
Performance and Life Cycle Assessment of Composites Reinforced with Natural Fibers and End-of-Life Textiles


Abstract
1. Introduction
2. Materials and Methods
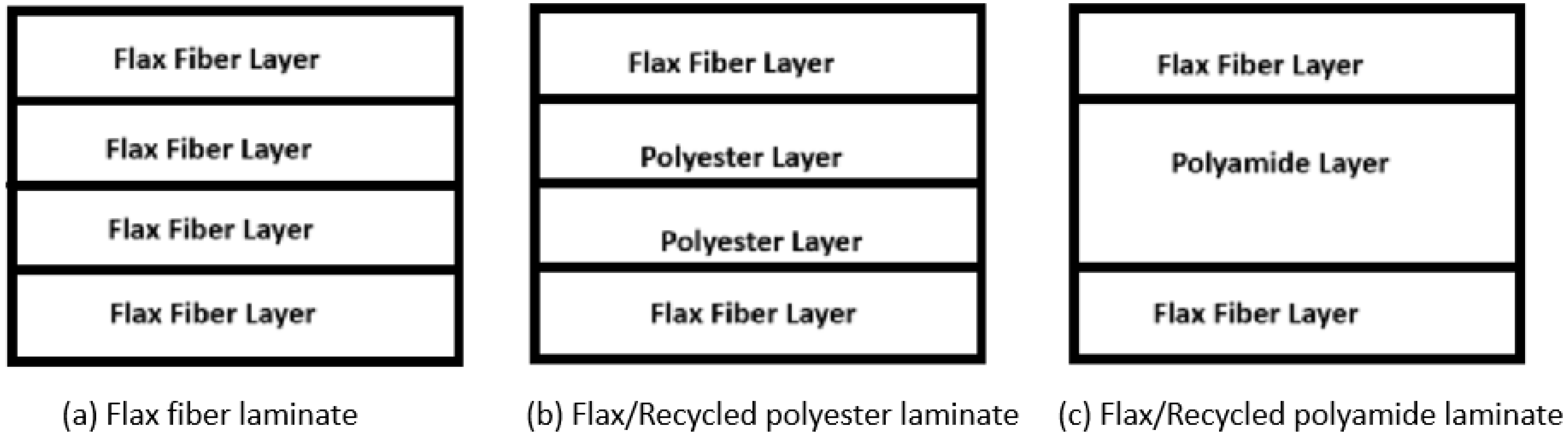
2.1. Materials
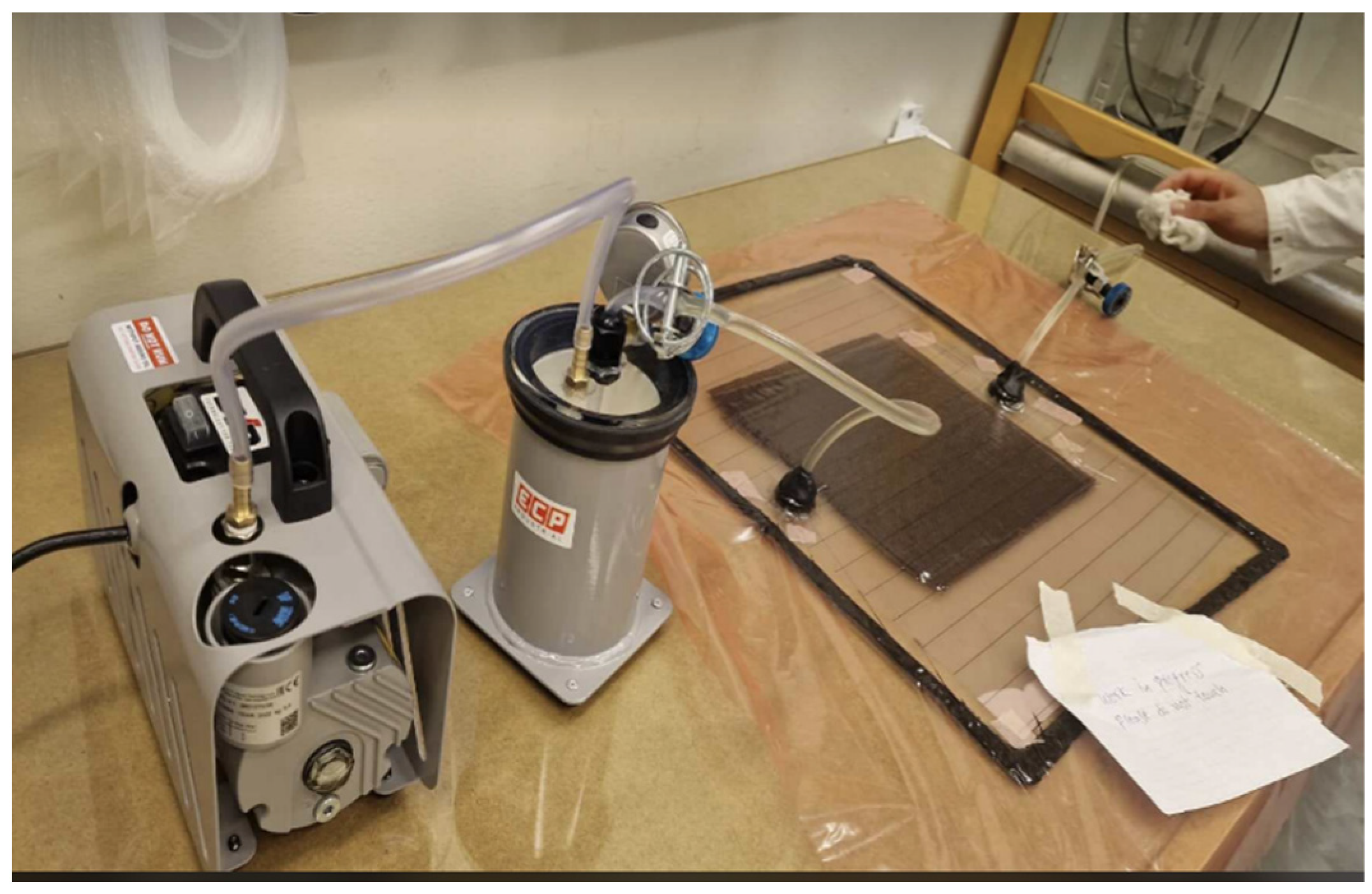
2.2. Manufacturing of Composites
2.3. FLEXURAL Test
2.4. Tensile Test
2.5. Interlaminate Shear Test
2.6. Charpy Impact Test
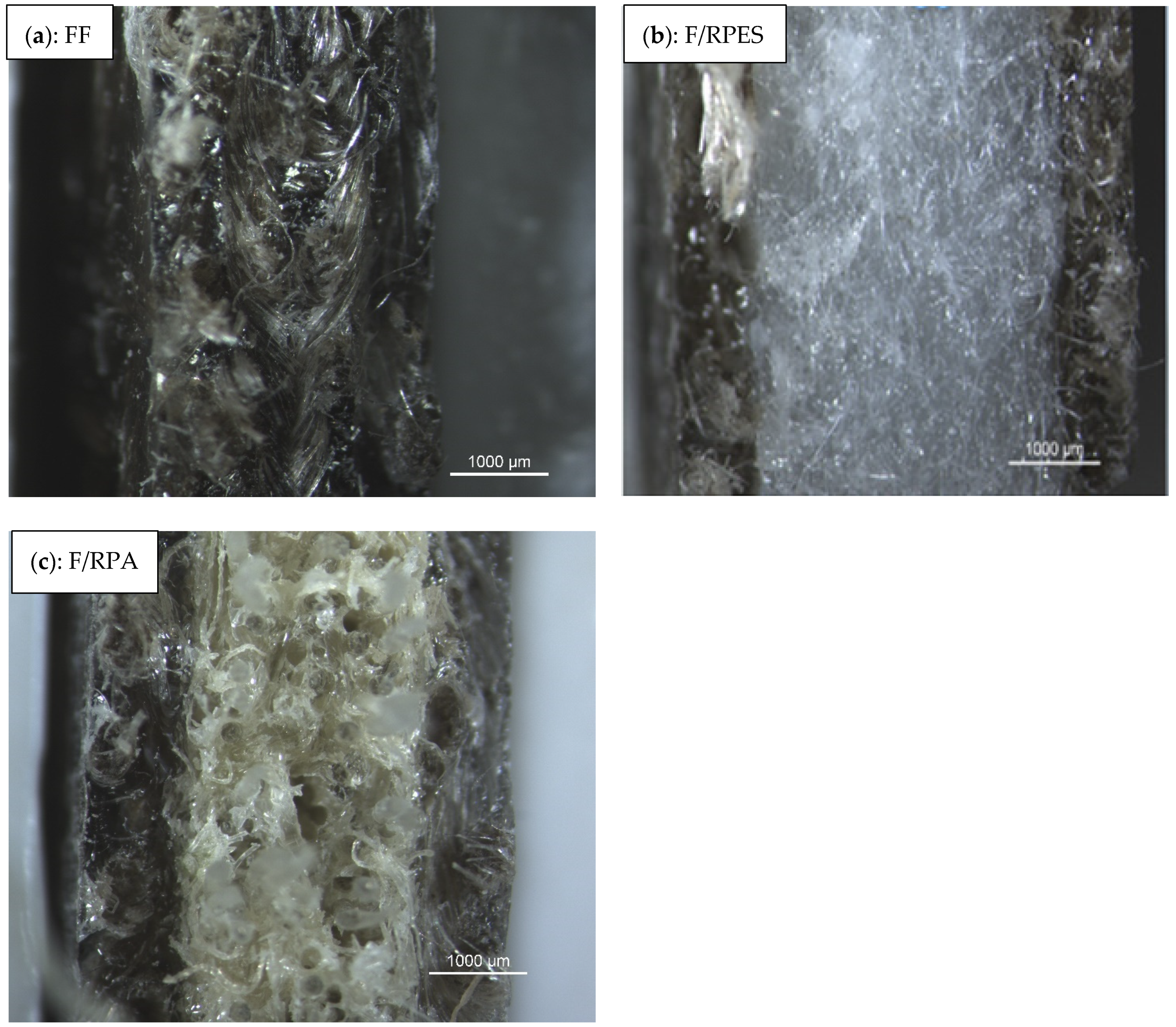
2.7. Digital Imaging Microscope Test
2.8. Life Cycle Assessment
2.8.1. Goal, Functional Unit and Scope
2.8.2. System Boundaries and Life Cycle Inventory
- We assumed that the electricity used is sourced from the diverse Sweden energy mix;
- We excluded the manufacturing and recycling processes of polyamide and polyester textiles;
- We did not consider the manufacturing process of the hardener used in the vacuum-assisted resin infusion process.
3. Results and Discussion
3.1. Flexural Behavior of Composite Laminates
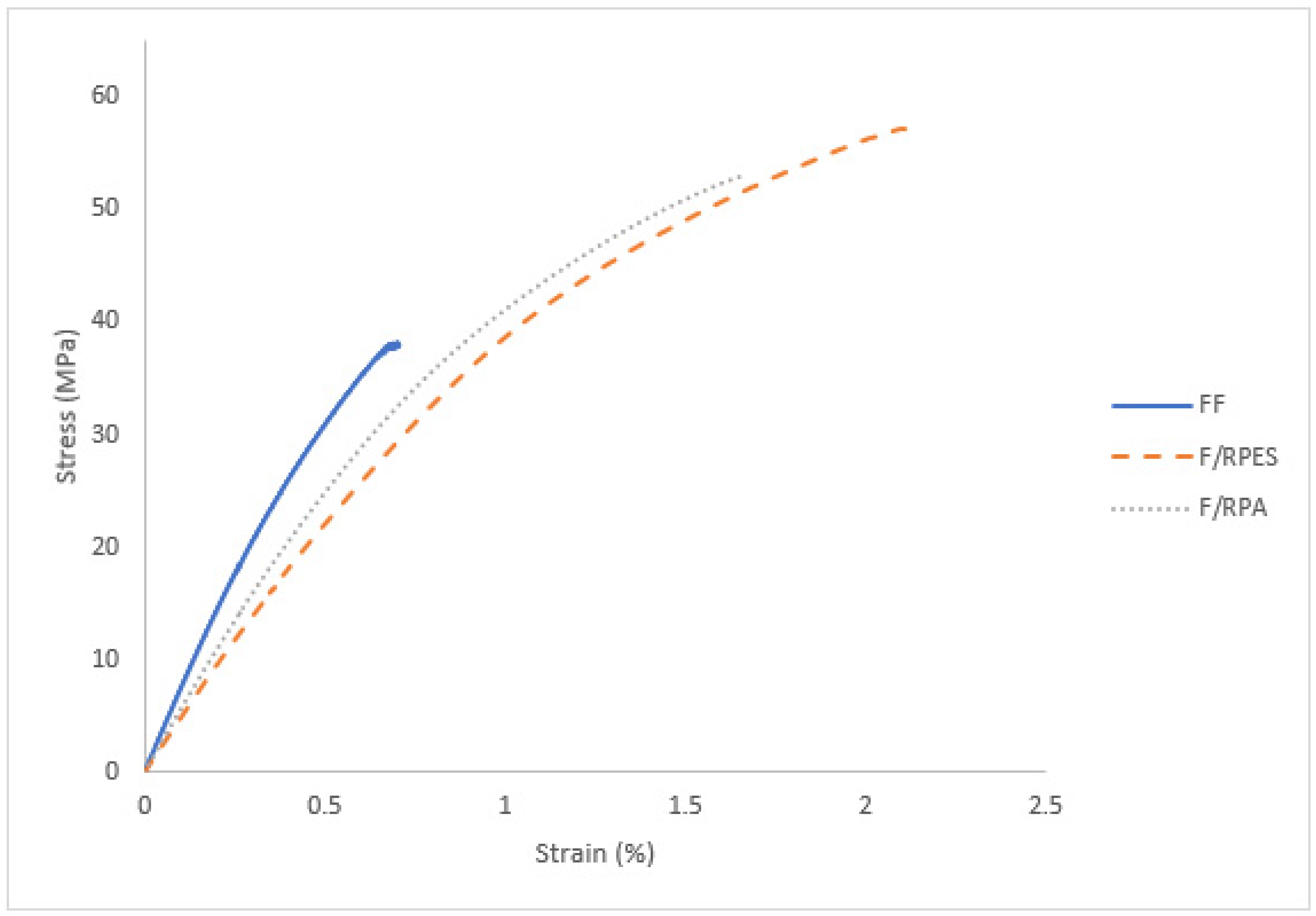
3.2. Tensile Behavior of Composite Laminates
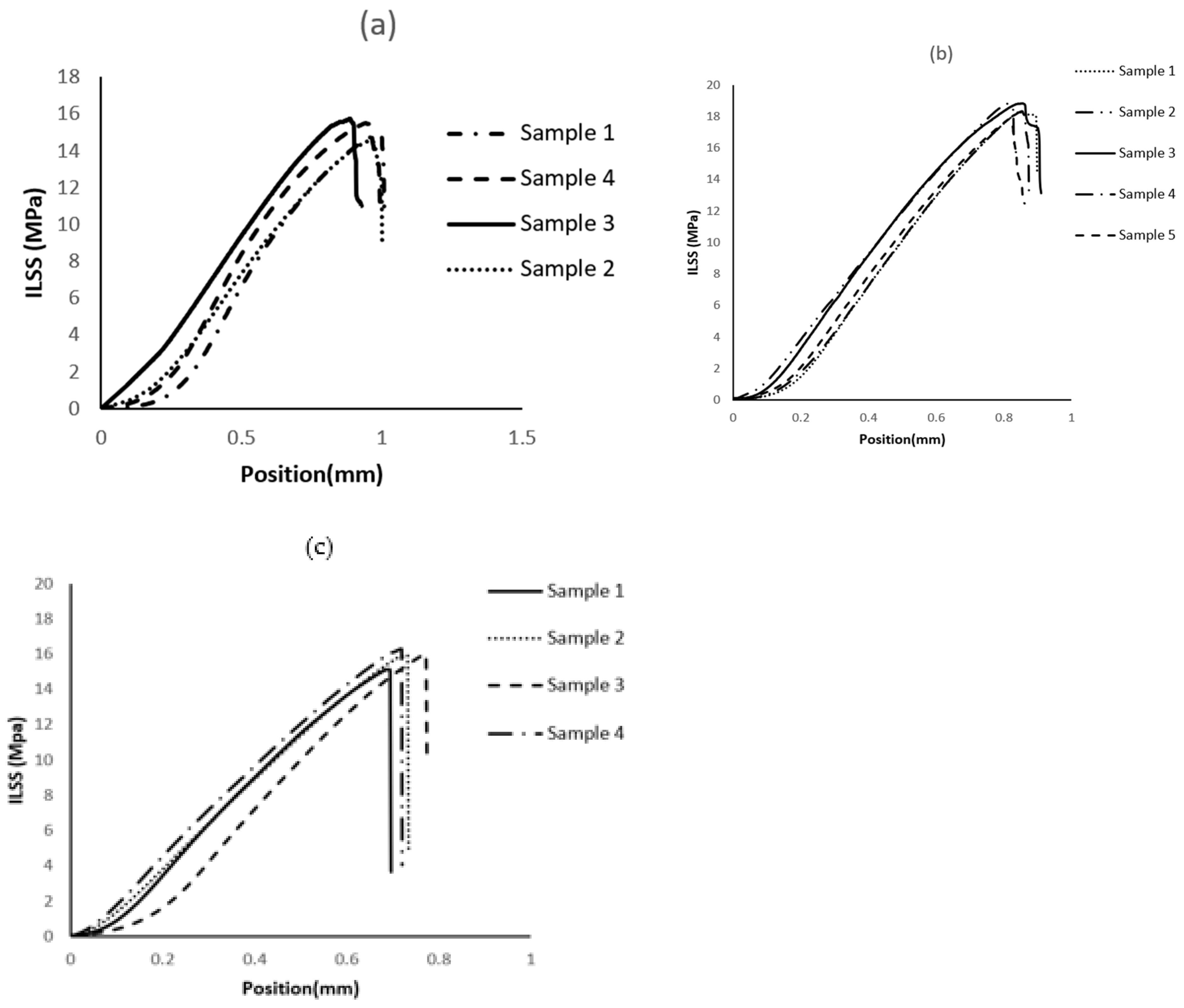
3.3. Interlaminar Shear Test Behavior of Composite Laminates
3.4. Charpy Impact Test
3.5. Life Cycle Impact Assessment (LCIA) of FF, F/RPES, and F/RPA
3.5.1. Global Warming Potential
3.5.2. Terrestrial Acidification
3.5.3. Land Occupation
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Völtz, L.R.; Berglund, L.; Oksman, K. Resource-efficient manufacturing process of composite materials: Fibrillation of recycled textiles and compounding with thermoplastic polymer. Compos. Part A Appl. Sci. Manuf. 2023, 175, 107773. [Google Scholar] [CrossRef]
- Lu, L.; Fan, W.; Meng, X.; Liu, T.; Han, L.; Zhang, T.; Dong, J.; Yuan, L.; Tian, H. Modal analysis of 3D needled waste cotton fiber/epoxy composites with experimental and numerical methods. Text. Res. J. 2021, 91, 358–372. [Google Scholar] [CrossRef]
