1. Introduction
Composite materials have gained significant traction across various industries due to their ability to offer tailored properties by combining the advantages of different constituent materials. These materials achieve enhanced performance through the customized engineering of their components. Among the various types of composites, self-reinforced polymer composites (SRPCs) have emerged as a particularly promising class. SRPCs utilize thermoplastic polymers as both the matrix and reinforcement phases, creating an efficient system where the polymer itself serves the dual role of a reinforcing and binding material. Unlike traditional polymer composites that rely on separate reinforcing materials such as glass or carbon fibers, SRPCs capitalize on the inherent molecular structure of a single polymer to achieve reinforcement, leading to distinctive advantages. These include superior recyclability, excellent interfacial bonding, and enhanced mechanical properties when compared to conventional polymer composites.
In SRPCs, both the reinforcing fibers and the matrix are composed of the same polymer. The key principle behind this composite is the difference in the polymer’s structure: the fibers are often more highly oriented or have higher melting points than the matrix material. During thermal processing, some fibers melt to form the matrix, while others maintain their integrity and act as the reinforcement. This ensures that SRPCs retain structural integrity while being processed. The result is a composite material that exhibits impressive mechanical properties, such as enhanced stiffness, strength, and toughness, which can be tailored for various applications. Moreover, SRPCs are flexible, conformable, and capable of producing intricate three-dimensional structures, which broadens their potential for use in complex applications, including those requiring customization and precision.
The concept of single-polymer composites was first proposed by Capiati and Porter in 1975, when they worked with polyethylene (PE) to create a composite system from oriented PE filaments and PE powder with differing melting points [
1]. Since their pioneering work, various processing techniques for producing SRPCs have been developed. These include thermal processing, cold drawing, solution processing, partial dissolution, and physical or chemical treatments [
2,
3,
4,
5]. These advancements have allowed researchers to fine-tune the balance between the melting temperatures of the reinforcing fibers and the matrix material, overcoming earlier challenges associated with SRPC fabrication.
One significant area of progress in SRPC production is the integration of textile-based manufacturing techniques. Knitting, in particular, has become a key method for creating more complex and controllable composite structures. Initially, woven structures were favored for composite fabrication because knitted fabrics were believed to lack the necessary structural rigidity and fiber content for sufficient load-bearing capacity [
1]. However, recent research has challenged these assumptions, demonstrating that knitted structures, when properly designed, can achieve high fiber content and exhibit competitive mechanical performance. This has opened up new avenues for using knitted textiles in SRPCs, where their flexibility and conformability offer advantages over more rigid woven materials.
Several studies have investigated the mechanical performance of SRPCs in relation to knitted structures, focusing on how different knitting patterns affect mechanical properties such as tensile strength, stiffness, and impact resistance [
1,
2,
3]. These studies highlight that the mechanical properties of SRPCs can be optimized by manipulating the knit pattern and fiber orientation. Moreover, researchers have explored the use of different types of fibers, both natural and synthetic, in SRPCs, aiming to understand how fiber composition influences overall performance and durability [
5,
6,
7]. In addition, the literature has delved into the role of knitted structures in the preforming process, examining properties such as drapability, conformability, and moldability of fabrics [
8,
9]. These characteristics are critical in applications that require materials to take on complex shapes, such as in the manufacturing of prosthetic devices.
Despite the significant body of research on textile-reinforced composites, the influence of different knitting patterns on the mechanical behavior of SRPCs remains underexplored. While there has been substantial research on conventional composites using woven and braided reinforcements, the study of SRPCs with knitted reinforcements is still developing. This paper addresses this gap by investigating the tensile and flexural properties of SRPCs made from knitted textiles, providing insights into the role of knitting patterns in SRPC performance.
In this study, two types of SRPCs—polyethylene terephthalate (PET) and polylactic acid (PLA)—were used to prepare the knitted textile composites. PET and PLA based commingled yarn, each composed of the same polymer for reinforcement and matrix, but with two distinct melting points, were used to knit the fabrics. Using a computerized flat-knitting machine, the fabrics were constructed and subsequently subjected to controlled heating for manufacturing the laminates. In this process, the lower-melting-point fibers melted to act as a matrix, while the higher-melting-point fibers retained their structural integrity, resulting in a composite. The use of knitted textiles allows for near-net shape manufacturing and greater control over composite properties. These attributes make SRPCs particularly suitable for applications requiring flexibility and precision, such as prosthetic sockets. The mechanical properties of the resulting composites were assessed through tensile and flexural tests and compared to conventional materials used in prosthetic socket manufacturing.
