
Potentials of Numerical Methods for Increasing the Productivity of Additive Manufacturing Processes

 , ,
, ,
Abstract
1. Introduction
2. Manufacturing Costs for AM Components
2.1. General Considerations
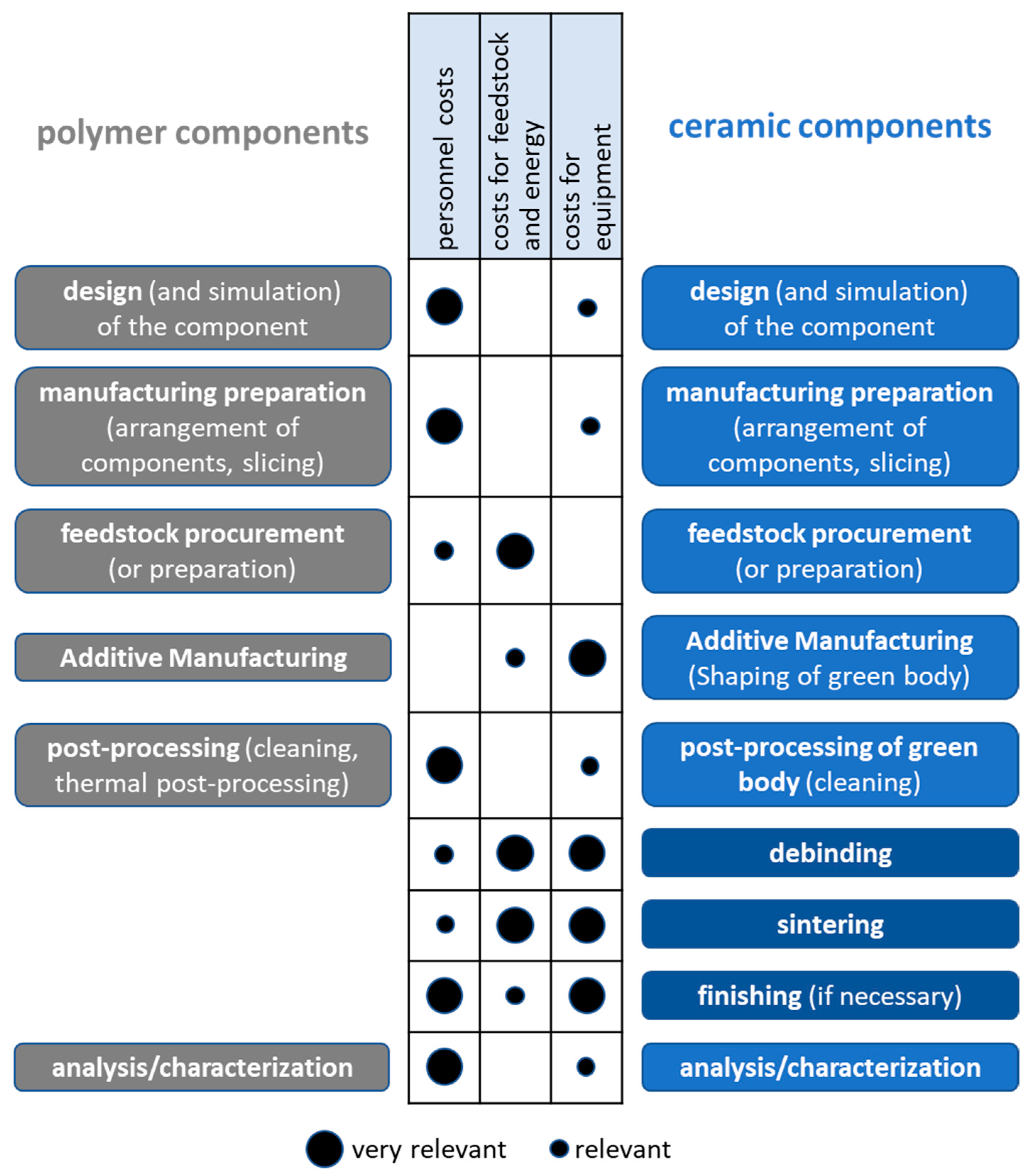
2.2. Cost Structure for Indirect and Direct AM Technologies
2.3. State-of-the-Art concerning the Component Arrangement
3. Optimization of Component Arrangement
3.1. Relations to Existing Packing Problems
3.2. Three Different Arrangement Cases
- Case 1. Individual packing: a small number of components with the same or different geometries are needed, arrangement in one building space, manufacturing in one printing job possible.
