
Manufacturing and Thermal Shock Characterization of Porous Yttria Stabilized Zirconia for Hydrogen Energy Systems



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
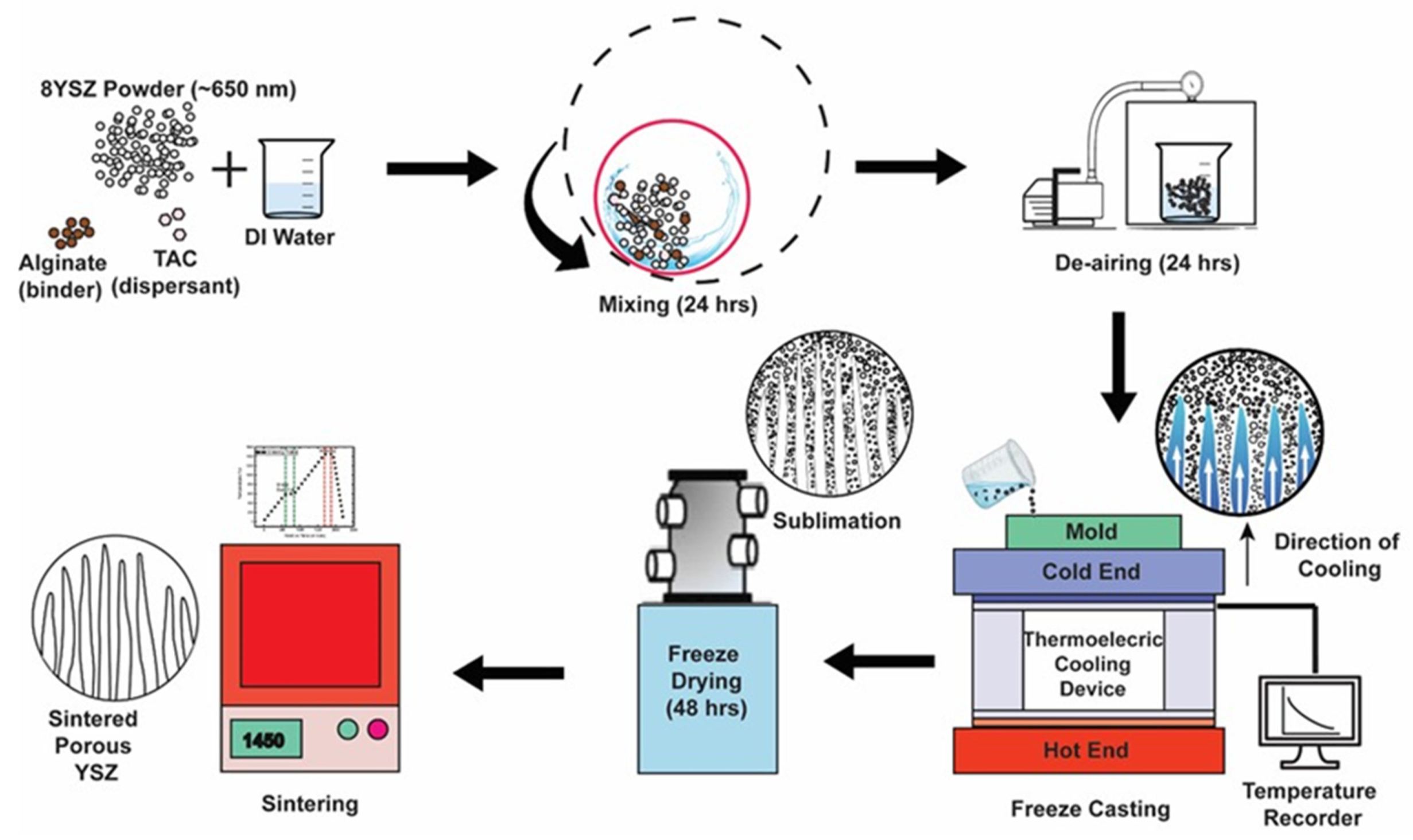
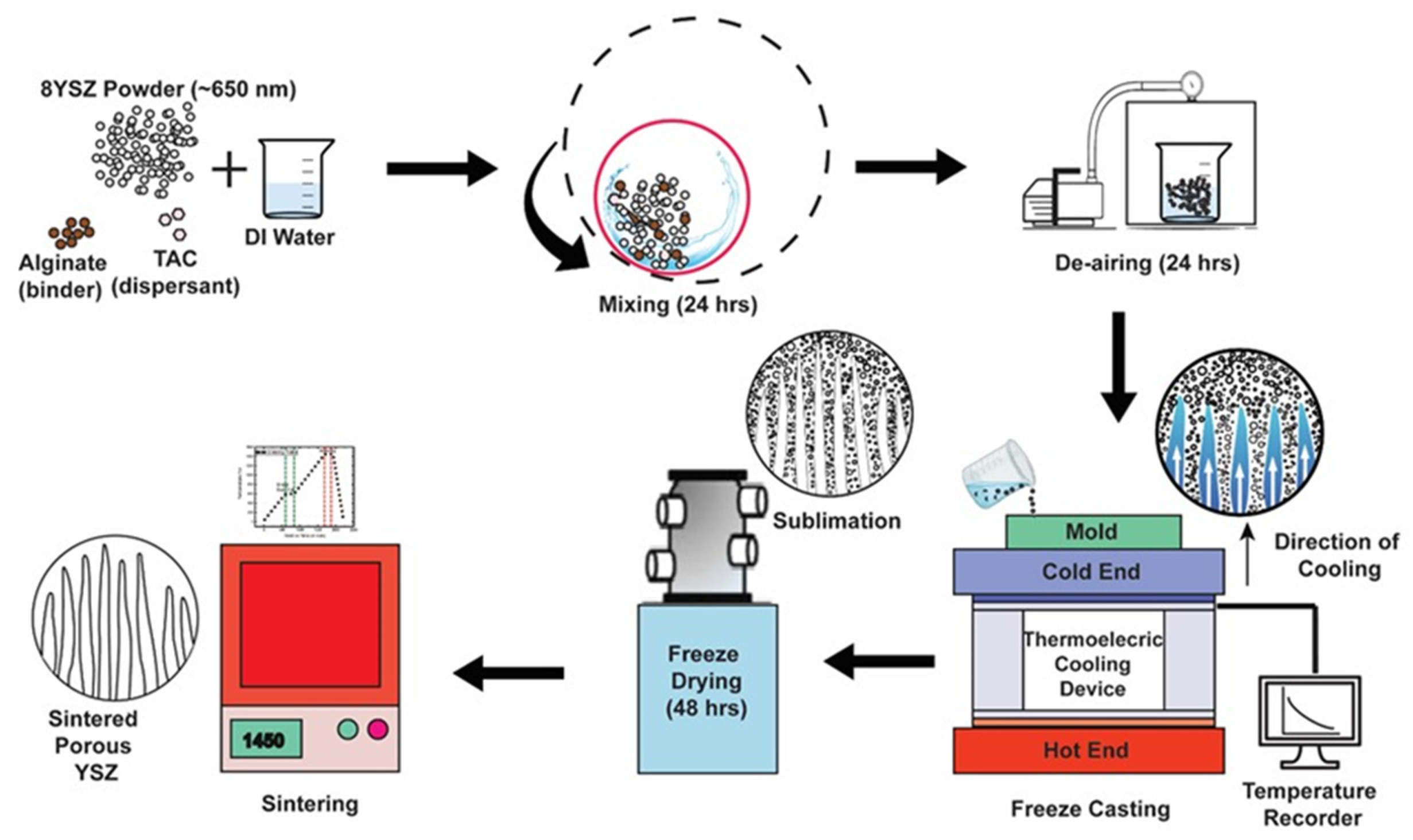
2.2. Preparation of YSZ Sheets
2.3. Bulk Density
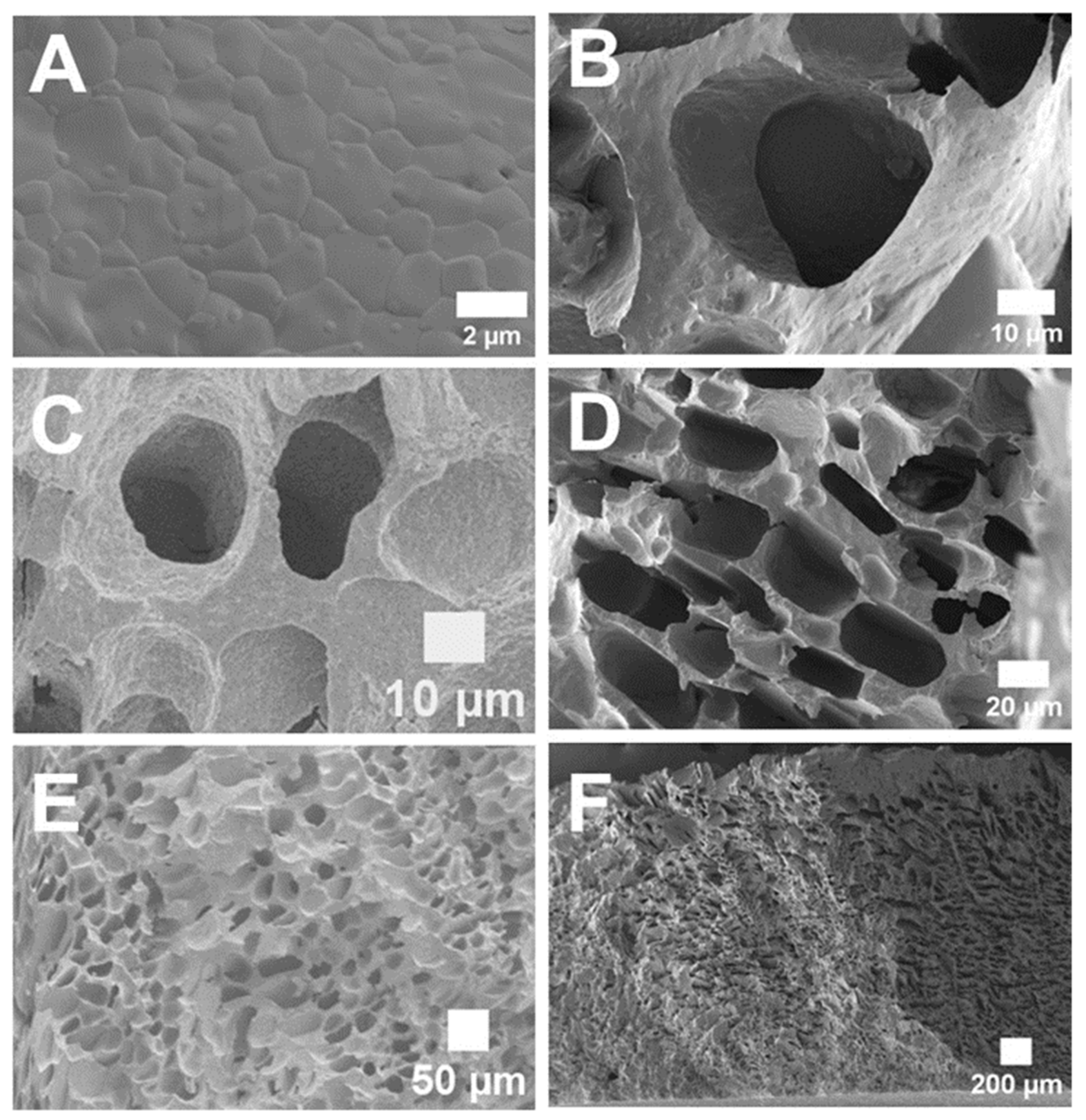
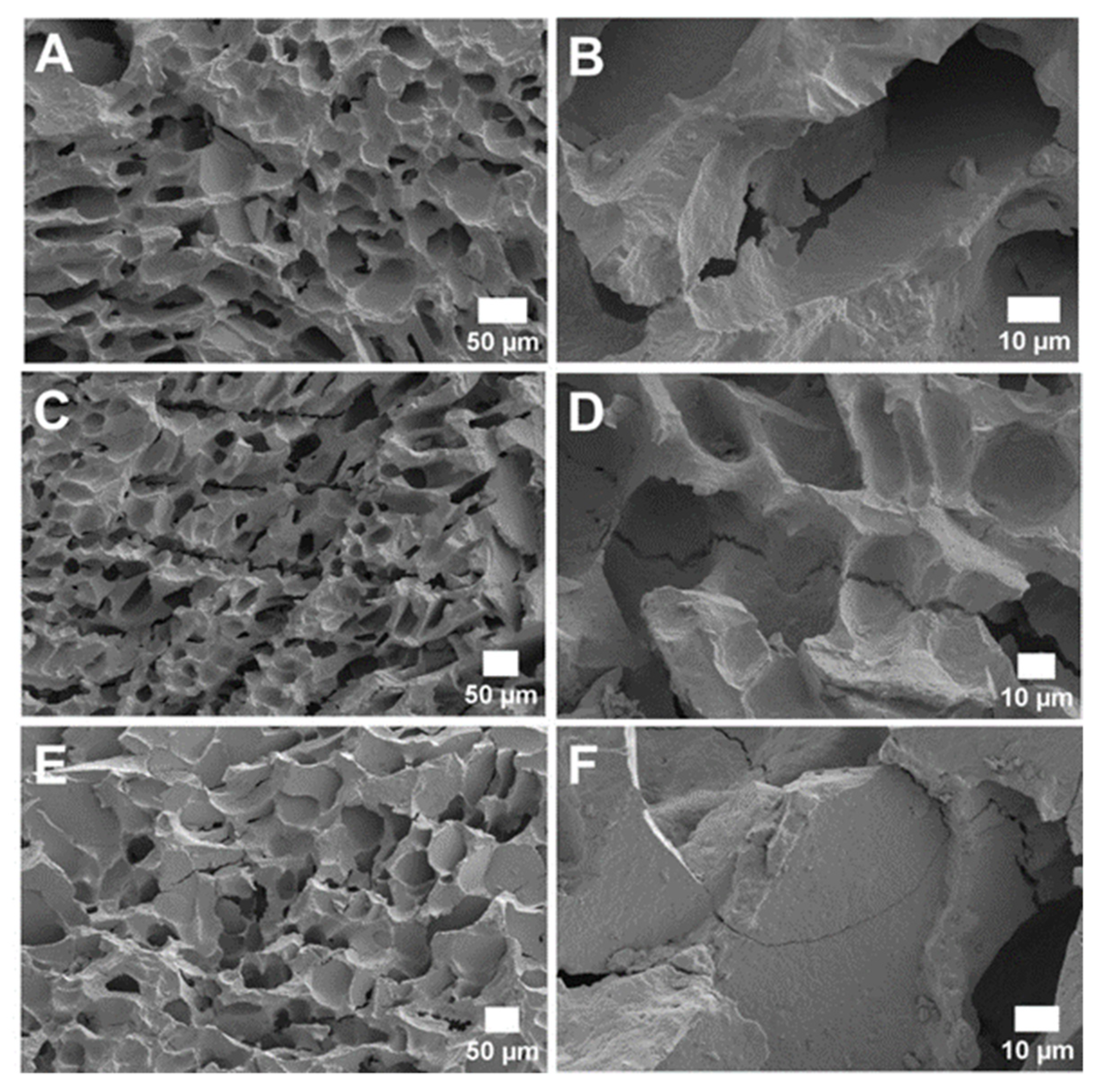
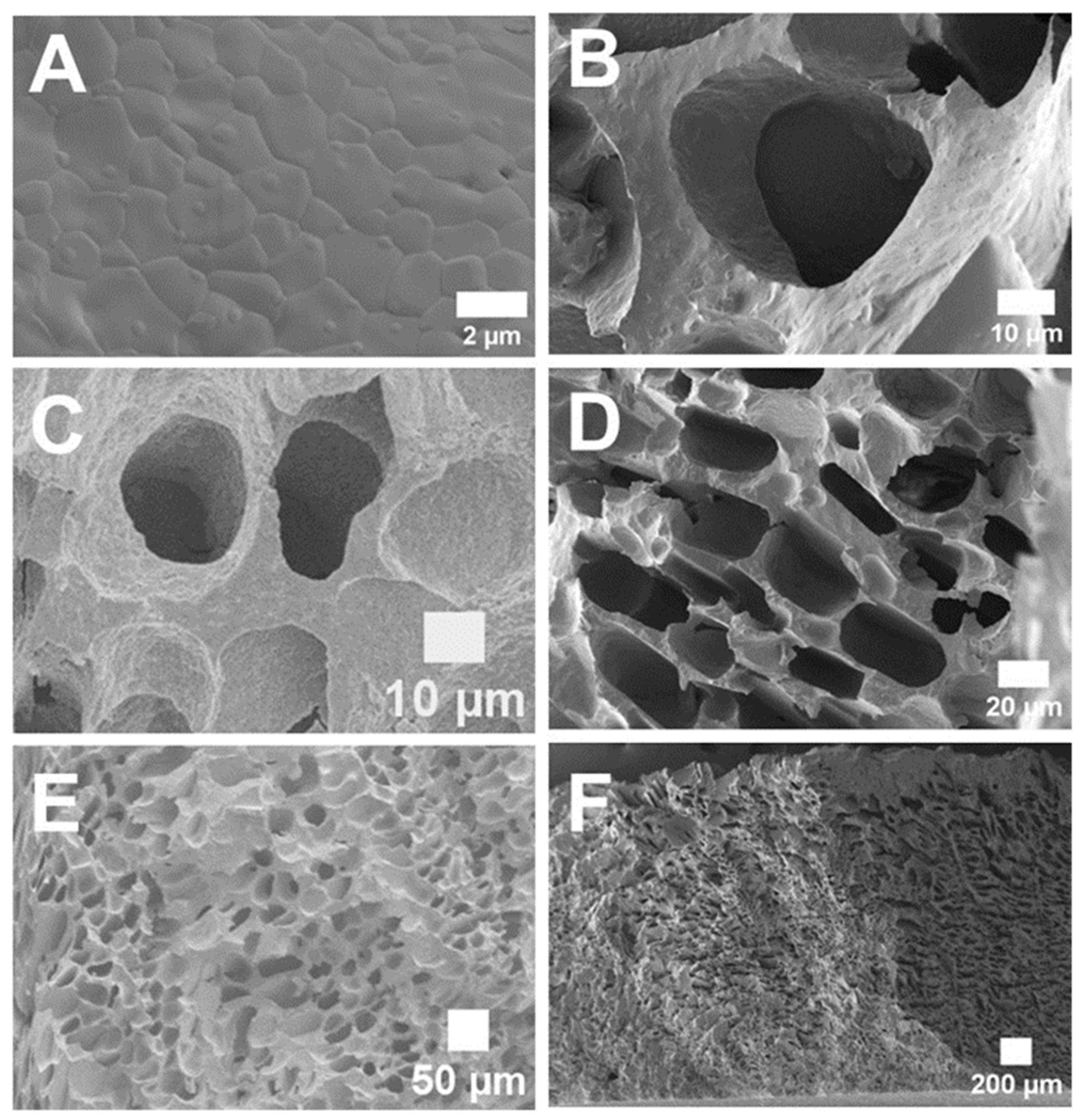
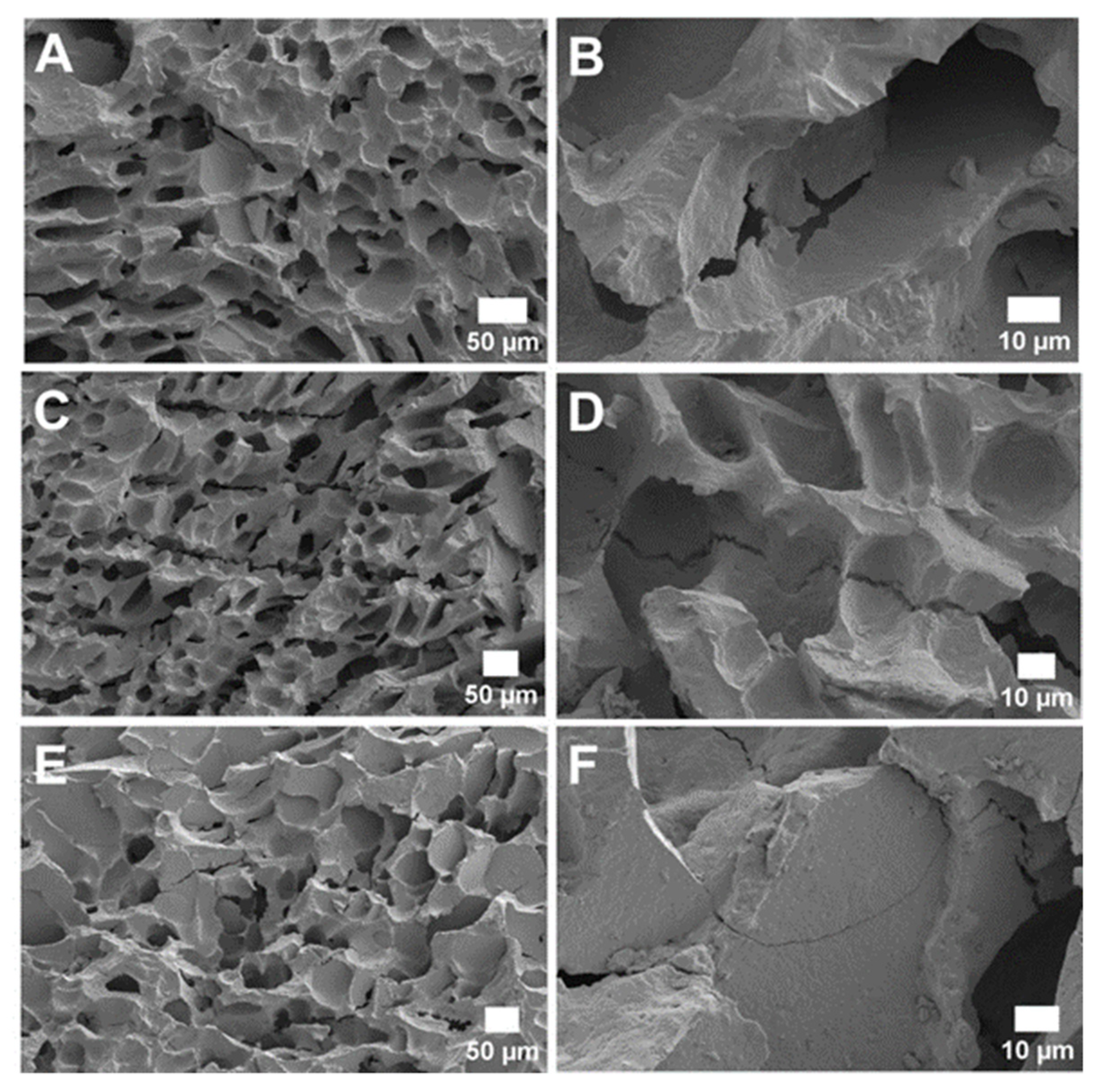
2.4. Electron Microscopy
2.5. Grain and Pore Size Measurement
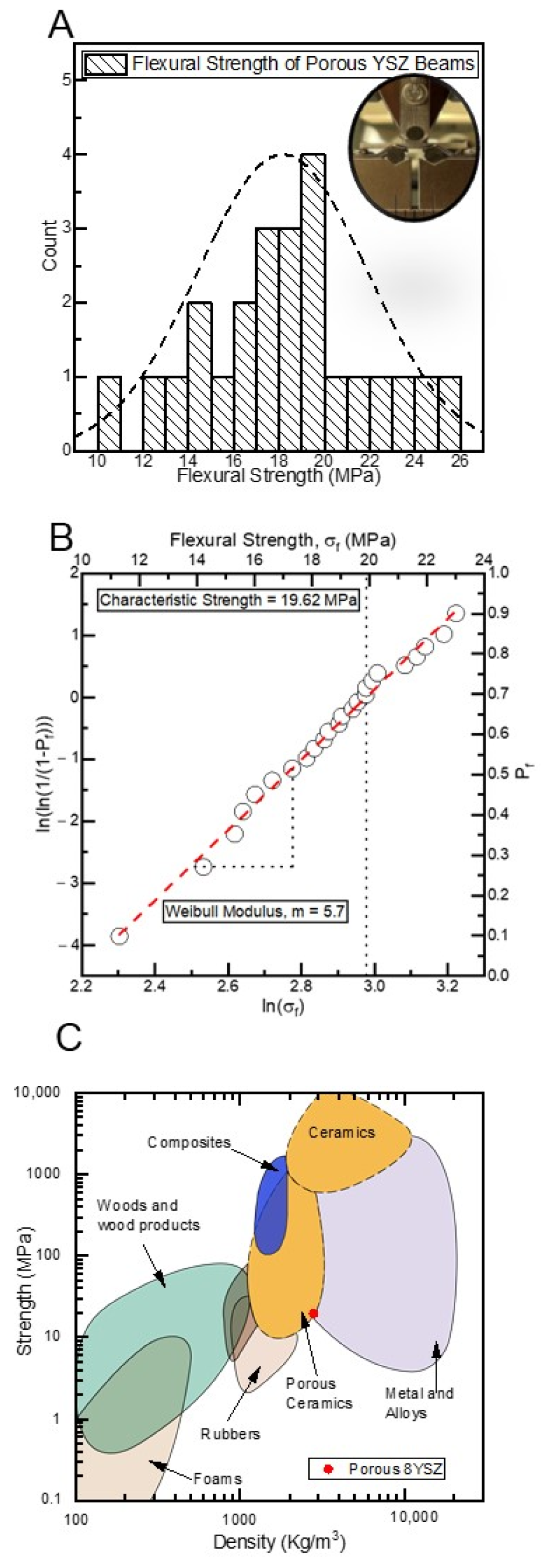
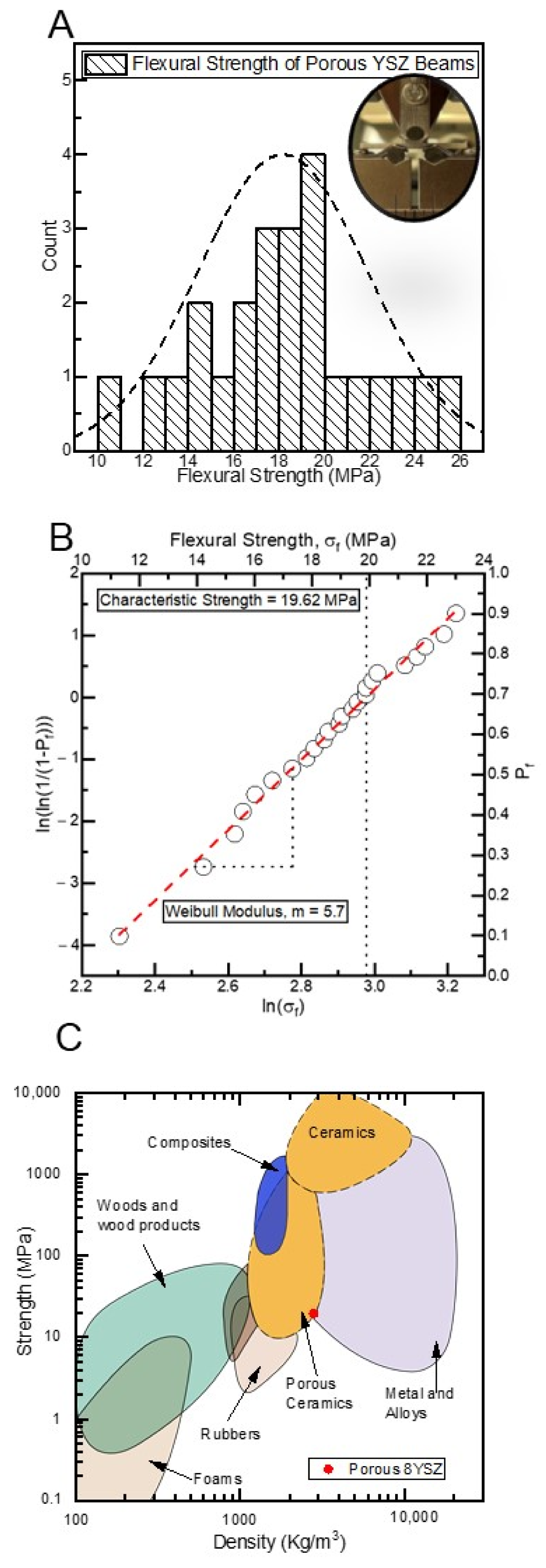
2.6. Characterization of Flexural Properties
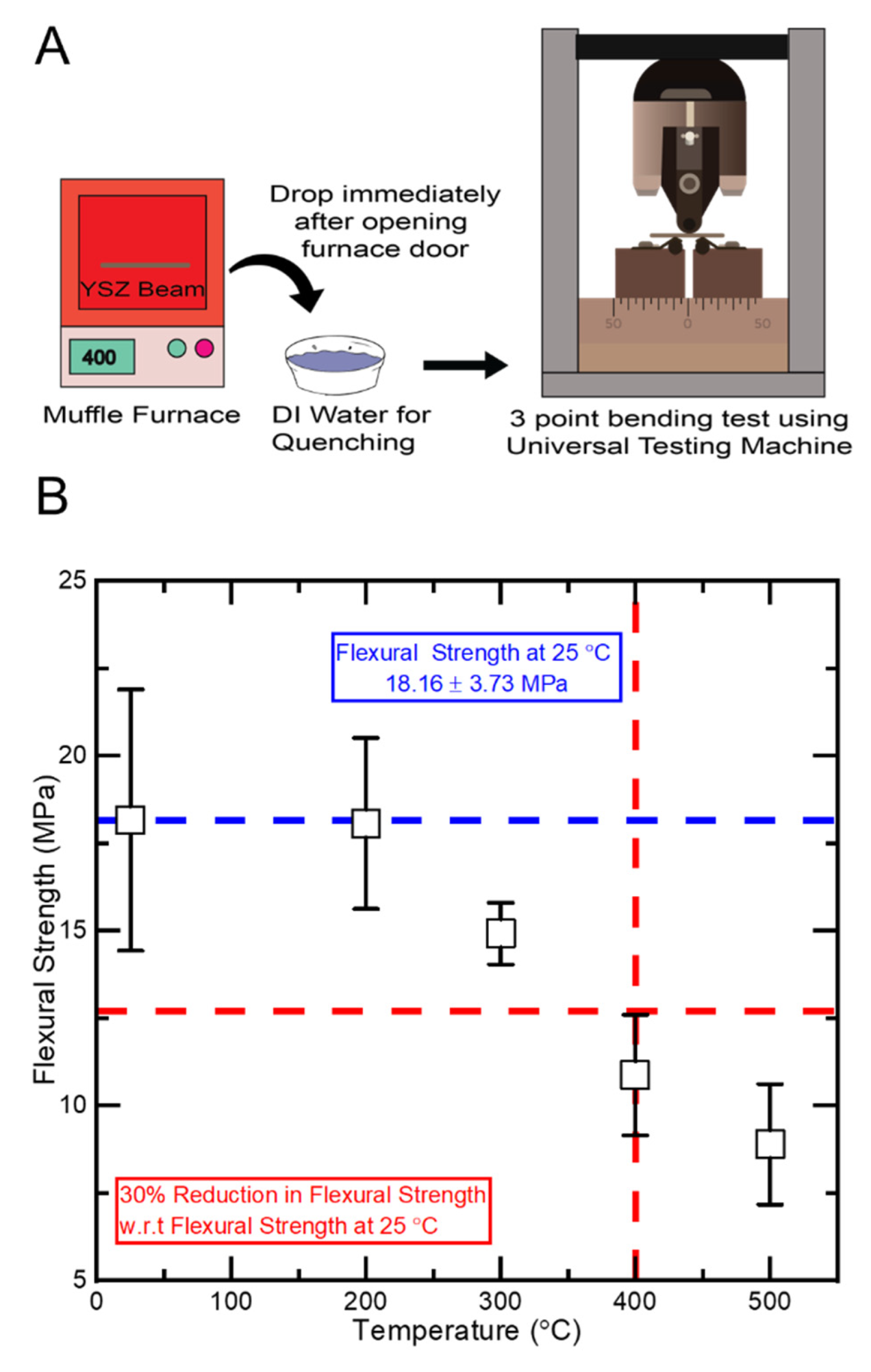
2.7. Characterization of Thermal Shock Behavior
3. Results and Discussion
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chen, Y.; Wang, N.; Ola, O.; Xia, Y.; Zhu, Y. Porous ceramics: Light in weight but heavy in energy and environment technologies. Mater. Sci. Eng. R Rep. 2021, 143, 100589. [Google Scholar] [CrossRef]
- Hammel, E.; Ighodaro, O.-R.; Okoli, O. Processing and properties of advanced porous ceramics: An application based review. Ceram. Int. 2014, 40, 15351–15370. [Google Scholar] [CrossRef]
- Zhang, F.; Li, Z.; Xu, M.; Wang, S.; Li, N.; Yang, J. A review of 3D printed porous ceramics. J. Eur. Ceram. Soc. 2022, 42, 3351–3373. [Google Scholar] [CrossRef]
