


Assessment of Wear and Surface Roughness Characteristics of Polylactic Acid (PLA)—Graphene 3D-Printed Composites by Box–Behnken Method
 , , and
, , and 
Abstract
1. Introduction
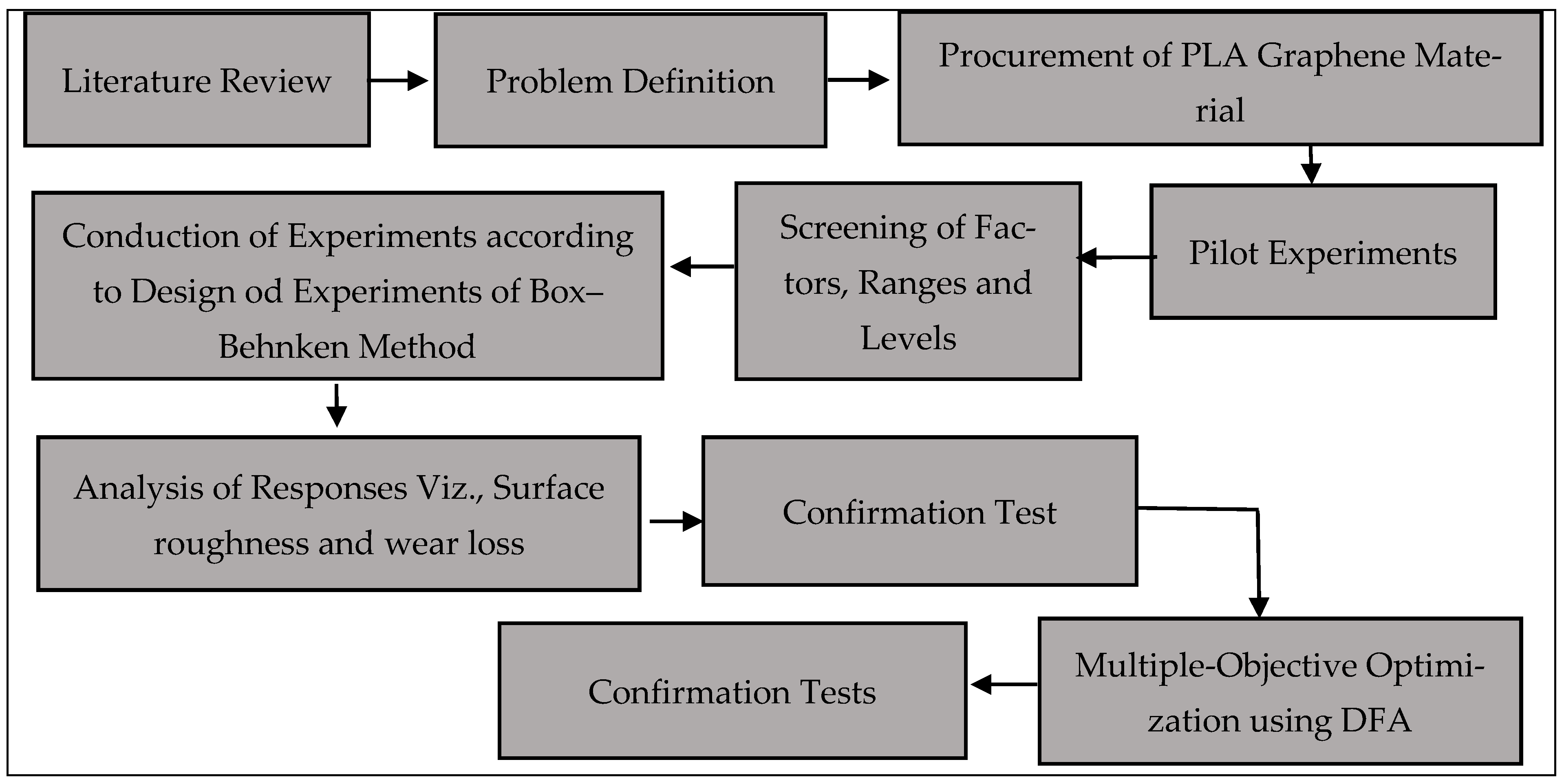
2. Materials and Methods