- Case 2. Packing for small-scale (small batch) production: many components with the same geometries (hundreds or thousands of each type of geometry) are needed, manufacturing in more than one printing job.
- Case 3. Packing for bulk (mass) production: with an almost unlimited number of elements of each type, considering the specified percentage for different types of components.
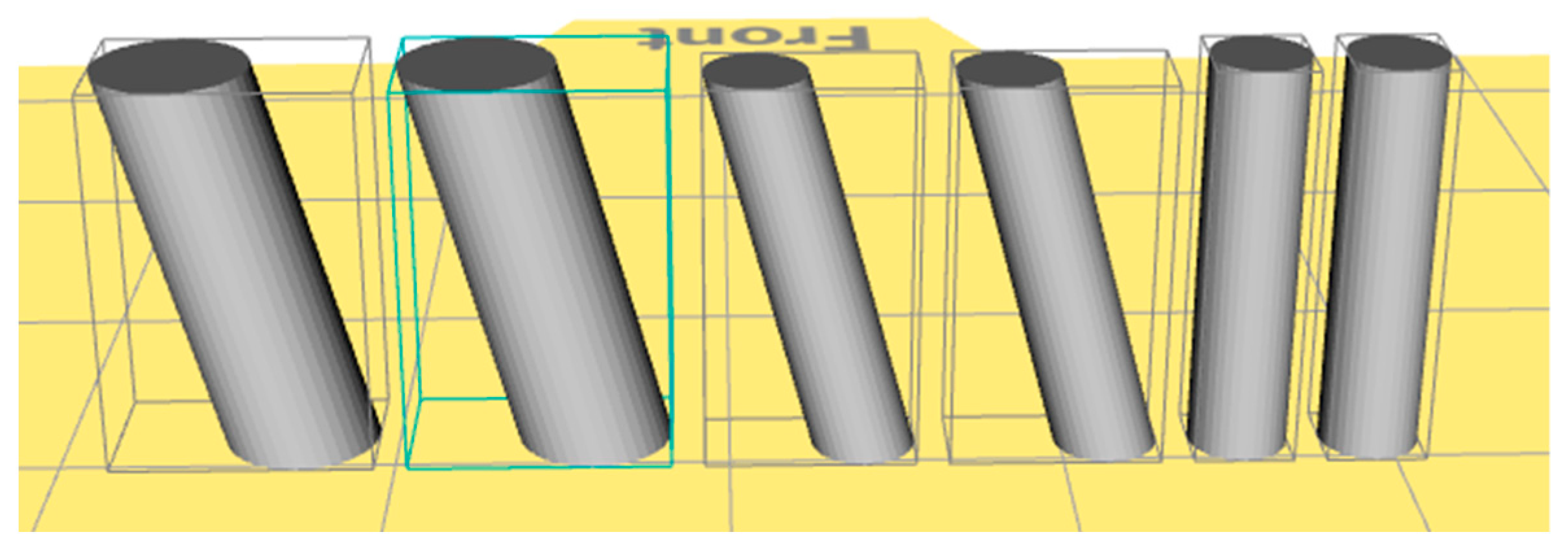
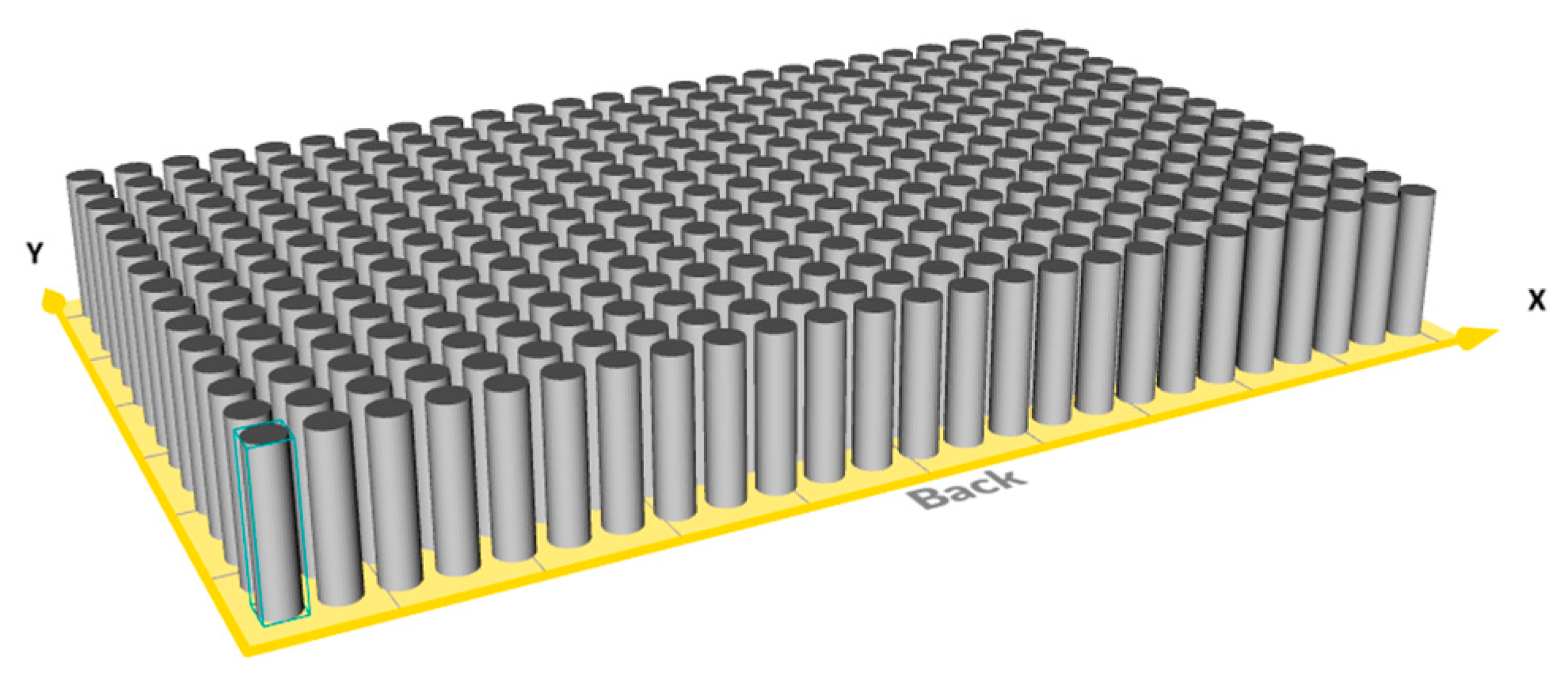
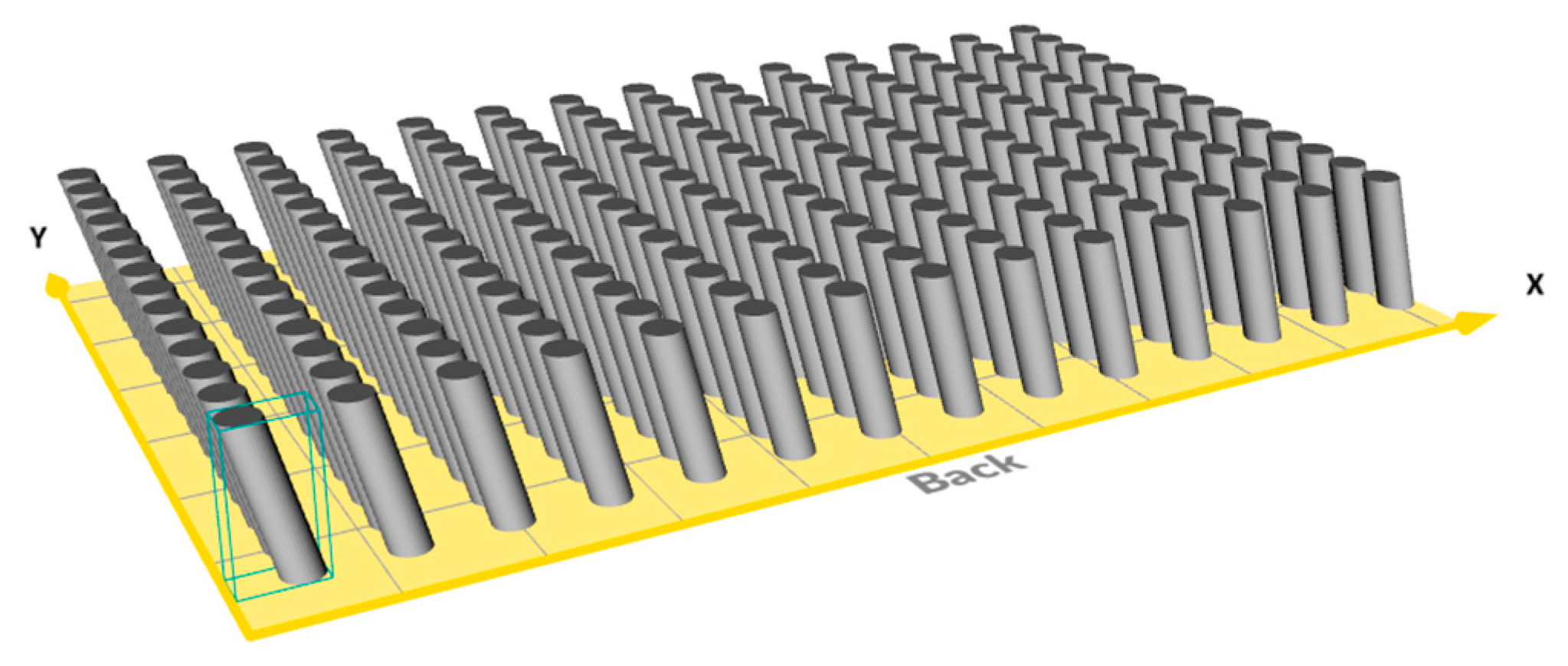
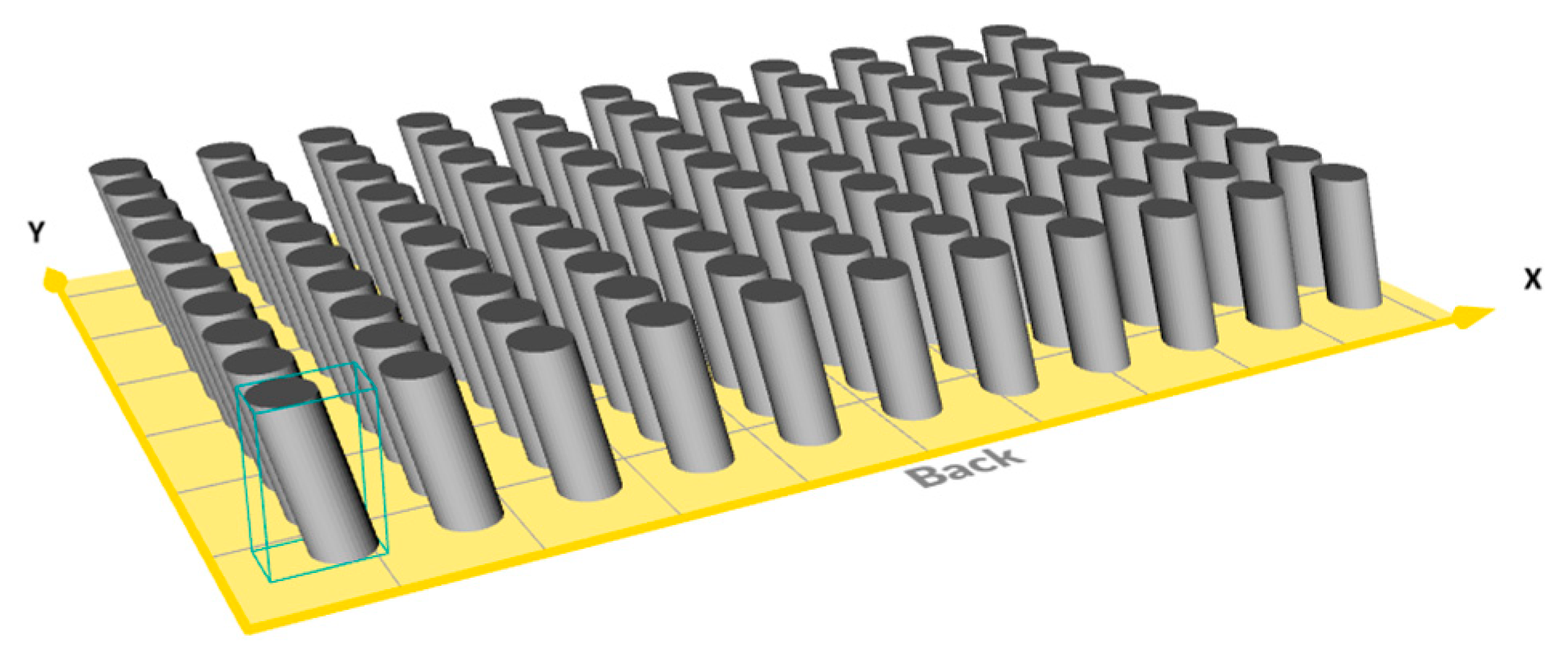
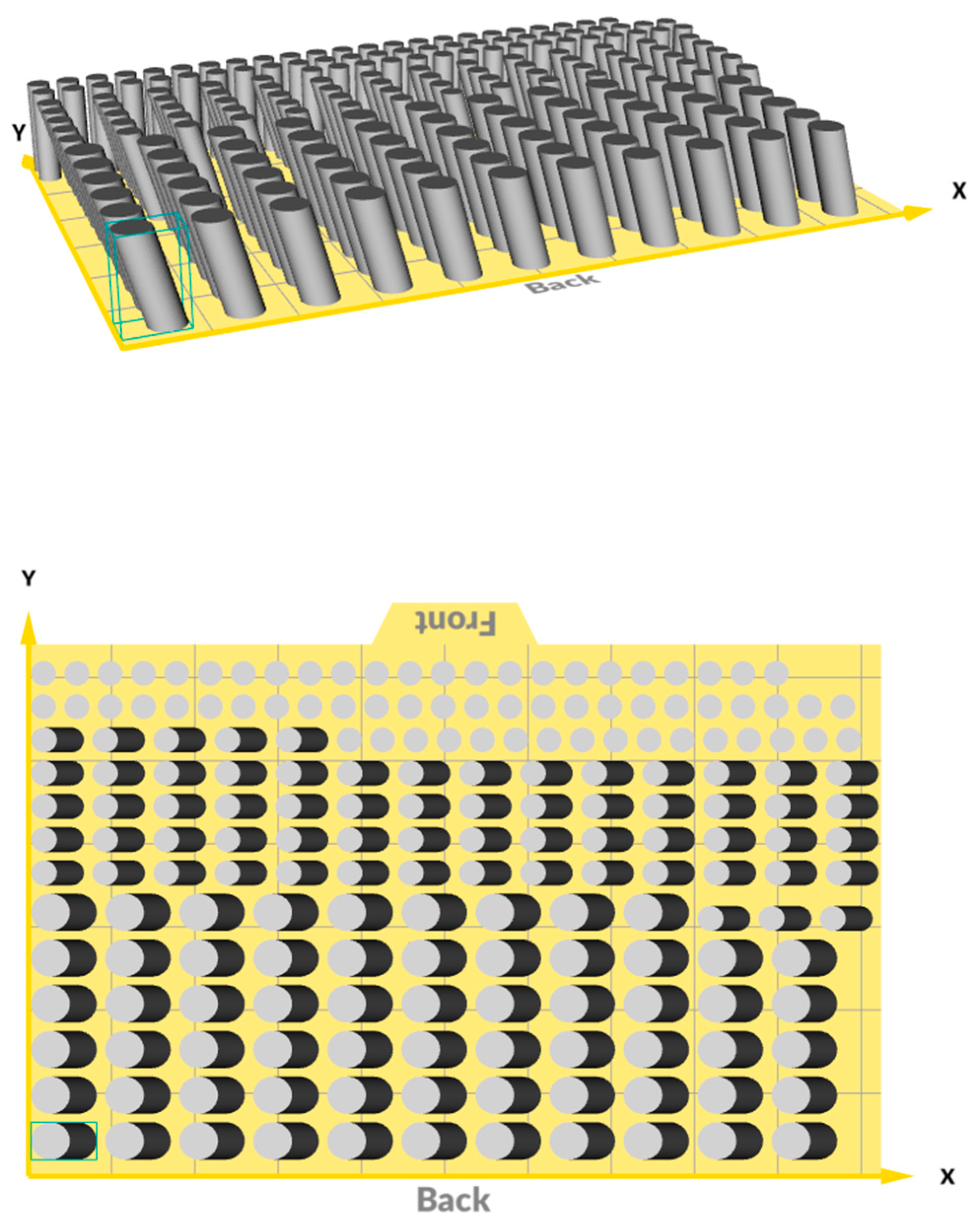
3.3. Boundary Conditions and an Exemplary Task for Demonstration
- non-overlapping of components taking into account minimal allowable distances between each pair of components;
- containment of components in the cuboidal container.
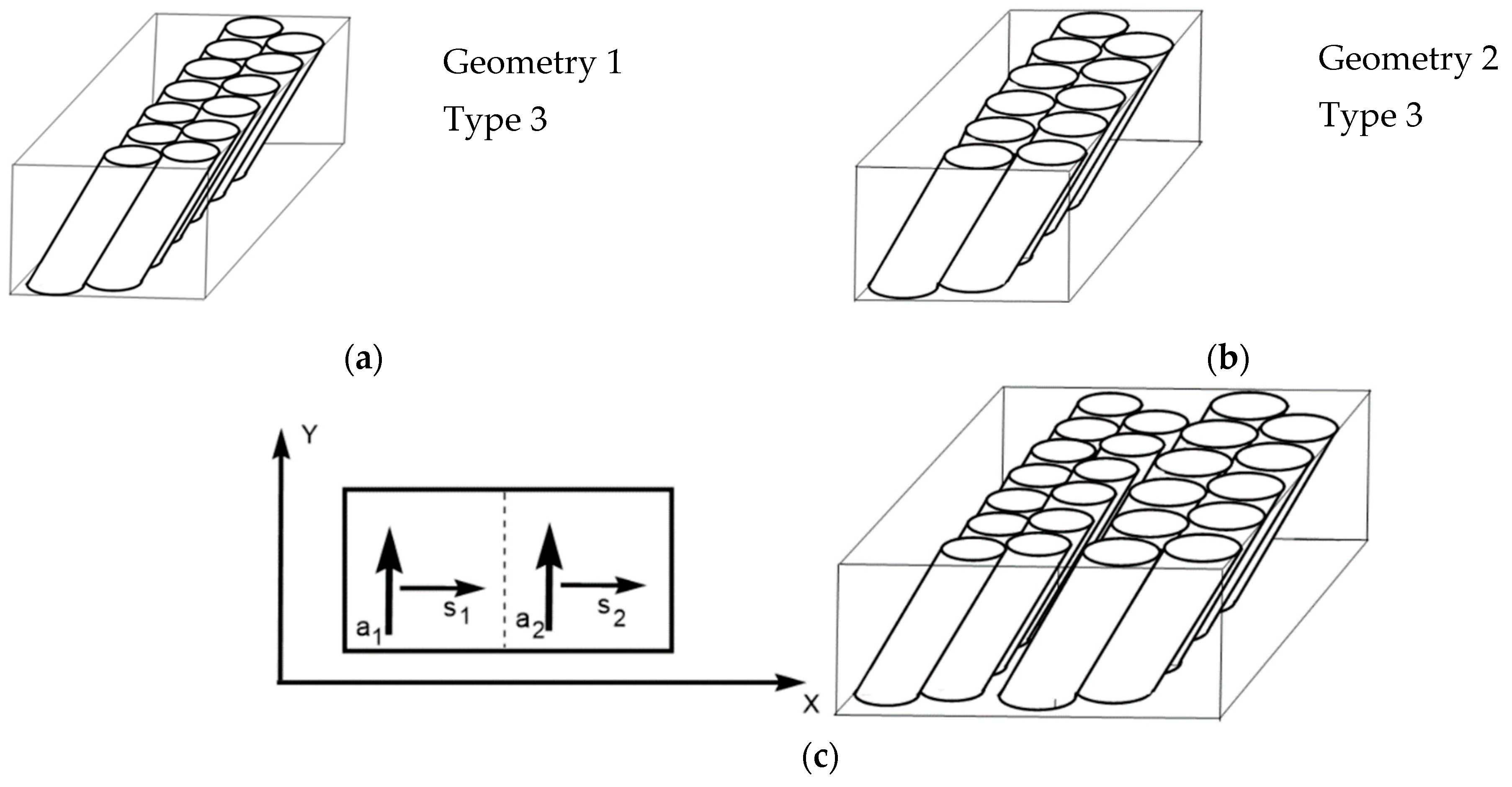
