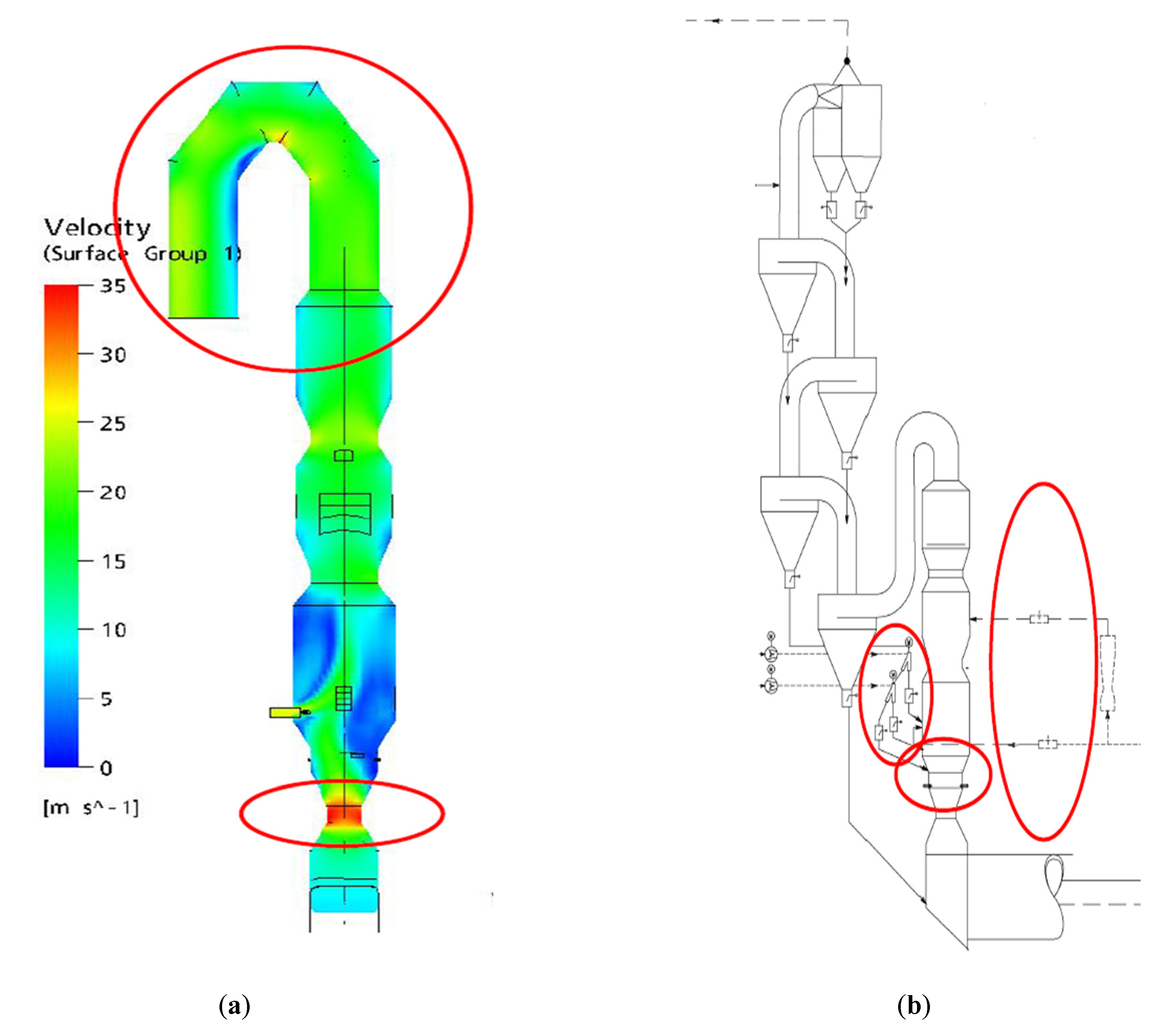
2.9. Computational Fluid Dynamics (CFD) Modeling for Calciner and Combustion
2.10. Minimize the Risk of Build-Up and Ring Formations in Preheater
2.10.1. Proper Balance of Sulfur and Alkalis
2.10.2. Proper Control of Chlorides
2.10.3. Proper and Well-Maintained Tower Cleaning Tools
2.10.4. Moisture Input at Calciner Burner
2.10.5. Ash Input at Main Burner
2.10.6. Booster Fuel
2.10.7. Fuel Mix Package in Calciner Burner [100]
- Maintain a stable fuel mix package;
- Avoid complexity in the fuel mix package to avoid a huge amount of fuel transport air at the main burner.
2.10.8. Oxygen Enrichment
- Typically used in the amount of 7–10 kg O2/MW;
- Shortens the flame and fuels burnout;
- Positive impact on sulfur volatilization;
- Eliminates (at least partially) reducing conditions;
- Fuel cost evaluation is also necessary in this case.
2.10.9. Variation in Inputs
- Stable feeding and weighing;
- Fluctuation in kiln feed dosing ≤ 1.0% (10 min test);
- Coefficient of variation for R90 micron of kiln feed ≤ 5.0%;
- Fluctuation in traditional fuel dosing ≤ 1.0% (10 s test);
- Coefficient of variation for R90 micron of traditional fuel ≤ 5.0%;
- Stable clinker chemistry:
- Short-term standard deviation of LSF ≤ 1.2 (daily basis);
- Long-term standard deviation of LSF ≤ 1.0 (monthly basis);
- Short-term standard deviation of silica ratio (SR) ≤ 0.04;
- Short-term standard deviation of alumina ratio (AR) ≤ 0.04;
- Standard deviation of free lime in clinker ≤ 0.2;
- P2O5 ≤ 0.5.