2.1. Materials and Processing
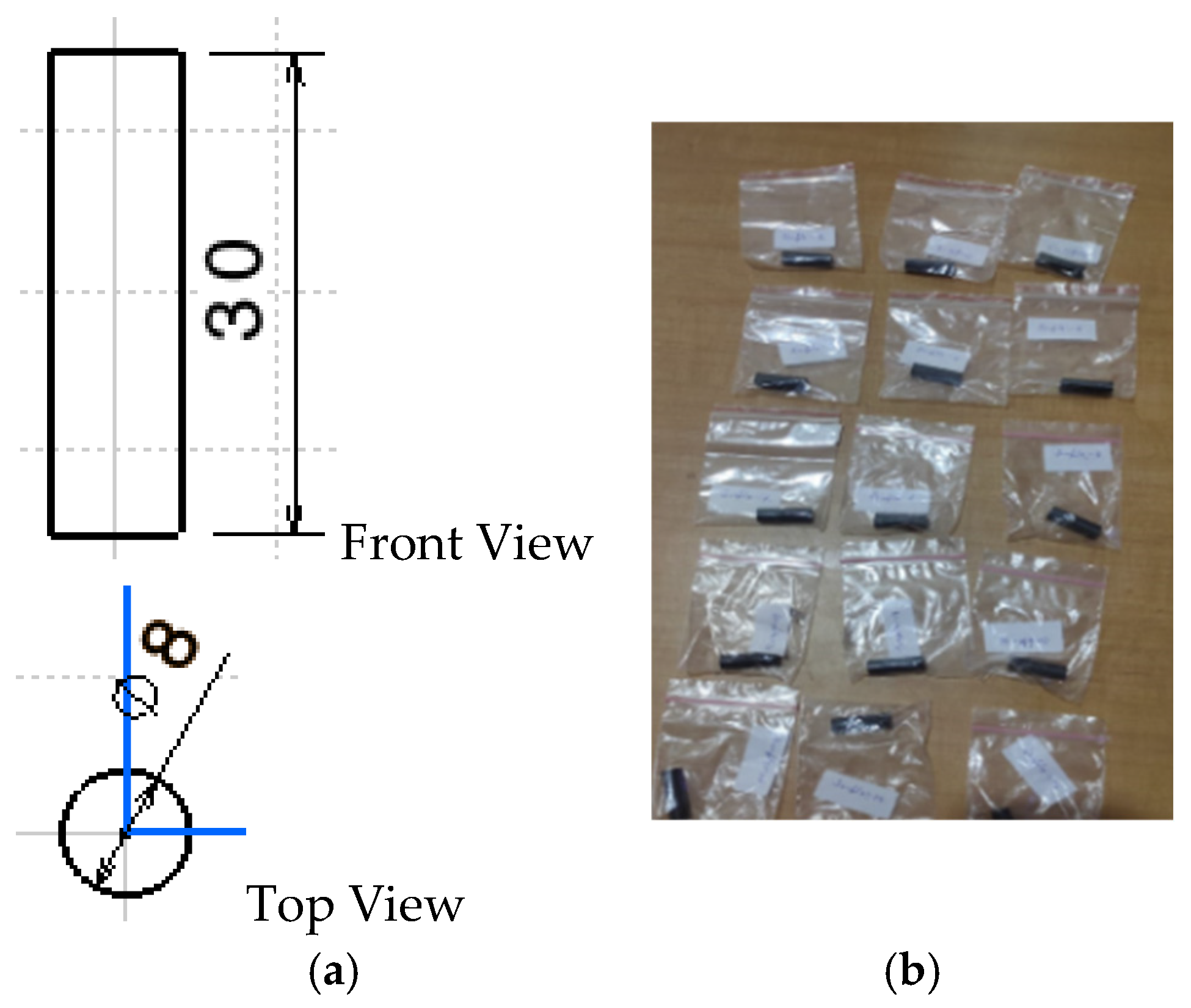
2.2. Sample Preparation
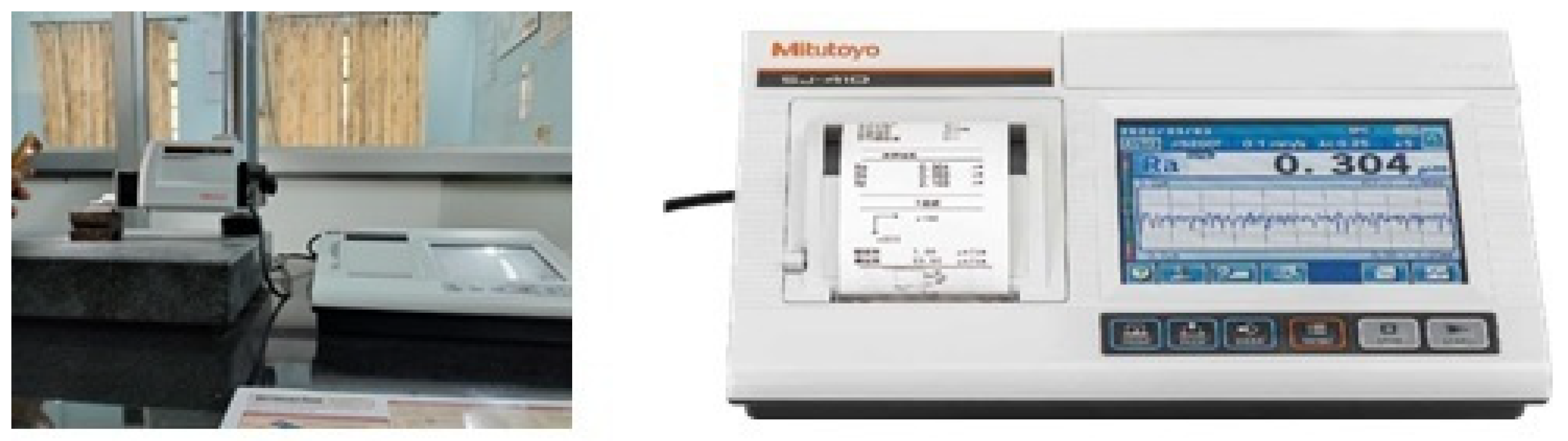
2.3. Surface Roughness Test
2.4. Wear Test
2.5. Experimentation
2.6. SEM Analysis
3. Results and Discussion
3.1. Surface Roughness
