
Observer-Based H∞ Controller Design for High Frequency Stick-Slip Vibrations Mitigation in Drill-String of Rotary Drilling Systems



Abstract
:1. Introduction
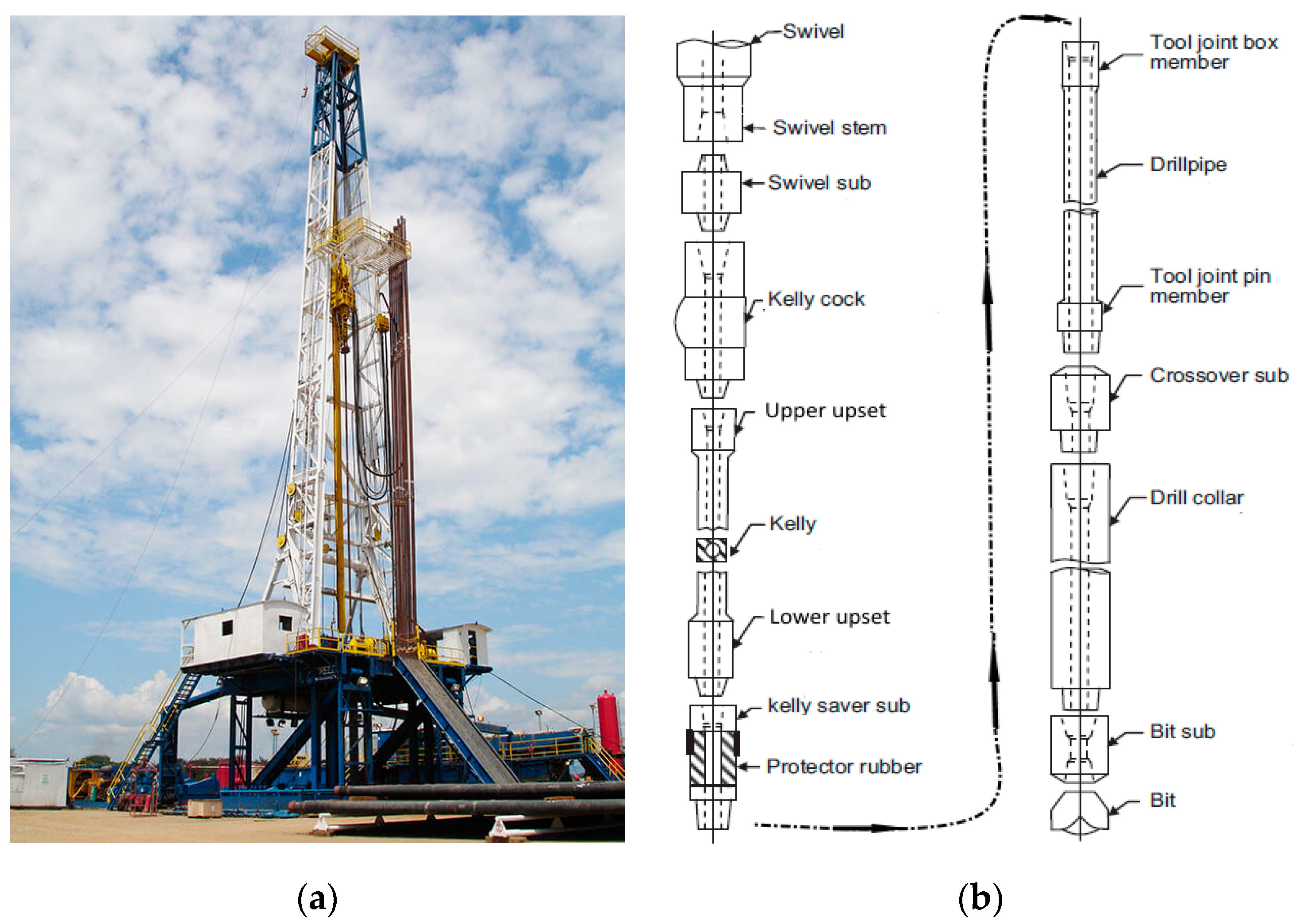
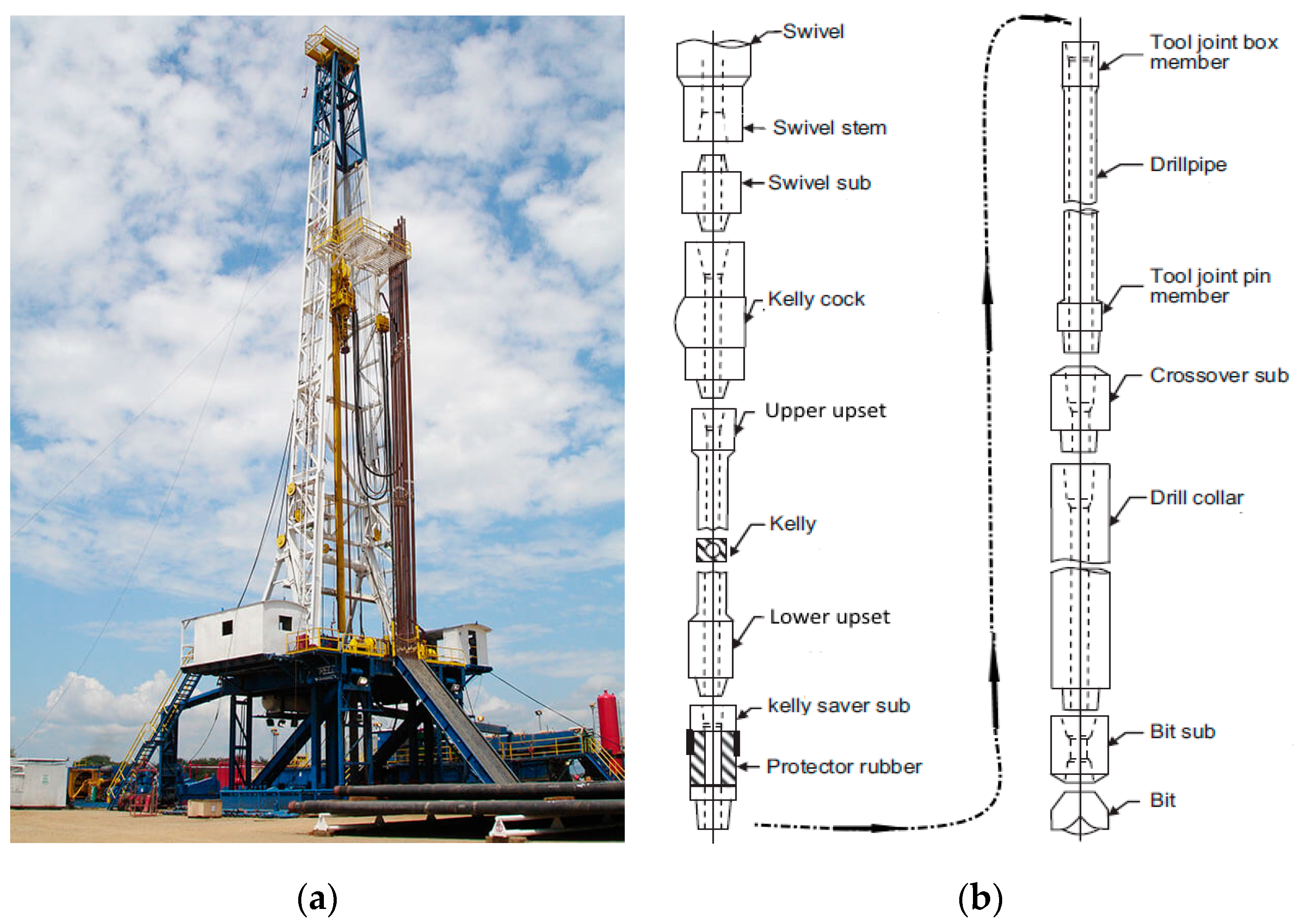
2. Drill-String Model under Stick-Slip Vibrations
2.1. Torsional Vibrations

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
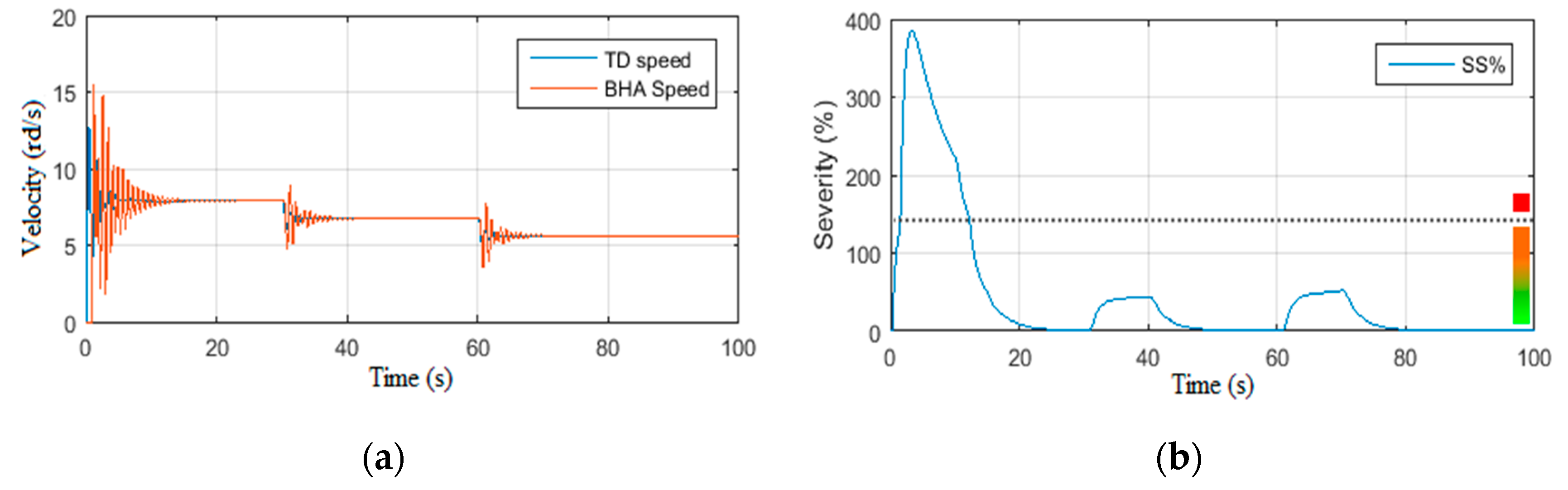
| Stick-Slip Severity Level | Classification | SS% |
|---|---|---|
| 0 | Verylow | 0 to 50% |
| 1 | Low | 50% to 100% |
| 2 | Mean | 100% to 150% |
| 3 | High | >150% |
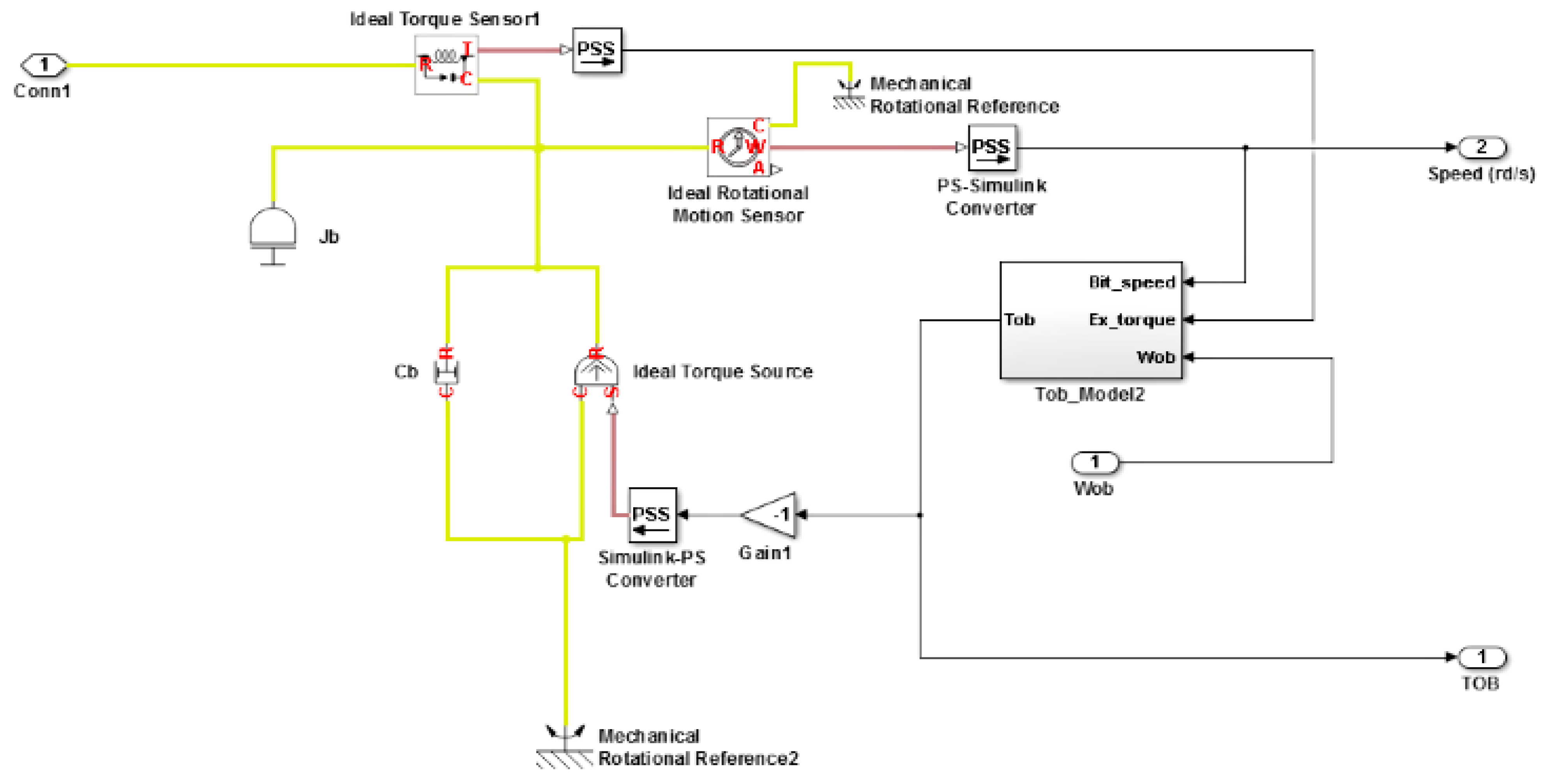
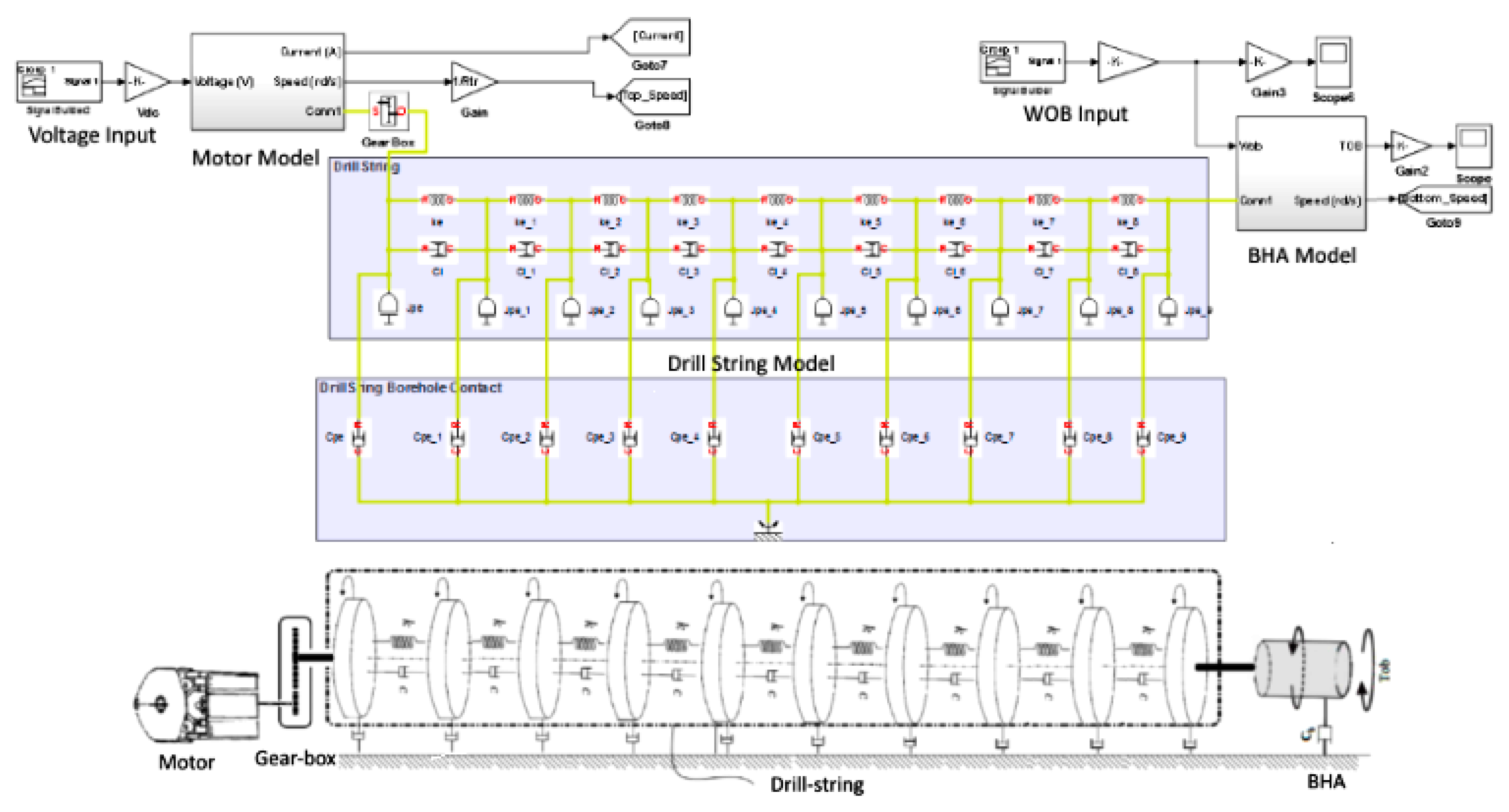
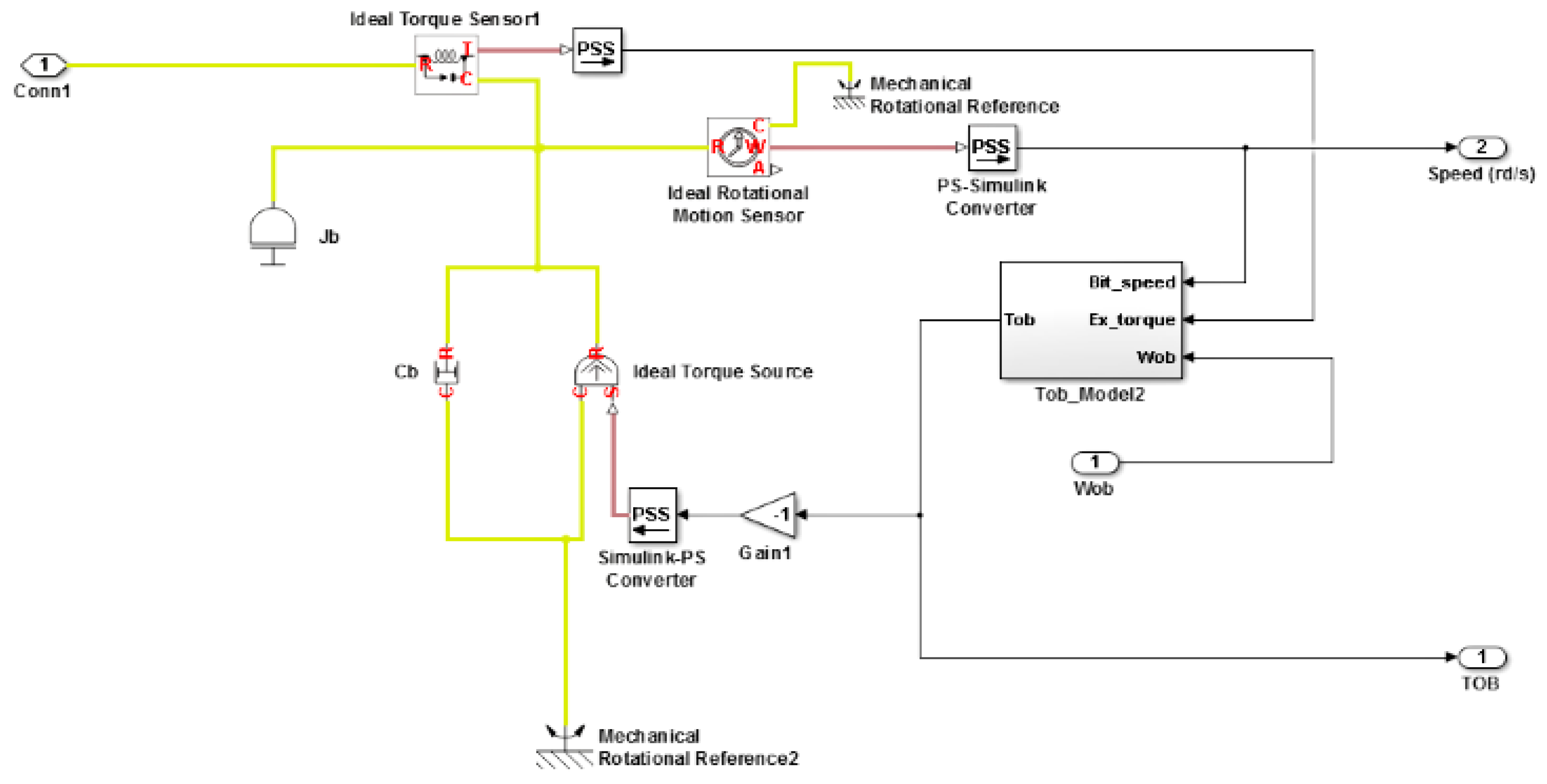
2.2. Drill-String Model
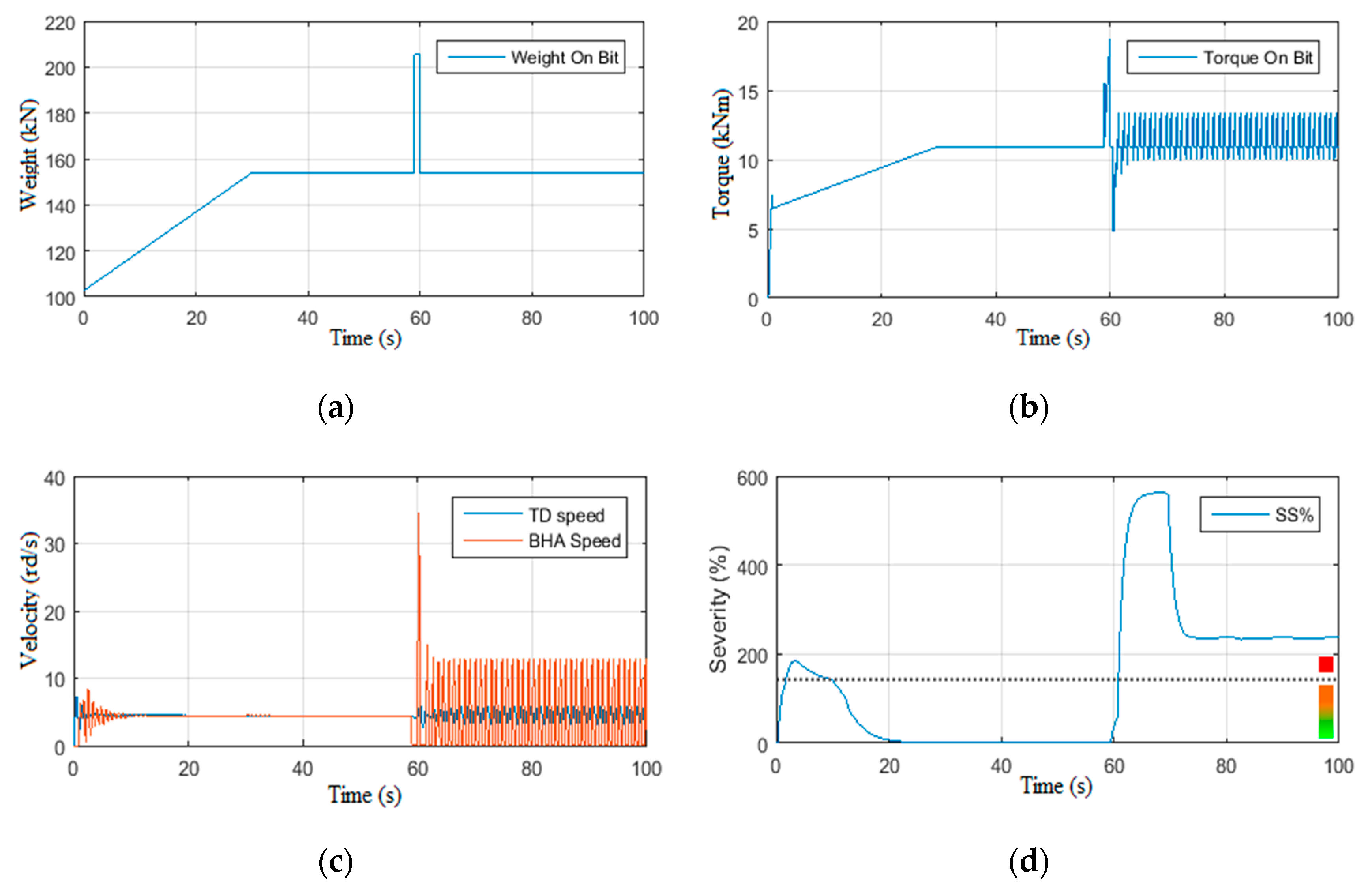
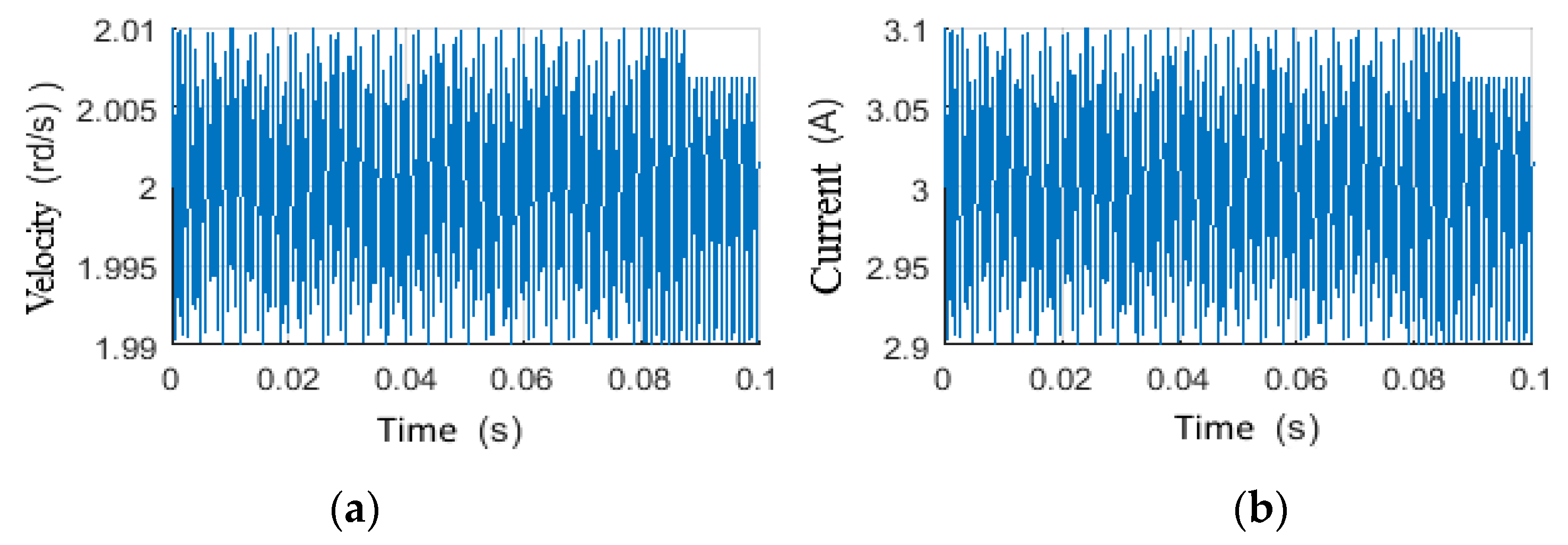
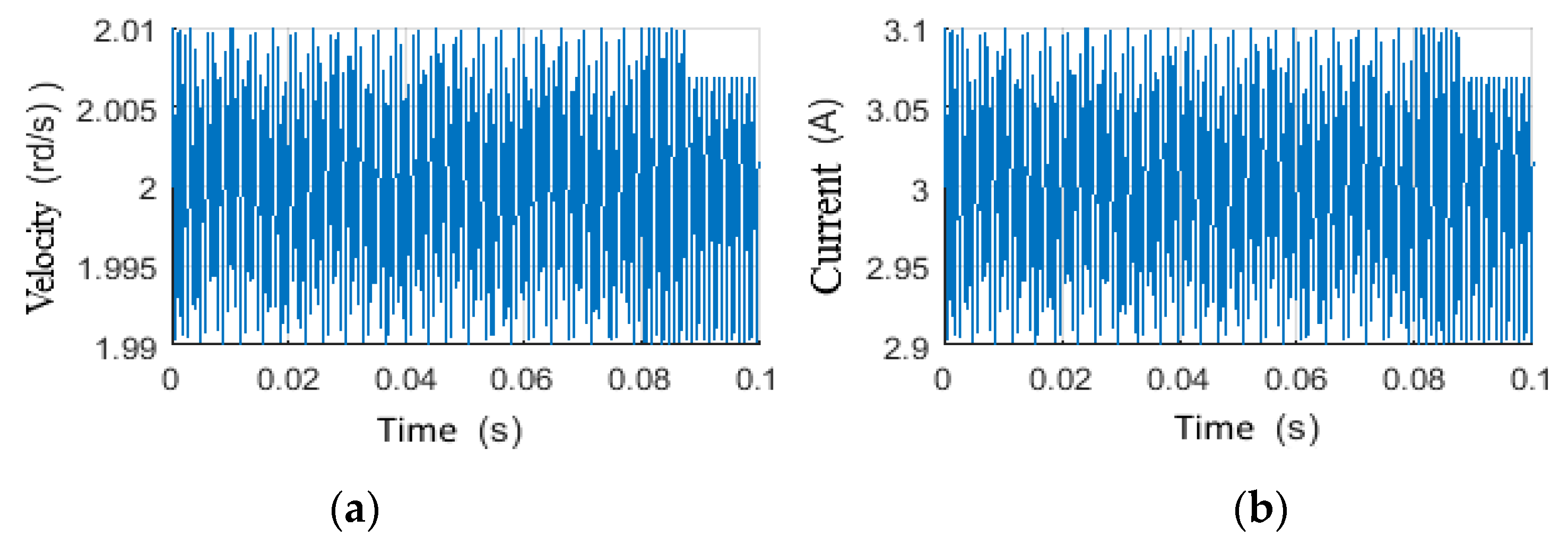
2.3. Open Loop System Responses

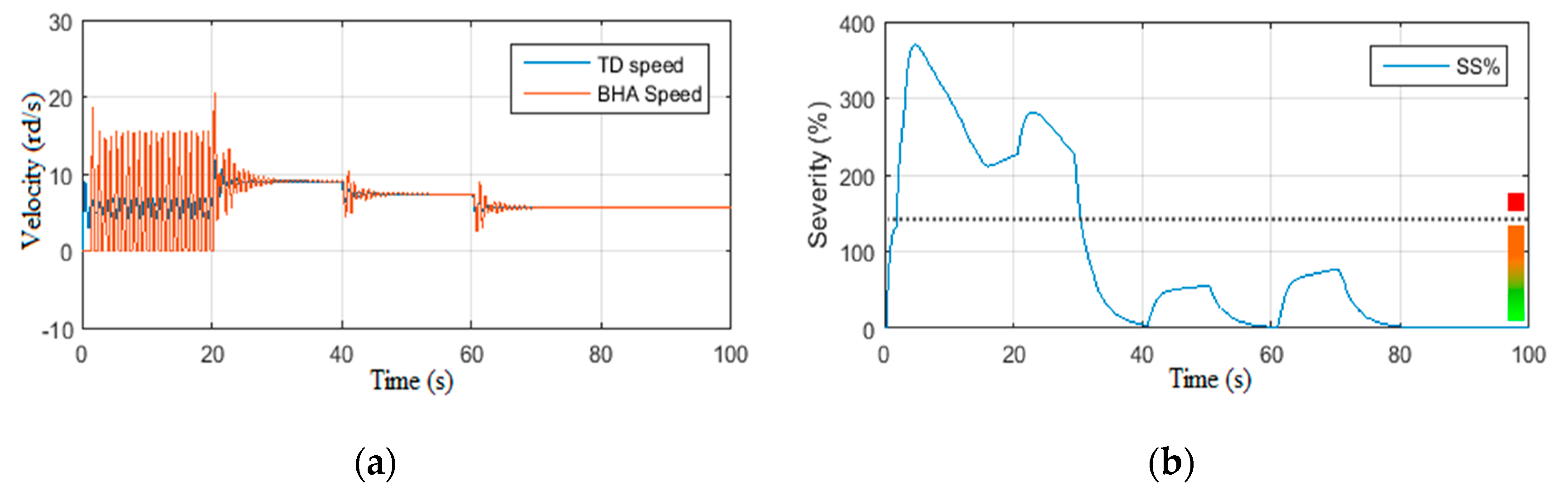
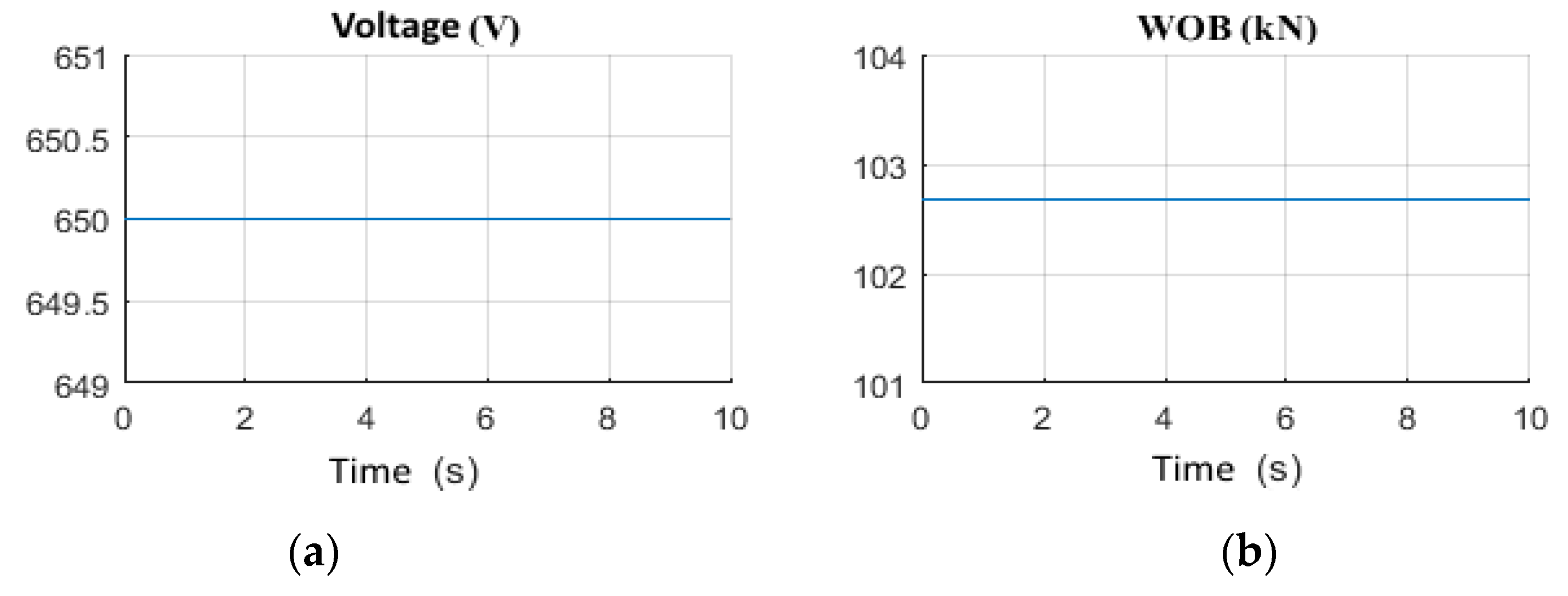
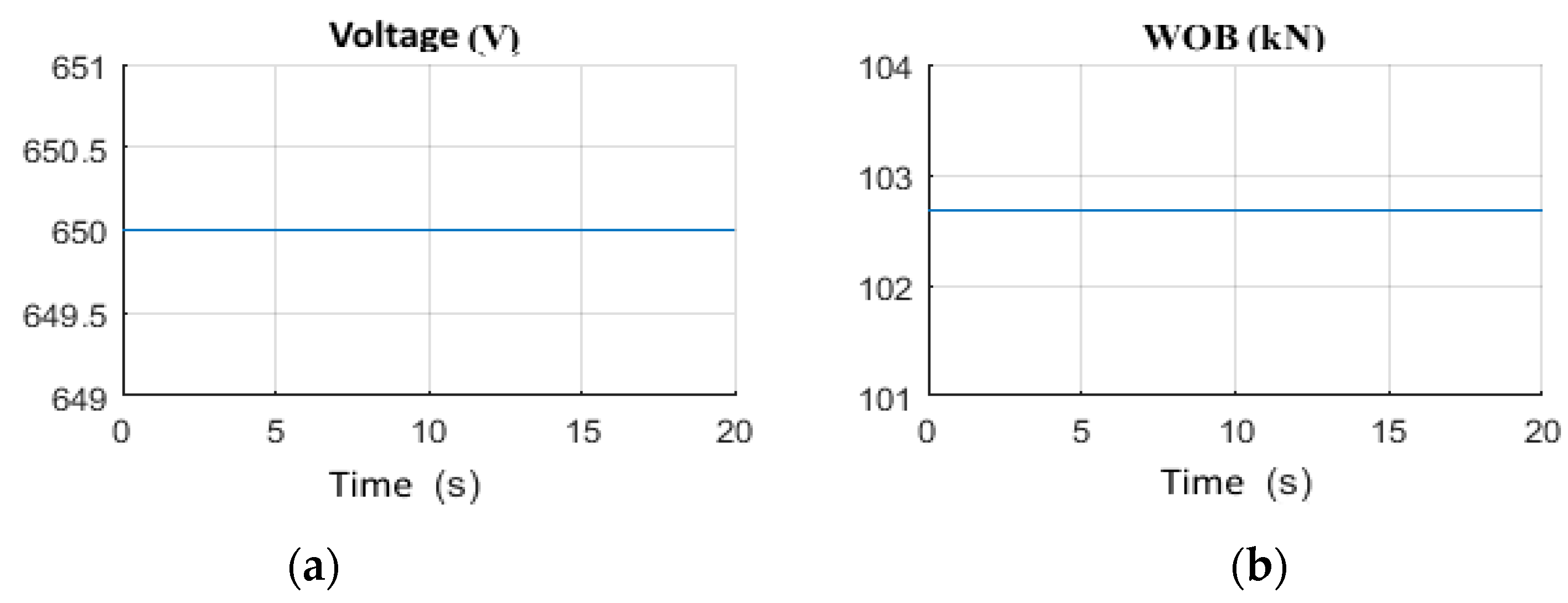
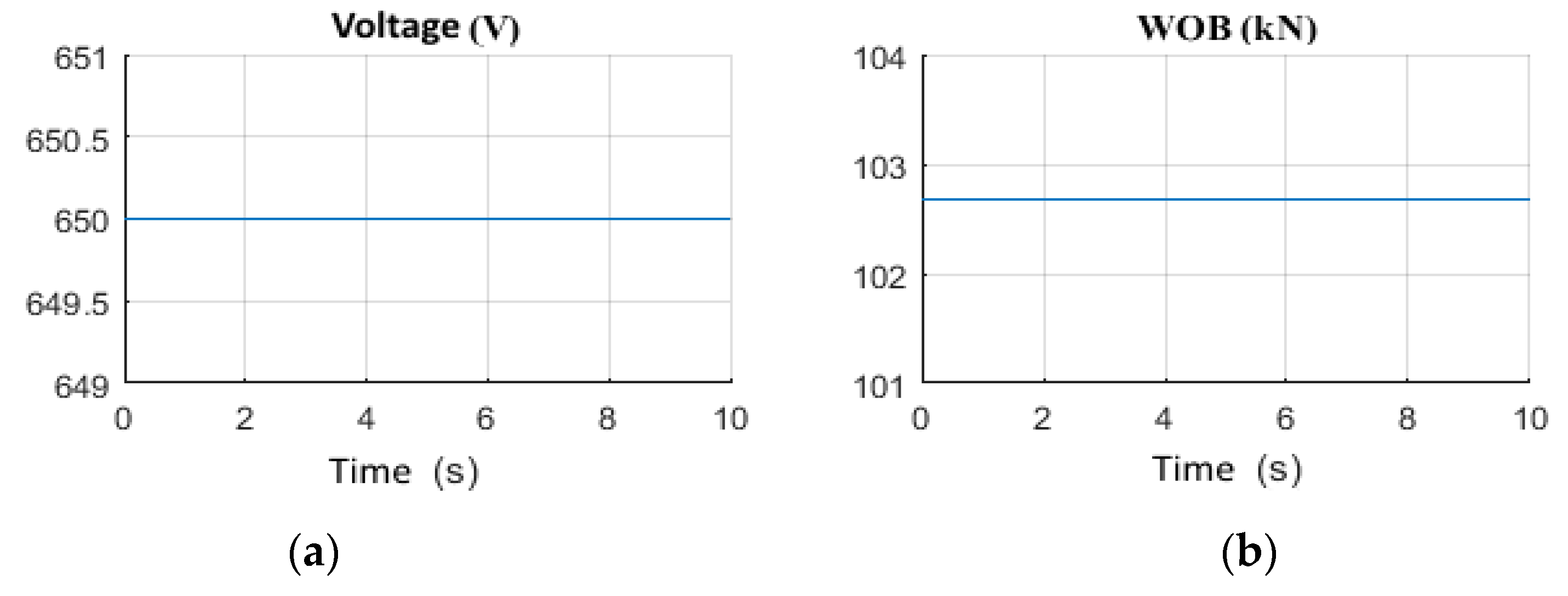
2.3.1. Scenario 1: Constant Weight on Bit
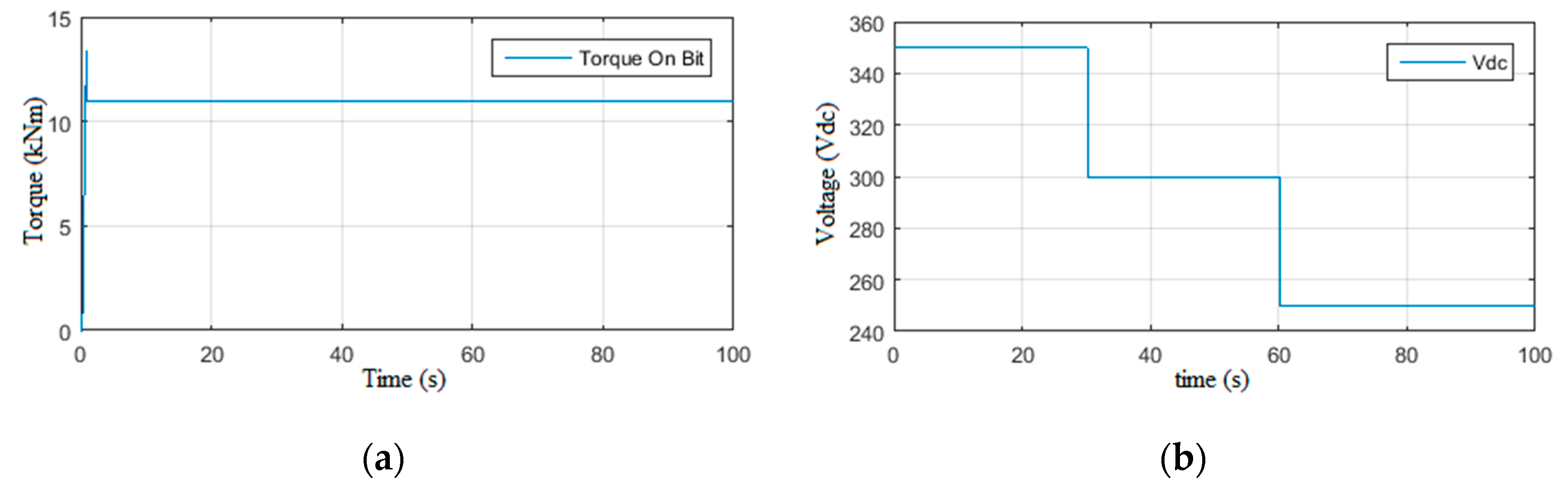
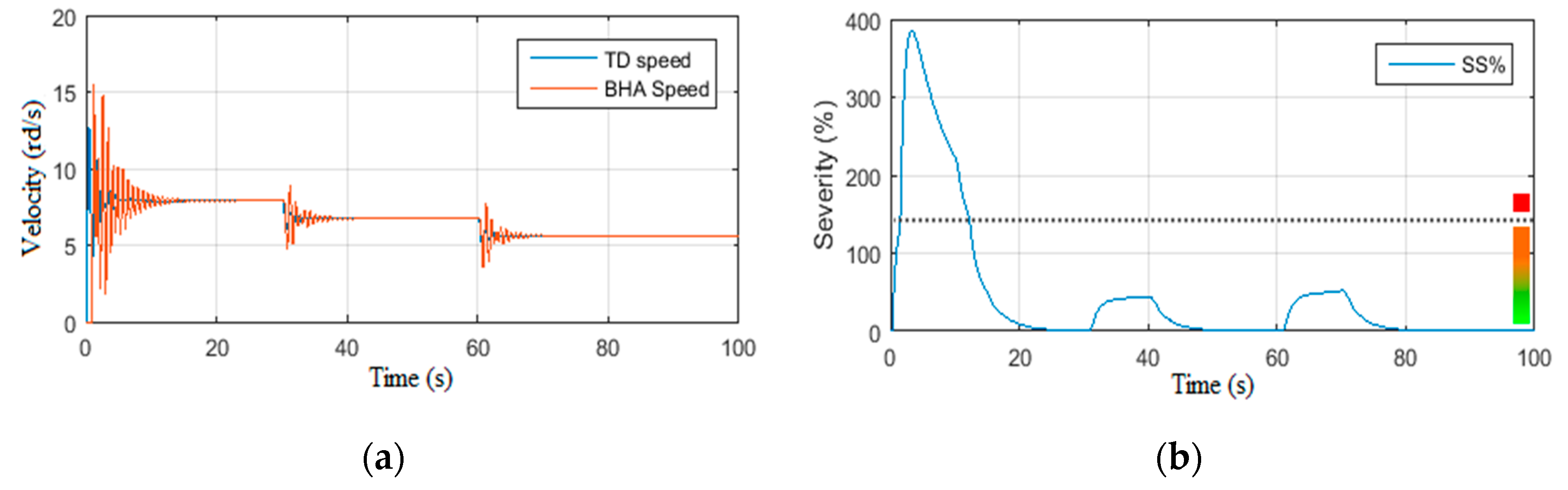
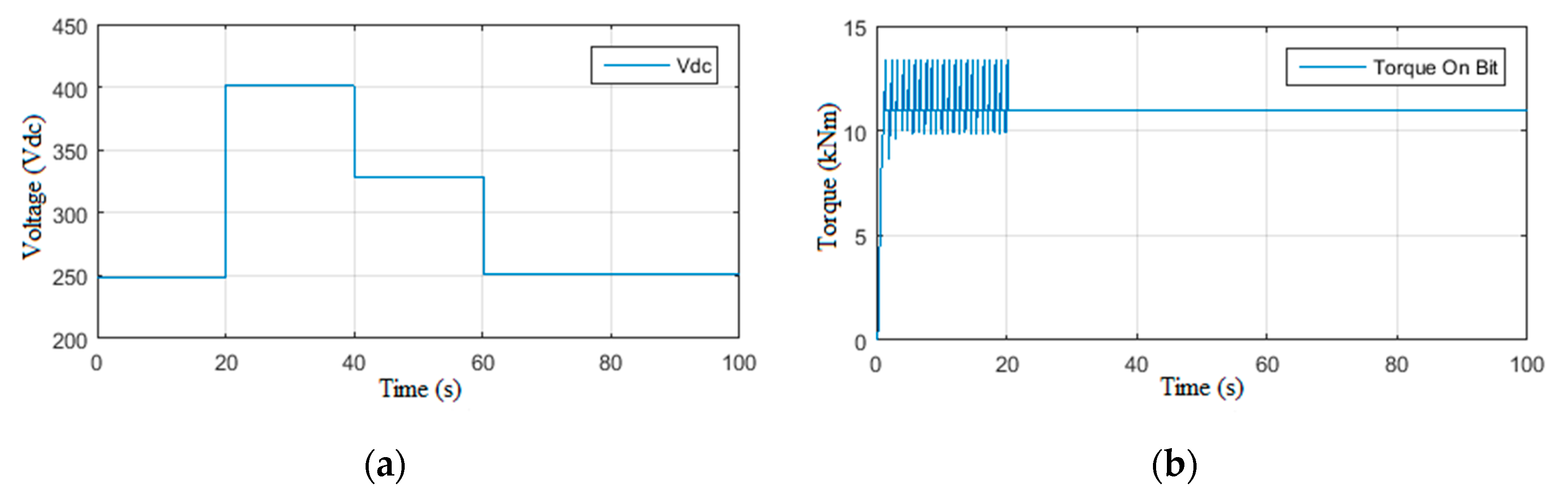
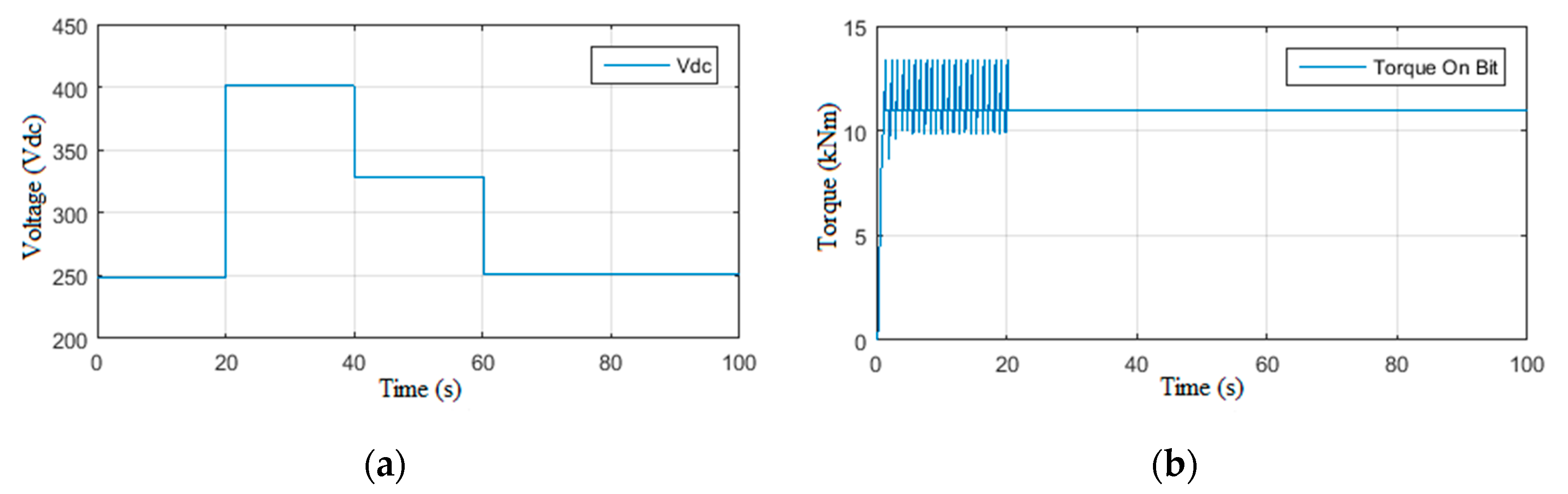
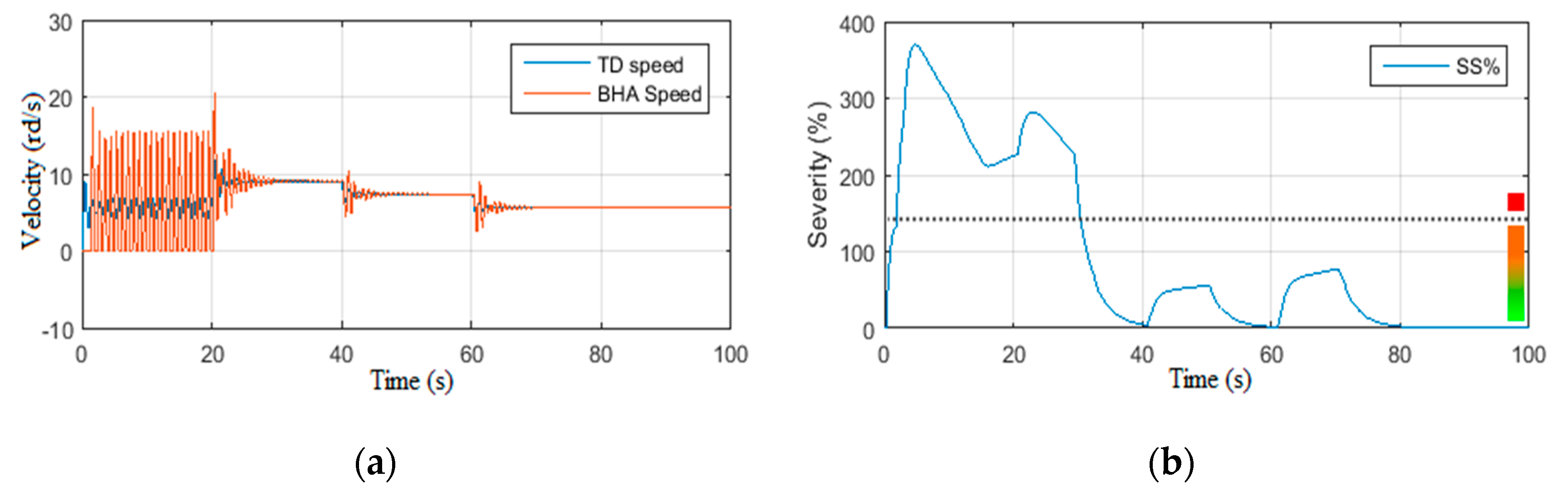
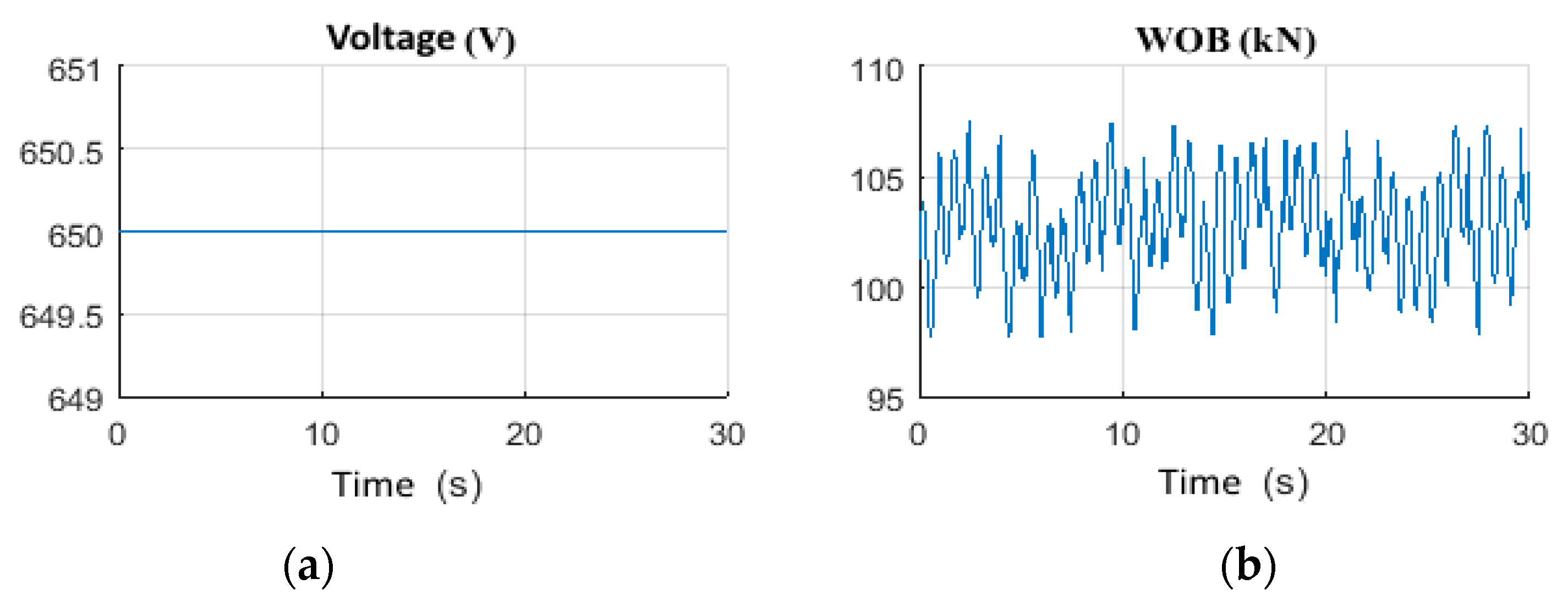
2.3.2. Scenario 2: Constant Power Supply Voltage
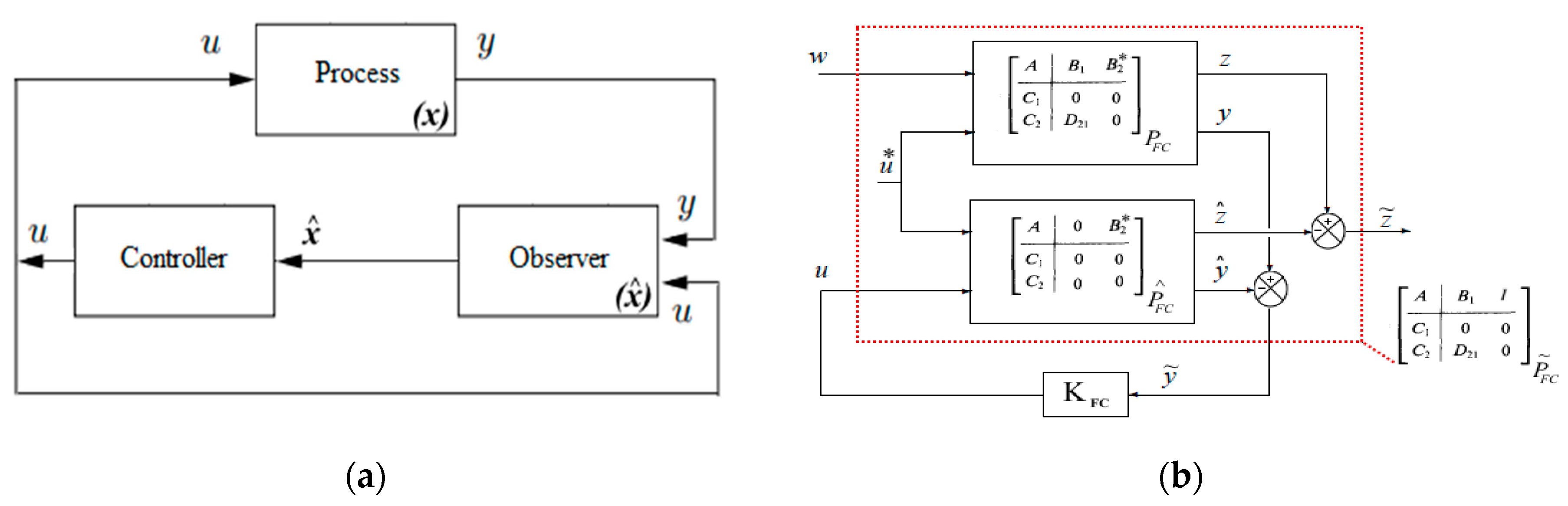
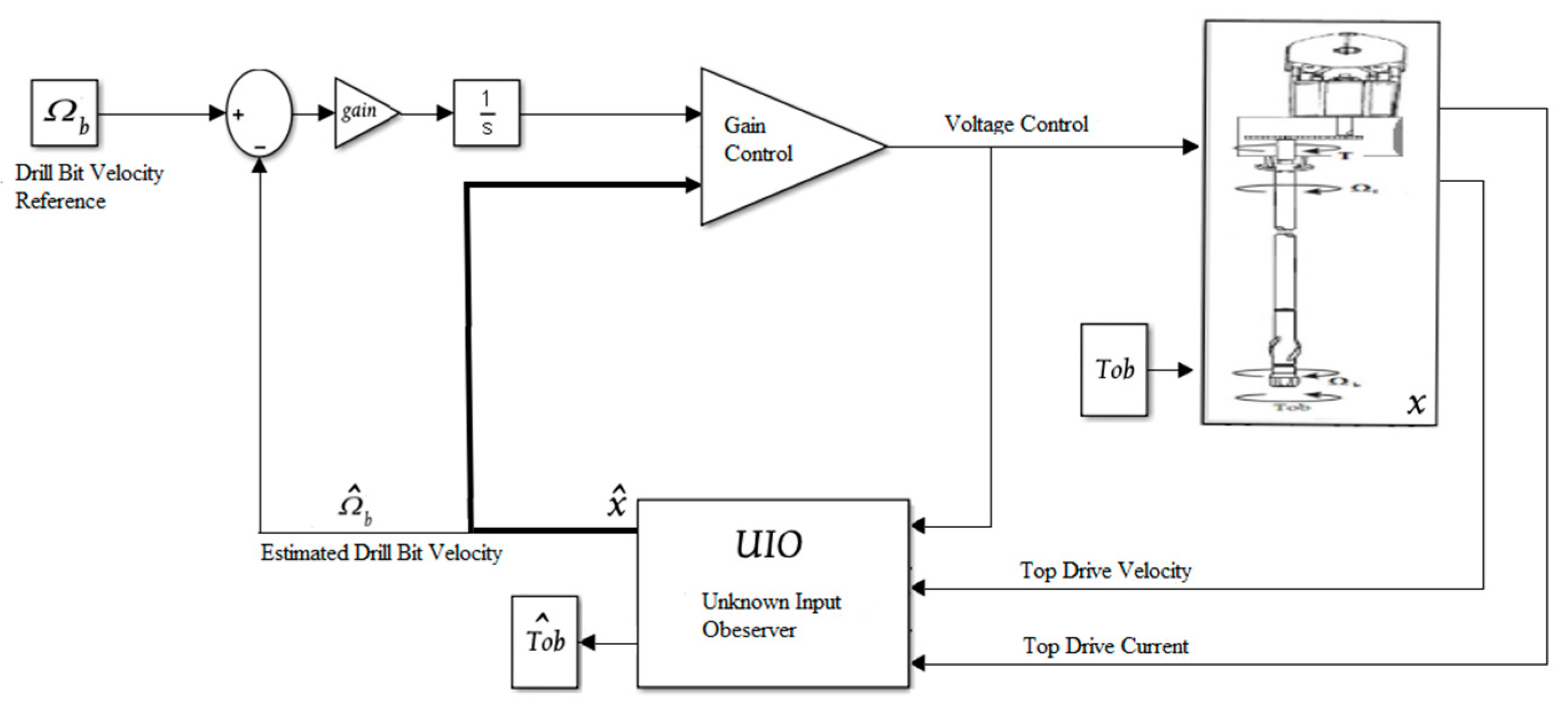
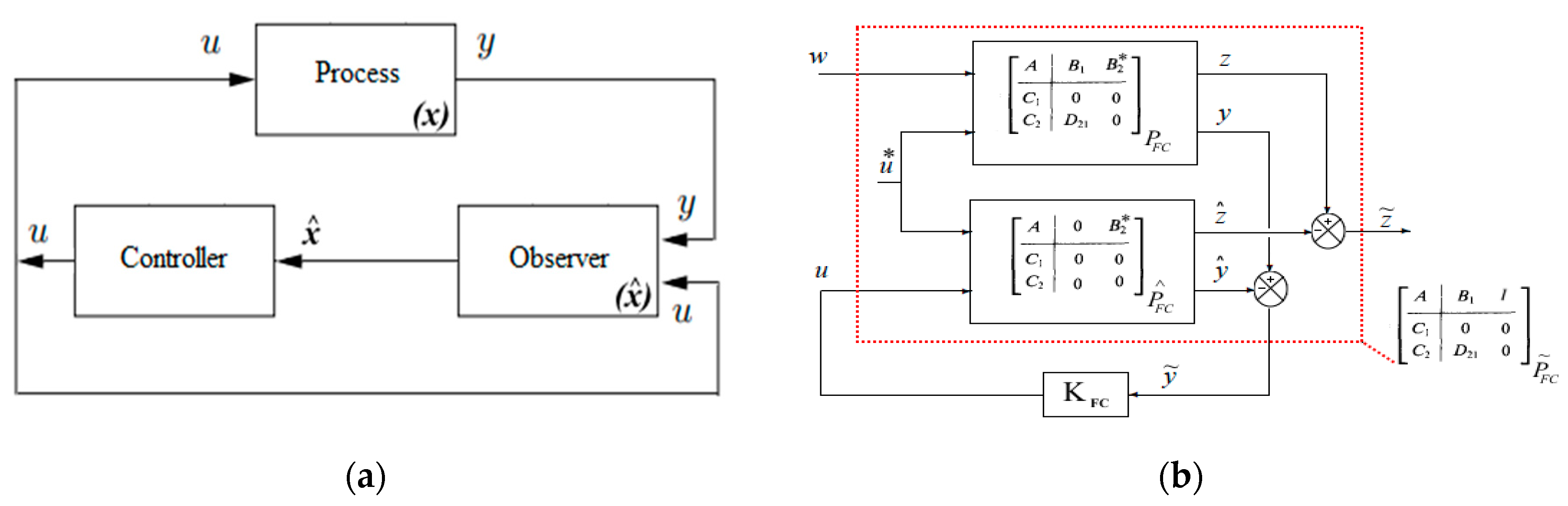
3. H∞ Observer-Based Controller Design
3.1. H∞ Approach
3.1.1. Observer Synthesis with Unknown Inputs by H∞
3.1.2. Controller Synthesis by H∞
4. Results and Discussion
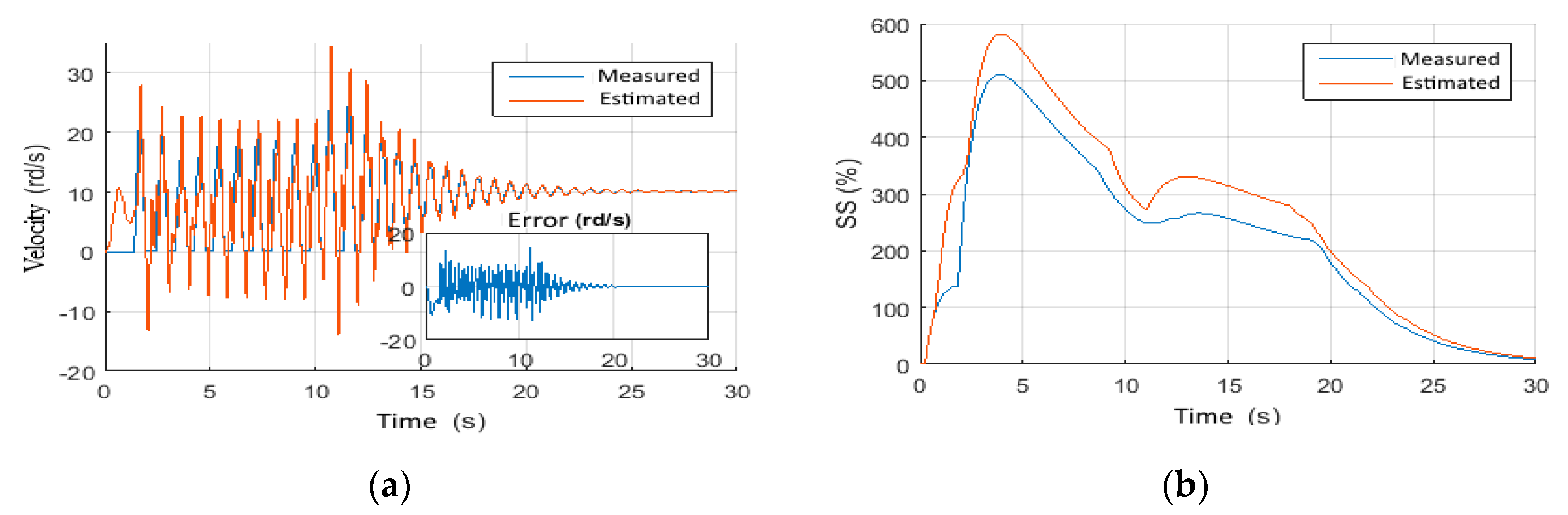
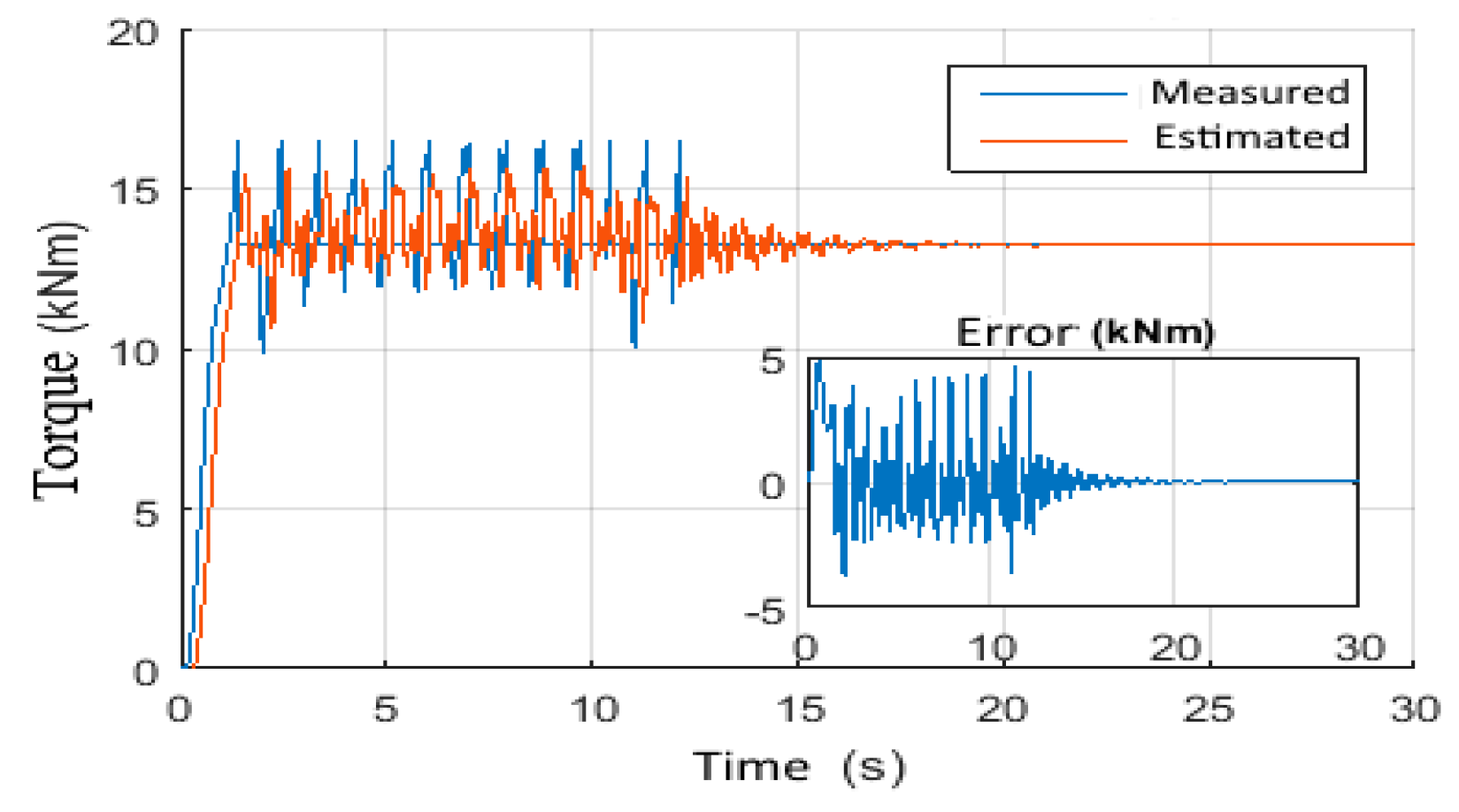
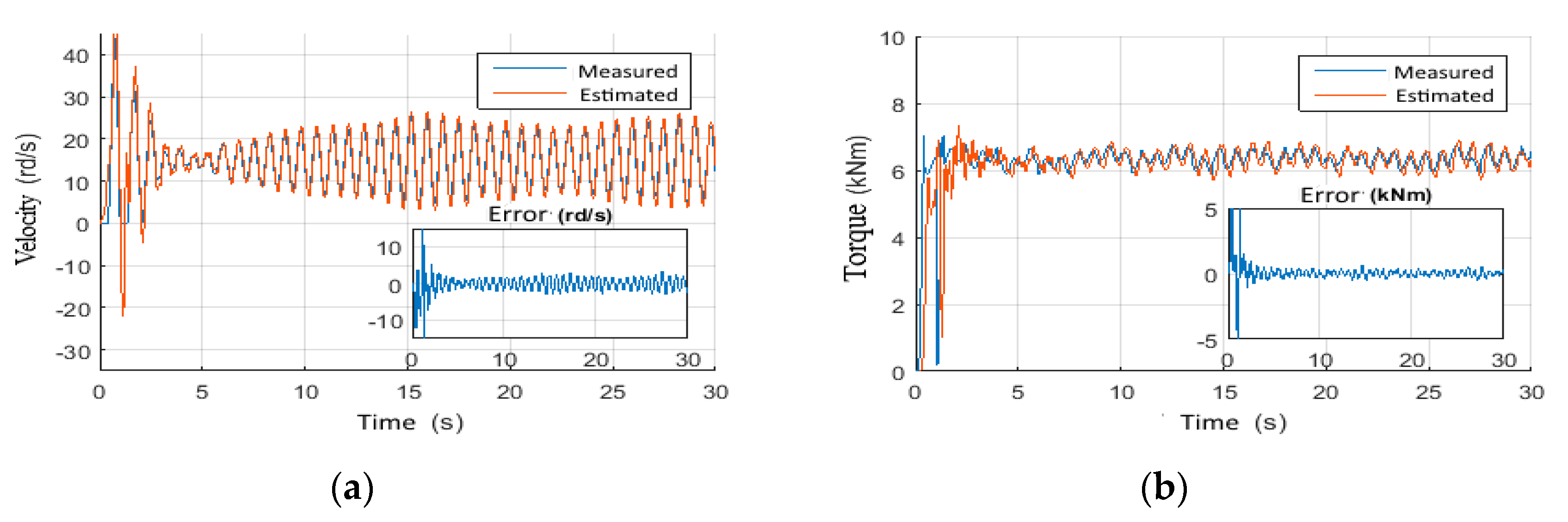
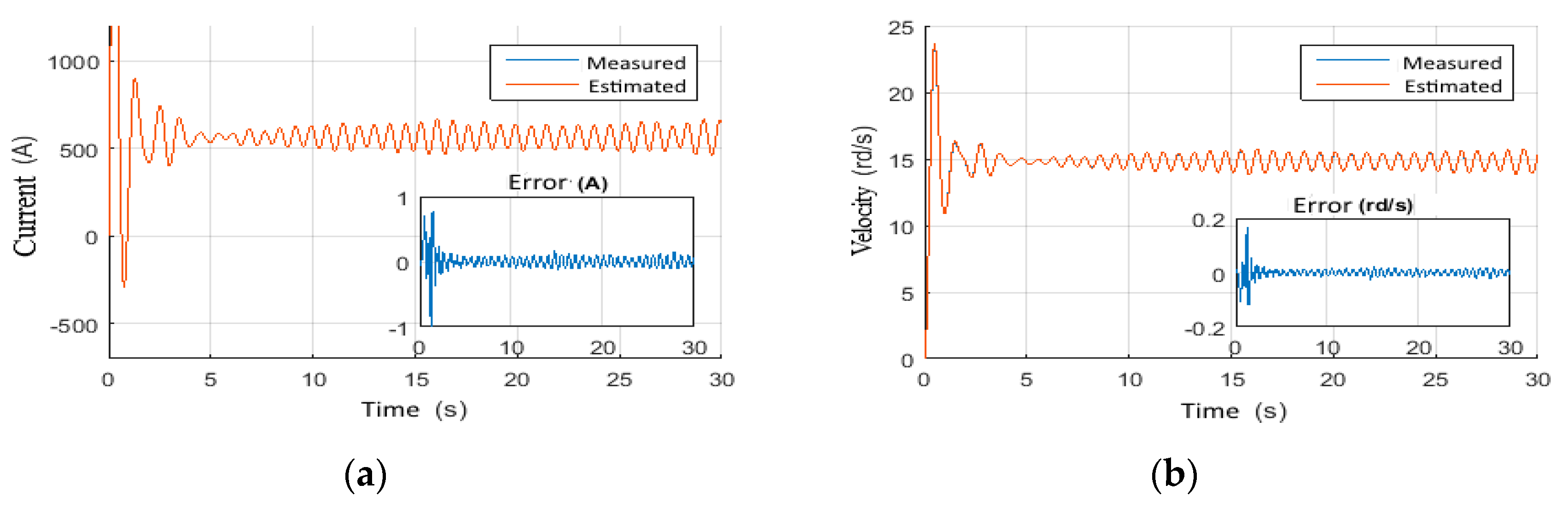
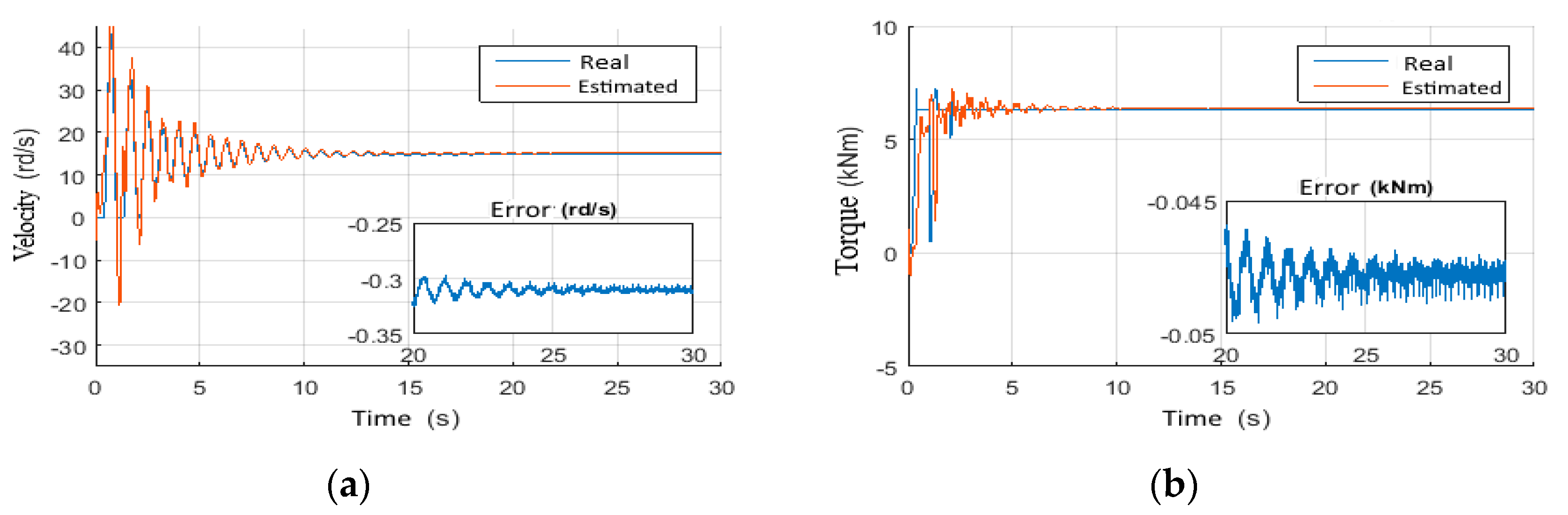
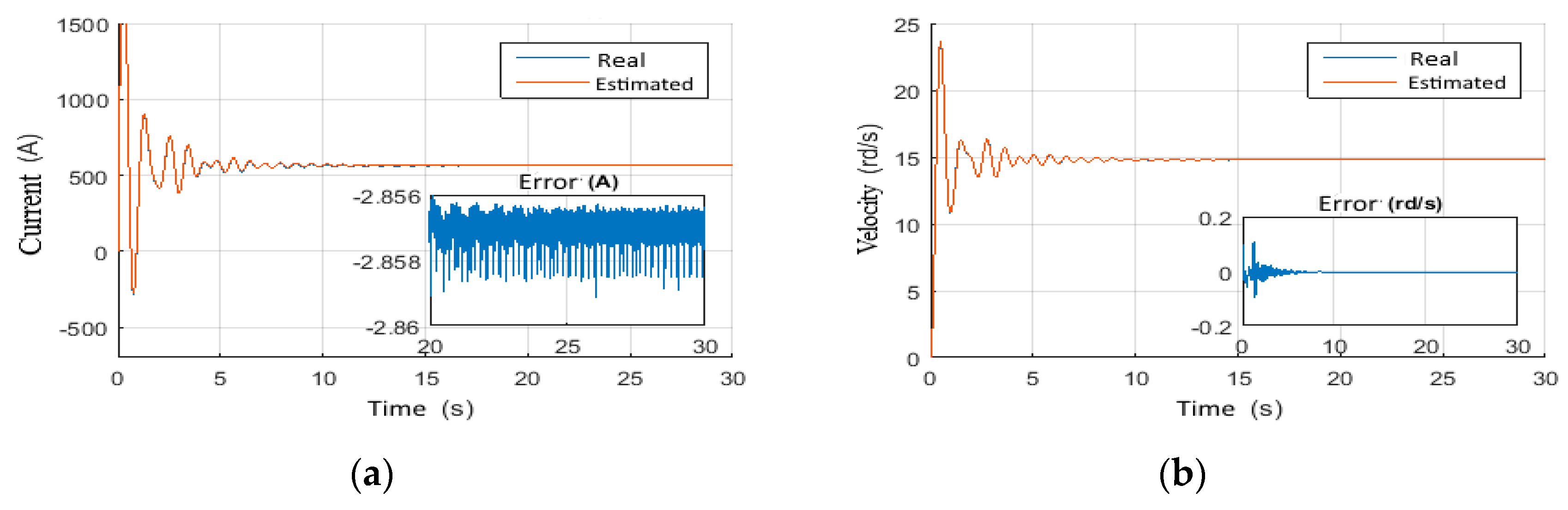
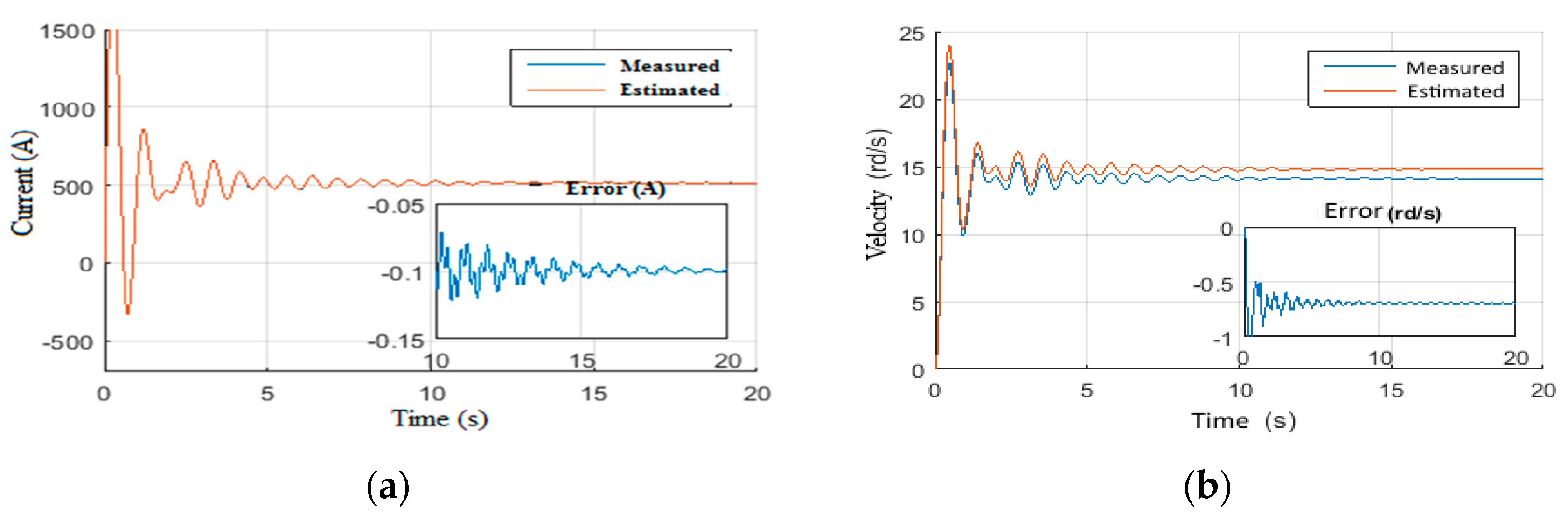
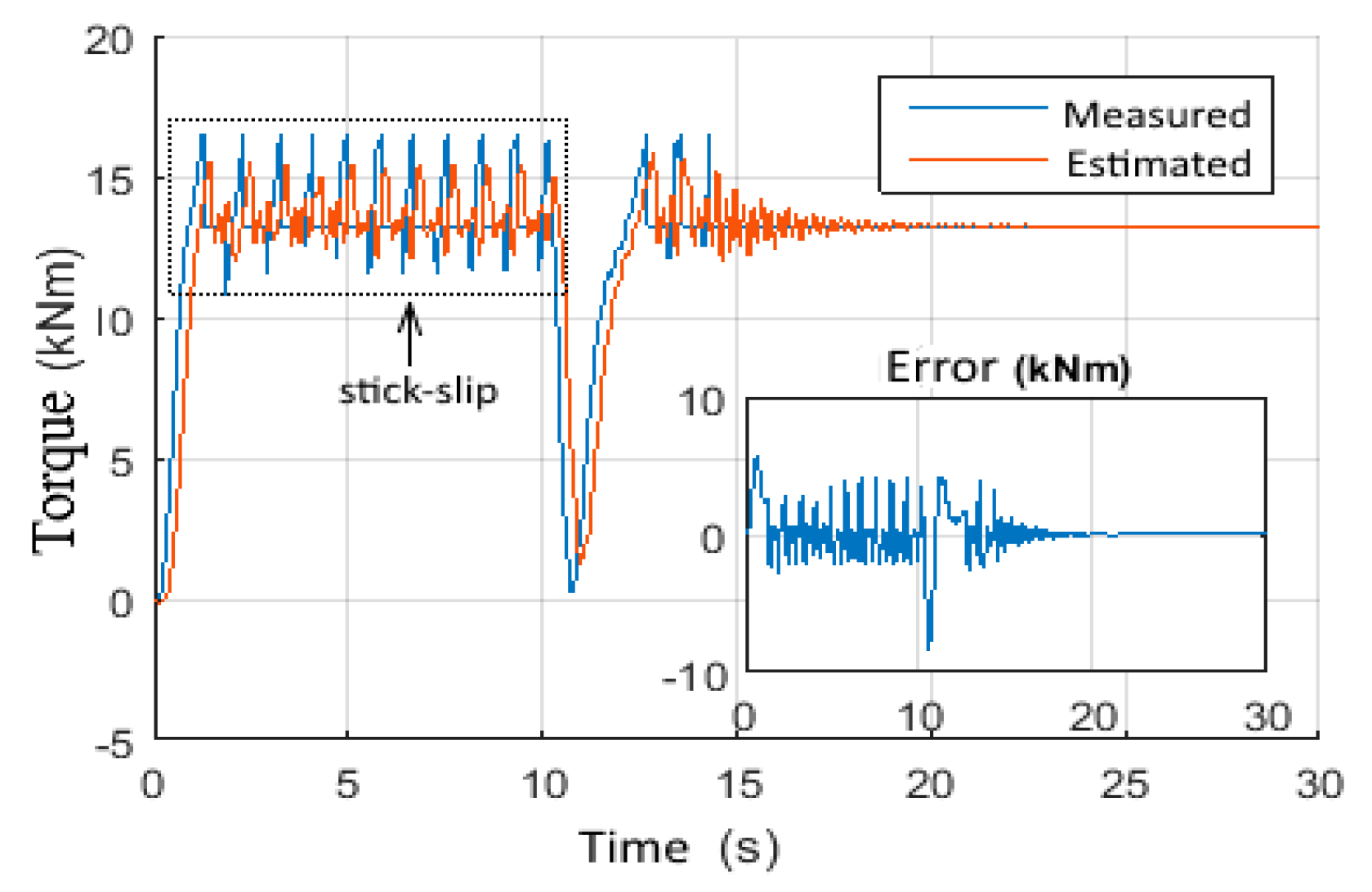
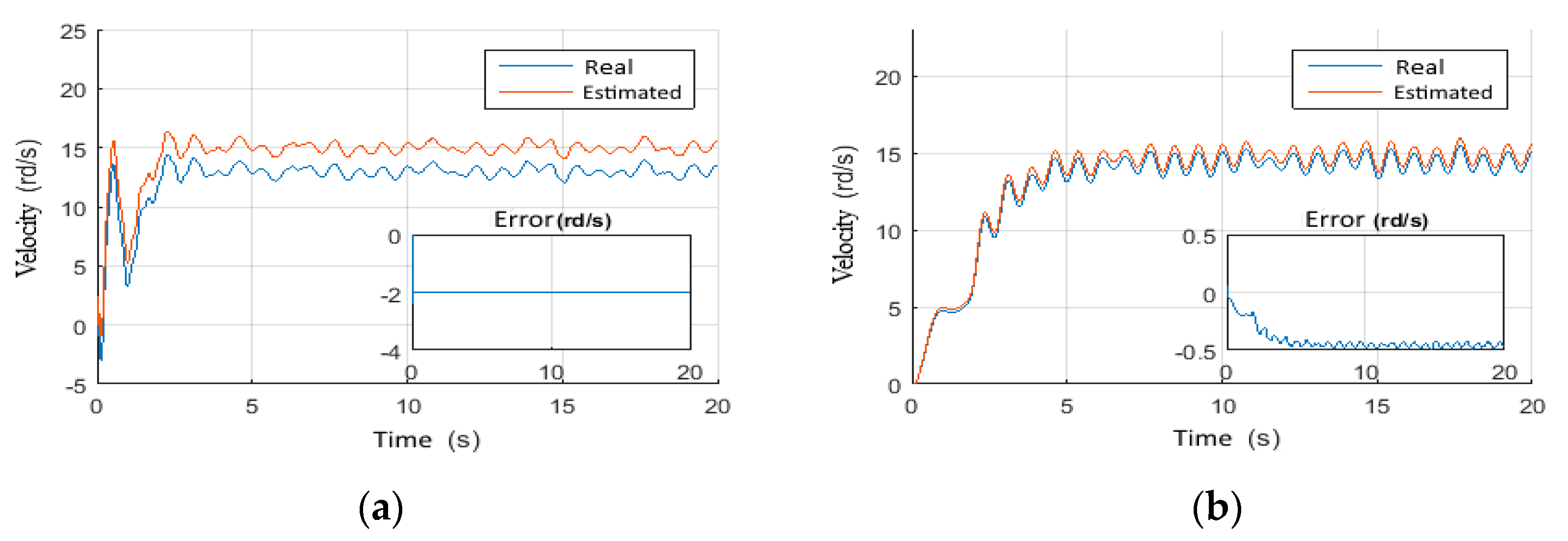
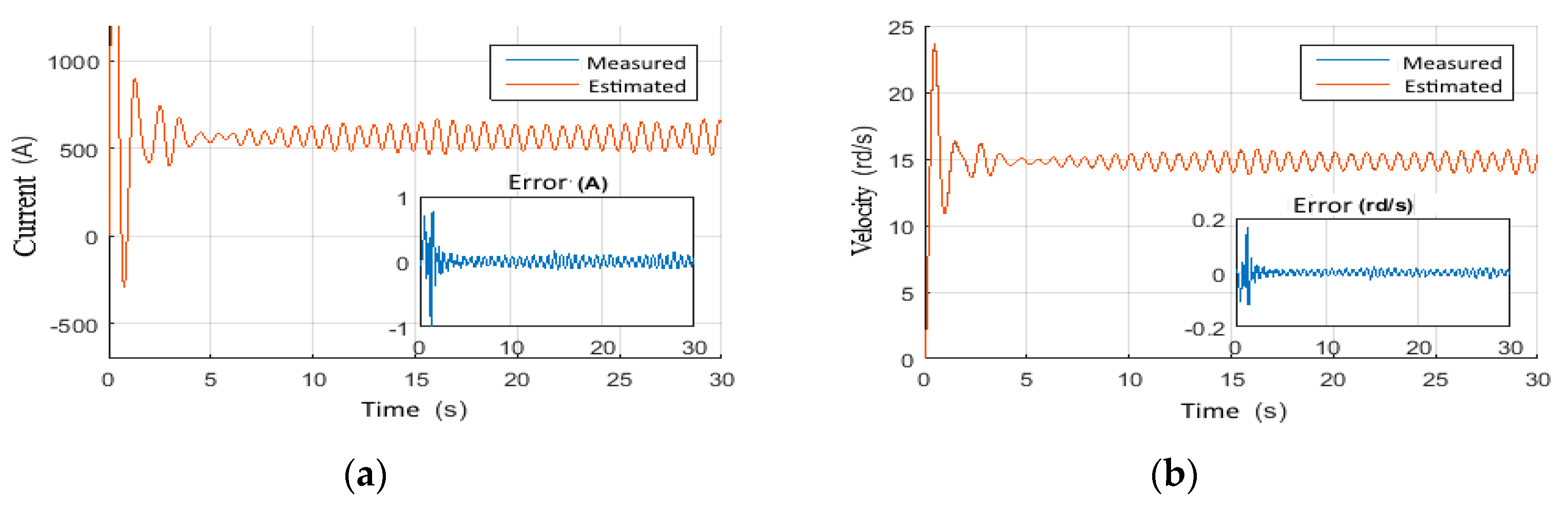
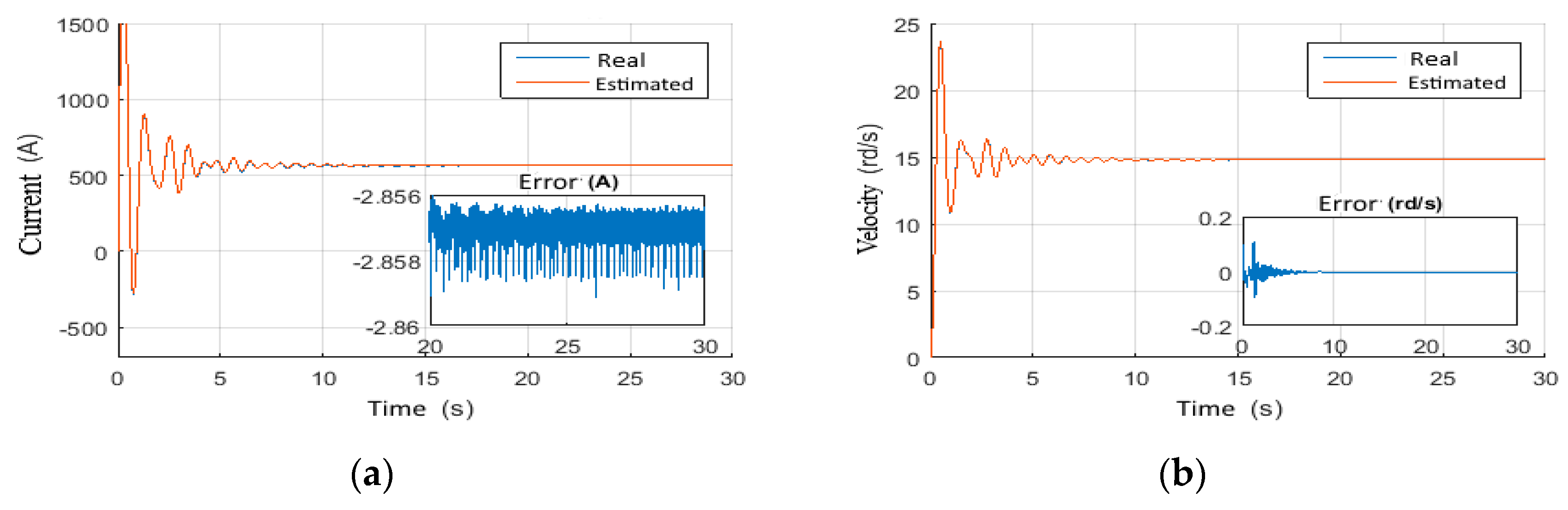
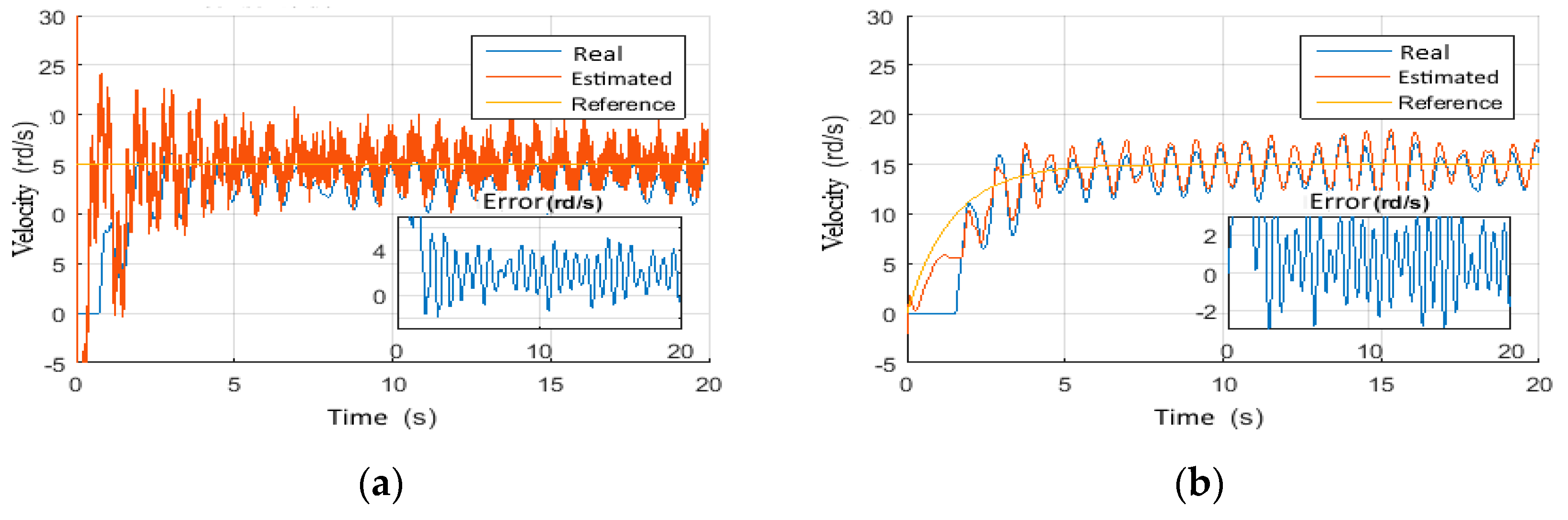
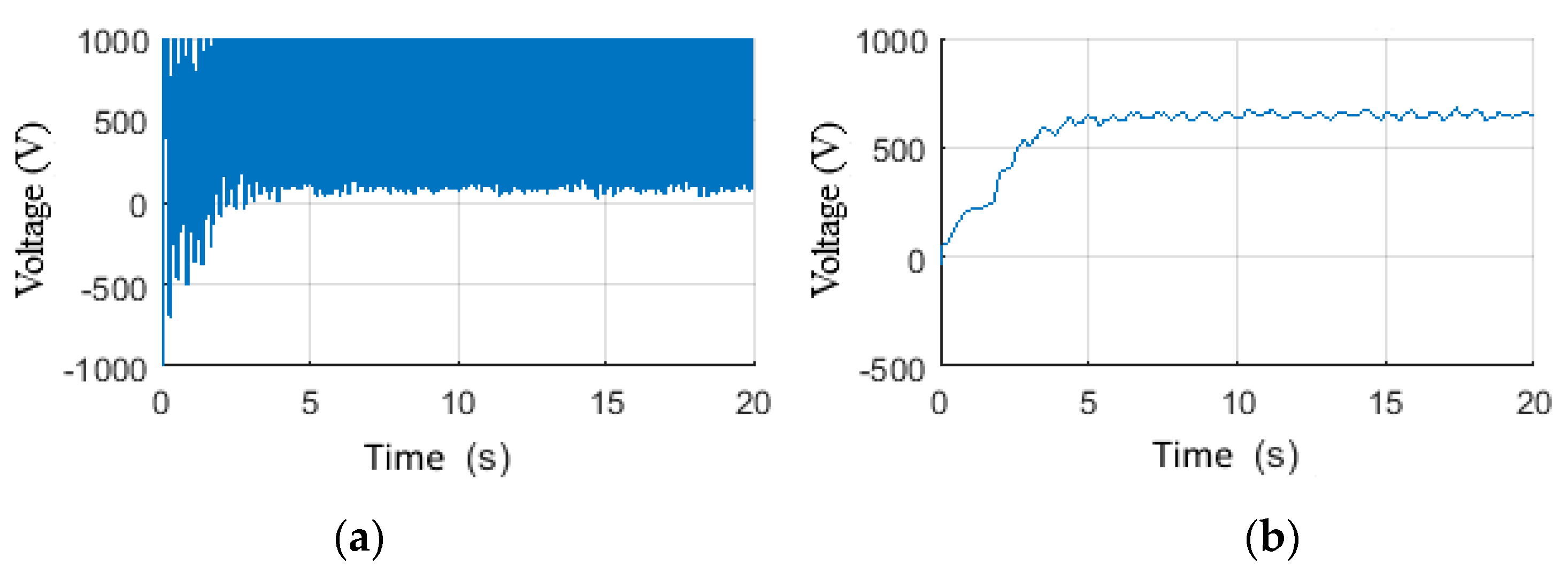