2.10.10. Variation in Heat Input
- Coefficient of variation (NHV) = standard deviation (NHV)/average (NHV) × 100%;
- Coefficient of variation (weight) = standard deviation (fuel feeding)/average (fuel feed) × 100%.
- In case we have exceeded the previously mentioned limits, we can consider the following steps:
- Ensure proper fuel weighting (provide good maintenance, right weighting equipment, proper weight device setting);
- Provide proper fuel mixing (fuel proportioning, improve control of the fuel recipe);
- Evaluate the use of new instrumentation tools to predict/supply information about incoming quality to the burner.
2.11. Kiln Burner and Use of Alternative Fuels
- The use of satellite burners, when compared to burning via the main burner, cannot be stated to be a proven method based on the most recent information in cement technology. Alternative fuel delivery through satellite burners carries the danger of improper combustion, and some of the solid particles it delivers may fall into the clinker bed and affect the clinker’s quality [97];
- The excessive burning-zone-specific heat input is caused by improper burning via satellite burners and/or main burners. This finding is based on a new kiln line in the Schelklingen facility, where firing solid alternative fuel via a satellite burner with incorrect POLFLAME burner combustion resulted in a more than 50% increase in heat input;
- Alternative fuels must be injected through the main burner; satellite burners are merely an “option” [97].
2.11.1. Calciner Kiln Control
2.11.2. Dimensions of Alternative Fuels
- Light particles (foils, papers, thin 1D or 2D pieces) ≤ 40 mm;
- Medium 2D weight particles (harder plastics) ≤ 15 mm (preferably < 10 mm);
- Heavy or 3D particles (rubber chips, hard plastics) ≤ 10 mm (preferably < 5mm).
- Avoid too-low average net heat values provided to main burners;
- At least 21 GJ/t for AF replacement rate substitution of 0–65%;
- At least 23 GJ/t for AF replacement rate of 65–90%;
- The boundary depends on fuel type, as finer highly volatile fuels allow for operation with lower overall net heat value (animal meal/sewage sludge, liquid waste), while bigger moist particles demand higher burner average net heat value.
2.12. Calciner Kilns and Use of Alternative Fuels
3. Methodology and Description
4. Results and Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Criado, Y.A.; Arias, B.; Abanades, J.C. flexible CO2 capture system for backup power plants using Ca(OH)2/CaCO3 solid storage. Sustain. Energy Fuels 2023, 7, 122–130. [Google Scholar] [CrossRef]
- Nhuchhen, D.R.; Sit, S.P.; Layzell, D.B. Alternative fuels co-fired with natural gas in the pre-calciner of a cement plant: Energy and material flows. Fuel 2021, 295, 120544. [Google Scholar] [CrossRef]
- Sharma, P.; Sheth, P.N.; Mohapatra, B.N. Co-processing of petcoke and producer gas obtained from RDF gasification in a white cement plant: A techno-economic analysis. Energy 2023, 265, 126248. [Google Scholar] [CrossRef]
- Acharyya, P.; Rosario, S.D.; Flor, F.; Joshi, R.; Li, D.; Linares, R.; Zhang, H. Acharyya Autopilot of cement plants for reduction of fuel consumption and emissions. In Proceedings of the ICML Workshop on Climate Change, Long Beach, CA, USA, 14 June 2019. [Google Scholar]
- Valderrama, C.; Granados, R.; Cortina, J.L.; Gasol, C.M.; Guillem, M.; Josa, A. Valderrama Implementation of best available techniques in cement manufacturing: A life-cycle assessment study. J. Clean. Prod. 2012, 25, 60–67. [Google Scholar] [CrossRef]
- Mossie, A.T.; Wolde, M.G.; Beyene, G.B.; Palm, B.; Khatiwada, D. A Comparative Study of the Energy and Environmental Performance of Cement Industries in Ethiopia and Sweden. In Proceedings of the 2021 International Conference on Electrical, Computer, Communications and Mechatronics Engineering (ICECCME), Mauritius, 7–8 October 2021; pp. 1–5. [Google Scholar]
- Yao, Y.; Ding, S.; Chen, Y. Modeling of the thermal efficiency of a whole cement clinker calcination system and its application on a 5000 MT/D production line. Energies 2020, 13, 5257. [Google Scholar] [CrossRef]
- Chatziaras, N.; Psomopoulos, C.S.; Themelis, N.J. Use of waste derived fuels in cement industry: A review. Manag. Environ. Qual. Int. J. 2016, 27, 15045336. [Google Scholar] [CrossRef]
- Mikulčić, H.; Vujanović, M.; Duić, N. CFD Simulation of Pulverized Coal Combustion in a Cement Calciner. In Proceedings of the 8th Dubrovnik Conference on Sustainable Development of Energy, Water and Environment Systems, Dubrovnik, Croatia, 22–27 September 2013. [Google Scholar]
- Nakhaei, M.; Wu, H.; Grévain, D.; Jensen, L.S.; Glarborg, P.; Dam–Johansen, K. CPFD simulation of petcoke and SRF co–firing in a full–scale cement calciner. Fuel Process. Technol. 2019, 196, 106153. [Google Scholar] [CrossRef]
- Mikulčić, H.; Cerinski, D.; Baleta, J.; Wang, X. Improving Pulverized Coal and Biomass Co-Combustion in a Cement Rotary Kiln by Computational Fluid Dynamics. Chem. Eng. Technol. 2019, 42, 2539–2545. [Google Scholar] [CrossRef]
- Junjie, W.A.N.G.; Liang, Z.H.A.N.G.; Jingrui, F.A.N.G.; Lan, W.A.N.G. Analysis of combustion characteristics of RDF and coal in the cement calciner and suggestions for technical improvement. Chin. J. Environ. Eng. 2018, 12, 3483–3489. [Google Scholar]
- Nakhaei, M.; Hessel, C.E.; Wu, H.; Grévain, D.; Zakrzewski, S.; Jensen, L.S.; Dam-Johansen, K. Experimental and CPFD study of gas–solid flow in a cold pilot calciner. Powder Technol. 2018, 340, 99–115. [Google Scholar] [CrossRef]
- Magli, F.; Spinelli, M.; Fantini, M.; Romano, M.C.; Gatti, M. Techno-economic optimization and off-design analysis of CO2 purification units for cement plants with oxyfuel-based CO2 capture. Int. J. Greenh. Gas Control. 2022, 115, 103591. [Google Scholar] [CrossRef]
- Murray, A.; Price, L. Use of Alternative Fuels in Cement Manufacture: Analysis of Fuel Characteristics and Feasibility for Use in the Chinese Cement Sector. 2008. Available online: https://escholarship.org/uc/item/8sf9s522 (accessed on 21 May 2023).