2. Methodology
2.1. Materials
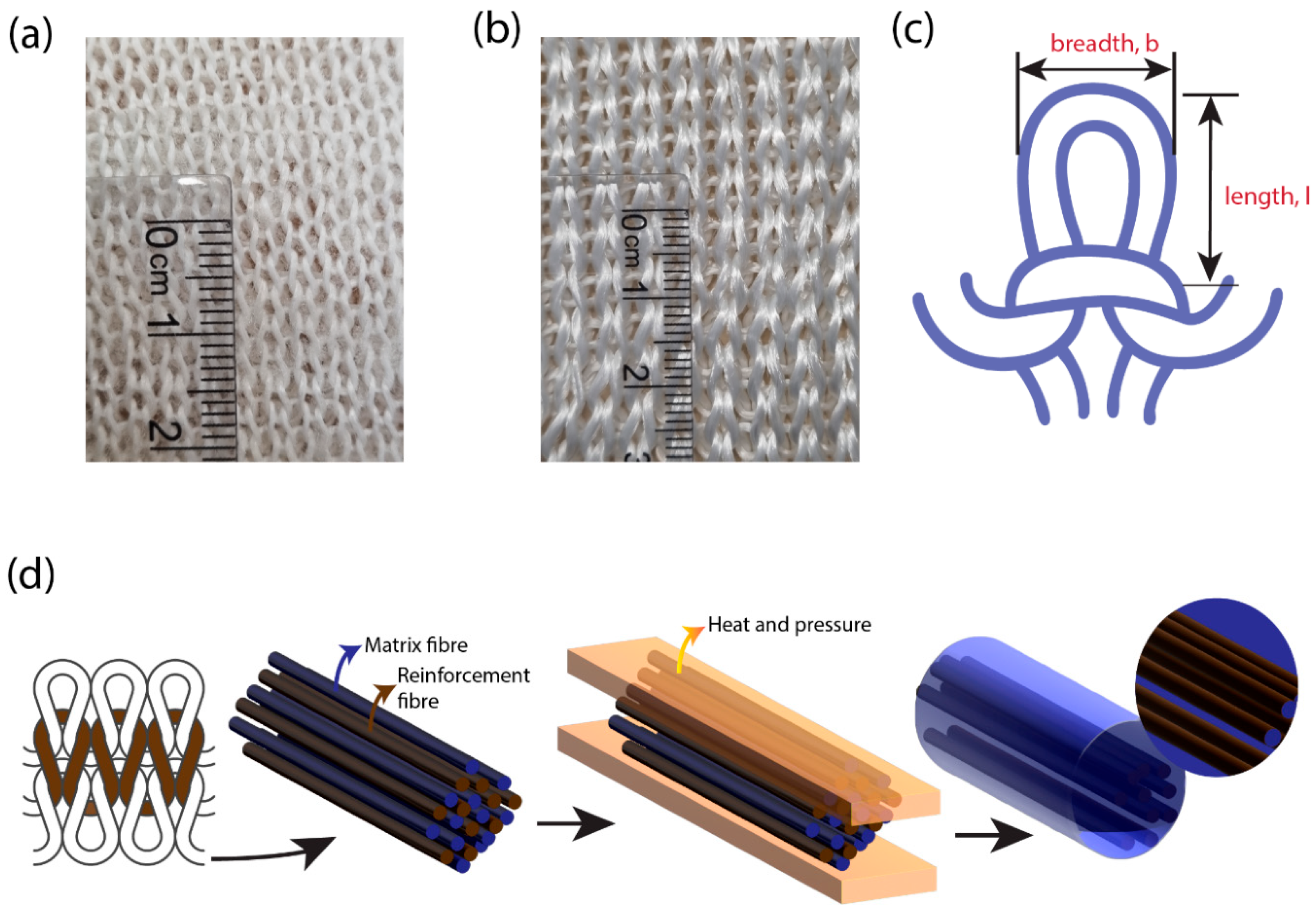
The dual-melting-temperature fibers are key to the self-reinforcement mechanism: one set of fibers has a lower melting point, allowing them to melt and form the matrix, while the higher-melting-point fibers remain intact, serving as reinforcement. This structure enables the composite to achieve superior mechanical performance through the use of a single polymer system. In this study, polyethylene terephthalate (PET) and polylactic acid (PLA) fibers were selected due to their well-documented mechanical properties and recyclability, aligning with the goal of developing sustainable self-reinforced polymer composites (SRPCs). Commingled yarns for both materials, based on dual-melting-temperature fibers, were sourced from COMFIL APS
® (Gjern, Denmark). The schematic of the commingling process is shown in
Figure 1. The yarns were composed of nearly equal ratios of dual-melting-point fibers, as summarized in
Table 1.
2.2. Specimen Preparation
2.2.1. Fabric Knitting
The blended yarns from both materials were utilized to create fabrics with weft-knit architectures. Fabric samples were crafted using the N. MACH2SIR, an advanced knitting machine from Shima Seiki Europe. Three distinct stitch densities were employed, resulting in fabrics with varying aerial densities, as detailed in
Table 2. The components of the weft-knit loop structure are illustrated in
Figure 1c. Notably, the fabric’s construction is uniform on both the face and back surfaces, ensuring a balanced structure.