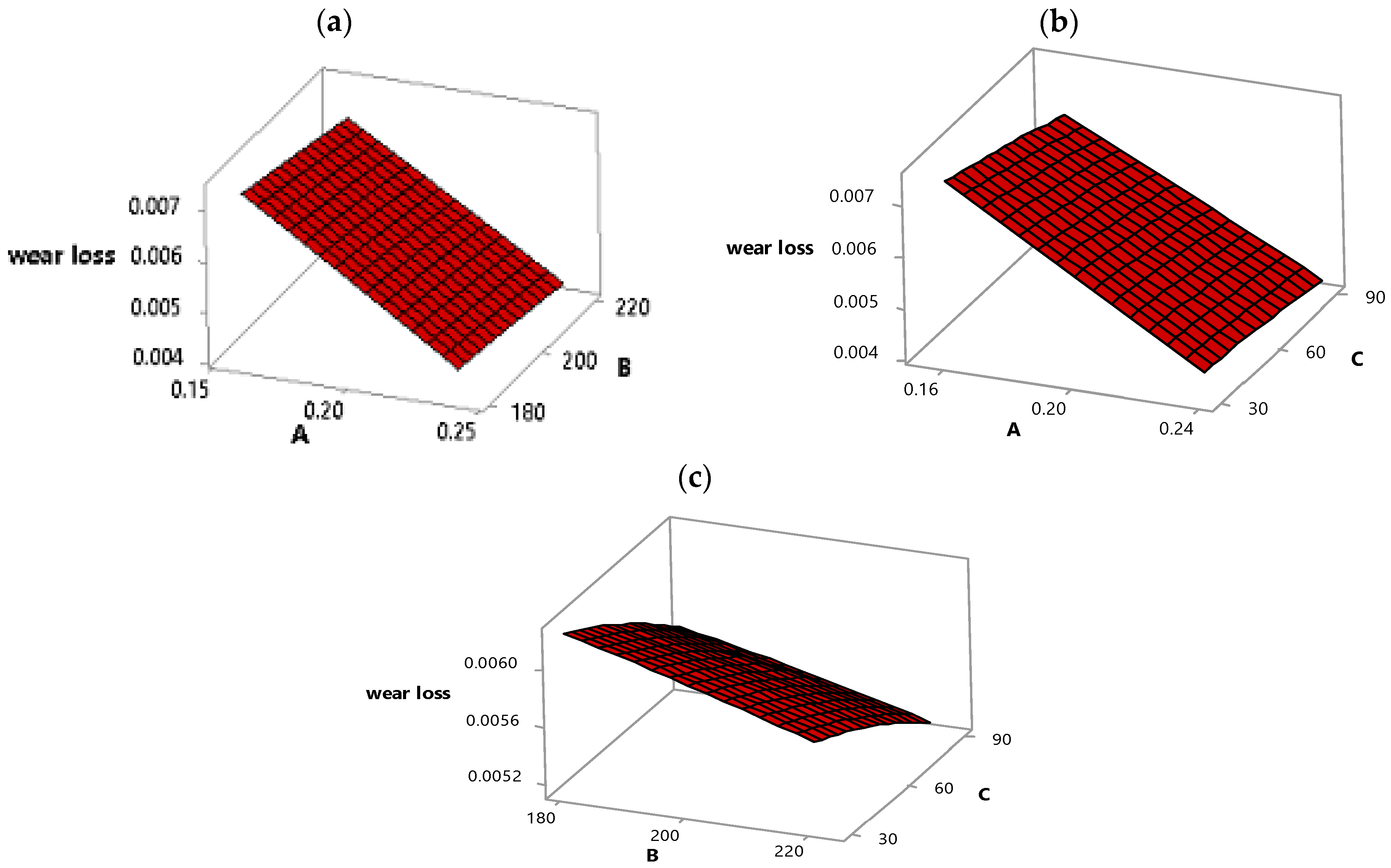
3.2. Wear Loss
0.000000 B × B− 0.000000 C × C + 0.000063 A × B + 0.000104 A × C + 0.000000 B × C
3.3. Multiobjective Optimization
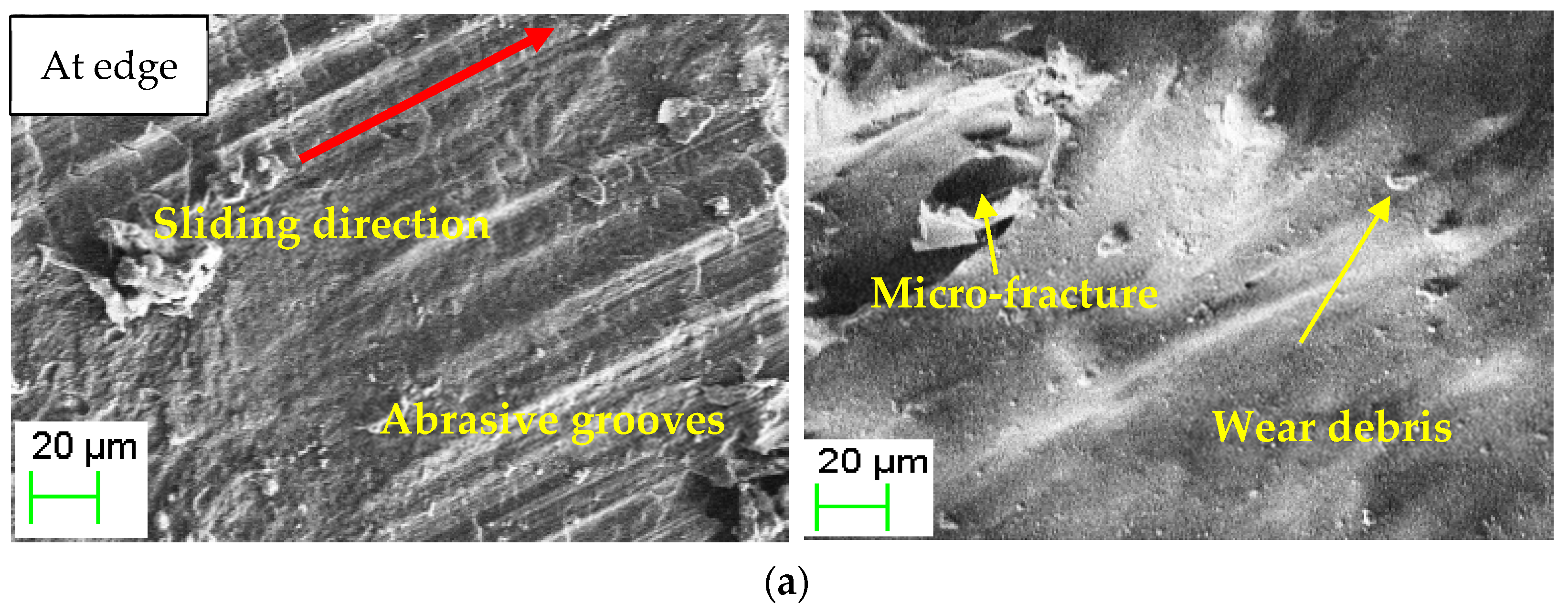
3.4. Worn Surface Analysis
4. Conclusions
- Layer height exerts the most significant influence on surface roughness, followed by printing speed. The printing temperature is the least significant. A notable interaction is observed between layer height and printing speed, which affects surface roughness.