- Huang, J.; Daryadel, S.; Minary-Jolandan, M. Low-Cost Manufacturing of Metal–Ceramic Composites through Electrodeposition of Metal into Ceramic Scaffold. ACS Appl. Mater. Interfaces 2019, 11, 4364–4372. [Google Scholar] [CrossRef] [PubMed]
- Hossain Bhuiyan, M.E.; Minary-Jolandan, M. Computational analysis of copper electrodeposition into a porous preform. AIP Adv. 2022, 12, 055020. [Google Scholar] [CrossRef]
- Deville, S. Freeze-Casting of Porous Ceramics: A Review of Current Achievements and Issues. Adv. Eng. Mater. 2008, 10, 155–169. [Google Scholar] [CrossRef]
- Cramer, C.L.; Ionescu, E.; Graczyk-Zajac, M.; Nelson, A.T.; Katoh, Y.; Haslam, J.J.; Wondraczek, L.; Aguirre, T.G.; LeBlanc, S.; Wang, H.; et al. Additive manufacturing of ceramic materials for energy applications: Road map and opportunities. J. Eur. Ceram. Soc. 2022, 42, 3049–3088. [Google Scholar] [CrossRef]
- Man, Y.; Ding, G.; Xudong, L.; Xue, K.; Qu, D.; Xie, Z. A review on porous ceramics with hierarchical pore structure by 3D printing-based combined route. J. Asian Ceram. Soc. 2021, 9, 1377–1389. [Google Scholar] [CrossRef]
- Polishko, I.O.; Brodnikovskyi, Y.M.; Brodnikovskyi, D.M.; Vasyliv, B.D.; Podhurska, V.Y.; Shevchenko, S.M.; Chedryk, V.I.; Andrzejczuk, M.; Vasylyev, O.D. Effect of Porosity on Strength and Electrical Conductivity of NiO–3.5YSZ Composite and Its Ni–3.5YSZ Cermet. Powder Metall. Met. Ceram. 2017, 56, 293–304. [Google Scholar] [CrossRef]