- Alsop, P.A. Cement Plant Operations Handbook: For Dry Process Plants; Tradeship Publications Ltd.: Dorking, UK, 2007; (Cement Plant Operations Handbook: For Dry Process Plants—Philip A. Alsop—Google Livres). [Google Scholar]
- Rahman, A.; Rasul, M.G.; Khan, M.M.K.; Sharma, S. Recent development on the uses of alternative fuels in cement manufacturing process. Fuel 2015, 145, 84–99. [Google Scholar] [CrossRef]
- Nidheesh, P.V.; Kumar, M.S. An overview of environmental sustainability in cement and steel production. J. Clean. Prod. 2019, 231, 856–871. [Google Scholar] [CrossRef]
- Song, M.; Zeng, L.; Li, X.; Liu, Y.; Chen, Z.; Li, Z. Song Effects of tertiary air damper opening on flow, combustion and hopper near-wall temperature of a 600 MWe down-fired boiler with improved multiple-injection multiple-staging technology. J. Energy Inst. 2018, 91, 573–583. [Google Scholar] [CrossRef]
- Bramantiyo, R.; Lestianingrum, E.; Cahyono, R.B. Bramantiyo Industrial Application of Rice Husk as an Alternative Fuel in Cement Production for CO2 Reduction. ASEAN J. Chem. Eng. 2022, 22, 364–372. [Google Scholar] [CrossRef]
- Li, X.; Li, Z.; Wu, T.; Chen, J.; Fu, C.; Zhang, L.; Wang, Z. Atmospheric mercury emissions from two pre-calciner cement plants in Southwest China. Atmos. Environ. 2019, 199, 177–188. [Google Scholar] [CrossRef]
- Zheng, J.; Wang, Y.; Zhu, X. March Hydrodynamic modelling of gas and solid flows in the pre-calciner. In Proceedings of the 2012 Asia-Pacific Power and Energy Engineering Conference, Shanghai, China, 27–29 March 2012; pp. 1–4. [Google Scholar]
- Borsuk, G.; Wydrych, J.; Dobrowolski, B. Numerical calculation of tertiary air duct in the cement kiln installation. In Proceedings of the 8th International Conference on Inverse Problems in Engineering, Crakow, Poland, 12–15 May 2014. [Google Scholar]
- Kim, J.H.; Kim, J.H.; Kim, H.S.; Kim, H.J.; Kang, S.H.; Ryu, J.H.; Shim, S.S. Reduction of NOx emission from the cement industry in South Korea: A review. Atmosphere 2022, 13, 121. [Google Scholar] [CrossRef]
- Borsuk, G.; Wydrych, J.; Dobrowolski, B. Modification of the inlet to the tertiary air duct in the cement kiln installation. Chem. Process Eng. 2016, 37, 517–527. [Google Scholar] [CrossRef]
- Yan, R.; Chen, Z.C.; Guan, S.; Li, Z.Q. Influence of mass air flow ratio on gas-particle flow characteristics of a swirl burner in a 29 MW pulverized coal boiler. Front. Energy 2021, 15, 68–77. [Google Scholar] [CrossRef]
- Zeng, L.; Du, H.; Liu, W.; Yuan, Z.; Liu, S.; Xie, C.; Li, Z. Numerical research on the influence of declination angle on carrying capacity of tertiary air, ignition, and combustion characteristics of pulverized coal of 300 MW down-fired utility boiler with multi-injection and multi-staging combustion technology. J. Energy Eng. 2019, 145, 04019029. [Google Scholar] [CrossRef]
- Liu, H.; Zailani, R.; Gibbs, B.M. Comparisons of pulverized coal combustion in air and in mixtures of O2/CO2. Fuel 2005, 84, 833–840. [Google Scholar] [CrossRef]
- Murer, M.J.; Spliethoff, H.; Waal, C.M.D.; Wilpshaar, S.; Berkhout, B.; Berlo, M.A.V.; Martin, J. High efficient waste-to-energy in Amsterdam: Getting ready for the next steps. Waste Manag. Res. 2011, 29 (Suppl. S10), S20–S29. [Google Scholar] [CrossRef] [PubMed]
- Song, M.; Zeng, L.; Chen, Z.; Li, Z.; Zhu, Q.; Kuang, M. Industrial application of an improved multiple injection and multiple staging combustion technology in a 600 MWe supercritical down-fired boiler. Environ. Sci. Technol. 2016, 50, 1604–1610. [Google Scholar] [CrossRef] [PubMed]
- Li, X.; Zeng, L.; Zhang, N.; Chen, Z.; Li, Z.; Qin, Y. Effects of the air-staging degree on performances of a supercritical down-fired boiler at low loads: Air/particle flow, combustion, water wall temperature, energy conversion and NOx emission. Fuel 2022, 308, 121896. [Google Scholar] [CrossRef]
- Sengupta, P.; Sengupta, P. Selection of Refractory. In Refractories for the Cement Industry; Springer: Cham, Switzerland, 2020; pp. 77–97. Available online: https://link.springer.com/chapter/10.1007/978-3-030-21340-4_5 (accessed on 21 May 2023).
