1. Introduction
In the course of technological development processes and increasing demands on the efficiency of mechanical systems, lightweight design has become increasingly important as a development strategy. Lightweight design leads not only to a reduction in weight but also to a more efficient overall performance of the system [
1]. A structure with minimal dead weight and a certain service life and reliability can realized, which can, however, entail a number of challenges, such as the realization of a suitable design and the selection of lightweight materials and their joining technology [
2]. Research is therefore being carried out into new lightweight design concepts in order to make lightweight design methods more efficient and increase their performance. A particular focus here is on hybrid material concepts, which have great lightweight design potential alongside conventional design methods. These concepts combine conventional lightweight design methods with other technologies and can therefore use the properties of composite materials to reduce the weight of the components while maintaining the same mechanical properties [
1,
3]. For this reason, fibre-reinforced plastics are often preferred in material combinations in car bodies and combined with metals to achieve optimum material properties. Modern high-strength and ultra-high-strength steel materials are used alongside light metals such as aluminium and magnesium, which are particularly efficient due to their high weight-specific strength and stiffness [
4]. In addition, the intelligent mixed construction method is supplemented by fibre-reinforced plastics, whereby the comparatively expensive lightweight construction material is only used in areas subject to high mechanical loads for local reinforcement and weight reduction. In recent years, the use of modern materials in technical applications has increased significantly due to their versatility and high performance [
1]. These materials often consist of stiff fibres embedded in a soft epoxy matrix, with the fibre generally oriented in the direction of the applied load. It should be noted that the interface is the main weak point of the FRP–metal hybrid joint, and the damage mechanisms present here are of particular interest [
4]. It is important to emphasize that research into new lightweight design concepts is focused not only on hybrid concepts but also on other innovative approaches. These approaches can help to further improve the efficiency of mechanical systems and thus make an important contributions to sustainable development [
5].
Hybrid joints are particularly suitable for use in areas subjected to high mechanical stress. By dispensing with additional joining elements or adhesives, the boundary layers formed between the metal and FRP layers are of decisive importance for the entire hybrid component. A high joint strength can be achieved through positive locking [
6]. However, intrinsically joined layered composites have a decisive disadvantage: after cooling from the curing temperature of the inhomogeneous material composite, residual stresses occur. In contrast, theoretical and experimental work confirms that fibre prestressing during the manufacturing process can be used as an active method to reduce residual stresses. By mechanically prestressing the fibres of a FRP component during the manufacturing process, this method can be transferred to metal–FRP hybrid composites. This means that the fibres are subjected to a defined pretension before the manufacturing process. After the pretensioning, the heating of the tool, which is necessary for the curing of the matrix and the bonding with the metal component, takes place simultaneously. The prestressing can be designed in such a way that residual stresses are minimized after processing [
7].
Residual thermal stresses are an important factor in the production of fibre composites. Residual thermal stresses arise as a result of the difference between the thermal expansion coefficients of fibre and metal and the difference between the curing temperature of the matrix and the operating temperature of the cured laminate [
8]. The thermal and mechanical properties of fibre and metal, the layer configuration of the FRP, as well as the overall volume ratio of metal to FRP and the curing temperature essentially determine the level of residual stresses [
9]. These materials have high performance and require processing at high temperatures. Residual stresses are present in almost all composite materials and significantly influence the properties of the composite structures [
10]. In fibre-reinforced plastics, process-related residual stresses result from the inhomogeneity of the multilayer composite (MLC). In [
6], residual stresses are classified into three main groups according to their origin: the formation of residual stresses, experimental techniques, and the effects of thermal residual stresses. Starting from the micromechanical level, residual stresses are induced by the chemical shrinkage of the matrix during curing and the difference in the expansion coefficients of the fibre and matrix. In this context, the analysis of representative unit cells (volume elements), primarily using the finite element method, provides information on the distribution and magnitude of residual stresses in stochastically distributed fibre–matrix composites. The effective transversal-isotropic properties result in macroscopic residual stresses at the laminate level when the orientation of the laminate structure is varied. In thick laminates, gradients of temperature and cooling rate lead to global residual stresses. The early curing of the edge laminates results in the not yet fully cured inner layers being restricted in their shrinkage behaviour, and residual stresses are consequently induced. Work based on numerical investigations has shown that the structural properties in terms of strength and service life are sometimes determined by the microscopic and macroscopic residual stresses [
11,
12,
13].
According to the state of the art, the formation of residual stresses is limited, among other things, by the improved curing processes. However, varying the curing temperature, dwell time, number of cycles, and cooling rate results in longer processing times [
14,
15].