To determine the melting temperature of the self-reinforced polymer fibers in the yarn, thermograms of the blended SRPLA and SRPET yarn samples were obtained and analyzed using the DSC-Netzsch DSC 214 polymer equipment. Equal weights of each yarn (3 mg) were placed in Concavus aluminum crucibles and heated at a rate of 20 °C/min. The resultant thermograms exhibited distinct peaks corresponding to the melting points of both the matrix and reinforcement fibers. This procedure is further elucidated in another study [
10].
The identified melting point peaks serve as benchmarks for determining the optimal processing temperatures needed to transform the fabrics into SRPCs via the application of heat. Processing within this temperature range for an adequate duration ensures the integrity of the reinforcing fibers while allowing for the complete melting of the fibers acting as the matrix. This balance is crucial for achieving optimal mechanical properties in the resulting composites. The optimum temperature range was found to be approximately 24.87 °C for PLA and 65.31 °C for PET, ensuring the structural integrity of the reinforcement fibers throughout the consolidation process. Any temperature within this specified range during processing is expected to yield ideal outcomes.
2.2.2. Manufacturing of SRPCs Laminates
The manufacturing of self-reinforced polymer composite (SRPC) laminates employed a Vacuum-Assisted Consolidation (VAC) method at elevated temperatures. Initially, knitted fabric with the dimensions of 400 mm × 400 mm and four layers were stacked together. To ensure optimal moisture content, these stacked layers underwent a drying process in an oven set to 50 °C for 24 h. Once dried, the layers were covered with aluminum plates, which were meticulously cleaned using acetone to remove any contaminants. To facilitate the easy release of the laminate post consolidation, Ease Release™ 200 aerosol spray was applied to the cleaned surfaces of the aluminum plates. The fabric layers were then positioned on top of one of the plates, and the entire assembly was enclosed in an envelope-type vacuum bag.
Composite laminate consolidation was achieved using an infrared heating autoclave. The assembly was subjected to a maintained internal vacuum level of 85%, while the exterior of the vacuum bag was heated at a controlled rate of 5 °C per minute. Consolidation temperatures of 155 °C for polylactic acid (SRPLA) and 200 °C for polyethylene terephthalate (SRPET) were selected, both exceeding the melting temperature of the matrix fibers. This approach ensured optimal wetting of the melted matrix while preserving the structural integrity of the reinforcement fibers.
Each composite laminate underwent a curing process at its designated consolidation temperature for 20 min. Following the curing phase, the plates were gradually cooled at a rate of 5 °C per minute until they reached 100 °C before removal from the autoclave for sample preparation. This controlled cooling process was crucial in maintaining the structural integrity and dimensional stability of the specimens. The VAC method was consistently employed for the manufacture of each composite laminate, ensuring uniformity and accuracy across different consolidation temperatures.
2.3. Mechanical Testing
The mechanical characterization of the self-reinforced polymer composites (SRPCs) involved comprehensive tensile and flexural testing of the specimens.
Tensile Testing: Dog-bone-shaped specimens were meticulously cut from the laminated panels in accordance with ASTM D638 standards [
11]. An Epilog laser cutter was employed for precise specimen fabrication, ensuring compliance with specified dimensions and geometries. To mitigate stress concentrations and prevent premature failure, the edges of the specimens were carefully polished using fine sandpaper, resulting in a smooth surface finish.
Tensile tests were performed using an Instron 3369 Universal Testing Machine (Norwood, MA, USA) at room temperature, with a constant crosshead speed of 1 mm/min until specimen failure occurred. Each specimen was equipped with an external strain gauge attached to the gauge section to facilitate accurate strain measurements throughout the test. The force–displacement response of the laminates was meticulously recorded, allowing for the computation of engineering stress and strain. The tensile strength and modulus of all composite samples were determined following the standard procedures ASTM D638, which governs the determination of tensile properties for plastics.
Rigorous quality control measures were implemented to ensure the reliability and repeatability of the mechanical testing data. This included the regular calibration of testing equipment and the verification of test results through repeated trials. Given the inherent anisotropic behavior of knitted composites, tensile tests were conducted in both the wale and course directions to provide a comprehensive understanding of the material properties.
Flexural Testing: Rectangular flexural test specimens were also crafted from the composite panels to ensure uniformity in dimensions and orientation. Specimens were cut parallel to both the wale and course directions of the fabric to examine the flexural properties effectively. The Epilog laser cutter was utilized once again to achieve precise dimensions, ensuring a span length of 200 mm and a width of 25 mm. To minimize stress concentrations and prevent premature failure during testing, the edges of the specimens were polished carefully.
Flexural testing was conducted using the Instron 3369 Universal Testing Machine, equipped with a three-point bending fixture. The tests were performed at room temperature, employing a crosshead speed of 1 mm/min until the specimen failed. A cylindrical loading drum with a diameter of 6 mm was used to apply the load to the specimen. Throughout the testing process, an external displacement transducer was employed to accurately measure the deflection of the specimens. The load–deflection response of the composite laminates was systematically recorded during testing, facilitating the determination of critical flexural properties, including flexural strength and flexural modulus. The validation of results through repeated trials was enforced to ensure the accuracy and reproducibility of the obtained mechanical data.