- Pomortseva, E.N.; Medvedev, V.A.; Zamyatin, S.R. Experience with the industrial use of refractory concrete. Refractories 1964, 5, 329–333. [Google Scholar] [CrossRef]
- Saidur, R.; Hossain, M.S.; Islam, M.R.; Fayaz, H.; Mohammed, H.A. A review on kiln system modeling. Renew. Sustain. Energy Rev. 2011, 15, 2487–2500. [Google Scholar] [CrossRef]
- Hurley, T.F. Symposium on CLEAN AIR: (A) The Reduction of Smoke Emission From Industrial Boilers. J. (R. Soc. Health) 1955, 76, 549–558. [Google Scholar] [CrossRef]
- Tenney, R.F.; Clendenin, J.D.; Sanner, W.S. Anthracite Gas-producer Tests at a Brick Plant; U.S. Department of the Interior, Bureau of Mines: Washington, DC, USA, 1960; Volume 5556. [Google Scholar]
- Rosencrants, F.H. Practice and progress in combustion of coal as applied to steam generation. J. Inst. Electr. Eng. 1928, 66, 1101–1122. [Google Scholar] [CrossRef]
- Anderson, J.N. Reverberatory Furnace Practice at Noranda. JOM 1954, 6, 745–758. [Google Scholar] [CrossRef]
- Hornberger, M.; Moreno, J.; Schmid, M.; Scheffknecht, G. Experimental investigation of the calcination reactor in a tail-end calcium looping configuration for CO2 capture from cement plants. Fuel 2021, 284, 118927. [Google Scholar] [CrossRef]
- Schneider, M.; Romer, M.; Tschudin, M.; Bolio, H. Sustainable cement production—Present and future. Cem. Concr. Res. 2011, 41, 642–650. [Google Scholar] [CrossRef]
- De Lena, E.; Arias, B.; Romano, M.C.; Abanades, J.C. Integrated calcium looping system with circulating fluidized bed reactors for low CO2 emission cement Plants. Int. J. Greenh. Gas Control. 2022, 114, 103555. [Google Scholar] [CrossRef]
- Li, X.; Zeng, L.; Zhang, X.; Fang, N.; Song, M.; Chen, Z.; Li, Z. Effects of the fuel-lean coal/air flow damper opening on combustion, energy conversion and emissions in a supercritical down-fired boiler. Fuel 2021, 292, 120319. [Google Scholar] [CrossRef]
- Jin, Y.; Tian, C.; Xing, Y.; Quan, M.; Cheng, J.; Yan, Y.; Guo, J. The Effect of Air Distribution Modes and Load Operations on Boiler Combustion. In Advances in Heat Transfer and Thermal Engineering: Proceedings of 16th UK Heat Transfer Conferene (UKHTC2019); Springer: Singapore, 2021; pp. 827–831. [Google Scholar]
- Sharma, P.; Sheth, P.N.; Mohapatra, B.N. Recent Progress in Refuse Derived Fuel (RDF) Co-processing in Cement Production: Direct Firing in Kiln/Calciner vs Process Integration of RDF Gasification. Waste Biomass Valorization 2022, 13, 4347–4374. [Google Scholar] [CrossRef]
- Orooji, Y.; Javadi, M.; Karimi-Maleh, H.; Aghaie, A.Z.; Shayan, K.; Sanati, A.L.; Darabi, R. Numerical and experimental investigation of natural gas injection effects on NOx reburning at the rotary cement kiln exhaust. Process Saf. Environ. Prot. 2021, 151, 290–298. [Google Scholar] [CrossRef]
- Shenk, R.E.; Jensen, L.S. Calciner Burner Design for Alternative Fuels. In Proceedings of the 2009 IEEE Cement Industry Technical Conference Record, Palm Springs, CA, USA, 29 May–9 June 2009; pp. 1–11. [Google Scholar]
- Mikulčić, H.; Von Berg, E.; Vujanović, M.; Duić, N. Numerical study of co-firing pulverized coal and biomass inside a cement calciner. Waste Manag. Res. 2014, 32, 661–669. [Google Scholar] [CrossRef]
- Marsh, C. CFD modelling of alumina calciner furnaces. In Proceedings of the Seventh International Conference on CFD in the Minerals and Process Industries, Melbourne, Australia, 7–9 December 2015; pp. 1–4. [Google Scholar]
- Abbas, T.; Bretz, J.; Garcia, F.; Fu, J. Abbas SO2, CO and NO x analysis of a SL calciner using a MI-CFD model. In Proceedings of the 2015 IEEE-IAS/PCA Cement Industry Conference (IAS/PCA CIC), Toronto, ON, Canada, 26–30 April 2015; pp. 1–9. [Google Scholar]
- Nance, G.; Abbas, T.; Lowes, T.; Bretz, J. Calciner design for lower CO and NOx using MI-CFD analysis to optimize “Hot-Reburn” conditions. In Proceedings of the 2011 IEEE-IAS/PCA 53rd Cement Industry Technical Conference, St. Louis, MO, USA, 22–26 May 2011; pp. 1–18. [Google Scholar]
- Zhao, M.; Jiang, W.; Han, J.; Song, Z.; Guo, S.; Liu, X.; Lu, S. Study on The Thermal Operation Characteristics of LNAB Swirl Burner. In Proceedings of the 2022 9th International Forum on Electrical Engineering and Automation (IFEEA), Zhuhai, China, 4–6 November 2022; pp. 137–140. [Google Scholar]
- Zroychikov, N.A.; Grigoriev, D.R.; Gamburg, M.; Pay, A.V. Introduction of Burners with In-Furnace Flue Gas Recirculation at a Power Boiler. Therm. Eng. 2021, 68, 865–872. [Google Scholar] [CrossRef]
- Akhtar, S.S.; Abbas, T.; Goetz, J.; Kandamby, N. A Calciner at its Best. In Proceedings of the 2019 IEEE-IAS/PCA Cement Industry Conference (IAS/PCA), St. Louis, MO, USA, 28 April–2 May 2019; pp. 1–8. [Google Scholar]
- Fenger, J.; Raahauge, B.E.; Wind, C.B. Experience with 3 x 4500 tpd gas suspension calciners (GSC) for alumina. In Essential Readings in Light Metals: Volume 1 Alumina and Bauxite; Springer: Berlin/Heidelberg, Germany, 2016; pp. 664–668. [Google Scholar]
- Syverud, T.; Thomassen, A.; Hoidalen, O. Reducing NO~ x at the Brevik cement works in Norway-trials with stepped fuel supply to the calciner. ZKG Int.-Ausg. B 1994, 47, 40–42. [Google Scholar]
- Masoero, M.C.; Gandiglio, M.; Attari, S. Water Sludge for Energy Recovery and Cement Production. Processing of Waste. 2021. Available online: https://webthesis.biblio.polito.it/secure/21556/1/tesi.pdf (accessed on 21 May 2023).