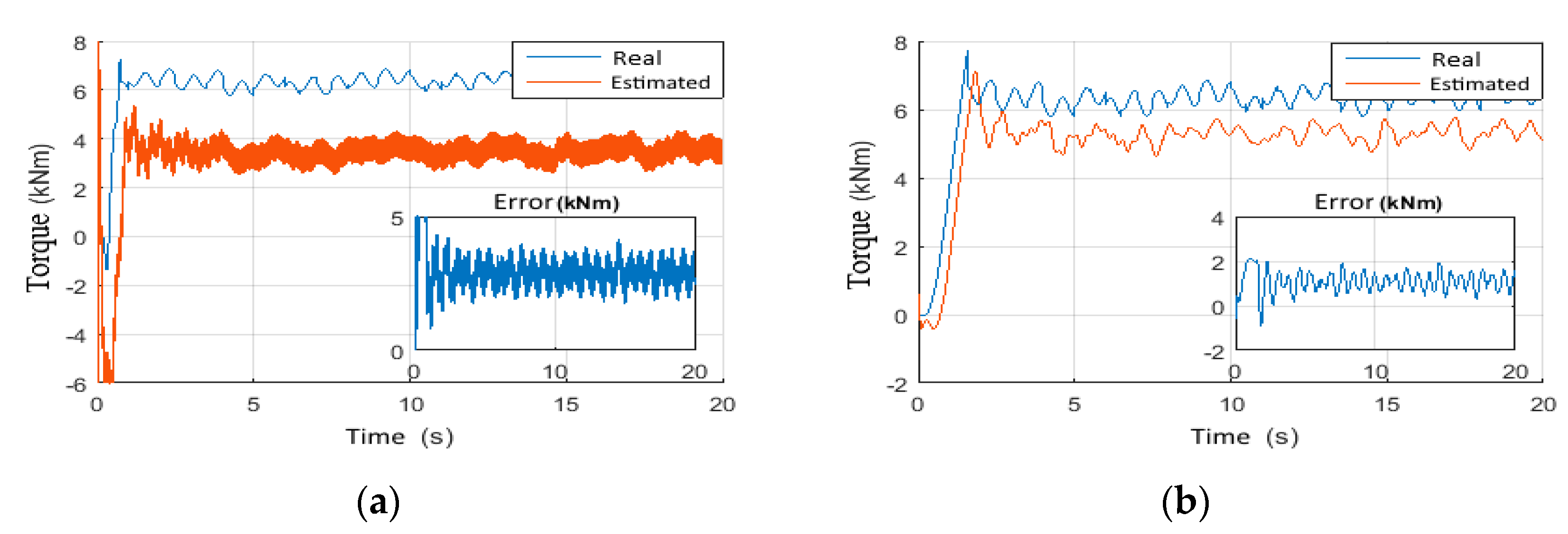
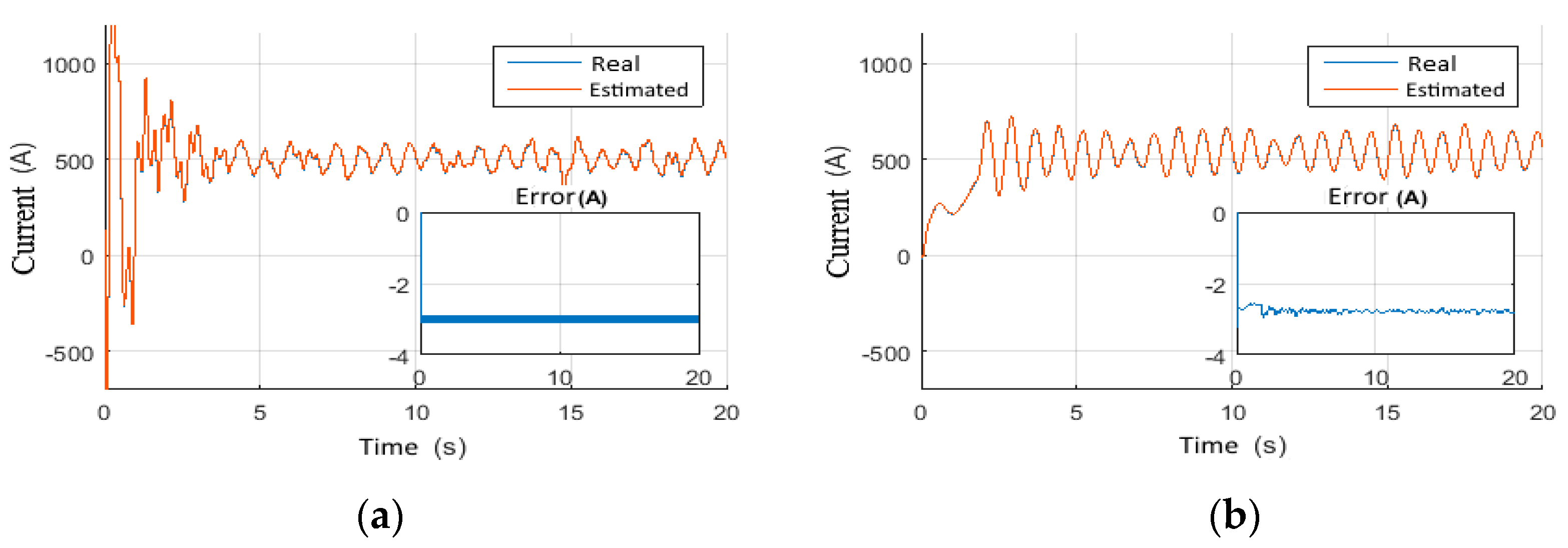
4.1. Observer Performance Tests
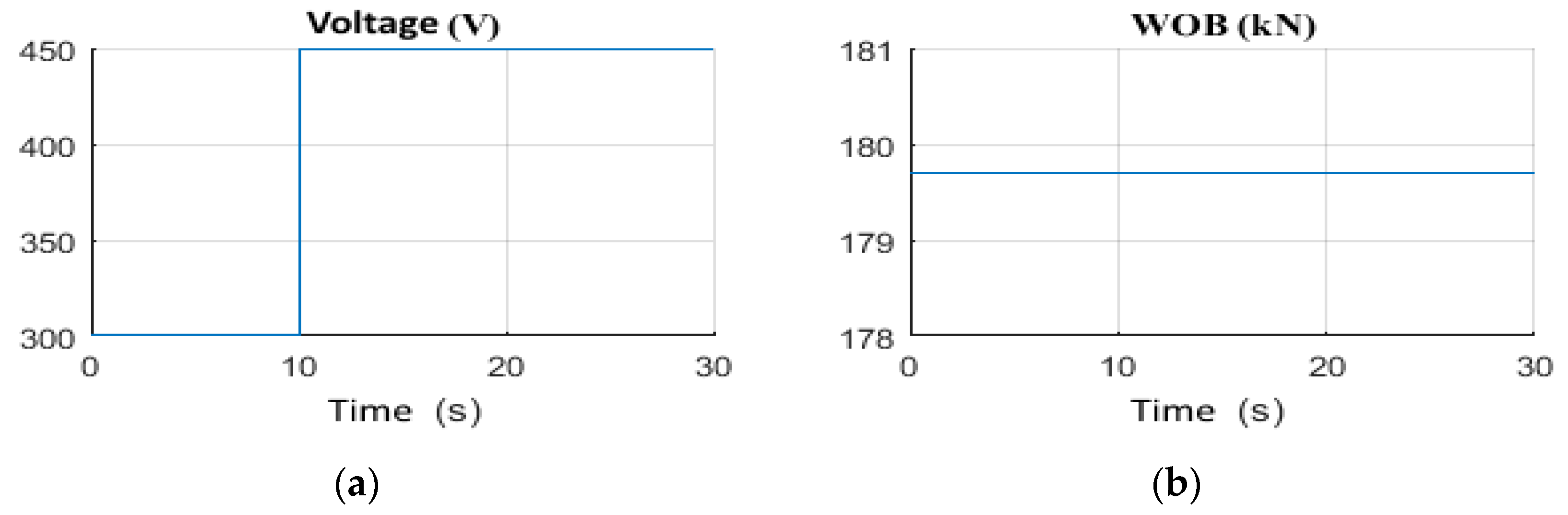
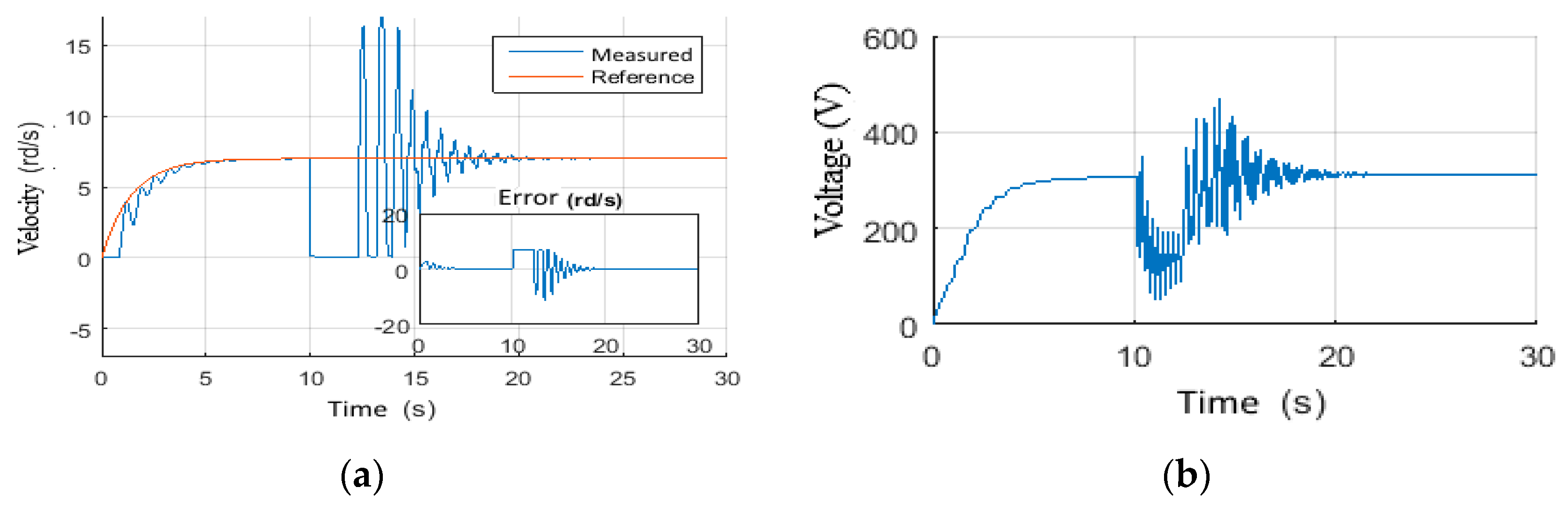
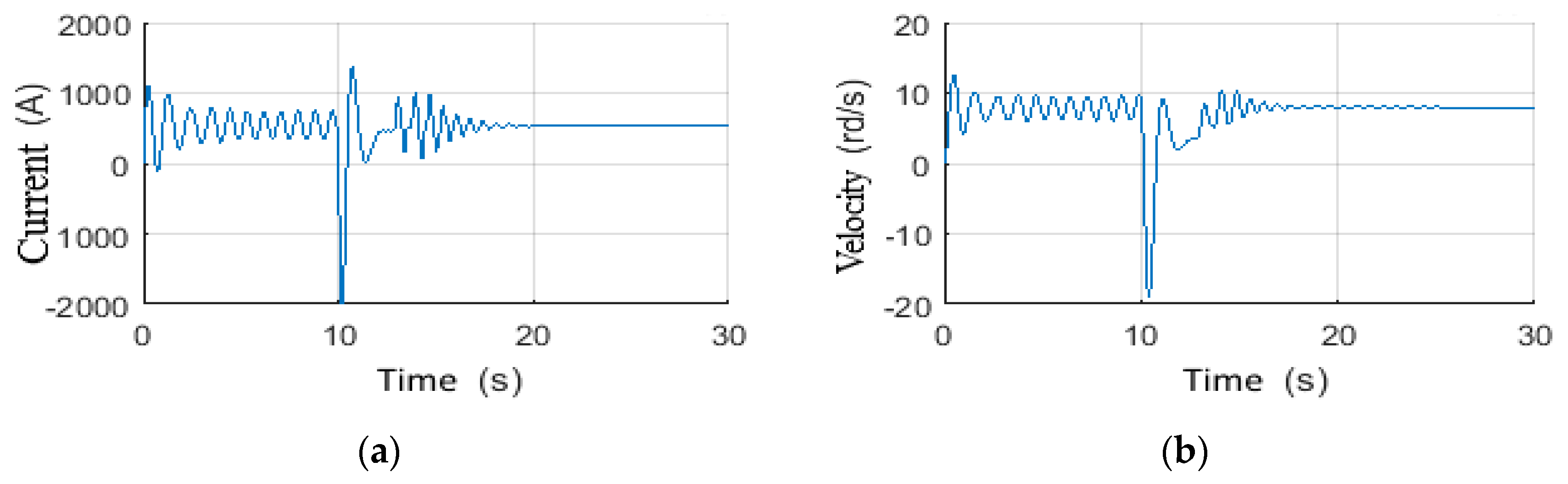
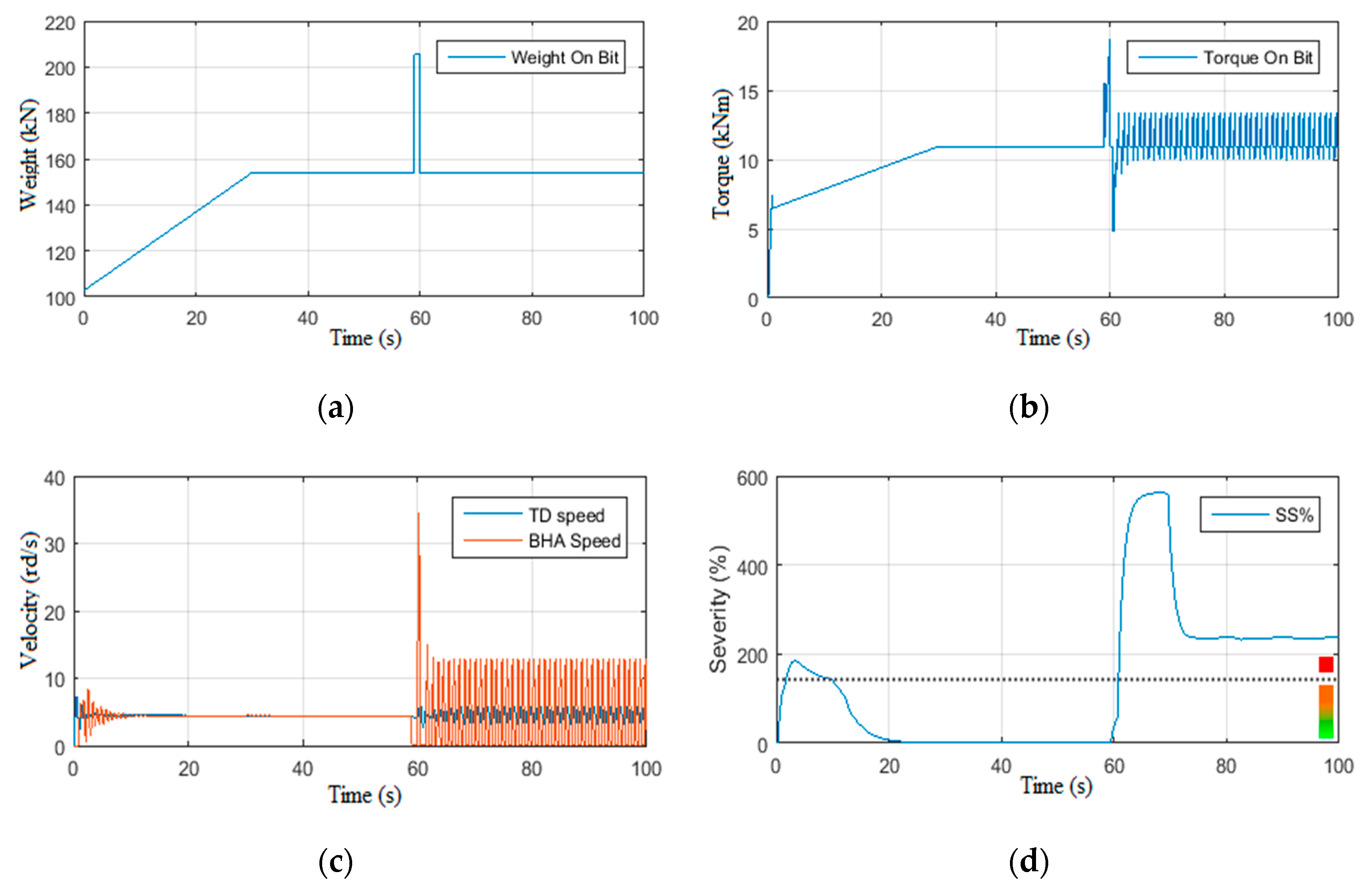
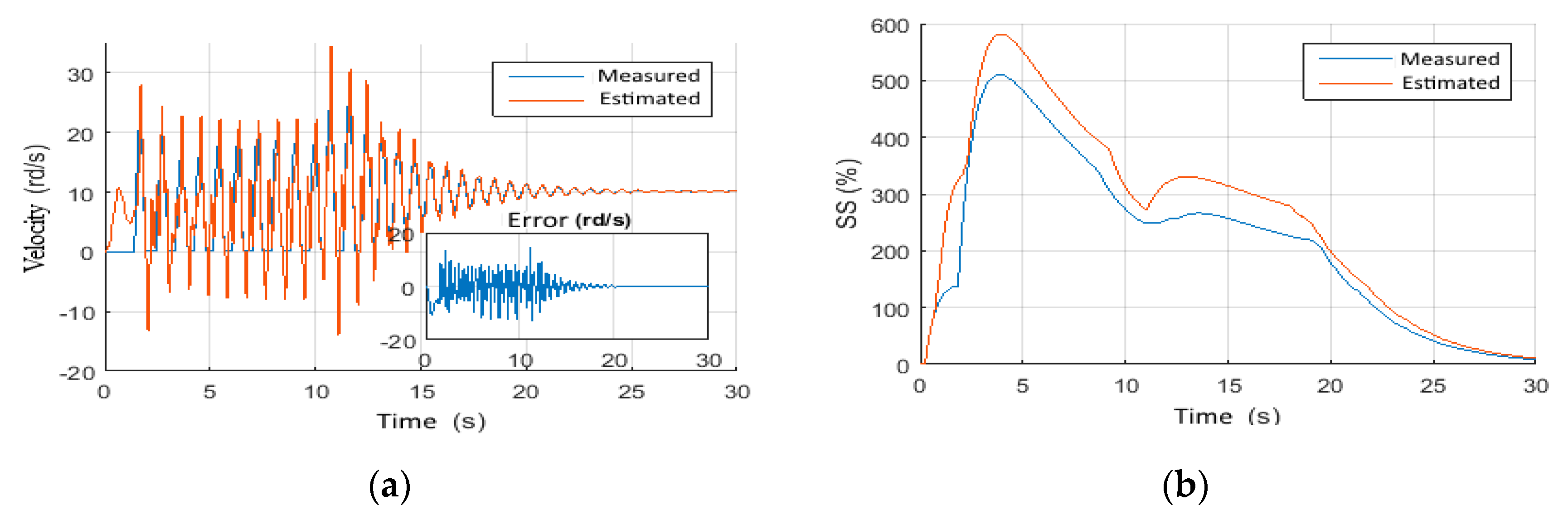
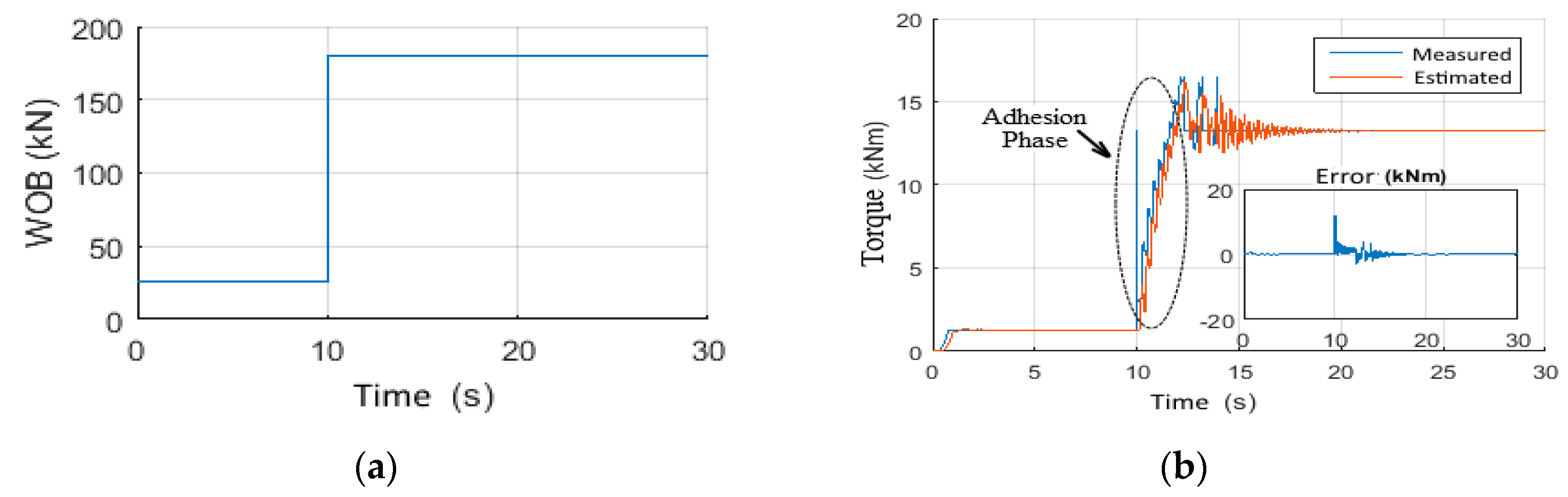
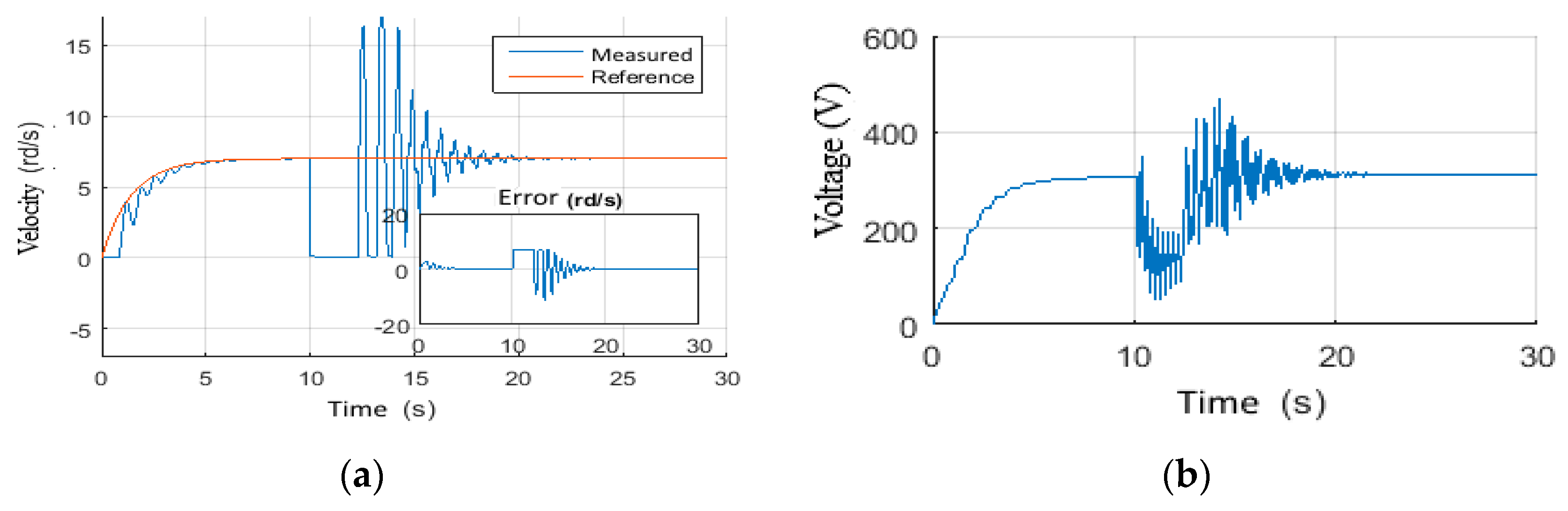
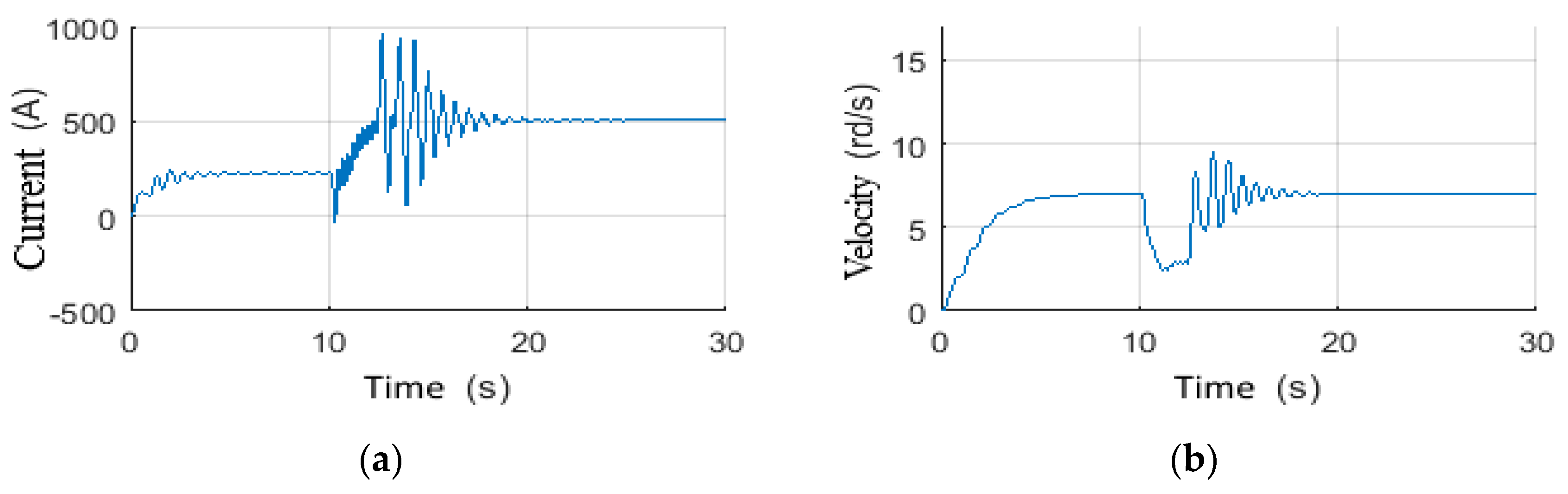
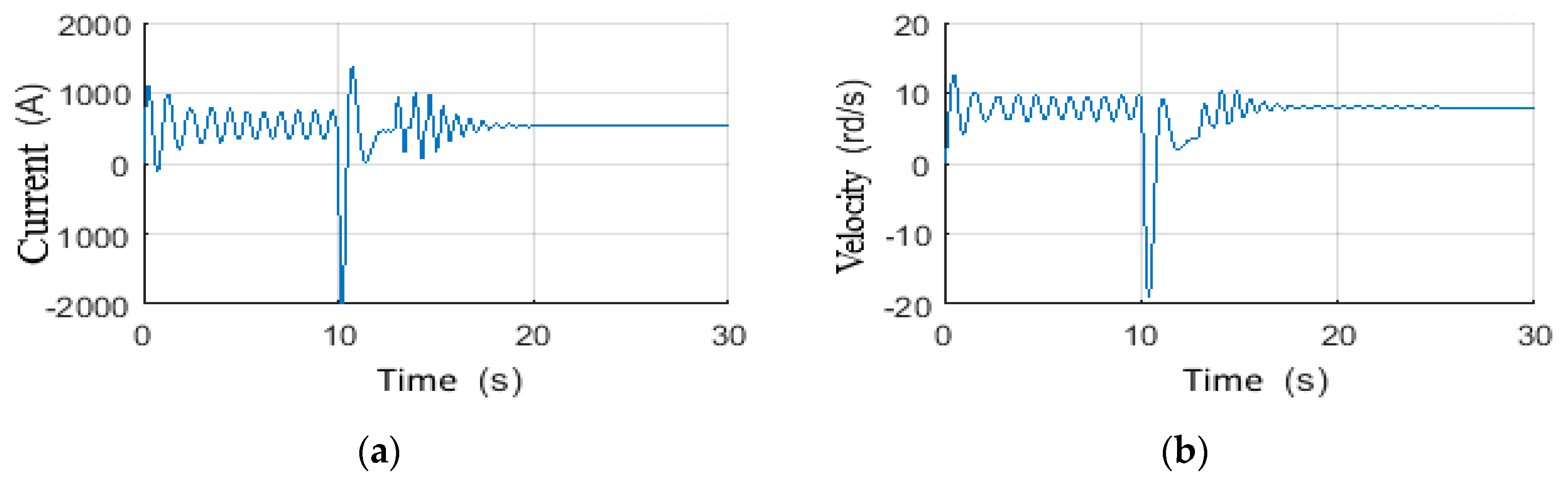
4.1.1. Scenario 3: Constant Wob with Step Voltage
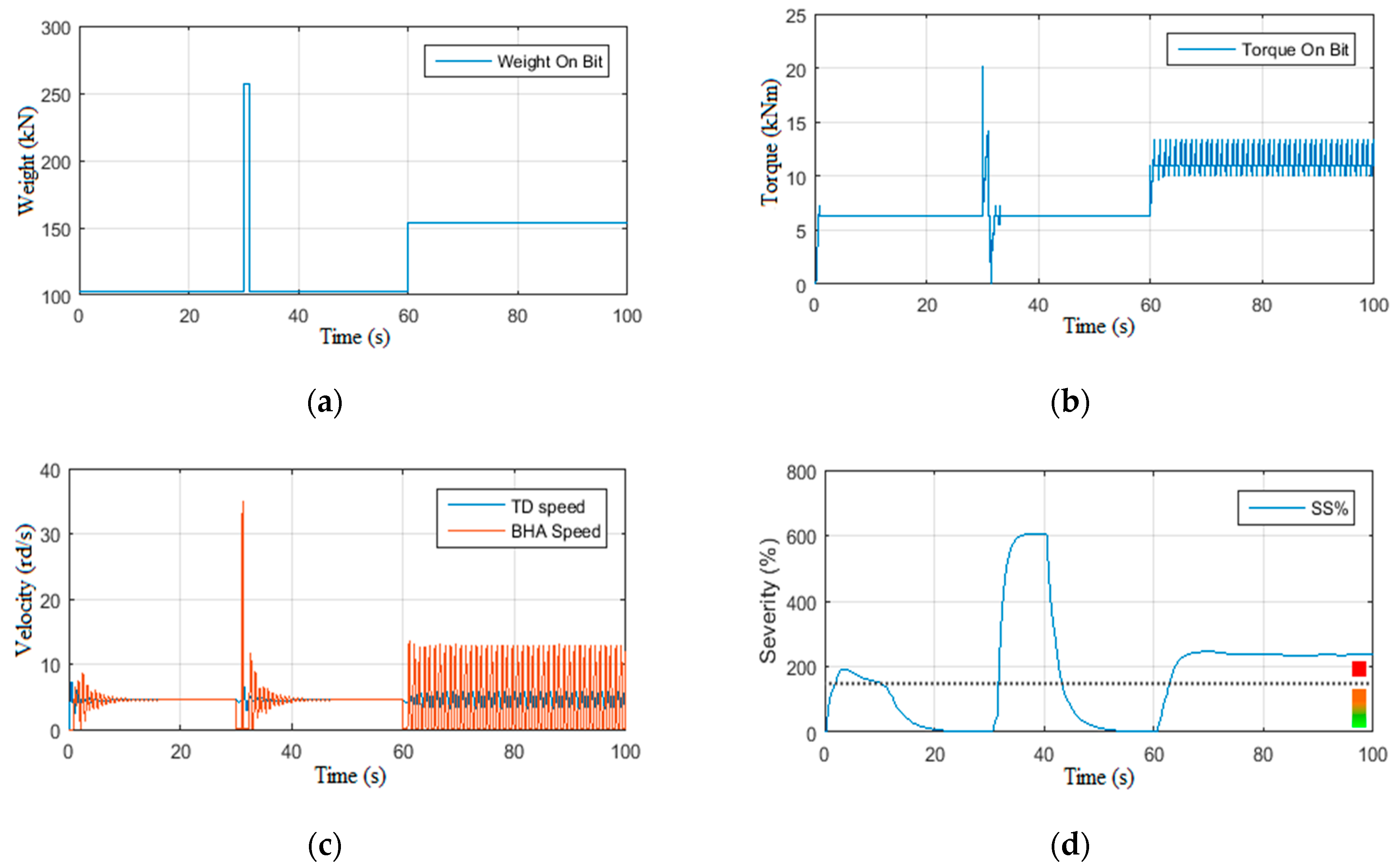
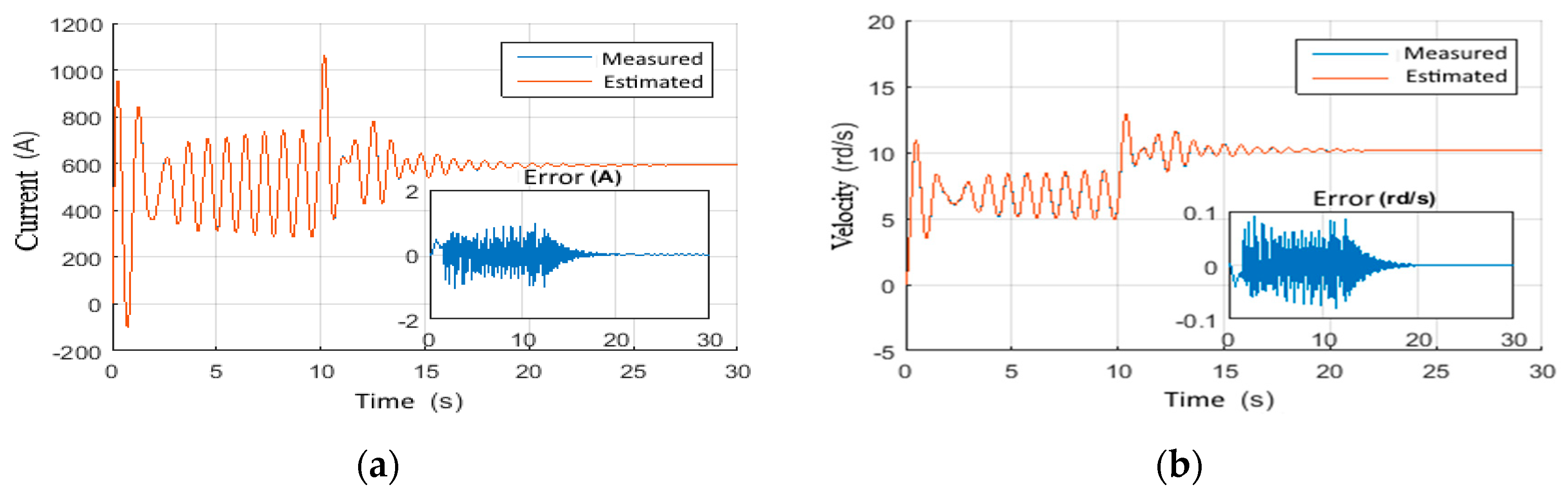
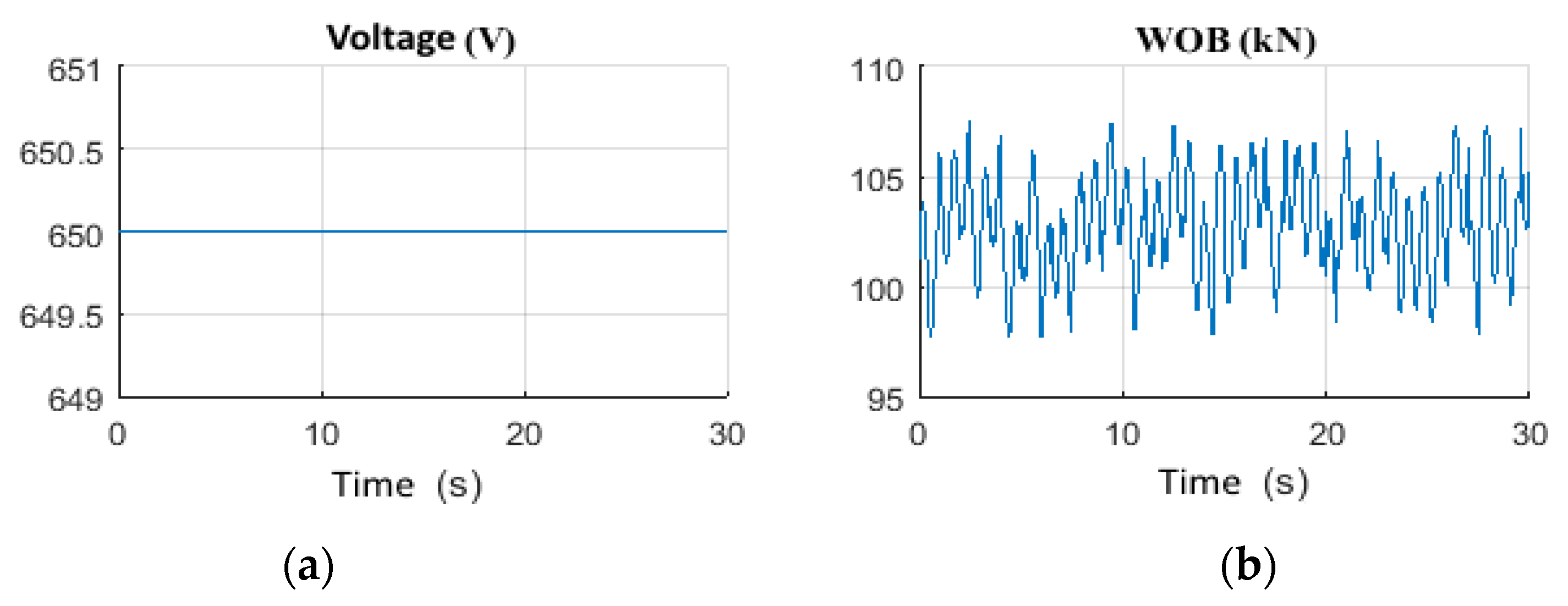
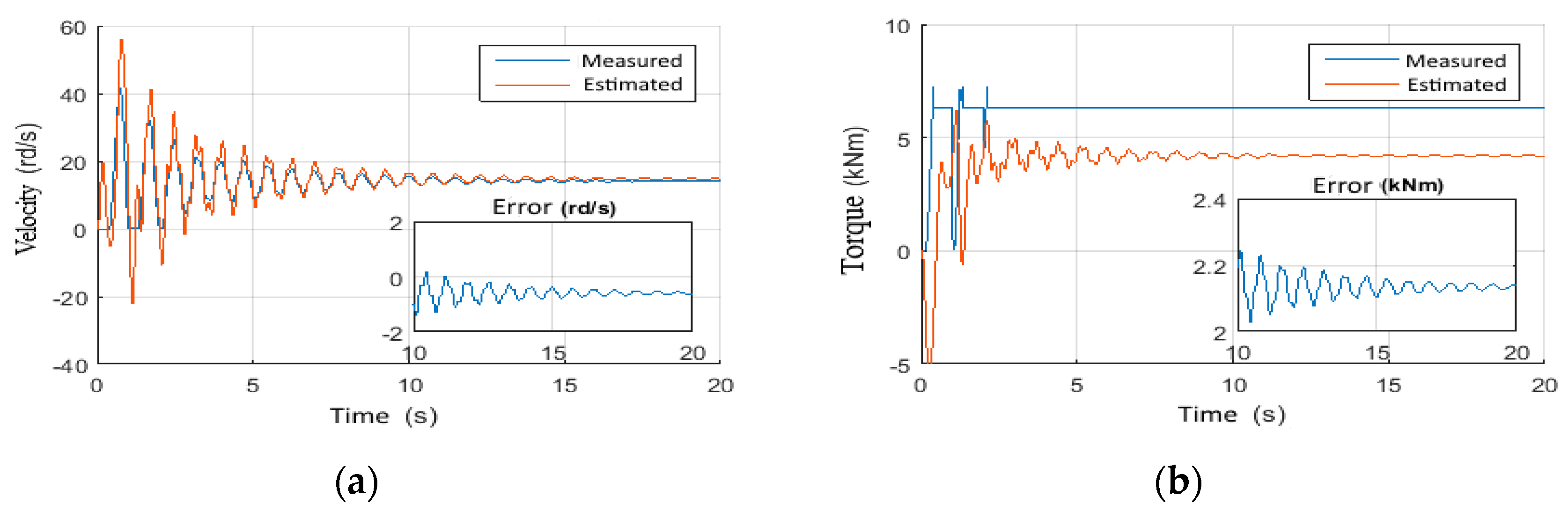
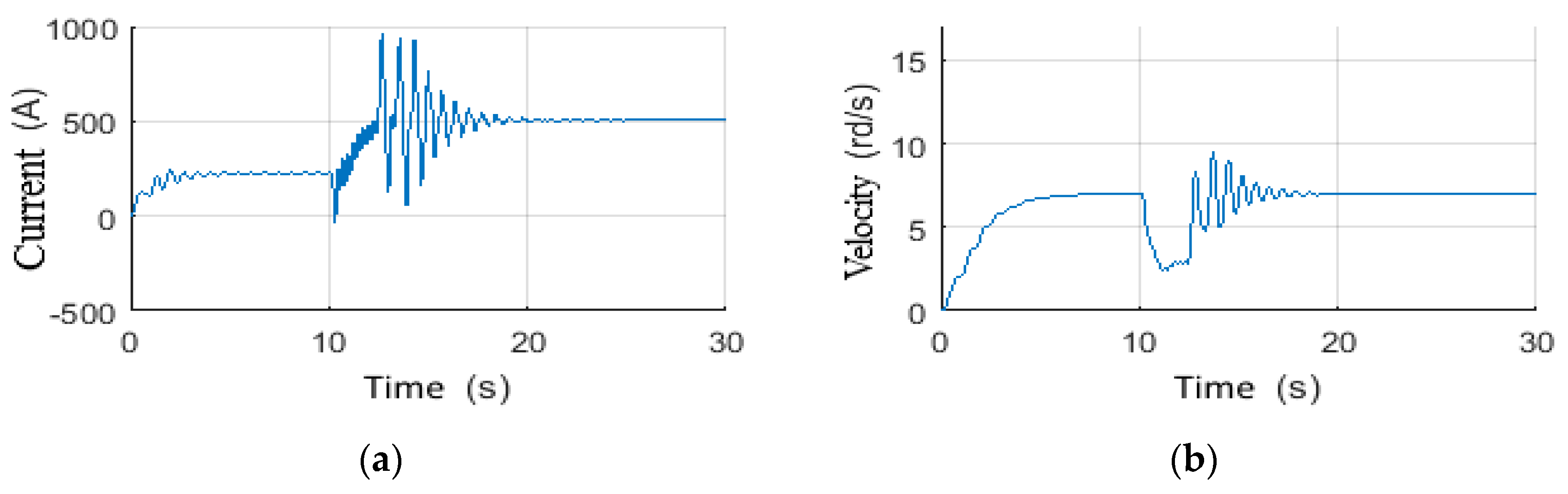
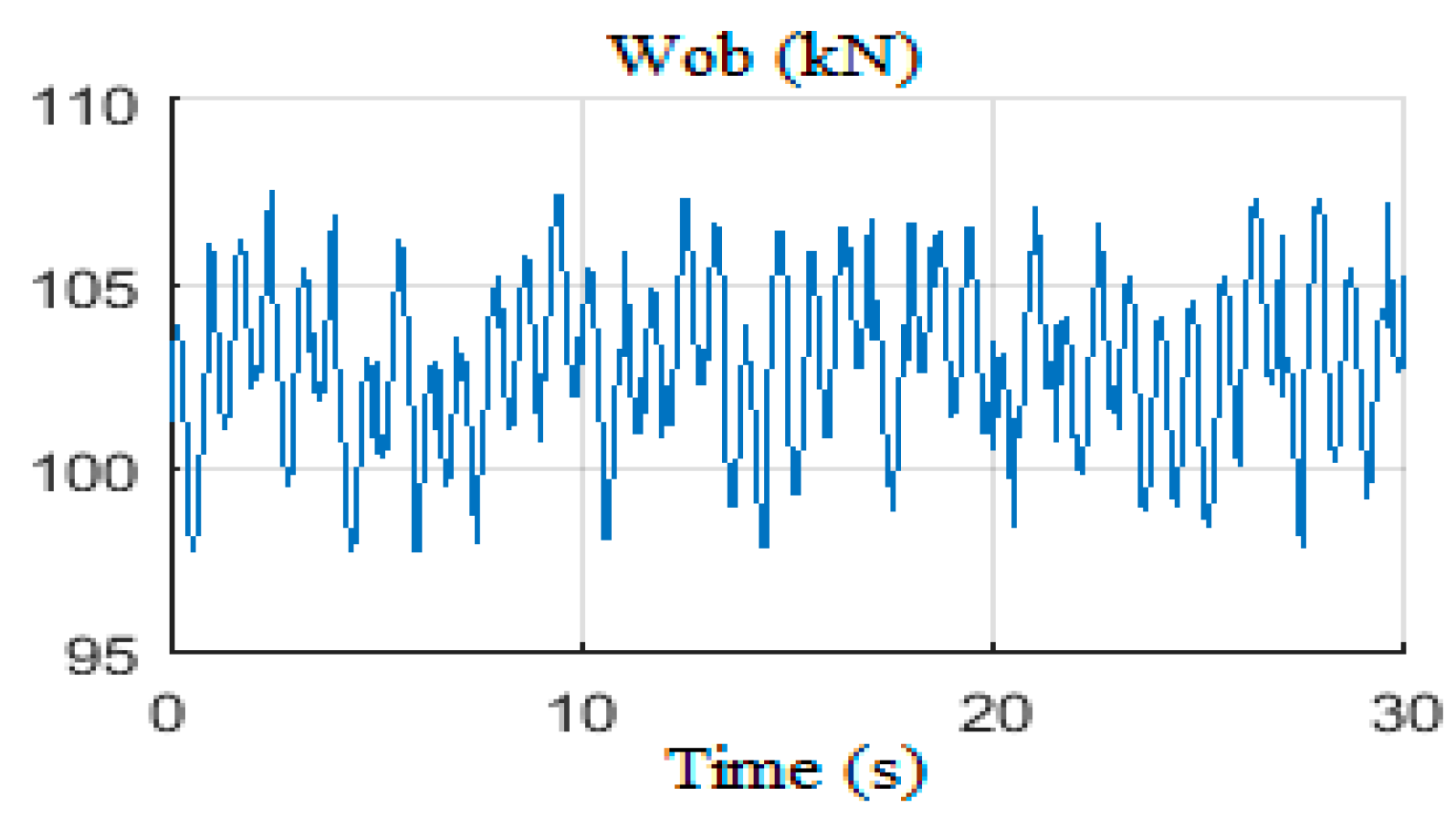
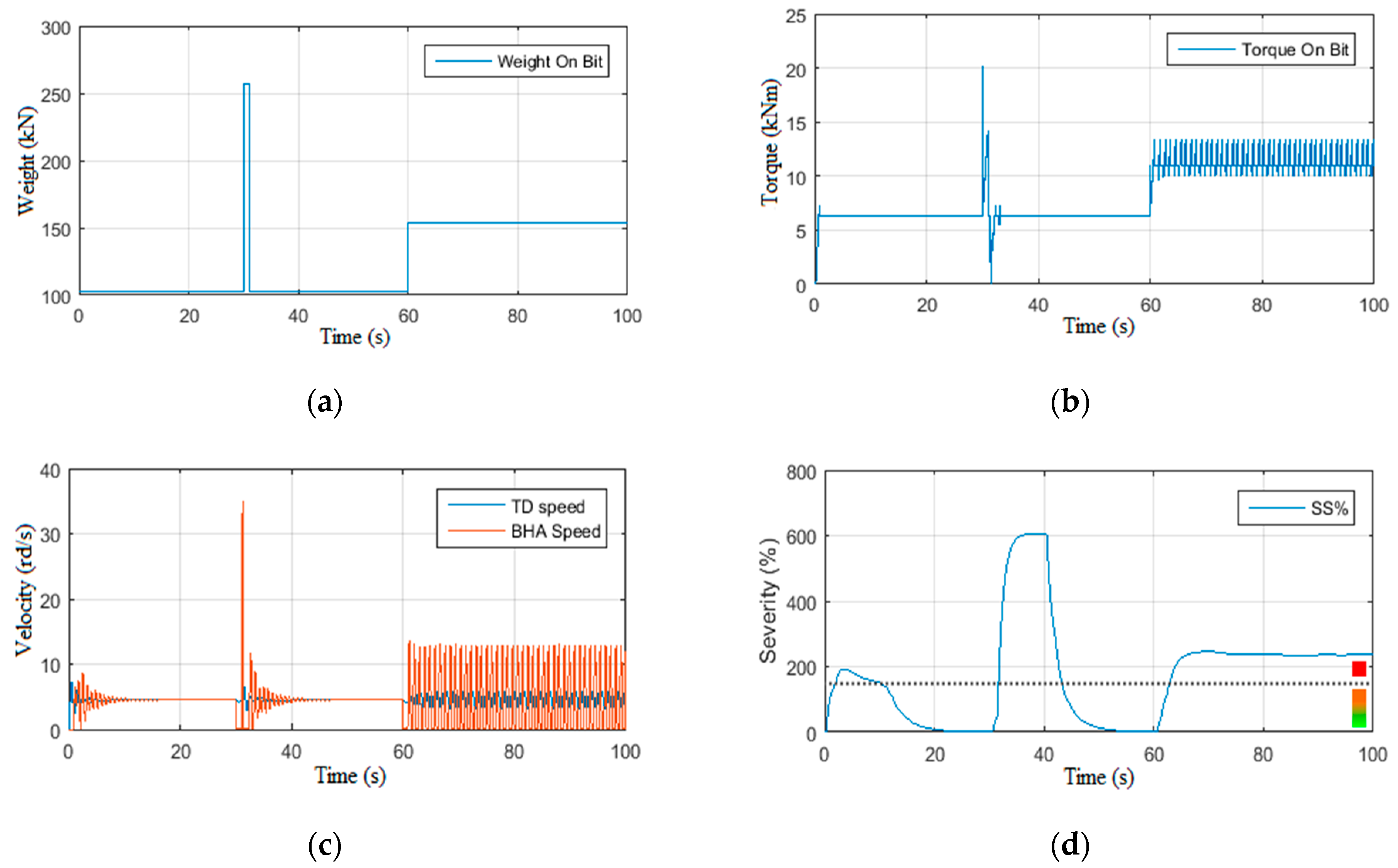
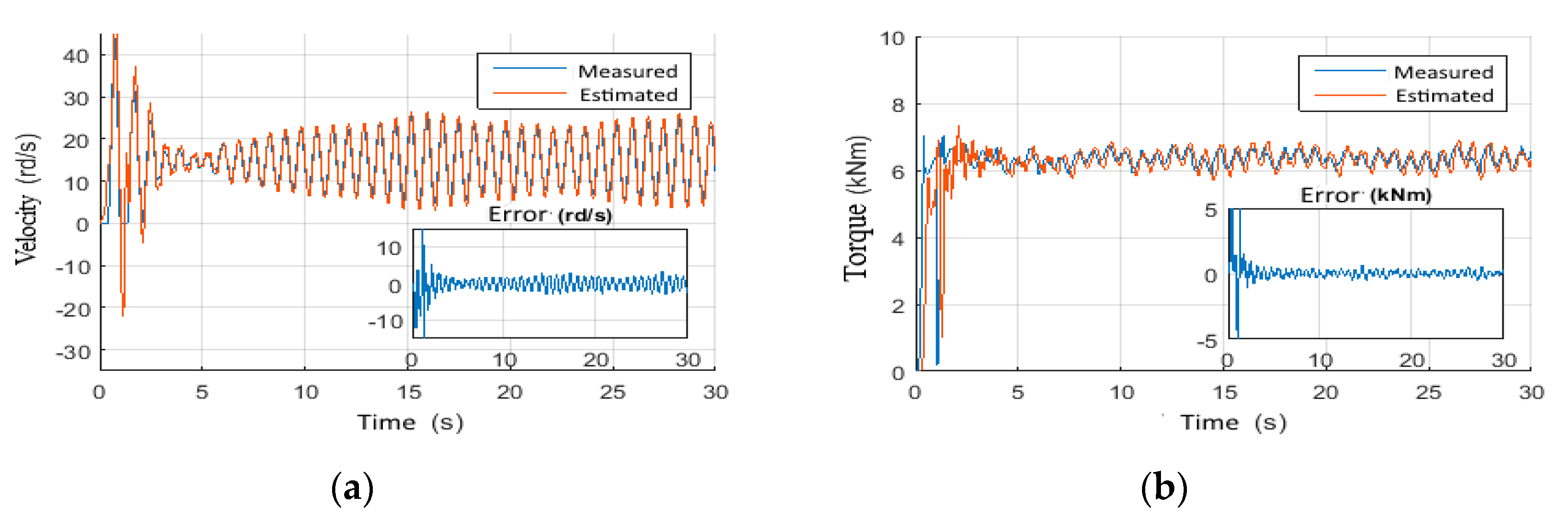
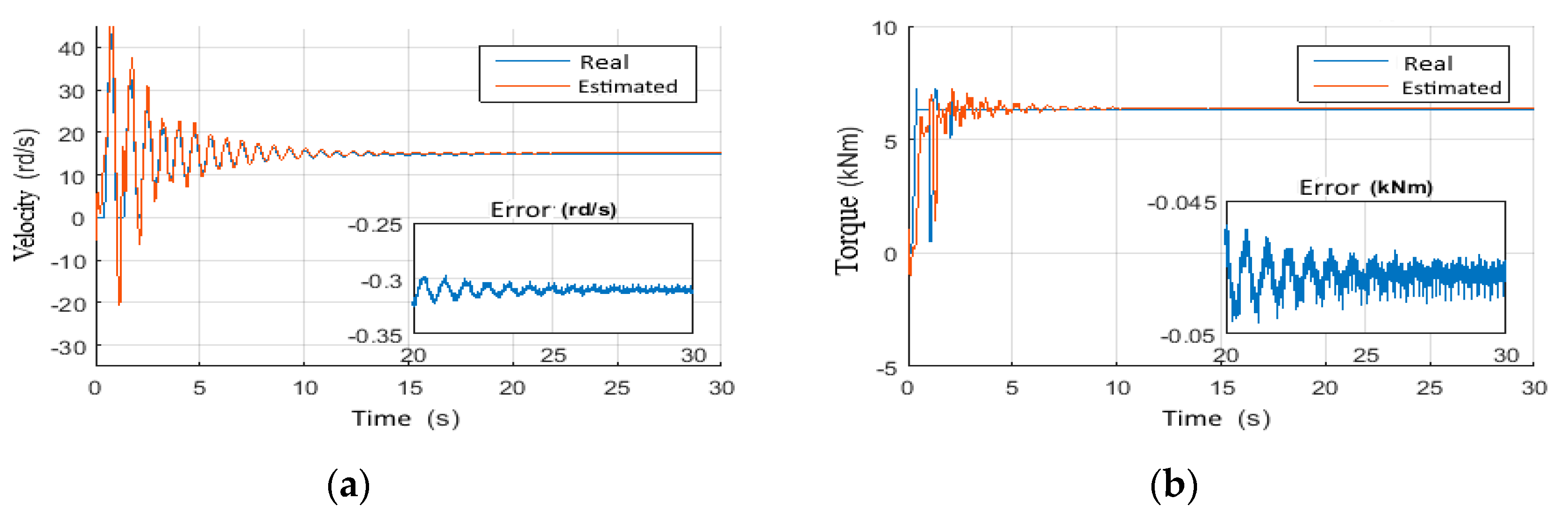
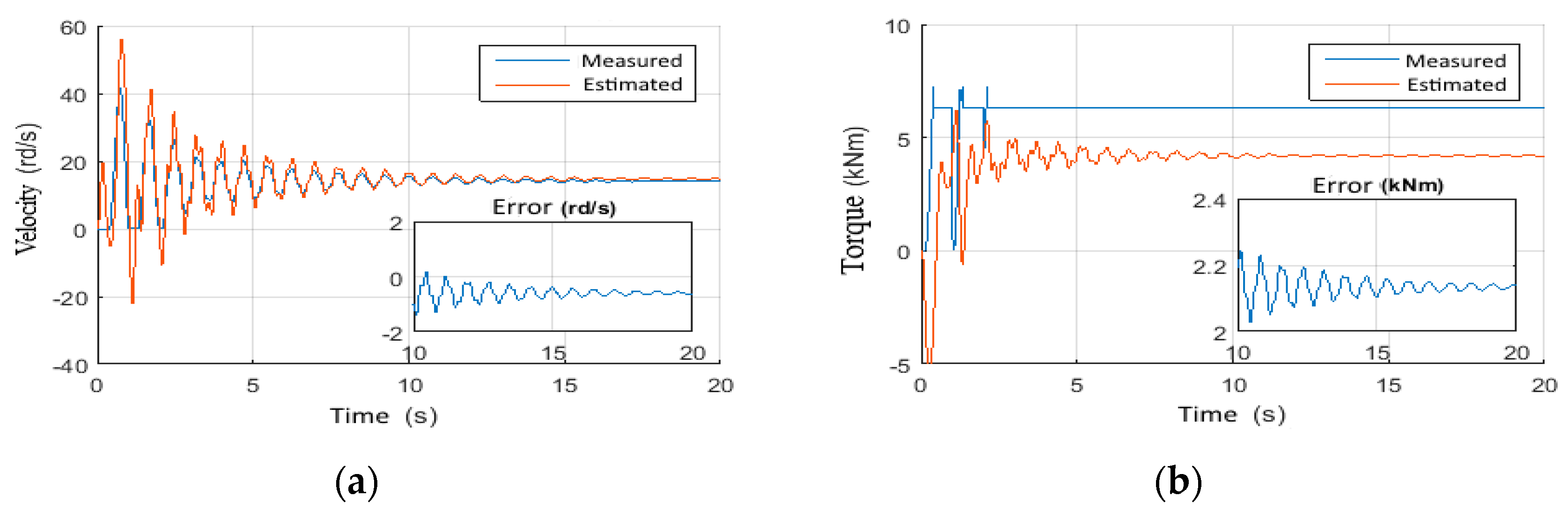
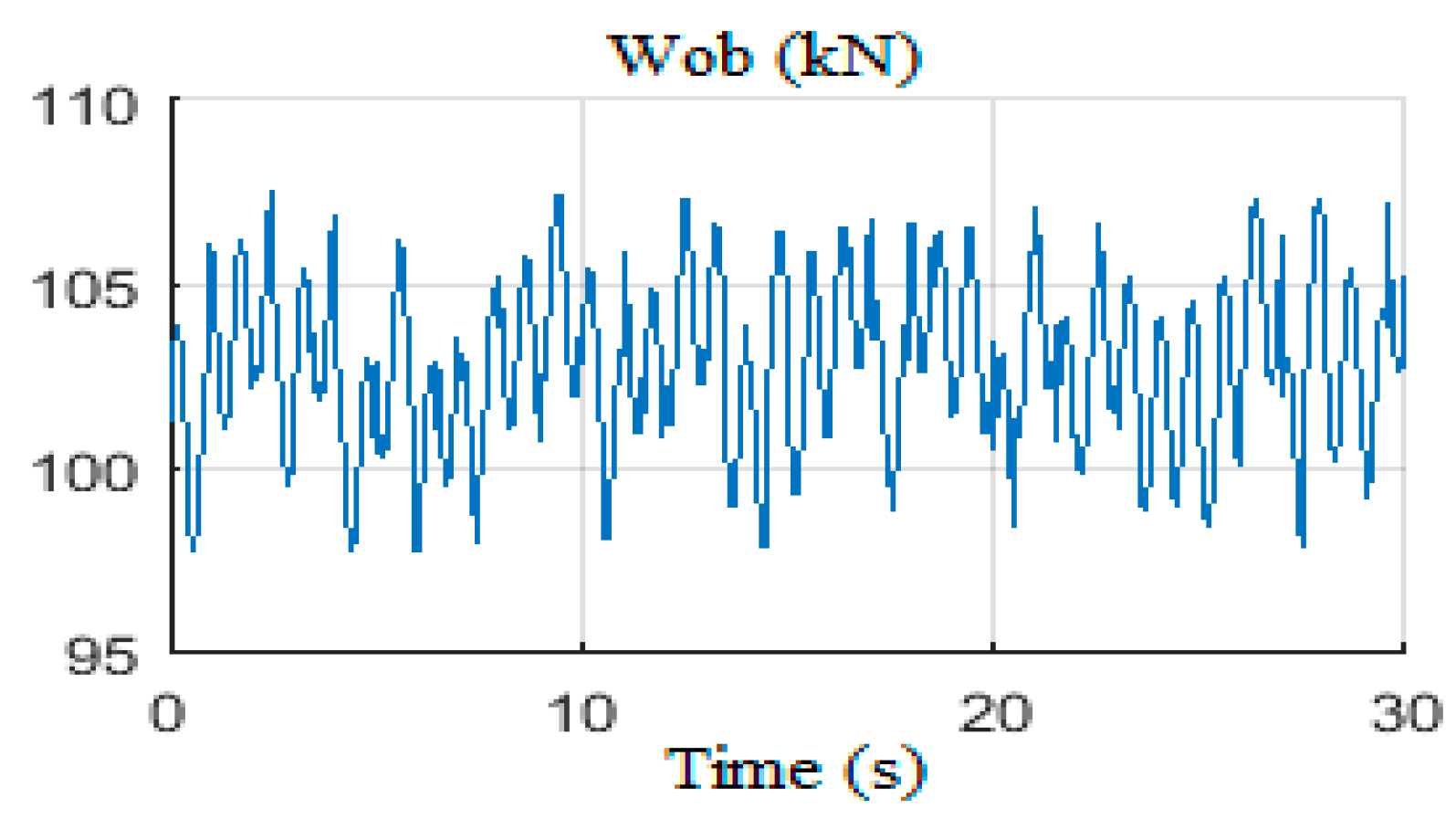
4.1.2. Scenario 4: Random Wob with Constant Voltage
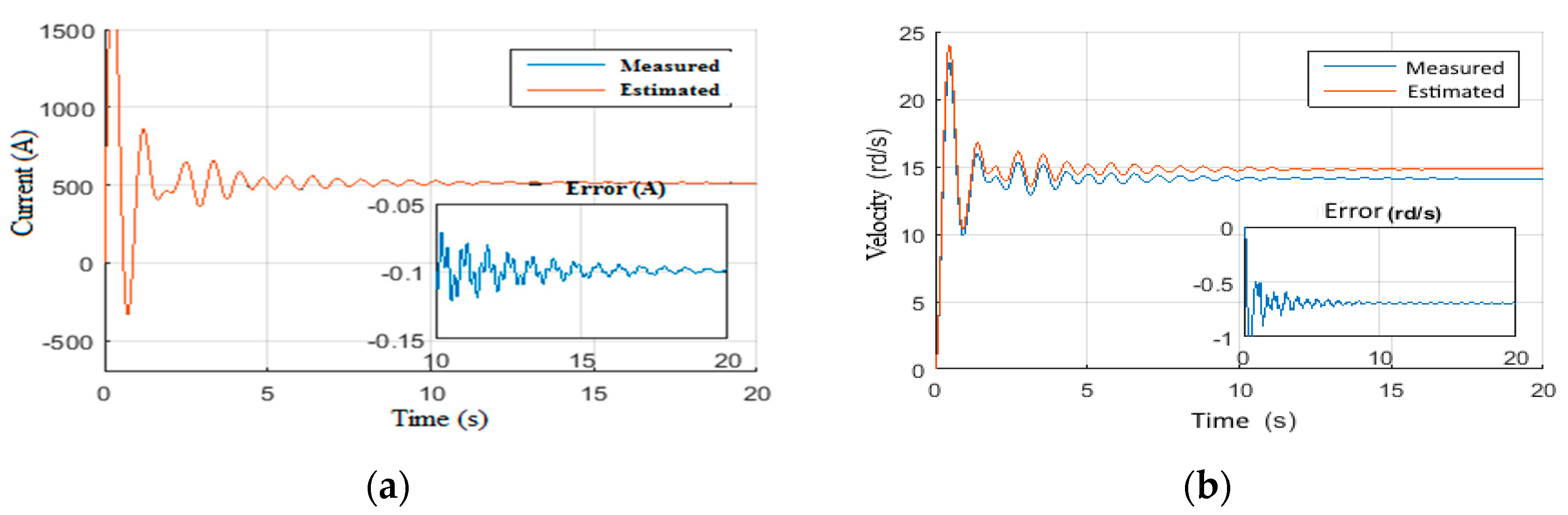
4.2. Scenario5: Disturbed Measurements
4.3. Scenario6: Parametric Variation
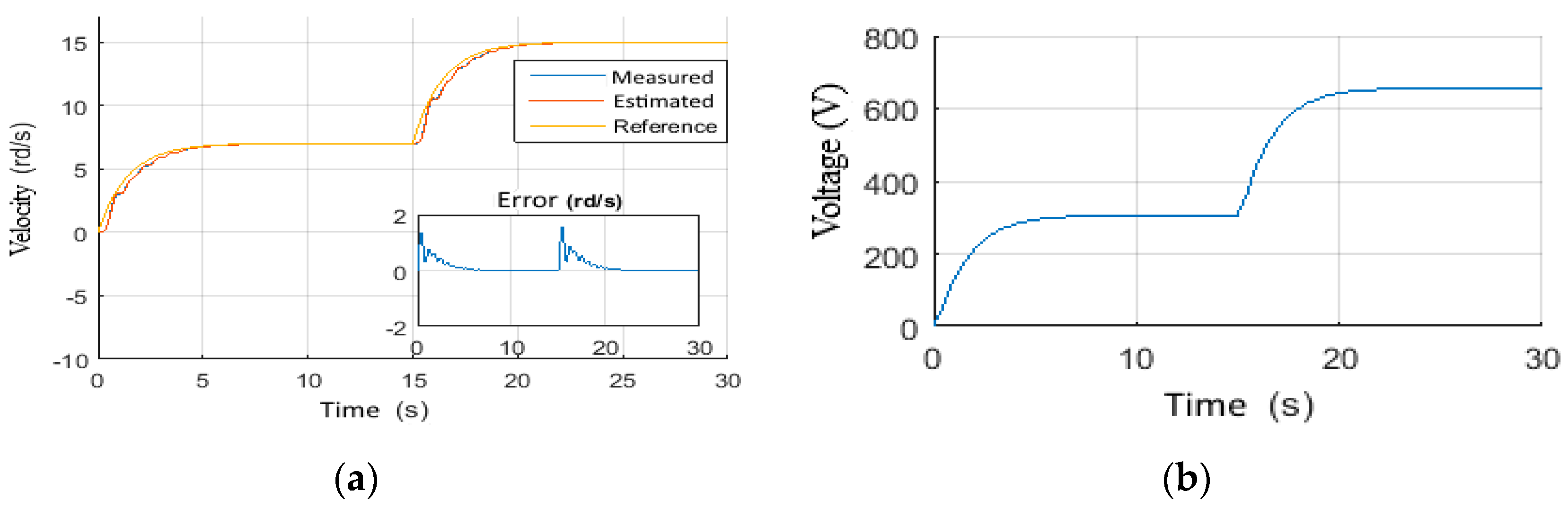
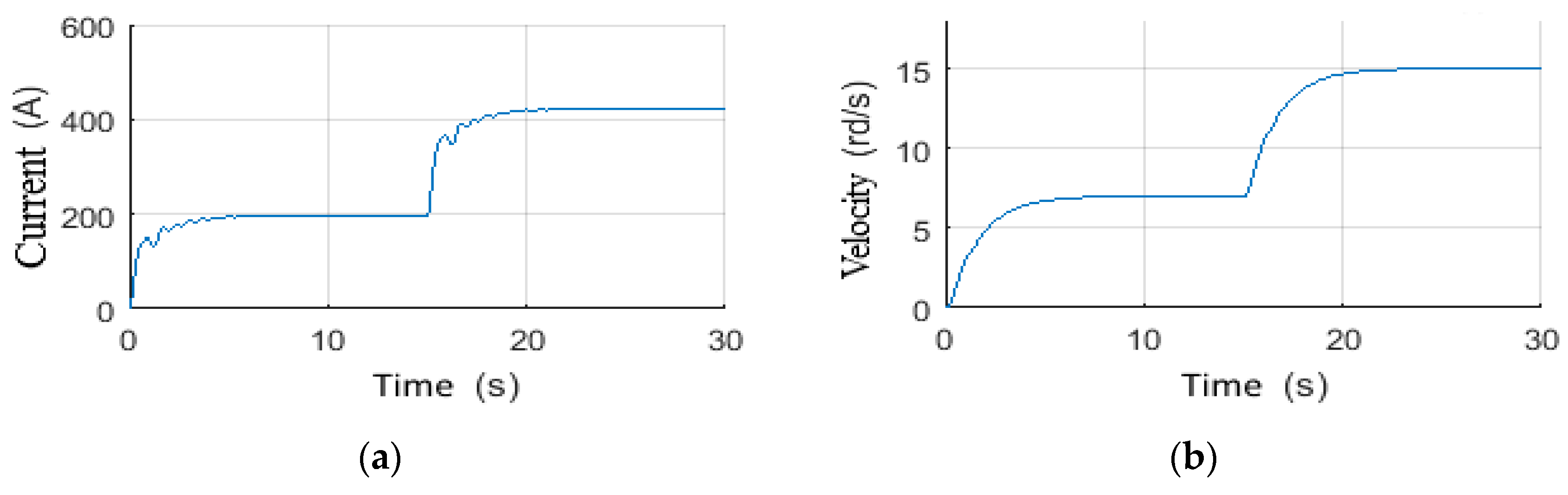
4.4. Performance Tests of Observer-Based Controllers
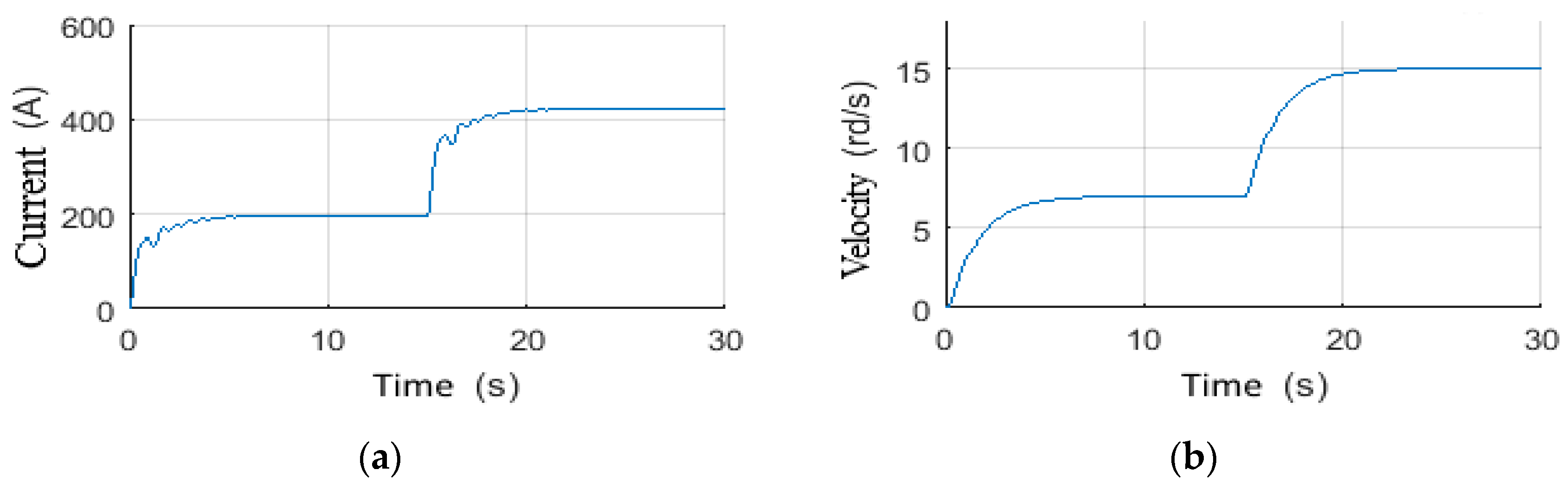
4.4.1. Scenario 7: Voltage Step Reference Tracking
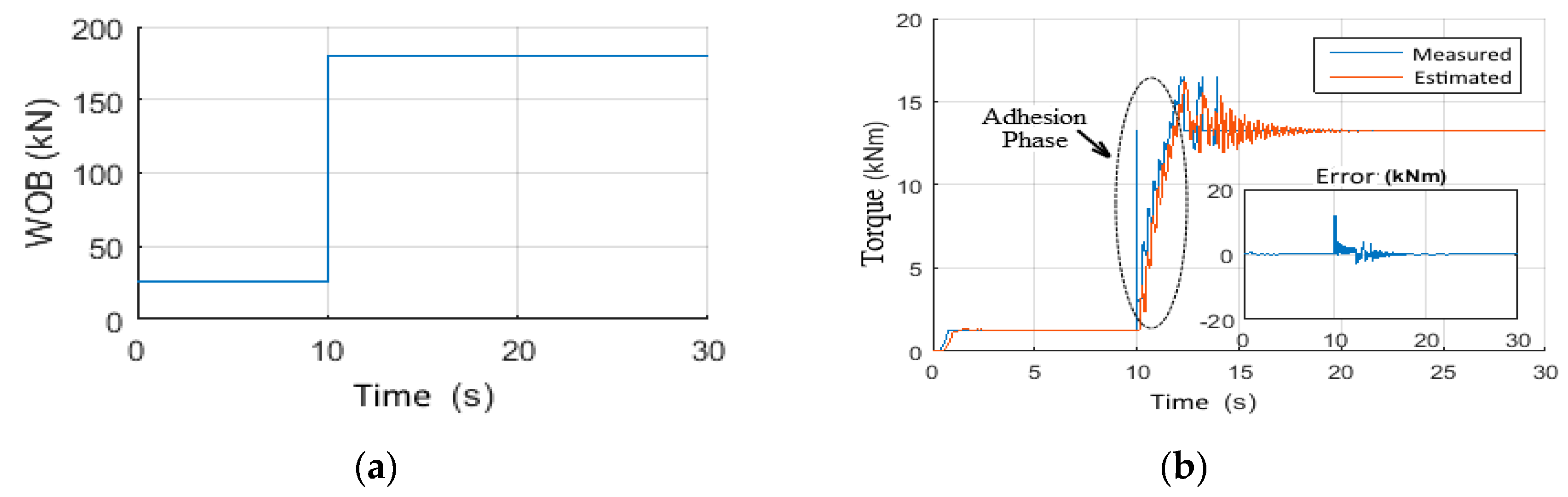
4.4.2. Scenario 8: Wob step Tracking Reference
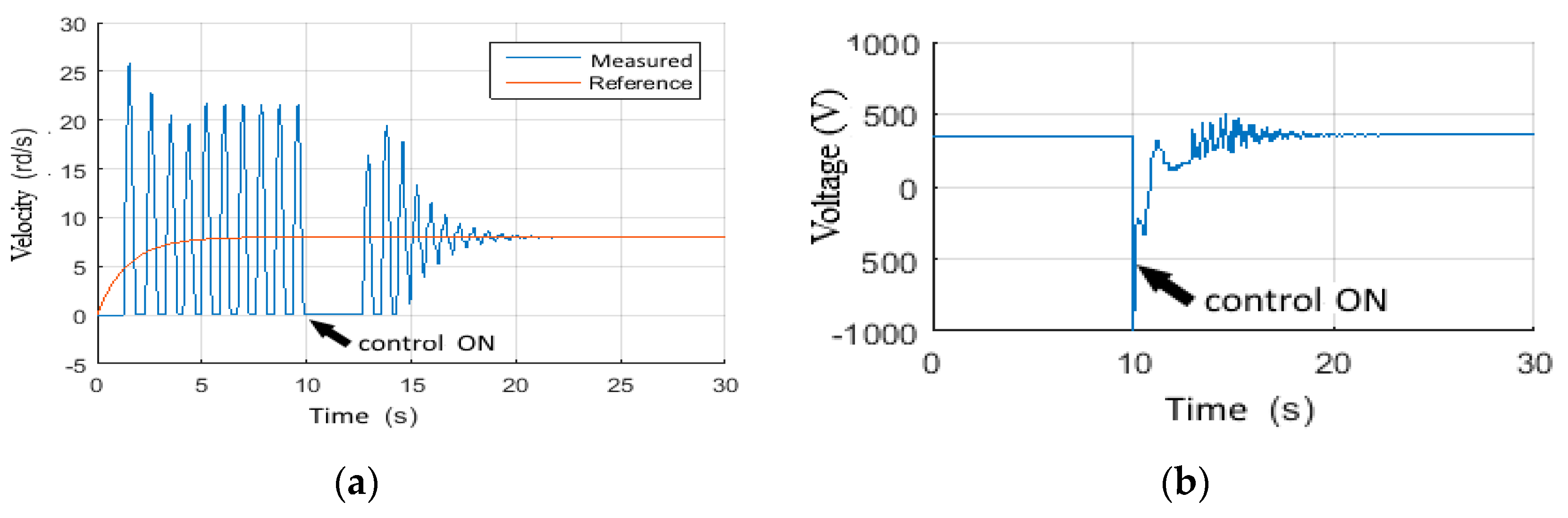
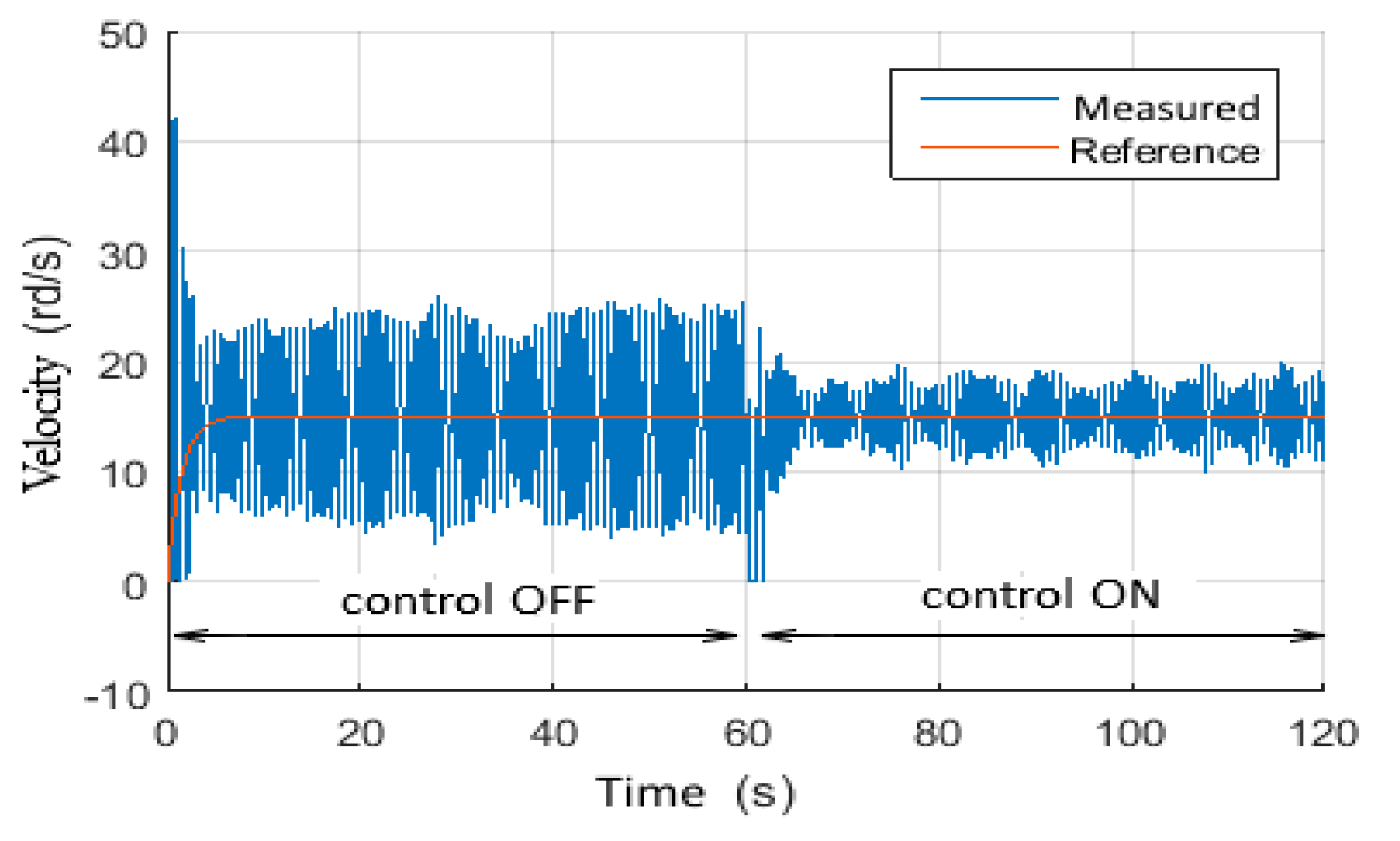
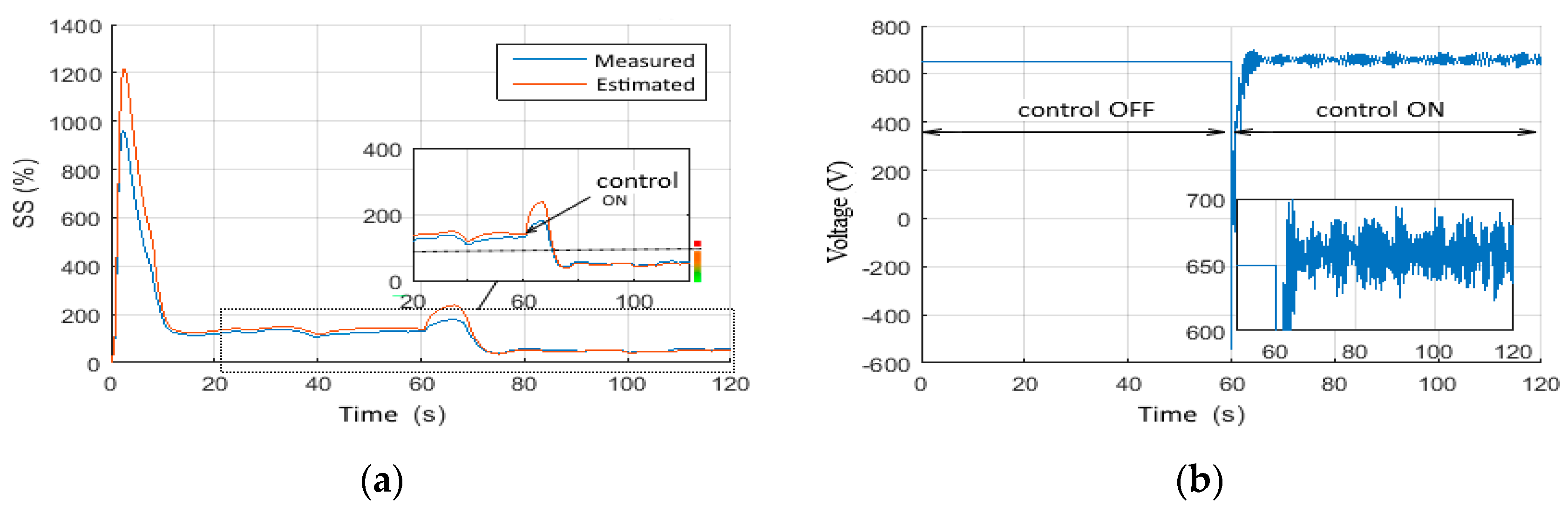
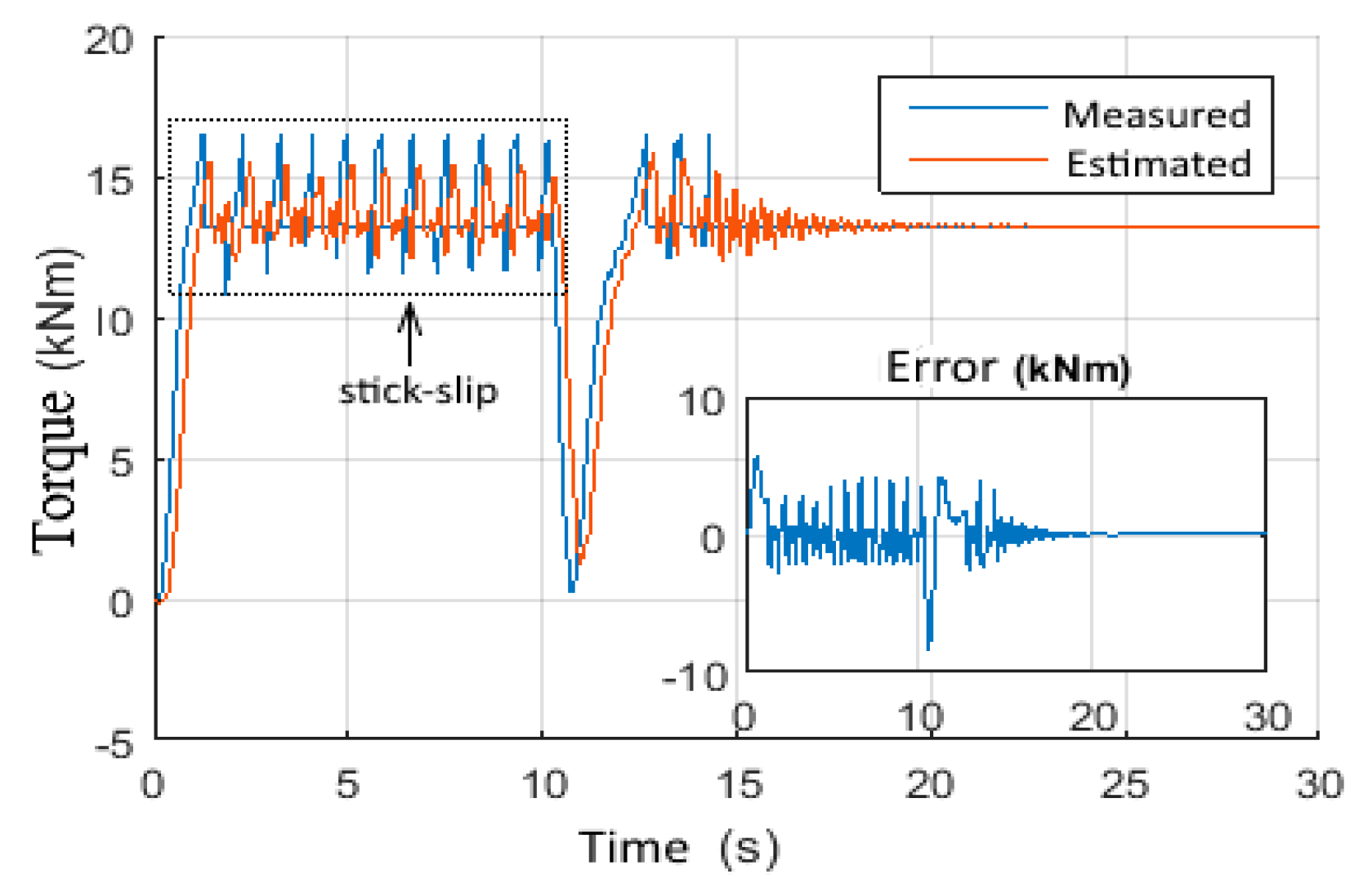
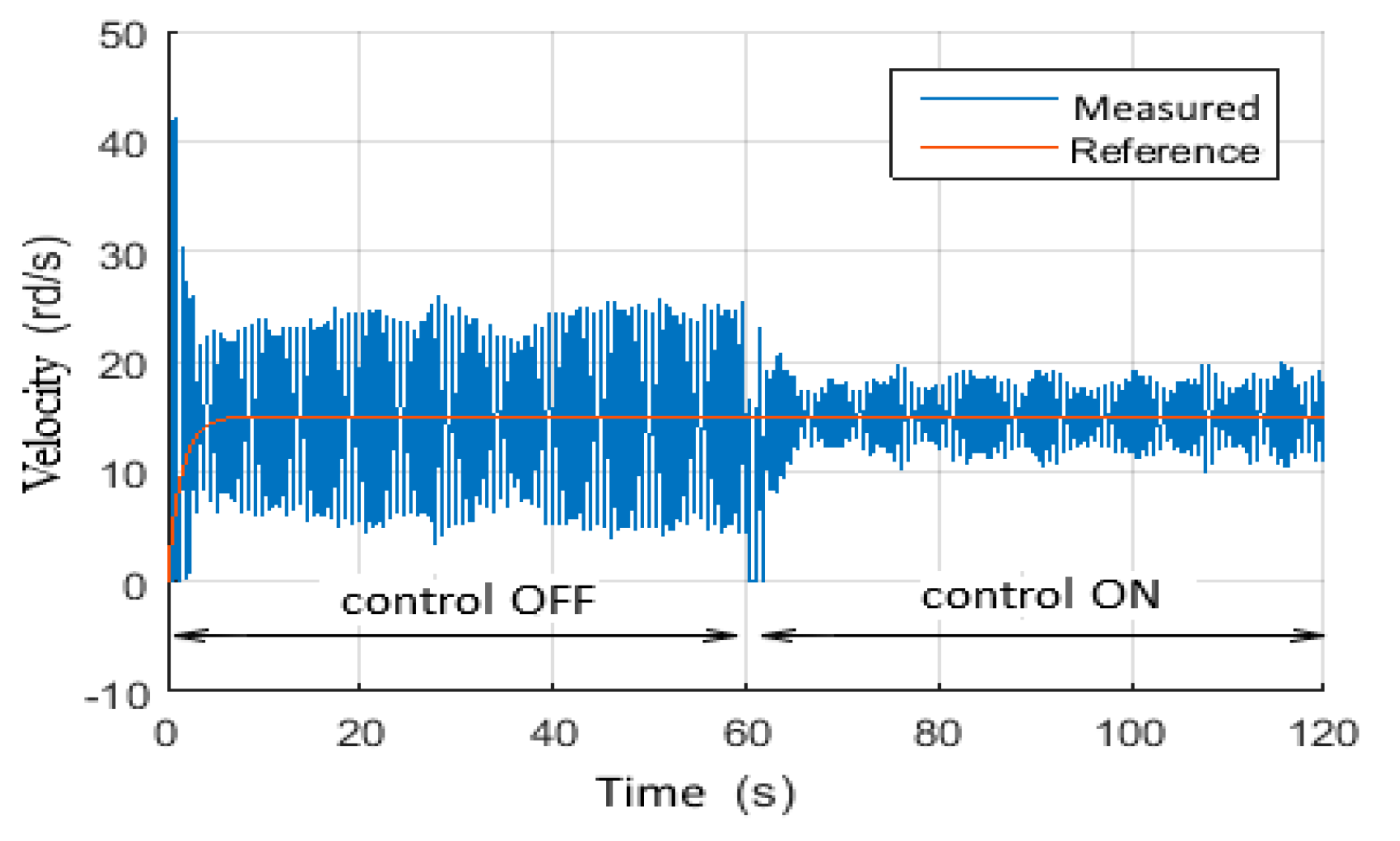
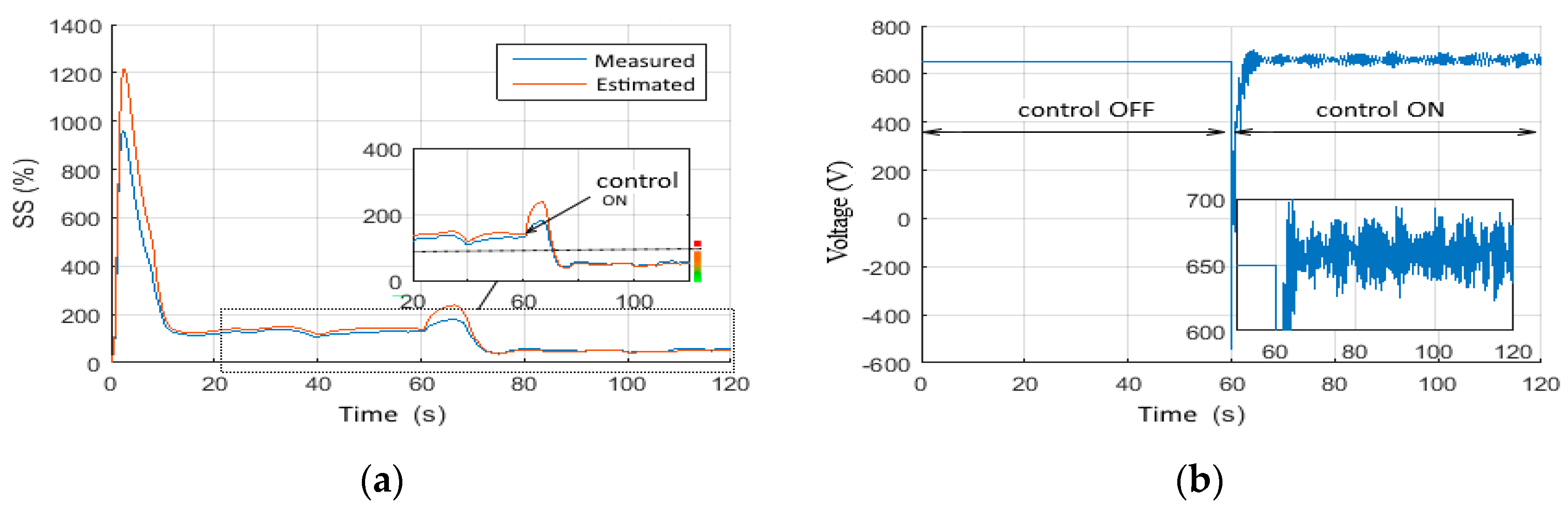
4.4.3. Scenario 9: Stick-Slip Mitigation
4.4.4. Scenario 10: Wob Disturbances Filtering
4.5. Scenario 11: Performance Limitations
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Moharrami, M.J.; Martins, C.d.; Shiri, H. Nonlinear integrated dynamic analysis of drill strings under stick-slip vibration. Appl. Ocean Res. 2021, 108, 102521. [Google Scholar] [CrossRef]
- Liu, X.; Long, X.; Zheng, X.; Meng, G.; Balachandran, B. Spatio-temporal dynamics of a drill string with complex time-delay effects: Bit bounce and stick-slip oscillations. Int. J. Mech. Sci. 2019, 170, 105338. [Google Scholar] [CrossRef]