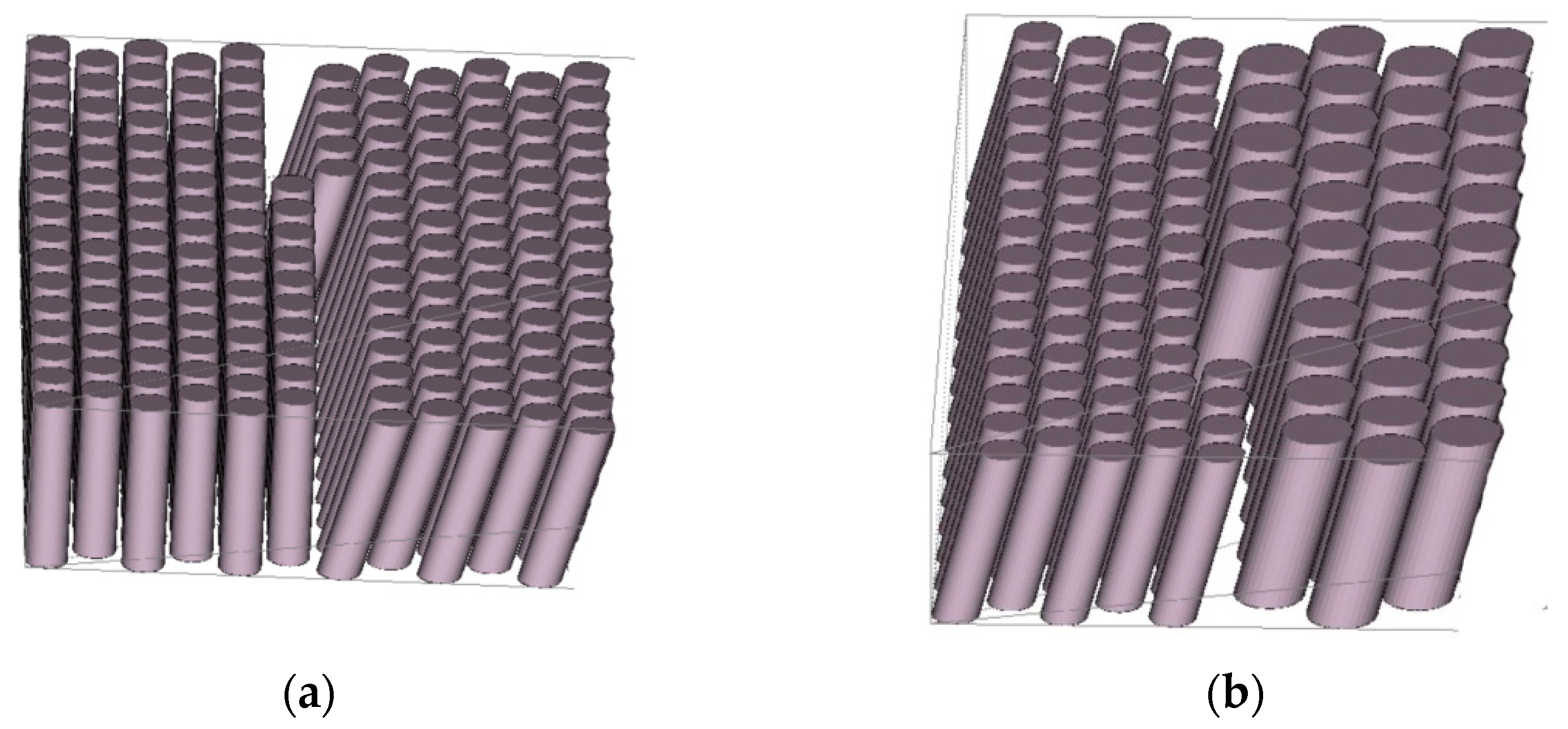
4. New Approach: Regular-Sectional Arrangement
4.1. Main Scenario and Techniques
4.2. Solution Algorithm
5. Results and Discussion
6. Conclusions
- Preparation-analysis and abstraction of the component geometry:
- an assessment of the manufacturability of the component as a function of the orientation on the build platform (manufacturability/probability of defect/…) is made in order to limit the number of possibilities for positioning the components during optimization of the feasible variants;
- an abstraction of the outer geometry of the components by simple three-dimensional geometries (sphere, cylinder, cuboid, tetrahedron, …) is carried out in order to reduce the computational effort.