- Rashid, M.E.; Khan, M.R.; Haque, R.U.; Hasanuzzaman, M. Challenges of textile waste composite products and its prospects of recycling. J. Mater. Cycles Waste Manag. 2023, 25, 1267–1287. [Google Scholar] [CrossRef]
- Droutsa, E. Supply Chain Collaboration as an Enabler to Transition to a Circular Economy—A Case-Study from the Textile Sector. Master’s Thesis, Radboud University, Nijmegen, The Netherlands, 2021. [Google Scholar]
- Marques, A.C.; Teixeira, N.M. Assessment of municipal waste in a circular economy: Do European Union countries share identical performance? Clean Waste Syst. 2022, 3, 100034. [Google Scholar] [CrossRef]
- Umar, M.; Shaker, K.; Ahmad, S.; Nawab, Y.; Umair, M.; Maqsood, M. Investigating the mechanical behavior of composites made from textile industry waste. J. Text. Inst. 2017, 108, 835–839. [Google Scholar] [CrossRef]
- Sathishkumar, T.; Naveen, J.; Navaneethakrishnan, P.; Satheeshkumar, S.; Rajini, N. Characterization of sisal/cotton fibre woven mat reinforced polymer hybrid composites. J. Ind. Text. 2017, 47, 429–452. [Google Scholar] [CrossRef]
- Ali, A.; Shaker, K.; Nawab, Y.; Jabbar, M.; Hussain, T.; Militky, J.; Baheti, V. Hydrophobic treatment of natural fibers and their composites—A review. J. Ind. Text. 2018, 47, 2153–2183. [Google Scholar] [CrossRef]
- Petrucci, R.; Nisini, E.; Puglia, D.; Sarasini, F.; Rallini, M.; Santulli, C.; Minak, G.; Kenny, J. Tensile and fatigue characterisation of textile cotton waste/polypropylene laminates. Compos. Part B Eng. 2015, 81, 84–90. [Google Scholar] [CrossRef]
- Shafqat, A.R.; Hussain, M.; Nawab, Y.; Ashraf, M.; Ahmad, S.; Batool, G. Circularity in Materials: A Review on Polymer Composites Made from Agriculture and Textile Waste. Int. J. Polym. Sci. 2023, 2023, 5872605. [Google Scholar] [CrossRef]