- Zarabimanesh, Y.; Saffari, P.R.; Saffari, P.R.; Refahati, N. Hydro-thermo-mechanical vibration of two vertically aligned single-walled boron nitride nanotubes conveying fluid. J. Vib. Control 2021. [Google Scholar] [CrossRef]
- Jansen, J.D. Nonlinear Dynamics of Oil Well Drill Strings; Delft University Press: Delft, The Netherlands, 1993; p. 223. ISBN 90-6275-880-0. [Google Scholar]
- Runia, D.J.; Dwars, S.; Stulemeijer, I.P.J.M. A Brief History of the Shell “Soft Torque Rotary System” and Some Recent Case Studies. In Proceedings of the SPE/IADC Drilling Conference, Amsterdam, The Netherlands, 5–7 March 2013; p. 10. [Google Scholar] [CrossRef]
- Johannessen, M.K. Stick-Slip Prevention of Drill Strings Using Nonlinear Model Reduction and Nonlinear Model Predictive Control. Ph.D. Thesis, Norwegian University of Science and Technology, Trondheim, Norway, 2010; p. 99. [Google Scholar]
- Liu, X.; Vlajic, N.; Long, X.; Meng, G.; Balachandran, B. Nonlinear Oscillations of a flexible rotor with a drill bit: Stick-slip and delay effects. Nonlinear Dyn. 2013, 72, 61–77. [Google Scholar] [CrossRef]
- Mendil, C.; Kidouche, M.; Doghmane, M.Z. Hybrid backstepping sliding mode controller for stick–slip vibrations mitigation in rotary drilling systems. IETE J. Res. 2021. [Google Scholar] [CrossRef]
- Mendil, C.; Kidouche, M.; Doghmane, M.Z. Hybrid sliding PID controller for torsional vibrations mitigation in rotary drilling systems. Indones. J. Electr. Eng. Comput. Sci. 2021, 22, 146–158. [Google Scholar] [CrossRef]
- Jansen, J.D.; van den Steen, L. Active damping of self-excited torsional vibrations in oil well drillstrings. J. Sound Vib. 1995, 179, 647–668. [Google Scholar] [CrossRef]
- Abdulgalil, F.; Siguerdidjane, H. Nonlinear Friction compensation design for suppressing stick slip oscillations in oil well drillstrings. IFAC Proc. 2004, 37, 769–773. [Google Scholar] [CrossRef]
- Navarro-Lopez, E.M.; Suarez, R. Practical Approach to Modelling and Controlling Stick-Slip Oscillations in Oilwell Drill Strings. In Proceedings of the 2004 IEEE International Conference on Control Applications, Taipei, Taiwan, 2–4 September 2004; Volume 2, pp. 1454–1460. [Google Scholar] [CrossRef] [Green Version]