- Optimization of the component arrangement:
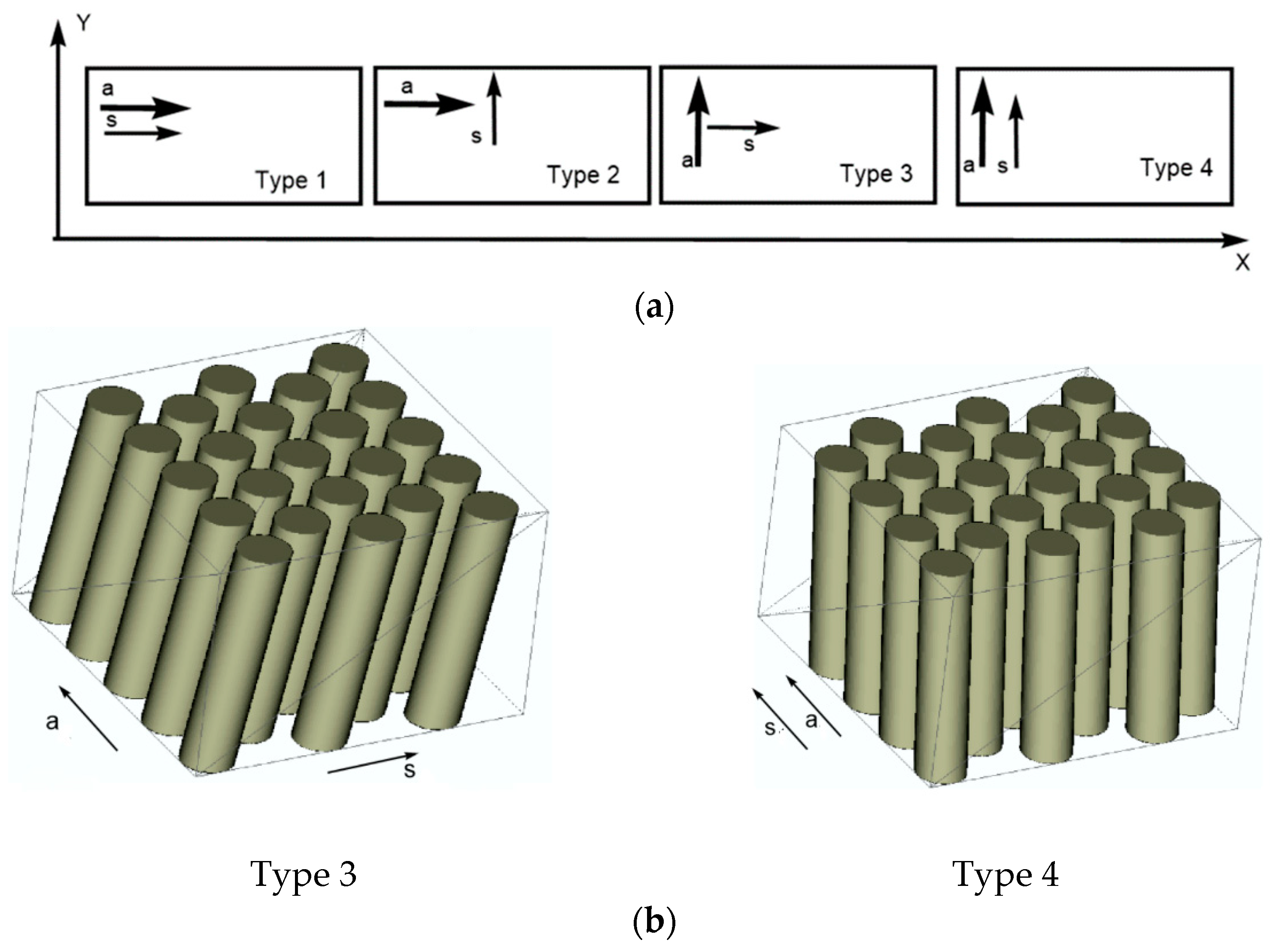
- the arrangement of the (abstracted) components is optimized, whereby the (abstracted) components can be rotated around all three spatial axes;
- the specification of boundary conditions for the optimization takes place (e.g., (minimum) distance of the components to each other, desired number (interval), desired construction height/production time, …);
- a weighting of the boundary conditions can be carried out;
- optimization can be carried out according to several target variables/(weighted) boundary conditions.
- Generation of the CAM data:
- reconversion of the abstracted geometries into the original geometries;
- machine data are generated.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
Appendix A.1. Modeling of Basis Geometric Constraints in Packing Problems
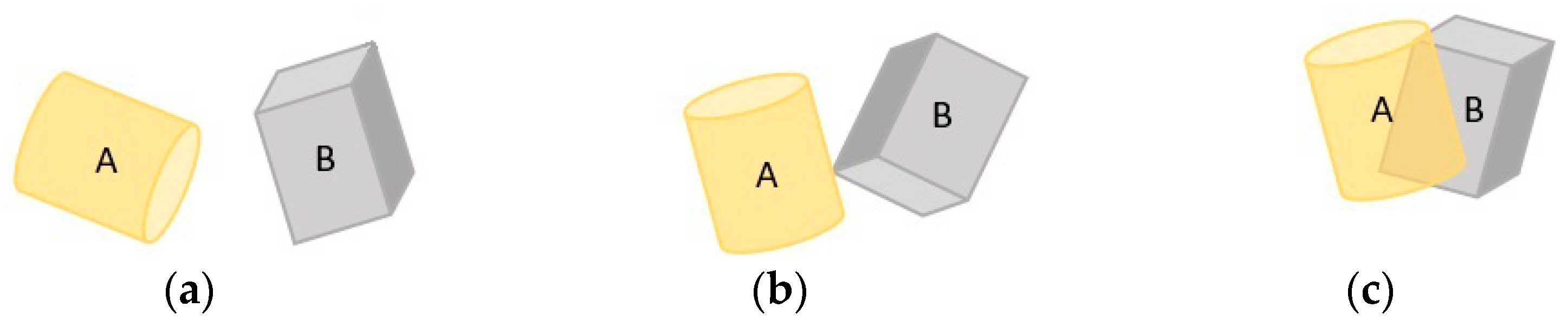
- non-overlapping condition: and do not intersect, but can touch each other, i.e., ;
- containment condition: is arranged fully inside the container , i.e., ;
- distance condition: the distance between objects and is grater than or equal to , i.e.,where , , stands for the Euclidean distance between two points .
