1. Introduction
The demand for energy-efficient building materials has intensified in response to growing environmental concerns, rising energy costs, and the urgent need for sustainable waste management solutions. The construction industry, as a major contributor to resource consumption and CO
2 emissions, must adopt innovative approaches to mitigate its environmental impact [
1]. Among the various strategies for sustainable construction, integrating industrial byproducts into building materials has gained significant attention, as it simultaneously reduces waste accumulation and enhances the functional properties of masonry products [
2].
The brick and tile industry, with its large-scale production and high energy demands, presents an ideal opportunity for incorporating alternative materials into clay formulations. Modern brick factories typically produce at least 700 tons of fired bricks per day, requiring substantial amounts of raw materials. Therefore, identifying viable, locally available waste additives that can be integrated into large-scale production is crucial for achieving sustainability without compromising efficiency [
3]. One key factor in this pursuit is reducing the thermal conductivity of bricks to enhance energy performance in buildings. By modifying the ceramic microstructure through lightweight, pore-forming additives, it is possible to improve insulation while maintaining mechanical integrity [
4].
Coffee grounds and expanded perlite waste are two promising materials for this purpose. Coffee grounds, widely available in Mediterranean and coffee-consuming regions, are often discarded as waste despite their natural porosity and potential for enhancing insulation [
5]. While prior studies have explored their use in brick production, the high replacement levels examined in some cases are impractical for industrial applications due to the sheer volume required to sustain daily production demands. Additionally, expanded perlite waste—an underutilized byproduct generated during the thermal expansion of perlite—is a fine, lightweight material with excellent insulating properties. Unlike standard expanded perlite, which is costly, expanded perlite waste is an industrial residue that is typically discarded and can be sourced at little to no cost. Its successful integration into ceramic bodies would provide a sustainable solution by transforming an otherwise unusable byproduct into a valuable resource for construction [
6].
Previous research has demonstrated the effectiveness of lightweight organic additives in modifying ceramic properties. Studies incorporating olive stone residue and paper mill sludge have shown improved insulation and optimized porosity in clay bricks [
7]. However, limited research has been conducted on the combined use of coffee grounds and expanded perlite waste, particularly in low percentages suitable for industrial applications. The novelty of this study lies in the strategic blending of these two waste materials at controlled ratios to achieve optimal thermal insulation without severely compromising mechanical strength. Unlike prior studies, which often focus on high additive content, this research seeks to develop a practical formulation that aligns with large-scale brick production requirements while maintaining environmental benefits [
8].
To evaluate these effects, four distinct clay mixtures were developed and tested: TZ (reference clay), TZCF (clay with coffee grounds), TZPW (clay with perlite waste), and TZCFPW (clay with both additives). The study systematically examines key properties, including the plasticity, shrinkage, drying sensitivity, bending strength, water absorption, thermal conductivity, and density of fired bricks. Unlike previous works that primarily focus on laboratory-scale properties, this research also evaluates the real-world application by assessing the thermal resistance (R-value) and thermal transmittance (U-value) of masonry walls constructed with these materials [
9]. Furthermore, computational fluid dynamics (CFD) simulations were conducted to provide a more detailed analysis of heat transfer and energy efficiency within the masonry walls, offering deeper insights into their performance in practical construction scenarios.
By integrating coffee grounds and expanded perlite waste into clay formulations, this study presents a novel and practical approach to improving the energy efficiency of masonry materials. The findings contribute to the advancement of eco-friendly construction by balancing mechanical strength with enhanced thermal insulation, offering a viable solution for reducing energy consumption in buildings [
10]. This research not only minimizes reliance on virgin raw materials but also introduces a scalable and industry-compatible method for sustainable brick production, aligning with global efforts toward energy-efficient and environmentally responsible construction practices.
2. Materials
2.1. Brick Products
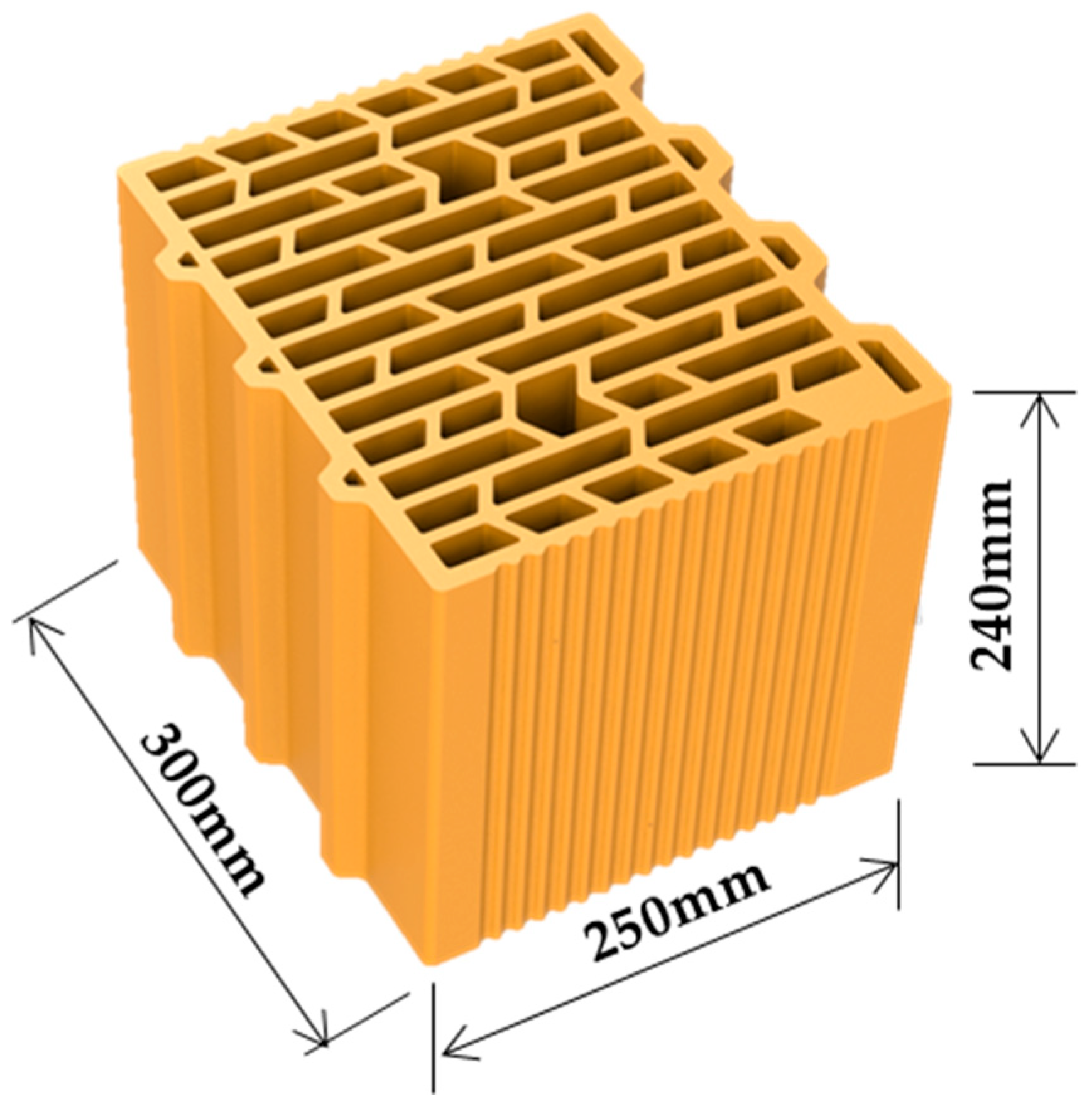
Vertically perforated bricks are a type of clay brick characterized by one or more perforations running vertically through their center, extending from the top to the bottom of the brick. Unlike hollow bricks with horizontal perforations, these bricks feature circular or rectangular openings that run in a vertical orientation. The vertical perforations enhance the brick’s surface area, facilitating improved air circulation and providing better thermal insulation [
11]. This design leverages natural convection, where hot air rises and cold air sinks, to create air currents within the walls. As a result, vertically perforated bricks help maintain indoor temperatures, keeping interiors cooler in summer and warmer in winter. These bricks come in various sizes and shapes, including standard rectangular forms, corner pieces, and interlocking designs, making them suitable for a range of applications, such as load-bearing and non-load-bearing walls or for decorative purposes. For this study, SABO S.A. provided a design for a new vertical clay block introduced to the Greek market, as can be seen in
Figure 1. The brick features dimensions of 240 mm in height, 300 mm in width, and 250 mm in length, and its performance was analyzed as part of the investigation.