- Li, L. Time-varying sliding mode adaptive control for rotary drilling system. J. Comput. 2011, 6, 564–570. [Google Scholar] [CrossRef]
- Karkoub, M.; Zribi, M.K.M.; Lamont, L.E.L. Robust µ-synthesis controllers for suppressing stick-slip induced vibrations in oil well drill strings. Multib. Syst. Dyn. 2010, 23, 191–207. [Google Scholar] [CrossRef]
- Vromen, T.G.M. Control of Stick-Slip Vibrations in Drilling Systems. Ph.D. Thesis, Eindhoven University of Technology, Eindhoven, The Netherlands, 2015; p. 256. [Google Scholar]
- Doghmane, M.Z.; Bacetti, A.; Kidouche, M. Stick-Slip Vibrations Control Strategy Design for Smart Rotary Drilling Systems. In Artificial Intelligence and Renewables Towards an Energy Transition, Proceedings of the ICAIRES 2020, Tipaza, Algeria, 22–24 November 2020; Hatti, M., Ed.; Lecture Notes in Networks and Systems; Springer: Cham, Switzerland, 2020; Volume 174. [Google Scholar] [CrossRef]
- Riane, R.; Kidouche, M.; Illoul, R. Unknown resistive torque estimation of a rotary drilling system based on Kalman filter. IETE J. Res. 2020. [Google Scholar] [CrossRef]
- Hong, L.; Girsang, I.P.; Dhupia, J.S. Identification and control of stick–slip vibrations using Kalman estimator in oil-well drill strings. J. Pet. Sci. Eng. 2016, 140, 119–127. [Google Scholar] [CrossRef]
- Fu, M.; Zhang, P.; Li, J.; Wu, Y. Observer and reference governor based control strategy to suppress stick-slip vibrations in oil well drill-string. J. Sound Vib. 2019, 457, 37–50. [Google Scholar] [CrossRef]
- Canudas-de-wit, C.; Corchero, M.A.; Rubio, F.R.; Navarro-l, E. DOSKIL: A New Mechanism for Suppressing Stick-Slip in Oil Well Drillstrings. In Proceedings of the 44th IEEE Conference on Decision and Control, and the European Control Conference, Seville, Spain, 12–15 December 2005; pp. 8260–8265. [Google Scholar]
- Riane, R.; Kidouche, M.; Doghmane, M.Z.; Illoul, R. Modeling of Torsional Vibrations Dynamic in Drill-String by Using PI-Observer. In Proceedings of the 4th International Conference on Electrical Engineering and Control Applications, ICEECA 2019, Constantine, Algeria, 17–19 December 2019; Bououden, S., Chadli, M., Ziani, S., Zelinka, I., Eds.; Springer: Singapore, 2021; Volume 682. [Google Scholar] [CrossRef]