- Heidari, M.; Garnaik, P.P.; Dutta, A. The valorization of plastic via thermal means: Industrial scale combustion methods. Plast. Energy 2019, 295–312. [Google Scholar]
- Edland, R.; Normann, F.; Allgurén, T.; Fredriksson, C.; Andersson, K. Scaling of pulverized-fuel jet flames that apply large amounts of excess air—implications for nox formation. Energies 2019, 12, 2680. [Google Scholar] [CrossRef]
- Mateus, M.M.; Neuparth, T.; Cecílio, D.M. Modern Kiln Burner Technology in the Current Energy Climate: Pushing the Limits of Alternative Fuel Substitution. Fire 2023, 6, 74. [Google Scholar] [CrossRef]
- Pieper, C.; Wirtz, S.; Schaefer, S.; Scherer, V. Numerical investigation of the impact of coating layers on RDF combustion and clinker properties in rotary cement kilns. Fuel 2021, 283, 118951. [Google Scholar] [CrossRef]
- Dharmadhikari, A. Particulate Matter Emissions Characteristics, Dynamics and Control in Compression Ignitions Engines. Ph.D. Thesis, University of Birmingham, Birmingham, UK, 2020. [Google Scholar]
- Ruby, C.W. A new approach to expert kiln control. In Proceedings of the 1997 IEEE/PCA Cement Industry Technical Conference, Hershey, PA, USA, 20–24 April 1997; XXXIX Conference Record (Cat. No. 97CH36076). pp. 399–412. [Google Scholar]
- Febriardy, E.W.; Abimanyu, A. Development of PID-based furnace temperature control system for zirconium calcination. In Journal of Physics: Conference Series; IOP Publishing: Bristol, UK, 2020; Volume 1436, p. 012120. [Google Scholar]
- Li, Y.; Wang, H.; Zhang, J.; Wang, J. Disposal of obsolete pesticides including DDT in a Chinese cement plant as blueprint for future environmentally sound co-processing of hazardous waste including POPS in the cement industry. Procedia Environ. Sci. 2012, 16, 624–627. [Google Scholar] [CrossRef]
- Feng, Z.; Li, Y.; Sun, B.; Yang, C.; Zhu, H.; Chen, Z. A trend-based event-triggering fuzzy controller for the stabilizing control of a large-scale zinc roaster. J. Process Control. 2021, 97, 59–71. [Google Scholar] [CrossRef]
- Lux, S.; Baldauf-Sommerbauer, G.; Ottitsch, B.; Loder, A.; Siebenhofer, M. Iron carbonate beneficiation through reductive calcination–parameter optimization to maximize methane formation. Eur. J. Inorg. Chem. 2019, 2019, 1748–1758. [Google Scholar] [CrossRef]
- Rezaei, M.; Johnson, M.S. Airborne Nanoparticles: Control and Detection. In Air Pollution Sources, Statistics and Health Effects. Encyclopedia of Sustainability Science and Technology Series; Springer: New York, NY, USA, 2021; pp. 85–133. Available online: https://link.springer.com/referenceworkentry/10.1007/978-1-0716-0596-7_1099 (accessed on 21 May 2023).
- Mateus, M.M.; Neuparth, T.; Cecílio, D.M. Production of green jet fuel from furanics via hydroxyalkylation-alkylation over mesoporous MoO3-ZrO2 and hydrodeoxygenation over Co/γ-Al2O3: Role of calcination temperature and MoO3 content in MoO3-ZrO2. Fuel 2023, 332, 125977. [Google Scholar]
- Gómez Fuentes, J.V. Modern Approaches to Control of a Multiple Hearth Furnace in Kaolin Production. Production 2020, 125. Available online: https://aaltodoc.aalto.fi/handle/123456789/43154 (accessed on 21 May 2023).