3. Results and Discussion
The completion of tensile tests provided invaluable data for assessing the mechanical and material properties of various self-reinforced polymer composites (SRPCs) produced from different materials and stitch densities. To thoroughly characterize material performance, four key properties were identified and analyzed for each material set: Young’s Modulus, ultimate tensile strength (UTS), yield strength, and percentage strain at break.
Young’s Modulus is a measure of stiffness, represented by the slope of the stress–strain curve within the material’s elastic region. A higher Young’s Modulus indicates a steeper slope, reflecting greater stiffness, while a lower value suggests increased flexibility.
Yield strength marks the transition point from elastic to plastic deformation, indicating the onset of irreversible changes in the material structure.
Ultimate tensile strength (UTS) represents the maximum stress a material can withstand before fracturing, providing insights into its load-bearing capacity.
Percentage strain at break denotes the extent of elongation experienced by the sample under applied stress, serving as a measure of ductility.
Together, these properties significantly inform our understanding of material behavior. Higher values of Young’s Modulus, UTS, and yield strength, combined with lower strain values, indicate a material’s strength and brittleness. In some cases, brittle polymers may lack a distinct yield point, fracturing before undergoing significant plastic deformation. Conversely, lower values of these properties, along with higher strain values, suggest a more ductile and less strong material. The averaged results from tensile tests, including standard deviation values in parentheses, were compiled in subsequent tables for detailed comparison. These data form a robust foundation for further analysis, enhancing our understanding of the mechanical behavior of the SRPC materials under investigation.
3.1. Tensile Test
Tensile testing was conducted on all SRPC samples, with results depicted as stress–strain curves for each specimen. Clear distinctions were observed between PLA- and PET-based specimens, as summarized in
Table 3, which presents the material properties of the tested SrPLA and SrPET samples.
The tensile response of the SrPLA and SrPET laminates is illustrated in
Figure 2. The SrPLA-HD and SrPLA-MD exhibited an elastic–plastic response, whereas the SrPLA-LD displayed an elastic–brittle behavior. The stiffness of the laminates significantly increased from 2.88 GPa to 3.66 GPa, highlighting the influence of reinforcement density. However, failure stress was reduced from 36.65 ± 0.73 MPa to 26.44 ± 1.38 MPa. Notably, the stress–strain response for SrPLA-based composites remained consistent across both the wale and course directions of the fabric and across all knit densities. This aligns with findings from Stergios Goutianos et al., who reported that high-density PLA (HPLA) exhibits ductility, while the matrix PLA is inherently brittle [
12]. Thus, the SrPLA-LD’s performance was highly influenced by the PLA matrix, resulting in elastic–brittle behavior characterized by high stiffness but reduced stress and strain. Conversely, SrPLA-HD, largely governed by the PLA fibers, exhibited elastic–plastic behavior, characterized by lower stiffness but higher stress and strain.
During tensile straining, SrPLA-HD and SrPLA-MD exhibited strain softening, indicating the ductility of the PLA fibers within the laminate. Additionally, the PLA woven twill 2 × 2 demonstrated superior stiffness and stress compared to the knitted PLA composite. The optical micrograph (
Figure 3) of the SrPLA-SD tensile specimen reveals the failure characteristics of the laminate, highlighting a brittle fracture mode. The presence of knitted loops and directional fiber alignment indicates anisotropic mechanical behavior, influencing the failure mechanism under applied stress.
In contrast, the tensile responses of the knitted and woven SrPET laminates are depicted in
Figure 2. Unlike the SrPLA knitted laminates, the lower-density SrPET samples exhibited superior mechanical properties compared to the higher-density laminates. Both woven and knitted SrPET composites demonstrated an elastic–ductile responses, characterized by strain hardening in the post-yield region. The tensile response of the SrPET-W aligns with findings from the literature [
13,
14,
15], although minimal differences in properties were observed due to varied processing conditions. Schneider et al. reported that the bulk LPET matrix exhibits elastic–brittle failure, with maximum stress and strain values of 43 ± 3 MPa and 1.5%, respectively [
13].
While the PET-LD contains fewer fibers than PET-HD, it utilizes the PET fibers more effectively before reaching failure stress. Conversely, PET-HD, with a higher fiber content, restricts fiber elongation, leading to failure at the end of the loop.
Figure 3 displays the failure characteristics of the PET-K composites, illustrating loop failures across different stitch densities. The reinforcement structure underwent significant reorientation and experienced substantial stretching before failure.
As illustrated in
Figure 2, both SrPLA- and SrPET-based composites exhibit an initial uniaxial stress–strain response. However, the initial linear response diminishes in SrPET composites after a certain strain percentage, transitioning to the dominance of plastic deformation. Significant variations were observed in stress–strain responses in both the wale and course directions for SrPET-based composites, and notable differences in response were noted as a function of knit density (
Figure 2).