The initial studies in this field focused on reducing fibre waviness and reducing the failure of weaker fibres by prestressing them to a relatively high stress level prior to the moulding process. Over the last three decades, the concept of fibre prestressing has been developed to reduce the effects of undesirable residual stresses associated with the manufacturing process of fibre-reinforced composites. Theoretical and experimental work confirms that fibre prestressing during the manufacturing process can be used as an active method to reduce residual stresses [
7]. If the fibres are loaded with a defined prestress during the curing process, the deviating thermal expansion coefficients in the fibre direction can be compensated. After cooling from the curing temperature, the pretension of the fibres is released, and the matrix is put under pressure. Subsequently, the amounts of the production-related residual stresses in the heterogeneous microstructure (fibre compression, matrix tension) can be minimized, or the signs may even be reversed (fibre tension, matrix compression). For crack propagation in the matrix phase, which has the lowest strength in the composite, the residual compressive stresses must first be compensated. Overall, this increases the load that can be carried to failure. Experimental work unanimously confirms the effectiveness in terms of improving the mechanical properties compared to conventionally produced FRP [
16,
17,
18]. This leads to an overall higher strength and stiffness of the composite material [
19].
Motahhari and Cameron found an approach where the fibre material is clamped from both sides. The clamping area can be pre-hardened. One side acts as a fixed clamp while the other side is connected to a system that can pull the free clamp. The pulling process is achieved by winding a cable around a drum that is rotated by an electric motor. A load cell is incorporated into the system as a control measure to monitor the occurrence of pre-stretching. Furthermore, concepts have been found that clamp the fibres on the basis of a tensioning frame and set the required fibre pre-stretching using a universal testing machine. The prestressed fibres were impregnated with an epoxy resin and cured in an oven so that a constant load was applied to the fibres until the end of the curing process. A unidirectional E-glass fibre epoxy composite was used for this method. As a result, prestressing was found to reduce the residual stresses in the matrix and at the fibre–matrix interface [
17].
In another study, Zhao and Cameron developed a fibre alignment device to produce composites with varying degrees of prestress. The fibres were first wound onto a steel frame and then transferred to the fibre alignment device. The frame was connected to a tensile testing machine to stretch it to the required level, and then the screw of the fastening system was turned to fix the fibres in the required position. A unidirectional composite of mixed E-glass fibres and polypropylene was used for this method, and the tensile strength, flexural strength, and interlaminar shear strength (ILSS) were investigated. The results showed that fibre prestressing increased the tensile strength of the composites by 20%, the flexural strength by 21%, and the ILSS by 10% [
20].
Jevons et al. developed a new fixture for applying the fibre pretension in the biaxial direction. The fixture consisted of a C-profile steel section with four fasteners along the inner circumference of the fixture to secure the prepreg laminates to each clamp with five screws. The pretension of the fibres was created in two ways: firstly, by thermally expanding the fixture and using the different thermomechanical properties between the steel frame and the prepreg fibre when placed in the autoclave at high temperatures, and secondly, by using a tensile testing machine to generate comparatively higher prestressing forces. For this method, E-glass fibre/epoxy cross-ply laminates with the laminate sequence [0°/90°/0°/90°/0°/90°] were used. The result was a slight improvement in the impact strength of the prestressed composites at low speeds [
21].
In the research by Wu et al., hybrid components made of unidirectional pre-stressed carbon fibre-reinforced plastics (CFRP) and HC340LA steel are produced by an intrinsic manufacturing process in which the bonding of CFRP and steel is achieved during the curing process of CFRP. A constant curing process time of 18 min with a pressure of 0.3 MPa and a temperature of 160 °C was used. Due to the difference in the thermal expansion coefficients of CFRP and steel, residual stresses were generated after machining, and the residual stresses due to this process were determined experimentally using the incremental hole-drilling method (HDM). According to the results, it was found that tensile stresses occur close to the surface of both sides and decrease with increasing depth [
22].
Although the data obtained from these studies provide important information about prestressed composites, they do not shed enough light on the parameters that may be required in the manufacturing process of prestressed and multilayer hybrid specimens. Studies investigating hybrid components made of unidirectional carbon and multilayer fibre-reinforced plastics (CFRP) and steel are lacking in terms of investigating both the effect of different curing temperatures and the effect of prestressing. Therefore, within the framework of this study, the improvement in the performance of the components, which must have a certain level of performance under the loads to which the FML parts are subjected, has been prioritised. For this purpose, a new uniaxial fibre prestressing frame was designed, and CFRP prepregs were prestressed. In this frame, there is a system where the fibres are fixed with a C-profile, and this profile is fixed to the frame with three screws. The preferred curing temperatures in this study were determined by the temperature-dependent curing of the epoxy used in the project. Therefore, unlike other studies, the effect of prestressing at different curing temperatures on the strength and fracture mechanism was investigated.