- Haus, S.; Borges, A.; Almeida, N.; Duck, A. Results of Metso Outotec Calciner Optimizer Operation at CBA Alumina Calcination Plants. In Light Metals; Springer International Publishing: Cham, Switzerland, 2022; pp. 22–30. [Google Scholar]
- Ramasamy, V.; Kannan, R.; Muralidharan, G.; Sidharthan, R.K.; Veerasamy, G.; Venkatesh, S.; Amirtharajan, R. A comprehensive review on Advanced Process Control of cement kiln process with the focus on MPC tuning strategies. J. Process Control. 2023, 121, 85–102. [Google Scholar] [CrossRef]
- Xu, Q.; Hao, X.; Shi, X.; Zhang, Z.; Sun, Q.; Di, Y. Control of denitration system in cement calcination process: A Novel method of Deep Neural Network Model Predictive Control. J. Clean. Prod. 2022, 332, 129970. [Google Scholar] [CrossRef]
- Zheng, J.; Du, W.; Nascu, I.; Zhu, Y.; Zhong, W. An interval type-2 fuzzy controller based on data-driven parameters extraction for cement calciner process. IEEE Access 2020, 8, 61775–61789. [Google Scholar] [CrossRef]
- Ma, H.; Liu, Z.; Wang, X.; Ma, H. Optimization control of thermal efficiency for cement raw meal pre-decomposition based on two-layer structure model predictive control. IEEE Access 2022, 11, 4057–4065. Available online: https://ieeexplore.ieee.org/abstract/document/10004555/ (accessed on 21 May 2023). [CrossRef]
- Miller, F.M.; Tang, F.J. Investigation of energy efficiency strategies in production processes based on operational management. Int. J. Glob. Warm. 2023, 29, 139–158. [Google Scholar]
- Miller, F.M.; Tang, F.J. The distribution of sulfur in present-day clinkers of variable sulfur content. Cem. Concr. Res. 1996, 26, 1821–1829. [Google Scholar] [CrossRef]
- Hu, Z.; Lu, J.; Huang, L.; Wang, S. Numerical simulation study on gas–solid two-phase flow in pre-calciner. Commun. Nonlinear Sci. Numer. Simul. 2006, 11, 440–451. [Google Scholar] [CrossRef]
- Savaş, A.F.; Kolip, A. Comparative energy and exergy analyses of a serial and parallel flow four-stage cyclone pre-calciner cement plant. Int. J. Exergy 2015, 17, 492–512. [Google Scholar] [CrossRef]
- Desai, D.K.; King, K.D.; May, J.R. A modelling study of a cement plant pre-calciner. In Chemeca; Opportunities and Challenges for the Resource and Processing Industries: Barton, Australia, 2000; ACT: Institution of Engineers; pp. 575–581. Available online: https://search.informit.org/doi/abs/10.3316/informit.915524763329027 (accessed on 21 May 2023).
- Hajinezhad, A.; Halimehjani, E.Z.; Tahani, M. Utilization of Refuse-Derived Fuel (RDF) from urban waste as an alternative fuel for cement factory: A case study. Int. J. Renew. Energy Res. 2016, 6, 702–714. [Google Scholar]
- Christian, J.H.; Foley, B.J.; Ciprian, E.; Dick, D.D.; Said, M.; Darvin, J.; Villa-Aleman, E. Raman and infrared spectra of plutonium (IV) oxalate and its thermal degradation products. J. Nucl. Mater. 2022, 562, 153574. [Google Scholar] [CrossRef]
- Wang, X.; Jensen, P.A.; Pedersen, M.N.; Wu, H. Experimental Investigation of Mineral Particle Deposition in the Cement Production Process. ACS Omega 2022, 7, 36286–36299. [Google Scholar] [CrossRef]
- Amole, A.; Akinyele, D.; Aina, O.; Olabode, O. Modeling and Optimal Classical Control of Blending Tank Level System in Cement Plant. In Proceedings of the 2021 IEEE 2nd International Conference on Signal, Control and Communication (SCC), Hammamet, Tunisia, 20–22 December 2021; pp. 234–239. [Google Scholar]
- Utami, K.T.; Syafrudin, S. Pengelolaan Limbah Bahan Berbahaya Dan Beracun (B3) Studi Kasuspt. Holcim Indonesia, Tbk Narogong Plant. Jurnal Presipitasi. Dan Pengemb. Tek. Lingkung. 2018, 15, 127–132. [Google Scholar]
- Sampurno, S.; Muthohar, I. Analisis Rantai Distribusi Semen di Koridor Selatan Jawa: Studi Kasus PT Holcim Indonesia Tbk, Plant Cilacap.i. In Prosiding Forum Studi Transportasi Antar Perguruan Tinggi; FSTPT Indonesia: Padang, Indonesia, 2018. [Google Scholar]
- BARDANI, B.Z. Perancangan Sistem Kogenerasi Pada Pabrik Semen PT Holcim Indonesia Plant Cilacap. Ph.D. Thesis, Universitas Gadjah Mada, Yogyakarta, Indonesia, 2015. [Google Scholar]
- Cahyani, R.A.P. The influence of participative leadership style of community relations officer pt. holcim indonesia tbk. cilacap-plant on the performance of posdaya communities in sub-distric of north cilacap. Komuniti. J. Komun. Dan Teknol. Inf. 2016, 7, 8–12. [Google Scholar]
- Izoret, L.; Diliberto, C.; Mechling, J.M.; Lecomte, A.; Natin, P. Recycled concrete sand as alternative raw material for Portland clinker production. In Concrete Recycling; CRC Press: Boca Raton, FL, USA, 2019; pp. 63–81. [Google Scholar]
- Yamashita, M.; Tanaka, H.; Sakai, E.; Tsuchiya, K. Mineralogical study of high SO3 clinker produced using waste gypsum board in a cement kiln. Constr. Build. Mater. 2019, 217, 507–517. [Google Scholar] [CrossRef]
- Lanzerstorfer, C. Residue from the chloride bypass de-dusting of cement kilns: Reduction of the chloride content by air classification for improved utilisation. Process Saf. Environ. Prot. 2016, 104, 444–450. [Google Scholar] [CrossRef]
- Jawed, I.; Skalny, J. Alkalies in cement: A review I. Forms of Alkalies and their effect on clinker formation. Cem. Concr. Res. 1977, 7, 719–729. [Google Scholar] [CrossRef]
- Choi, G.S.; Glasser, F.P. The sulphur cycle in cement kilns: Vapour pressures and solid-phase stability of the sulphate phases. Cem. Concr. Res. 1988, 18, 367–374. [Google Scholar] [CrossRef]
- Peray, K.E.; Waddell, J.J. The Rotary Cement Kiln; Edward Arnold: New York, NY, USA, 1986; pp. 227–343. [Google Scholar]
- McQueen, A.T.; Bortz, S.J.; Hatch, M.S.; Leonard, R.L. Cement kiln NO x control. IEEE Trans. Ind. Appl. 1995, 31, 36–44. [Google Scholar] [CrossRef]
- Collins, R.J.; Emery, J. Kiln Dust-Fly Ash Systems for Highway Bases and Subbases (No. FHWA-RD-82-167). U.S. Federal Highway Administration, 1983. Available online: https://rosap.ntl.bts.gov/view/dot/41861 (accessed on 21 May 2023).