- Saffari, P.R.; Fakhraie, M.; Roudbari, M.A. Size-dependent vibration problem of two vertically aligned single-walled boron nitride nanotubes conveying fluid in thermal environment via nonlocal strain gradient shell model. J. Solid Mech. 2021, 13, 164–185. [Google Scholar] [CrossRef]
- Mamaghani, A.E.; Khadem, S.E.; Bab, S. Vibration control of a pipe conveying fluid under external periodic excitation using a nonlinear energy sink. Nonlinear Dyn. 2016, 86, 1761–1795. [Google Scholar] [CrossRef]
- Yongkun, W.; Mingwei, S.; Zhenghui, W.; Zhongxin, L.; Zengqiang, C. A novel disturbance-observer based friction compensation scheme for ball and plate system. ISA Trans. 2014, 53, 671–678. [Google Scholar] [CrossRef]
- Zheng, X.; Agarwal, V.; Liu, X.; Balachandran, B. Nonlinear Instabilities and control of drill-string stick-slip vibrations with consideration of state-dependent delay. J. Sound Vib. 2020, 473, 115235. [Google Scholar] [CrossRef]
- Gupta, S.K.; Wahi, P. Bifurcations in the axial torsional state-dependent model of rotary drilling. Int. J. Non-Linear Mech. 2018, 99, 13–30. [Google Scholar] [CrossRef]
- Fleury, P.; Mathieu, J. Vibrations Mecaniques, Acoustique; Sér. Physique Generale et Experimentale [Series]; Eyrolles: Paris, France, 1962. [Google Scholar]
- Kessai, I.; Benammar, S.; Doghmane, M.Z.; Khelifa, S. Preventive Maintenance Optimization of Top Drives in Smart Rotary Drilling Systems. In Artificial Intelligence and Renewables Towards an Energy Transition, Proceedings of the ICAIRES 2020, Tipaza, Algeria, 22–24 November 2020; Hatti, M., Ed.; Lecture Notes in Networks and Systems; Springer: Cham, Switzerland, 2020; Volume 174. [Google Scholar] [CrossRef]
- Pelfrene, G. Rôle du Processus de Forabilité des Roches dans les Vibrations de Torsion des Systèmes de Forage Pétrolier. Ph.D. Thesis, École Nationale Supérieure des Mines de Paris, Paris, France, 2010. [Google Scholar]
- Richard, T.; Germay, C.; Detournay, E. A Simplified model to explore the root cause of stick-slip vibrations in drilling systems with drag bits. J. Sound Vib. 2007, 305, 432–456. [Google Scholar] [CrossRef]