The main objectives of this study were, firstly, to investigate the mechanical behaviour of hybrid specimens cured using the internal prepreg pressing process with and without preloaded CFRP, and secondly, to investigate the effect of different curing temperatures on the damage mechanisms of the specimens. To this end, as described in
Section 2, the CFRP was cured using the intrinsic prepreg pressing process so that the CFRP was bonded to the metal component at the same time. Before the prepreg pressing process, the prepreg was subjected to a defined pretensioning force by means of a clamping frame developed for this study, and the pretensioning process was carried out. Two different curing temperatures, 120 °C and 160 °C, were studied, and specimens with and without preloading were produced by a novel pressing tool developed for this study. The produced hybrid sample was cut to predefined dimensions using a water jet cutting machine. The grooves were then milled using an ultrasonic milling machine to obtain single-lap shear test specimens. In
Section 3, the changes in the mechanical behaviour of single-layer and multilayer CFRP materials after applying a prestressing force of 20 MPa were investigated in detail. The effect of the curing process at different temperatures on the CFRP specimen was analysed using the nanoindentation test method. Single-lap shear test specimens produced in the light of these investigations were tested to examine the effect of different curing temperatures and preloading. The tests were carried out at constant speed and in a stepwise manner in order to observe the fracture mechanism in detail, as well as the mechanical properties. Finally,
Section 4 summarises and discusses the concluding remarks.
4. Conclusions
In the present study, the damage mechanisms of intrinsically produced fibre–metal laminates were investigated in detail. In the intrinsic method, curing and bonding to the metal take place simultaneously, which leads to residual stresses. The basic idea of the new concept is to reduce the residual stress. To do this, the CFRP component is prestressed. In this way, the residual stress states can be reduced or even eliminated.
In the scope of the project, a new clamping device and a pressing tool were designed and put into operation. Before pressing the prepreg, a defined prestressing force was applied to the prepreg using the developed clamping frame, and the prestressing process was carried out. Specimens with curing temperatures of 120 °C and 160 °C were considered. In addition, 0° fibre orientations were investigated. The considered loading value in prestressed tests is 20 MPa.
In the first part of the study, prestressing tests were carried out. The first prestressing test was started by analysing the single-layer prepreg under a prestressing force of 20 MPa (336 N). The prestressing test was then continued by testing seven layers of the prepreg under a prestressing force of 20 MPa (2400 N).
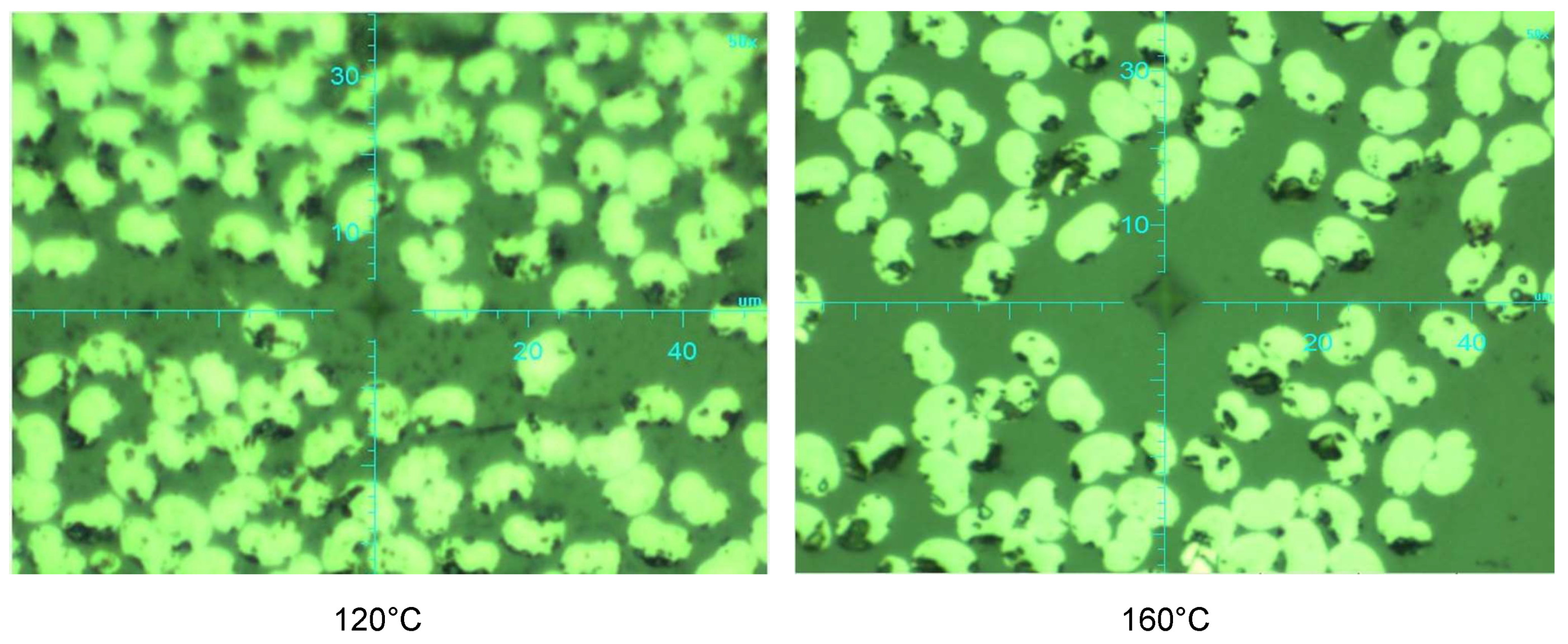