- Holmblad, L.P.; Ostergaard, J.J. Control of a cement kiln by fuzzy logic. In Readings in Fuzzy Sets for Intelligent Systems; Morgan Kaufmann: Burlington, MA, USA, 1993; pp. 337–347. [Google Scholar]
- Kaddatz, K.T.; Rasul, M.G.; Rahman, A. Alternative fuels for use in cement kilns: Process impact modelling. Procedia Eng. 2013, 56, 413–420. [Google Scholar] [CrossRef]
- Tscheng, S.H.; Watkinson, A. P Convective heat transfer in a rotary kiln. Can. J. Chem. Eng. 1979, 57, 433–443. [Google Scholar] [CrossRef]
- Sadighi, S.; Shirvani, M.; Ahmad, A. Rotary cement kiln coating estimator: Integrated modelling of kiln with shell temperature measurement. Can. J. Chem. Eng. 2011, 89, 116–125. [Google Scholar] [CrossRef]
- Kim, H.C.; Bae, C.; Bae, M.; Kim, O.; Kim, B.U.; Yoo, C.; Kim, S. Space-Borne Monitoring of NOx Emissions from Cement Kilns in South Korea. Atmosphere 2020, 11, 881. [Google Scholar] [CrossRef]
- Wang, X.; Mikulčić, H.; Dai, G.; Zhang, J.; Tan, H.; Vujanović, M. Decrease of high-carbon-ash landfilling by its Co-firing inside a cement calciner. J. Clean. Prod. 2021, 293, 126090. [Google Scholar] [CrossRef]
- Chinyama, M.P. Alternative Fuels in Cement Manufacturing. In Alternative Fuel; IntechOpen: London, UK, 2011; pp. 262–284. Available online: https://books.google.it/books?hl=fr&lr=&id=wHSfDwAAQBAJ&oi=fnd&pg=PA263&dq=Chinyama,+M.+P.Alternative+fuels+in+cement+manufacturing.+Altern.+Fuel+2011,+262%E2%80%93284.&ots=jUBO36WHzC&sig=aEmm76916vhAeNkoc7rtVjBIxTM&redir_esc=y#v=onepage&q&f=false (accessed on 21 May 2023).
- Edland, R. NO x Formation in Rotary Kilns for Iron Ore Pelletization; Chalmers Tekniska Hogskola: Gothenburg, Sweden, 2017. [Google Scholar]
- Cristea, D.; Cinti, G. Cement kilns. Ind. Combust. Test. 2010, 31, 615–669. [Google Scholar]
- Liedmann, B.; Wirtz, S.; Scherer, V.; Krüger, B. Numerical study on the influence of operational settings on refuse derived fuel co-firing in cement rotary kilns. Energy Procedia 2017, 120, 254–261. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Raw Meal | AF | Coal Main b | Coal Prc | ||||
|---|---|---|---|---|---|---|---|
| Feeding t/h | LSF | SM | IM | Fineness %90 µm | t/h | Feeding | |
| 324 | 111.36 | 2.42 | 1.5 | 7.70 | 0.85 | 12.66 | 29.66 |
| 306 | 111.36 | 2.42 | 1.5 | 7.70 | 0.85 | 12.81 | 28.76 |
| 303 | 114.03 | 2.36 | 1.5 | 7.00 | 0.85 | 12.54 | 28.66 |
| 365 | 114.03 | 2.36 | 1.5 | 7.00 | 1.32 | 12.99 | 28.66 |
| 378 | 110.32 | 2.47 | 1.49 | 11.20 | 1.32 | 13.4 | 27.79 |
| 374 | 111.36 | 2.42 | 1.5 | 7.70 | 1.32 | 13.55 | 27.41 |
| 365 | 114.03 | 2.36 | 1.5 | 7.00 | 1.32 | 13.6 | 28.66 |
| 369 | 104.65 | 2.38 | 1.53 | 10.20 | 1.32 | 13.79 | 27.79 |
| 374 | 114.03 | 2.36 | 1.5 | 7.00 | 1.96 | 13.08 | 27.41 |
| 371.1 | 114.03 | 2.36 | 1.5 | 7.00 | 1.96 | 13.37 | 27.79 |
| 364.2 | 111.71 | 2.41 | 1.43 | 10.30 | 0.96 | 13.3 | 27.41 |
| Preca Gas Anal | Kiln Gas Anal | Kiln Operation Parameters | ID Fan | Clinker Quality | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| O2 | CO | O2 | CO | Mbar | Amps | Open% | Mbar | F-CAO | C3S | SO3 |
| 4.45 | 0.02 | 3.42 | 0.011 | −3.6 | 488 | 79.9 | −4.4 | 3.9 | 66 | 0.34 |
| 9.73 | 0.025 | 3.29 | 0.02 | −3.6 | 420 | 79.9 | −4 | 3.7 | 65 | 0.33 |
| 10.00 | 0.03 | 4.12 | 0.01 | −4.7 | 414 | 79.9 | −4.3 | 2.7 | 68 | 0.21 |
| 7.19 | 0.04 | 2.8 | 0.01 | −4.3 | 539 | 79.9 | −4.2 | 1.5 | 67 | 0.56 |