2.2. Construction Mixture Components
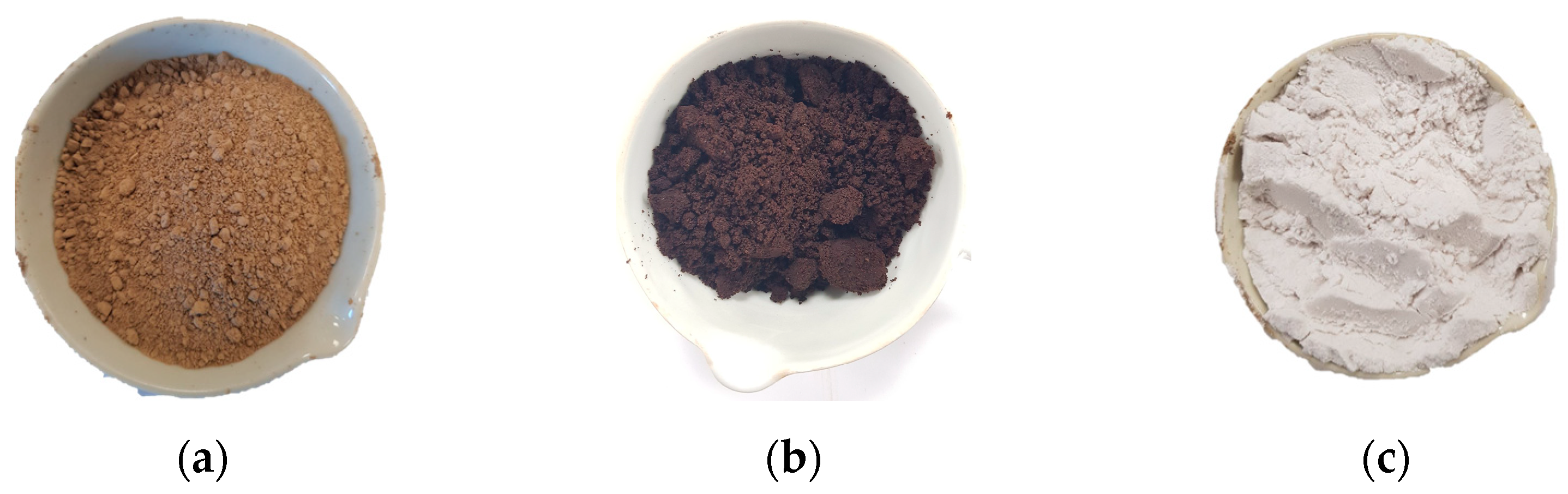
The study utilized a type of clay commonly used in industrial brick production in the Evia region, referred to as TZ clay, as seen in
Figure 2a. This clay is classified as inorganic with moderate plasticity according to ISO 14688-2:2017, as its liquid limit falls within the range of 35–50% [
12]. The key physical properties of TZ clay include its plastic limit, liquid limit, and plasticity index. The clay’s moderate plasticity makes it suitable for applications in brick and tile manufacturing [
13].
The chemical composition of TZ clay was determined using atomic absorption spectrometry (AAS) in compliance with ISO 26845:2016 [
14]. The analysis revealed a silica-rich composition, with SiO
2 as the predominant oxide at 56.45%, followed by notable levels of Al
2O
3 (16.72%), CaO (5.65%), and Fe
2O
3 (5.08%). Minor oxides such as MgO, K
2O, and Na
2O were also present, along with a loss on ignition (LOI) of 9.34%. This composition underscores the clay’s suitability for thermal processing in ceramic applications [
15].
Particle size analysis was performed in accordance with ASTM D422-63 (2007), showing a wide range of particle sizes, from 2 mm to 2 μm [
16]. The results reveal that the clay consists of 44.28% clay-sized particles (<2 μm), 40.37% silt (20–2 μm), 9.35% fine sand (63–20 μm), and 6% coarse sand (>63 μm). This distribution indicates a high proportion of fine particles, which contributes to the clay’s workability and plasticity.
The clay was transported from the manufacturing site to the laboratory with an average humidity content of 8.15%, ensuring it was in a semi-moist state suitable for further processing. The average density of the clay was measured at 1781 kg/m
3, following the ASTM D698-12 standard [
17]. This density value reflects the compact nature of the material and its potential for forming dense ceramic products after firing [
18].
The combined data on physical properties, chemical composition, and particle size distribution provide a comprehensive characterization of TZ clay. These properties highlight its suitability for the industrial-scale production of bricks and tiles, particularly in achieving the desired plasticity and durability during the forming and firing processes. The consistency of the material’s composition and properties further ensures its reliability in manufacturing applications [
19].
- b.
Characteristics of the Solid Waste Additive
Used coffee grounds, a byproduct of the coffee brewing process, present a promising sustainable additive for ceramic masses. Rich in organic compounds, this residue can act as a pore-forming agent during the firing process, as the organic material burns out, leaving behind a porous structure. Incorporating used coffee grounds into ceramic formulations not only enhances the material’s thermal insulation properties but also promotes waste valorization by repurposing an abundant organic residue [
20]. This approach aligns with sustainable material development practices, reducing reliance on virgin raw materials while contributing to improved energy efficiency in ceramic products.
The coffee grounds residue used in this study had a particle size of less than 0.25 mm and an initial humidity of 61% and can be seen in
Figure 2b. With a calorific value of 4300 kcal/kg at a water content of 10%, this organic residue demonstrates significant energy potential. Its fine particle size and high organic content make it suitable as a pore-forming additive in ceramic masses, where it burns out during firing to create a porous structure, enhancing the thermal insulation properties of the final product.
- ii.
Expanded perlite residue
Expanded perlite residue, commonly recognized as the fine white dust generated during the thermal expansion of perlite, is an underutilized byproduct of the perlite manufacturing process. This residue consists of lightweight, highly porous particles with excellent thermal and insulating properties, similar to those of expanded perlite but in a finer form [
21]. Traditionally considered waste, it poses disposal challenges while representing a potential resource for enhancing the thermal insulation of composite materials. By incorporating expanded perlite residue into clay-based mixtures, it is possible to develop sustainable, energy-efficient building materials that leverage the insulating properties of perlite while reducing the environmental footprint associated with industrial waste.
The expanded perlite residue utilized in the testing procedure exhibited a grain size of less than 0.25 mm and a loose bulk density of 60 kg/m
3, as seen in
Figure 2c. These fine particles are derived from the thermal expansion process of raw perlite and possess distinct physical and chemical characteristics. The chemical composition of the perlite is 76.0% SiO
2, 13.2% Al
2O
3, 1.0% CaO, 1.2% Fe
2O
3, 0.5% MgO, 2.5% K
2O, and 0.5% Na
2O, and it has a loss on ignition (LOI) of 4.0%. This composition highlights the silica-rich nature of perlite, which contributes to its favorable thermal properties and lightweight structure.
The physical properties of perlite further enhance its suitability for thermal applications. Expanded perlite appears as white or gray odorless particles, with a bulk density of 575 kg/m3 and a specific gravity of 2.2 g/cm3. It exhibits a maximum moisture content of 1%, a neutral pH of 7.5, and a softening point ranging from 870 °C to 1000 °C. Additionally, the material contains 49.22% active silica, which influences its performance in insulation and composite applications. These properties underline the versatility of expanded perlite residue as a functional additive for improving the thermal efficiency of composite materials.
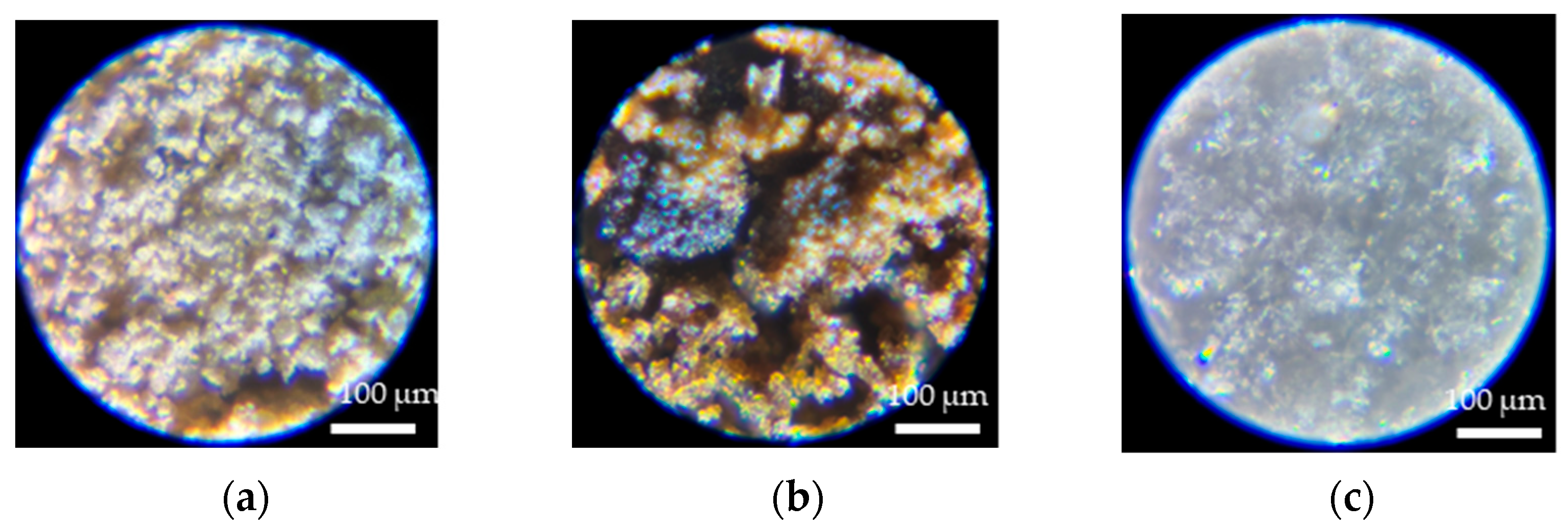
Detailed microphotographs of the materials used in the tests are presented in
Figure 3. These visual representations offer a deeper insight into the ceramic mass, highlighting its microscopic characteristics and further enriching the study’s analysis.
3. Methods
The clay material (referred to as TZ) was procured and processed in the laboratory [
22]. Initially, the raw clay was ground and subjected to a semi-wet preparation process. The prepared clay was then extruded into solid specimens, which underwent a drying process using an eight-step program over a 24 h period. After drying, the specimens were fired at a peak temperature of 900 °C utilizing a controlled 10-step firing program. These initial firing results were used as the baseline for comparison.
The eight-step heating program follows a controlled temperature increase from 40 °C to 80 °C in sequential stages. The process starts at 40 °C and gradually rises through intermediate steps at 44 °C, 50 °C, 55 °C, 60 °C, and 70 °C before reaching 75 °C and finally 80°C. Each step allows for sufficient heat distribution and structural adjustments, minimizing thermal stress and ensuring a stable transformation of the material.