- The optimum setting for minimum surface roughness is layer height at 0.16 mm, printing temperature at 180 °C, and printing speed at 60 mm/s, i.e., A1, B1, and C2.
- Layer height has the maximum influence on wear loss. The printing temperature and printing speed contribute almost the same towards wear loss. The interaction effects between the factors are minimal.
- The optimum setting for minimum wear loss is layer height at 0.24 mm, printing temperature at 220 °C, and printing speed at 90 mm/s, i.e., A3, B3, and C3.
- For the desirability function approach, scenario 2 assigns a weight fraction of 0.75 to surface roughness and 0.25 to wear loss, resulting in lower surface roughness and improved tribological properties. The layer height of 0.16 mm, printing temperature of 208 °C, and printing speed of 90 mm/s are the optimum levels for a lower surface finish and wear loss.
- Five confirmation experiments are conducted for the optimized levels for surface roughness, wear loss, and both (multiple objective optimizations).
- The SEM images reveal various wear mechanisms, viz., abrasive grooves, micro-fractures, and the presence of wear debris.
- The work carried out helps make automobile door panels since they undergo wear due to excessive friction, aging and material degradation, and temperature fluctuations. These are taken care of by graphene addition in PLA with an optimized printing process, and a good surface finish helps in proper assembly.
- The work can be extended by considering the different weight percentages of graphene, characterizing the specimens, and using soft computing techniques.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Bănică, C.-F.; Sover, A.; Anghel, D.-C. Printing the Future Layer by Layer: A Comprehensive Exploration of Additive Manufacturing in the Era of Industry 4.0. Appl. Sci. 2024, 14, 9919. [Google Scholar] [CrossRef]
- Park, S.; Shou, W.; Makatura, L.; Matusik, W.; Fu, K. 3D printing of polymer composites: Materials, processes, and applications. Matter 2022, 5, 43–76. [Google Scholar] [CrossRef]
- Wong, K.V.; Hernandez, A. A Review of Additive Manufacturing. ISRN Mech. Eng. 2012, 2012, 20860. [Google Scholar] [CrossRef]
- Jeong, M.; Radomski, K.; Lopez, D.; Liu, J.T.; Lee, J.D.; Lee, S.J. Materials and Applications of 3D Printing Technology in Dentistry: An Overview. Dent. J. 2023, 12, 1. [Google Scholar] [CrossRef] [PubMed]
- Tabassum, T.; Mir, A.A. A review of 3d printing technology-the future of sustainable construction. Mater. Today Proc. 2023, 93, 408–414. [Google Scholar] [CrossRef]
- Kristiawan, R.B.; Imaduddin, F.; Ariawan, D.; Ubaidillah; Arifin, Z. A review on the fused deposition modeling (FDM) 3D printing: Filament processing, materials, and printing parameters. Open Eng. 2021, 11, 639–649. [Google Scholar] [CrossRef]
- Ahmad, M.; Javaid, M.; Haleem, A. A study on fused deposition modeling (FDM) and laser-based additive manufacturing (LBAM) in the medical field. Intell. Pharm. 2024, 2, 381–391. [Google Scholar] [CrossRef]
- Sandanamsamy, L.; Harun, W.S.W.; Ishak, I.; Romlay, F.R.M.; Kadirgama, K.; Ramasamy, D.; Idris, S.R.A.; Tsumori, F. A comprehensive review on fused deposition modelling of polylactic acid. Prog. Addit. Manuf. 2023, 8, 775–799. [Google Scholar] [CrossRef]
- Nagarajan, V.; Mohanty, A.K.; Misra, M. Perspective on Polylactic Acid (PLA) based Sustainable Materials for Durable Applications: Focus on Toughness and Heat Resistance. ACS Sustain. Chem. Eng. 2016, 4, 2899–2916. [Google Scholar] [CrossRef]