| 7.04 | 0.03 | 2.46 | 0.01 | −5.3 | 480 | 80 | −6.4 | 1.9 | 66 | 0 |
| 6.96 | 0.04 | 2.36 | 0.01 | −4.7 | 465 | 79.9 | −4.4 | 2.3 | 65 | 0.41 |
| 7.48 | 0.02 | 2.44 | 0.01 | −4.3 | 573 | 79.9 | −4 | 1.6 | 66 | |
| 6.48 | 0.02 | 2.86 | 0.01 | −5.1 | 549 | 80 | −4.3 | 1.5 | 66 | 0.38 |
| 4.91 | 0.025 | 1.72 | 0.04 | −4.7 | 470 | 79.9 | −4.2 | 1.5 | 66 | 0.4 |
| 4.60 | 0.03 | 1.22 | 0.06 | −4.3 | 433 | 79.9 | −3.7 | 1.5 | 68 | 0.4 |
| 5.08 | 0.04 | 3.07 | 0.019 | −5.1 | 452 | 78 | −5.4 | 1.8 | 68 | 0.28 |
| Raw Meal | AF | Coal Main b | Coal Prc | ||||
|---|---|---|---|---|---|---|---|
| Feeding (t/h) | LSF | SM | IM | Fineness %90 µm | t/h | Feeding | |
| 379 | 107.11 | 2.26 | 1.55 | 12.4 | 2.96 | 13.31 | 28.5 |
| 385.6 | 104.77 | 2.24 | 1.34 | 11.2 | 2.96 | 13.41 | 28.75 |
| 377 | 107.11 | 2.26 | 1.55 | 11 | 2.96 | 12.2 | 29.67 |
| 333.6 | 110.93 | 2.35 | 1.54 | 13 | 2.96 | 12.5 | 27.69 |
| 347 | 106.82 | 2.43 | 1.53 | 12.1 | 2.96 | 12.72 | 27.34 |
| 371 | 107.11 | 2.26 | 1.55 | 12.4 | 3.2 | 13.62 | 27.3 |
| 377.8 | 104.77 | 2.24 | 1.34 | 11.2 | 3.2 | 13.44 | 28.11 |
| 376 | 104.77 | 2.24 | 1.34 | 12 | 3.2 | 13.26 | 28.36 |
| 384.8 | 109.68 | 2.25 | 1.47 | 11 | 3.2 | 13.84 | 27.82 |
| 365.9 | 110.93 | 2.35 | 1.54 | 13 | 3.2 | 13.08 | 27.98 |
| 368.7 | 106.82 | 2.43 | 1.53 | 12.1 | 3.2 | 13.67 | 26.99 |
| Pre-Cal Gaz Anal | Kiln Gaz Anal Kiln op Parameters | ID Fan | Clinker Quality | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| O2 | CO | O2 | CO | Mbar | Amp | Open% | Mbar | F-CAO | C3S | SO3 |
| 4.09 | 0.021 | 2.47 | 0.147 | −4.7 | 536 | 76.9 | −4.4 | 1.3 | 66 | 0.4 |
| 4.41 | 0.01 | 2.67 | 0.034 | −4.9 | 528 | 79.9 | −2 | 1.1 | 65 | 0.38 |
| 4.75 | 0.01 | 3.68 | 0.032 | −5.2 | 541 | 79.9 | −3.8 | 1.2 | 68 | 0.41 |
| 6.08 | 0.01 | 3.05 | 0.01 | −5.4 | 578 | 80 | −5.4 | 1.3 | 67 | 043 |
| 6.63 | 0.01 | 4.64 | 0.005 | −4.8 | 587 | 78 | −2 | 1.3 | 66 | 0.46 |
| 7.06 | 0.01 | 5 | 0.007 | −5.2 | 620 | 80 | −4.4 | 1.3 | 65 | 0.47 |
| 4.49 | 0.01 | 3.67 | 0.006 | −5.2 | 514 | 77.9 | −4.3 | 1.1 | 60 | 0.5 |
| 4.04 | 0.01 | 3.5 | 0.006 | −5.4 | 533 | 77.9 | −4.8 | 1 | 62 | 0.3 |
| 5.18 | 0.01 | 4.92 | 0.005 | −6 | 519 | 78 | 6.2 | 1.1 | 60 | 0.28 |
| 4.85 | 0.02 | 4.79 | 0.026 | −4.8 | 595 | 76.9 | −2.1 | 1.9 | 62 | 0.3 |
| 4.73 | 0.01 | 4.63 | 0.054 | −5.5 | 598 | 77.9 | −2.7 | 1.5 | 60 | 0.29 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Beguedou, E.; Narra, S.; Agboka, K.; Kongnine, D.M.; Afrakoma Armoo, E. Alternative Fuel Substitution Improvements in Low NOx In-Line Calciners. Clean Technol. 2023, 5, 713-743. https://doi.org/10.3390/cleantechnol5020036
Beguedou E, Narra S, Agboka K, Kongnine DM, Afrakoma Armoo E. Alternative Fuel Substitution Improvements in Low NOx In-Line Calciners. Clean Technologies. 2023; 5(2):713-743. https://doi.org/10.3390/cleantechnol5020036
Chicago/Turabian StyleBeguedou, Essossinam, Satyanarayana Narra, Komi Agboka, Damgou Mani Kongnine, and Ekua Afrakoma Armoo. 2023. "Alternative Fuel Substitution Improvements in Low NOx In-Line Calciners" Clean Technologies 5, no. 2: 713-743. https://doi.org/10.3390/cleantechnol5020036
APA StyleBeguedou, E., Narra, S., Agboka, K., Kongnine, D. M., & Afrakoma Armoo, E. (2023). Alternative Fuel Substitution Improvements in Low NOx In-Line Calciners. Clean Technologies, 5(2), 713-743. https://doi.org/10.3390/cleantechnol5020036