In the second part of the study, instrumental microhardness tests were carried out. When analysing the results of the instrumental indentation test, it was found that the hardness values at 120 °C are higher than at 160 °C. These results can be attributed to several causes. Firstly, macro-residues were found on the CFRP surface when the samples were joined together. Another reason could be that the prepregs were not properly overlapped during joining. The consideration was the different shear strength at 120 °C and 160 °C curing temperature. The assumption was that this resulted from different matrix properties. The strength differences in the boundary layer of hybrid specimens produced at 120 °C and 160 °C curing temperatures were taken into account. The matrix structures of the specimens produced at each curing temperature are expected to exhibit different properties. These differences are also evident in the shear strengths of fibre matrix and hybrid specimens in the boundary layer. In the present study, the focus is on the shear strength obtained in the boundary layer, and it is hypothesized that these differences are due to the matrix properties that vary with curing temperatures.
Shear tensile tests were carried out in the third part of the investigation. First, the specimens cured at 120 °C were evaluated. The results of the tests at constant speed (1 mm/min) were compared with and without preloading. The results showed that the force and displacement of the specimens with a preload of 20 MPa were higher than that of the specimens without preloading. The comparison of the fracture patterns showed that the specimens failed in the boundary layer in the tensile range. The results of the tests were then compared using the stepwise method (100 μm). Our observations revealed that the strength of the specimens with a preload of 20 MPa is higher than the specimens without preload. After the investigation of the fracture patterns, it was seen that the fracture occurred at the same location, where the fracture occurred in the middle boundary layer of the specimens with a preload of 20 MPa. Subsequently, the specimens cured at 160 °C were investigated in the same manner. The results of the tests at constant speed (1 mm/min) were compared with and without preloading. When comparing the results, it was found that the strength and displacement of the 20 MPa prestressed specimens were greater than those of the non-prestressed specimens. When comparing the fracture patterns of the specimens, both the prestressed and non-prestressed fracture patterns showed failure in the middle boundary layer. The results of the tests were then compared using the stepwise method (100 μm). According to the results of the tests with the stepwise method, it was found that the prestressed and non-prestressed results were highly far apart.
Curing the specimens at different temperatures and then examining the fracture patterns revealed interesting results. In particular, it was observed that no fracture patterns occurred in the interface as a result of curing at 120 °C. This led to a scientific questioning of the single-lap shear tensile tests performed at 120 °C. In light of these findings, it can be considered that the focus of future studies should be on 160 °C. However, it should not be forgotten that more extensive and detailed research is required.
When analysing the fracture patterns, it quickly becomes apparent that partial or almost complete adhesion failure occurs. This failure occurs almost universally on the metallic side.
Consequently, the properties of hybrid materials obtained by curing prestressed fibre materials under appropriate temperatures were experimentally investigated. Improving the mechanical material performance of the existing structure with proper manufacturing techniques is quite promising, especially in lightweight design. Based on the results, the current research is going to be further continued and detailed in the subsequent periods.





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}