- Serra, A.; Tarrés, Q.; Llop, M.; Reixach, R.; Mutjé, P.; Espinach, F.X. Recycling dyed cotton textile byproduct fibers as polypropylene reinforcement. Text. Res. J. 2019, 89, 2113–2125. [Google Scholar] [CrossRef]
- Meng, X.; Fan, W.; Ma, Y.; Wei, T.; Dou, H.; Yang, X.; Tian, H.; Yu, Y.; Zhang, T.; Gao, L. Recycling of denim fabric wastes into high-performance composites using the needle-punching nonwoven fabrication route. Text. Res. J. 2020, 90, 695–709. [Google Scholar] [CrossRef]
- Khalili, P.; Skrifvars, M.; Dhakal, H.N.; Dashatan, S.H.; Danielsson, M.; Gràcia, A.F. Mechanical Properties of Bio-Based Sandwich Composites Containing Recycled Polymer Textiles. Polymers 2023, 15, 3815. [Google Scholar] [CrossRef] [PubMed]
- Taşdemir, M.; Akalin, M.; Koçak, D.; Usta, I.; Merdan, N. Investigation of properties of polymer/textile fiber composites. Int. J. Polym. Mater. 2010, 59, 200–214. [Google Scholar] [CrossRef]
- Montava-Jordà, S.; Torres-Giner, S.; Ferrandiz-Bou, S.; Quiles-Carrillo, L.; Montanes, N. Development of sustainable and cost-competitive injection-molded pieces of partially bio-based polyethylene terephthalate through the valorization of cotton textile waste. Int. J. Mol. Sci. 2019, 20, 1378. [Google Scholar] [CrossRef] [PubMed]
- Ramamoorthy, S.K.; Persson, A.; Skrifvars, M. Reusing textile waste as reinforcements in composites. J. Appl. Polym. Sci. 2014, 131. [Google Scholar] [CrossRef]
- Ramamoorthy, S.K.; Skrifvars, M.; Alagar, R.; Akhtar, N. End-Of-Life textiles as reinforcements in biocomposites. J. Polym. Environ. 2018, 26, 487–498. [Google Scholar] [CrossRef]
- Sadikoglu, T.G.; Shikim, C.; Guleryuz, C.G. Usage of polyester textile wastes in composites. J. Sci. Ind. Res. 2003, 62, 462–467. [Google Scholar]