Appendix A.2. Basic Definitions of the phi-Function Technique

Appendix A.3. Adjusted phi-Function

Appendix A.4. Phi-Function for Irregular Objects Composed by a Union of Basic Shapes

References
- Gries, S.; Meyer, G.; Wonisch, A.; Jakobi, R.; Mittelstedt, C. Towards Enhancing the Potential of Injection Molding Tools through Optimized Close-Contour Cooling and Additive Manufacturing. Materials 2021, 14, 3434. [Google Scholar] [CrossRef] [PubMed]
- Hybrid Metal 3D Printer Redefines Mold Component Production. Available online: https://www.moldmakingtechnology.com/products/hybrid-metal-3d-printer-redefines-mold-component-production (accessed on 29 January 2023).
- Achinas, S.; Heins, J.I.; Krooneman, J.; Euverink, G.J.W. Miniaturization and 3D Printing of Bioreactors: A Technological Mini Review. Micromachines 2020, 11, 853. [Google Scholar] [CrossRef]
- Fujimoto, K.T.; Hone, L.A.; Manning, K.D.; Seifert, R.D.; Davis, K.L.; Milloway, J.N.; Skifton, R.S.; Wu, Y.; Wilding, M.; Estrada, D. Additive Manufacturing of Miniaturized Peak Temperature Monitors for In-Pile Applications. Sensors 2021, 21, 7688. [Google Scholar] [CrossRef]
- Realizing the Benefits of Miniaturization of Electronic Components with 3D Printing. Available online: https://www.nano-di.com/resources/blog/2020-realizing-the-benefits-of-miniaturization-of-electronic-components-with-3d-printing (accessed on 29 January 2023).
- Chen, Z.; Li, Z.; Li, J.; Liu, C.; Lao, C.; Fu, Y.; Liu, C.; Li, Y.; Wang, P.; He, Y. 3D printing of ceramics: A review. J. Eur. Ceram. Soc. 2019, 39, 661–687. [Google Scholar] [CrossRef]
- Zocca, A.; Colombo, P.; Gomes, C.M.; Günster, J. Additive manufacturing of ceramics: Issues, potentialities, and opportunities. J. Am. Ceram. Soc. 2015, 98, 1983–2001. [Google Scholar] [CrossRef]
- Travitzky, N.; Bonet, A.; Dermeik, B.; Fey, T.; Filbert-Demut, I.; Schlier, L.; Schlordt, T.; Greil, P. Additive Manufacturing of ceramic-based material. Adv. Eng. Mater. 2014, 16, 729–754. [Google Scholar] [CrossRef]
- Tan, C.K.L.; Goh, Z.H.; De Chua, K.W.; Kamath, S.; Chung, C.K.R.; Teo, W.B.Y.; Martinez, J.C.; Dritsas, S.; Simpson, R.E. An improved hearing aid fitting journey; the role of 3D scanning, additive manufacturing, and sustainable practices. Mater. Today Proc. 2022, 70, 504–511. [Google Scholar] [CrossRef]
- How Personalization Has Changed the Hearing Aid Industry for the Better. Available online: https://www.materialise.com/en/inspiration/cases/phonak-3d-printed-hearing-aid (accessed on 29 January 2023).
- Top Seven Industries for Additive Manufacturing Applications. Available online: https://luxcreo.com/top-seven-industries-for-additive-manufacturing-applications/ (accessed on 29 January 2023).
- Additive Manufacturing: Applications by Sector. Available online: https://www.3dnatives.com/en/applications-by-sector/# (accessed on 29 January 2023).
- Hopkinson, N.; Dicknes, P. Analysis of rapid manufacturing—Using layer manufacturing processes for production. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2003, 217, 31–39. [Google Scholar] [CrossRef]