- Schafbauer, W.; Menzler, N.H.; Buchkremer, H.P. Tape Casting of Anode Supports for Solid Oxide Fuel Cells at Forschungszentrum Jülich. Int. J. Appl. Ceram. Technol. 2012, 11, 125–135. [Google Scholar] [CrossRef]
- Letilly, M.; Joubert, O.; Caldes, M.-T.; Salle, A.L.G.L. Tape casting fabrication, co-sintering and optimisation of anode/electrolyte assemblies for SOFC based on BIT07-Ni/BIT07. Int. J. Hydrog. Energy 2012, 37, 4346–4355. [Google Scholar] [CrossRef]
- Modjtahedi, A.; Hedayat, N.; Chuang, S.S.C. Diffusion-limited electrochemical oxidation of H2/CO on Ni-anode catalyst in a CH4/CO2-solid oxide fuel cell. Catal. Today 2016, 278, 227–236. [Google Scholar] [CrossRef] [Green Version]
- Marina, O.A.; Mogensen, M. High-temperature conversion of methane on a composite gadolinia-doped ceria–gold electrode. Appl. Catal. A Gen. 1999, 189, 117–126. [Google Scholar] [CrossRef]
- Yoon, K.J.; Lee, S.-I.; An, H.; Kim, J.; Son, J.-W.; Lee, J.-H.; Je, H.-J.; Lee, H.-W.; Kim, B.-K. Gas transport in hydrogen electrode of solid oxide regenerative fuel cells for power generation and hydrogen production. Int. J. Hydrog. Energy 2014, 39, 3868–3878. [Google Scholar] [CrossRef]
- Kong, W.; Zhang, Q.; Gao, X.; Zhang, J.; Chen, D.; Su, S. A method for predicting the tortuosity of pore phase in solid oxide fuel cells electrode. Int. J. Electrochem. Sci. 2015, 10, 5800–5811. [Google Scholar]