- Baccouch, W.; Ghith, A.; Yalcin-Enis, I.; Sezgin, H.; Miled, W.; Legrand, X.; Faten, F. Investigation of the mechanical, thermal, and acoustical behaviors of cotton, polyester, and cotton/polyester nonwoven wastes reinforced epoxy composites. J. Ind. Text. 2022, 51, 876–899. [Google Scholar] [CrossRef]
- Asdrubali, F.; Schiavoni, S.; Horoshenkov, K.V. A review of sustainable materials for acoustic applications. Build. Acoust. 2012, 19, 283–311. [Google Scholar] [CrossRef]
- Glé, P.; Gourdon, E.; Arnaud, L. Acoustical properties of materials made of vegetable particles with several scales of porosity. Appl. Acoust. 2011, 72, 249–259. [Google Scholar] [CrossRef]
- Deng, Y.; Tian, Y. Assessing the environmental impact of flax fibre reinforced polymer composite from a consequential life cycle assessment perspective. Sustainability 2015, 7, 11462–11483. [Google Scholar] [CrossRef]
- Weclawski, B.T.; Fan, M. 7 Bast Fibers Composites for Engineering Structural Applications. In Green Composites from Natural Resources; CRC Press: Boca Raton, FL, USA, 2013; p. 133. [Google Scholar]
- Staiger, M.P.; Tucker, N. Natural-fibre composites in structural applications. In Properties and Performance of Natural-Fibre Composites; Elsevier: Amsterdam, The Netherlands, 2008; pp. 269–300. [Google Scholar]
- Yan, L.; Chouw, N.; Jayaraman, K. Flax fibre and its composites—A review. Compos. Part B Eng. 2014, 56, 296–317. [Google Scholar] [CrossRef]
- Mallick, P.K. Fiber-Reinforced Composites: Materials, Manufacturing, and Design; CRC Press: Boca Raton, FL, USA, 2007. [Google Scholar]
- Fan, M.; Weclawski, B. Long natural fibre composites. In Advanced High Strength Natural Fibre Composites in Construction; Elsevier: Amsterdam, The Netherlands, 2017; pp. 141–177. [Google Scholar]