The 10-step heating program begins at 20 °C and progressively increases to 900 °C before undergoing a controlled cooling phase. The temperature rises through key stages at 150 °C, 300 °C, 480 °C, and 700 °C and finally reaches 900 °C, ensuring optimal material processing. A stabilization period occurs at 900 °C before the cooling phase starts, gradually lowering the temperature through 650 °C and 400 °C before returning to 20 °C. This controlled approach ensures uniform heating, reduces thermal shock, and enhances the material’s final properties.
Three modified clay mixtures were then constructed, each incorporating specific additives, as seen in
Table 1.
The same preparation, drying, and firing procedures were applied to these mixtures as the baseline samples to maintain consistency. All testing and analysis were performed according to the industrial standards for brick and tile production.
3.1. Bulk Density and Thermal Conductivity Coefficient Measurement
The bulk density of the fired samples was determined using the Archimedes method, in accordance with the ASTM C373-14a standard [
23]. The thermal conductivity (λ10, dry, mat) of the fired clay samples was then calculated in accordance with EN1745:2012 [
24]. The thermal conductivity values were used to calculate the thermal transmittance (U-value) and thermal coefficient of the brick samples. These thermal properties were applied in a model to simulate the heat transfer rate through a building wall. This simulation aimed to evaluate the energy efficiency and thermal comfort implications of using these modified bricks in construction. The calculated U-values and thermal coefficients were also used to assess the thermal performance of a building wall, providing insight into the potential application of these materials and their compliance with thermal performance standards.
The study aimed to explore the feasibility of incorporating coffee grounds and expanded perlite waste into brick and tile production. By assessing both the physical and thermal properties of the materials, the research sought to determine their suitability for improving energy efficiency and sustainability in construction.
3.2. Preparation
In the initial phase of preparing each composite formulation, the moisture content of the clay and additives was determined. Moisture content represents the percentage of water in a material, expressed as a percentage of the wet material’s weight. To determine the moisture content, the sample was placed in a laboratory vessel and dried in an electric dryer (Ceramic Instruments, Fiorano Modenese, Italy, model SCN/400/DG) at 105 °C for 24 h. Once a constant weight was achieved, the sample was reweighed, and the weight of the laboratory vessel was subtracted from the total.
Before mixing, the materials underwent pre-crushing using a jaw hammer (Ceramic Instruments, Fiorano Modenese, Italy, model A92) with a jaw opening of 2 mm. The crushed materials were then passed through a laboratory roller mill (Verdes, Barcelona, Spain, 080 model) with an adjustable separation of 1.2 mm. Paper sludge was combined with the required extruding water and mixed for 24 h. The clay material was weighed according to the mixing ratio, considering the moisture content, and homogenized in a kneading mixer with the necessary preparation water. The amount of water added was adjusted until the desired plasticity index was achieved (between 0.7 and 0.85 Pfefferkorn), as determined by Pfefferkorn’s test.
The Pfefferkorn plasticity method involves evaluating the deformation of a sample by the fall of a calibrated plate on the test specimen [
25]. The deformation is measured in millimeters, with one scale for deformation and another for calculating the test specimen’s deformation using Pfefferkorn’s theory. For this study, the Ceramic Instruments, Fiorano Modenese, Italy, 01CI4540 Pfefferkorn plasticity tester was used, and the calculation method followed the standard procedure. The amount of water added during the pre-mixture process depended on the absorptivity of the clay and the extrusion process required for the final product.
3.3. Extrusion
The homogenized mixture was extruded through a vacuum extruder to form rectangular samples with standard dimensions. The extrusion was carried out using the HANDLE, Mühlacker, Germany, KHS-Type: PZVM8b model extruder. The wet mixture was placed in the feeding chamber, where it passed through a pre-extruder mixer and an air vacuum chamber before reaching the extruder’s output. The pressure was continuously monitored with a gauge. The extruder had interchangeable molds for producing the desired shape and size. The vacuum pressure was consistently maintained at 0.8 kp/cm
2 during the extrusion process. The final dimensions of the extruded samples were 120 mm × 20 mm × 20 mm (L × W × H). A total of thirty samples were produced, with fifteen samples per mixture [
26].
3.4. Drying
The extruded samples were marked and subjected to a controlled drying process in an electric oven (Ceramic Instruments, Fiorano Modenese, Italy, model SCN/400/DG). The drying procedure consisted of three distinct phases: the humidity phase, the shrinkage critical point phase, and the final drying phase, each requiring specific attention to avoid issues such as cracks or deformation [
27].
Humidity phase: High ambient humidity was maintained in the dryer to keep the surface pores of the bricks open. This phase was the most critical, as premature surface cracking or fragility could occur if not properly managed.
Shrinkage critical point phase: During this phase, the drying shrinkage should be complete before the temperature rises. The temperature increase was gradual to prevent cracking [
28].
Final drying phase: The goal was to reduce the remaining moisture as much as possible, and all the drying regulations were adjusted to suit the mixture and its behavior.
The drying process aimed to maintain open surface pores in the beginning to allow the moisture to evaporate from the interior of the bricks. This was essential to prevent cracks or structural fragility in the second phase, where the temperature increases and the humidity decreases [
29].
The drying sensitivity of the formulated mixtures was evaluated using Bigot’s curve method. This assessment involved subjecting test samples to controlled conditions within a laboratory dryer, maintaining a constant temperature of 25 °C and a stable humidity level of 75%. Bigot’s curve, a graphical representation, depicted the variation in water content in relation to linear shrinkage over a 24 h period.
According to Bigot’s curve method, the drying process occurs in two distinct stages. The first stage is marked by a consistently high drying rate, as indicated by a strong linear correlation. This rapid moisture loss continues until a critical point is reached. In the subsequent stage, the drying rate progressively declines, and shrinkage slows down as the process nears completion. During the experiments, the humidity of the drying air was carefully tracked. A humidity sensor (TMI Orion SA, Castelnau-le-Lez, France, CeriDry) was used to measure the relative humidity inside the dryer at five-minute intervals, following the detailed measurement protocols established by Makrygiannis and Karalis. The drying sensitivity level was assessed using the CSB index, which serves as an indicator of drying sensitivity based on Bigot’s methodology. The categorization of the sensitivity levels is provided in
Table 2.
3.5. Firing
The firing process was carried out using an electric gradient kiln (Nabertherm GmbH, Lilienthal, Germany, model GR1300/13), which was computer-controlled and followed a ten-step time-duration program. The firing process was designed to ensure the appropriate preheating, maximum temperature firing, and cooling of the samples. The samples were heated to a peak temperature of 900 °C, a typical firing temperature for building bricks and tiles, and held for three hours. The preheating and cooling phases were carefully managed, particularly near 573 °C, to avoid issues from quartz inversion.
The temperature increased at a rate of 0.7 to 1.16 °C/min, depending on the firing zone and the programmed procedure. The total firing cycle, from cold to cold, lasted 24 h. Throughout the firing process, the mixtures showed no issues, and all the samples were fully dried before being loaded into the kiln. The samples were dried at 105 °C for 24 h in a dryer before firing to ensure complete moisture removal.
3.6. Thermal Performance of the Fired Clay Bricks
The thermal behavior of clay bricks can be analyzed using two different approaches: computational fluid dynamics (CFD) simulations or a simplified method based on standards such as EN ISO 10211:2007 [
30], and EN ISO 6946 [
31]. In CFD modeling, the governing partial differential equations are transformed into algebraic equations through discretization, allowing them to be solved using direct or iterative numerical solvers [
32].
For fluid motion, the conservation of mass is represented by the following continuity equation:
while the momentum balance equation, accounting for fluid density variations, is given by the following:
where u is the velocity vector field (m s
−1), ρ is the fluid density (kg m
−3), ∇ is the nabla operator, representing spatial differential operations such as gradient (∇u) and divergence (∇∙A), P is the pressure (Pa), and μ is the dynamic viscosity (Pa s).
The temperature distribution in the system is governed by the following energy conservation equation:
where T is the temperature (K), Cp is the heat capacity (J kg
−1 K
−1), and k is the thermal conductivity (W/m∙K).
Additionally, radiative heat transfer is expressed through the following radiative heat flux equation:
where T is the temperature (K) and σ is the Stefan–Boltzmann constant.
The second approach, based on standardized methods, simplifies the analysis by determining the effective thermal properties of air cavities. This is particularly complex when dealing with non-rectangular cavities. To address this challenge, irregularly shaped cavities are first transformed into equivalent rectangular ones, after which their thermal conductivity is calculated using the convective heat transfer coefficient (ha) and the radiative heat transfer coefficient (h).
The thermal properties of clay and air, considered as homogeneous continua, are listed in
Table 3.