- Gaudillere, C.; Serra, J.M. Freeze-casting: Fabrication of highly porous and hierarchical ceramic supports for energy applications. Boletín Soc. Española Cerámica Vidr. 2016, 55, 45–54. [Google Scholar] [CrossRef] [Green Version]
- Liu, R.; Xu, T.; Wang, C.-A. A review of fabrication strategies and applications of porous ceramics prepared by freeze-casting method. Ceram. Int. 2016, 42, 2907–2925. [Google Scholar] [CrossRef]
- Du, Y.; Hedayat, N.; Panthi, D.; Ilkhani, H.; Emley, B.J.; Woodson, T. Freeze-casting for the fabrication of solid oxide fuel cells: A review. Materialia 2018, 1, 198–210. [Google Scholar] [CrossRef]
- ASTM. ASTM Standard Test Methods for Determining Average Grain Size; ASTM: West Conshohocken, PA, USA, 2021; p. E0112-13R21. [Google Scholar]
- Srinivasan, S.; Russ, J.C.; Scattergood, R.O. Grain size measurements using the point-sampled intercept technique. Scr. Metall. Mater. 1991, 25, 931–934. [Google Scholar] [CrossRef]
- Baddeley, A.; Jensen, E.B.V. Stereology for Statisticians, 1st ed; Chapman and Hall/CRC: Boca Raton, FL, USA, 2004. [Google Scholar] [CrossRef]
- ASTM. ASTM C1161-18, Standard Test Method for Flexural Strength of Advanced Ceramics at Ambient Temperature; ASTM: West Conshohocken, PA, USA, 2019. [Google Scholar]
- Zhang, J.; Huang, X.; Zhang, H.; Xue, Q.; Xu, H.; Wang, L.; Feng, Z. The effect of powder grain size on the microstructure and electrical properties of 8 mol% Y2O3-stabilized ZrO2. RSC Adv. 2017, 7, 39153–39159. [Google Scholar] [CrossRef] [Green Version]