- Arya, M.; Malmek, E.-M.; Ecoist, T.K.; Pettersson, J.; Skrifvars, M.; Khalili, P. Enhancing Sustainability: Jute Fiber-Reinforced Bio-Based Sandwich Composites for Use in Battery Boxes. Polymers 2023, 15, 3842. [Google Scholar] [CrossRef]
- Uusi-Tarkka, E.K.; Skrifvars, M.; Khalili, P.; Heräjärvi, H.; Kadi, N.; Haapala, A. Mechanical and Thermal Properties of Wood-Fiber-Based All-Cellulose Composites and Cellulose-Polypropylene Biocomposites. Polymers 2023, 15, 475. [Google Scholar] [CrossRef]
- Stamopoulos, A.G.; Tserpes, K.I.; Pantelakis, S.G. Multiscale finite element prediction of shear and flexural properties of porous CFRP laminates utilizing X-ray CT data. Theor. Appl. Fract. Mech. 2018, 97, 303–313. [Google Scholar] [CrossRef]
- Khalili, P.; Skrifvars, M.; Dhakal, H.N.; Jiang, C. Regenerated cellulose fabric reinforced bio-based polypropylene sandwich composites: Fabrication, mechanical performance and analytical modelling. J. Mater. Res. Technol. 2023, 22, 3423–3435. [Google Scholar] [CrossRef]
- Ahmed, K.S.; Vijayarangan, S. Tensile, flexural and interlaminar shear properties of woven jute and jute-glass fabric reinforced polyester composites. J. Mater. Process. Technol. 2008, 207, 330–335. [Google Scholar] [CrossRef]
- Hufenbach, W.; Ibraim, F.M.; Langkamp, A.; Böhm, R.; Hornig, A. Charpy impact tests on composite structures–an experimental and numerical investigation. Compos. Sci. Technol. 2008, 68, 2391–2400. [Google Scholar] [CrossRef]
- Espadas-Aldana, G.; Guaygua-Amaguaña, P.; Vialle, C.; Belaud, J.P.; Evon, P.; Sablayrolles, C. Life cycle assessment of olive pomace as a reinforcement in polypropylene and polyethylene biocomposite materials: A new perspective for the valorization of this agricultural by-product. Coatings 2021, 11, 525. [Google Scholar] [CrossRef]