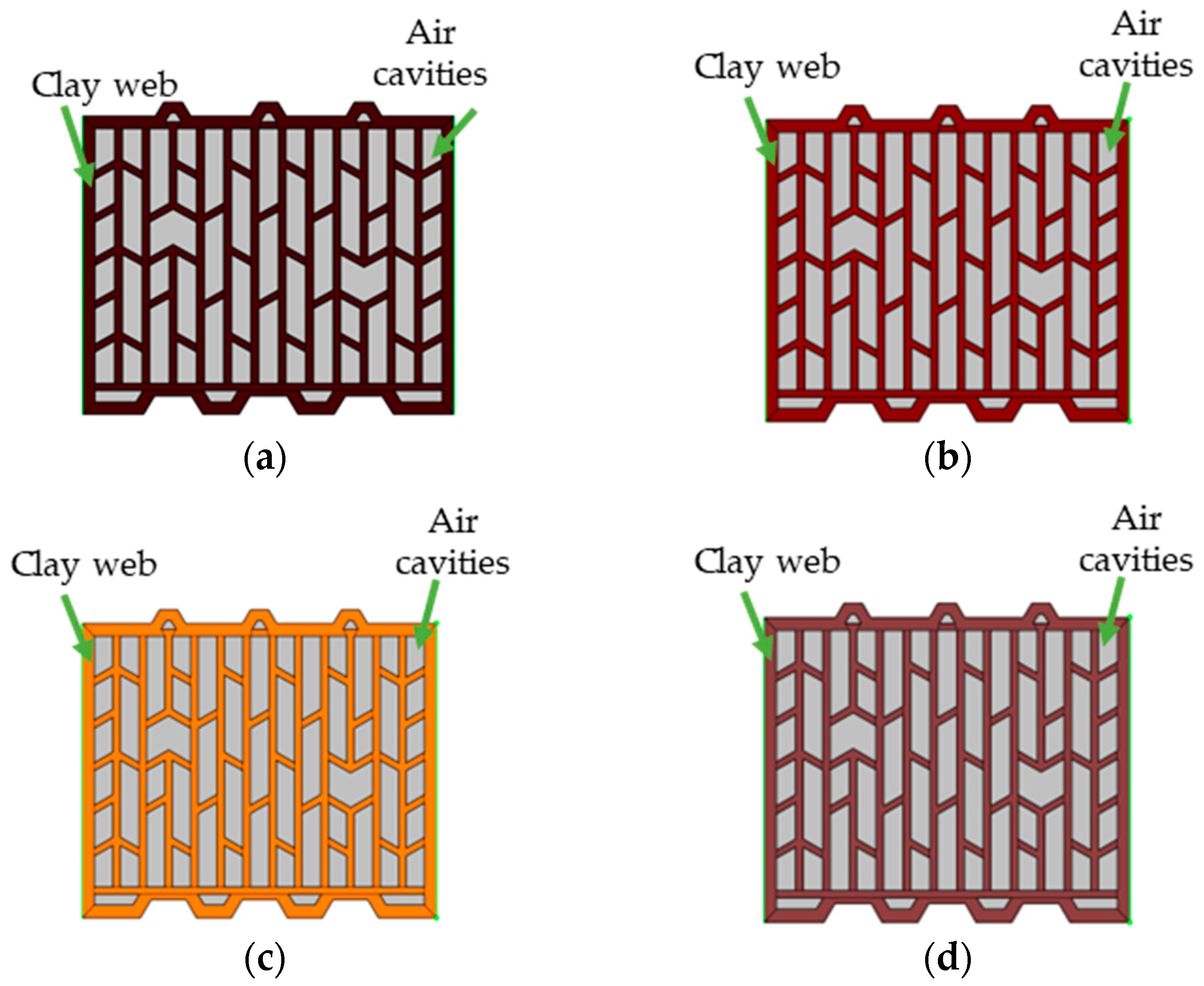
Figure 4 illustrates the tested ceramic product and the respective domains for all four tested mixtures. The ceramic product is thermally insulated at both the top and bottom.
3.7. Masonry Build Performance
The thermal performance of a masonry wall is determined by calculating its overall heat transfer coefficient (U), which depends on the thermal resistance of the external and internal surfaces as well as the plaster and brick layers. The values of the external (R
se) and internal (R
si) surface resistance vary based on wall construction and environmental conditions, while the thickness (t) and thermal conductivity (λ) of the plaster and brick layers are essential for determining U. Once calculated, the U-value quantifies the rate of heat loss through the wall, which can then be used to estimate heat loss by considering the wall’s area and the temperature difference between the indoor and outdoor environments. This analysis helps assess a building’s energy efficiency and identify potential areas for improvement. Enhancing thermal performance can be achieved by optimizing the thickness and material composition of the plaster and brick layers as well as reducing thermal resistance at the wall’s internal and external surfaces, as seen in
Table 4, ultimately improving the overall energy efficiency.
4. Results
The results for the baseline clay (TZ) and modified clay mixtures (TZCF, TZPW, and TZCFPW) are summarized in
Table 5 and analyzed based on key physical and thermal properties.
4.1. Water Content and Plasticity
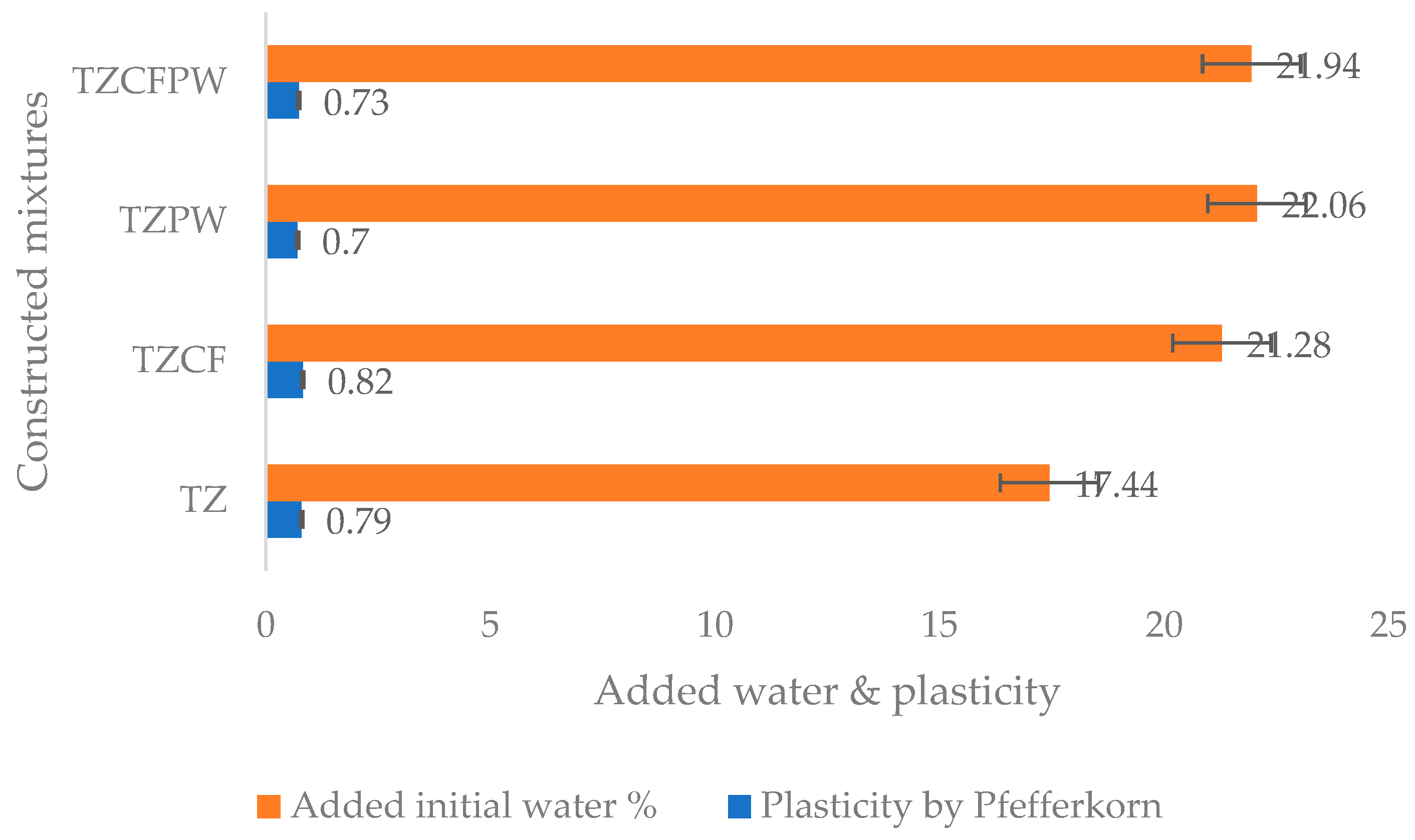
The plasticity index, measured using the Pfefferkorn method, showed variations across the mixtures. The baseline clay (TZ) exhibited a plasticity index of 0.79, while the addition of coffee grounds (TZCF) improved the plasticity to 0.82. Conversely, the addition of expanded perlite waste (TZPW) and the combination of both additives (TZCFPW) resulted in reduced plasticity values of 0.70 and 0.73, respectively. This indicates that coffee grounds contribute positively to the plasticity of the clay mixture, while expanded perlite reduces it [
33].
The initial water added during preparation increased with the addition of additives. The baseline clay (TZ) required 17.44 wt.% water, whereas TZCF, TZPW, and TZCFPW required 21.28 wt.%, 22.06 wt.%, and 21.94 wt.%, respectively. This trend reflects the increased absorptivity of the additives, particularly expanded perlite. Both plasticity and water content can be seen in
Figure 5 for all the constructed mixtures [
34].