- Somdee, P.; Shettar, M.; Prasoetsopha, N.; Ansari, M.A. Reinforcing poly(lactic acid)/poly(butylene succinate) biodegradable blends with silicon carbide (SiC): A silane-coupled approach for enhanced mechanical and thermal performance. Polym. Compos. 2024, 45, 12624–12635. [Google Scholar] [CrossRef]
- Ranakoti, L.; Gangil, B.; Mishra, S.K.; Singh, T.; Sharma, S.; Ilyas, R.; El-Khatib, S. Critical Review on Polylactic Acid: Properties, Structure, Processing, Biocomposites, and Nanocomposites. Materials 2022, 15, 4312. [Google Scholar] [CrossRef] [PubMed]
- Younus, M.M.; Naguib, H.M.; Fekry, M.; Elsawy, M.A. Pushing the limits of PLA by exploring the power of MWCNTs in enhancing thermal, mechanical properties, and weathering resistance. Sci. Rep. 2023, 13, 16588. [Google Scholar] [CrossRef] [PubMed]
- Urade, A.R.; Lahiri, I.; Suresh, K.S. Graphene Properties, Synthesis and Applications: A Review. JOM 2023, 75, 614–630. [Google Scholar] [CrossRef]
- Novoselov, K.S.; Fal’Ko, V.I.; Colombo, L.; Gellert, P.R.; Schwab, M.G.; Kim, K. A roadmap for graphene. Nature 2012, 490, 192–200. [Google Scholar] [CrossRef]
- Srimaneepong, V.; Skallevold, H.E.; Khurshid, Z.; Zafar, M.S.; Rokaya, D.; Sapkota, J. Graphene for Antimicrobial and Coating Application. Int. J. Mol. Sci. 2022, 23, 499. [Google Scholar] [CrossRef] [PubMed]
- Xie, H.; Cao, T.; Rodríguez-Lozano, F.J.; Luong-Van, E.K.; Rosa, V. Graphene for the development of the next-generation of biocomposites for dental and medical applications. Dent. Mater. 2017, 33, 765–774. [Google Scholar] [CrossRef]
- Mohan, V.B.; Lau, K.-T.; Hui, D.; Bhattacharyya, D. Graphene-based materials and their composites: A review on production, applications and product limitations. Compos. Part B Eng. 2018, 142, 200–220. [Google Scholar] [CrossRef]
- Nikzad, M.; Masood, S.; Sbarski, I. Thermo-mechanical properties of a highly filled polymeric composites for Fused Deposition Modeling. Mater. Des. 2011, 32, 3448–3456. [Google Scholar] [CrossRef]
- Shemelya, C.M.; Rivera, A.; Perez, A.T.; Rocha, C.; Liang, M.; Yu, X.; Kief, C.; Alexander, D.; Stegeman, J.; Xin, H.; et al. Mechanical, Electromagnetic, and X-ray Shielding Characterization of a 3D Printable Tungsten–Polycarbonate Polymer Matrix Composite for Space-Based Applications. J. Electron. Mater. 2015, 44, 2598–2607. [Google Scholar] [CrossRef]
- Santo, J.; Pradhik, V.; Kalakoti, S.; Saravanan, P.; Penumakala, P.K. Effect of composite processing technique on tribological properties of 3D printed PLA-graphene composites. Tribol. Int. 2024, 198, 109895. [Google Scholar] [CrossRef]
- Yan, T.; Ye, X.; He, E.; Gao, Q.; Wang, Y.; Ye, Y.; Wu, H. GR-Fe3O4/PLA 3D printing composite materials with excellent microwave absorption properties. J. Alloys Compd. 2024, 972, 172799. [Google Scholar] [CrossRef]
- Hemanth, K.; Swamy, R.; Chandrashekar, T. Taguchi Technique for the Simultaneous Optimization of Tribological Parameters in Metal Matrix Composite. J. Miner. Mater. Charact. Eng. 2011, 10, 179–188. [Google Scholar] [CrossRef]
- Deswal, S.; Narang, R.; Chhabra, D. Modeling and parametric optimization of FDM 3D printing process using hybrid techniques for enhancing dimensional preciseness. Int. J. Interact. Des. Manuf. 2019, 13, 1197–1214. [Google Scholar] [CrossRef]
- Heidari-Rarani, M.; Ezati, N.; Sadeghi, P.; Badrossamay, M.R. Optimization of FDM process parameters for tensile properties of polylactic acid specimens using Taguchi design of experiment method. J. Thermoplast. Compos. Mater. 2022, 35, 2435–2452. [Google Scholar] [CrossRef]