3.2. Effect of Material and Knit Density on Tensile Properties
Young’s Modulus: The stiffness ranking of SrPLA-K and SrPET-K laminates was consistent, with high-density stitches resulting in a lower tensile modulus, while low-density stitches exhibited a higher tensile modulus in the wale direction. For SrPLA-K, SrPLA-LD demonstrated a high stiffness of 3.2 ± 0.042 GPa, while SrPLA-HD showed a lower stiffness of 2.88 ± 0.008 GPa. Similarly, SrPET-K exhibited 2.41 ± 0.06 GPa for SrPET-LD and 1.05 ± 0.09 GPa for SrPET-HD. These results indicate that the reinforcement fibers contribute to superior ductility compared to the matrix. The stiffness ranking for both SrPLA and SrPET is as follows: low density > medium density > high density.
The analysis in
Table 3 indicates that higher stitch densities in the fabric correlate with larger Young’s Modulus values. Moreover, SrPLA exhibited a higher Young’s Modulus than SrPET at the same stitch density. Notably, the direction of the constituent fabric had a minimal impact on SrPLA, whereas a clear difference in Young’s Modulus was observed with changes in direction for SrPET, with the wale direction consistently exhibiting higher values than the course direction.
Ultimate Tensile Strength (UTS): Stitch density had a minimal effect on UTS for SrPLA, with consistent tensile strength observed across all knit densities and fabric directions. SrPLA-HD and SrPLA-LD exhibited maximum and minimum stress values of 36.65 ± 0.73 MPa and 26.44 ± 1.38 MPa, respectively. In comparison to PLA-W, SrPLA-HD displayed lower stress, while the PLA-K exhibited plastic deformation after the yield point. It is essential to note that PLA-W exhibits elastic–brittle behavior, while SrPLA-HD demonstrates elastic–plastic behavior. In contrast, knit density significantly influenced UTS for SrPET, with a higher UTS of 85.11 ± 5.24 MPa observed in the wale direction of SrPET-LD compared to SrPET-HD’s UTS of 35.99 ± 0.57 MPa. Unlike SrPLA, maximum stress occurred in the low-stitch-density laminate, although these properties were inferior to those of PET-W. The UTS ranking for SRPLA is SrPLA-HD > SrPLA-MD > SrPLA-LD, while for SrPET, it is SrPET-LD > SrPET-MD > SrPET-HD.
Strain at Break: Notable trends in strain at break were observed for both the SrPLA and SrPET laminates, with similar strain values recorded in the wale direction compared to the course direction. SrPLA-HD exhibited a high strain of 6% before failure; however, stress began to decline beyond ε = 2%, transitioning into a regime of strain softening. Both the SrPLA-HD and SrPLA-MD laminates demonstrated significantly higher strain levels, with distinct elastic and plastic deformation regions. The matrix influence was more pronounced in low-stitch-density laminates than in high-density ones, highlighting the matrix’s role in enhancing ductility. The ductility of HPLA fibers enabled the specimens to undergo plastic deformation following the initial elastic response, showcasing the ductile nature of the PLA-K reinforcement fibers. This ductility, as noted in studies by Stergios Goutianos et al [
12]., stems from the absence of transverse fibers, a feature that differentiates PLA-K from the elastic–brittle behavior observed in PLA-W. In contrast, SrPET laminates exhibited consistent strain behavior across different stitch densities. SrPET-W displayed a linear elastic response until approximately 2% tensile strain, followed by strain hardening until failure. However, as the global strain increased beyond the yield point, the stiffness gradually declined, indicating the onset and progression of interfacial failure between the fibers and matrix within the plastic regime.
3.3. Flexural Tests
Flexural testing was conducted across various stitch densities for both self-reinforced polylactic acid (srPLA) and self-reinforced polyethylene terephthalate (srPET). The tests were performed in both the weft and course directions of the constituent fabric along the gauge direction of the specimens.
Figure 4 illustrates the load–displacement curves for all samples, providing a visual representation of their flexural performance.
The load–displacement curve typically exhibits three distinct regions: the linear region, the small stiffness drop region, and the final failure region. The linear region represents elastic deformation, where the material displays linear stress–strain behavior and returns to its original shape upon unloading. This behavior indicates the material’s capacity to withstand initial loads without permanent deformation. The stiffness drop region occurs before reaching the peak stress and indicates the onset of plastic deformation. Here, any defects or inconsistencies within the material can locally weaken it, potentially causing premature failure at loads lower than anticipated. Understanding this region is crucial for assessing the structural integrity of the material and identifying potential areas for improvement in manufacturing processes. The final failure region marks the point at which the material undergoes catastrophic failure, indicating its maximum load-bearing capacity. Analyzing these curve regions provides valuable insights into the mechanical properties, failure mechanisms, and overall performance of the materials under flexural loading conditions.