- Rajendran, S.; Scelsi, L.; Hodzic, A.; Soutis, C.; Al-Maadeed, M.A. Environmental impact assessment of composites containing recycled plastics. Resour. Conserv. Recycl. 2012, 60, 131–139. [Google Scholar] [CrossRef]
- Duc, F.; Bourban, P.-E.; E Månson, J.-A. Dynamic mechanical properties of epoxy/flax fibre composites. J. Reinf. Plast. Compos. 2014, 33, 1625–1633. [Google Scholar] [CrossRef]
- Van de Velde, K.; Kiekens, P. Development of a flax/polypropylene composite with optimal mechanical characteristics by fiber and matrix modification. J. Thermoplast. Compos. Mater. 2002, 15, 281–300. [Google Scholar] [CrossRef]
- Cerbu, C. Mechanical characterization of the flax/epoxy composite material. Procedia Technol. 2015, 19, 268–275. [Google Scholar] [CrossRef]
- Polacek, P.; Jancar, J. Effect of filler content on the adhesion strength between UD fiber reinforced and particulate filled composites. Compos. Sci. Technol. 2008, 68, 251–259. [Google Scholar] [CrossRef]
- Seki, Y. Innovative multifunctional siloxane treatment of jute fiber surface and its effect on the mechanical properties of jute/thermoset composites. Mater. Sci. Eng. A 2009, 508, 247–252. [Google Scholar] [CrossRef]
- Sugihara, H.; Jones, F.R. Promoting the adhesion of high-performance polymer fibers using functional plasma polymer coatings. Polym. Compos. 2009, 30, 318–327. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composite Laminate | Laminate Thickness (mm) | Fiber Mass Fraction (%) | Laminate Density (kg/m3) |
|---|---|---|---|
| Flax fabric (FF) | 3.45 | 39.1 | 1131.6 |
| Flax–recycled polyester (F/RPES) | 5.5 | 28.9 | 1082.2 |
| Flax–recycled polyamide (F/RPA) | 4.2 | 45.0 | 1258.3 |
| Sample ((250 × 250) mm2) | Mass before Drying (g) | Mass after Drying for 24 h at 70 °C (g) | Moisture (%) |
|---|---|---|---|