- Venkatraman, R.; Raghuraman, S. Experimental analysis on density, micro-hardness, surface roughness and processing time of Acrylonitrile Butadiene Styrene (ABS) through Fused Deposition Modeling (FDM) using Box Behnken Design (BBD). Mater. Today Commun. 2021, 27, 102353. [Google Scholar] [CrossRef]
- Nagendra, J.; Prasad, M.S.G. FDM Process Parameter Optimization by Taguchi Technique for Augmenting the Mechanical Properties of Nylon–Aramid Composite Used as Filament Material. J. Inst. Eng. Ser. C 2020, 101, 313–322. [Google Scholar] [CrossRef]
- Liesenfeld, J.; Jablonski, J.J.; da Silva, J.R.F.; Buenos, A.A.; Scheuer, C.J. Impact of annealing on the characteristics of 3D-printed graphene-reinforced PLA composite. J. Manuf. Process. 2024, 128, 133–157. [Google Scholar] [CrossRef]
- Giammaria, V.; Capretti, M.; Del Bianco, G.; Boria, S.; Santulli, C. Application of Poly(lactic Acid) Composites in the Automotive Sector: A Critical Review. Polymers 2024, 16, 3059. [Google Scholar] [CrossRef]
- Bashir, M.N.; Logesh, K.; Kannan, S.; Vijayan, D.; Kumar, S.S.; Al Obaid, S.; Lee, J.S. Studies on parametric optimization of PLA/graphene composites synthesized by fused filament fabrication for thermal applications. Therm. Sci. Eng. Prog. 2024, 54, 102788. [Google Scholar] [CrossRef]
- Liesenfeld, J.; Jablonski, J.J.; da Silva, J.R.F.; Buenos, A.A.; Scheuer, C.J. Exploring the influence of graphene incorporation on the characteristics of 3D-printed PLA. Int. J. Adv. Manuf. Technol. 2024, 130, 5813–5835. [Google Scholar] [CrossRef]
- ASTM-G-99; Test Method for Wear Testing with a Pin-on-Disk Apparatus. ASTM International: West Conshohocken, PA, USA, 2017. [CrossRef]
- Shettar, M.; Doshi, M.; Rawat, A.K. Study on mechanical properties and water uptake of polyester-nanoclay nanocomposite and analysis of wear property using RSM. J. Mater. Res. Technol. 2021, 14, 1618–1629. [Google Scholar] [CrossRef]
- Hervan, S.Z.; Altınkaynak, A.; Parlar, Z. Hardness, friction and wear characteristics of 3D-printed PLA polymer. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2021, 235, 1590–1598. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Unit | PLA with Graphene |
|---|---|---|
| Yield stress | MPa | 29 |
| Ultimate tensile strength | MPa | 31.06 |
| Tensile strain | % | 2.3 |
| Elastic module | MPa | 2180.02 |
| Density | g/cm2 | 1.5 |
| Printing Capacity | ||
|---|---|---|
| X-axis travel 220 mm | Y-axis travel 220 mm | Z-axis travel 300 mm |
| Extruder nozzle diameter | 0.4 mm | |
| File transfer | USB drive, LAN, Creality cloud APP | |
| Layer resolution | 0.4 mm | |
| Maximum printing Speed | 150 mm/s | |
| Maximum extruder temperature | 300 °C | |
| Maximum deposition bed temperature | 100 °C | |
| Three-Dimensional Printing Parameter for PLA Graphene | |
|---|---|
| Bed temperature | 60 °C |
| Raster width | 0.48 mm |
| Raster angle | 45° |
| Factors | Level 1 | Level 2 | Level 3 |
|---|---|---|---|
| Layer Height (A) | 0.16 | 0.2 | 0.24 |
| Printing Temperature (B) | 180 | 200 | 220 |
| Printing Speed (C) | 30 | 60 | 90 |
| Layer Height (A) | Printing Temperature (B) | Printing Speed (C) | Surface Roughness | Wear Loss |
|---|---|---|---|---|
| (mm) | (°C) | (mm/s) | (Ra) | (gm) |
| 0.24 | 200 | 90 | 15.769 | 0.0042 |
| 0.2 | 180 | 90 | 12.477 | 0.0056 |
| 0.16 | 200 | 90 | 10.267 | 0.0065 |
| 0.16 | 180 | 60 | 9.347 | 0.0074 |
| 0.24 | 180 | 60 | 15.12 | 0.0045 |