- Huang, J.; Rubink, W.S.; Lide, H.; Scharf, T.W.; Banerjee, R.; Minary-Jolandan, M. Alumina–Nickel Composite Processed via Co-Assembly Using Freeze-Casting and Spark Plasma Sintering. Adv. Eng. Mater. 2019, 21, 1801103. [Google Scholar] [CrossRef]
- Scotti, K.L.; Dunand, D.C. Freeze casting—A review of processing, microstructure and properties via the open data repository, FreezeCasting.net. Prog. Mater. Sci. 2018, 94, 243–305. [Google Scholar] [CrossRef] [Green Version]
- Haugen, A.B.; Gurauskis, J.; Kaiser, A.; Søgaard, M. Graphite and PMMA as pore formers for thermoplastic extrusion of porous 3Y-TZP oxygen transport membrane supports. J. Eur. Ceram. Soc. 2017, 37, 1039–1047. [Google Scholar] [CrossRef] [Green Version]
- Mahmoudi, M.; Wang, C.; Moreno, S.; Burlison, S.R.; Alatalo, D.; Hassanipour, F.; Smith, S.E.; Naraghi, M.; Minary-Jolandan, M. Three-Dimensional Printing of Ceramics through “Carving” a Gel and “Filling in” the Precursor Polymer. ACS Appl. Mater. Interfaces 2020, 12, 31984–31991. [Google Scholar] [CrossRef] [PubMed]
- Keleş, Ö.; García, R.E.; Bowman, K.J. Stochastic failure of isotropic, brittle materials with uniform porosity. Acta Mater. 2013, 61, 2853–2862. [Google Scholar] [CrossRef]