- Detournay, E.; Richard, T.; Shepherd, M. Drilling response of drag bits: Theory and experiment. Int. J. Rock Mech. Min. Sci. 2007, 305, 432–456. [Google Scholar] [CrossRef]
- Detournay, E.; Defourny, P.A. Phenomenological model for the drilling action of drag bits. Int. J. Rock Mech. Min. Sci. Geomech. Abstr. 1992, 29, 13–23. [Google Scholar] [CrossRef]
- Mendil, C.; Kidouche, M.; Doghmane, M.Z.; Benammar, S.; Kong, F.T. Rock–bit interaction effects on high-frequency stick-slip vibration severity in rotary drilling systems. Multidiscip. Model. Mater. Struct. 2021, 17, 1007–1023. [Google Scholar] [CrossRef]
- Young, P.C.; Willems, J.C. An approach to the linear multivariable servomechanism problem. Int. J. Control 1972, 15, 961–979. [Google Scholar] [CrossRef]
- Zhen, C.; Xuzhi, L.; Min, W.; Chengda, L.; Luefeng, C. Equivalent-input-disturbance-based robust control of drilling trajectory with weight-on-bit uncertainty in directional drilling. ISA Trans. 2021; in press. [Google Scholar] [CrossRef]
- Doyle, J.; Glover, K.; Khargonekar, P.; Francis, B. State space solutions to standard h2 and h∞, control problems. IEEE Trans. Autom. Control 1989, 34, 831–847. [Google Scholar] [CrossRef]
- Alif, A.; Boutayeb, M.; Darouach, M. On the Design of Robust H8 Memory and Memoryless Tracking Controllers for a Class of Linear Time Delay Systems with Time-Varying Uncertainties. In Proceedings of the American Control Conference 2006, Minneapolis, MN, USA, 14–16 June 2006; pp. 3867–3872. [Google Scholar] [CrossRef]
- Doghmane, M.Z.; Kidouche, M.; Eladj, S.; Belahcene, B. Design of Optimal Decentralized Controller Using Overlapping Decomposition for Smart Building System. In Artificial Intelligence and Renewables Towards an Energy Transition, Proceedings of the ICAIRES 2020, Tipaza, Algeria, 22–24 November 2020; Hatti, M., Ed.; Lecture Notes in Networks and Systems; Springer: Cham, Switzerland, 2020; Volume 174. [Google Scholar] [CrossRef]
- Amiri, S.; Keyanpour, M.; Masoudi, M. Observer-based output feedback control design for a fractional ODE and a fractional PDE cascaded system. ISA Trans. 2021; in press. [Google Scholar] [CrossRef]