4.2. Drying Sensitivity and Linear Shrinkage
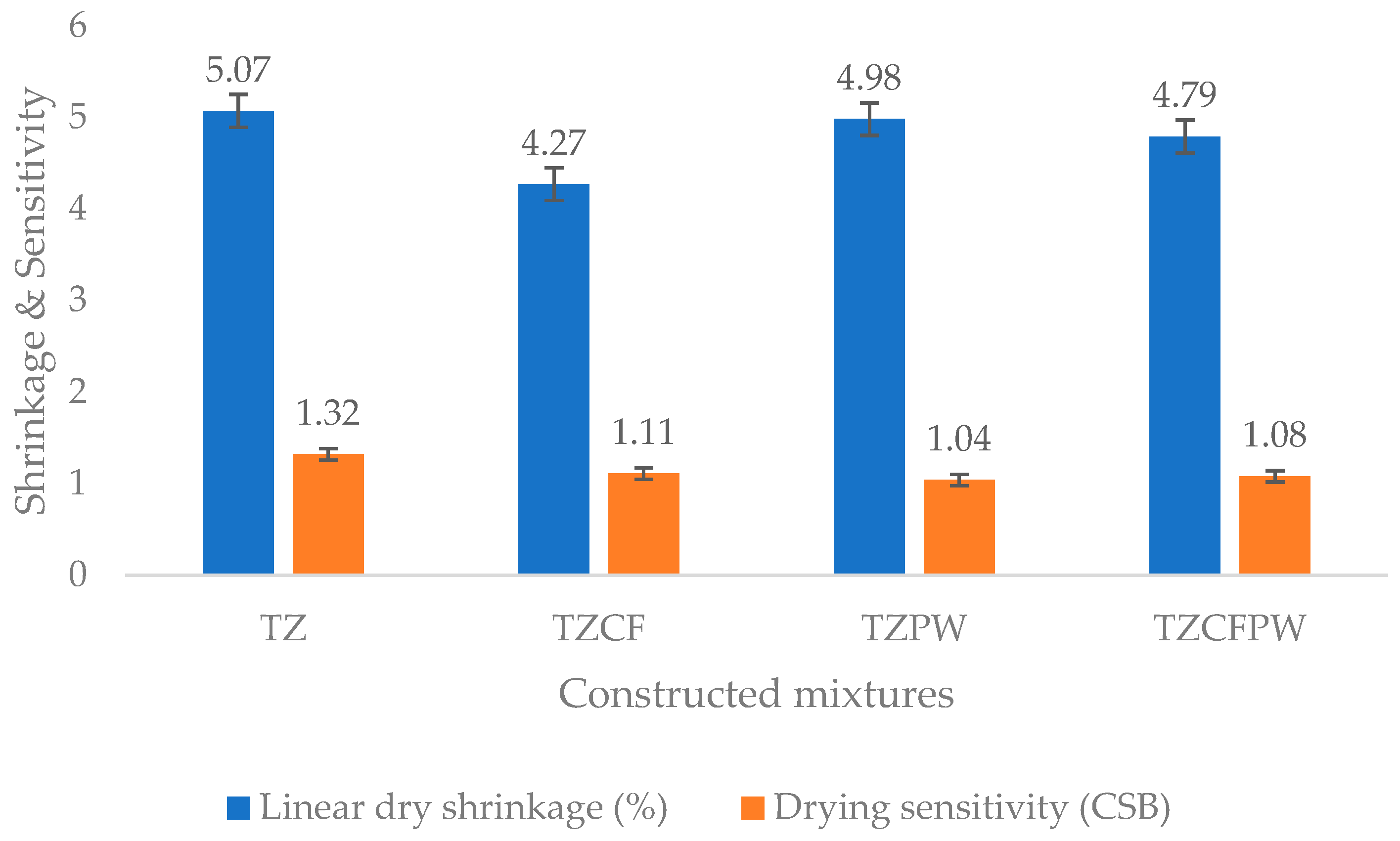
Linear drying shrinkage was highest for the baseline clay (5.07%) and decreased in the modified mixtures. TZCF showed the lowest shrinkage (4.27%), followed by TZCFPW (4.79%) and TZPW (4.98%). The lower shrinkage values indicate that the additives help mitigate deformation during drying, particularly coffee grounds [
35].
Drying sensitivity, represented by the Bigot’s curve shrinkage coefficient (CSB), was lowest for TZPW (1.04) and TZCFPW (1.08) compared to the baseline clay (1.32) and TZCF (1.11). This suggests that the additives, especially expanded perlite waste, reduce the risk of cracking during drying by stabilizing the mixture’s structure [
36]. The results for both drying sensitivity and shrinkage can be seen in
Figure 6.
4.3. Bending Strength
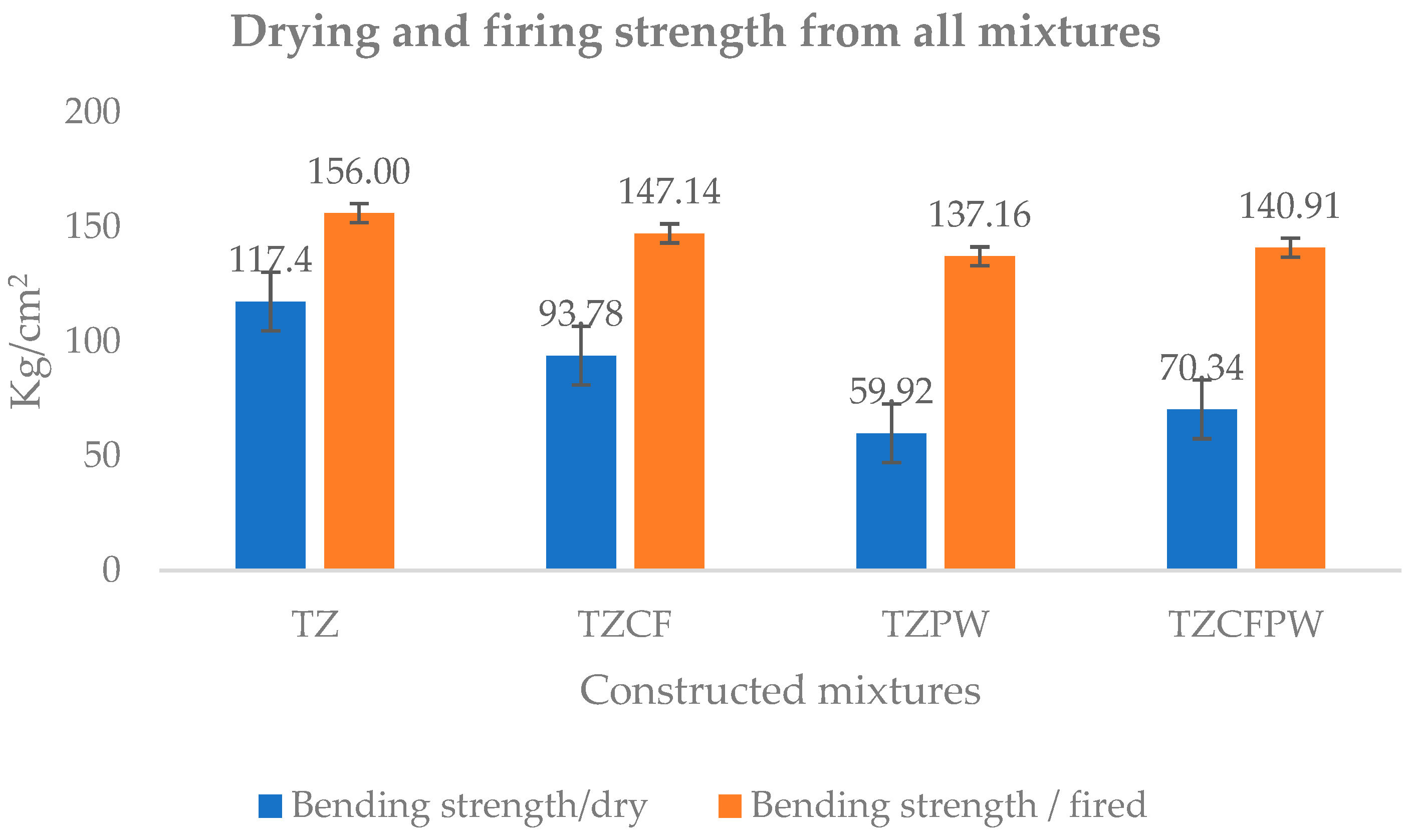
The dry bending strength of the baseline clay was the highest (117.40 kg/cm
2), while the modified mixtures showed reduced dry bending strength, with values of 93.78 kg/cm
2 (TZCF), 59.92 kg/cm
2 (TZPW), and 70.34 kg/cm
2 (TZCFPW). After firing, the bending strength of all the mixtures improved, with the baseline clay again exhibiting the highest value (156 kg/cm
2), as can be seen in
Figure 7 [
37]. The fired bending strengths of the modified mixtures were slightly lower, at 147.14 kg/cm
2 (TZCF), 137.16 kg/cm
2 (TZPW), and 140.91 kg/cm
2 (TZCFPW).
This decrease in strength can be attributed to the reduced density and increased porosity caused by the additives, which introduce voids during firing [
38].
4.4. Density and Water Absorption
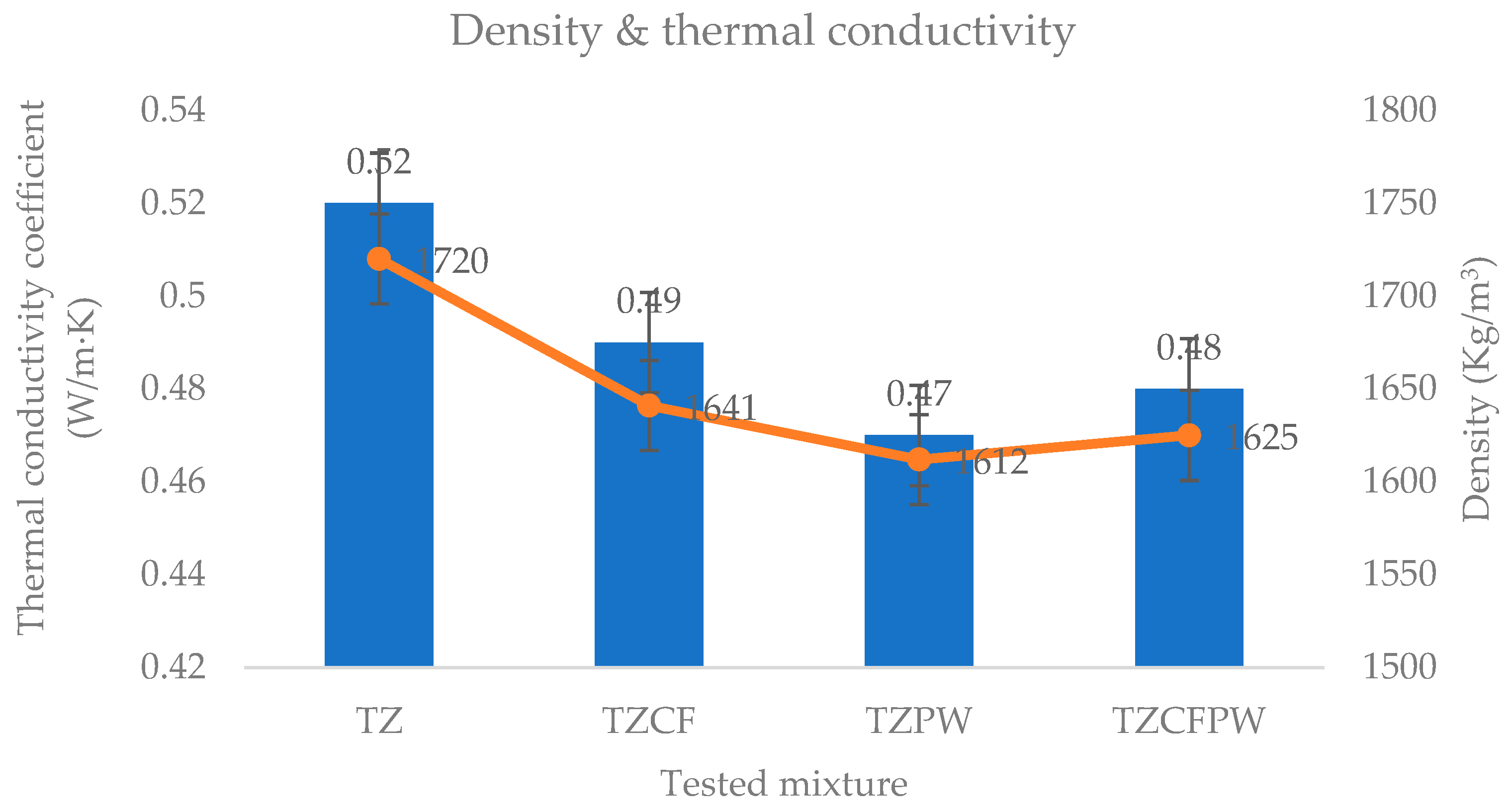
The body density of the fired material decreased across the modified mixtures, with the baseline clay having the highest density (1720 kg/m3). TZCF, TZPW, and TZCFPW exhibited densities of 1641 kg/m3, 1612 kg/m3, and 1625 kg/m3, respectively. The reduction in density reflects the introduction of lightweight additives, which increase porosity.