- Fan, X.; Case, E.; Ren, F.; Shu, Y.; Baumann, M. Part I: Porosity dependence of the Weibull modulus for hydroxyapatite and other brittle materials. J. Mech. Behav. Biomed. Mater. 2012, 8, 21–36. [Google Scholar] [CrossRef]
- Wang, Y.; Shi, Y.; Yu, X.; Cai, N. Thermal shock resistance and failure probability analysis on solid oxide electrolyte direct flame fuel cells. J. Power Sources 2014, 255, 377–386. [Google Scholar] [CrossRef]
- ASTM. ASTM C1525-18 Standard Test Method for Determination of Thermal Shock Resistance for Advanced Ceramics by Water Quenching; ASTM: West Conshohocken, PA, USA, 2018. [Google Scholar]
- Hirata, Y.; Shimonosono, T.; Sameshima, T.; Sameshima, S. Compressive mechanical properties of porous alumina powder compacts. Ceram. Int. 2013, 40, 2315–2322. [Google Scholar] [CrossRef]
- Fregeac, A.; Ansart, F.; Selezneff, S.; Estournès, C. Relationship between mechanical properties and microstructure of yttria stabilized zirconia ceramics densified by spark plasma sintering. Ceram. Int. 2019, 45, 23740–23749. [Google Scholar] [CrossRef] [Green Version]
- Nakamura, K.; Adolfsson, E.; Milleding, P.; Kanno, T.; Örtengren, U. Influence of grain size and veneer firing process on the flexural strength of zirconia ceramics. Eur. J. Oral Sci. 2012, 120, 249–254. [Google Scholar] [CrossRef]
- Hu, L.; Wang, C.-A.; Huang, Y.; Sun, C.; Lu, S.; Hu, Z. Control of pore channel size during freeze casting of porous YSZ ceramics with unidirectionally aligned channels using different freezing temperatures. J. Eur. Ceram. Soc. 2010, 30, 3389–3396. [Google Scholar] [CrossRef]