- Doghmane, M.Z.; Kidocuhe, M.; Riache, S.; Aibeche, A. Hybrid Adaptive Backstepping-Sliding Mode Control Design for Non-linear Under-Actuated Systems. In Artificial Intelligence and Heuristics for Smart Energy Efficiency in Smart Cities, Proceedings of the IC-AIRES 2021, Tipasa, Algeria, 24–26 November 2021; Hatti, M., Ed.; Lecture Notes in Networks and Systems; Springer: Cham, Switzerland, 2022; Volume 361. [Google Scholar] [CrossRef]
- Mendil, C.; Kidouche, M.; Doghmane, M.Z. Modeling of Hydrocarbons Rotary Drilling Systems Under Torsional Vibrations: A Survey. In Artificial Intelligence and Renewables Towards an Energy Transition, Proceedings of the ICAIRES 2020, Tipaza, Algeria, 22–24 November 2020; Hatti, M., Ed.; Lecture Notes in Networks and Systems; Springer: Cham, Switzerland, 2020; Volume 174. [Google Scholar] [CrossRef]
- Besselink, B.; Vromen, T.; Kremers, N.; van de Wouw, N. Analysis and control of stick-slip oscillations in drilling systems. IEEE Trans. Control Syst. Technol. 2016, 24, 1582–1593. [Google Scholar] [CrossRef]
- En-Zhi, C.; Bao-Lin, Z.; Zhihui, C.; Qing-Long, H.; Binrui, W. Observer-based state feedback control for offshore steel jacket structures under denial-of-service attacks. ISA Trans. 2021, 115, 46–60. [Google Scholar] [CrossRef]
- Sarker, M.; Rideout, D.G.; Butt, S.D. Butt, Advantages of an LQR Controller for Stick-Slip and Bit-Bounce Mitigation in an Oil Well Drill String. In Proceedings of the 2012 ASME IMECE, Houston, TX, USA, 9–15 November 2012; pp. 1305–1313. [Google Scholar] [CrossRef] [Green Version]
- Doghmane, M.Z.; Kidouche, M.; Ahriche, A. Decentralized overlapping control design with application to rotary drilling system. IETE J. Res. 2021. [Google Scholar] [CrossRef]
- Kessai, I.; Benammar, S.; Doghmane, M.Z. Dynamic failure analysis and lifetime estimation of tool-string in rotary drilling system under torsional-axial coupled vibrations. Eng. Fail. Anal. 2022, 134, 106037. [Google Scholar] [CrossRef]
- Kessai, I.; Benammar, S.; Doghmane, M.Z.; Tee, K.F. Drill bit deformations in rotary drilling systems under large-amplitude stick-slip vibrations’. Appl. Sci. 2020, 10, 6523. [Google Scholar] [CrossRef]
- AlZibdeh, A.; AlQaradawi, M.; Balachandran, B. Effects of high frequency drive speed modulation on rotor with continuous stator contact. Int. J. Mech. Sci. 2017, 131–132, 559–571. [Google Scholar] [CrossRef]