Similarly, water absorption increased in the modified mixtures, with TZPW showing the highest absorption (11.57%) compared to TZ (9.45%). TZCF and TZCFPW displayed intermediate values of 10.97% and 11.09%, respectively. These results can be seen in
Figure 8 and align with the increased porosity observed in the modified mixtures.
4.5. Thermal Performance of the Bricks
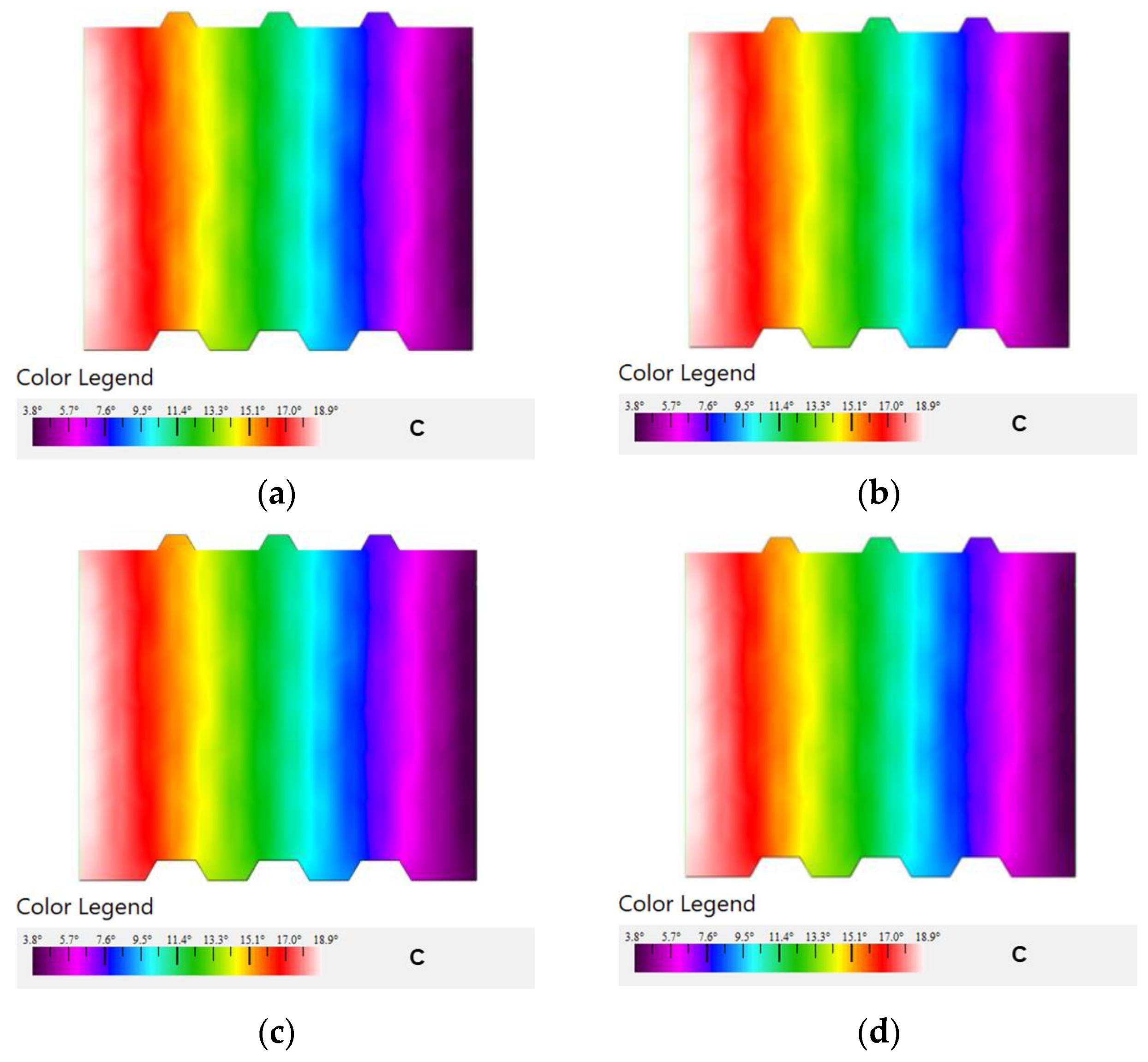
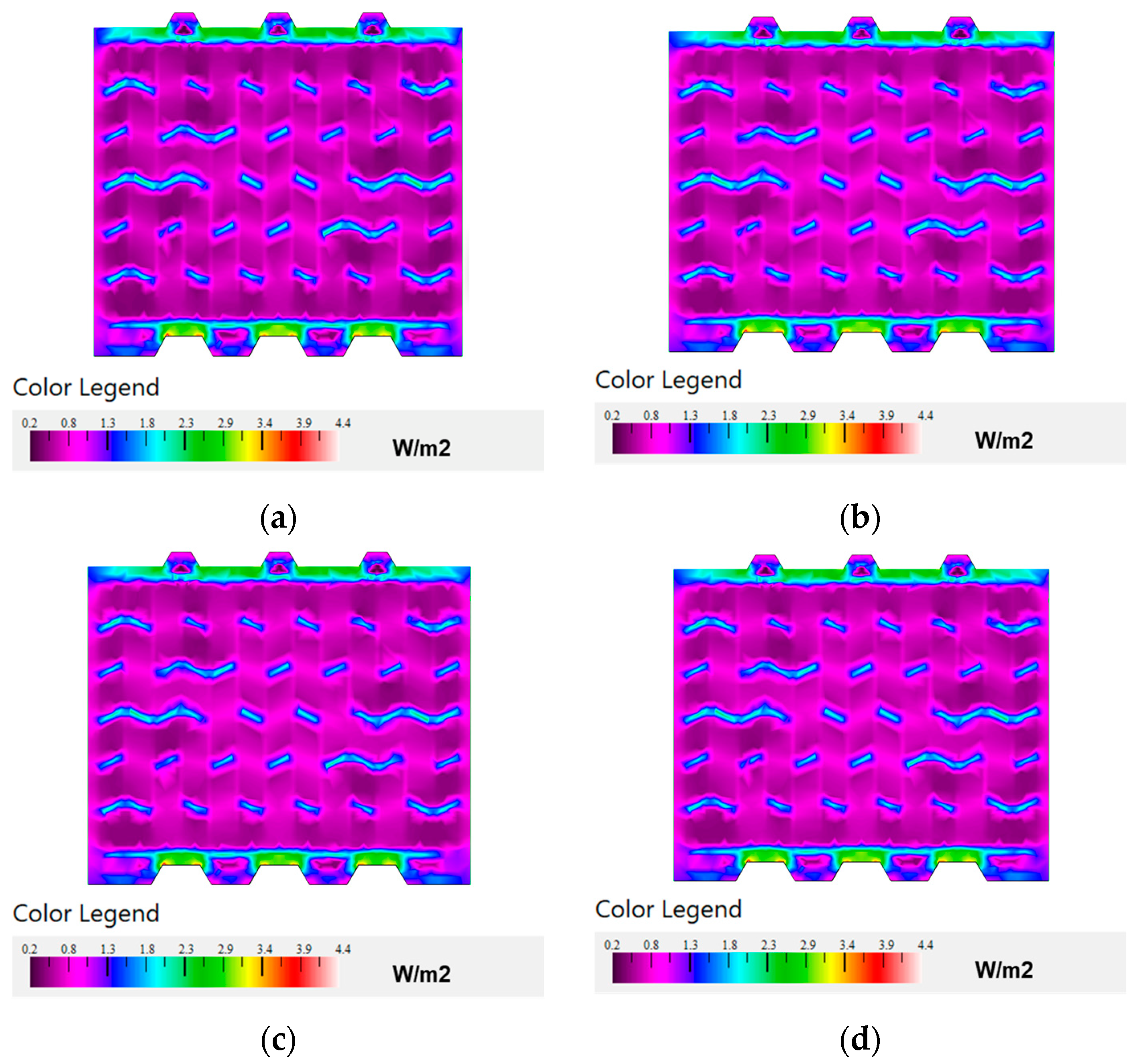
The results as measured from the CFD software and seen in
Figure 9 and
Figure 10 indicate that modifying clay with additives such as coffee grounds and expanded perlite waste significantly enhances its thermal insulation properties. The baseline clay exhibited the highest thermal conductivity at 0.52 W/m∙K, meaning it allowed more heat to pass through than the modified mixtures. In contrast, the addition of alternative materials reduced the thermal conductivity, with the lowest value recorded for the TZPW mixture at 0.47 W/m∙K. This decrease suggests that the modified materials introduce greater porosity into the clay matrix, reducing its ability to conduct heat and improving its insulating performance.