- Birchall, J.D.; Howard, A.J.; Kendall, K. Flexural strength and porosity of cements. Nature 1981, 289, 388–390. [Google Scholar] [CrossRef]
- Janssen, D.; Aquarius, R.; Stolk, J.; Verdonschot, N. The contradictory effects of pores on fatigue cracking of bone cement. J. Biomed. Mater. Res. Part B Appl. Biomater. 2005, 74B, 747–753. [Google Scholar] [CrossRef] [PubMed]
- Hasselman, D.P.H. Elastic Energy at Fracture and Surface Energy as Design Criteria for Thermal Shock. J. Am. Ceram. Soc. 1963, 46, 535–540. [Google Scholar] [CrossRef]
- She, J.; Ohji, T.; Deng, Z.-Y. Thermal Shock Behavior of Porous Silicon Carbide Ceramics. J. Am. Ceram. Soc. 2002, 85, 2125–2127. [Google Scholar] [CrossRef]
- Shen, L.; Liu, M.; Liu, X.; Li, B. Thermal shock resistance of the porous Al2O3/ZrO2 ceramics prepared by gelcasting. Mater. Res. Bull. 2007, 42, 2048–2056. [Google Scholar] [CrossRef]
- Angle, J.P.; Steppan, J.J.; Thompson, P.M.; Mecartney, M.L. Parameters influencing thermal shock resistance and ionic conductivity of 8 mol% yttria-stabilized zirconia (8YSZ) with dispersed second phases of alumina or mullite. J. Eur. Ceram. Soc. 2014, 34, 4327–4336. [Google Scholar] [CrossRef]