| 0.2 | 220 | 30 | 14.803 | 0.0057 |
| 0.16 | 200 | 30 | 11.186 | 0.0074 |
| 0.2 | 200 | 60 | 12.604 | 0.0057 |
| 0.2 | 220 | 90 | 13.978 | 0.0052 |
| 0.2 | 180 | 30 | 12.562 | 0.0062 |
| 0.2 | 200 | 60 | 12.992 | 0.0057 |
| 0.24 | 220 | 60 | 15.567 | 0.0041 |
| 0.24 | 200 | 30 | 14.936 | 0.0046 |
| 0.2 | 200 | 60 | 12.01 | 0.0058 |
| 0.16 | 220 | 60 | 9.869 | 0.0068 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value | Percentage Contribution |
|---|---|---|---|---|---|---|
| Model | 9 | 59.913 | 6.657 | 15.48 | 0.004 | |
| Linear | 3 | 56.5785 | 18.8595 | 43.84 | 0.001 | 91.16 |
| Square | 3 | 2.4288 | 0.8096 | 1.88 | 0.25 | 3.92 |
| 2-Way Interaction | 3 | 0.9057 | 0.3019 | 0.7 | 0.59 | 1.46 |
| Error | 5 | 2.1508 | 0.4302 | 3.46 | ||
| Total | 14 | 62.0638 | 100 |
| Source | DoF | Adj SS | Adj MS | F-Value | p-Value | Percentage Contribution |
|---|---|---|---|---|---|---|
| Model | 9 | 0.000016 | 0.000002 | 195.79 | 0 | |
| Linear | 3 | 0.000015 | 0.000005 | 584.25 | 0 | 93.75 |
| Square | 3 | 0 | 0 | 0.29 | 0.832 | 0 |
| 2-Way Interaction | 3 | 0 | 0 | 2.83 | 0.146 | 0 |
| Error | 10 | 0.000001 | 0.0000001 | 6.25 | ||
| Total | 14 | 0.000016 | 100 |
| Factors | Scenario 1 SRw1 = 0.5, WLw2 = 0.5 | Scenario 2 SRw1 = 0.75, WLw2 = 0.25 | Scenario 3 SRw1 = 0.25, WLw2 = 0.75 |
|---|---|---|---|
| Layer Height | 0.172 | 0.16 | 0.24 |
| Printing Temperature | 220 | 208 | 180 |
| Printing Speed | 90 | 90 | 55.4545 |
| Surface roughness | 11.5214 | 10.09 | 14.4 |
| Wear loss | 0.006 | 0.0065 | 0.0046 |
| Composite Desirability value | 0.73 | 0.814 | 0.7745 |
| 1 | 2 | 3 | 4 | 5 | Theoretical Value | |
|---|---|---|---|---|---|---|
| Surface roughness (SR) Corresponding value of wear loss (A1, B1, C2) | 9.5 | 10.25 | 9.25 | 10.5 | 10.15 | 9.2775 µm |
| 0.0082 | 0.0081 | 0.0077 | 0.0079 | 0.0079 | 0.0074 gm | |
| Wear loss (WL) Corresponding value of wear loss (A3, B3, C3) | 17.251 | 17.159 | 16.985 | 16.352 | 16.975 | 16.5 µm |
| 0.0045 | 0.0041 | 0.0038 | 0.0039 | 0.0041 | 0.0041 gm | |
| DFA (SR and WL) (A—0.16 mm, B—208 °C, C—90 mm/s) | 10.152 | 10.981 | 10.01 | 10.974 | 10.581 | 10.09 µm |
| 0.0076 | 0.0069 | 0.0061 | 0.0067 | 0.0067 | 0.006 gm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Avalappa, M.G.; Chate, V.R.; Rangaswamy, N.; Avadhani, S.P.; Chate, G.R.; Shettar, M. Assessment of Wear and Surface Roughness Characteristics of Polylactic Acid (PLA)—Graphene 3D-Printed Composites by Box–Behnken Method. J. Compos. Sci. 2025, 9, 1. https://doi.org/10.3390/jcs9010001
Avalappa MG, Chate VR, Rangaswamy N, Avadhani SP, Chate GR, Shettar M. Assessment of Wear and Surface Roughness Characteristics of Polylactic Acid (PLA)—Graphene 3D-Printed Composites by Box–Behnken Method. Journal of Composites Science. 2025; 9(1):1. https://doi.org/10.3390/jcs9010001
Chicago/Turabian StyleAvalappa, Manjunath G., Vaibhav R. Chate, Nikhil Rangaswamy, Shriranganath P. Avadhani, Ganesh R. Chate, and Manjunath Shettar. 2025. "Assessment of Wear and Surface Roughness Characteristics of Polylactic Acid (PLA)—Graphene 3D-Printed Composites by Box–Behnken Method" Journal of Composites Science 9, no. 1: 1. https://doi.org/10.3390/jcs9010001
APA StyleAvalappa, M. G., Chate, V. R., Rangaswamy, N., Avadhani, S. P., Chate, G. R., & Shettar, M. (2025). Assessment of Wear and Surface Roughness Characteristics of Polylactic Acid (PLA)—Graphene 3D-Printed Composites by Box–Behnken Method. Journal of Composites Science, 9(1), 1. https://doi.org/10.3390/jcs9010001