Among the modified mixtures, TZCF, which contains coffee grounds, showed a thermal conductivity of 0.49 W/m∙K, demonstrating a moderate improvement over the baseline clay. The TZCFPW mixture, which incorporates both coffee grounds and expanded perlite waste, exhibited an even lower thermal conductivity of 0.48 W/m∙K. However, the best insulation performance was observed in the TZPW mixture, which contains only expanded perlite waste, achieving the lowest thermal conductivity of 0.47 W/m∙K. This suggests that expanded perlite waste plays a crucial role in enhancing insulation by increasing the number of air pockets within the material.
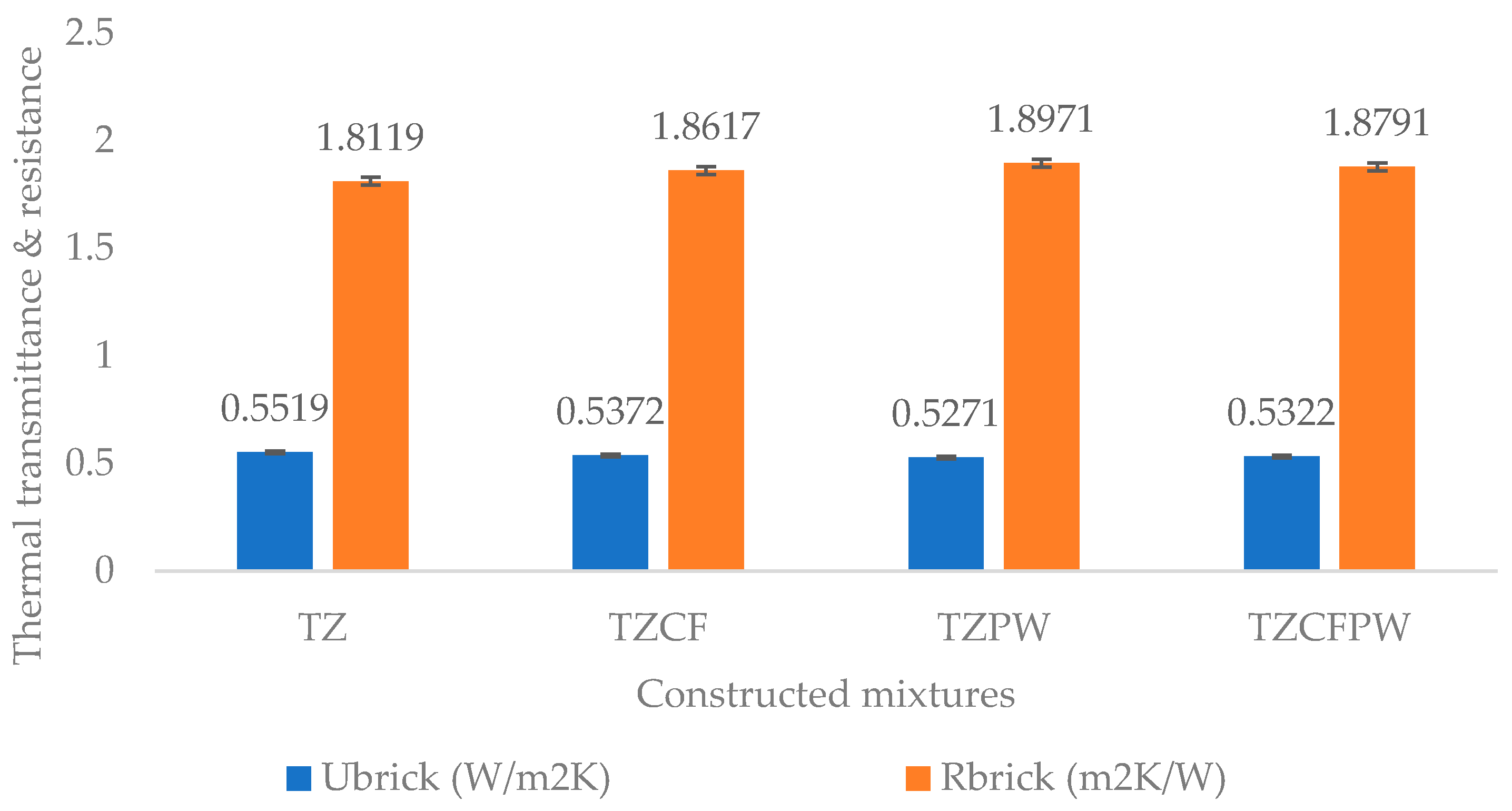
The results that can be seen in
Table 6 and
Figure 11 also highlight how these modifications influence the overall thermal behavior of the bricks and walls. The brick thermal resistance (R
brick) increased from 1.8119 m
2∙K/W in the baseline clay to 1.8971 m
2∙K/W in TZPW, indicating a greater ability to resist heat flow. Correspondingly, the overall heat transfer coefficient of the brick (U
brick) decreased, further confirming the improved insulation capacity. Lower U-values suggest that less heat is transferred through the material, which is beneficial for maintaining stable indoor temperatures and reducing energy consumption for heating and cooling [
39].
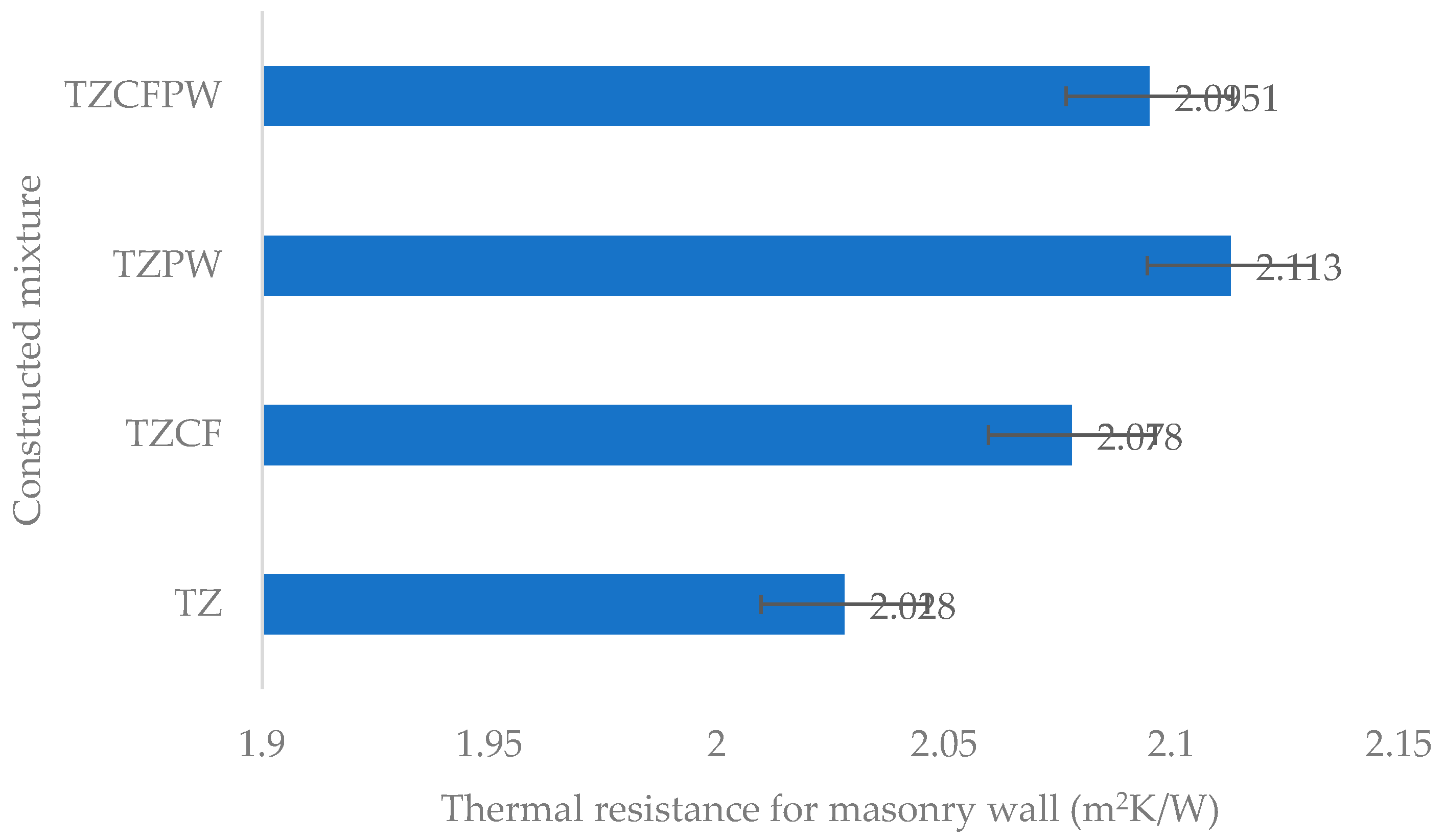
4.6. Masonry Built Performance
The thermal performance of a masonry wall is determined using the thermal coefficients of the materials involved, such as the tested clay mixtures and plaster, along with the thermal resistance of the interior and exterior air films (R
si and R
se) [
40]. The overall thermal resistance of the wall is calculated by summing the thermal resistance of each material layer, including the mortar joints and the constructed mixtures, as seen in
Figure 12.