- Sato, T.; Ishitsuka, M.; Shimada, M. Thermal shock resistance of ZrO2 based ceramics. Mater. Des. 1988, 9, 204–212. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature (°C) | Flexural Strength (MPa) | Characteristic Strength (MPa) | Strength Reduction in (%) w.r.t. Flexural Strength at 25 °C |
|---|---|---|---|
| 25 | 18.16 ± 3.73 | 19.62 | - |
| 200 | 18.06 ± 2.44 | - | |
| 300 | 14.92 ± 0.88 | 12.9–22.7 | |
| 400 | 10.87 ± 1.73 | 30.6–49.7 | |
| 500 | 8.89 ± 1.72 | 41.6–60.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Riyad, M.F.; Mahmoudi, M.; Minary-Jolandan, M. Manufacturing and Thermal Shock Characterization of Porous Yttria Stabilized Zirconia for Hydrogen Energy Systems. Ceramics 2022, 5, 472-483. https://doi.org/10.3390/ceramics5030036
Riyad MF, Mahmoudi M, Minary-Jolandan M. Manufacturing and Thermal Shock Characterization of Porous Yttria Stabilized Zirconia for Hydrogen Energy Systems. Ceramics. 2022; 5(3):472-483. https://doi.org/10.3390/ceramics5030036
Chicago/Turabian StyleRiyad, M. Faisal, Mohammadreza Mahmoudi, and Majid Minary-Jolandan. 2022. "Manufacturing and Thermal Shock Characterization of Porous Yttria Stabilized Zirconia for Hydrogen Energy Systems" Ceramics 5, no. 3: 472-483. https://doi.org/10.3390/ceramics5030036
APA StyleRiyad, M. F., Mahmoudi, M., & Minary-Jolandan, M. (2022). Manufacturing and Thermal Shock Characterization of Porous Yttria Stabilized Zirconia for Hydrogen Energy Systems. Ceramics, 5(3), 472-483. https://doi.org/10.3390/ceramics5030036