The flexural strength graph provides a comprehensive overview of the flexural strength of srPLA and srPET samples across different knit densities. The trends observed in the graph reveal essential insights into the mechanical behavior of the materials under bending loads. For srPLA, an increase in knit density correlates with a gradual rise in flexural strength, suggesting improved resistance to bending deformation. The SrPLA-HD exhibits the highest flexural stress of 42 MPa, while the SrPLA-LD demonstrates lower stress levels of 30 MPa. Notably, regardless of the architecture, all srPLA laminates exhibit a failure strain of 30–35%. This observation highlights a significant relationship between flexural and tensile strength, indicating that the flexural specimen fails due to tension.
In contrast, the flexural strength of SrPET decreases with increasing knit density, suggesting a transition toward brittle behavior. This trend underscores the influence of material composition, fiber arrangement, and processing parameters on the flexural performance of composite materials. The SrPET-LD demonstrates higher bending stress and flexural modulus, while the SrPET-HD exhibits minimal stress and lower bending stiffness. Consequently, the flexural failure strain remarkably increases from high to low stitch density. Although none of the SrPET materials experienced complete flexural failure, testing was halted after reaching maximum bending stress, as the material began to decline in performance. It is noteworthy that the flexural strength of SrPET-K laminates is considerably lower than their tensile strength. For further context, Schneider’s study indicates that the compressive strength of SrPET laminates is approximately 1.8 times less than their tensile strength [
13]. Key considerations for SrPET include: (1). The flexural strength is less than the tensile strength; (2). Lower stitch density exhibits higher bending strength, stiffness, and strain; (3). The ductile nature of HPET fibers, as highlighted by Santos et al. [
16]. These factors collectively suggest that SrPET-K laminates primarily fail due to compression, with low-density PET exhibiting high stiffness, which significantly influences flexural strength.
Figure 5 illustrates the flexural strength comparison of self-reinforced composites with other prosthetic materials. The comparison reveals that the flexural strength of SrPLA remains relatively consistent across both wale and course directions. In contrast, SrPET shows a notable difference in bending stress between wale and course directions. For comparative purposes, we have included commonly used monolithic prosthetic materials, natural fiber-reinforced thermoset polymers, and advanced filler-reinforced polymers. Notably, widely used HDPE material exhibits maximum flexural strengths of 70 MPa and 30 MPa. It is important to compare environmentally friendly SrP composites with natural filler composites, which may offer recyclability and biodegradability. While natural fillers can withstand higher bending stress, it is crucial to recognize that these fibers are typically reinforced with thermoset-based resins, rendering them non-biodegradable despite utilizing plant-based fiber reinforcements.
The influence of fabric direction (weft vs. course) on flexural strength stems from the orientation of reinforcing fibers within the composite structure. When the weft direction of the constituent fabric aligns with the gauge length of the specimen during testing, the interlocked loops create a more efficient load-bearing pathway, resulting in higher maximum flexural strength. Conversely, the course direction may exhibit lower strength due to less-effective fiber alignment and interlocking. Understanding these underlying mechanisms elucidates the role of fabric direction in determining the mechanical properties of composite materials, informing design and manufacturing decisions aimed at optimizing performance.
The differences in flexural behavior between srPLA and srPET can be attributed to various factors, including material composition, fiber arrangement, and response to heat treatment. SRPLA, as a thermoplastic derived from renewable resources, exhibits higher flexural strength at increased knit densities due to enhanced fiber–matrix interaction and structural integrity. In contrast, srPET displays brittleness at higher knit densities, attributed to excessive fiber packing and limited ductility when exposed to heat. Understanding these material-specific behaviors is crucial for selecting appropriate materials, optimizing processing parameters, and designing composite structures tailored to specific applications and performance requirements. This knowledge not only aids in the development of advanced composite materials but also contributes to the sustainability and effectiveness of future applications in various industries.