From this, the U-value of the wall is derived by dividing its thermal conductivity by its total thermal resistance. The U-value is crucial in assessing heat loss through the wall, which helps evaluate the building’s energy efficiency [
41]. The results of these calculations are shown above.
The overall thermal transmittance of the wall (U
wall), as can be seen in
Table 7,
Table 8,
Table 9 and
Table 10, decreased from 0.5039 W/m
2∙K in the baseline clay wall to 0.4847 W/m
2∙K in the TZPW-modified wall. This indicates that using TZPW bricks can reduce heat loss through building envelopes, enhancing the energy efficiency of structures. The improved thermal resistance of the modified bricks suggests that incorporating waste materials like coffee grounds and expanded perlite waste can lead to sustainable and energy-efficient construction materials [
42].
Overall, these findings demonstrate that adding coffee grounds and expanded perlite waste to clay bricks is an effective strategy for enhancing their thermal performance [
43]. The introduction of porosity through these waste materials reduces thermal conductivity, increases thermal resistance, and lowers the heat transfer coefficient. These modifications not only improve the insulation properties of masonry walls but also contribute to sustainability by utilizing industrial byproducts and reducing waste. Future research could explore further optimization of these mixtures to balance insulation performance with mechanical strength and durability.
5. Discussion
The results of this study highlight the impact of incorporating coffee grounds and expanded perlite waste into clay mixtures on the physical, mechanical, and thermal properties of masonry materials. These modifications introduced notable variations in plasticity, shrinkage, strength, density, and insulation performance, demonstrating both the benefits and trade-offs associated with these waste-derived additives [
44]. While the addition of these materials led to a reduction in mechanical strength, the significant improvement in thermal efficiency makes these modified mixtures highly suitable for energy-efficient masonry applications.
The plasticity of the mixtures varied depending on the type of additive used. Coffee grounds increased plasticity (0.82), attributed to their organic composition and ability to retain water, whereas expanded perlite waste reduced plasticity (0.70) due to its lightweight and highly porous nature, which limits its binding ability with clay particles. The increased initial water demand in all the modified mixtures further supports the idea that these additives enhance the absorptivity of the clay, necessitating additional water during preparation. However, this increased absorptivity did not lead to excessive shrinkage. Instead, both additives contributed to reduced linear drying shrinkage, with the most significant reduction observed in the TZCF mixture (4.27%). The lower shrinkage values indicate that these waste materials help stabilize the clay matrix, reducing deformation risks during the drying process.
In terms of mechanical performance, the introduction of coffee grounds and expanded perlite waste resulted in a decline in both dry and fired bending strengths. The baseline clay (TZ) exhibited the highest strength, while TZPW (expanded perlite waste) had the lowest. The dry bending strength decreased from 117.40 kg/cm
2 in TZ to 59.92 kg/cm
2 in TZPW, while the fired bending strength was highest in TZ (156.00 kg/cm
2) and lowest in TZPW (137.16 kg/cm
2). This reduction can be attributed to the increased porosity introduced by the additives, which weakens the structural integrity of the bricks. The lower strength of TZPW compared to the other mixtures is primarily due to its higher porosity, as the addition of expanded perlite waste increases the number of air voids within the ceramic matrix. These air pockets act as stress concentrators, reducing the overall density and making the material more susceptible to fracture under load. Despite this reduction in strength, the fired bending strength values remained within acceptable limits for non-load-bearing masonry applications, demonstrating that these materials remain viable for non-structural and thermally insulating uses [
45].
One of the key advantages of incorporating coffee grounds and expanded perlite waste was the significant enhancement of thermal insulation properties. The decrease in body density across the modified mixtures directly correlated with improved thermal performance, as lower-density materials exhibit reduced thermal conductivity. The thermal conductivity coefficient decreased from 0.52 W/m∙K in TZ to 0.47 W/m∙K in TZPW, reinforcing the effectiveness of expanded perlite waste in enhancing insulation. This finding aligns with previous studies on lightweight ceramic materials, where increased porosity effectively reduced heat transfer. The improved thermal resistance of the modified bricks further supports their potential use in energy-efficient building designs, as they can contribute to reducing heating and cooling demands.
The analysis of masonry wall performance confirmed the practical benefits of these modifications. The U-values of the walls constructed with modified bricks were consistently lower than those of the baseline clay, indicating better insulation and reduced heat transfer. The TZPW wall exhibited the lowest U-value, highlighting the superior thermal performance of expanded perlite waste in improving energy efficiency. This enhanced insulation capability makes these walls particularly suitable for sustainable construction, especially in regions with extreme temperature variations, where reducing heat loss and maintaining indoor thermal comfort is essential.
From an economic and technical perspective, the utilization of waste materials such as coffee grounds and expanded perlite waste presents a cost-effective and sustainable alternative for the brick industry. Industrial-scale applications of these findings could be particularly relevant in brick manufacturing plants with capacities of 500 to 700 tons/day of fired bricks, where optimizing material formulations for energy-efficient products could lead to significant energy savings and a reduction in raw material consumption. Future research should focus on optimizing the balance between mechanical and thermal properties, potentially by exploring different ratios of waste additives or combining them with other reinforcements to enhance structural performance while maintaining superior insulation properties. Additionally, further investigation into large-scale production feasibility, durability assessments, and long-term environmental impact analyses will be crucial in ensuring the widespread adoption of these sustainable clay-based materials in the construction industry.
The analysis of masonry wall performance confirmed the practical benefits of these modifications. The U-values of the walls constructed with modified bricks were consistently lower than those of the baseline clay, indicating better insulation and reduced heat transfer. The TZPW wall exhibited the lowest U-value, reinforcing the superior thermal performance of expanded perlite waste in improving energy efficiency.
The computational fluid dynamics (CFD) simulations further validated these experimental findings by providing a detailed analysis of heat transfer and airflow within the masonry walls. The simulations demonstrated that the increased porosity resulting from the addition of coffee grounds and expanded perlite waste led to a more pronounced reduction in thermal conductivity. The air pockets formed within the ceramic matrix acted as insulating barriers, reducing the rate of heat transfer through the walls. Additionally, the CFD analysis highlighted a more uniform temperature distribution across the TZPW wall, minimizing the thermal bridging effects that are commonly observed in traditional clay bricks.
Moreover, the CFD results revealed that the modified bricks contributed to a slower heat accumulation and dissipation process, which is particularly beneficial in regions experiencing extreme temperature fluctuations. The ability to retain heat during colder periods and resist rapid heat penetration in warmer conditions enhances the overall energy efficiency of buildings. This effect is particularly evident in the TZPW walls, where the lower thermal diffusivity contributes to improved indoor thermal stability.
In summary, the integration of coffee grounds and expanded perlite waste into clay formulations offers a sustainable and effective method for enhancing the thermal insulation of masonry materials. While there is a trade-off in mechanical strength, the significant improvement in thermal performance makes these materials well suited to energy-efficient building applications. Future research should focus on optimizing the balance between mechanical and thermal properties, potentially by exploring different ratios of waste additives or combining them with other reinforcements to enhance structural performance while maintaining superior insulation properties. Furthermore, advanced CFD simulations with varying environmental conditions and real-world case studies could provide deeper insights into the long-term performance of these materials in diverse climatic settings.
6. Conclusions
This study investigated the effects of incorporating coffee grounds and expanded perlite waste into clay mixtures on the physical, mechanical, and thermal properties of masonry materials. The results demonstrated that while these additives influenced plasticity, water absorption, shrinkage, and strength, their most significant impact was on thermal insulation performance. The addition of coffee grounds increased the plasticity of the clay, whereas expanded perlite waste reduced it. Both additives contributed to lower linear drying shrinkage and drying sensitivity, indicating their stabilizing effect on the clay matrix, making the production process more efficient and reducing the risk of defects.
The mechanical strength of the modified mixtures was lower than that of the baseline clay, with expanded perlite waste contributing to the greatest reduction due to increased porosity. However, despite this decline, the fired bending strength values remained within acceptable ranges for non-load-bearing masonry applications, with TZCF, TZPW, and TZCFPW achieving bending strengths of approximately 147 kg/cm2, 137 kg/cm2, and 141 kg/cm2, respectively. The reduction in density and increase in water absorption further confirmed the introduction of porosity, which directly influenced the thermal properties of the materials.
Thermal performance analysis revealed that incorporating waste additives significantly improved insulation capabilities. The thermal conductivity of the modified mixtures decreased, with the TZPW mixture exhibiting the lowest value at 0.174 W/m·K, representing a 4.4% improvement over the reference clay. The masonry wall performance analysis further confirmed these benefits, showing reduced U-values and improved thermal resistance in walls constructed from the modified bricks. The TZPW mixture provided the highest energy efficiency, making it the most effective option for thermal insulation, particularly in regions with extreme temperature variations.
From an economic and technical standpoint, the integration of these waste materials presents a viable and sustainable solution for the brick industry. Industrial-scale brick factories, with production capacities of 500 to 700 tons of fired bricks per day, require significant raw material inputs—approximately 850 tons of clay and additives daily. While the large-scale use of coffee grounds alone may be impractical due to supply limitations, combining them with expanded perlite waste offers a more feasible approach. Expanded perlite waste, an industrial byproduct currently underutilized, is available at little to no cost and could provide a cost-effective means of reducing raw material expenses while improving insulation properties. Future research should focus on industrial-scale validation, optimizing the balance between mechanical strength and thermal efficiency for large-scale implementation. Further work should also explore the long-term durability and environmental impact of these modified bricks, ensuring their viability for widespread adoption in sustainable construction.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}