| Flax fabric layer | 21.37 | 20.08 | 6.04 |
| Polyester layer | 23.00 | 22.96 | 0.17 |
| Polyamide layer | 77.69 | 75.36 | 3.00 |
| Composite Laminate | Flax Fiber Content (Weight %) | Bio-Resin Content (Weight %) | Recycled Polyamide Fiber Content (Weight %) | Recycled Polyester Fiber Content (Weight %) |
|---|---|---|---|---|
| Flax fabric (FF) | 39.10 | 60.90 | - | - |
| Flax–recycled polyamide (F/RPA) | 15.64 | 55.00 | 29.36 | - |
| Flax–recycled polyester (F/RPES) | 13.42 | 71.10 | - | 15.48 |
| Type of Test | Properties | Flax Fiber Composite (FF) | Flax–Recycled Polyester Fiber Composite (F/RPES) | Flax–Recycled Polyamide Fiber Composite (F/RPA) |
|---|---|---|---|---|
| Flexural test | Normalized flexural strength (N/mm) | 420.24 (1.19) | 467.11 (3.15) | 472.96 (2.94) |
| Flexural modulus (GPa) | 6.21 (0.15) | 3.67 (0.26) | 6.17 (0.17) | |
| Tensile test | Tensile strength (MPa) | 42.23 (4.24) | 55.72 (2.39) | 56.03 (2.29) |
| Young’s modulus (GPa) | 6.99 (0.45) | 4.68 (0.17) | 5.31 (0.15) | |
| Elongation to break % | 5.93 (0.34) | 6.55 (0.21) | 5.65 (0.23) | |
| Interlaminate shear test | Maximum interlaminar shear Force (N/mm) | 158.84 | 178.73 | 211.19 |
| ILSS (MPa) | 15.2 (0.55) | 18.4 (0.40) | 15.8 (0.50) | |
| Impact test | Impact energy (KJ/m2) | 21.40 (1.60) | 65.06 (2.50) | 29.17 (2.70) |
| Impact Category | Units | FF Composite | F/RPES Composite | F/RPA Composite |
|---|---|---|---|---|
| Global warming | kg CO2 eq | 3.67 | 3.0 | 3.51 |
| Stratospheric ozone depletion | kg CFCII eq | 1.22 × 10−5 | 4.72 × 10−6 | 5.55 × 10−6 |
| Ionizing radiation | kBq Co-60 eq | 0.271 | 0.21 | 0.267 |
| Ozone formation, human health | kg NOX eq | 0.0122 | 0.00943 | 0.0108 |
| Fine particulate matter formation | kg PM2.5 eq | 0.00759 | 0.00568 | 0.0066 |