3.4. Comparative Analysis of Self-Reinforced Composites and Other Prosthetic Materials
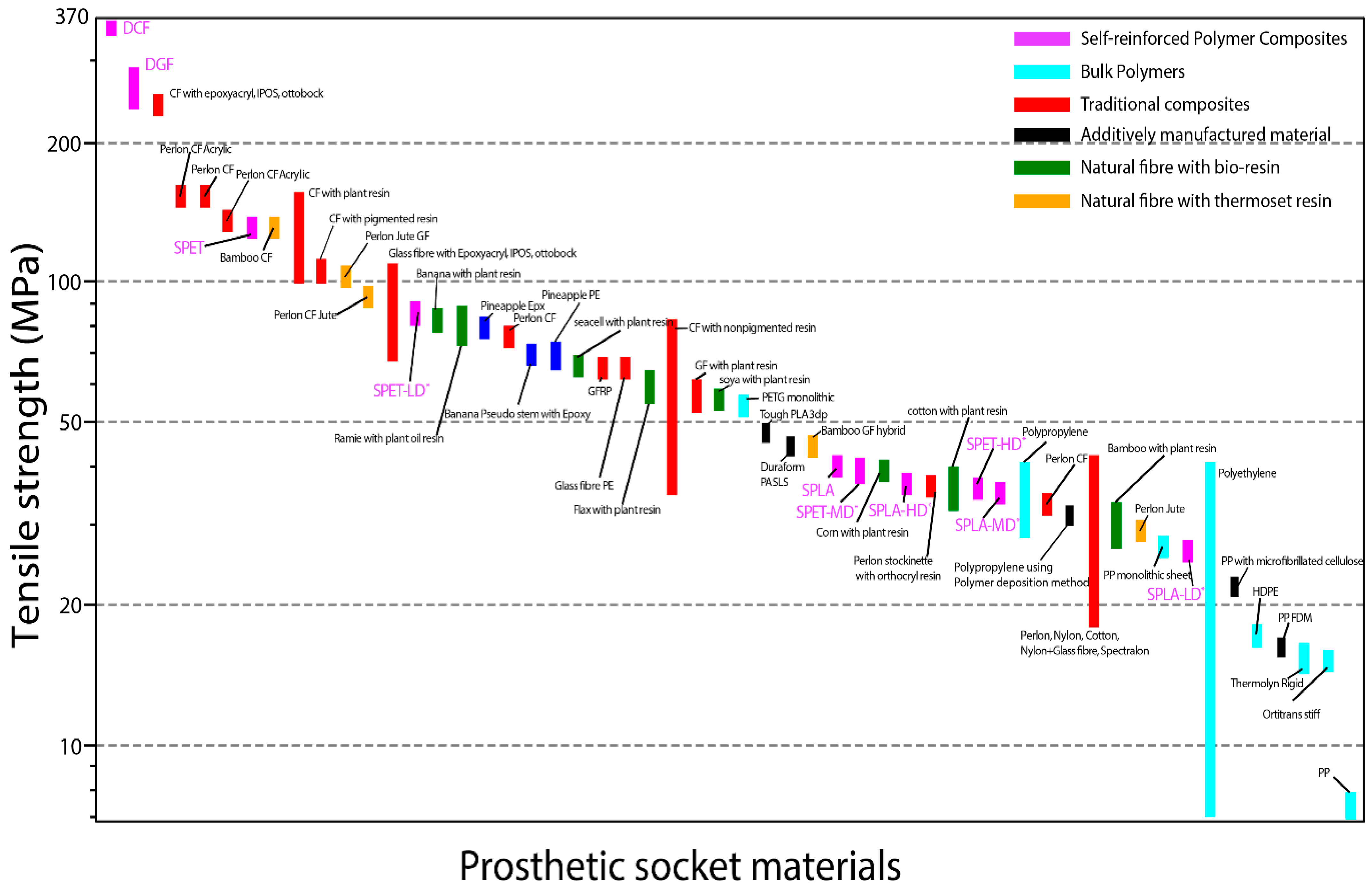
In this section, we present a detailed comparison of the tensile strength and modulus of various prosthetic socket materials, focusing on self-reinforced composites (srP) as promising alternatives. Numerous studies have suggested different materials for prosthetic applications, prompting a thorough review of literature that performed static structural tests on socket forms. Accordingly, we developed various charts (illustrated in
Figure 6 and
Figure 7) to compare the range of prosthetic socket materials with self-reinforced composite materials. Notably, srP composites exhibit a remarkable breadth of mechanical properties, covering a wide range of modulus and stress in the provided charts. These comparisons encompass advanced filler composites, 3D-printed materials, monolithic polymers, and natural fiber-reinforced polymers (NFRP).
Widely used bulk polymers, particularly high-density polyethylene (HDPE) and polypropylene (PP), tend to exhibit lower stiffness and stress levels compared to more advanced materials. Their low cost, ease of fabrication, and availability make bulk polymers popular choices as definitive sockets in low- and middle-income countries (LMIC). Thermoforming is a straightforward fabrication process that enables convenient checks of limb shape, making these materials suitable for use as check sockets in various settings. However, while bulk thermoplastics are advantageous due to their ease of processing, they generally exhibit lower strength and stiffness. Moreover, the variability in socket thickness produced via draping methods contributes to inconsistencies that can affect performance.
On the other hand, advanced fillers such as carbon fiber, glass fiber, and Kevlar, when reinforced with thermoset polymers, demonstrate superior mechanical properties compared to traditional bulk materials. The combination of carbon or glass fibers with a variety of resins, including epoxy, acrylate, and plant-based options, results in significantly higher stiffness. These advanced fillers are often utilized in braided forms, reinforced with epoxy or polyester, to produce robust patient sockets that withstand demanding conditions.
While natural fiber composites show promise for use in prosthetic sockets, they present ecological challenges due to their frequent incorporation with thermoset-based resins to enhance mechanical properties. For instance, research conducted by Andrew I. Campbell et al. [
18] reveals that natural fiber materials demonstrate a stiffness range of 1.1 ± 0.002 to 4.0 ± 0.007 GPa, along with tensile strengths varying between 29.9 ± 3.4 and 82.7 ± 5.0 MPa. Although they offer recyclability, the reliance on thermoset resins undermines their eco-friendliness.