- 3D Printing Manufacturing Costs. Available online: https://multec.de/en/3d-printing-technology/production-costs-of-3d-printed-parts (accessed on 8 December 2022).
- Ruffo, M.; Tuck, C.; Hague, R.J.M. Cost estimation for rapid manufacturing—Laser sintering production for low to medium volumes. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2006, 220, 1417–1427. [Google Scholar] [CrossRef]
- Thomas, D.; Gilbert, S. Costs and Cost Effectiveness of Additive Manufacturing; Special Publication (NIST SP), National Institute of Standards and Technology: Gaithersburg, MD, USA, 2014. [CrossRef]
- Thomas, D. Costs, benefits, and adoption of additive manufacturing: A supply chain perspective. Int. J. Adv. Manuf. Technol. 2016, 85, 1857–1876. [Google Scholar] [CrossRef]
- Homa, J. Rapid prototyping of high-performance ceramics opens new opportunities for the CIM industry. Powder Inject. Mould. Int. 2012, 6, 65–68. [Google Scholar]
- Schwentenwein, M.; Homa, J. Additive manufacturing of dense alumina ceramics. Int. J. Appl. Cer. Technol. 2015, 12, 1–7. [Google Scholar] [CrossRef]
- Halloran, J.W. Ceramic stereolithography: Additive manufacturing for ceramics by photopolymerization. Annu. Rev. Mater. Res. 2016, 46, 19–40. [Google Scholar] [CrossRef]
- Griffith, M.L.; Halloran, J.W. Freeform fabrication of ceramics via stereolithography. J. Am. Ceram. Soc. 1996, 79, 2601–2608. [Google Scholar] [CrossRef]
- Abel, J.; Scheithauer, U.; Janics, T.; Hampel, S.; Cano, S.; Müller-Köhn, A.; Günther, A.; Kukla, C.; Moritz, T. Fused Filament Fabrication (FFF) of Metal-Ceramic Components. J. Vis. Exp. 2018, 143, e57693. [Google Scholar]
- Weingarten, S.; Scheithauer, U.; Johne, R.; Abel, J.; Schwarzer, E.; Moritz, T.; Michaelis, A. Multi-material Ceramic-Based Components—Additive Manufacturing of Black-and-white Zirconia Components by Thermoplastic 3D-Printing (CerAM-T3DP). J. Vis. Exp. 2019, 143, e57538. [Google Scholar] [CrossRef]
- Michaelis, A.; Scheithauer, U.; Moritz, T.; Weingarten, S.; Abel, J.; Schwarzer, E.; Kunz, W. Advanced Manufacturing for Advanced Ceramics. Procedia CIRP 2020, 95, 18–22. [Google Scholar] [CrossRef]
- Terno, J.; Lindemann, R.; Scheithauer, G. Zuschnittprobleme und Ihre Praktische Lösung. Mathematische Modelle von Layout-Problemen, 1st ed.; Harri Deutsch: Frankfurt/Main, Germany, 1987. [Google Scholar]
- Scheithauer, G. Algorithms for the Container Loading Problem. In Operations Research Proceedings; Gaul, W., Bachem, A., Habenicht, W., Runge, W., Stahl, W.W., Eds.; Springer: Berlin/Heidelberg, Germany, 1991; pp. 445–452. [Google Scholar] [CrossRef]
- Fischer, A.; Scheithauer, G. Cutting and Packing Problems with Placement Constraints. In Optimized Packings with Applications; Fasano, G., Pinter, J.D., Eds.; Springer: Cham, Switzerland, 2015; pp. 119–156. [Google Scholar]
- Chernov, N.; Stoyan, Y.; Romanova, T. Mathematical model and efficient algorithms for object packing problem. Comput. Geom. Theory Appl. 2010, 43, 535–553. [Google Scholar] [CrossRef]
- Burke, E.K.; Hellier, R.S.R.; Kendall, G.; Whitwell, G. A New Bottom-Left-Fill Heuristic Algorithm for the Two-Dimensional Irregular Packing Problem. Oper. Res. 2006, 54, 587–601. [Google Scholar] [CrossRef]