| Ozone formation, terrestrial ecosystems | kg NOX eq | 0.013 | 0.0101 | 0.0116 |
| Terrestrial acidification | kg SO2 | 0.023 | 0.0159 | 0.0181 |
| Freshwater eutrophication | kg P eq | 0.00103 | 0.000748 | 0.000948 |
| Marine eutrophication | kg N eq | 0.00197 | 0.00069 | 0.000802 |
| Terrestrial ecotoxicity | kg 1.4-DCB | 10. 8 | 7.92 | 10 |
| Freshwater ecotoxicity | kg 1.4-DCB | 0.176 | 0.127 | 0.16 |
| Marine ecotoxicity | kg 1.4-DCB | 794 | 579 | 732 |
| Human carcinogenic toxicity | kg 1.4-DCB | 6.98 | 5.15 | 6.54 |
| Human noncarcinogenic toxicity | kg 1.4-DCB | 666 | 488 | 616 |
| Land use | m2 a crop eq | 0.187 | 0.0832 | 0.1 |
| Mineral resource scarcity | kg Cu eq | 0.0134 | 0.0099 | 0.0119 |
| Fossil resource scarcity | kg oil eq | 1.71 | 1.45 | 1.69 |
| Water consumption | m3 | 0.226 | 0.0912 | 0.108 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Arya, M.; Skrifvars, M.; Khalili, P. Performance and Life Cycle Assessment of Composites Reinforced with Natural Fibers and End-of-Life Textiles. J. Compos. Sci. 2024, 8, 196. https://doi.org/10.3390/jcs8060196
Arya M, Skrifvars M, Khalili P. Performance and Life Cycle Assessment of Composites Reinforced with Natural Fibers and End-of-Life Textiles. Journal of Composites Science. 2024; 8(6):196. https://doi.org/10.3390/jcs8060196
Chicago/Turabian StyleArya, Mina, Mikael Skrifvars, and Pooria Khalili. 2024. "Performance and Life Cycle Assessment of Composites Reinforced with Natural Fibers and End-of-Life Textiles" Journal of Composites Science 8, no. 6: 196. https://doi.org/10.3390/jcs8060196
APA StyleArya, M., Skrifvars, M., & Khalili, P. (2024). Performance and Life Cycle Assessment of Composites Reinforced with Natural Fibers and End-of-Life Textiles. Journal of Composites Science, 8(6), 196. https://doi.org/10.3390/jcs8060196