- Mendil, C.; Kidouche, M.; Doghmane, M.Z. A Study of the Parametric Variations Influences on Stick-Slip Vibrations in Smart Rotary Drilling Systems. In Artificial Intelligence and Renewables Towards an Energy Transition; M. Hatti, Ed.; Springer International Publishing: Cham, Switzerland, 2021; pp. 707–715. [Google Scholar] [CrossRef]
- Doghmane, M.Z.; Kidouche, M. Optimal Decentralized State Control of Multi-Machine Power System Based on Loop Multi-overlapping Decomposition Strategy. In Proceedings of the 4th International Conference on Electrical Engineering and Control Applications, ICEECA 2019, Constantine, Algeria, 17–19 December 2019; Bououden, S., Chadli, M., Ziani, S., Zelinka, I., Eds.; Springer: Singapore, 2021; Volume 682. [Google Scholar] [CrossRef]
- Kessai, I.; Benammar, S.; Doghmane, M.Z.; Tee, K.F. Estimation of circular arc crack depths and locations in rotary drilling pipes subjected to free vibrations. Vibrations 2022, 5, 165–182. [Google Scholar] [CrossRef]










Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Riane, R.; Doghmane, M.Z.; Kidouche, M.; Djezzar, S. Observer-Based H∞ Controller Design for High Frequency Stick-Slip Vibrations Mitigation in Drill-String of Rotary Drilling Systems. Vibration 2022, 5, 264-289. https://doi.org/10.3390/vibration5020016
Riane R, Doghmane MZ, Kidouche M, Djezzar S. Observer-Based H∞ Controller Design for High Frequency Stick-Slip Vibrations Mitigation in Drill-String of Rotary Drilling Systems. Vibration. 2022; 5(2):264-289. https://doi.org/10.3390/vibration5020016
Chicago/Turabian StyleRiane, Rami, Mohamed Zinelabidine Doghmane, Madjid Kidouche, and Sofiane Djezzar. 2022. "Observer-Based H∞ Controller Design for High Frequency Stick-Slip Vibrations Mitigation in Drill-String of Rotary Drilling Systems" Vibration 5, no. 2: 264-289. https://doi.org/10.3390/vibration5020016
APA StyleRiane, R., Doghmane, M. Z., Kidouche, M., & Djezzar, S. (2022). Observer-Based H∞ Controller Design for High Frequency Stick-Slip Vibrations Mitigation in Drill-String of Rotary Drilling Systems. Vibration, 5(2), 264-289. https://doi.org/10.3390/vibration5020016