- Stannarius, R.; Schulze, J. On regular and random two-dimensional packing of crosses. Granul. Matter 2022, 24, 25. [Google Scholar] [CrossRef]
- Kallus, Y.; Kusner, W. The Local Optimality of the Double Lattice Packing. Discret. Comput. Geom. 2016, 56, 449–471. [Google Scholar] [CrossRef]
- Milenkovic, V.J. Densest translational lattice packing of non-convex polygons. Comput. Geom. Theory Appl. 2002, 22, 205–222. [Google Scholar] [CrossRef]
- Chazelle, B.; Edelsbrunner, H.; Guibas, L.J. The complexity of cutting complexes. Discret. Comput. Geom. 1989, 4, 139–181. [Google Scholar] [CrossRef]
- Leao, A.S.; Toledo, F.M.B.; Oliveira, J.F.; Carravilla, M.A.; Alvarez-Valdés, R. Irregular packing problems: A review of mathematical models. Eur. J. Oper. Res. 2020, 282, 803–822. [Google Scholar] [CrossRef]
- Stoyan, Y.; Pankratov, A.; Romanova, T. Quasi-phi-functions and optimal packing of ellipses. J. Glob. Optim. 2016, 65, 283–307. [Google Scholar] [CrossRef]
- Kallrath, J. Business Optimisation Using Mathematical Programming. In Cutting & Packing beyond and within Mathematical Programming, 2nd ed.; Springer: Cham, Switzerland, 2021; Chapter 15; pp. 495–526. [Google Scholar]
- Romanova, T.; Stoyan, Y.; Pankratov, A.; Litvinchev, I.; Plankovskyy, S.; Tsegelnyk, Y.; Shypul, O. Sparsest balanced packing of irregular 3D objects in a cylindrical container. Eur. J. Oper. Res. 2021, 291, 84–100. [Google Scholar] [CrossRef]
- Romanova, T.; Stoyan, Y.; Pankratov, A.; Litvinchev, I.; Avramov, K.; Chernobryvko, M.; Yanchevskyi, I.; Mozgova, I.; Bennell, J. Optimal layout of ellipses and its application for additive manufacturing. Int. J. Prod. Res. 2021, 59, 560–575. [Google Scholar] [CrossRef]
- Duriagina, Z.; Lemishka, I.; Litvinchev, I.; Marmolejo, J.; Pankratov, A.; Romanova, T.; Yaskov, G. Optimized filling a given cuboid with spherical powders for additive manufacturing. J. Oper. Res. Soc. China 2021, 9, 853–868. [Google Scholar] [CrossRef]
- Pankratov, A.; Romanova, T.; Litvinchev, I. Packing oblique 3D objects. Mathematics 2020, 8, 1130. [Google Scholar] [CrossRef]
- Stoyan, Y.; Pankratov, A.; Romanova, T. Placement Problems for Irregular Objects: Mathematical Modeling, Optimization and Applications. In Optimization Methods and Applications; Butenko, S., Pardalos, P., Shylo, V., Eds.; Springer: Cham, Switzerland, 2017; Volume 130, pp. 521–559. [Google Scholar]
- Pankratov, A.; Romanova, T.; Litvinchev, I. Packing ellipses in an optimized rectangular container16. Wirel. Netw. 2020, 26, 4869–4879. [Google Scholar] [CrossRef]
- Romanova, T.; Pankratov, A.; Litvinchev, I.; Dubinskyi, V.; Infante, L. Sparse layout of irregular 3D clusters. J. Oper. Res. Soc. 2022, 74, 351–361. [Google Scholar] [CrossRef]
- Romanova, T.; Litvinchev, I.; Pankratov, A. Packing ellipsoids in an optimized cylinder. Eur. J. Oper. Res. 2020, 285, 429–443. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
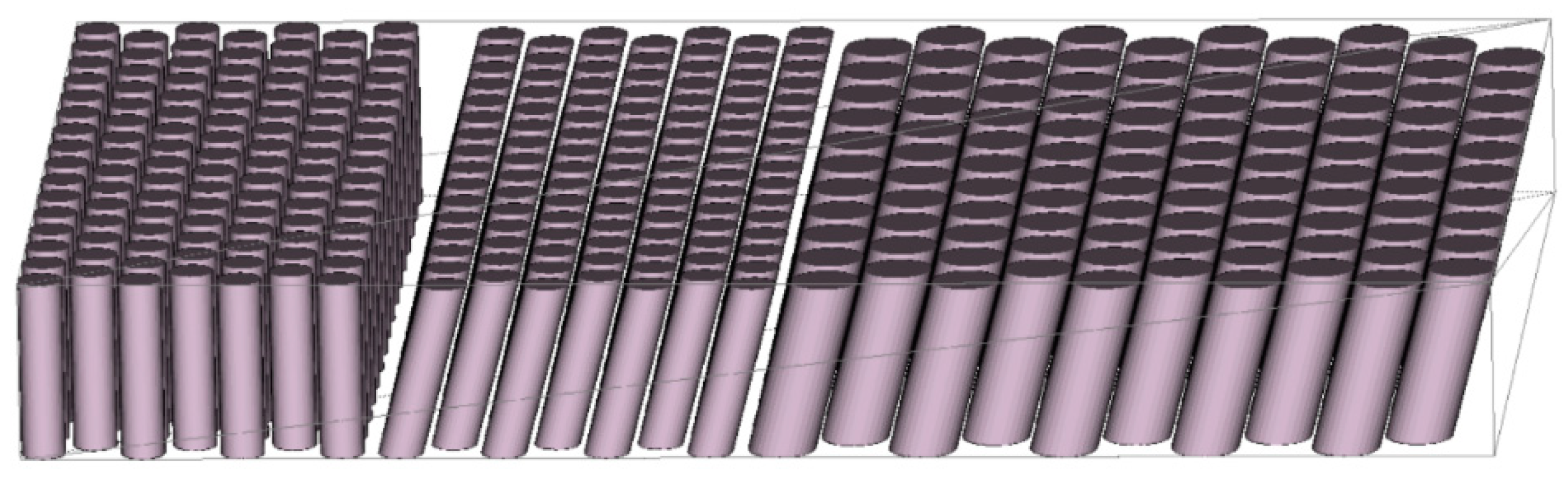
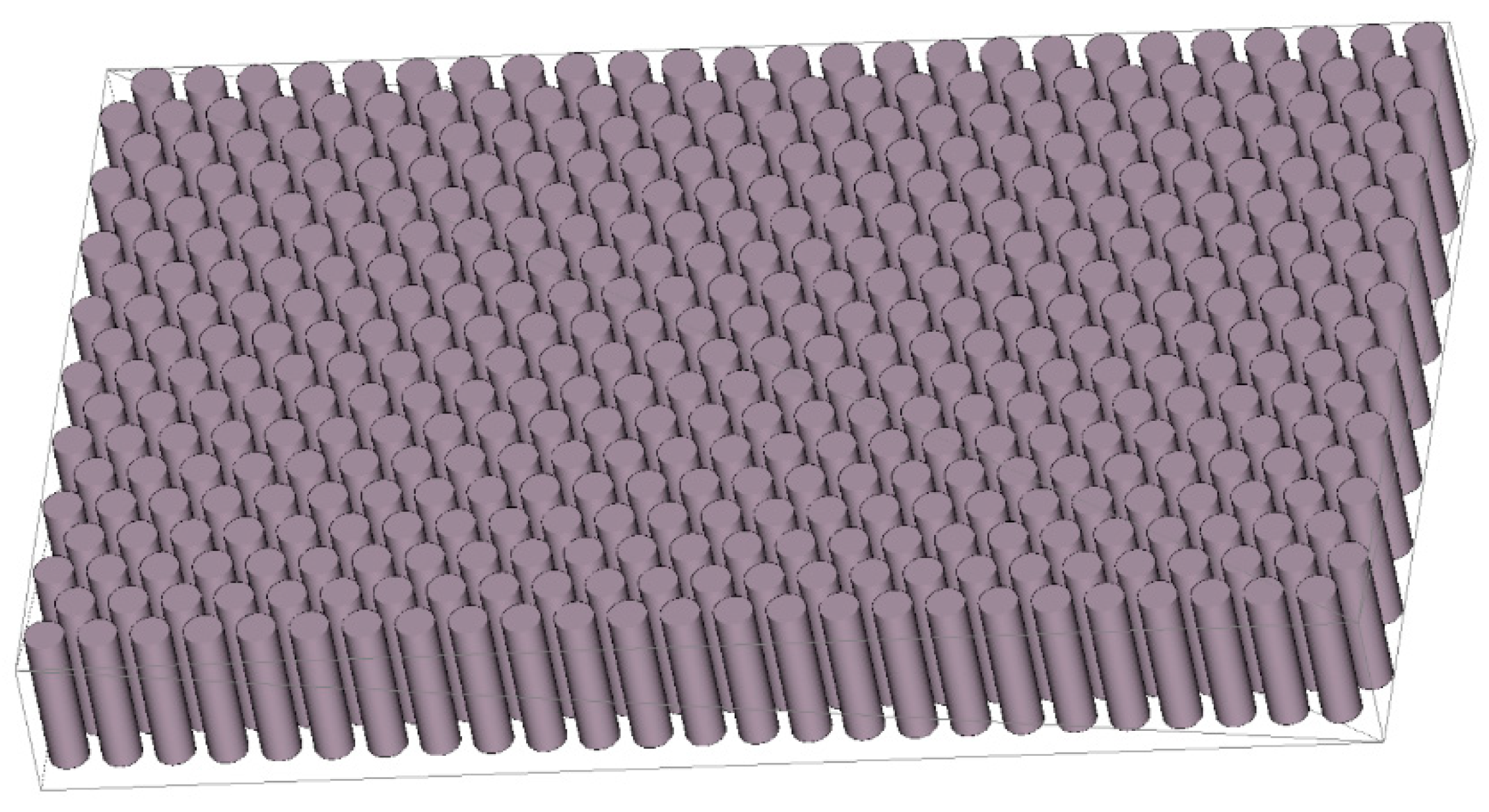
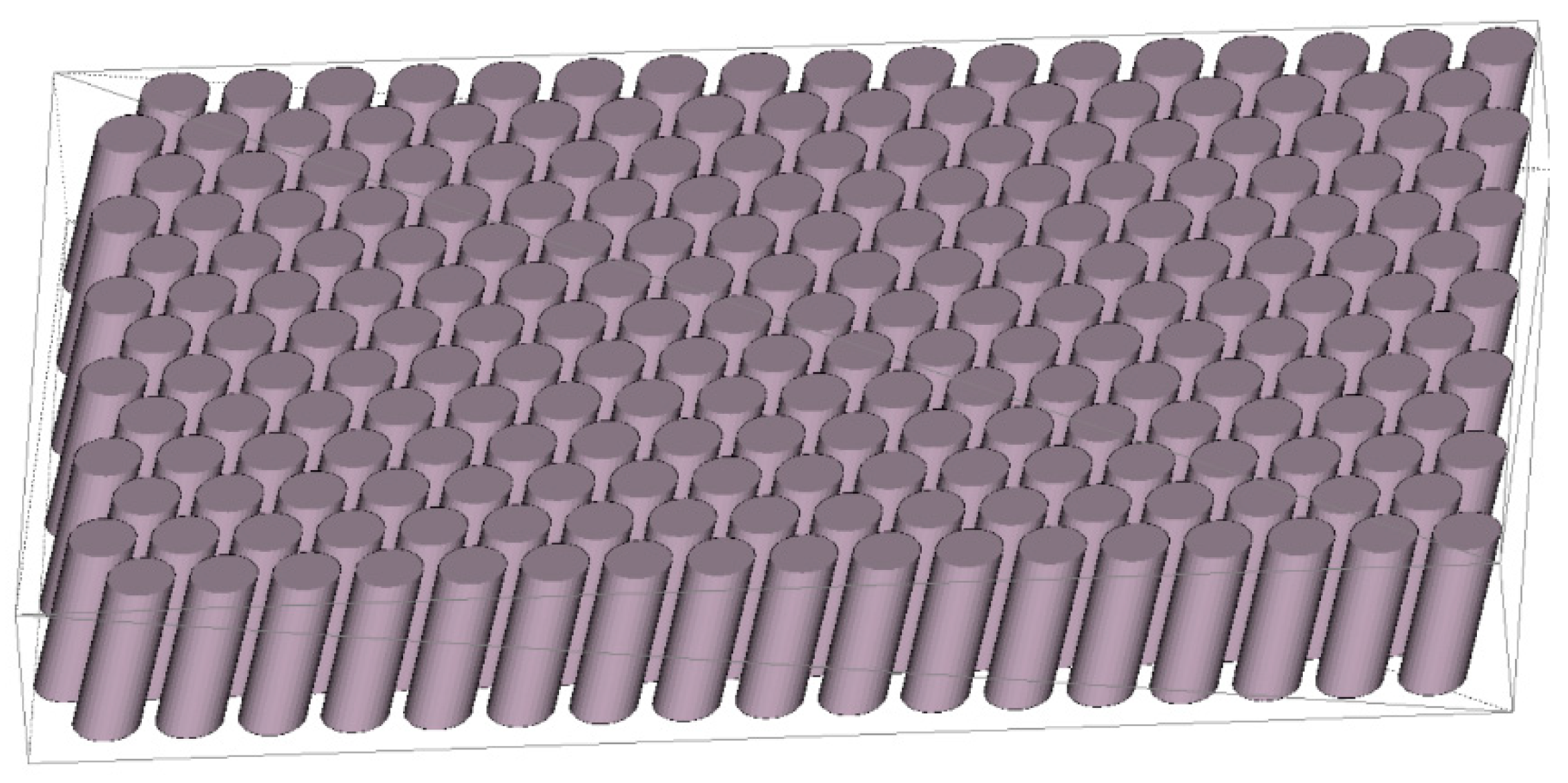
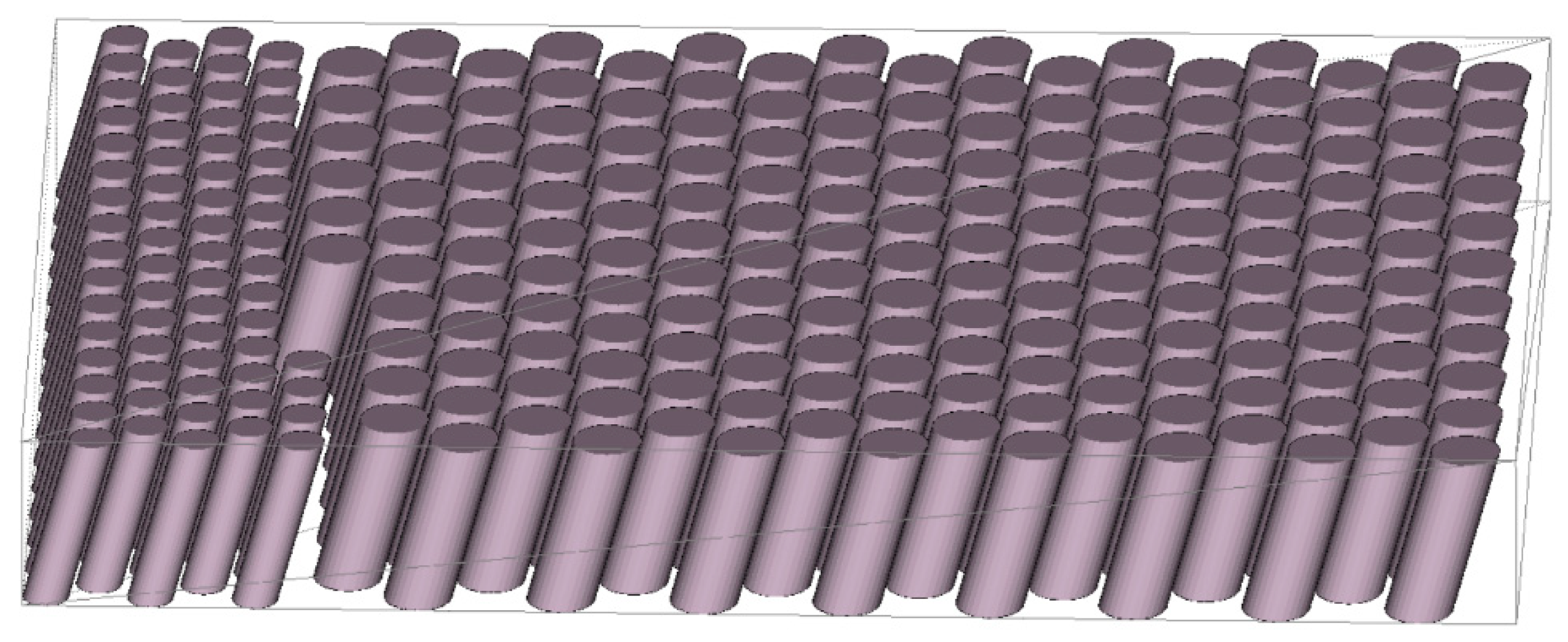