Self-reinforced PET (srPET) and PLA (srPLA) emerge as highly capable alternatives for socket materials. These composites offer advantages such as recyclability and the ability to reshape the socket through reheating. The architectural preforms of srPLA and srPET provide greater flexibility in fabricating sockets with tailored mechanical properties. In comparison, traditional materials like polypropylene (PP) and high-density polyethylene (HDPE) have lower stiffness and strength than SrPET, SrPLA, and other advanced fiber composites. For instance, the enhanced strain capacity of SrPLA and SrPET allows these materials to accommodate changes in the amputee’s residual limb during activities, conforming better to its shape. Moreover, their elastic and ductile failure properties surpass those of PP and HDPE, making them more suitable for dynamic applications like prosthetic sockets. Specifically, srPET exhibits superior tensile strength, flexural strength, and stiffness compared to NFRP and materials produced via additive manufacturing. The increased strain and ductility of srPET allow the socket to conform more effectively to the residual limb, accommodating fluctuations in lower limb volume. While srPLA may have inferior material properties relative to srPET, it still outperforms many monolithic polymer options, positioning it as a strong candidate for alternative prosthetic devices or as a testing socket. Importantly, srP composites can be remolded using a hot-air gun, enabling customization of the socket shape based on patient feedback and specific needs. Another significant factor to consider is the friction and wear properties, which are critical as the prosthetic socket directly interfaces with the residual limb. Prosthetic designers can optimize the skin–socket interaction by selecting materials with tailored frictional characteristics, ultimately minimizing the risk of pressure ulcers, blisters, and discomfort for amputees [
33].
A study by Nagarajan et al. [
32] provides a comprehensive assessment of material cost, socket strength, and weight using the Technique for Order Preference by Similarity to Ideal Solution (TOPSIS) method, ranking srPLA favorably. However, it is crucial to note that the maximum strength and strain of srPLA reported in that study were minimal compared to other self-reinforced composites. In our current study, we observed that the srPLA-HD variant demonstrates a higher maximum strain than previously reported srPLA in woven forms, suggesting potential for improved performance in practical applications.
4. Conclusions
This study provides a comprehensive evaluation of the mechanical properties, including tensile and flexural performance, of self-reinforced polylactic acid (SRPLA) and self-reinforced polyethylene terephthalate (SRPET) composites. These materials, specifically designed with various architectural patterns, show promising mechanical characteristics that make them viable alternatives to traditional prosthetic socket materials. The results indicate that both SRPLA and SRPET composites offer comparable or superior performance in several key areas, such as tensile strength, modulus, and flexural strength, when compared to commonly used materials in prosthetics.
Notably, SRPLA and SRPET composites exhibit several practical advantages over conventional prosthetic materials, including ease of manufacturing and flexibility in design. The knitted fabric architecture of these composites enhances their mechanical properties and allows them to conform to the unique shape of an amputee’s residual limb. This adaptability is crucial in improving both the comfort and functionality of prosthetic devices. Additionally, these composites are capable of being remolded using a hot-air gun, enabling further customization based on patient-specific requirements. This feature enhances the potential for creating prosthetic devices that offer a higher degree of personalization, an important factor for user comfort.
One of the most significant contributions of this study is the ecological and environmental impact of SRPLA and SRPET composites. Both materials are derived from renewable resources and are recyclable, offering a more sustainable alternative to conventional prosthetic materials. In particular, SRPLA, being a biodegradable thermoplastic, presents environmental benefits over other materials that rely on thermoset resins, which are non-biodegradable. The recyclability of SRPLA and SRPET reduces waste and can contribute to a circular economy model in the prosthetic industry. Furthermore, these composites require less intensive processing compared to traditional resin-infused composites, which can lead to reduced energy consumption and lower production costs.
In terms of performance, SRPLA demonstrated a higher tensile modulus and strain-to-failure characteristics, while SRPET exhibited superior tensile strength and flexural properties, especially in lower-density knitted fabrics. The mechanical data collected in this study demonstrate that SRPET has higher strength-to-weight ratios compared to traditional materials like HDPE and polypropylene, making it a highly suitable candidate for applications that demand both strength and flexibility. Moreover, the performance of SRPLA in terms of tensile and flexural properties, while slightly lower than SRPET, still outperforms many commonly used monolithic polymers, positioning it as a competitive alternative.
In conclusion, SRPLA and SRPET composites represent an exciting advancement in the field of prosthetics. They offer a balance of mechanical performance, ease of manufacture, and environmental sustainability, making them a promising alternative to traditional prosthetic materials. Future research and development are necessary to explore further optimization in material properties, manufacturing processes, and practical applications, but the findings of this study highlight the significant potential of self-reinforced composites in improving the quality and sustainability of prosthetic devices, ultimately contributing to better outcomes for amputees.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}