| Cylinder Geometry (CGx) | CG1 | CG2 | CG3 | |
|---|---|---|---|---|
| length | [mm] | 12.5 | 12.5 | 12.5 |
| diameter | [mm] | 3 | 3 | 4.5 |
| inclination | [°] | 0 | 15 | 15 |
| numbers needed (approx.) | [1] | 1000 | 1000 | 1000 |
| Numbers of CGx per Building Platform | Number of Building Platforms Needed for approx. 1000 Components per Type | |||
|---|---|---|---|---|
| Kind of Building Platform | CG1 | CG2 | CG3 | |
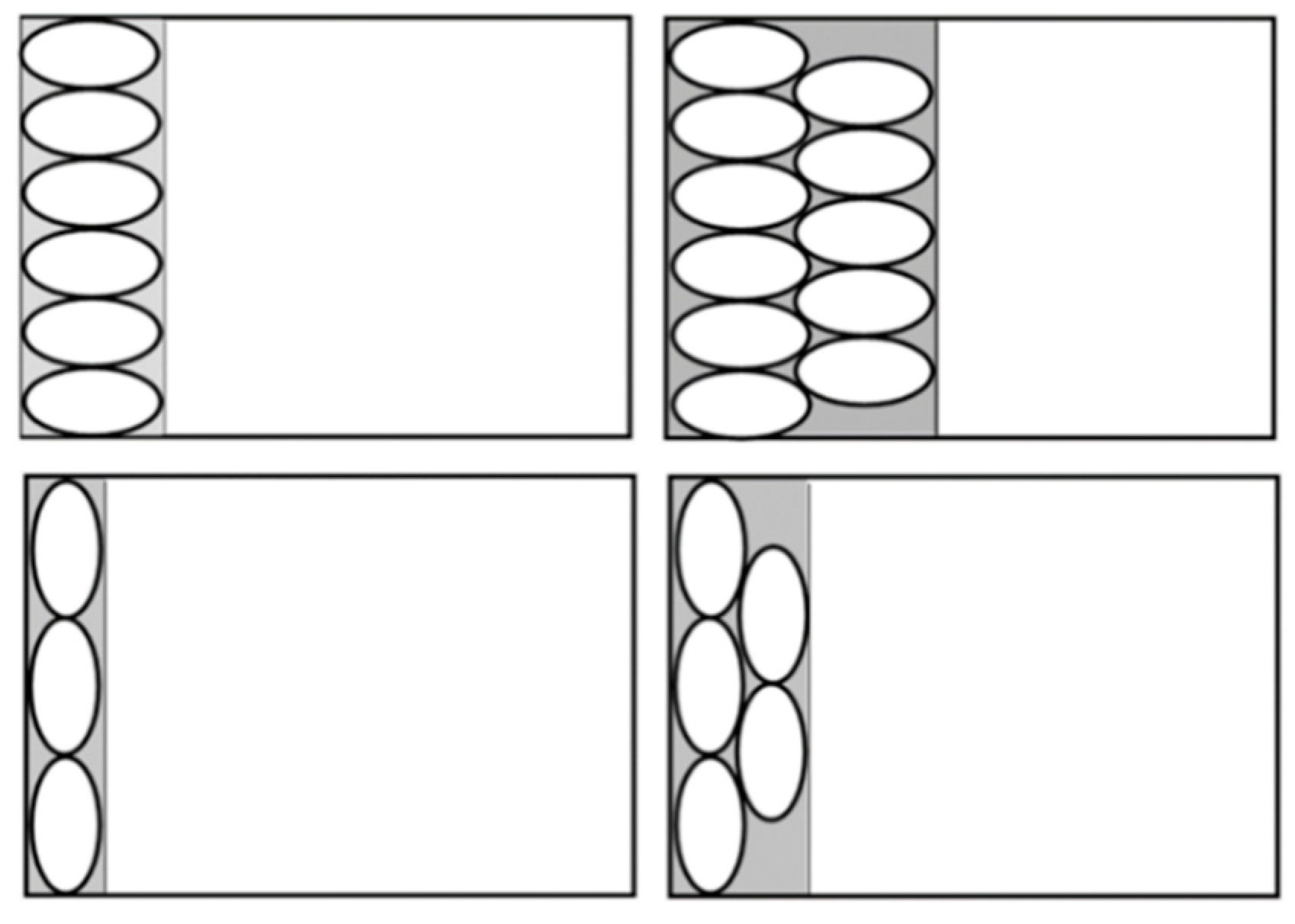
| Max_CG1 (Figure E1) | 375 | 3|1125 | ||
| Max_CG2 (Figure E2) | 196 | 5|980 | ||
| Max_CG3 (Figure E3) | 110 | 9|990 | ||
| sum | 17|1125 + 980 + 990 | |||
| Equal_CGx (Figure E4) | 64 | 64 | 64 | 16|1024 |
| Number of Building Platforms | Numbers of CGx per Building Platform | Total Number of CGx | |||||
|---|---|---|---|---|---|---|---|
| Kind of Building Platform | CG1 | CG2 | CG3 | CG1 | CG2 | CG3 | |
| BP_1_1-1 | 9 | 109 | 109 | 109 | 981 | 981 | 981 |
| 10 | 109 | 109 | 109 | 1090 | 1090 | 1090 | |
| Number of Building Platforms | Numbers of CGx per Building Platform | Total Number of CGx | |||||
|---|---|---|---|---|---|---|---|
| Kind of Building Platform | CG1 | CG2 | CG3 | CG1 | CG2 | CG3 | |
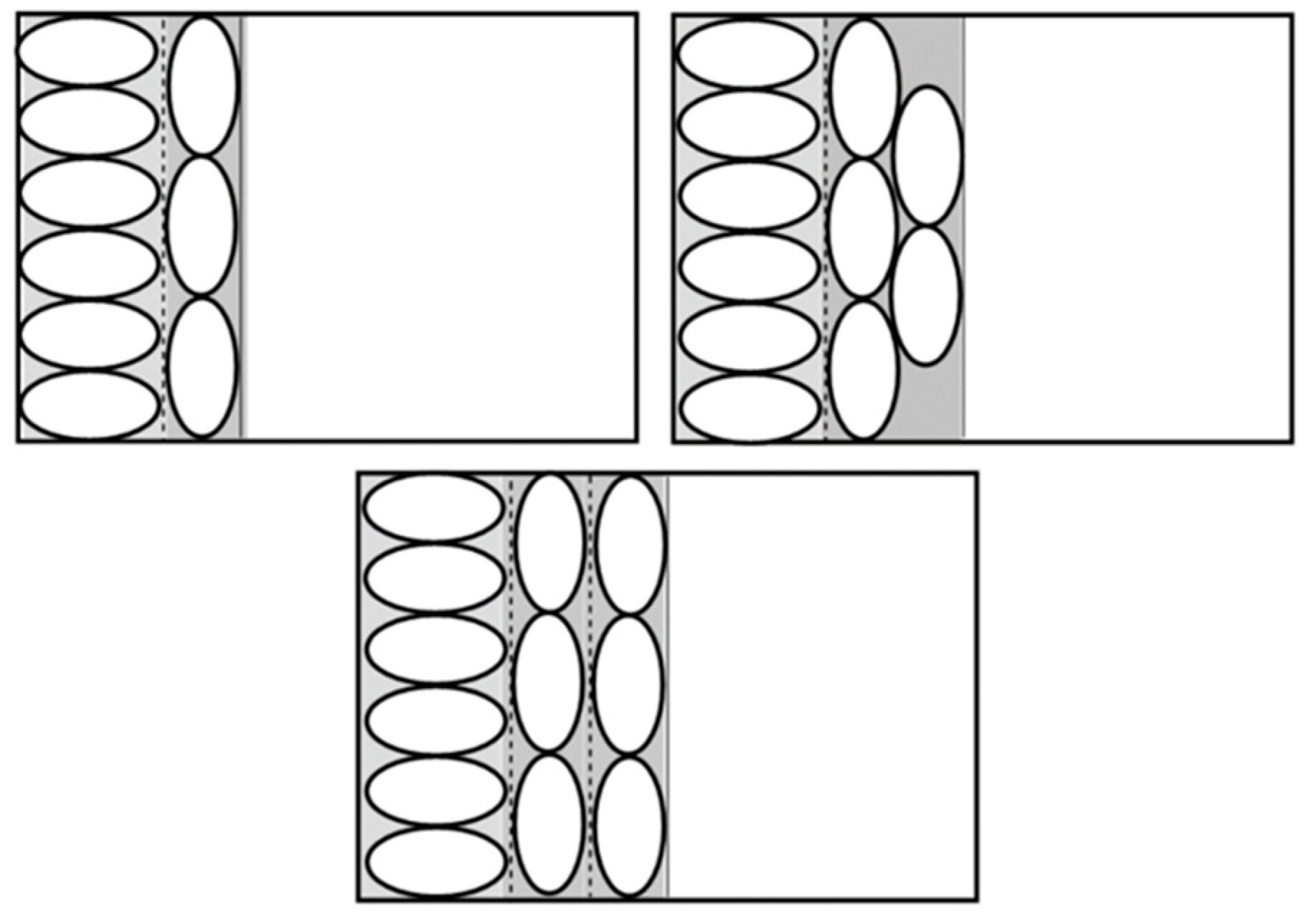
| BP_1_2-1 | 2 | 450 | 0 | 0 | 900 | 0 | 0 |
| BP_1_2-2 | 2 | 0 | 400 | 17 | 0 | 800 | 34 |
| BP_1_2-3 | 4 | 0 | 0 | 221 | 0 | 0 | 884 |
| BP_1_2-4 | 1 | 88 | 188 | 70 | 88 | 188 | 70 |
| sum | 9 | 988 | 988 | 988 | |||
| Number of Building Platforms | Numbers of CGx per Building Platform | Total Number of CGx | |||||
|---|---|---|---|---|---|---|---|
| Kind of Building Platform | CG1 | CG2 | CG3 | CG1 | CG2 | CG3 | |
| BP_1_3-1 | 2 | 450 | 0 | 0 | 900 | 0 | 0 |
| BP_1_3-2 | 2 | 0 | 400 | 17 | 0 | 800 | 34 |
| BP_1_3-3 | 4 | 0 | 0 | 221 | 0 | 0 | 884 |
| BP_1_3-4 | 1 | 200 | 234 | 0 | 200 | 234 | 0 |
| BP_1_3-5 | 1 | 0 | 66 | 182 | 0 | 66 | 182 |
| sum | 10 | 1100 | 1100 | 1100 | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Scheithauer, U.; Romanova, T.; Pankratov, O.; Schwarzer-Fischer, E.; Schwentenwein, M.; Ertl, F.; Fischer, A. Potentials of Numerical Methods for Increasing the Productivity of Additive Manufacturing Processes. Ceramics 2023, 6, 630-650. https://doi.org/10.3390/ceramics6010038
Scheithauer U, Romanova T, Pankratov O, Schwarzer-Fischer E, Schwentenwein M, Ertl F, Fischer A. Potentials of Numerical Methods for Increasing the Productivity of Additive Manufacturing Processes. Ceramics. 2023; 6(1):630-650. https://doi.org/10.3390/ceramics6010038
Chicago/Turabian StyleScheithauer, Uwe, Tetyana Romanova, Oleksandr Pankratov, Eric Schwarzer-Fischer, Martin Schwentenwein, Florian Ertl, and Andreas Fischer. 2023. "Potentials of Numerical Methods for Increasing the Productivity of Additive Manufacturing Processes" Ceramics 6, no. 1: 630-650. https://doi.org/10.3390/ceramics6010038
APA StyleScheithauer, U., Romanova, T., Pankratov, O., Schwarzer-Fischer, E., Schwentenwein, M., Ertl, F., & Fischer, A. (2023). Potentials of Numerical Methods for Increasing the Productivity of Additive Manufacturing Processes. Ceramics, 6(1), 630-650. https://doi.org/10.3390/ceramics6010038